Tubi di polietilene per distribuzione di gas - Sirci Group 2011/ex dalmine/PE12/19_10...Manuale...
24
Manuale tecnico Gennaio 2010 Dalmine resine GAS 103 UNI EN 1555-2 - PE 80 Ø75x6,8 S5 SDR 11 - M.O.P. 5 bar - POLIETILENE 100% VERGINE Tubi di polietilene per distribuzione di gas Dalmine resine GAS 103 UNI EN 1555-2 - PE 80 Ø90x8,2 S5 SDR 11 - M.O.P. 5 bar - POLIETILENE 100% VERGINE Dalmine resine GAS 103 UNI EN 1555-2 - PE 80 Ø160x14,6 S5 SDR 11 - M.O.P. 5 bar - POLIETILENE 100% VERGINE mine resine GAS 103 UNI EN 1555-2 - PE 100 Ø160x14,6 S5 SDR 11 - M.O.P. 5 bar - POLIETILENE 100% VERGINE Dalmine resine GAS 103 UNI EN 1555-2 - PE 100 Ø75x6,8 S5 SDR 11 - M.O.P. 5 bar - POLIETILENE 100% VERGINE
Transcript of Tubi di polietilene per distribuzione di gas - Sirci Group 2011/ex dalmine/PE12/19_10...Manuale...

Manuale tecnicoGennaio 2010
Dalm
ine
resi
ne G
AS
1
03
UNI E
N 1
555-
2 -
PE 8
0 Ø
75x6
,8 S
5 SD
R 11
- M
.O.P
. 5 b
ar -
PO
LIET
ILEN
E10
0%VE
RGIN
E
Tubi di polietileneper distribuzione
di gas
Dalm
ine
resi
ne G
AS
1
03
UNI E
N 1
555-
2 -
PE 8
0 Ø
90x8
,2 S
5 SD
R 11
- M
.O.P
. 5 b
ar -
PO
LIET
ILEN
E10
0%VE
RGIN
E
Dalm
ine
resi
ne G
AS
1
03
UNI E
N 1
555-
2 -
PE 8
0 Ø
160x
14,6
S5
SDR
11 -
M.O
.P. 5
bar
- P
OLI
ETIL
ENE
100%
VERG
INE
min
e re
sine
GAS
103
UN
I EN
155
5-2
- PE
100
Ø16
0x14
,6 S
5 SD
R 11
- M
.O.P
. 5 b
ar -
PO
LIET
ILEN
E10
0%VE
RGIN
E
Dalm
ine
resi
ne G
AS
1
03
UNI E
N 1
555-
2 -
PE 1
00 Ø
75x6
,8 S
5 SD
R 11
- M
.O.P
. 5 b
ar -
PO
LIET
ILEN
E10
0%VE
RGIN
E
2
Indice
Il polietilene per tubi destinati alle applicazioni in pressione 4
Classificazione e designazione di PE 4
Evoluzione dei polimeri PE 100 5
Resistenza di tubi di PE agli effetti di intagli e di carichi concentrati 5
Tubi di PE 100 TS per tecniche di posa trenchless 6
Caratteristiche chimico - fisico - meccaniche generali di resine PE 80 e PE 100 6
Tubi di polietilene ad alta densità PE 100 e PE 80per condotte di distribuzione gas conformi alla norma UNI EN 1555 7
Caratteristiche generali 7
Impieghi 7
Perché tubazioni di PE 100 gas a parità di condizioni di utilizzo 7
Marchio di qualità 7
Caratteristiche fisico-meccaniche 8
Gamma 9
Tubi di PE 80 e PE 100 per condotte di distribuzione di gas secondo UNI EN 1555 9
Lunghezze 9
Packaging tubi PE 80 e PE 100 gas 10
Perdite di carico per flusso non turbolento di gas naturale 11
Rigidità anulare 12
Verifica e dimensionamento automatici di condotte di PE in pressione 13
Progetto GDW 13
3
Capitolato di acquisto di tubi in PEAD PE 80 per condotte interrateper distribuzione di gas combustibili conformi alla norma UNI EN 1555 14
Capitolato di acquisto di tubi in PEAD PE 100 per condotte interrate per distribuzione di gas combustibili conformi alla norma UNI EN 1555 15
Raccomandazioni per la movimentazione e lo stoccaggio nei magazzini 16
Raccomandazioni per la movimentazione e lo stoccaggio in cantiere 16
Scarico e movimentazione 16
Accatastamento 16
Raccomandazioni per la corretta posa in cantiere 17
Prescrizioni per la posa 17
Compattazione 18
Classificazione dei terreni 19
Formule utili e terminologia 20
Formule base di calcolo 20
Terminologia 20
Riferimenti normativi 21
20
15
10
8
65
4
3
2
1
20°C
80°C
PE100 10 MPaa 50 anni
8 MPaa 50 anni
1 1010-110 2 10 3 10 4 10 5 10 6 h
50 anniTempo
σ M
pa
PE 80
PE100
PE100PE80
PE80
Il polietilene per tubi destinati alle applicazioni in pressione
Classificazione e designazione di PEI processi di sintesi industriali sono brevettati equelli impiegati oggi nella produzione diPolietilene PE/A e PE/B per tubi in pressioneconferiscono ai materiali elevate proprietà di:1) resistenza allo scorrimento plastico;2) resistenza alla fessurazione lenta;3) resistenza alla fessurazione rapida.
Allo scopo di garantire un’adeguata qualità deiprodotti, i polietileni per tubi sono commercializzati sotto forma di granuli neri ottenuti per masterizzazione (aggiunta di additivi) del polietilene incolore in adeguatiimpianti petrolchimici.
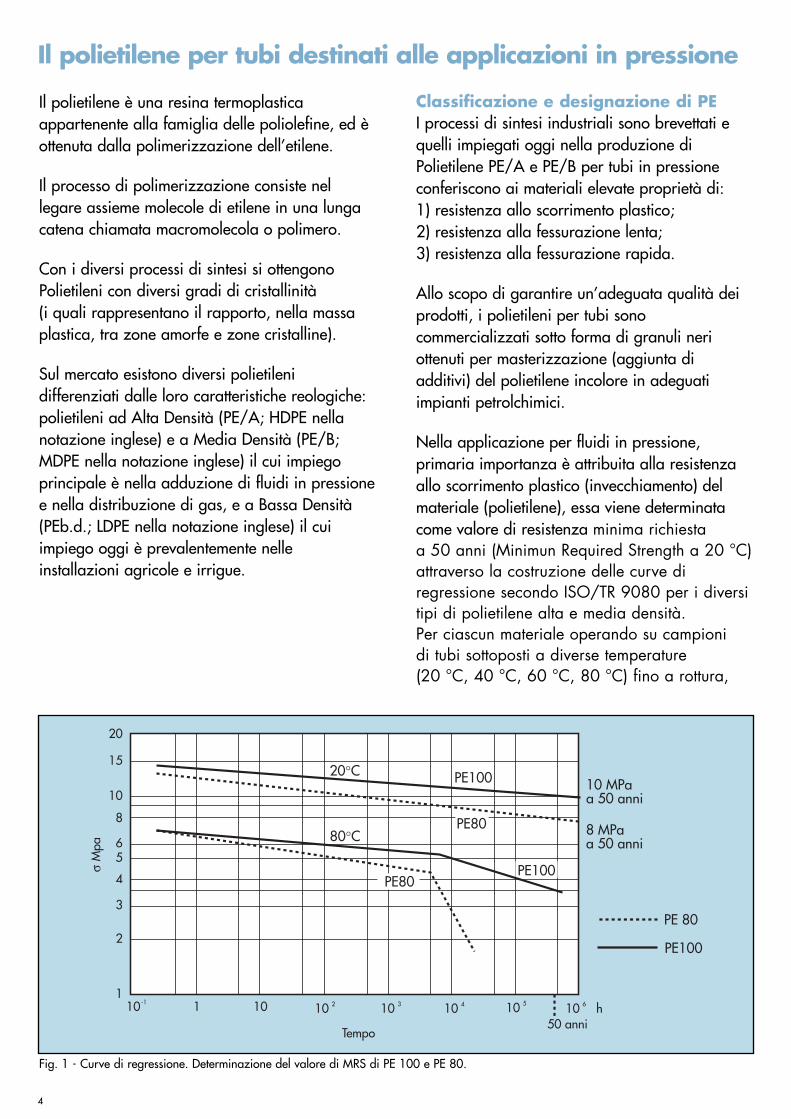
Nella applicazione per fluidi in pressione,primaria importanza è attribuita alla resistenzaallo scorrimento plastico (invecchiamento) delmateriale (polietilene), essa viene determinatacome valore di resistenza minima richiesta a 50 anni (Minimun Required Strength a 20 °C)attraverso la costruzione delle curve di regressione secondo ISO/TR 9080 per i diversitipi di polietilene alta e media densità. Per ciascun materiale operando su campioni di tubi sottoposti a diverse temperature(20 °C, 40 °C, 60 °C, 80 °C) fino a rottura,
Il polietilene è una resina termoplastica appartenente alla famiglia delle poliolefine, ed èottenuta dalla polimerizzazione dell’etilene.
Il processo di polimerizzazione consiste nel legare assieme molecole di etilene in una lungacatena chiamata macromolecola o polimero.
Con i diversi processi di sintesi si ottengonoPolietileni con diversi gradi di cristallinità (i quali rappresentano il rapporto, nella massa plastica, tra zone amorfe e zone cristalline).
Sul mercato esistono diversi polietileni differenziati dalle loro caratteristiche reologiche:polietileni ad Alta Densità (PE/A; HDPE nellanotazione inglese) e a Media Densità (PE/B;MDPE nella notazione inglese) il cui impiegoprincipale è nella adduzione di fluidi in pressionee nella distribuzione di gas, e a Bassa Densità(PEb.d.; LDPE nella notazione inglese) il cuiimpiego oggi è prevalentemente nelle installazioni agricole e irrigue.
4
Fig. 1 - Curve di regressione. Determinazione del valore di MRS di PE 100 e PE 80.
generazione di PE 100 le cui catene polimerichesono progettate con qualità e caratteristiche studiate appositamente per governare e contenere gli effetti di graffi e intagli e di carichi concentrati.Questo rappresenta l’ultima evoluzione concaratteristiche speciali denominati polietileni “PE 100 TS”.
Resistenza di tubi di PE agli effettidi intagli e di carichi concentratiAl fine di ottenere l’elevata resistenza agli effetti di graffi e intagli sui tubi, sono decisivinella valutazione del rischio di rotture, i valoricaratteristici di resistenza allo SCG (slow crackgrowth = crescita lenta della frattura) delPolietilene misurabile con il Notch Pipe Test (tubi con spessori > 5 mm), con il Cone test (tubi con spessori < di 5 mm) e con il Full Notch Creep Test.
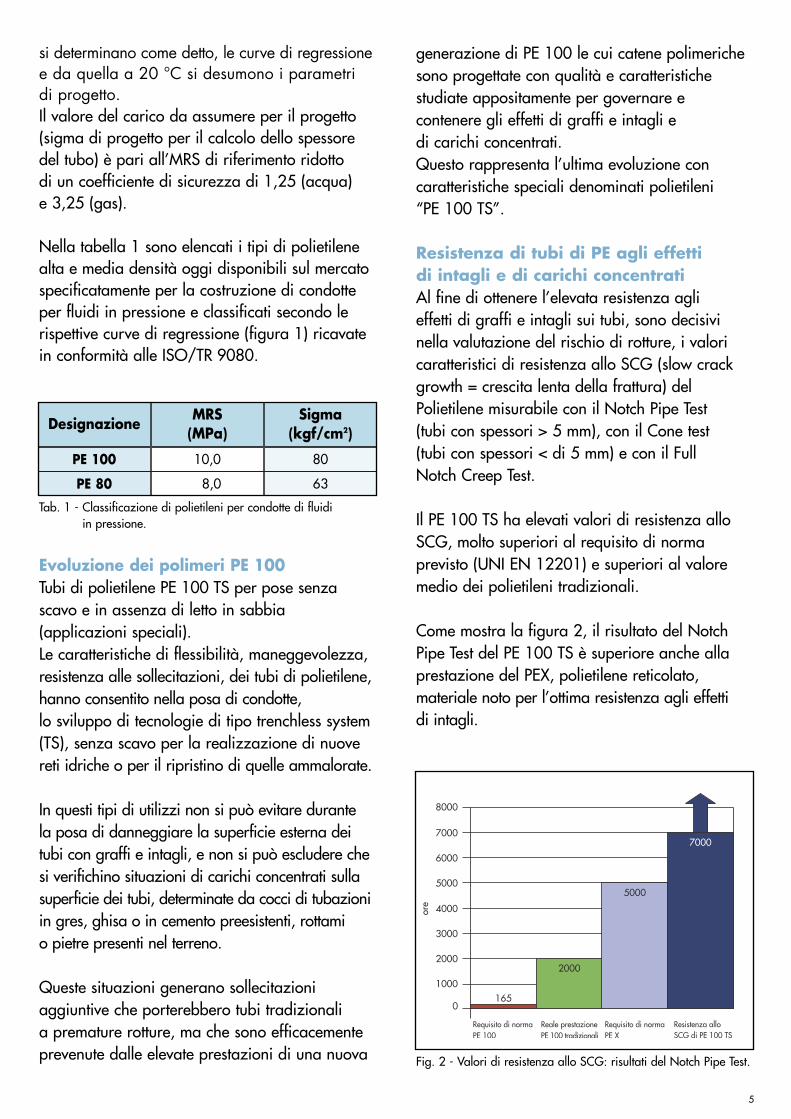
Il PE 100 TS ha elevati valori di resistenza alloSCG, molto superiori al requisito di norma previsto (UNI EN 12201) e superiori al valoremedio dei polietileni tradizionali.
Come mostra la figura 2, il risultato del NotchPipe Test del PE 100 TS è superiore anche allaprestazione del PEX, polietilene reticolato,materiale noto per l’ottima resistenza agli effettidi intagli.
si determinano come detto, le curve di regressionee da quella a 20 °C si desumono i parametridi progetto.Il valore del carico da assumere per il progetto(sigma di progetto per il calcolo dello spessoredel tubo) è pari all’MRS di riferimento ridotto di un coefficiente di sicurezza di 1,25 (acqua) e 3,25 (gas).
Nella tabella 1 sono elencati i tipi di polietilene alta e media densità oggi disponibili sul mercatospecificatamente per la costruzione di condotteper fluidi in pressione e classificati secondo lerispettive curve di regressione (figura 1) ricavate in conformità alle ISO/TR 9080.
5
Tab. 1 - Classificazione di polietileni per condotte di fluidi in pressione.
Designazione MRS (MPa)
Sigma(kgf/cm2)
PE 100 10,0 80
PE 80 8,0 63
Evoluzione dei polimeri PE 100Tubi di polietilene PE 100 TS per pose senzascavo e in assenza di letto in sabbia (applicazioni speciali).Le caratteristiche di flessibilità, maneggevolezza,resistenza alle sollecitazioni, dei tubi di polietilene,hanno consentito nella posa di condotte,lo sviluppo di tecnologie di tipo trenchless system(TS), senza scavo per la realizzazione di nuovereti idriche o per il ripristino di quelle ammalorate.
In questi tipi di utilizzi non si può evitare durantela posa di danneggiare la superficie esterna deitubi con graffi e intagli, e non si può escludere chesi verifichino situazioni di carichi concentrati sullasuperficie dei tubi, determinate da cocci di tubazioniin gres, ghisa o in cemento preesistenti, rottamio pietre presenti nel terreno.
Queste situazioni generano sollecitazioniaggiuntive che porterebbero tubi tradizionalia premature rotture, ma che sono efficacementeprevenute dalle elevate prestazioni di una nuova
Fig. 2 - Valori di resistenza allo SCG: risultati del Notch Pipe Test.
6
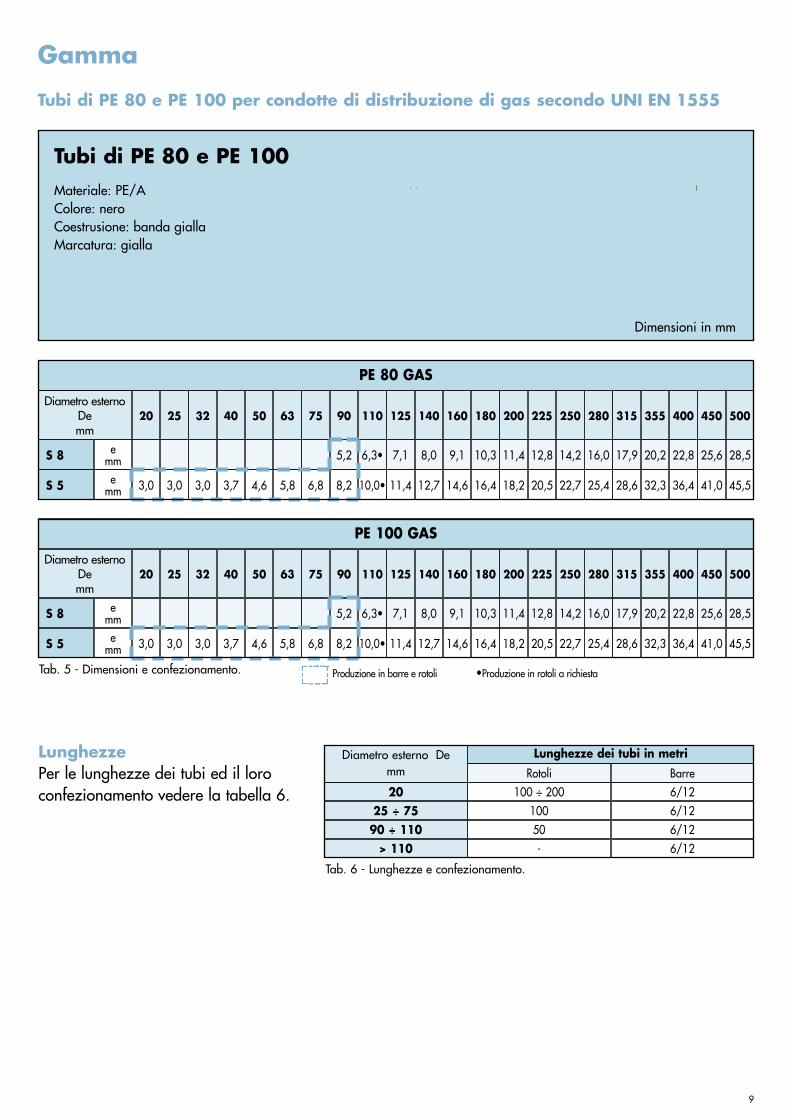
Tubi di PE 100 TS per tecniche di posa trenchlessDi recente in Germania è stato elaborato dallaDIN, l’istituto di normazione tedesco, un documento tecnico che regola caratteristichee requisiti di materiali e tubi (PE) idonei ad essereimpiegati con tecniche trenchless. Il documento è la PAS (Publicly Available Specification) 1075“Tubi di Polietilene per tecniche di installazionealternative”. Il documento introduce per i materialila designazione PE 100 RC (resistenti al creep)per i quali viene fissato un livello di resistenza al Full Notch Creep Test di 8760 ore, e per i tubi,ai fini del controllo qualità, una prova di creepaccelerato ACT che deve superare 160 ore, questovalore è correlato scientificamente al valore diresistenza previsto sui tubi misurato con FNCTsuperiore a 3300 ore. I tubi PE 100 Dalmineresine blu (oggi realizzati solo per adduzioneacqua) testati con la procedura ACT secondoPAS 1075, superano 750 ore che si correlano adun tempo di resistenza al thermal ageing di oltre8760 h (1 anno), confermando così l'eccellenteprestazione e la idoneità ad essere impiegatianche con tecniche di posa alternative.
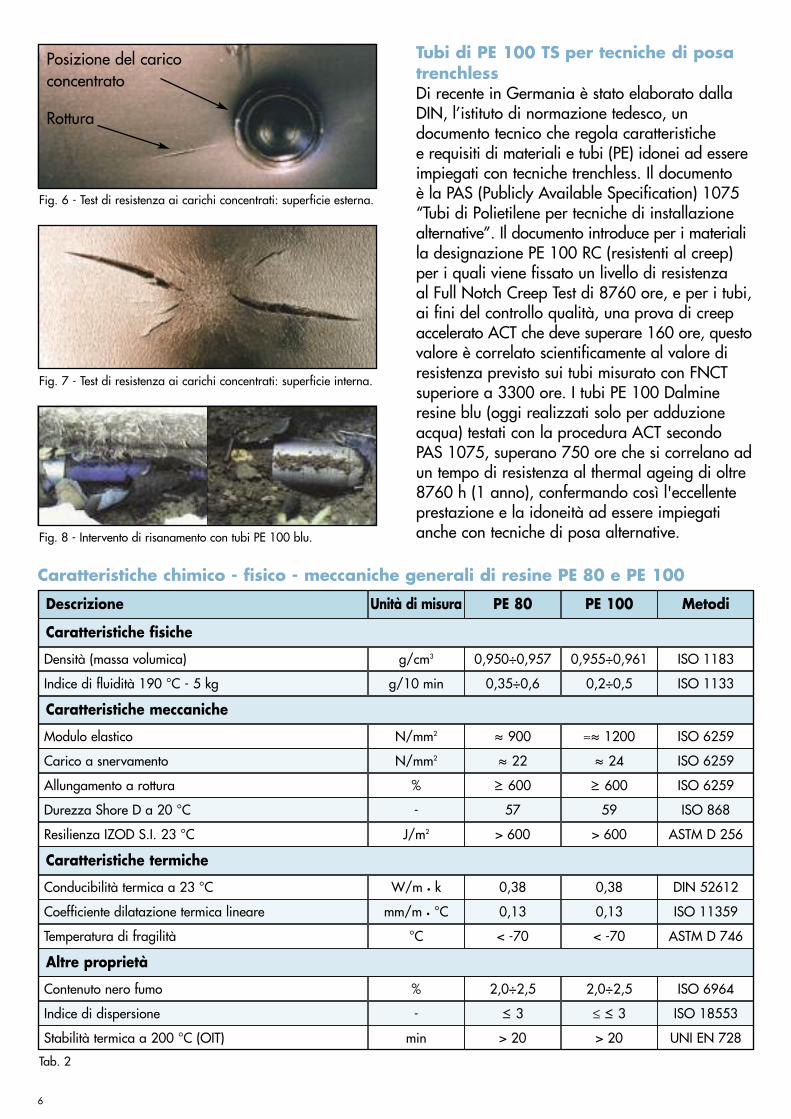
Fig. 6 - Test di resistenza ai carichi concentrati: superficie esterna.
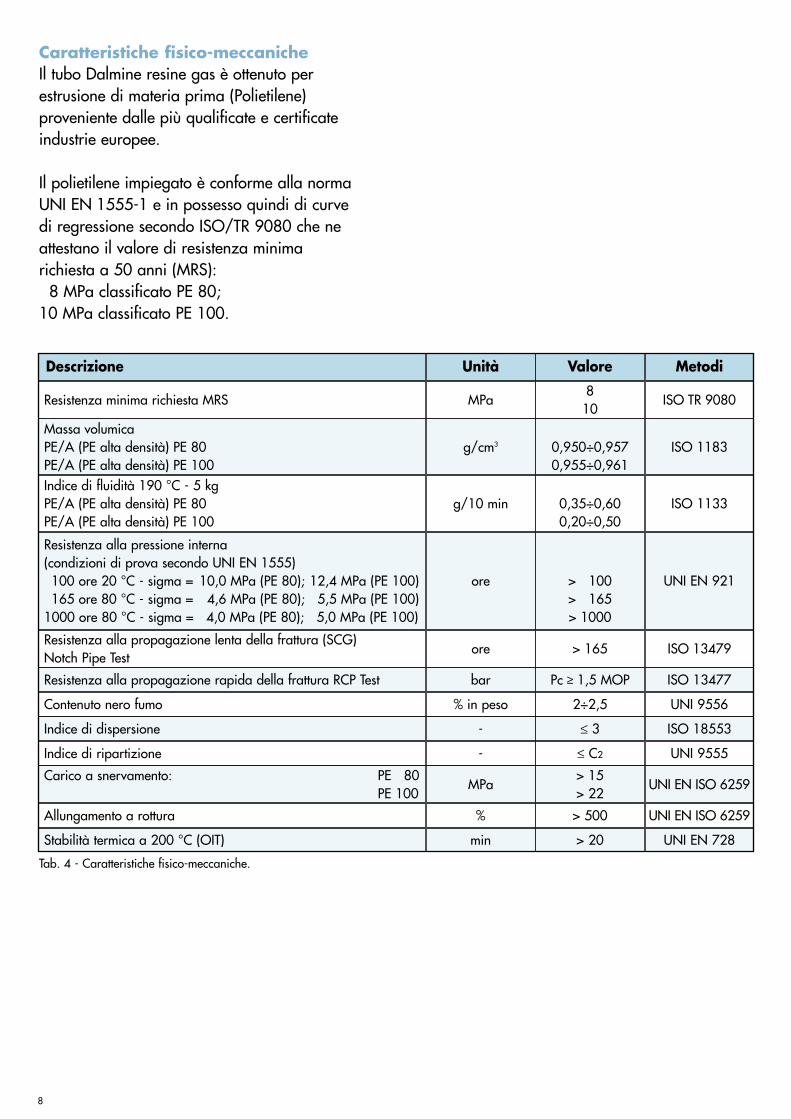
Fig. 7 - Test di resistenza ai carichi concentrati: superficie interna.
Posizione del carico concentrato
Rottura
Fig. 8 - Intervento di risanamento con tubi PE 100 blu.
Caratteristiche chimico - fisico - meccaniche generali di resine PE 80 e PE 100
Descrizione
Caratteristiche fisiche
MetodiUnità di misura PE 80 PE 100
Densità (massa volumica) ISO 1183g/cm3 0,950÷0,957 0,955÷0,961
Indice di fluidità 190 °C - 5 kg ISO 1133g/10 min 0,35÷0,6 0,2÷0,5
Caratteristiche meccaniche
Modulo elastico ISO 6259N/mm2≈ 900 ≈≈ 1200
Allungamento a rottura ISO 6259% ≥ 600 ≥ 600
Resilienza IZOD S.I. 23 °C ASTM D 256J/m2 > 600 > 600
Carico a snervamento ISO 6259N/mm2≈ 22 ≈ 24
Caratteristiche termiche
Conducibilità termica a 23 °C DIN 52612W/m • k 0,38 0,38
Temperatura di fragilità ASTM D 746°C < -70 < -70
Coefficiente dilatazione termica lineare ISO 11359mm/m • °C 0,13 0,13
Altre proprietà
Contenuto nero fumo ISO 6964% 2,0÷2,5 2,0÷2,5
Stabilità termica a 200 °C (OIT) UNI EN 728min > 20 > 20
Indice di dispersione ISO 18553- ≤ 3 ≤ ≤ 3
Durezza Shore D a 20 °C ISO 868- 57 59
Tab. 2

Tubi di polietilene ad alta densità PE 100 e PE 80per condotte di distribuzione gas conformi allanorma UNI EN 1555
Caratteristiche generali• Leggerezza • Buona resilienza • Ottima lavorabilità • Impermeabilità• Facilità nella posa
ImpieghiIl tubo è idoneo ai più svariati impieghi neicampi della distribuzione di gas metanoconvogliamento di GPL, ecc.
L’idoneità dei tubi all’impiego è garantita anchedalla conformità al Decreto Ministeriale del24/11/84 “Norme di sicurezza antincendio peril trasporto, la distribuzione, l’accumulo el’utilizzazione del gas naturale con densità nonsuperiore a 0,8” e successivi aggiornamenti finoal Decreto 16 aprile 2008 G.U. n. 107 dell’8maggio 2008.
In base ai decreti citati, i tubi di polietilene possono essere impiegati per la costruzione dicondotte per gas, con pressione massima di esercizio (MOP) non superiore a 5 bar.
Le pressioni massime di esercizio ammesse (MOP)per le diverse serie di spessori sono riportatenella tabella 3.
Le principali caratteristiche delle tubazioni sonoriportate nella tabella 4 e costantementeconfermate e completate dalle prove e i collaudisvolti nei laboratori Dalmine resine.
Serie S
Diametri consentitimm
Tubi GASPE 100MOPbar
8 ≥ 90 35 ≥ 20 5
Tubi GASPE 80MOPbar
3,75
Tab. 3
7
Perché tubazioni di PE 100 gasa parità di condizioni di utilizzoL’applicazione gas, per tubi di polietilene, prevede che lo spessore sia calcolato con unsigma determinato con un fattore di sicurezza di3,25 a partire dal valore di resistenza minimarichiesta (MRS) del materiale che è tradizionalmente PE 80 - MRS 8 Mpa (UNI ISO4437).
Lo sviluppo di polietilene di terza generazione el’introduzione della UNI EN 1555 ha suggeritol’impiego anche nella applicazione gas di polietileni alta densità PE 100.
A parità di condizioni di utilizzo ammesse (MOP)e di spessori, fissati dal D.M. 11/84 e successivemodifiche, i tubi di PE 100 risultano dimensionaticon un fattore di sicurezza considerevolmentesuperiore a 3,25 e quindi particolarmente affidabili e sicuri per il trasporto di gas.
Novità: tubi PE 100 gasLa Sicurezza è incrementata
Marchio di qualitàLa qualità dei prodotti soddisfa le prescrizionidella norma UNI EN 1555 e la conformità è certificata dall’IIP (Istituto Italiano dei Plastici) conmarchio UNI IIP n. 103.
8
Descrizione Unità Valore Metodi
Massa volumica PE/A (PE alta densità) PE 80PE/A (PE alta densità) PE 100
g/cm3 0,950÷0,9570,955÷0,961
ISO 1183
Resistenza alla pressione interna(condizioni di prova secondo UNI EN 1555)100 ore 20 °C - sigma = 10,0 MPa (PE 80); 12,4 MPa (PE 100)165 ore 80 °C - sigma = 4,6 MPa (PE 80); 5,5 MPa (PE 100)1000 ore 80 °C - sigma = 4,0 MPa (PE 80); 5,0 MPa (PE 100)
ore > 100> 165> 1000
UNI EN 921
Indice di fluidità 190 °C - 5 kgPE/A (PE alta densità) PE 80PE/A (PE alta densità) PE 100
g/10 min 0,35÷0,600,20÷0,50
ISO 1133
Resistenza alla propagazione lenta della frattura (SCG)Notch Pipe Test
ore > 165 ISO 13479
Resistenza alla propagazione rapida della frattura RCP Test bar Pc ≥ 1,5 MOP ISO 13477
Contenuto nero fumo % in peso 2÷2,5 UNI 9556
Indice di ripartizione - ≤ C2 UNI 9555
Indice di dispersione - ≤ 3 ISO 18553
Carico a snervamento: PE 80PE 100
MPa> 15> 22
UNI EN ISO 6259
Resistenza minima richiesta MRS MPa810
ISO TR 9080
Allungamento a rottura % > 500 UNI EN ISO 6259
Stabilità termica a 200 °C (OIT) min > 20 UNI EN 728
Tab. 4 - Caratteristiche fisico-meccaniche.
Caratteristiche fisico-meccanicheIl tubo Dalmine resine gas è ottenuto perestrusione di materia prima (Polietilene)proveniente dalle più qualificate e certificateindustrie europee.
Il polietilene impiegato è conforme alla normaUNI EN 1555-1 e in possesso quindi di curvedi regressione secondo ISO/TR 9080 che neattestano il valore di resistenza minima richiesta a 50 anni (MRS): 8 MPa classificato PE 80;10 MPa classificato PE 100.
Tab. 5 - Dimensioni e confezionamento.
Diametro esternoDemm
PE 80 GAS
20 25 32 40 50 63 75 90 110 125 140 160 180 200 225 250 280 315 355 400 450 500
Produzione in barre e rotoli •Produzione in rotoli a richiesta
LunghezzePer le lunghezze dei tubi ed il loro confezionamento vedere la tabella 6.
Tab. 6 - Lunghezze e confezionamento.
100 ÷ 200 6/126/126/126/12
2010025 ÷ 755090 ÷ 110-> 110
Diametro esterno Demm
Lunghezze dei tubi in metri
Rotoli Barre
3,0 3,0 3,0 3,7 4,6 5,8 6,8
5,2
8,2
6,3•
10,0•
7,1
11,4
8,0
12,7
9,1
14,6
10,3
16,4
11,4
18,2
12,8
20,5
14,2
22,7
16,0
25,4
17,9
28,6
20,2
32,3
22,8
36,4
25,6
41,0
28,5
45,5
S 8 emm
S 5 emm
Diametro esternoDemm
PE 100 GAS
20 25 32 40 50 63 75 90 110 125 140 160 180 200 225 250 280 315 355 400 450 500
3,0 3,0 3,0 3,7 4,6 5,8 6,8
5,2
8,2
6,3•
10,0•
7,1
11,4
8,0
12,7
9,1
14,6
10,3
16,4
11,4
18,2
12,8
20,5
14,2
22,7
16,0
25,4
17,9
28,6
20,2
32,3
22,8
36,4
25,6
41,0
28,5
45,5
S 8 emm
S 5 emm
9
Gamma
Tubi di PE 80 e PE 100 per condotte di distribuzione di gas secondo UNI EN 1555
Tubi di PE 80 e PE 100Materiale: PE/A Colore: neroCoestrusione: banda giallaMarcatura: gialla
Dimensioni in mm
10
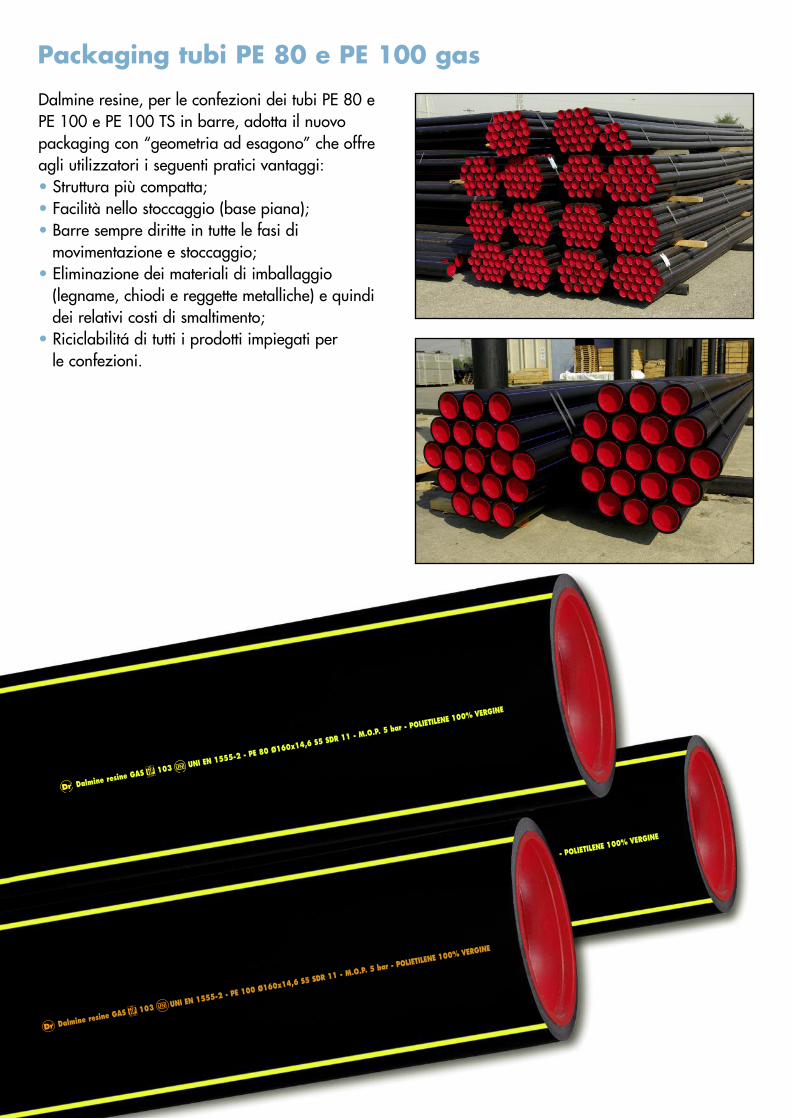
Packaging tubi PE 80 e PE 100 gas
Dalmine resine, per le confezioni dei tubi PE 80 e PE 100 e PE 100 TS in barre, adotta il nuovo packaging con “geometria ad esagono” che offre agli utilizzatori i seguenti pratici vantaggi:• Struttura più compatta;• Facilità nello stoccaggio (base piana);• Barre sempre diritte in tutte le fasi di movimentazione e stoccaggio;
• Eliminazione dei materiali di imballaggio (legname, chiodi e reggette metalliche) e quindi dei relativi costi di smaltimento;
• Riciclabilitá di tutti i prodotti impiegati per le confezioni.
Dalmine resine GAS 103 UNI EN 1555-2 - PE 100 Ø160x14,6 S5 SDR 11 - M.O.P. 5 bar - POLIETILENE 100% VERGINE
Dalmine resine GAS 103 UNI EN 1555-2 - PE 80 Ø160x14,6 S5 SDR 11 - M.O.P. 5 bar - POLIETILENE 100% VERGINE
- POLIETILENE 100% VERGINE
11
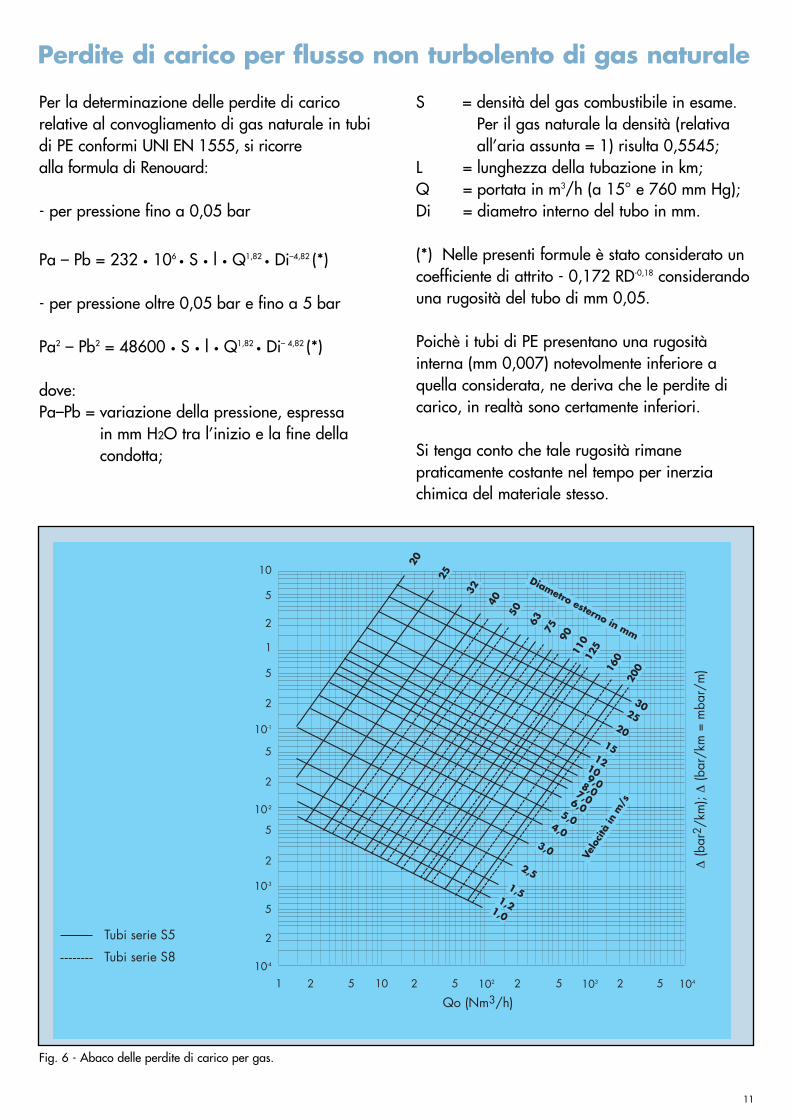
Per la determinazione delle perdite di caricorelative al convogliamento di gas naturale in tubidi PE conformi UNI EN 1555, si ricorrealla formula di Renouard:
- per pressione fino a 0,05 bar
Pa – Pb = 232 • 106 • S • l • Q1,82
• Di–4,82 (*)
- per pressione oltre 0,05 bar e fino a 5 bar
Pa2 – Pb2 = 48600 • S • l • Q1,82 • Di– 4,82 (*)
dove: Pa–Pb = variazione della pressione, espressa
in mm H2O tra l’inizio e la fine della condotta;
S = densità del gas combustibile in esame. Per il gas naturale la densità (relativa all’aria assunta = 1) risulta 0,5545;
L = lunghezza della tubazione in km; Q = portata in m3/h (a 15° e 760 mm Hg); Di = diametro interno del tubo in mm.
(*) Nelle presenti formule è stato considerato uncoefficiente di attrito - 0,172 RD-0,18 considerandouna rugosità del tubo di mm 0,05.
Poichè i tubi di PE presentano una rugosità interna (mm 0,007) notevolmente inferiore aquella considerata, ne deriva che le perdite dicarico, in realtà sono certamente inferiori.
Si tenga conto che tale rugosità rimanepraticamente costante nel tempo per inerzia chimica del materiale stesso.
Fig. 6 - Abaco delle perdite di carico per gas.
1 2
2
2
2
2
2
2 2 25
5
5
5
5
5 5
5
510
10
1
102
10-2
103
10-3
104
10-1
10-4
1,0
20
25
32
40
50
6375
9011
012
516
020
0
Velo
cità
in m
/s
Diametro esterno in mm
1,2
1,5
2,5
3,0
4,0
5,0
1012
15
20
2530
Qo (Nm3/h)
Δ(b
ar2 /
km); Δ
(bar
/km
= m
bar/
m)
Tubi serie S5
Tubi serie S8
6,07,0
9,08,0
Perdite di carico per flusso non turbolento di gas naturale
12
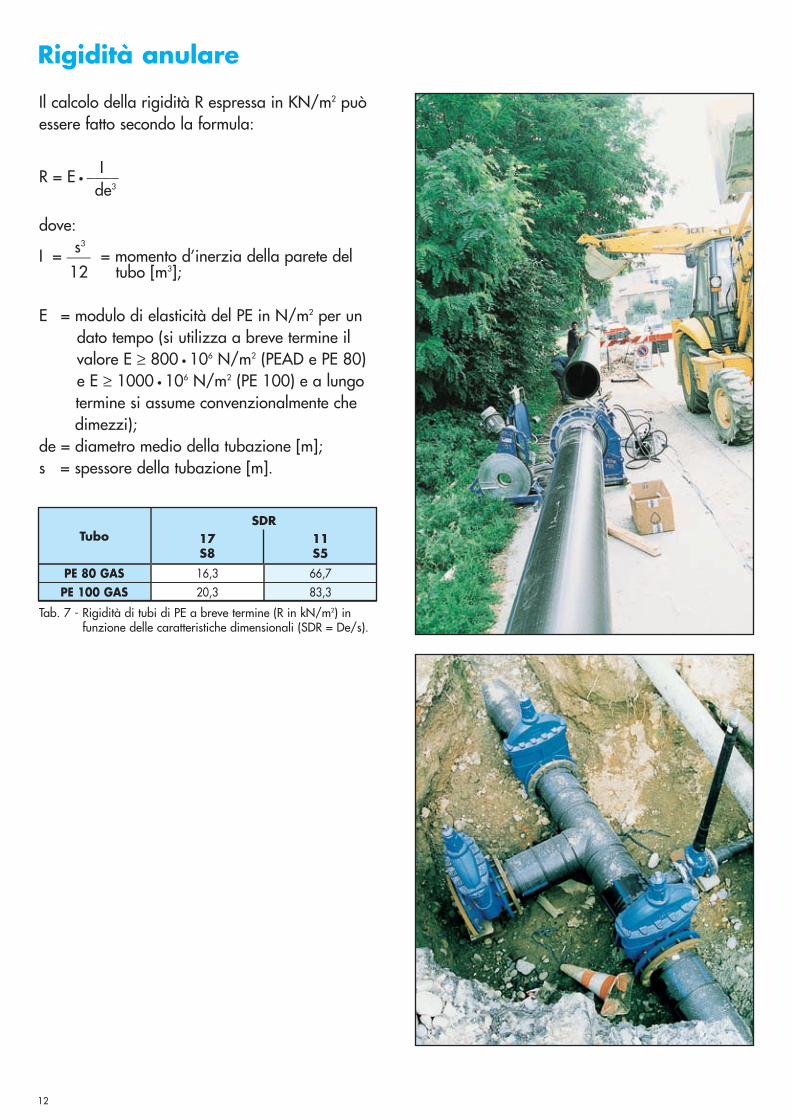
Rigidità anulare
Il calcolo della rigidità R espressa in KN/m2 puòessere fatto secondo la formula:
IR = E • ____de3
dove:s3I = ___ = momento d’inerzia della parete del 12 tubo [m3];
E = modulo di elasticità del PE in N/m2 per un dato tempo (si utilizza a breve termine il valore E ≥ 800 • 106 N/m2 (PEAD e PE 80)e E ≥ 1000 • 106 N/m2 (PE 100) e a lungo termine si assume convenzionalmente che dimezzi);
de = diametro medio della tubazione [m];s = spessore della tubazione [m].
Tab. 7 - Rigidità di tubi di PE a breve termine (R in kN/m2) in funzione delle caratteristiche dimensionali (SDR = De/s).
TuboSDR
17S8
11S5
16,3 66,720,3 83,3
PE 80 GASPE 100 GAS
13
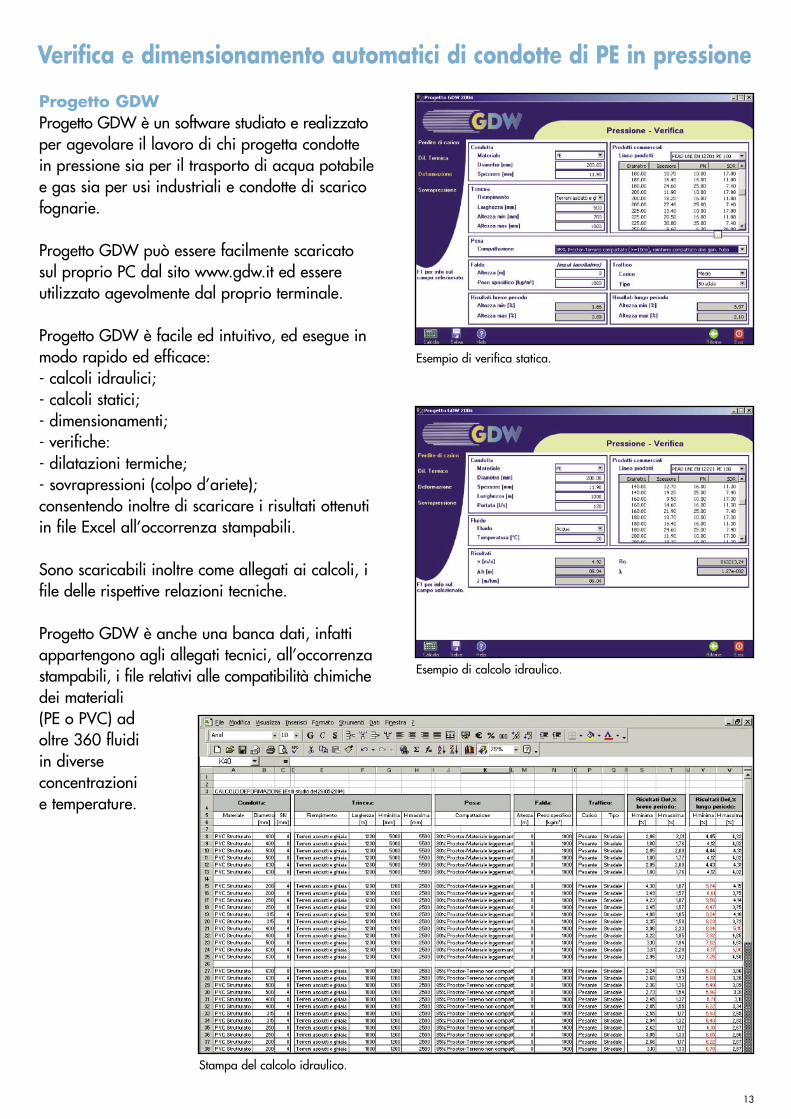
Verifica e dimensionamento automatici di condotte di PE in pressione
Progetto GDW Progetto GDW è un software studiato e realizzatoper agevolare il lavoro di chi progetta condottein pressione sia per il trasporto di acqua potabilee gas sia per usi industriali e condotte di scaricofognarie.
Progetto GDW può essere facilmente scaricatosul proprio PC dal sito www.gdw.it ed essere utilizzato agevolmente dal proprio terminale.
Progetto GDW è facile ed intuitivo, ed esegue inmodo rapido ed efficace:- calcoli idraulici;- calcoli statici;- dimensionamenti;- verifiche:- dilatazioni termiche;- sovrapressioni (colpo d’ariete);consentendo inoltre di scaricare i risultati ottenutiin file Excel all’occorrenza stampabili.
Sono scaricabili inoltre come allegati ai calcoli, ifile delle rispettive relazioni tecniche.
Progetto GDW è anche una banca dati, infattiappartengono agli allegati tecnici, all’occorrenzastampabili, i file relativi alle compatibilità chimichedei materiali (PE o PVC) ad oltre 360 fluidi in diverse concentrazioni e temperature.
Esempio di verifica statica.
Esempio di calcolo idraulico.
Stampa del calcolo idraulico.
14
Le tubazioni devono essere idonee, secondo UNI 9165:2004 “Reti di distribuzione delgas-condotte con pressione massima di eserciziominore o uguale a 5 bar - Progettazione,costruzione, collaudo, conduzione, manutenzionee risanamento”, al trasporto di gas quali:• gas naturale e G.P.L. tal quali o in miscela con aria o altri gas;
• gas sostitutivi del gas naturale;• gas di città manifatturato.
La ditta fornitrice dovrà essere in possesso dicertificato di conformità del prodotto (marchio diqualità) rilasciato secondo UNI CEI EN 45011 daente o istituto riconosciuto e accreditato Sincertche attesti la conformità della intera gammafornita alla norma di riferimento UNI EN 1555, ein possesso di certificato di conformità UNI ENISO 9002 rilasciato secondo UNI CEI EN 45012da parte di ente o istituto accreditato Sincert.La Direzione Lavori potrà far eseguire prove dicollaudo in conformità alle norme UNI EN 1555da parte di un primario istituto di analisi che operiin conformità alla norma UNI CEI EN ISO/IEC17025, su una campionatura di tubazioni giacentiin cantiere a spese del fornitore.
I tubi devono riportare in maniera visibile eindelebile la seguente marcatura minima previstadalla norma:• nominativo del produttore e/o nome commerciale del prodotto;
• diametro esterno del tubo;• PE 80 e codice identificativo della resina;• SDR (Standard Dimension Ratio) e/o serie del tubo e/o S;
• MOP_ (Maximum Operated Pessure);• Numero del lotto di produzione;• GAS - UNI EN 1555;• giorno, mese, anno e turno di produzione;• numero della linea di estrusione;• marchio di qualità;• Polietilene 100% vergine omologato.
Oggetto della fornituraFornitura di tubazioni in polietilene PE80 altadensità PE/A, conformi alle norme UNI EN 1555“Sistemi di tubazioni in materia plastica per gascombustibili - Polietilene (PE)” e rispondential Decreto Ministeriale del 24/11/1984“Norme di sicurezza per il trasporto e ladistribuzione di gas” e successive modifichedel Decreto 16 aprile 2008 G.U. n. 107dell’8 maggio 2008.
Il produttore di tubi deve dimostrare di essereiscritto e di aver versato il contributo al consorzioobbligatorio POLIECO (legge Ronchi DLgs 22/97art. 48) per l’anno in corso.
Requisiti dei tubiLe tubazioni devono essere prodotte perestrusione con sola materia prima al 100%vergine conforme ai requisiti previsti dalla normaUNI EN 1555-1 e precisamente: • MRS ≥ 8 Mpa (ISO/TR 9080)
• RCP (Diam. 250 mm, SDR 11, 0°C)P arresto ≥ 1,36 bar (ISO 13477)
• S.C.G. T=80 °C t=165 h SDR11P=8,0 bar (EN ISO 13477)
• Contenuto di Carbon Black (C.B.)Compreso tra 2 e 2,5 % (in peso)
• Dispersione C.B. ≤ 3
• O.I.T. (T=200 °C ≥ 20 min.
• Melt Index (5 Kg T=190 °C t=10 min.)compreso tra 0.2 1,4 g/10 min, dopo la trasformazione la differenza massima dal valore dichiarato dal produttore della materia prima è ± 20%
Capitolato di acquisto di tubi in PEAD PE 80 per condotte interrate per distribuzione di gas combustibiliconformi alla norma UNI EN 1555

15
La ditta fornitrice dovrà essere in possesso dicertificato di conformità del prodotto (marchio diqualità) rilasciato secondo UNI CEI EN 45011 daente o istituto riconosciuto e accreditato Sincert cheattesti la conformità della intera gamma fornitaalla norma di riferimento UNI EN 1555 e inpossesso di certificato di conformità UNI EN ISO9001 rilasciato secondo UNI CEI EN 45012 daparte di ente o istituto accreditato Sincert.La Direzione Lavori potrà far eseguire prove dicollaudo in conformità alle norme UNI EN 1555da parte di un primario istituto di analisi che operiin conformità alla norma UNI CEI EN ISO/IEC17025, su una campionatura di tubazioni giacentiin cantiere a spese del fornitore.
I tubi devono riportare in maniera visibile eindelebile la seguente marchiatura minimaprevista dalla norma:• nominativo del produttore e/o nome commerciale del prodotto;
• diametro esterno del tubo;• PE 100 e codice identificativo della resina;• SDR (Standard Dimension Ratio) e/o serie del tubo e/o S;
• MOP_ (Maximum Operated Pessure);• Numero del lotto di produzione;• GAS - UNI EN 1555;• giorno, mese, anno e turno di produzione;• numero della linea di estrusione;• marchio di qualità;• Polietilene 100% vergine omologato.
Oggetto della fornituraFornitura di tubazioni in polietilene PE 100 altadensità PE/A, conformi alle norme UNI EN 1555“Sistemi di tubazioni in materia plastica per gascombustibili - Polietilene (PE)” e rispondenti alDecreto Ministeriale del 24/11/1984 “Norme disicurezza per il trasporto e la distribuzione di gas”e successive modifiche del Decreto 16 aprile 2008G.U. n. 107 dell’8 maggio 2008. Il produttore di tubi deve dimostrare di essere iscrittoe di aver versato il contributo al consorzioobbligatorio POLIECO (legge Ronchi DLgs 22/97art. 48) per l’anno in corso.
Requisiti dei tubiLe tubazioni devono essere prodotte perestrusione con sola materia prima al 100%vergine conforme ai requisiti previsti dalla normaUNI EN 1555-1 e precisamente:• MRS ≥ 10 MPa (ISO/TR 9080)• RCP (Diam 250 mm, SDR 11, 0 °C)P arresto ≥ 10 bar (ISO 13477)
• S.C.G. T=80 °C t=165 h SDR 11P=9.2 bar (EN ISO 13479)
• Contenuto di Carbon Black (C.B.)Compreso tra 2 e 2,5% (in peso)
• Dispersione C.B. ≤ 3• O.I.T. (T=200°C) ≥ 20 min.• Melt Index (5 kg T=190°C t=10 min.) compreso tra 0.2 e 0.4 g/10 min, dopo la trasformazionela differenza massima dal valore dichiarato dal produttore della materia prima è ± 20%.
Le tubazioni devono essere idonee, secondoUNI 9165:2004 “Reti di distribuzione delgas-condotte con pressione massima di eserciziominore o uguale a 5 bar - Progettazione,costruzione, collaudo, conduzione, manutenzionee risanamento” al trasporto di gas quali:• gas naturale e G.P.L. tal quali o in miscela con aria o altri gas;
• gas sostitutivi del gas naturale;• gas di città manifatturato.
Capitolato di acquisto di tubi in PEAD PE 100 percondotte interrate per distribuzione di gas combustibiliconformi alla norma UNI EN 1555
Voci di capitolatoLe voci di capitolato complete in formato Wordpossono essere scaricate dal sito www.gdw.it o, arichiesta, personalizzate, contattandoci a:[email protected]
Word è un software di proprietà Microsoft.
16
Scarico e movimentazionePer lo scarico dei mezzi di trasporto, i tubi devono essere sollevati nella zona centrale conun bilancino di ampiezza adeguata.
Se queste operazioni vengono effettuate manualmente, è necessario evitare di far strisciare i tubi sulle sponde del mezzo di trasporto o comunque su mezzi duri e aguzzi.
Si raccomanda di non trascinare i tubi sul terreno.
La movimentazione di tubi di PE per condotte inpressione deve avvenire avendo cura di nonrimuovere i tappi di protezione delle testate.
AccatastamentoIl piano di appoggio dovrà essere livellato edesente da asperità e sopratutto da pietre appuntite.
L'altezza di accatastamento per i tubi in barrenon deve essere superiore a 1,5 metri qualunquesia il diametro e lo spessore.
I tubi in rotoli vanno appoggiati orizzontalmentee l’altezza di accatastamento non deve superare2 metri.
Nel caso i tubi di grossi diametri (oltre 500 mm)si consiglia di armare internamente le estremitàdei tubi onde evitare eccessive ovalizzazioni.
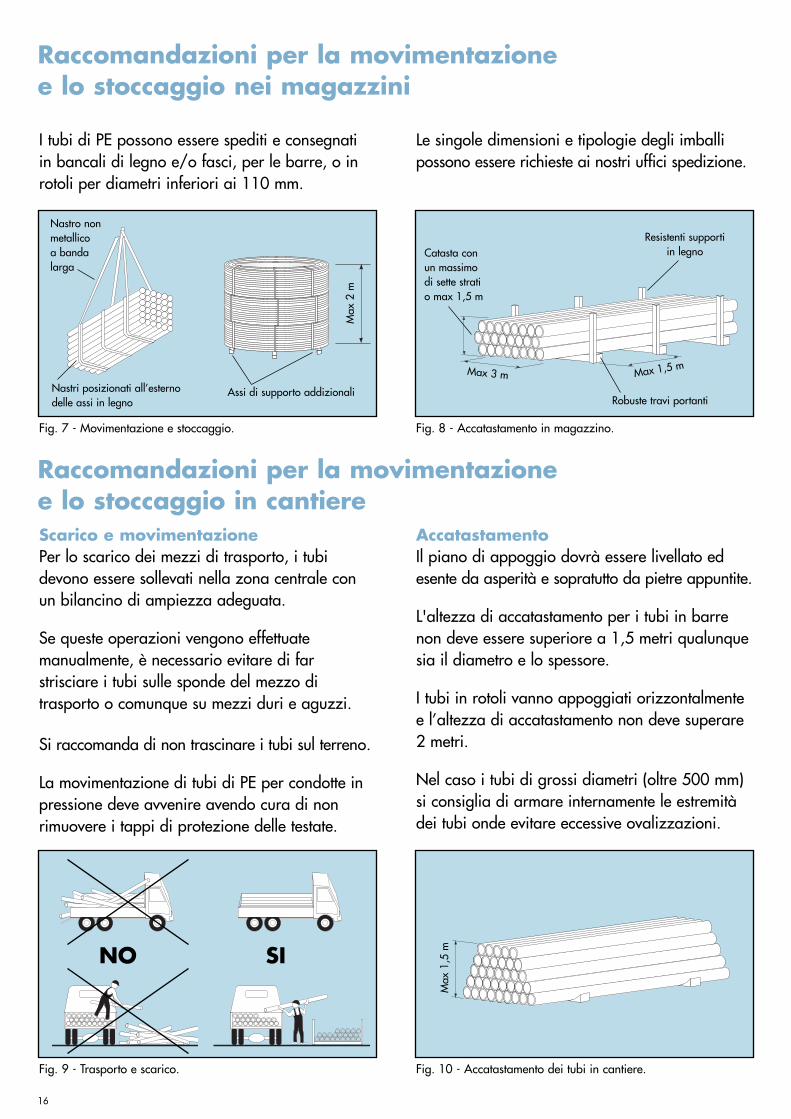
Raccomandazioni per la movimentazione e lo stoccaggio nei magazzini
Le singole dimensioni e tipologie degli imballipossono essere richieste ai nostri uffici spedizione.
I tubi di PE possono essere spediti e consegnatiin bancali di legno e/o fasci, per le barre, o inrotoli per diametri inferiori ai 110 mm.
Fig. 7 - Movimentazione e stoccaggio. Fig. 8 - Accatastamento in magazzino.
Raccomandazioni per la movimentazione e lo stoccaggio in cantiere
Fig. 9 - Trasporto e scarico. Fig. 10 - Accatastamento dei tubi in cantiere.
NO SI
Assi di supporto addizionali
Max 2 m
Max 1,5 m
Catasta con un massimo di sette strati o max 1,5 m
Robuste travi portanti
Resistenti supporti in legno
Max 3 m Max 1,5 m
Nastri posizionati all’esternodelle assi in legno
Nastro non metallico a bandalarga
17
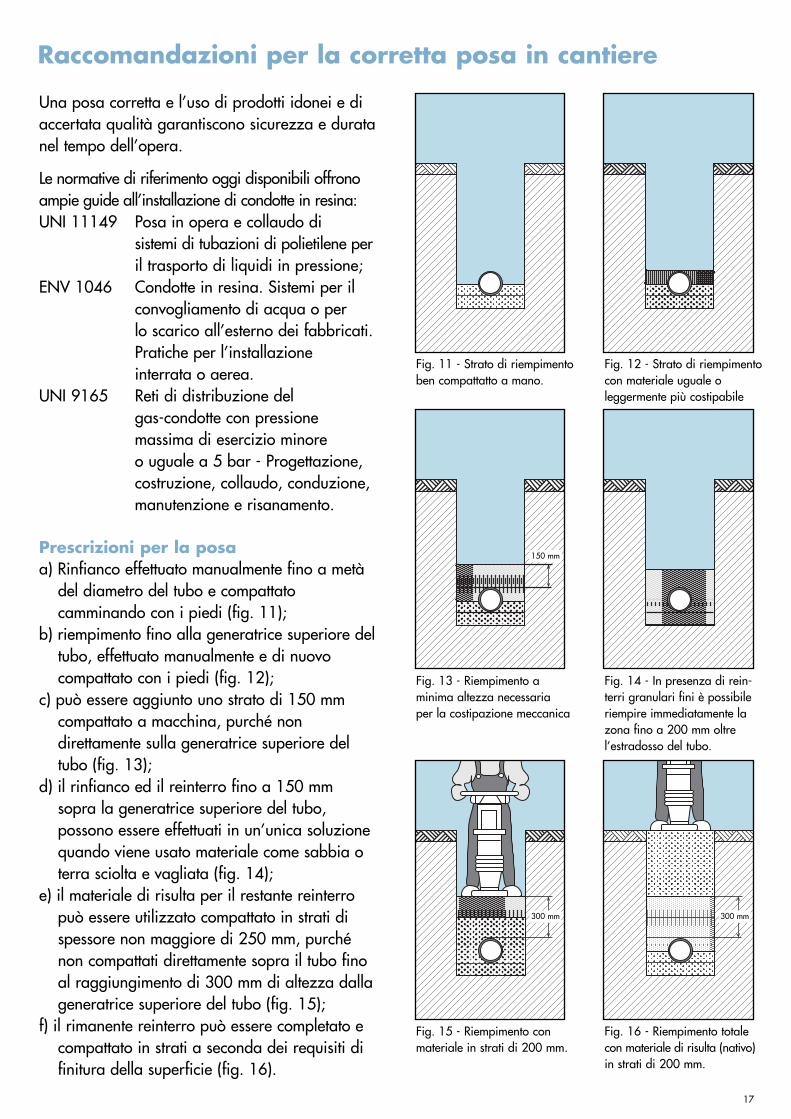
Fig. 14 - In presenza di rein-terri granulari fini è possibileriempire immediatamente lazona fino a 200 mm oltrel’estradosso del tubo.
Raccomandazioni per la corretta posa in cantiere
Una posa corretta e l’uso di prodotti idonei e diaccertata qualità garantiscono sicurezza e duratanel tempo dell’opera.
Le normative di riferimento oggi disponibili offronoampie guide all’installazione di condotte in resina:UNI 11149 Posa in opera e collaudo di
sistemi di tubazioni di polietilene peril trasporto di liquidi in pressione;
ENV 1046 Condotte in resina. Sistemi per ilconvogliamento di acqua o perlo scarico all’esterno dei fabbricati.Pratiche per l’installazioneinterrata o aerea.
UNI 9165 Reti di distribuzione delgas-condotte con pressionemassima di esercizio minoreo uguale a 5 bar - Progettazione,costruzione, collaudo, conduzione,manutenzione e risanamento.
Prescrizioni per la posa a) Rinfianco effettuato manualmente fino a metà
del diametro del tubo e compattato camminando con i piedi (fig. 11);
b) riempimento fino alla generatrice superiore deltubo, effettuato manualmente e di nuovocompattato con i piedi (fig. 12);
c) può essere aggiunto uno strato di 150 mmcompattato a macchina, purché non direttamente sulla generatrice superiore deltubo (fig. 13);
d) il rinfianco ed il reinterro fino a 150 mmsopra la generatrice superiore del tubo, possono essere effettuati in un’unica soluzionequando viene usato materiale come sabbia oterra sciolta e vagliata (fig. 14);
e) il materiale di risulta per il restante reinterropuò essere utilizzato compattato in strati dispessore non maggiore di 250 mm, purchénon compattati direttamente sopra il tubo finoal raggiungimento di 300 mm di altezza dallageneratrice superiore del tubo (fig. 15);
f) il rimanente reinterro può essere completato ecompattato in strati a seconda dei requisiti difinitura della superficie (fig. 16).
Fig. 11 - Strato di riempimentoben compattatto a mano.
Fig. 12 - Strato di riempimentocon materiale uguale o leggermente più costipabile
Fig. 13 - Riempimento aminima altezza necessariaper la costipazione meccanica
Fig. 16 - Riempimento totalecon materiale di risulta (nativo)in strati di 200 mm.
300 mm 300 mm
150 mm
Fig. 15 - Riempimento conmateriale in strati di 200 mm.
18
70 75 80 85 90 95 100
grado di compattazione
compattazione pesante
compattazione leggera
nessunacompattazione
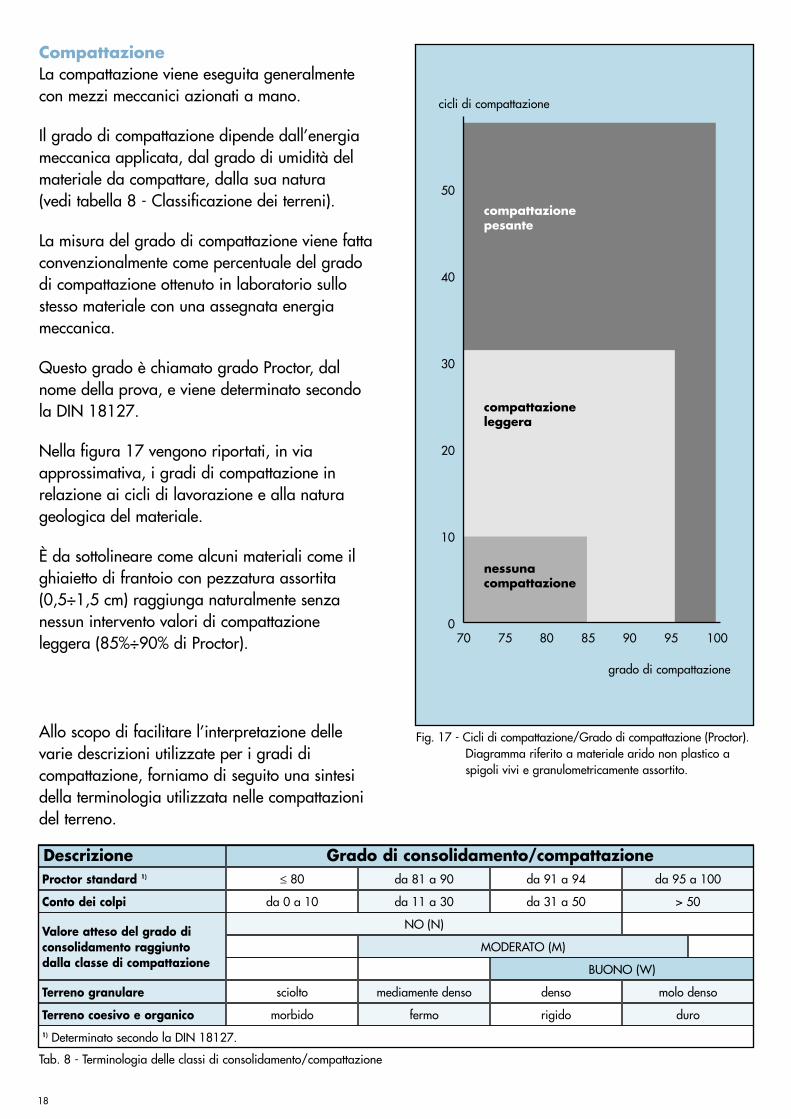
CompattazioneLa compattazione viene eseguita generalmentecon mezzi meccanici azionati a mano.
Il grado di compattazione dipende dall’energiameccanica applicata, dal grado di umidità delmateriale da compattare, dalla sua natura (vedi tabella 8 - Classificazione dei terreni).
La misura del grado di compattazione viene fattaconvenzionalmente come percentuale del gradodi compattazione ottenuto in laboratorio sullostesso materiale con una assegnata energiameccanica.
Questo grado è chiamato grado Proctor, dalnome della prova, e viene determinato secondola DIN 18127.
Nella figura 17 vengono riportati, in via approssimativa, i gradi di compattazione in relazione ai cicli di lavorazione e alla naturageologica del materiale.
È da sottolineare come alcuni materiali come ilghiaietto di frantoio con pezzatura assortita (0,5÷1,5 cm) raggiunga naturalmente senza nessun intervento valori di compattazione leggera (85%÷90% di Proctor).
Fig. 17 - Cicli di compattazione/Grado di compattazione (Proctor).Diagramma riferito a materiale arido non plastico a spigoli vivi e granulometricamente assortito.
0
10
20
30
40
50
cicli di compattazione
Proctor standard 1) ≤ 80 da 81 a 90 da 91 a 94 da 95 a 100
da 0 a 10
NO (N)
sciolto
da 11 a 30
MODERATO (M)
mediamente denso
BUONO (W)
da 31 a 50 > 50
denso molo denso
Conto dei colpi
Terreno granulare
morbido fermo rigido duroTerreno coesivo e organico1) Determinato secondo la DIN 18127.
Valore atteso del grado di consolidamento raggiunto dalla classe di compattazione
Descrizione Grado di consolidamento/compattazione
Tab. 8 - Terminologia delle classi di consolidamento/compattazione
Allo scopo di facilitare l’interpretazione dellevarie descrizioni utilizzate per i gradi di compattazione, forniamo di seguito una sintesidella terminologia utilizzata nelle compattazionidel terreno.
19
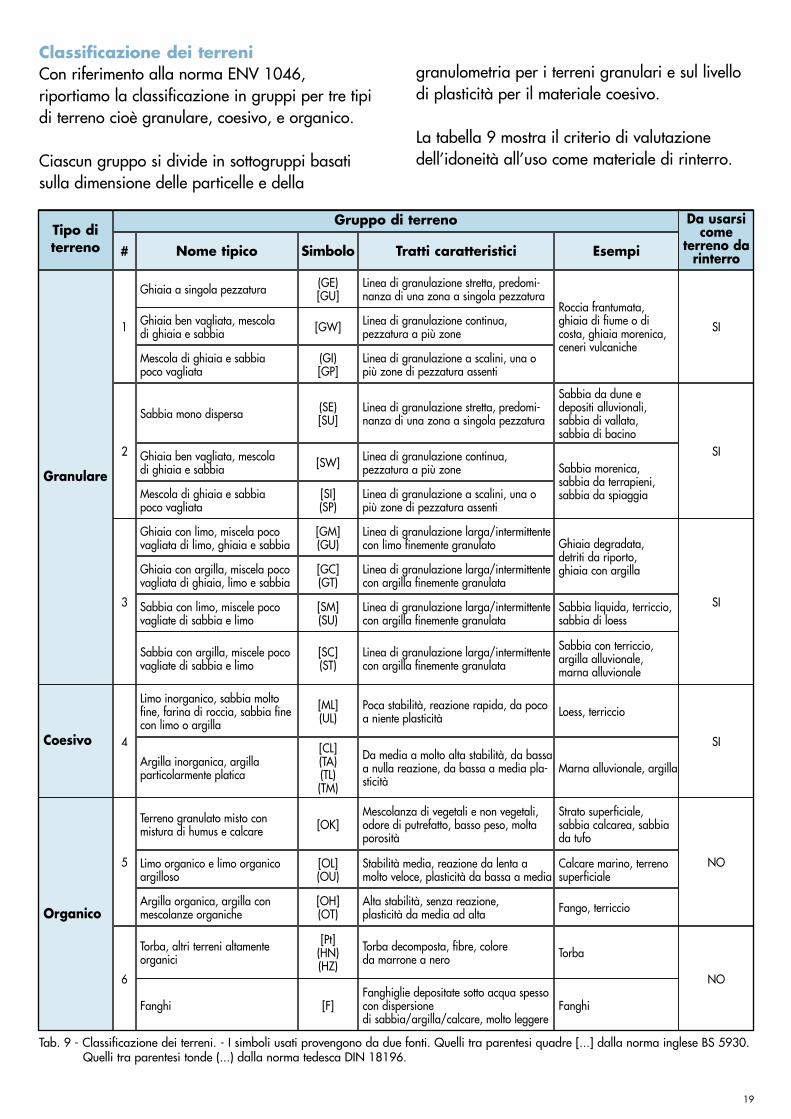
# Nome tipico Simbolo Tratti caratteristici Esempi
1
2
3
4
5
Ghiaia a singola pezzatura (GE)[GU]
Linea di granulazione stretta, predomi-nanza di una zona a singola pezzatura
Ghiaia ben vagliata, mescoladi ghiaia e sabbia [GW] Linea di granulazione continua,
pezzatura a più zone
Mescola di ghiaia e sabbiapoco vagliata
Sabbia mono dispersa
(GI)[GP]
(SE)[SU]
Linea di granulazione a scalini, una opiù zone di pezzatura assenti
Linea di granulazione stretta, predomi-nanza di una zona a singola pezzatura
Ghiaia ben vagliata, mescoladi ghiaia e sabbia [SW] Linea di granulazione continua,
pezzatura a più zone
Mescola di ghiaia e sabbiapoco vagliata
[SI](SP)
Linea di granulazione a scalini, una opiù zone di pezzatura assenti
Ghiaia con limo, miscela pocovagliata di limo, ghiaia e sabbia
[GM](GU)
Linea di granulazione larga/intermittentecon limo finemente granulato
Ghiaia con argilla, miscela pocovagliata di ghiaia, limo e sabbia
[GC](GT)
Linea di granulazione larga/intermittentecon argilla finemente granulata
Sabbia con limo, miscele pocovagliate di sabbia e limo
[SM](SU)
Linea di granulazione larga/intermittentecon argilla finemente granulata
Roccia frantumata,ghiaia di fiume o dicosta, ghiaia morenica,ceneri vulcaniche
Sabbia da dune edepositi alluvionali,sabbia di vallata,sabbia di bacino
Sabbia morenica,sabbia da terrapieni,sabbia da spiaggia
Ghiaia degradata,detriti da riporto,ghiaia con argilla
Sabbia liquida, terriccio,sabbia di loess
Limo organico e limo organicoargilloso
[OL](OU)
Stabilità media, reazione da lenta amolto veloce, plasticità da bassa a media
Calcare marino, terrenosuperficiale
Argilla organica, argilla conmescolanze organiche
[OH](OT)
Alta stabilità, senza reazione,plasticità da media ad alta Fango, terriccio
Fanghi [F]Fanghiglie depositate sotto acqua spessocon dispersionedi sabbia/argilla/calcare, molto leggere
Fanghi
Sabbia con argilla, miscele pocovagliate di sabbia e limo
Limo inorganico, sabbia moltofine, farina di roccia, sabbia finecon limo o argilla
Terreno granulato misto conmistura di humus e calcare
Argilla inorganica, argillaparticolarmente platica
[SC](ST)
[ML](UL)
[OK]
[CL](TA)(TL)(TM)
Linea di granulazione larga/intermittentecon argilla finemente granulata
Poca stabilità, reazione rapida, da pocoa niente plasticità
Mescolanza di vegetali e non vegetali,odore di putrefatto, basso peso, moltaporosità
Da media a molto alta stabilità, da bassaa nulla reazione, da bassa a media pla-sticità
Sabbia con terriccio,argilla alluvionale,marna alluvionale
Loess, terriccio
Strato superficiale,sabbia calcarea, sabbiada tufo
Torba, altri terreni altamenteorganici
[Pt](HN)(HZ)
Torba decomposta, fibre, coloreda marrone a nero Torba
Marna alluvionale, argilla
SI
SI
SI
SI
NO
6 NO
Tipo di terreno
Da usarsicome
terreno darinterro
Gruppo di terreno
Granulare
Coesivo
Organico
Tab. 9 - Classificazione dei terreni. - I simboli usati provengono da due fonti. Quelli tra parentesi quadre [...] dalla norma inglese BS 5930. Quelli tra parentesi tonde (...) dalla norma tedesca DIN 18196.
Classificazione dei terreniCon riferimento alla norma ENV 1046, riportiamo la classificazione in gruppi per tre tipidi terreno cioè granulare, coesivo, e organico.
Ciascun gruppo si divide in sottogruppi basatisulla dimensione delle particelle e della
granulometria per i terreni granulari e sul livellodi plasticità per il materiale coesivo.
La tabella 9 mostra il criterio di valutazione dell’idoneità all’uso come materiale di rinterro.
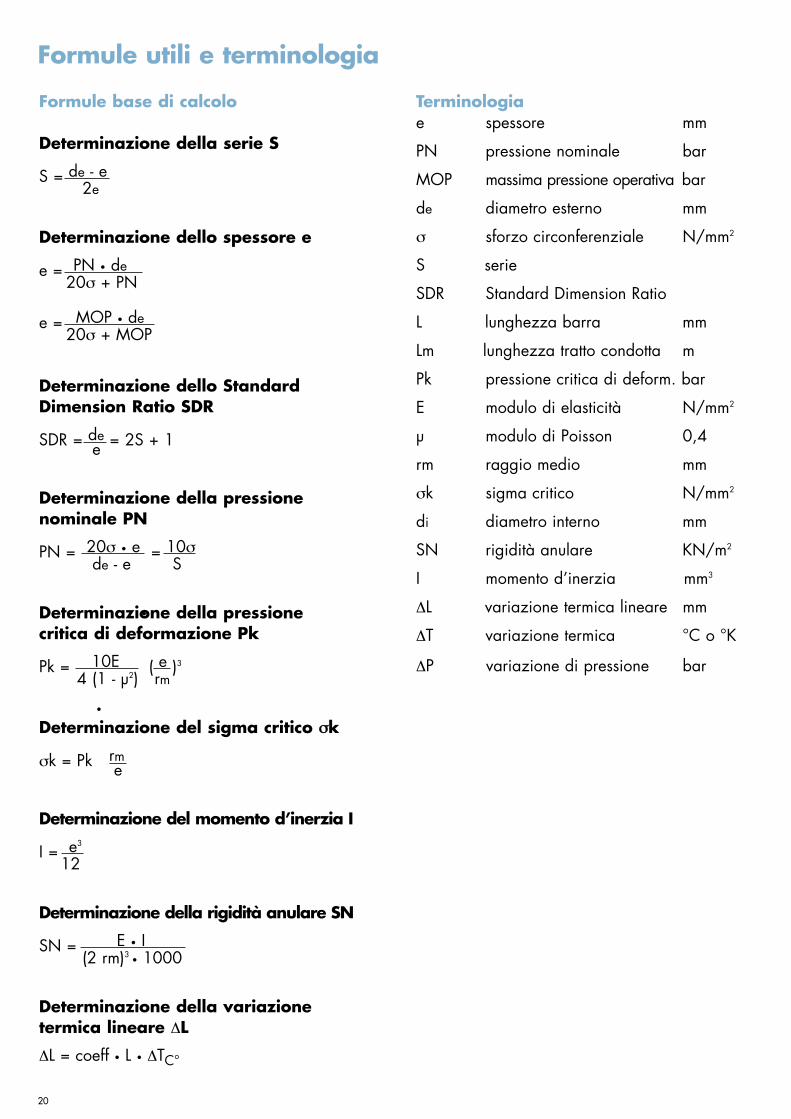
Formule utili e terminologia
Terminologiae spessore mm
PN pressione nominale bar
MOP massima pressione operativa bar
de diametro esterno mm
σ sforzo circonferenziale N/mm2
S serie
SDR Standard Dimension Ratio
L lunghezza barra mm
Lm lunghezza tratto condotta m
Pk pressione critica di deform. bar
E modulo di elasticità N/mm2
µ modulo di Poisson 0,4
rm raggio medio mm
σk sigma critico N/mm2
di diametro interno mm
SN rigidità anulare KN/m2
I momento d’inerzia mm3
ΔL variazione termica lineare mm
ΔT variazione termica °C o °K
ΔP variazione di pressione bar
Formule base di calcolo
Determinazione della serie S
S = de - e2e
Determinazione dello spessore e
e = PN • de 20σ + PN
e = MOP • de 20σ + MOP
Determinazione dello StandardDimension Ratio SDR
SDR = de = 2S + 1e
Determinazione della pressionenominale PN
PN = 20σ • e = 10σde - e S
Determinazione della pressione critica di deformazione Pk
Pk = 10E ( e )34 (1 - µ2) rm
Determinazione del sigma critico σk
σk = Pk rme
Determinazione del momento d’inerzia I
I = e3
12
Determinazione della rigidità anulare SN
SN = E • I(2 rm)3 • 1000
Determinazione della variazione termica lineare ΔL
ΔL = coeff • L • ΔTC°
•
•
20
21
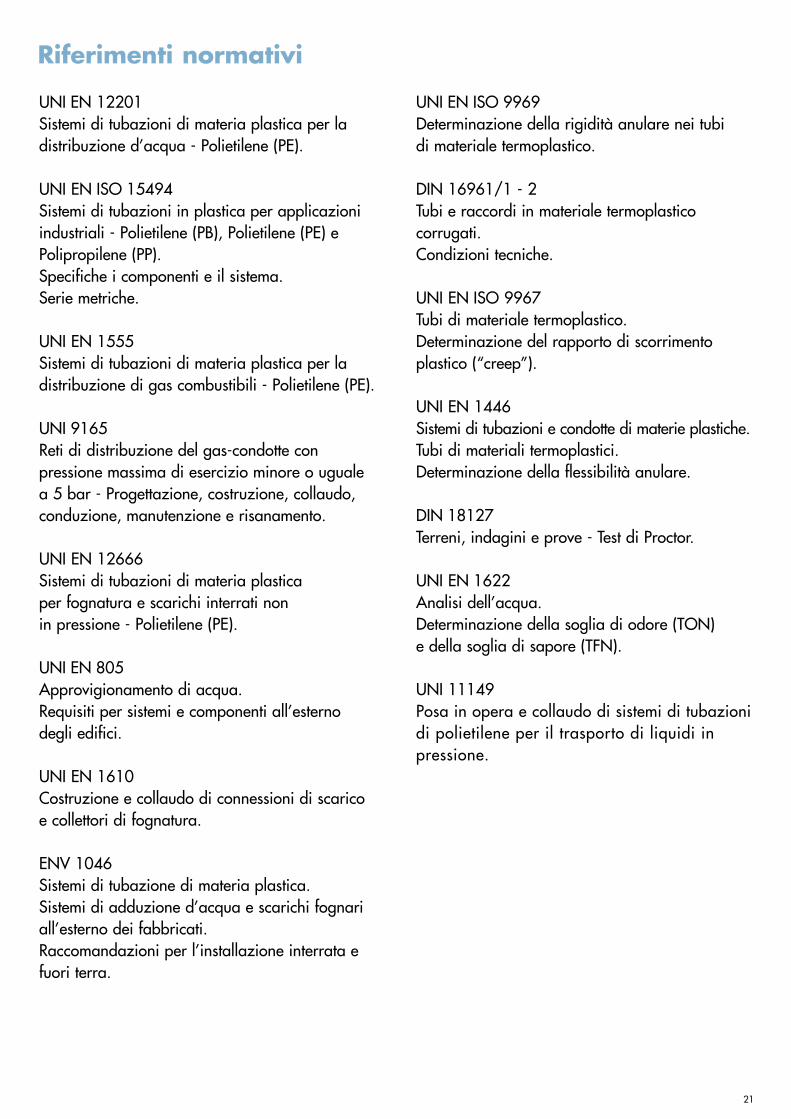
Riferimenti normativi
UNI EN ISO 9969Determinazione della rigidità anulare nei tubi di materiale termoplastico.
DIN 16961/1 - 2Tubi e raccordi in materiale termoplastico corrugati. Condizioni tecniche.
UNI EN ISO 9967Tubi di materiale termoplastico. Determinazione del rapporto di scorrimentoplastico (“creep”).
UNI EN 1446Sistemi di tubazioni e condotte di materie plastiche.Tubi di materiali termoplastici.Determinazione della flessibilità anulare.
DIN 18127Terreni, indagini e prove - Test di Proctor.
UNI EN 1622Analisi dell’acqua.Determinazione della soglia di odore (TON) e della soglia di sapore (TFN).
UNI 11149Posa in opera e collaudo di sistemi di tubazionidi polietilene per il trasporto di liquidi inpressione.
UNI EN 12201Sistemi di tubazioni di materia plastica per ladistribuzione d’acqua - Polietilene (PE).
UNI EN ISO 15494Sistemi di tubazioni in plastica per applicazioniindustriali - Polietilene (PB), Polietilene (PE) ePolipropilene (PP).Specifiche i componenti e il sistema.Serie metriche.
UNI EN 1555Sistemi di tubazioni di materia plastica per ladistribuzione di gas combustibili - Polietilene (PE).
UNI 9165Reti di distribuzione del gas-condotte conpressione massima di esercizio minore o ugualea 5 bar - Progettazione, costruzione, collaudo,conduzione, manutenzione e risanamento.
UNI EN 12666Sistemi di tubazioni di materia plasticaper fognatura e scarichi interrati nonin pressione - Polietilene (PE).
UNI EN 805Approvigionamento di acqua.Requisiti per sistemi e componenti all’esternodegli edifici.
UNI EN 1610Costruzione e collaudo di connessioni di scaricoe collettori di fognatura.
ENV 1046Sistemi di tubazione di materia plastica.Sistemi di adduzione d’acqua e scarichi fognariall’esterno dei fabbricati.Raccomandazioni per l’installazione interrata efuori terra.
22

23
4 unità produttive
SAVIGNANO s.P. (MO)
LEVATE (BG)
FRESAGRANDINARIA (CH)
REGALBUTO (EN)
oltre 40 depositi
Gen
naio
201
0
www.gdw.it
Info Tecnico Commerciali
UFFICIO VENDITA NORDE STABILIMENTO
24040 LEVATE (BG)TEL. 035 594848FAX 035 594832
UFFICIO VENDITA CENTROE STABILIMENTO
41056 SAVIGNANO s.P. (MO)TEL. 059 772573FAX 059 763541
UFFICIO VENDITA SUDE STABILIMENTO
66050 FRESAGRANDINARIA (CH)TEL. 0873 321720FAX 0873 321719
UFFICIO VENDITA SICILIAE STABILIMENTO
94017 REGALBUTO (EN)TEL. 0935 72770FAX 0935 77677
UFFICIO LEGALEE AMMINISTRATIVO
41100 MODENATEL. 059 826307FAX 059 827090
I tubi sono prodotti in stabilimenti che operanoin regime di assicurazione qualità secondo la
norma UNI-EN-ISO 9001:2008 e certificati da:
certificaton. 705