Strumenti di Eco-innovazione: il caso Carpigiani · CML2001 - Dec. 07, Eutrophication Potential...
26
Roberto Lazzarini - CarpigianiGroup Cristian Chiavetta - Università di Bologna Strumenti di Eco-innovazione: il caso Carpigiani
Transcript of Strumenti di Eco-innovazione: il caso Carpigiani · CML2001 - Dec. 07, Eutrophication Potential...

Roberto Lazzarini - CarpigianiGroup Cristian Chiavetta - Università di Bologna
Strumenti di Eco-innovazione: il caso Carpigiani
Leader mondiale produzione di macchine da gelato
Diverse linee di prodotto: gelato artigianale, gelato per la ristorazione, granite e shake, gelato soft, montapanna, ecc..
Filosofia aziendale
11 sedi in tutto il mondo: Italia, USA, Francia, Cina, Inghilterra, Spagna, Germania, Russia, Olanda, India e Giappone.
“Innovare e migliorare costantemente prodotti e servizi per creare nuovo valore , soddisfare le esigenze dei clienti e diffondere nel mondo le soluzioni e la cultura artigianale deglialimenti freschi, buoni e naturali”

VERSO L’ECO-INNOVAZIONE
EuP: Direttiva ECODESIGNDirettiva quadro 2005/32/CEPrevede la definizione di specifiche per l’eco-design e per la certificazione di prodotti con elevati consumi energetici.
Estendere la tecnologia innovativa ad altre tipologie di macchine attualmente
funzionanti con ciclo frigorifero a HFC (es. granitore, montapanna, ecc.)
www.refrigerantsnaturally.com
FILOSOFIA AZIENDALE di Carpigiani• miglioramento continuo dei prodotti • innovazione continua dei prodotti
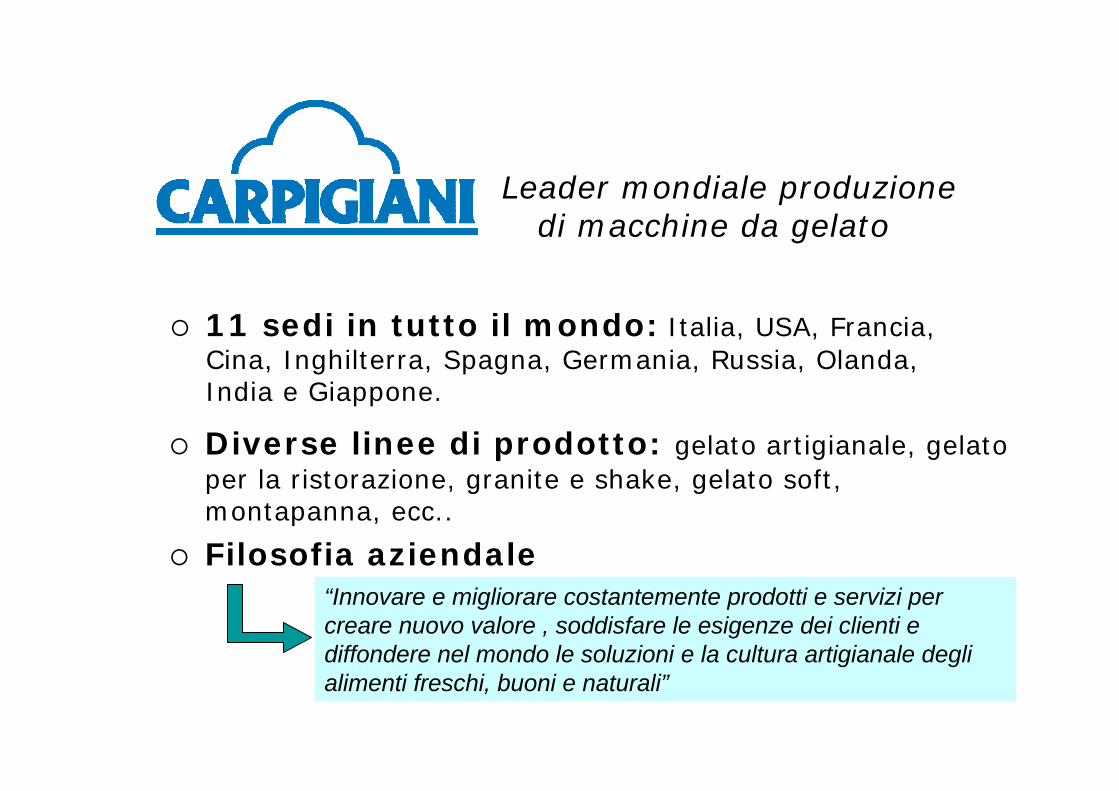
R-404 Amiscela di fluidi appartenenti alla categoria degli HFC:
• 52% di R-143 a = 1,1,2 trifluoroetano• 44% di R-125 = pentafluoroetano• 4% di R-134 a =1,1,2,2 tetrafluoroetano
GWP (kg CO2 equivalente)
R-143 a 3800
R-125 2800
R-134 a 1300
R-404 A 3260
R-290 3
CO2 1
R-744 (CO2)• non è tossico
• compatibile con materiali
e oli lubrificanti in uso del
campo della refrigerazione
• ha un elevato effetto
frigorifero volumetrico
• ha un elevato valore del
calore di vaporizzazione
volumetrico
FLUIDI REFRIGERANTIA CONFRONTO
R-290 (propano)• gas che non necessita di un trattamento a fine vita
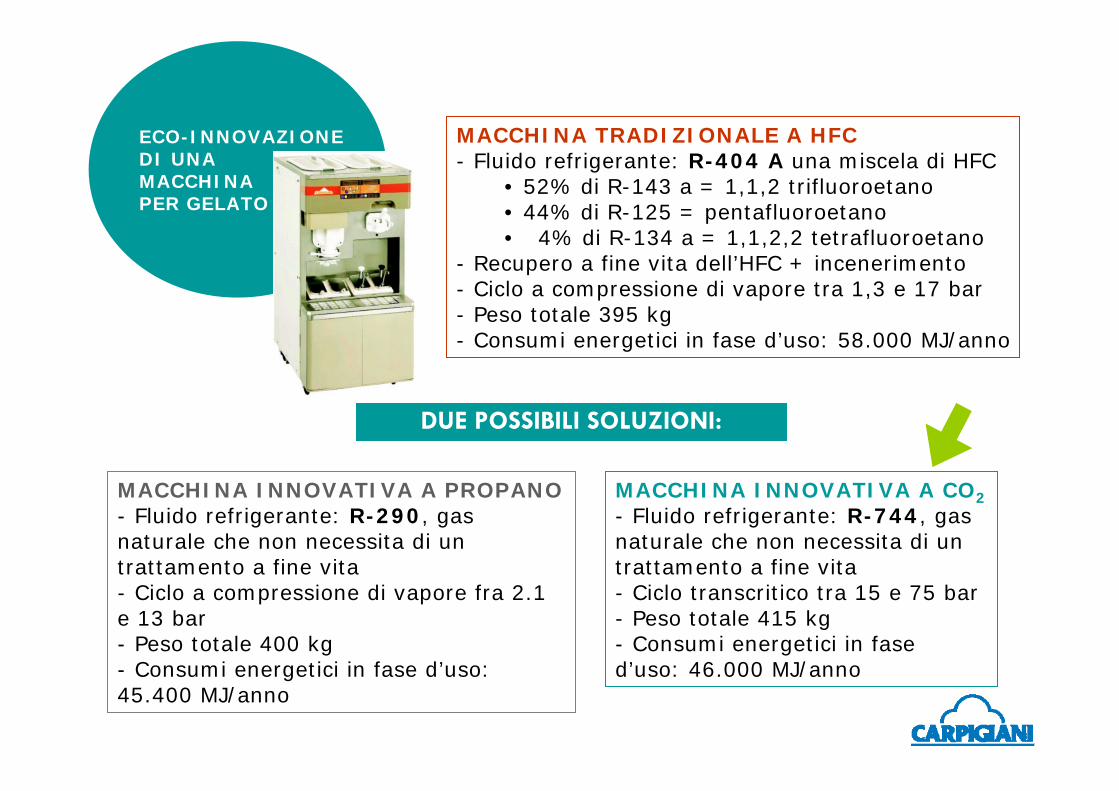
ECO-INNOVAZIONEDI UNAMACCHINAPER GELATO
MACCHINA INNOVATIVA A CO2- Fluido refrigerante: R-744, gas naturale che non necessita di un trattamento a fine vita- Ciclo transcritico tra 15 e 75 bar- Peso totale 415 kg- Consumi energetici in fase d’uso: 46.000 MJ/anno
MACCHINA INNOVATIVA A PROPANO- Fluido refrigerante: R-290, gas naturale che non necessita di un trattamento a fine vita- Ciclo a compressione di vapore fra 2.1 e 13 bar- Peso totale 400 kg- Consumi energetici in fase d’uso: 45.400 MJ/anno
MACCHINA TRADIZIONALE A HFC- Fluido refrigerante: R-404 A una miscela di HFC
• 52% di R-143 a = 1,1,2 trifluoroetano• 44% di R-125 = pentafluoroetano• 4% di R-134 a = 1,1,2,2 tetrafluoroetano
- Recupero a fine vita dell’HFC + incenerimento- Ciclo a compressione di vapore tra 1,3 e 17 bar- Peso totale 395 kg- Consumi energetici in fase d’uso: 58.000 MJ/anno
DUE POSSIBILI SOLUZIONI:
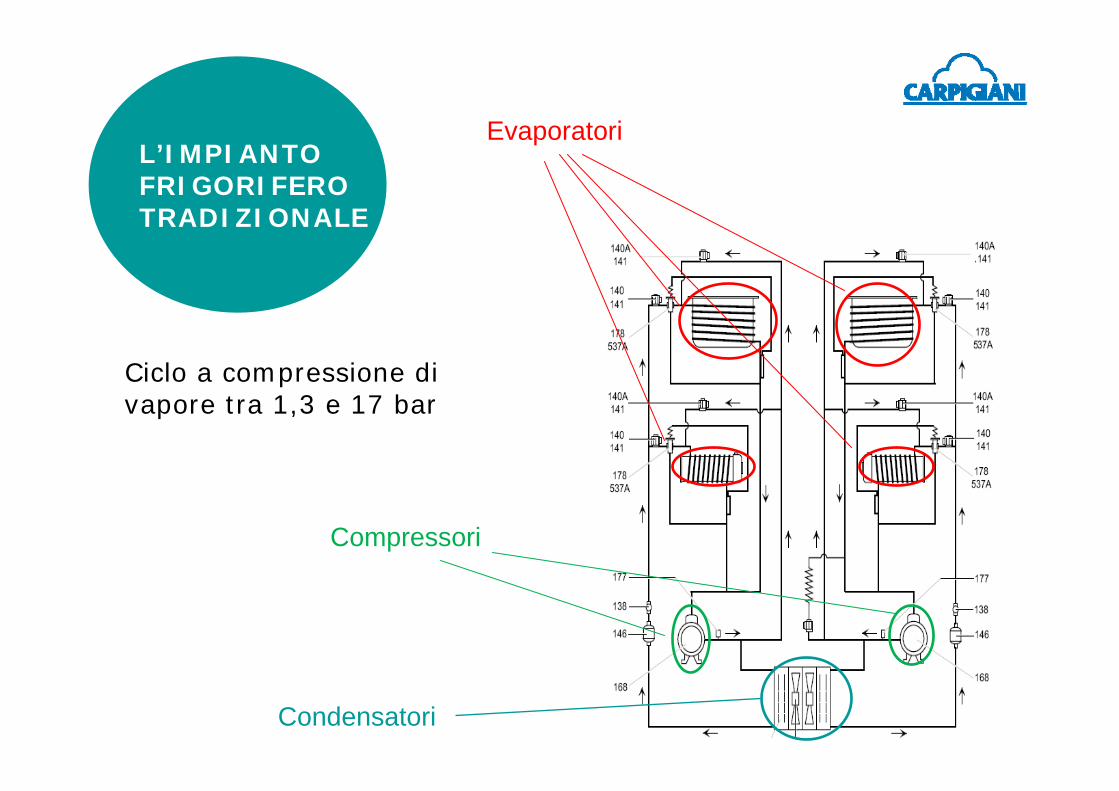
Condensatori
Compressori
Evaporatori
Ciclo a compressione di vapore tra 1,3 e 17 bar
L’IMPIANTO FRIGORIFERO TRADIZIONALE
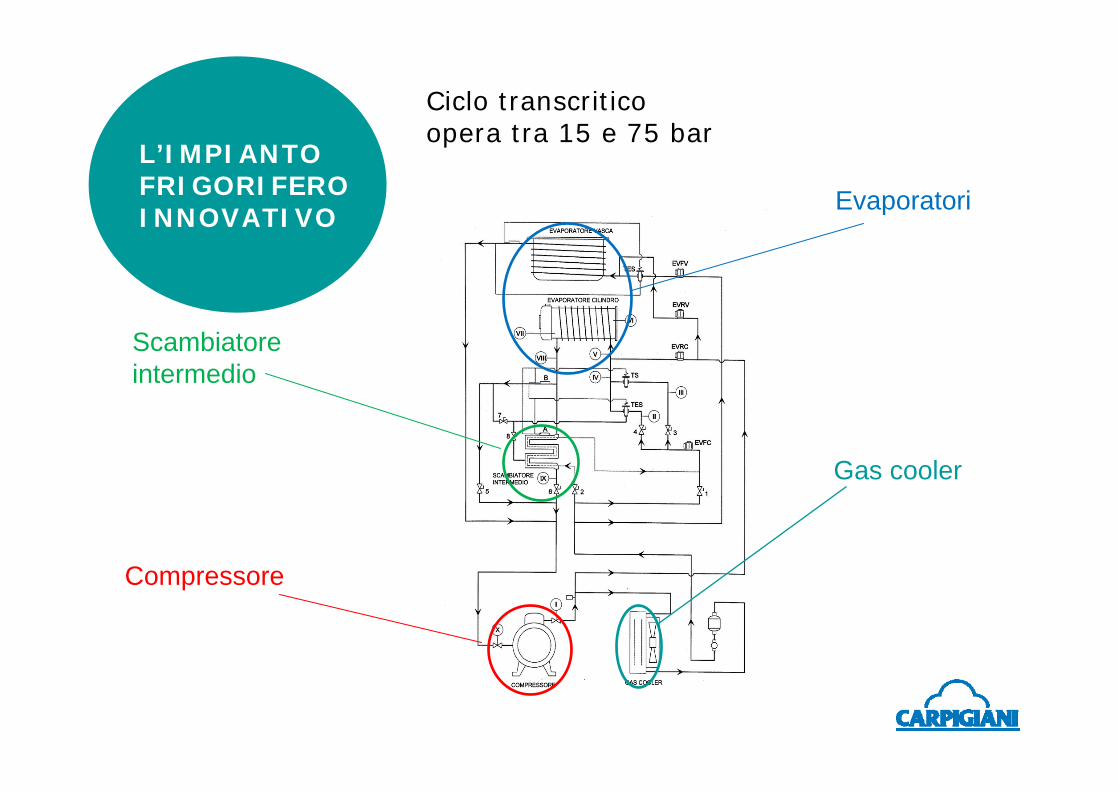
L’IMPIANTO FRIGORIFERO INNOVATIVO
Gas cooler
Scambiatore intermedio
Evaporatori
Ciclo transcritico opera tra 15 e 75 bar
Compressore
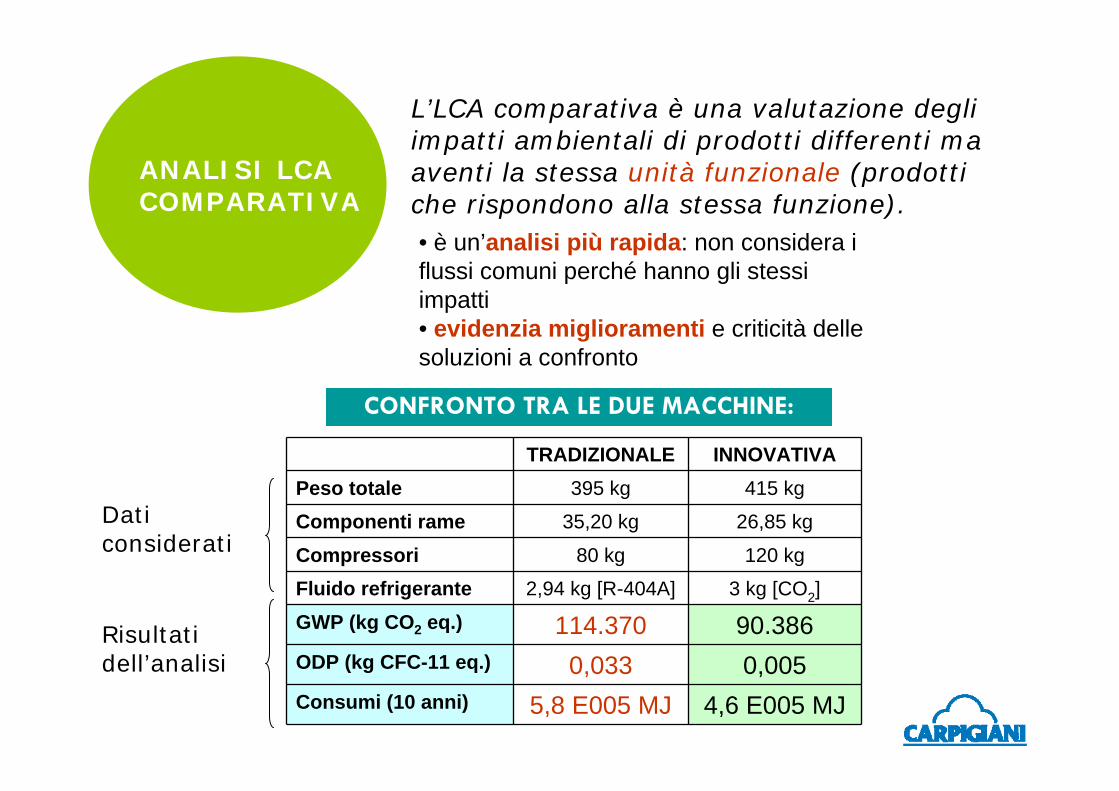
TRADIZIONALE INNOVATIVAPeso totale 395 kg 415 kg
Componenti rame 35,20 kg 26,85 kg
Compressori 80 kg 120 kg
Fluido refrigerante 2,94 kg [R-404A] 3 kg [CO2]
GWP (kg CO2 eq.) 114.370 90.386ODP (kg CFC-11 eq.) 0,033 0,005Consumi (10 anni) 5,8 E005 MJ 4,6 E005 MJ
Dati considerati
Risultati dell’analisi
L’LCA comparativa è una valutazione degli impatti ambientali di prodotti differenti ma aventi la stessa unità funzionale (prodotti che rispondono alla stessa funzione).• è un’analisi più rapida: non considera i flussi comuni perché hanno gli stessi impatti • evidenzia miglioramenti e criticità delle soluzioni a confronto
CONFRONTO TRA LE DUE MACCHINE:
ANALISI LCA COMPARATIVA
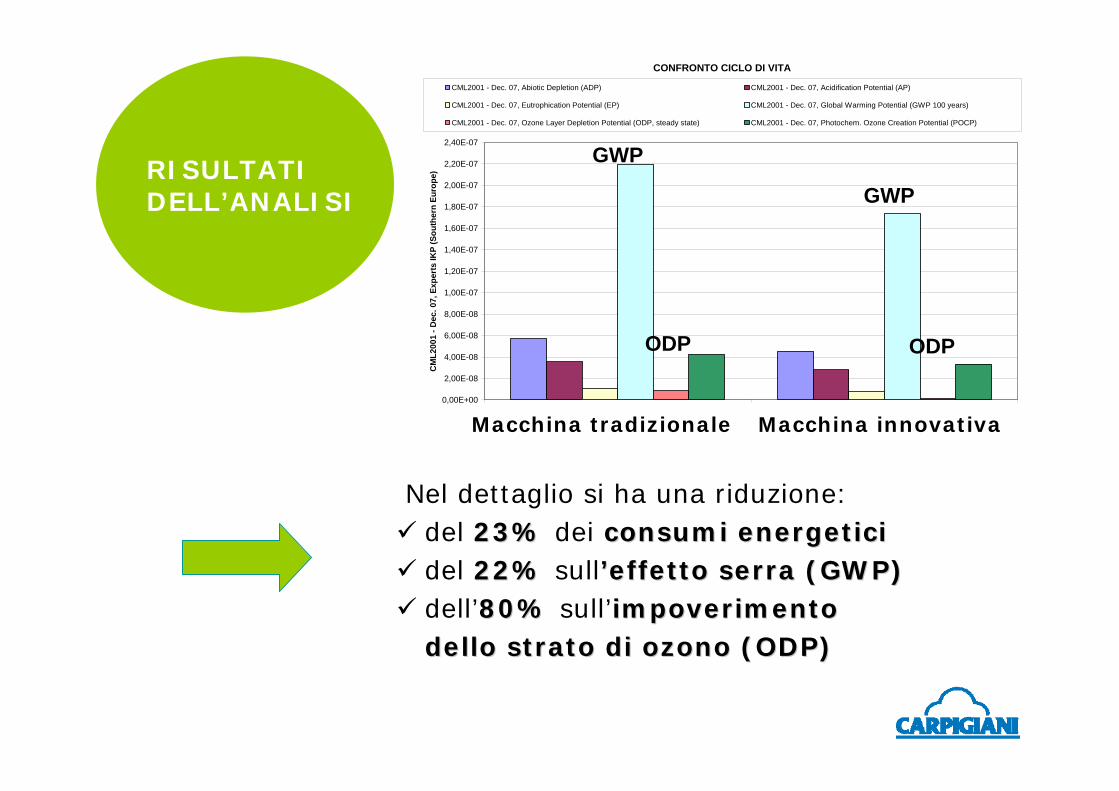
CONFRONTO CICLO DI VITA
0,00E+00
2,00E-08
4,00E-08
6,00E-08
8,00E-08
1,00E-07
1,20E-07
1,40E-07
1,60E-07
1,80E-07
2,00E-07
2,20E-07
2,40E-07
Ciclo di Vita K3 Ciclo di Vita Eco-K3
CM
L200
1 - D
ec. 0
7, E
xper
ts IK
P (S
outh
ern
Euro
pe)
CML2001 - Dec. 07, Abiotic Depletion (ADP) CML2001 - Dec. 07, Acidification Potential (AP)
CML2001 - Dec. 07, Eutrophication Potential (EP) CML2001 - Dec. 07, Global Warming Potential (GWP 100 years)
CML2001 - Dec. 07, Ozone Layer Depletion Potential (ODP, steady state) CML2001 - Dec. 07, Photochem. Ozone Creation Potential (POCP)
Macchina innovativa
Nel dettaglio si ha una riduzione:del 23%23% dei consumi energeticiconsumi energeticidel 22%22% sull’’effetto serra (GWP)effetto serra (GWP)dell’80% 80% sull’impoverimento impoverimento dello strato di ozono (ODP)dello strato di ozono (ODP)
Macchina tradizionale
GWP
GWP
ODP ODP
RISULTATI DELL’ANALISI
Ricerca di ulteriori miglioramenti ed eco-design
o Analisi di tutte le parti principali della macchinao Supporto per le prime fasi di progettazione di un prodotto tenendo in considerazione:
o Aspetti ambientali, o Aspetti funzionali e di qualità.
COME?o Parte da una visione delle richieste del cliente o Attraverso domande qualitative permette una valutazione congiunta di performance ambientali, funzionali e di qualità.
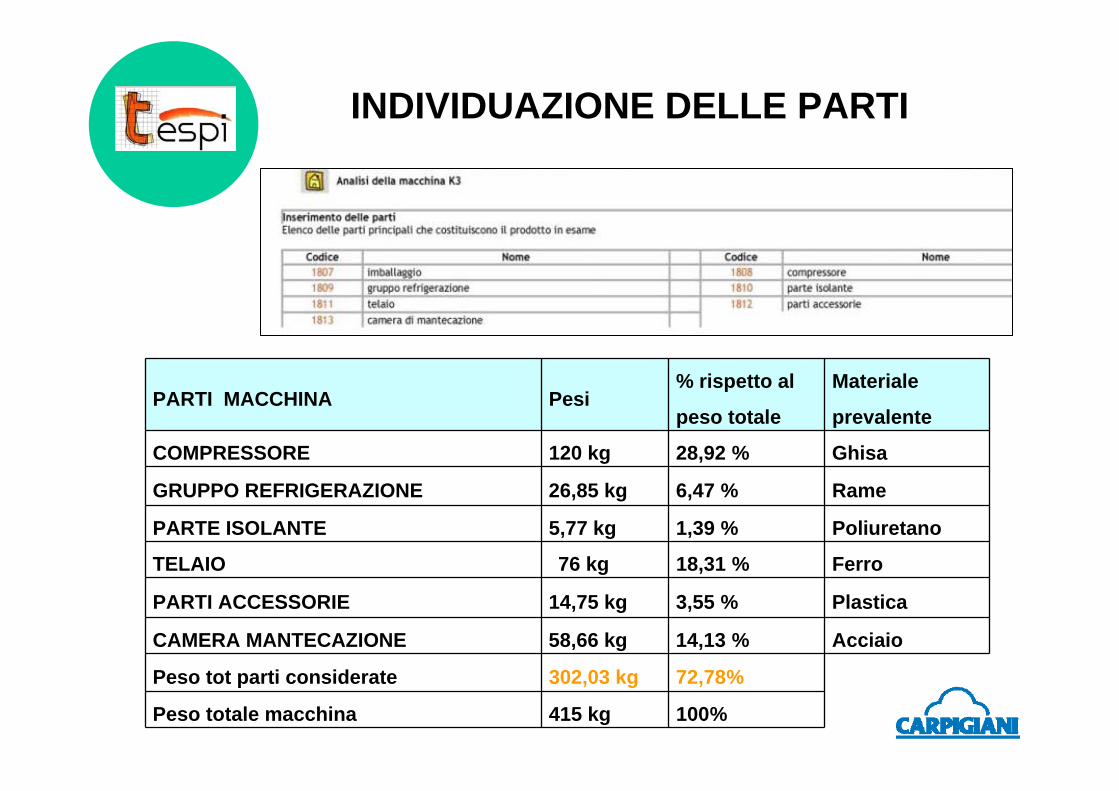
INDIVIDUAZIONE DELLE PARTI
PARTI MACCHINA Pesi % rispetto al
peso totale
Materiale
prevalente
COMPRESSORE 120 kg 28,92 % Ghisa
GRUPPO REFRIGERAZIONE 26,85 kg 6,47 % Rame
PARTE ISOLANTE 5,77 kg 1,39 % Poliuretano
TELAIO 76 kg 18,31 % Ferro
PARTI ACCESSORIE 14,75 kg 3,55 % Plastica
CAMERA MANTECAZIONE 58,66 kg 14,13 % Acciaio
Peso tot parti considerate 302,03 kg 72,78%
Peso totale macchina 415 kg 100%
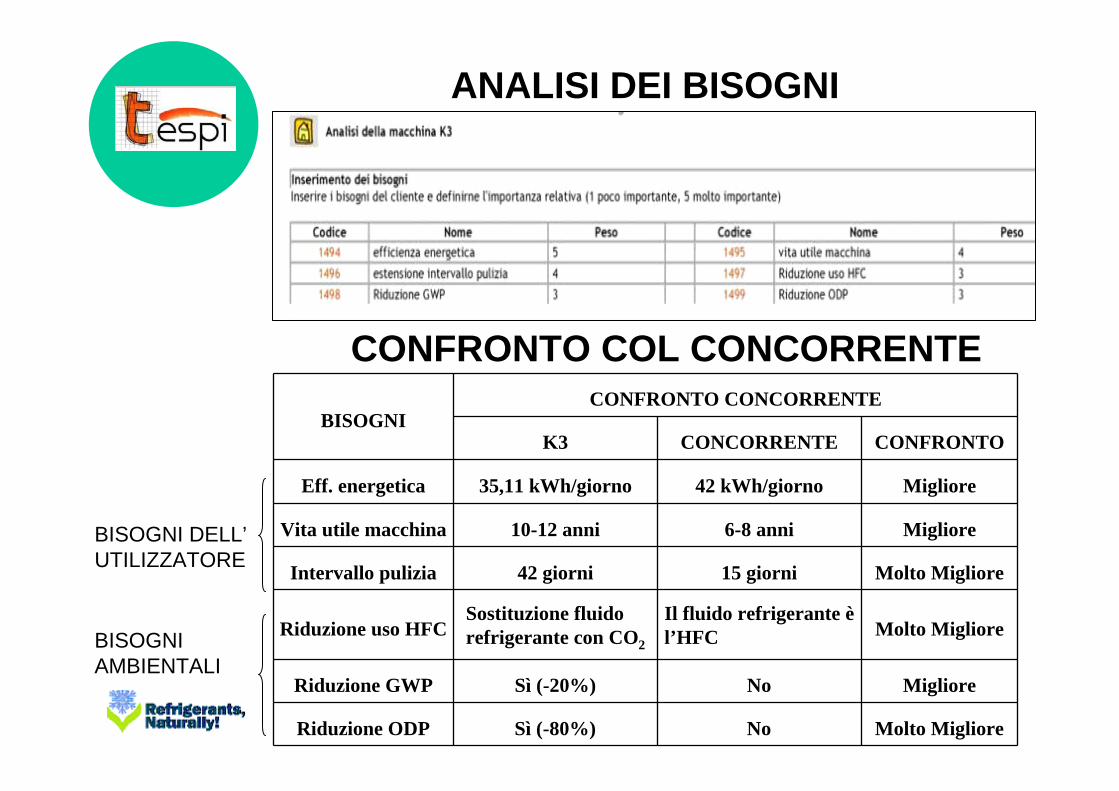
ANALISI DEI BISOGNI
BISOGNICONFRONTO CONCORRENTE
K3 CONCORRENTE CONFRONTO
Eff. energetica 35,11 kWh/giorno 42 kWh/giorno Migliore
Vita utile macchina 10-12 anni 6-8 anni Migliore
Intervallo pulizia 42 giorni 15 giorni Molto Migliore
Riduzione uso HFCSostituzione fluido refrigerante con CO2
Il fluido refrigerante èl’HFC Molto Migliore
Riduzione GWP Sì (-20%) No Migliore
Riduzione ODP Sì (-80%) No Molto Migliore
CONFRONTO COL CONCORRENTE
BISOGNI DELL’UTILIZZATORE
BISOGNI AMBIENTALI
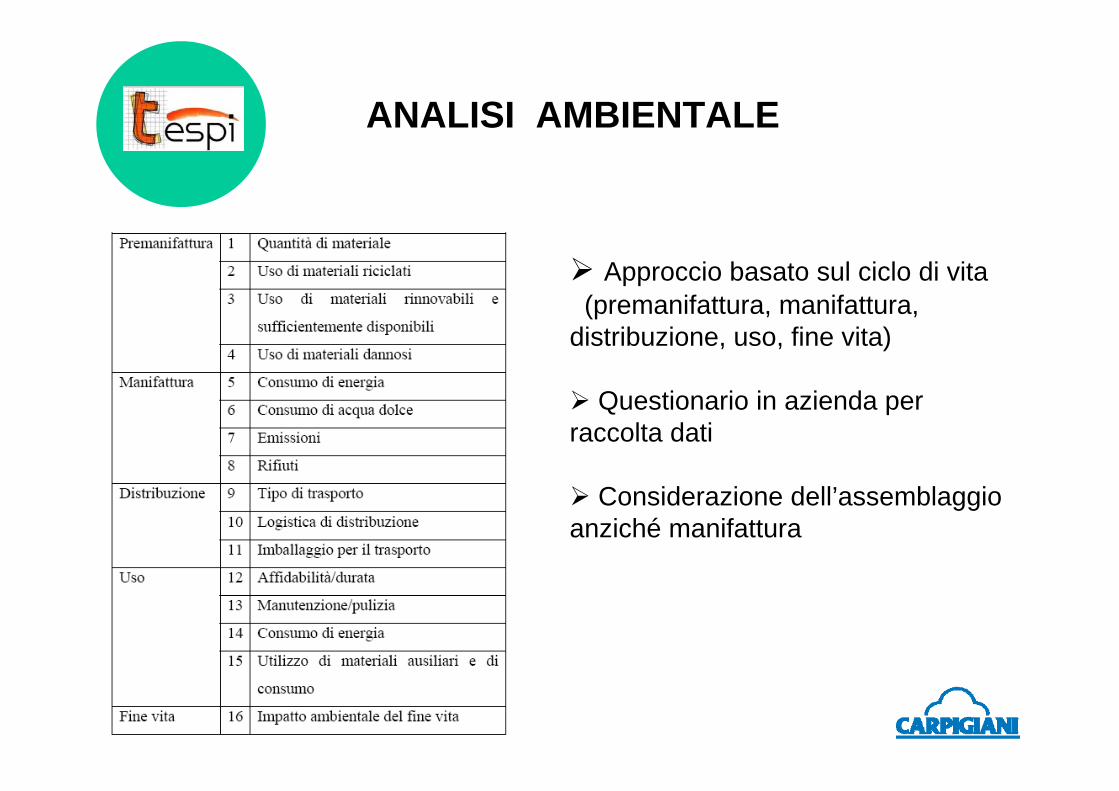
ANALISI AMBIENTALE
Approccio basato sul ciclo di vita (premanifattura, manifattura,
distribuzione, uso, fine vita)
Questionario in azienda per raccolta dati
Considerazione dell’assemblaggio anziché manifattura
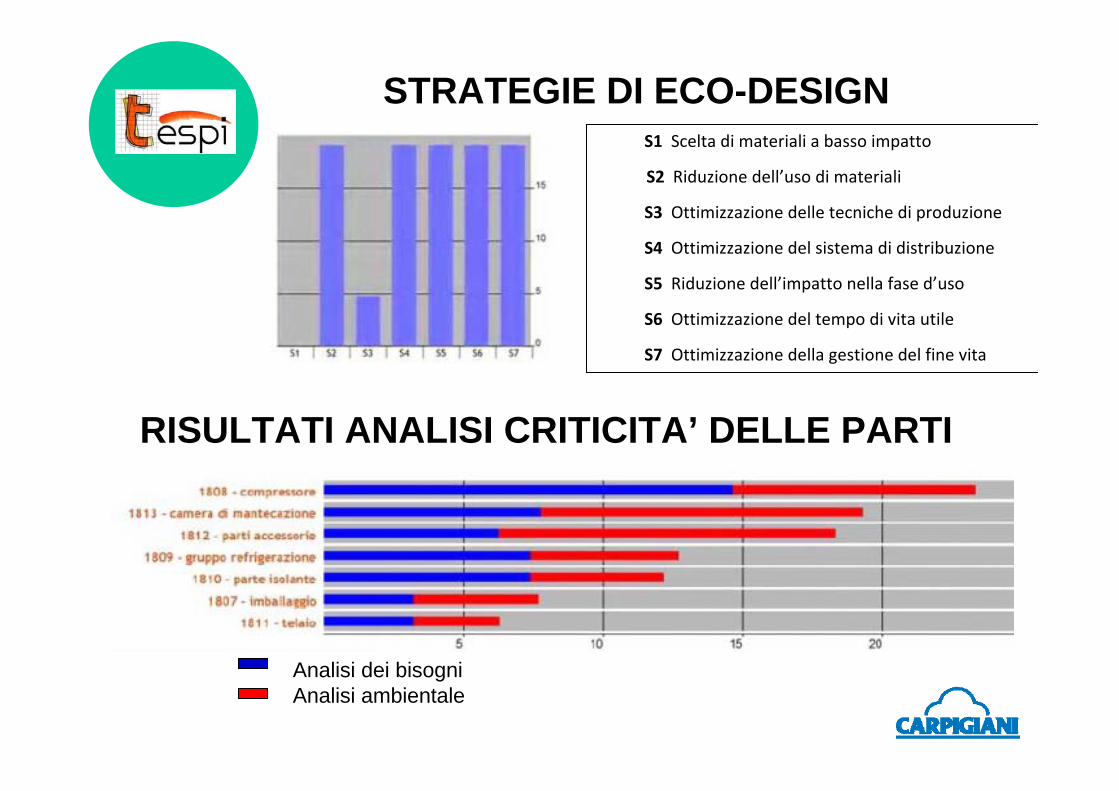
STRATEGIE DI ECO-DESIGNS1 Scelta di materiali a basso impatto
S2 Riduzione dell’uso di materiali
S3 Ottimizzazione delle tecniche di produzione
S4 Ottimizzazione del sistema di distribuzione
S5 Riduzione dell’impatto nella fase d’uso
S6 Ottimizzazione del tempo di vita utile
S7 Ottimizzazione della gestione del fine vita
Analisi dei bisogni Analisi ambientale
RISULTATI ANALISI CRITICITA’ DELLE PARTI
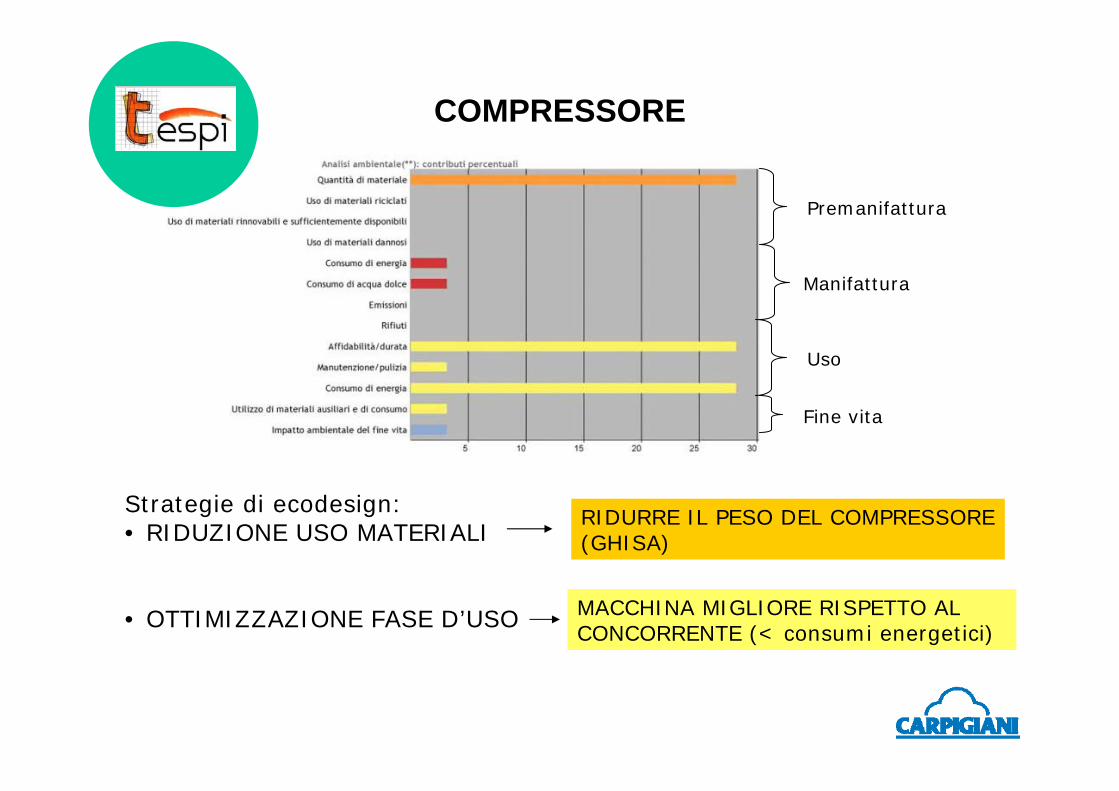
COMPRESSORE
RIDURRE IL PESO DEL COMPRESSORE (GHISA)
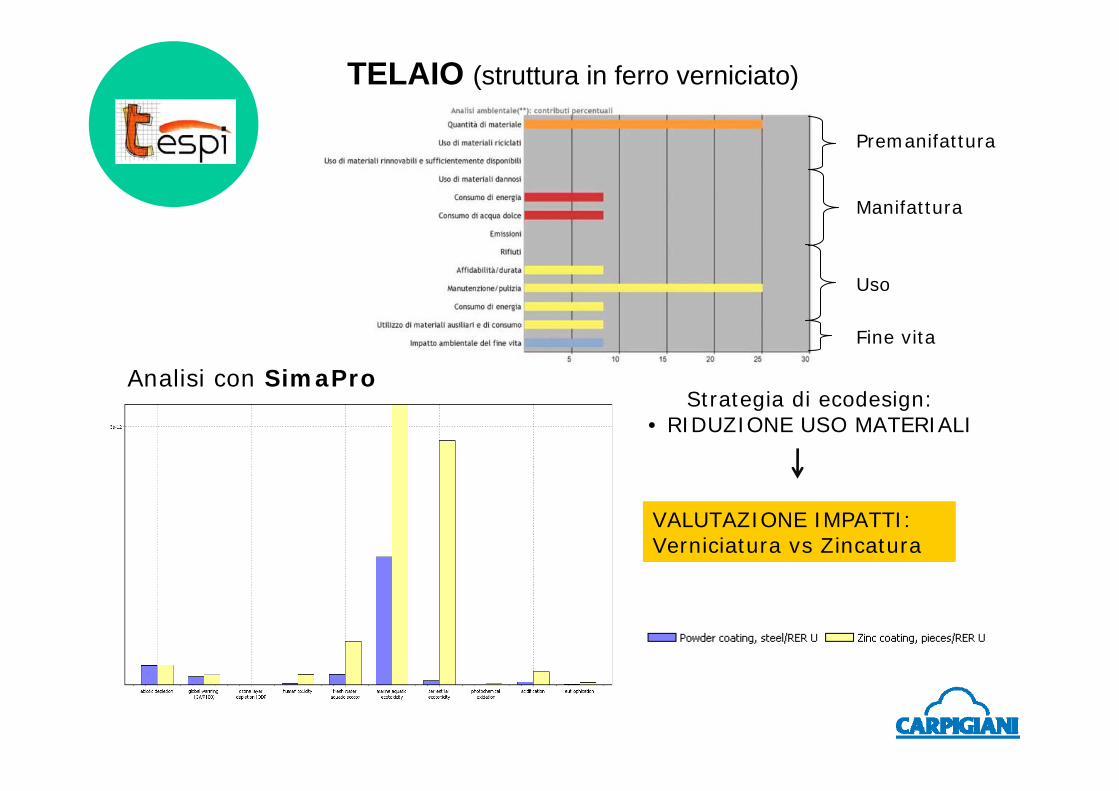
Strategie di ecodesign:• RIDUZIONE USO MATERIALI
• OTTIMIZZAZIONE FASE D’USO MACCHINA MIGLIORE RISPETTO AL CONCORRENTE (< consumi energetici)
Premanifattura
Manifattura
Uso
Fine vita
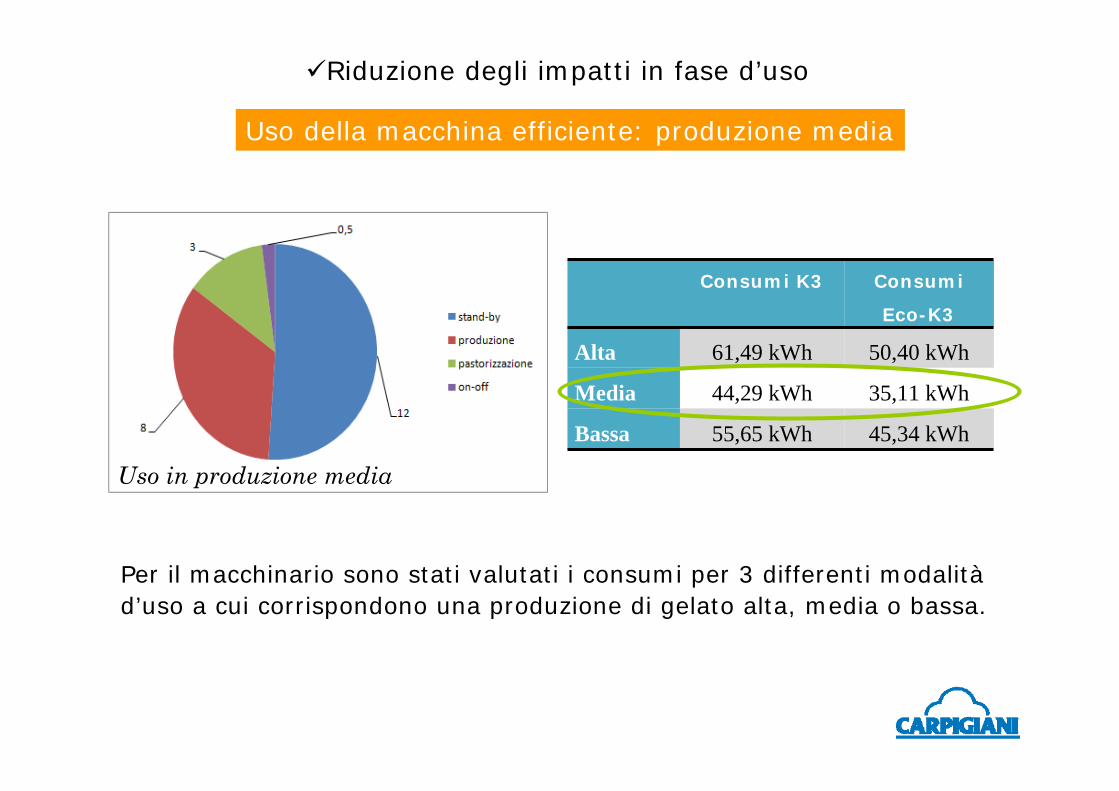
Per il macchinario sono stati valutati i consumi per 3 differenti modalitàd’uso a cui corrispondono una produzione di gelato alta, media o bassa.
Consumi K3 Consumi
Eco-K3
Alta 61,49 kWh 50,40 kWh
Media 44,29 kWh 35,11 kWh
Bassa 55,65 kWh 45,34 kWh
Uso in produzione media
Uso della macchina efficiente: produzione media
Riduzione degli impatti in fase d’uso
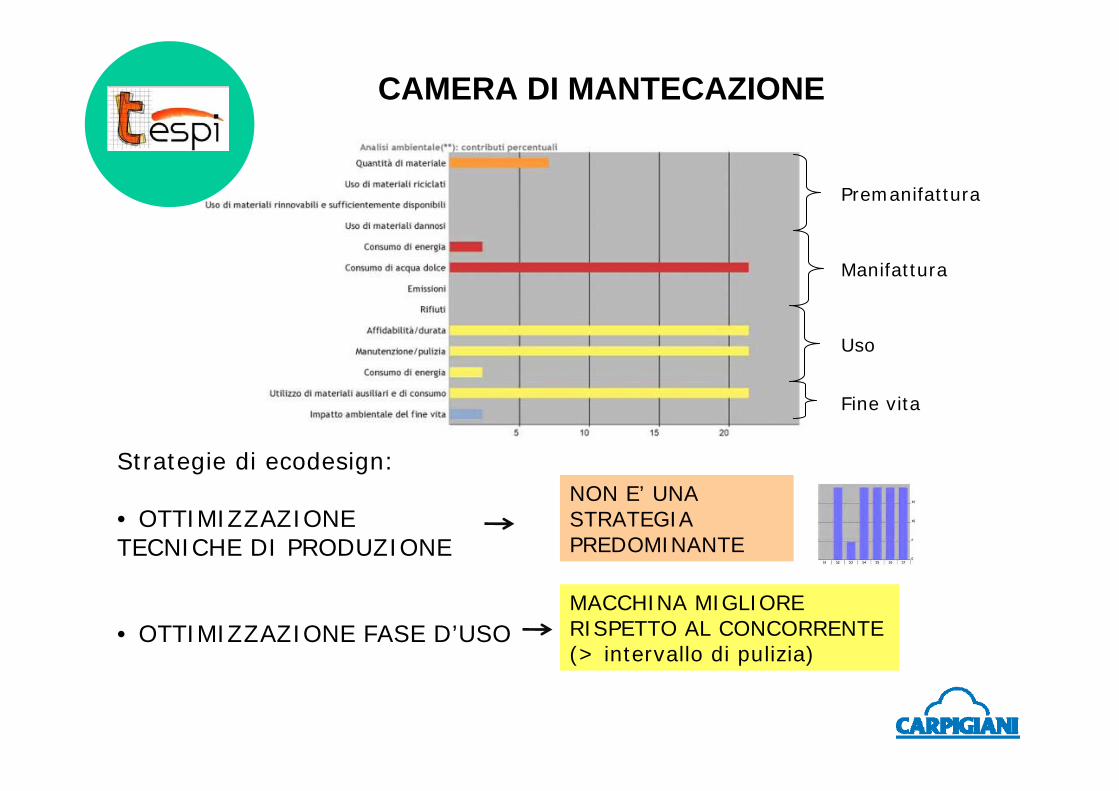
CAMERA DI MANTECAZIONE
Premanifattura
Manifattura
Uso
Fine vita
Strategie di ecodesign:
• OTTIMIZZAZIONE TECNICHE DI PRODUZIONE
• OTTIMIZZAZIONE FASE D’USOMACCHINA MIGLIORE RISPETTO AL CONCORRENTE (> intervallo di pulizia)
NON E’ UNA STRATEGIA PREDOMINANTE
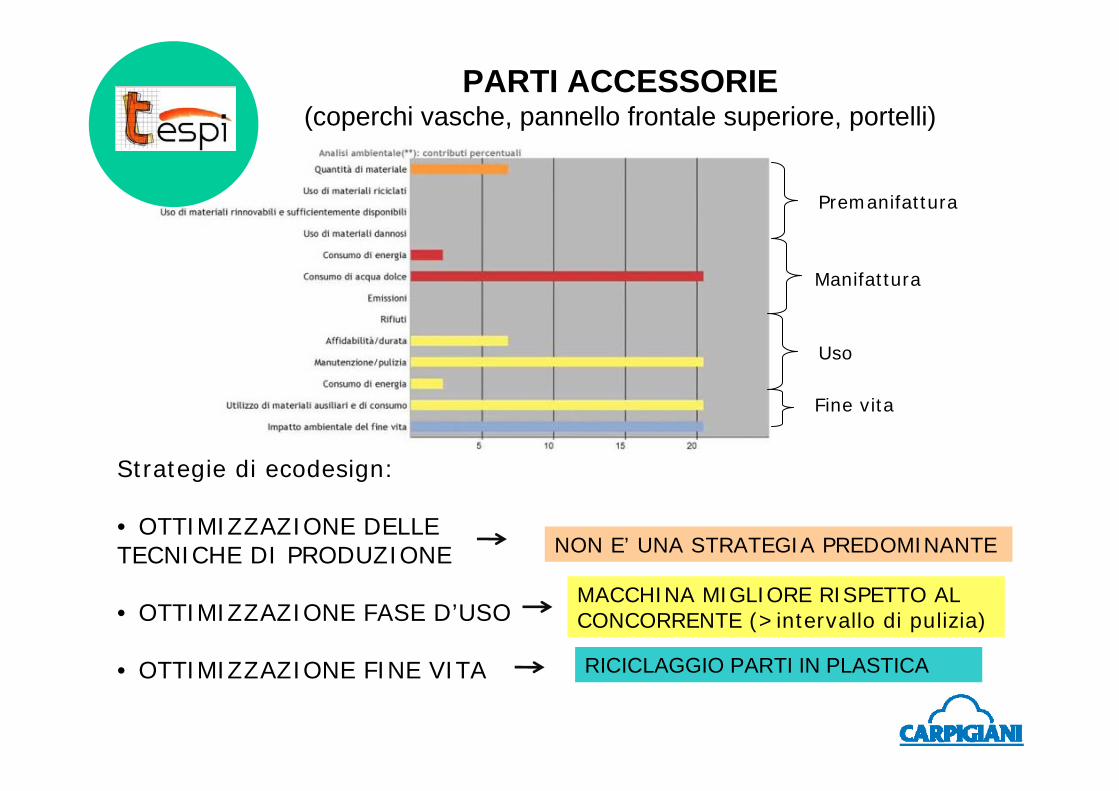
PARTI ACCESSORIE(coperchi vasche, pannello frontale superiore, portelli)
Strategie di ecodesign:
• OTTIMIZZAZIONE DELLE TECNICHE DI PRODUZIONE
• OTTIMIZZAZIONE FASE D’USO
• OTTIMIZZAZIONE FINE VITA
MACCHINA MIGLIORE RISPETTO AL CONCORRENTE (>intervallo di pulizia)
NON E’ UNA STRATEGIA PREDOMINANTE
RICICLAGGIO PARTI IN PLASTICA
Premanifattura
Manifattura
Uso
Fine vita
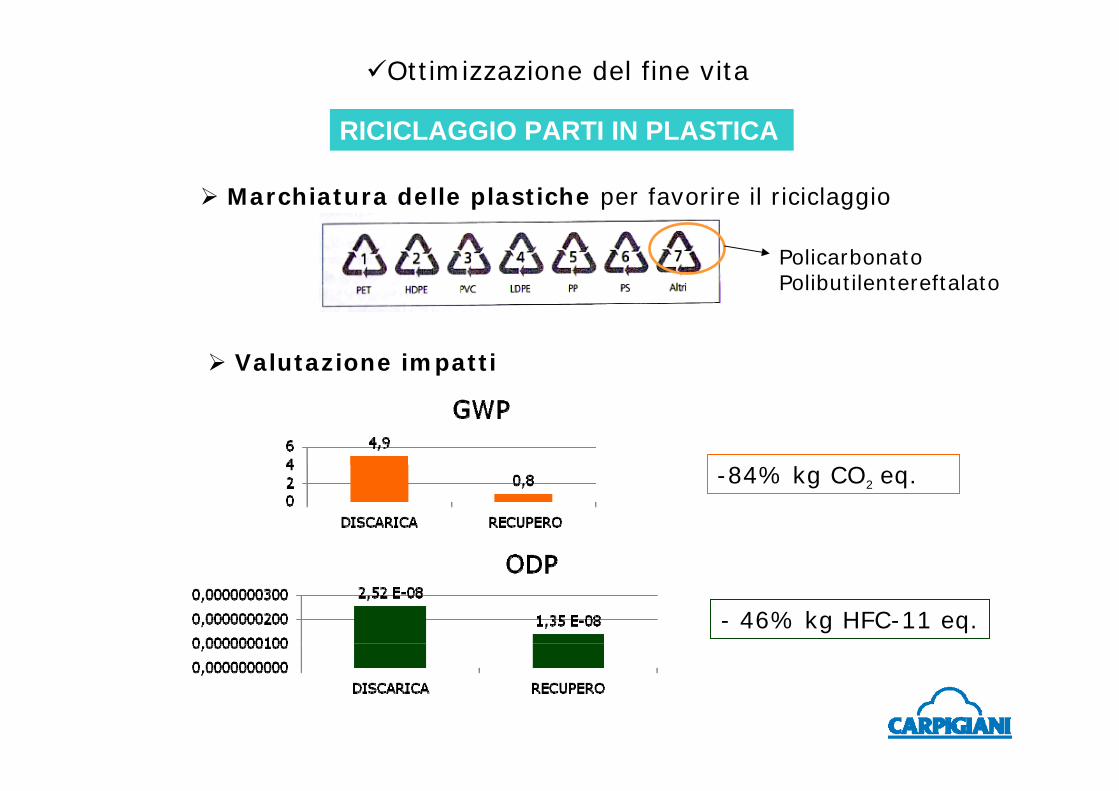
RICICLAGGIO PARTI IN PLASTICA
Marchiatura delle plastiche per favorire il riciclaggio
-84% kg CO2 eq.
- 46% kg HFC-11 eq.
Policarbonato Polibutilentereftalato
Valutazione impatti
Ottimizzazione del fine vita
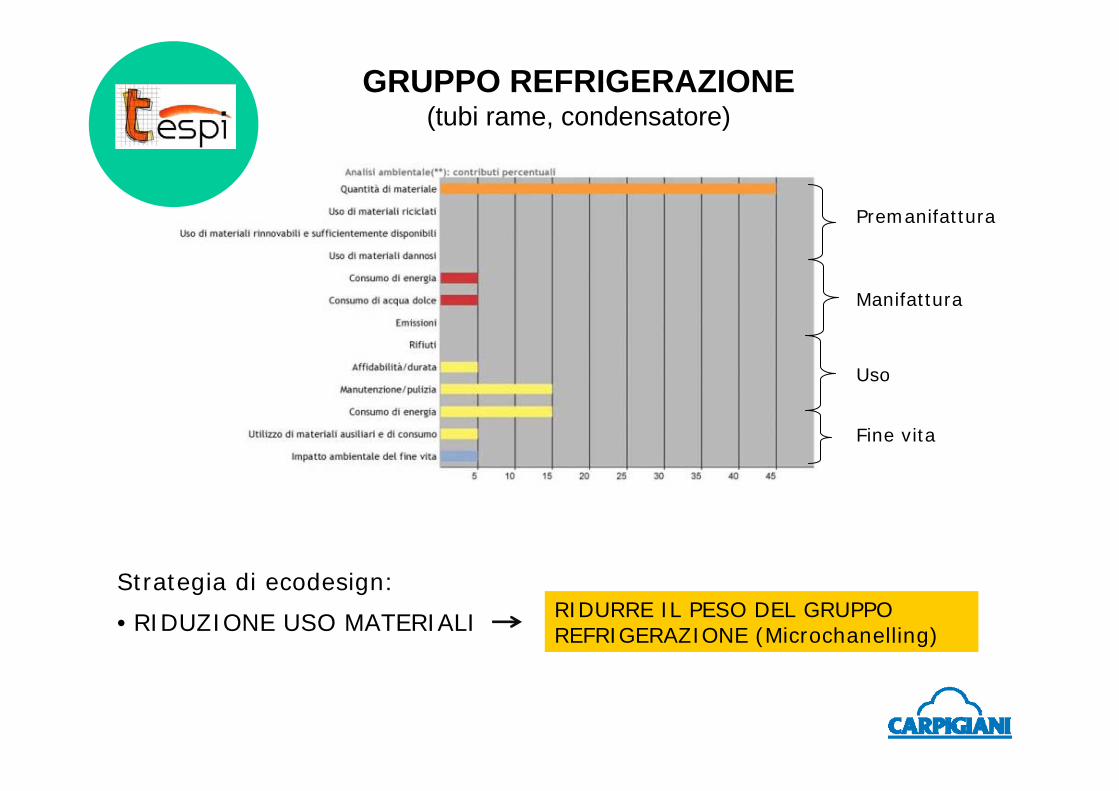
GRUPPO REFRIGERAZIONE(tubi rame, condensatore)
Strategia di ecodesign:
• RIDUZIONE USO MATERIALI RIDURRE IL PESO DEL GRUPPO REFRIGERAZIONE (Microchanelling)
Premanifattura
Manifattura
Uso
Fine vita
Strategia di ecodesign:• RIDUZIONE USO MATERIALI
TELAIO (struttura in ferro verniciato)
Fine vita
VALUTAZIONE IMPATTI: Verniciatura vs Zincatura
Analisi con SimaPro
Premanifattura
Manifattura
Uso
Fine vita
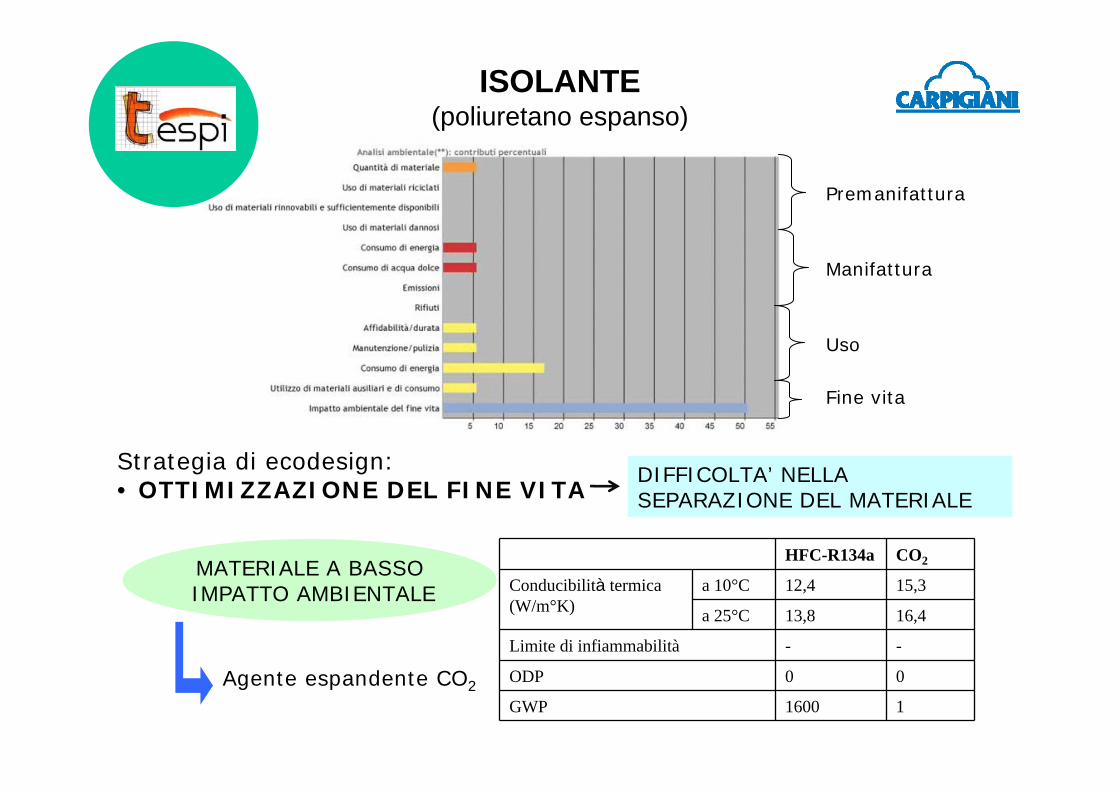
ISOLANTE(poliuretano espanso)
Strategia di ecodesign:• OTTIMIZZAZIONE DEL FINE VITA
DIFFICOLTA’ NELLA SEPARAZIONE DEL MATERIALE
MATERIALE A BASSOIMPATTO AMBIENTALE
HFC-R134a CO2
Conducibilità termica (W/m°K)
a 10°C 12,4 15,3
a 25°C 13,8 16,4
Limite di infiammabilità - -
ODP 0 0
GWP 1600 1Agente espandente CO2
Premanifattura
Manifattura
Uso
Fine vita
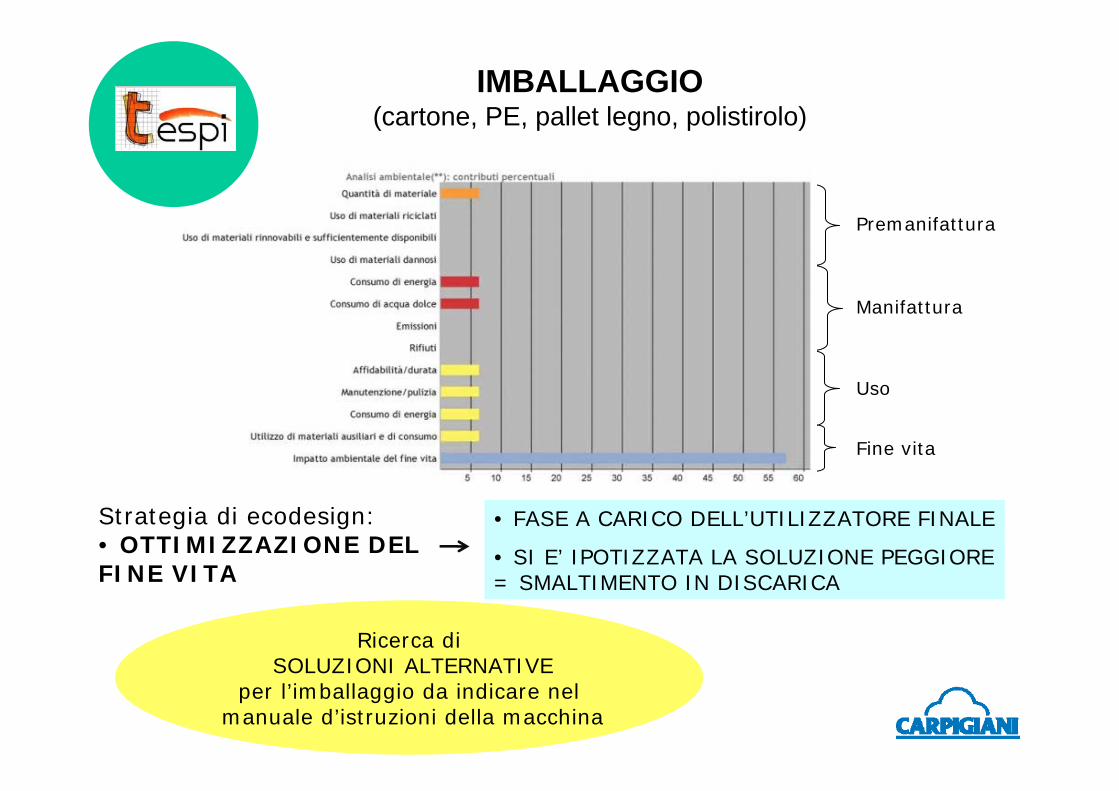
IMBALLAGGIO(cartone, PE, pallet legno, polistirolo)
• FASE A CARICO DELL’UTILIZZATORE FINALE
• SI E’ IPOTIZZATA LA SOLUZIONE PEGGIORE = SMALTIMENTO IN DISCARICA
Ricerca diSOLUZIONI ALTERNATIVE
per l’imballaggio da indicare nelmanuale d’istruzioni della macchina
Premanifattura
Manifattura
Uso
Fine vita
Strategia di ecodesign:• OTTIMIZZAZIONE DEL FINE VITA

www.freepacknet.com• Struttura in Polipropilene
- 76% CO2- 85% energia
• Riutilizzabile fino a 20 volte
• Elevata resistenza (carichi fino a 1200 kg)
• Minori impatti ambientali:
IMBALLAGGIO RIUTILIZZABILE
Ottimizzazione del fine vita
PALLET ECO-COMPATIBILE
• Legno proveniente da foreste protette
• Legno coltivato in prossimitàdella zona di utilizzo (< impatti associati al trasporto)
• MINORI IMPATTI
- 50% CO2
- 46% energie non rinnovabili
MATERIALI ECO-COMPATIBILI
Ottimizzazione del fine vita

Vantaggi dell’Eco-designRiduzione uso di risorse (Minori costi);Migliore riciclabilità del prodotto;Bisogni dei clienti / Accesso al mercato “verde”;Conformità con regolamenti ambientali;Possibilità di innovare il prodotto.
• Ulteriore possibilitàdi miglioramento
CAMBIAMENTI A LIVELLO ORGANIZZATIVO
(team di ECO-DESIGN)
• Obiettivi futuri: Conseguimento di certificazioni, etichette ambientali
Miglioramento dell’immagine, vantaggi competitivi rispetto ai concorrenti