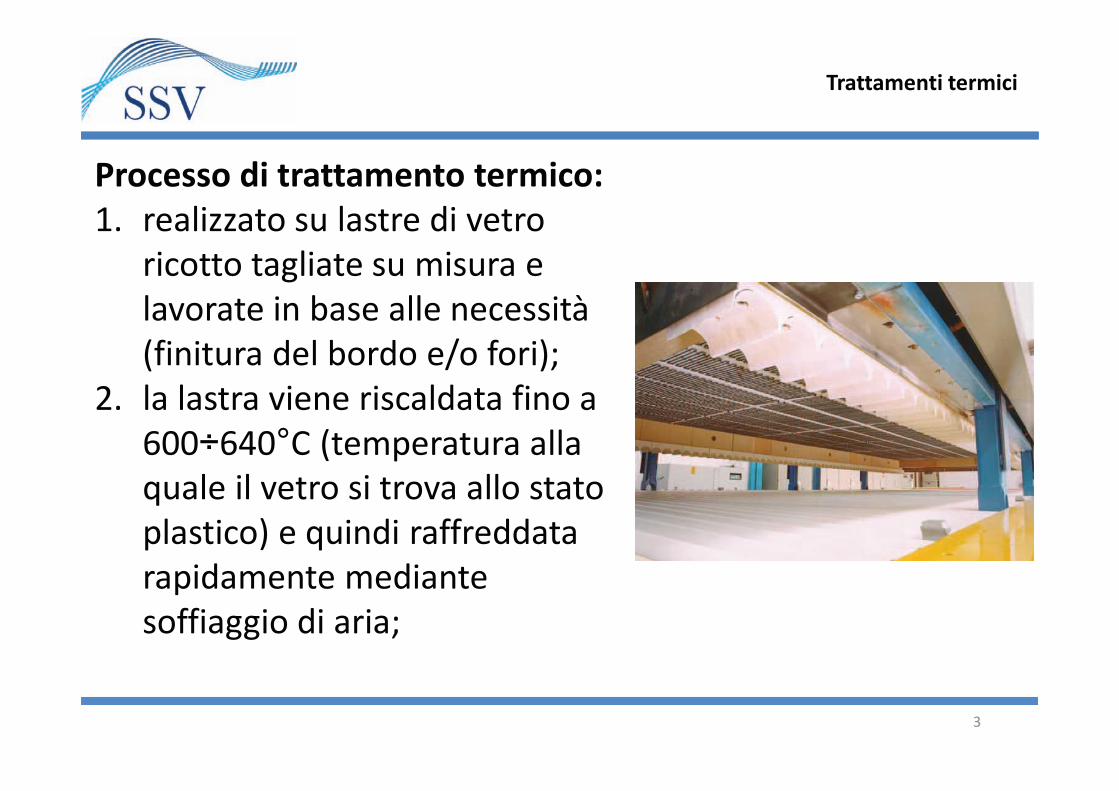
Stazione Sperimentale del Vetro - Mognato2 - sacmi.com · Dipende dalla temperatura iniziale del...
32
Stazione Sperimentale del Vetro S.c.p.A. – The Glass Research Center Via Briati, 10 – 30141 Murano (VE) • T.+39 041.2737011 • F.+39 041.2737048 • www.spevetro.it • [email protected] Sede secondaria: c/o VEGA Edificio Pegaso – Via delle industrie, 13 - 30175 Venezia Marghera • T. +39 041.5383112 • F. +39 041.5090669 !
Transcript of Stazione Sperimentale del Vetro - Mognato2 - sacmi.com · Dipende dalla temperatura iniziale del...

Stazione Sperimentale del Vetro S.c.p.A. – The Glass Research CenterVia Briati, 10 – 30141 Murano (VE) • T.+39 041.2737011 • F.+39 041.2737048 • www.spevetro.it • [email protected]
Sede secondaria: c/o VEGA Edificio Pegaso – Via delle industrie, 13 - 30175 Venezia Marghera • T. +39 041.5383112 • F. +39 041.5090669
�����������
�� ���� �� ���
� � ���� ��� ��� �����
���������� �������
������� ��� ��� �� � �
� ����� ������ �� !
�

�
"� �� ����� �������
����������� �� ������ �����
#�$���%��������������&� � !�
������������� �������'� ���� ���������%%
����� ��������� �����
���������� ������ � ������ �� �
������ %������������������������� ������
�� ������$��������� ����������������
������ ���������� � ��������
� $$���� ����� ��������������� ��� �������
�������� � �������� ��������� �����
����������� ���!�������������∆"������#!
��� � ��������������������� �����������$
%
"� �� ����� �������
(������������� �� ��������������
�$ �� ��� ������ ��������&�����
��������� �� ����������� ���
&�� ������ ��� ���������'�
������� ����������� ������!�
�$ � ��� �&�������� � � ����� �
(���()��*�������� ��� � �
�� ����&�����������& � ���� ���
� �����!���������� ������ � �
� ��� ��������� ���
����� �������� �� �

)
"� �� ����� �������
%$ ���� ���������������������
��� ���������� ����������� �
�� ��� ���� ���������+���,�
��������
)$ ������� ������ ��� ���������
� ����� �������� �������� �����
��&����&�� �� �� ��� �� �� �
������&��'����&����$
-��$�.� � �$/0
������12�ε anche inferiori a 0.1
3
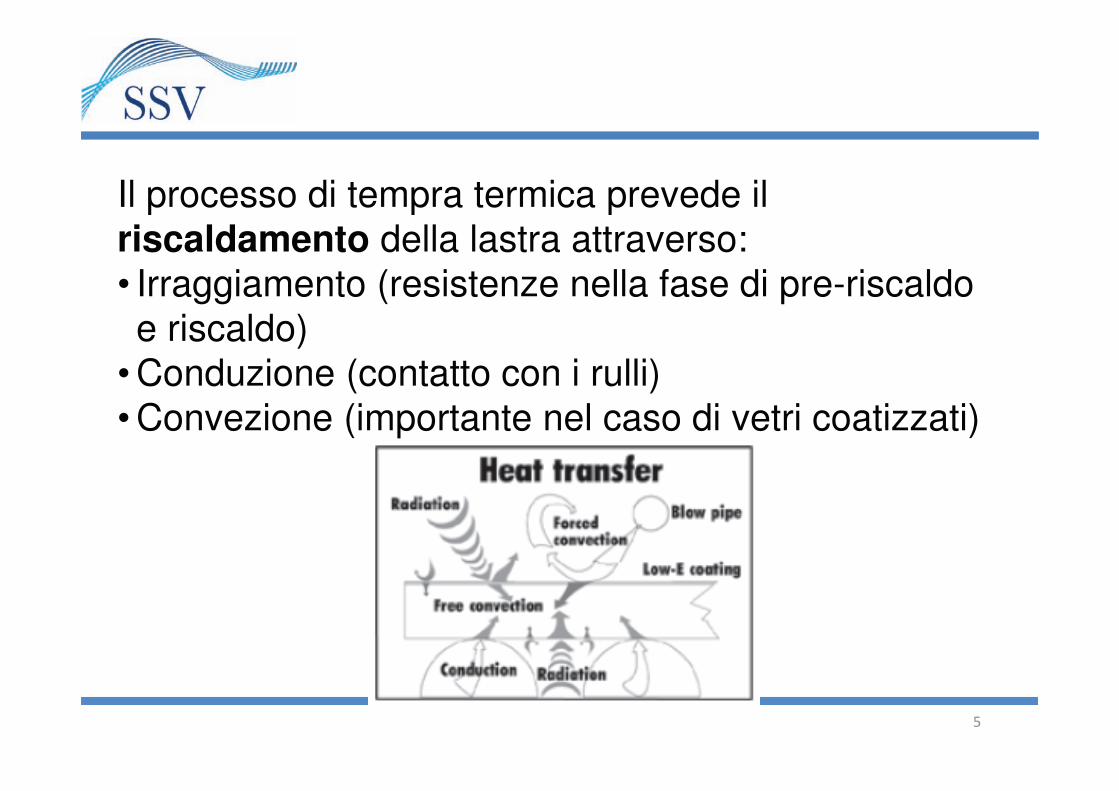
Il processo di tempra termica prevede il riscaldamento della lastra attraverso:• Irraggiamento (resistenze nella fase di pre-riscaldo e riscaldo)
• Conduzione (contatto con i rulli)• Convezione (importante nel caso di vetri coatizzati)
(
La convezione ha assunto un ruolo fondamentale con l’introduzione nel mercato dei vetri basso emissivi infatti:• un vetro con emissività elevata assorbe il calore• un vetro con emissività bassa riflette il calore
L’emissività bassa riguarda una delle facce della lastra per cui vi può essere un riscaldamento asimmetrico che comporta l’incurvamento della lastra alla fine del trattamento e ovvie tensioni residue
Occorre controllare il processo mediante la
trasmissione per CONVEZIONE
4
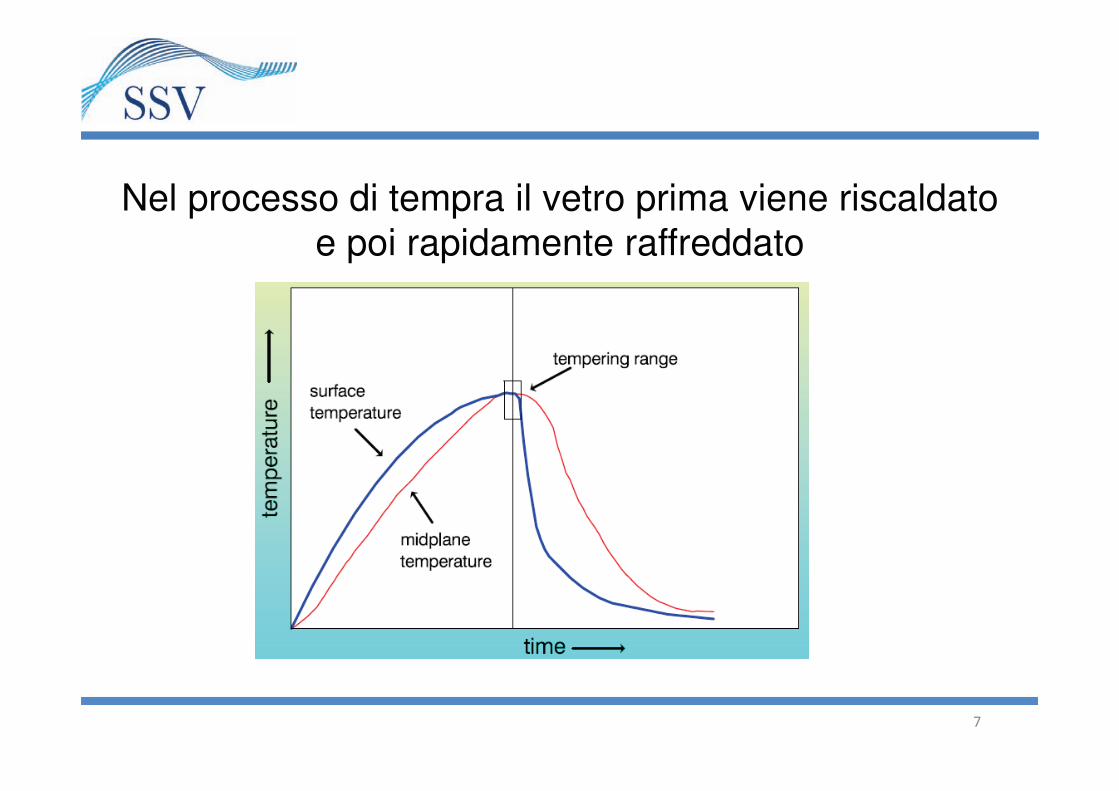
Nel processo di tempra il vetro prima viene riscaldato e poi rapidamente raffreddato
/
"� �� �������������
5���������� � ����6������������� ����������� �����
��7 �� 6� ���������������� ������ ���8�� ��� �����
��9�������6���������������6�� � � �� �� �����������'�
������ 6� ��������� ���������� ��� ��� � �����������������
���������������� ���������& ����� �����$
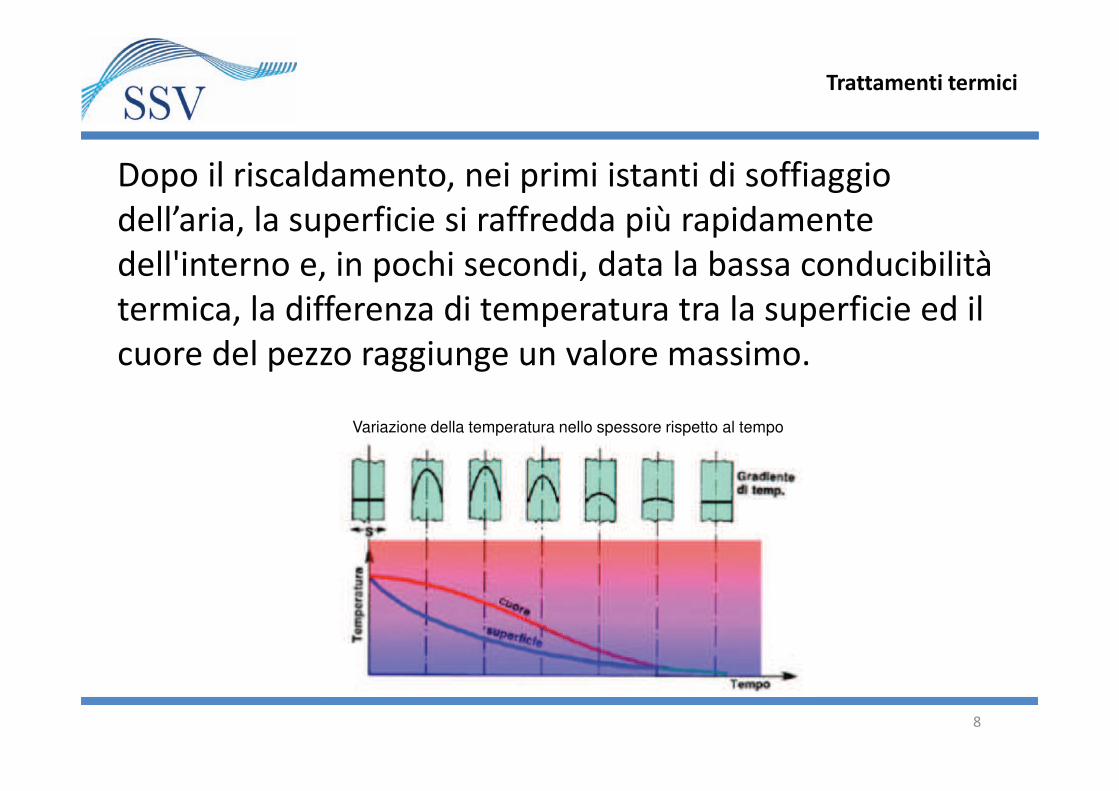
Variazione della temperatura nello spessore rispetto al tempo
0
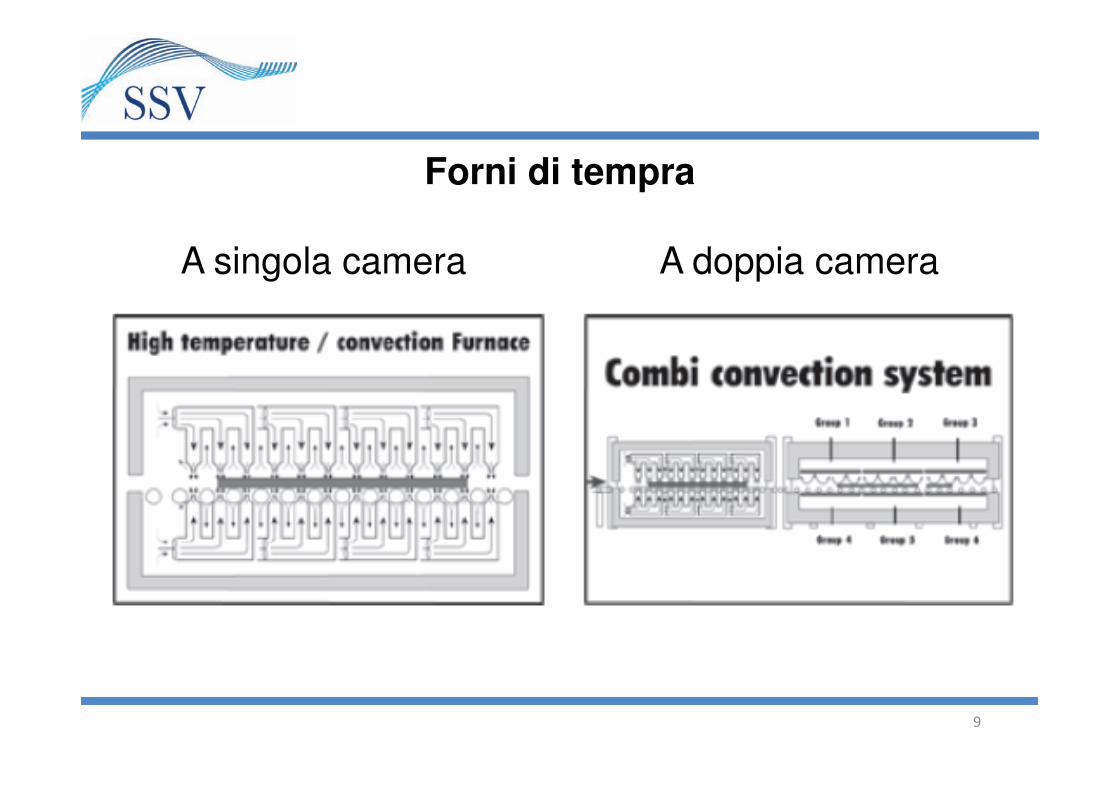
Forni di tempra
A singola camera A doppia camera
��
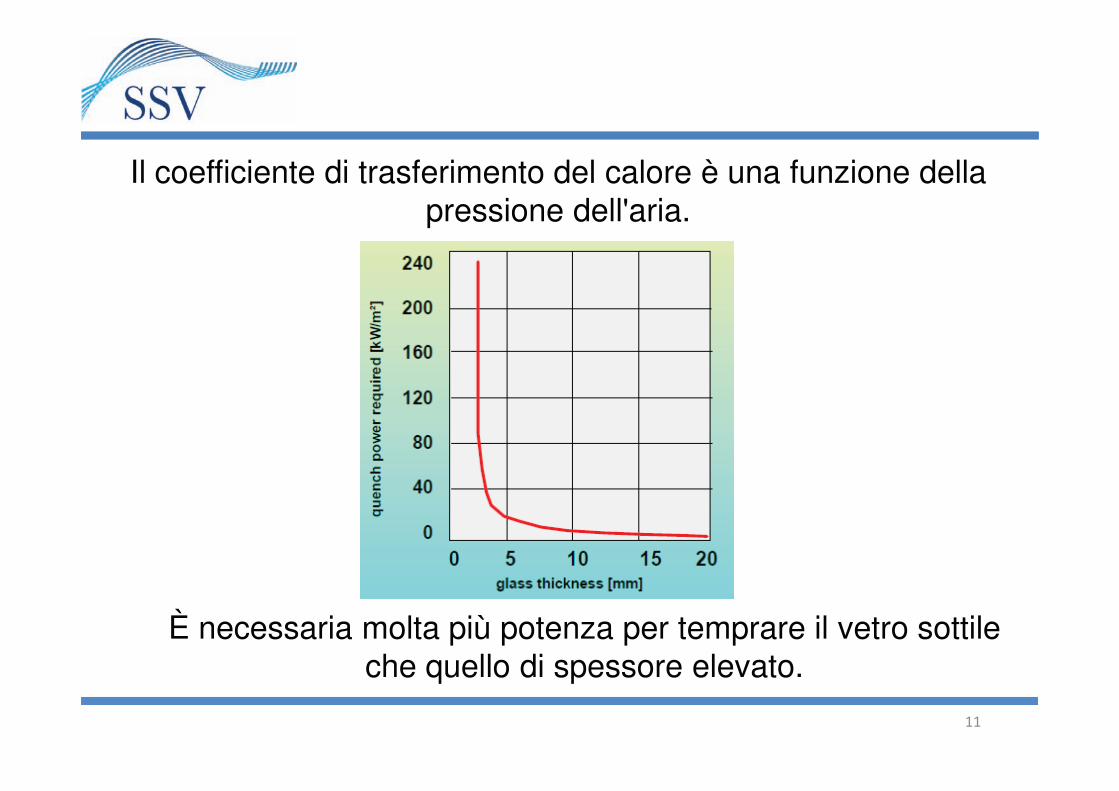
Il raffreddamento si ottiene per convezione forzata.Il trasferimento di calore può essere descritto con il coefficiente di trasferimento di calore (in cal/cm²s�C).Dipende dalla temperatura iniziale del vetro e dal suo spessore.
��
Il coefficiente di trasferimento del calore è una funzione della pressione dell'aria.
È necessaria molta più potenza per temprare il vetro sottile che quello di spessore elevato.

��
Il tempo di raffreddamento dipende dallo spessore del vetro. Il vetro più spesso richiede un tempo più lungo di tempra
che il vetro più sottile.
�%
"� �� ����� �������
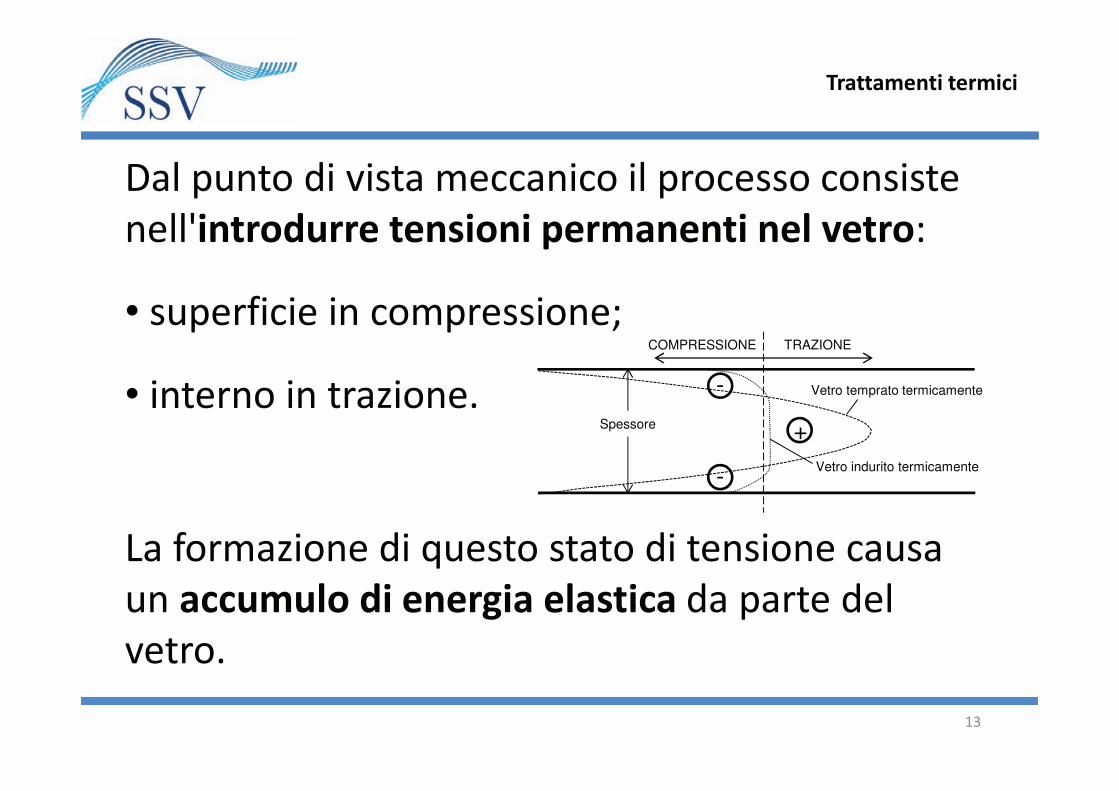
5 ���������&��� ����� �����������������������
�9������������������������ �������������:
• �������������������������
• ���������� ����$
; ����� ����������������� �������������� �� �
�� ���������������� �� ���� � �� �������
&����$
COMPRESSIONE TRAZIONE
Vetro temprato termicamente
Vetro indurito termicamente
Spessore +
-
-

�)
Le tensioni residue sulla superficie del vetro temprato possono dipendere:• Non uniformità di riscaldamento della
lastra nel piano e tra le due superfici• Velocità di raffreddamento differenti• Presenza di fori, tacche che inducono
differenziali di velocità di raffreddamento
�3
"� �� ����� �������
���� �� ��������������)������
< ����������� ��������������������������� ��
� ��� ��������� ����� � �����������������
��������� �$
< � ������ �� �������� ��������� �
���� �� � ������������� ����6������ ���������
������������������� ������� �����������

�(
(������������� ���*��������� %��������������%%
;����������'����� ��������������� �� ��������� ����� ���& �� ��
���� ����������������&������ ������������������������:
• *�������������������� �
+�"�� �,������
• .� ���� ����
�&� � !�' �����
• =������� � ��� ����������������
�&� �--'.�����
�4
>=?�@�5A�.=@BB2�"@CA?�2�2�;ABA"2�5A�*?�.?=BA"@7
>2=���"/��"��(/+"��"�/���+��&"�
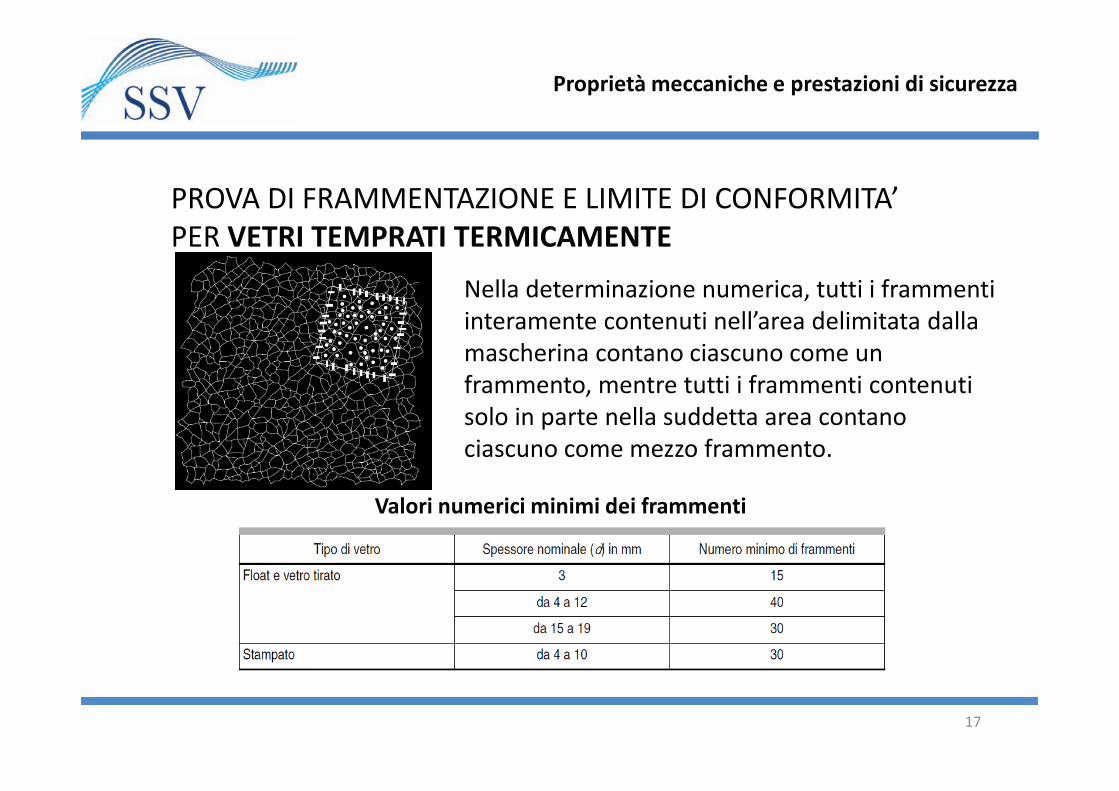
�� �������� ����������� 6����������� ������
���� ��������������7 �� ������� � �� �
� ������ ���� ���� �������������
�� �����6����������������� ��������������
������� ����� �������� � �� ���� ��
�� ������������������ �����$
� ������������������������$� ������
(�������� ���� ���*� ������� %���� �� ������%%
�/
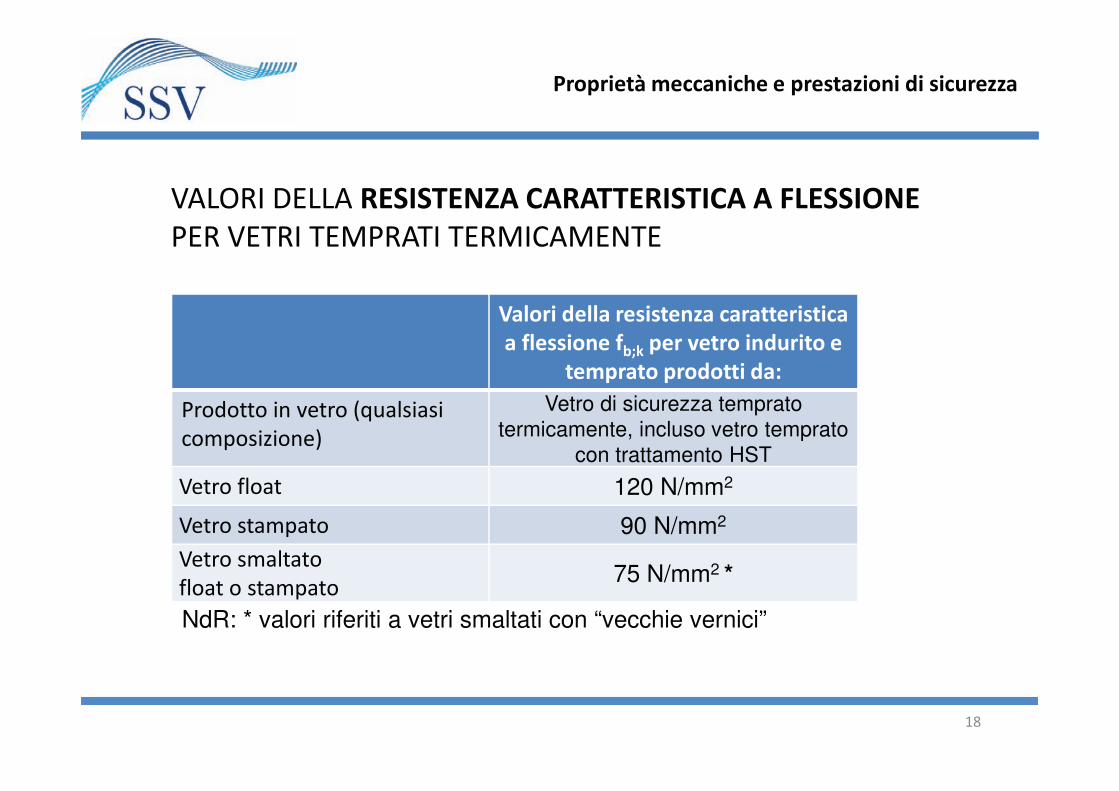
�@;?=A�52;;@�/����"�&0+��+/+""�/��"��+�+�1�����2&��
>2=��2"=A�"2B>=@"A�"2=BA*@B2�"2
(�������� ���� ���*� ������� %���� �� ������%%
NdR: * valori riferiti a vetri smaltati con “vecchie vernici”
� ������ ���������% �� � ��������� �
�$��������$�34 ��������������������
����� ������������� �
>����������&�������� �� ���
�����������!
Vetro di sicurezza temprato termicamente, incluso vetro temprato
con trattamento HST
����� �� � 120 N/mm2
����� �� �� �� 90 N/mm2
����� �� � ��
�� � � �� �� ��75 N/mm2 *
�0
(�������� ���� ���*� ������� %���� �� ������%%
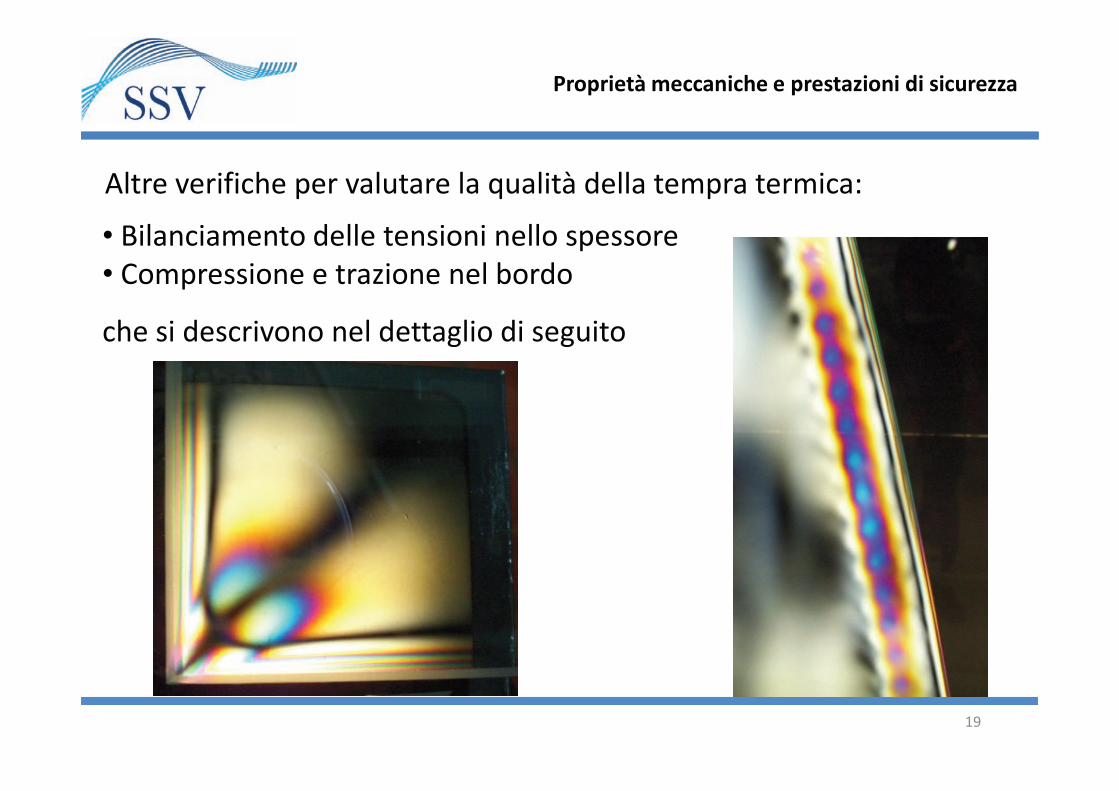
@����&�������������& �� ��� ��� ��'��� ������ ������� :
• 1� �� ���������������������������
• *��������������� ������������
�������������&��������� ��������������
��
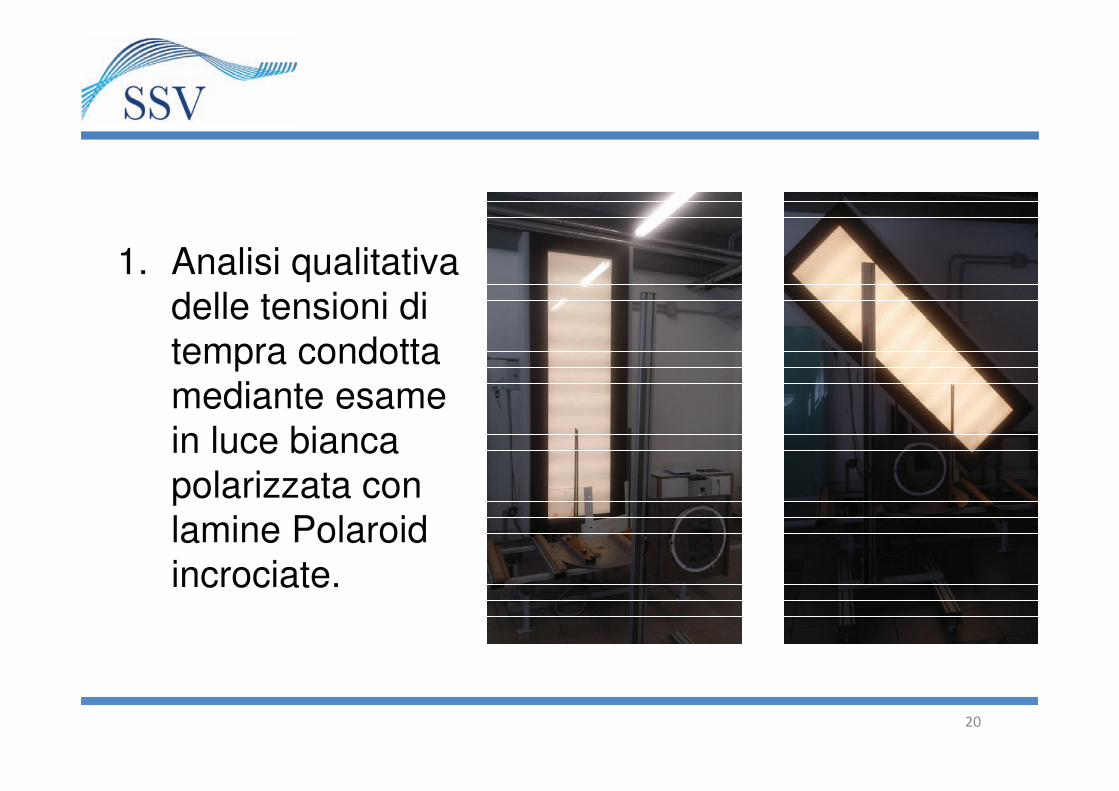
1. Analisi qualitativa delle tensioni di tempra condotta mediante esame in luce bianca polarizzata con lamine Polaroid incrociate.

��
Lamine perpendicolari (90�) Lamine parallele (0�)
Il campione da analizzare è orientato a 45� rispetto alla sorgente e all’analizzatore, entrambi dotati di lamina Polaroid

��
Polarizzatore
Analizzatore
VetroAnalizzatore
Polarizzatore
σ1
σ2
σ1 e σ2 Tensioni principali nel vetro
�%
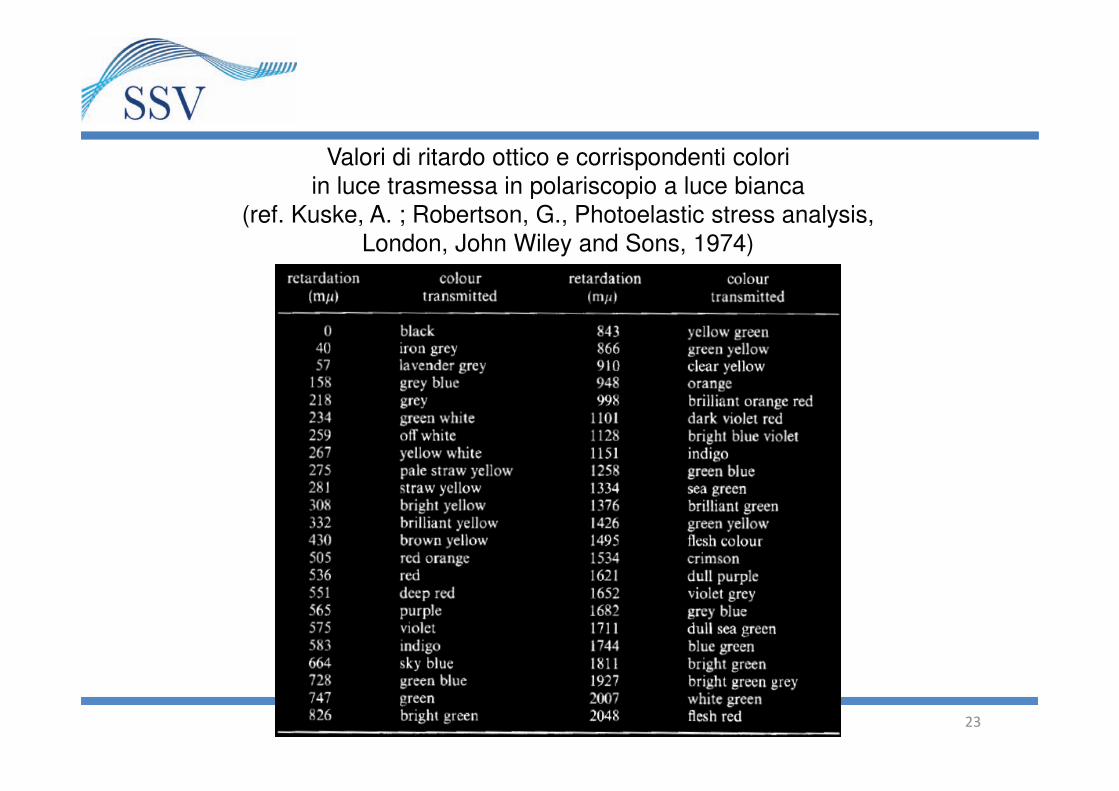
Valori di ritardo ottico e corrispondenti coloriin luce trasmessa in polariscopio a luce bianca
(ref. Kuske, A. ; Robertson, G., Photoelastic stress analysis,London, John Wiley and Sons, 1974)

�)

�3
2. Misura quantitativa degli sbilanciamenti dopo compressione di bordo (entro 25 mm), attraverso compensatore MWA(Strainoptic Technologies Inc.).
3. Determinazione della compressione di bordo mediante polarimetro di bordo modello GES 100 (StrainopticTechnologies Inc.).

�(
Valori di riferimento accettabili:
• Sbilanciamento della tensione nello spessore:�� � 31 Mpa(fonte GANA – Glass Association of North America);
• Compressione di Bordo:�e � 67 Mpa(fonte ASTM C1048:2012 - Standard Specification for Heat-Strengthened and Fully Tempered Flat Glass);
�4
Al termine delle indagini non distruttive, sul campione particolarmente critico, possono essere eseguite le prove empiriche denominate Scratch Test (punta fine diamantata) e Tittillation Test (martelletto a punta rinforzata) al fine di evidenziare l’eventuale pericolosità dei punti a maggior sbilanciamento.
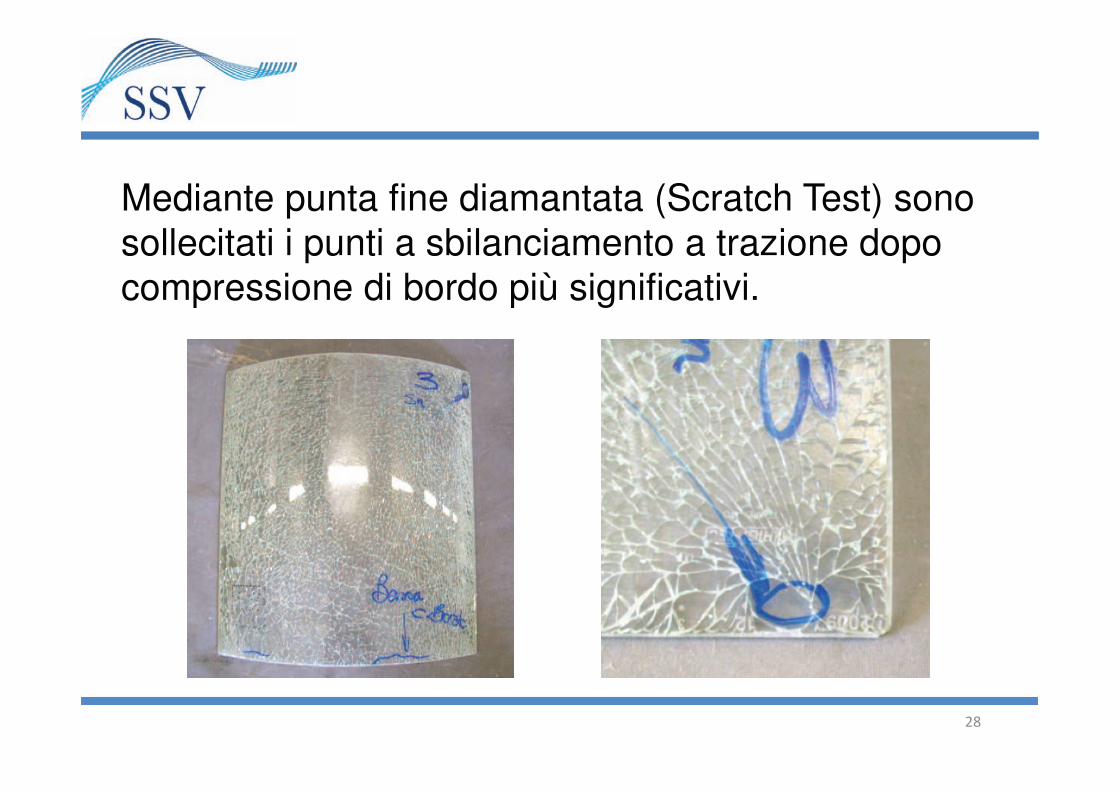
Mediante punta fine diamantata (Scratch Test) sono sollecitati i punti a sbilanciamento a trazione dopo compressione di bordo più significativi.
�/
Mediante punta fine diamantata (Scratch Test) sono sollecitati i punti a sbilanciamento a trazione dopo compressione di bordo più significativi.
�0
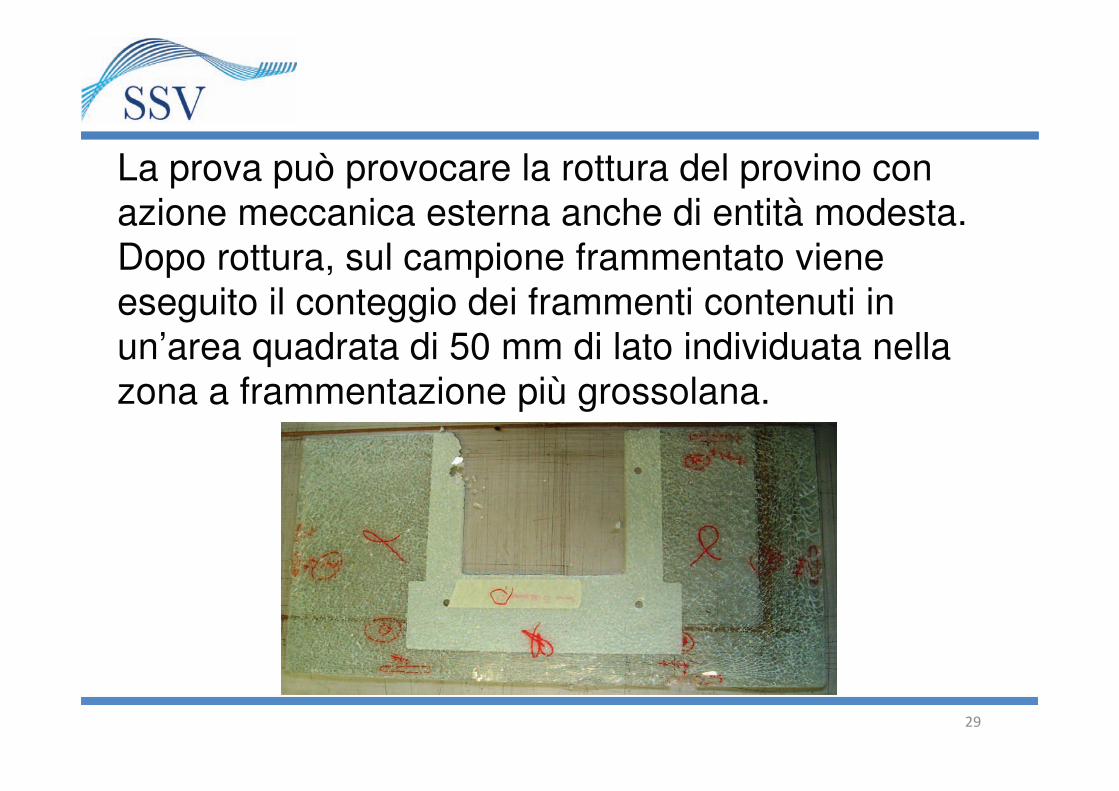
La prova può provocare la rottura del provino con azione meccanica esterna anche di entità modesta.Dopo rottura, sul campione frammentato viene eseguito il conteggio dei frammenti contenuti in un’area quadrata di 50 mm di lato individuata nella zona a frammentazione più grossolana.
%�
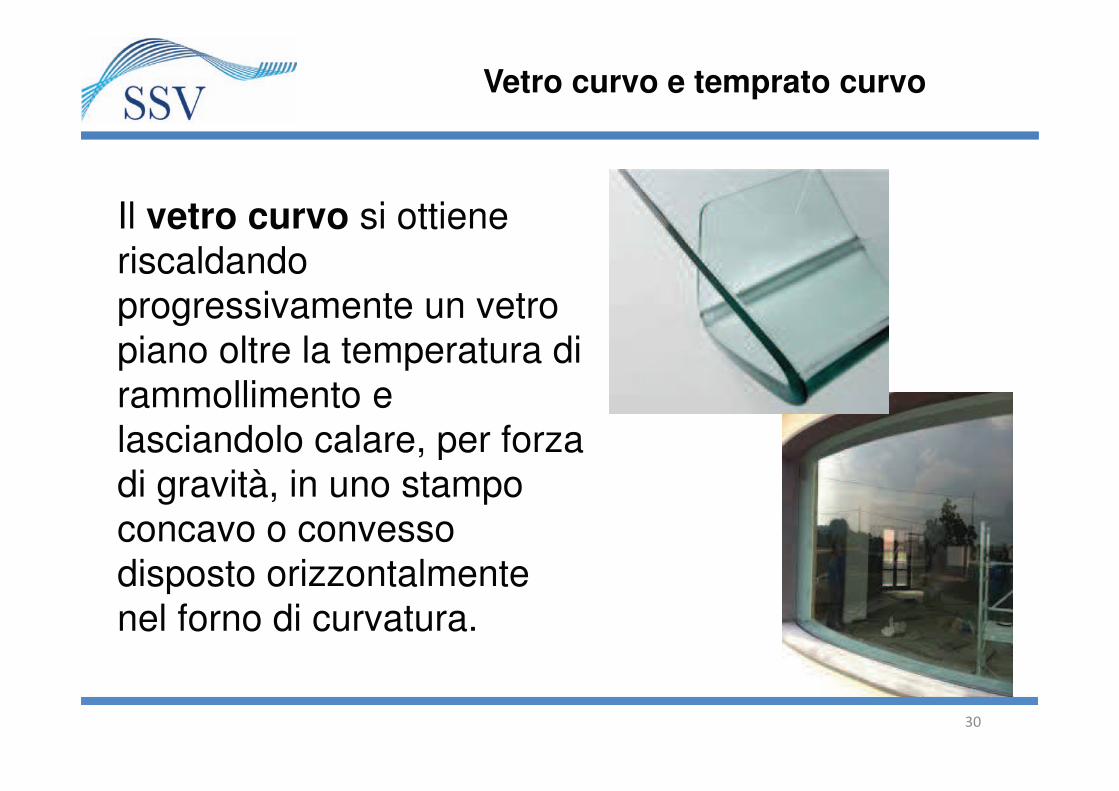
Il vetro curvo si ottiene riscaldando progressivamente un vetro piano oltre la temperatura di rammollimento e lasciandolo calare, per forza di gravità, in uno stampo concavo o convesso disposto orizzontalmente nel forno di curvatura.
Vetro curvo e temprato curvo

%�
Dopo la messa in forma il volume di vetro viene raffreddato in modo controllato per ottenere un prodotto finito privo di tensioni interne.Il processo di curvatura può prevedere il simultaneo processo di tempra.

%�
Questi processi decisamente più complessi della tempra in piano sono ancor più critici e la loro trattazione è così articolata da non essere sviluppata compiutamente nel tempo a disposizione.









![ACCORDO QUADRO COMUNE DI FIRENZE - AUTORITA' … · Grado di sovraconsolidamento [-] 1 Coefficiente di spinta a riposo [-] 0.69 Coefficiente di spinta attiva [-] 0.53 Coefficiente](https://static.fdocumenti.com/doc/165x107/5c6a633709d3f20c178c8c4d/accordo-quadro-comune-di-firenze-autorita-grado-di-sovraconsolidamento-.jpg)