Sistemi di Produzione II La fusione in forma...
34
Sistemi di Produzione II La fusione in forma transitoria © 2006 Politecnico di Torino 1 Le lavorazioni: la formatura 2 Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione
-
Upload
truongcong -
Category
Documents
-
view
214 -
download
0
Transcript of Sistemi di Produzione II La fusione in forma...
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 1
Le lavorazioni: la formatura
2
Le lavorazioni: la formatura
Le lavorazioni industriali
Il processo di fusione
La fusione in forma transitoria
La fusione in forma permanente
La formatura dei polimeri
Esercizi sulla fusione
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 2
3
Obiettivi della lezione
Spiegare le caratteristiche distintive della fusione in forma transitoria rispetto ad altri processi di fonderia
Descrivere i diversi processi industriali che applicano la fusione in forma transitoria
4
Bibliografia per la lezione
“Tecnologia Meccanica e Studi di Fabbricazione”Santochi, GiustiCasa Editrice Ambrosiana, 2000
capitolo 4 paragrafo 4
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 3
La fusione in forma transitoria
6
La fusione in forma transitoria
Generalità
Indurimento meccanico
Processi a indurimento chimico
Processi a indurimento termico
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 4
7
La fusione in forma transitoria
Rappresenta l’evoluzione della formatura in terra
Progressi rispetto alla formatura in terraqualità dei gettieconomicità dei procedimenti
8
Elementi in comune nel materiale
Silice granulareelemento refrattario
Legantegarantisce la coesione della forma
Additivicorreggono le caratteristiche del materiale da fonderia
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 5
9
Caratteristiche dei materiali
Refrattarietàresistenza alle temperature della lega fusa senza fusione della forma
10
Caratteristiche dei materiali
Refrattarietà
Coesioneresistenza alle forze di compressione e taglio
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 6
11
Caratteristiche dei materiali
Refrattarietà
Coesione
Permeabilitàpossibilità di lasciarsi attraversare dai gas limitando l’insorgere di soffiature
12
Caratteristiche dei materiali
Refrattarietà
Coesione
Permeabilità
Scorrevolezzafacilità di riempire la forma attorno al modello
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 7
13
Classificazione dei procedimenti
Processi ad indurimento meccanicocompressione manuale o meccanicaformatura in terra sintetica o in fossa
14
Classificazione dei procedimenti
Processi ad indurimento meccanico
Processi ad indurimento chimicoreazioni chimiche naturali o con catalizzatoriprocesso al CO2
formatura in sabbia e cementoformatura in cold – box
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 8
15
Classificazione dei procedimenti
Processi ad indurimento meccanico
Processi ad indurimento chimico
Processi ad indurimento termicoil calore interviene nel processo di formaturashell – moldingmicrofusione
La fusione in forma transitoria
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 9
17
La fusione in forma transitoria
Generalità
Indurimento meccanico
Processi a indurimento chimico
Processi a indurimento termico
18
La terra di fonderia
È una miscela di sabbie refrattarie e leganti argillosi
Classificazione delle terre
grasse argilla >18%semigrasse 8% < argilla <18%magre argilla <8%
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 10
19
Terre naturali e sintetiche
Naturali
Sintetichesi mescolano sabbie con componenti di diversa provenienzauso di argilla, bentonite, cemento, silicati ecc.impiego di silicato di sodio nel processo CO2
20
La formatura in terra sintetica
É la formatura con staffe meccanizzata
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 11
21
La formatura in terra sintetica
É la formatura con staffe meccanizzata
Legante di riferimento è la bentonite
10% se formatura a verde (senza essiccazione)4% se formatura a secco
22
La formatura in terra sintetica
É la formatura con staffe meccanizzata
Legante di riferimento è la bentonite
Additivi (< 2% della terra)
amidofarina di cerealipeci polverizzate
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 12
23
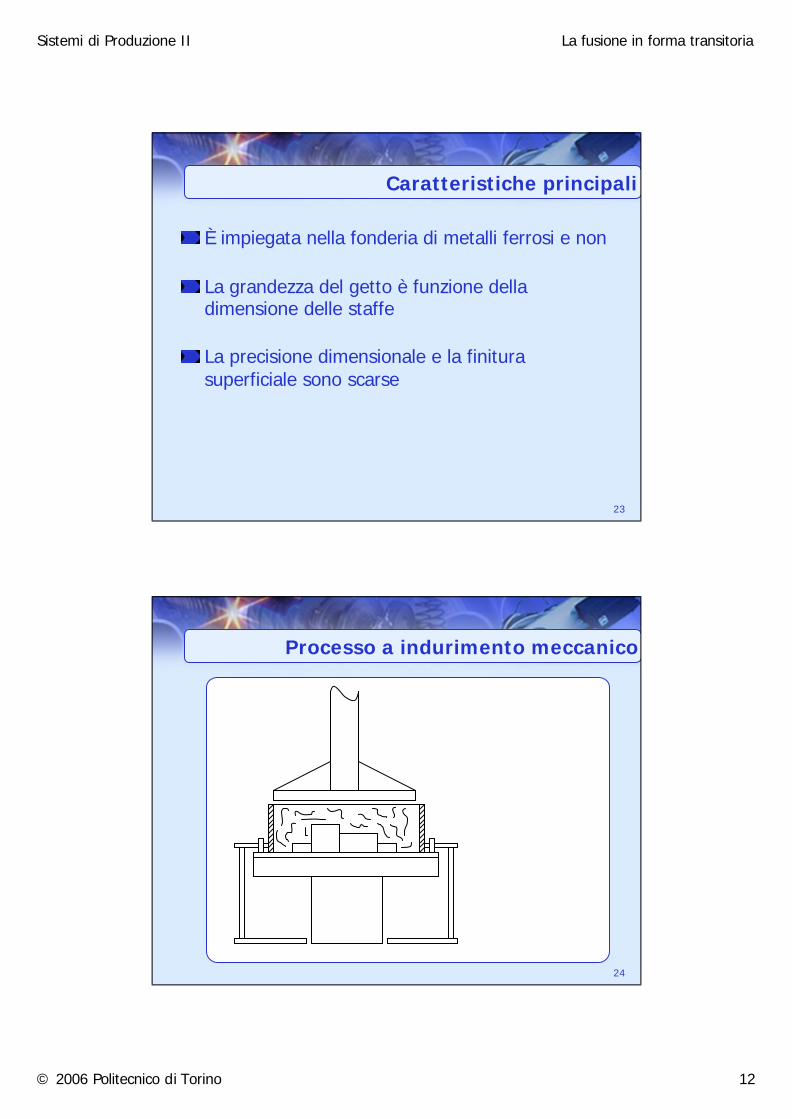
Caratteristiche principali
È impiegata nella fonderia di metalli ferrosi e non
La grandezza del getto è funzione della dimensione delle staffe
La precisione dimensionale e la finitura superficiale sono scarse
24
Processo a indurimento meccanico
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 13
25
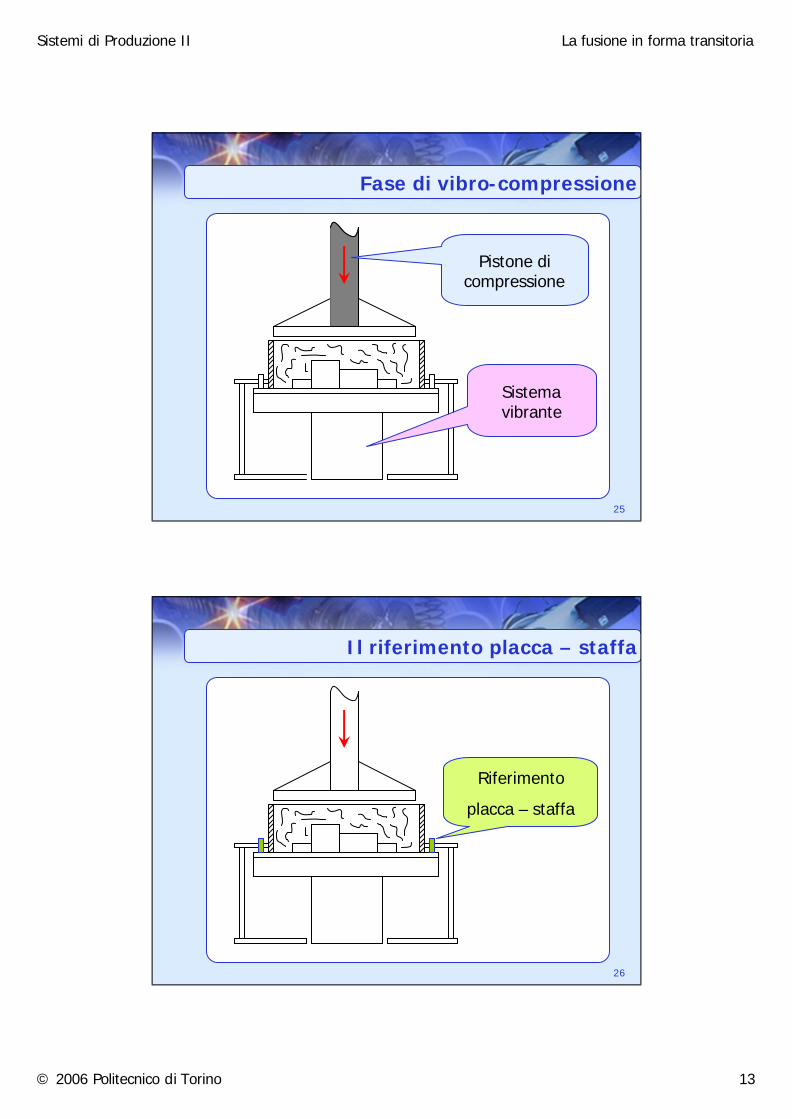
Fase di vibro-compressione
Sistemavibrante
Pistone di compressione
26
Il riferimento placca – staffa
Riferimento
placca – staffa
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 14
27
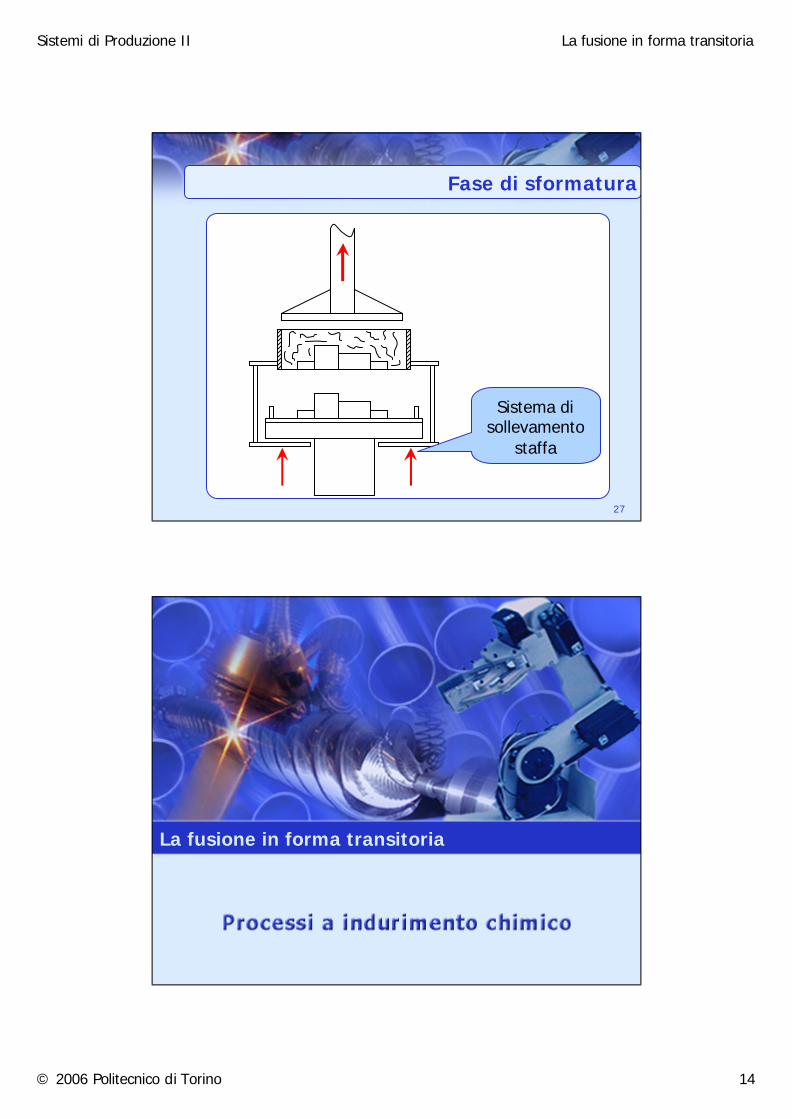
Fase di sformatura
Sistema di sollevamento
staffa
La fusione in forma transitoria
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 15
29
La fusione in forma transitoria
Generalità
Indurimento meccanico
Processi a indurimento chimico
Processi a indurimento termico
30
Procedimenti ad indurimento chimico
Processo al CO2
Processo sabbia – cemento
Processi cold – box
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 16
31
Processo al CO2
Il legantesilicato di sodio (vetro solubile)
32
Processo al CO2
Il legante
L’indurenteanidride carbonica gassosa
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 17
33
Processo al CO2
Il legante
L’indurenteanidride carbonica gassosa
)gel(SiOCONaCOSiOONa 232222 +→+⋅ y
Carbonato di sodio
+Silice amorfa
34
Processo al CO2
Il legante
L’indurente
Gli additivi
resine ureiche e fenoliche
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 18
35
Il procedimento
Passaggio di una corrente di CO2 nella massa di materiale di formatura all’interno della forma o della cassa dell’anima
Il processo è impiegato per leghe ferrose e non
Precisione e finitura superficiale migliori
Operazioni automatizzabili in serie
36
Procedimenti ad indurimento chimico
Processo al CO2
Processo sabbia – cemento
Processi cold – box
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 19
37
Formatura in sabbia – cemento
Sistema semplice ed economico
Adatto a getti ferrosi di grosse dimensioni
Precisione e finitura superficiale scarse
Velocità di esecuzione della forma elevata
38
Formatura in sabbia – cemento
Il legantecemento tra il 7% e il 12%acqua tra il 3% e il 10%
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 20
39
Formatura in sabbia – cemento
Il legante
Indurimento per formazione di prodotti a idratazione cristallini
idrossido di calcio, alluminato idrato e solfo alluminato di calcio
40
Formatura in sabbia – cemento
Il legante
Indurimento per formazione di prodotti a idratazione cristallini
Buona conducibilità termica della miscela tale da garantire una grana fine del getto
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 21
41
Procedimenti ad indurimento chimico
Processo al CO2
Processo sabbia – cemento
Processi cold – box
42
La formatura cold – box
Indurimento a freddo della forma per effetto della polimerizzazione del legante (resina) dovuta al passaggio di un catalizzatore gassoso
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 22
43
La formatura cold – box
Indurimento a freddo della forma per effetto della polimerizzazione del legante (resina) dovuta al passaggio di un catalizzatore gassoso
Principali procedimenti in cold – box:AshlandSO2
44
Procedimento Ashland
Il legante è una resina fenolica, permette l’indurimento in pochi secondi
Precisione e finitura superficiale buone
I catalizzatori sono tossici
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 23
45
Il processo SO2
La polimerizzazione del legante è ottenuta attraverso la formazione nell’impasto di acido solforico
Il gas SO2 è tossico
Precisione e finitura dei getti buone
La fusione in forma transitoria
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 24
47
La fusione in forma transitoria
Generalità
Indurimento meccanico
Processi a indurimento chimico
Processi a indurimento termico
48
Procedimenti ad indurimento termico
Processo shell – molding
Microfusione
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 25
49
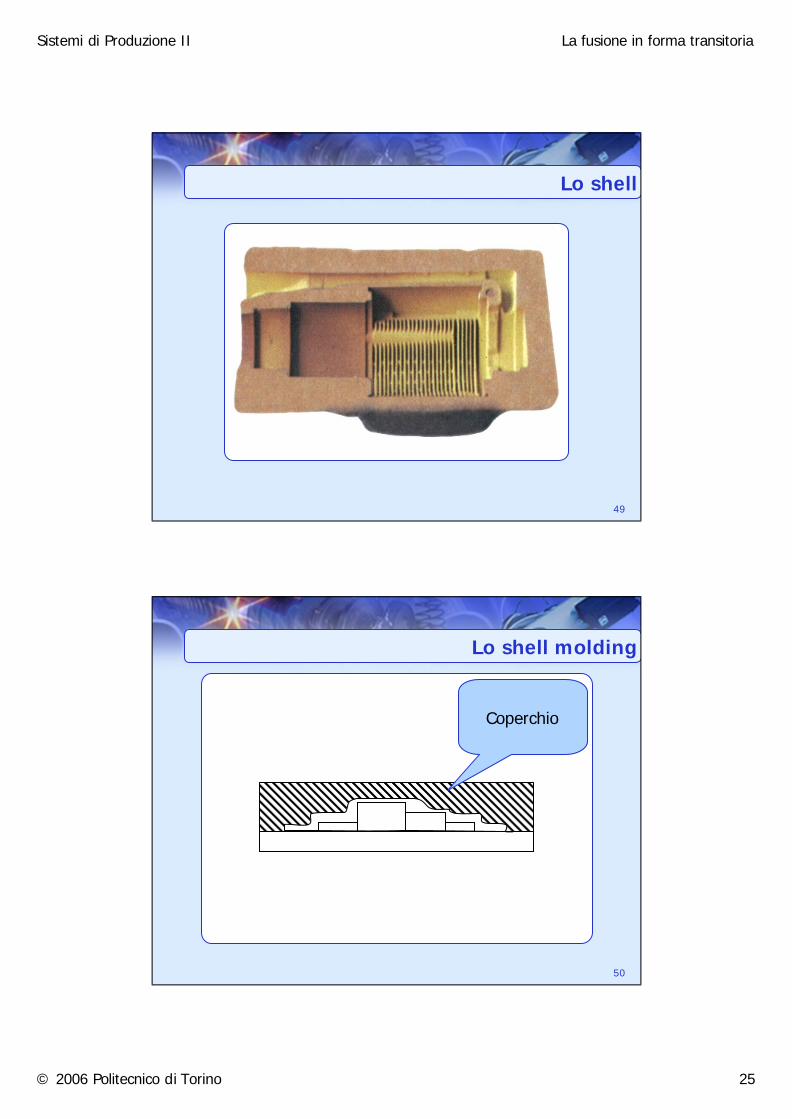
Lo shell
50
Lo shell molding
Coperchio
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 26
51
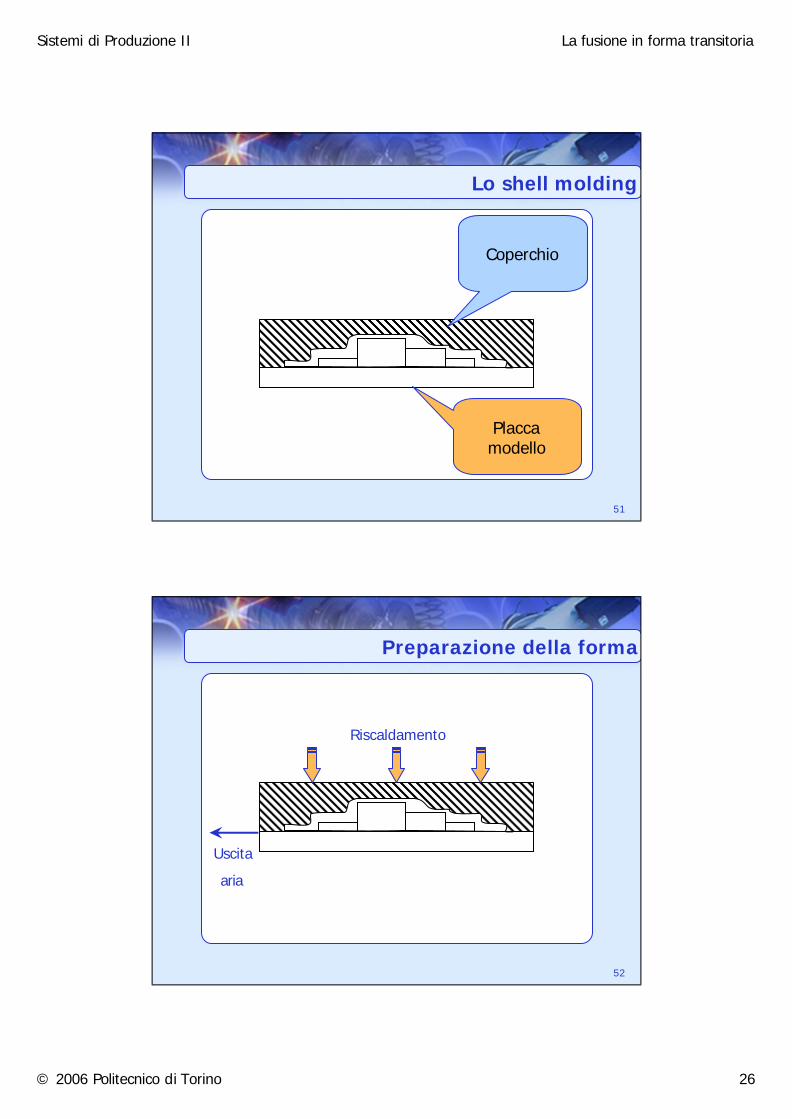
Lo shell molding
Coperchio
Placca modello
52
Preparazione della forma
Uscita
aria
Riscaldamento
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 27
53
Caratteristiche principali
Notevole permeabilità
Limitate dimensioni e pesi dei getti (max 30 kg)
Precisione e finitura superficiale molto buone
Adatto per la produzione in grande serie
54
Procedimenti ad indurimento termico
Processo shell – molding
Microfusione
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 28
55
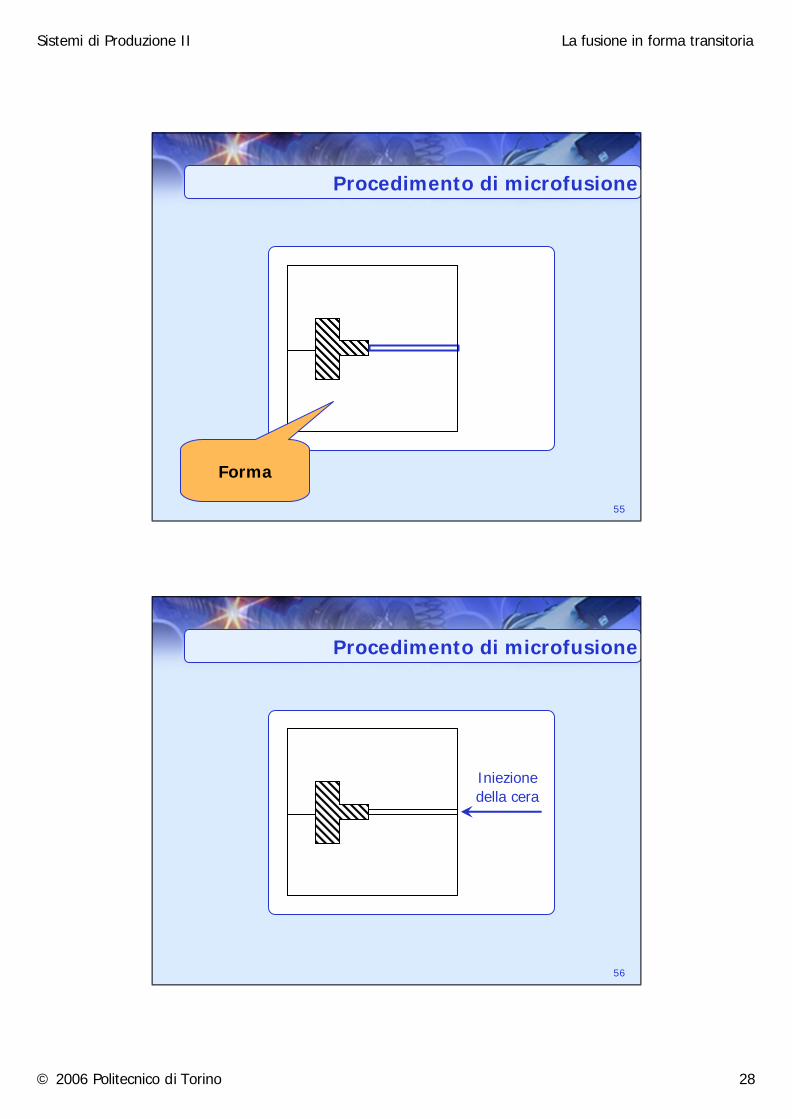
Procedimento di microfusione
Forma
56
Procedimento di microfusione
Iniezione della cera
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 29
57
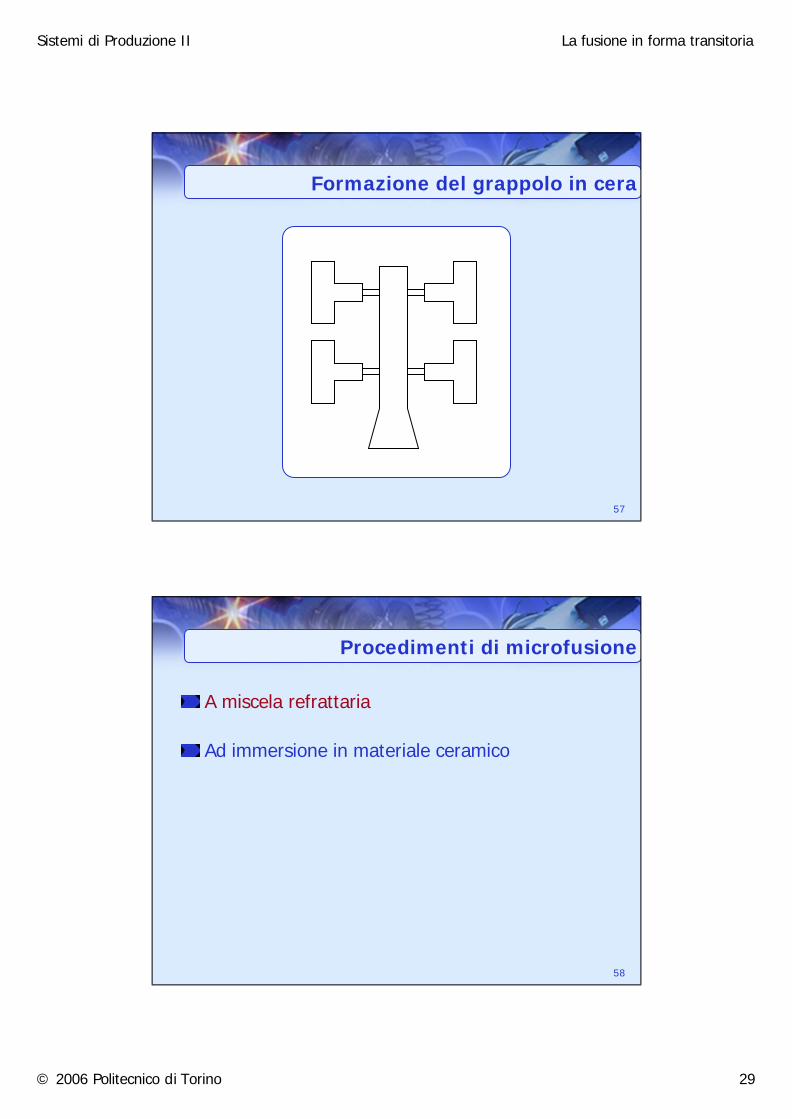
Formazione del grappolo in cera
58
Procedimenti di microfusione
A miscela refrattaria
Ad immersione in materiale ceramico
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 30
59
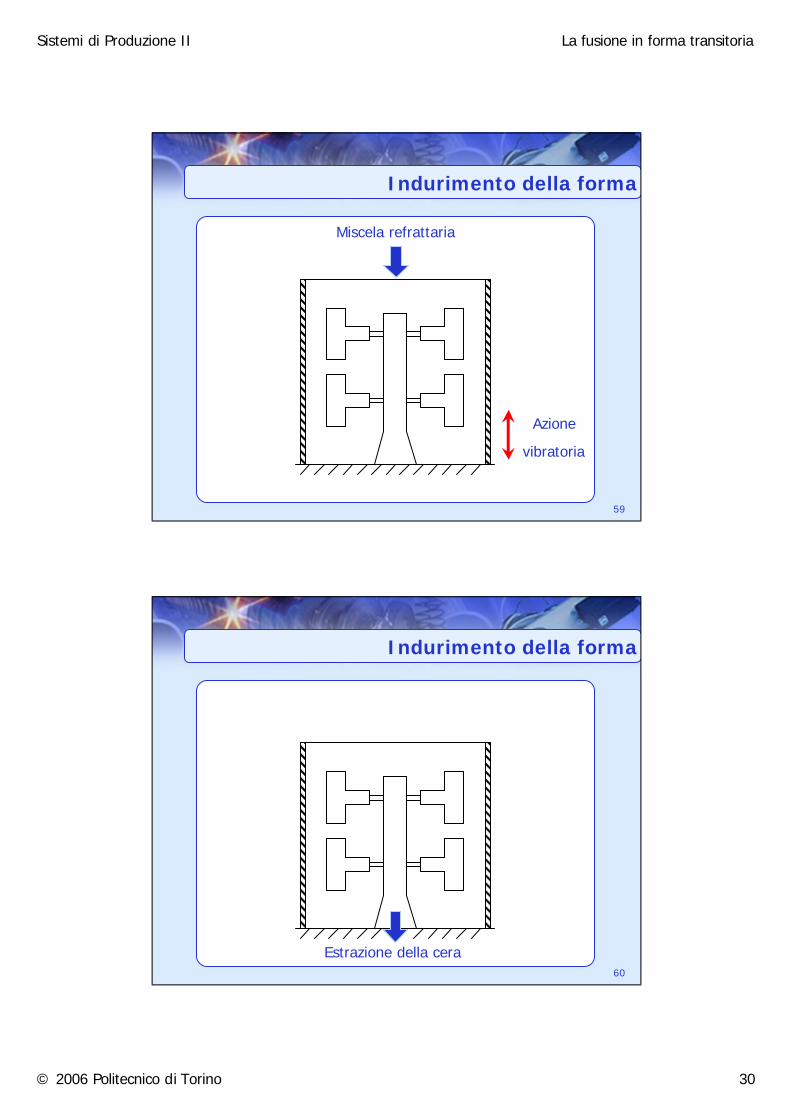
Indurimento della forma
Miscela refrattaria
Azione
vibratoria
60
Indurimento della forma
Estrazione della cera
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 31
61
Cottura in forno
Prima cotturacirca 250°C
Seconda cotturacirca 800°C
62
Procedimenti di microfusione
A miscela refrattaria
Ad immersione in materiale ceramico
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 32
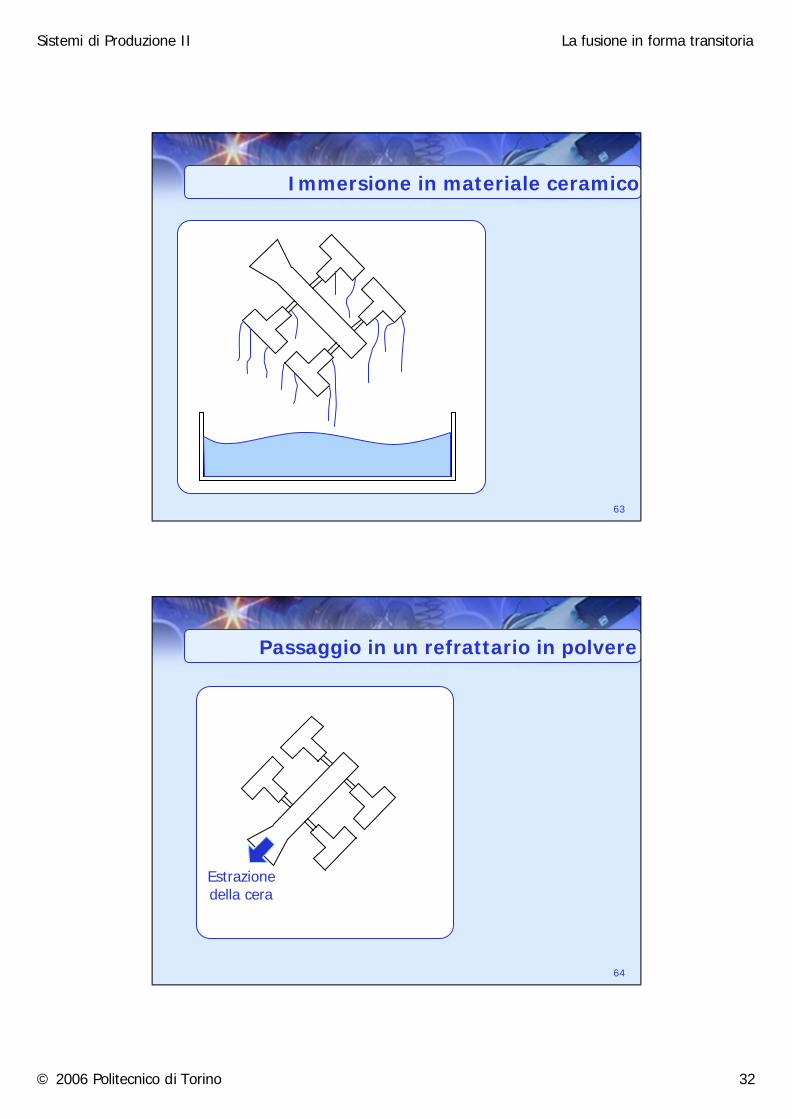
63
Immersione in materiale ceramico
64
Passaggio in un refrattario in polvere
Estrazione della cera
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 33
65
Cottura in forno
Prima cotturacirca 160°C
Seconda cotturacirca 800°C
66
Caratteristiche principali
Colate con qualunque tipo di lega
Doppio ritiro della cera e della lega
Ideale per getti piccoli (max 5 kg)
Finitura superficiale buona
Procedimento adatto per la piccola e media serie
Sistemi di Produzione II La fusione in forma transitoria
© 2006 Politecnico di Torino 34
67
Sommario della lezione
Processi a indurimento meccanico
Processi a indurimento chimico
Processi a indurimento termico
Domande di riepilogo