Scambio Di Materia
42
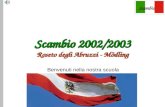
40 ASSORBIMENTO – METODO A STADI Relazione di equilibrio (valida per ogni componente solubile) y = k x k = f (P, T, c) Dati : G N+1 , y N+1 , x 0 Specifica sulla composizione del gas uscente y 1 (un componente) Sistema binario Data la curva di equilibrio y = k x e noti i valori di x 0 , y 1 e y N+1 Si trova (L/G) min (=>Numero di stadi infinito) per via grafica o analitica Si fissa (L/G) operativo = 1.2-1.6 (L/G) min Si trova il numero di stadi per via grafica. Kremser Valido se la costante di equilibrio non dipende dalla concentrazione k = f (P, T) e P e T sono costanti (ossia quando si ha una retta di equilibrio) Sistema multicomponente Si può fissare y 1 solo per il componente “chiave” (o imporre una specifica sulla somma di tutte le y 1 ) • Si trova graficamente (L/G) min per il componente chiave; • Si fissa L/G > (L/G) min ; • Si trova il numero di stadi Una volta noti N e L/G si trovano (per tentativi) i valori di y 1 degli altri componenti. G 1 L 0 G N+1 L N ( ) A ln A 1 A 1 1 x k y x k y ln N ) equilibrio di quella a rispetto lavoro di retta della pendenza ( to assorbimen di fattore G k L A 13 1 A A A x k y y y 0 1 0 1 n 1 N 1 N 0 1 N 1 1 N ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ + ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − ⋅ − ⋅ − = ⋅ = − − = ⋅ − − + + + + + y N+1 y y 1 x o x Nmax x (L/G) min y = k x (L/G) operativo
description
Mass Exchange (Italian Notes)
Transcript of Scambio Di Materia

40
ASSORBIMENTO – METODO A STADI Relazione di equilibrio (valida per ogni componente solubile) y = k x k = f (P, T, c) Dati : GN+1, yN+1, x0 Specifica sulla composizione del gas uscente y1 (un componente)
Sistema binario Data la curva di equilibrio y = k x e noti i valori di x0, y1 e yN+1
Si trova (L/G)min (=>Numero di stadi infinito) per via grafica o analitica Si fissa (L/G)operativo = 1.2-1.6 (L/G)min
Si trova il numero di stadi per via grafica.
Kremser Valido se la costante di equilibrio non dipende dalla concentrazione k = f (P, T) e P e T sono costanti (ossia quando si ha una retta di equilibrio)
Sistema multicomponente Si può fissare y1 solo per il componente “chiave” (o imporre una specifica sulla somma di tutte le y1) • Si trova graficamente (L/G)min per il componente chiave; • Si fissa L/G > (L/G)min ;
• Si trova il numero di stadi Una volta noti N e L/G si trovano (per tentativi) i valori di y1 degli altri componenti.
G1 L0
GN+1 LN
( )
AlnA1
A11
xkyxky
lnN
)equilibriodiquellaarispettolavorodirettadellapendenza(toassorbimendifattoreGk
LA
131AAA
xkyyy
01
01n
1N
1N
01N
11N
⎥⎦
⎤⎢⎣
⎡+⎟
⎠⎞
⎜⎝⎛ −
⋅−⋅−
=
⋅=
−−
=⋅−
−
+
+
+
+
+
yN+1
y
y1
xo xNmax x
(L/G)min
y = k x
(L/G)operativo

41
Se si hanno rette di equilibrio si può usare Kremser. Assorbimento non isotermo L’assorbimento non è mai isotermo: questa trattazione si utilizza in presenza di modesti effetti termici Ipotesi: • Colonna in condizioni adiabatiche Relazione di Horton e Franklin Se le portate liquida e/o gassosa variano in modo sensibile (più del 10%) le composizioni vengono riferite alle portate liquida e gassosa entranti L0 e GN+1. XJ = moli di j in fase liquida/moli di liquido entrante L0 Xn = Ln xn YJ = moli di j in fase gassosa/moli di gas entrante GN+1 Yn = Gn yn
Relazione di equilibrio : Bilancio totale : Grado di assorbimento : La relazione di Kremser (13) diventa :
Con le nuove variabili posso definire :
Dall’equilibrio si ha 1Nn
N0n GA
XLY+
=
e si ottiene la relazione di Horton e Franklin (44):
n
0nn
n
1Nnnnn L
LXkG
GYxky =⇒= +
)YY(G)XX(L 11N0N0 −=− +
1N
11N
YYY
+
+ −=Φ
( )291AAA
yx
GAL1 1N
1N
1N
0
M
M
−−
⎟⎟⎠
⎞⎜⎜⎝
⎛⋅
−=Φ +
+
+
nn
nn Gk
LA =
1.......1.......
1..............
3221
4332
11
00
3221
3221
1
11
++++++++
−++++
+++=
−=Φ
+++
+
NNN
NNN
NNNNN
NNN
N
N
AAAAAAAAAAAAAA
YGXL
AAAAAAAAAAAAAA
YYY
XB
y B
XA
y A
Xc
y C
Componente più solubile
Componente meno solubile

42
5.025.0)A1(AAA1
)A1(A'A 12E2
12 −++=+
+=
G1 L0
GN+1 LN
Per applicare questa relazione occorre conoscere le temperature di ogni stadio. • Le temperature di L0 e di GN+1 sono note; • Si fissa la temperatura di G1 0.5-1.5°C maggiore di quella di L0; • Si calcola la temperatura di LN dal bilancio entalpico. Per valutare portate e temperature di ogni stadio (per lo stadio n-esimo) si possono utilizzare queste relazioni approssimate:
Ln si ricava dal bilancio di materia Relazione di Edmister È derivata da Horton e Franklin in modo semplificato considerando solo due stadi, il primo e l’ultimo (stadio N = stadio 2)
che si può scrivere come:
avendo posto
Va rimarcato che L/G =(L/G)min quando N →∞, condizione che si verifica per il componente chiave quando AE= Φ. Nelle fasi iniziali del calcolo, in cui non sono ancora note le portate GN e L1 si possono utilizzare i valori di GN+1 e L0. Nel caso di assorbimento multicomponente spesso si preferisce iniziare il calcolo con il metodo di Edminster e fare la verifica finale con Horton-Franklin. Applicazione del metodo a stadi
Dati: - portata gas entrante GN+1; - composizione completa del gas entranteYN+1; - composizione completa del liquido entrante X0; - temperature di ingresso del gas e del liquido TN+1 e T0; - specifica sulla composizione del componente chiave nel gas uscente Y1. Ipotesi iniziali: - si fissa la temperatura del gas uscente ad un valore di poco superiore a quella
del liquido entrante T1 = T0 + (0.5÷1.5); - si assume che i componenti più solubili di quello chiave si assorbano
completamente (grado di assorbimento Φ = 1);
( )501AAA
1AYGXL
1AAAAAA
221
2
1N1N
00
221
221
+++
−++
+=Φ
++
1'1 1
1
1
0
1
0
−−
⎟⎟⎠
⎞⎜⎜⎝
⎛−=Φ +
+
++NE
ENE
NN AAA
YX
GAL
n0N
nN
11N
1n1N TricavasicuidaTTTT
GGGG
−−
=−
−
+
−+
n
N1
1N
1
1n
n GricavasicuidaGG
GG
⎟⎟⎠
⎞⎜⎜⎝
⎛=
++

43
- si assume che i componenti meno solubili di quello chiave non si assorbano affatto (grado di assorbimento Φ = 0).
Sulla base di queste ipotesi si può calcolare la composizione completa (di tentativo) del gas uscente Y1. • Si può scrivere il bilancio di materia e determinare la composizione del liquido uscente LN in
funzione del rapporto L0/GN+1 incognito. • Si può scrivere anche il bilancio entalpico ed ottenere l’espressione della temperatura dell’ultimo
stadio TN in funzione del rapporto L0/GN+1 incognito. • Date T1 e TN si hanno anche le espressioni delle costanti di equilibrio k1 e kN, sempre in funzione
del rapporto L0/GN+1 incognito. • Si può quindi scrivere l’espressione di AE del componente chiave, in funzione rapporto L0/GN+1:
eguagliando AE del componente chiave al suo grado di assorbimento Φ si ottiene (L0/GN+1)min • A questo punto si fissa L0/GN+1=1.2÷1.6 (L0/GN+1)min, si calcola TN dal bilancio entalpico, si calcola
kN, AE e, noto il grado di assorbimento Φ del componente chiave si trova N di primo tentativo con la relazione di Edmister.
• Noto N si calcolano i valori di Φ degli altri componenti e quindi la composizione Y1 e la portata G1 del gas uscente; si riscrive il bilancio di materia determinando la composizione XN e la portata LN del liquido uscente, e si riscrive il bilancio entalpico determinando la temperatura TN.
• Applicando le relazioni approssimate si calcolano i valori delle portate G e L e le temperature T di ogni stadio.
• Si calcola il rapporto L/G del primo e dell’ultimo stadio e si applica di nuovo Edmister, ripetendo l’intera procedura (calcolo di A, Φ, Y1, G1, YN, LN, TN) fino a convergenza.
• Arrivati a convergenza con il metodo di Edmister si fa, eventualmente, un controllo finale utilizzando la relazione di Horton e Franklin.
• In questa maniera si è determinato il numero di stadi teorico. • Se si intende realizzare l’assorbimento in una colonna a piatti occorre valutare il rendimento dei
piatti per passare da stadi teorici a piatti effettivi: si possono utilizzare metodi rapidi (grafico di O’Connell, poco preciso per sistemi acquosi) o più precisi (rendimento di Murphree)
• Se si intende realizzare l’assorbimento in una colonna a riempimento va calcolata l’altezza di riempimento equivalente ad uno stadio teorico (detta HETP o HETS).
Limiti dei metodi a stadi • Il numero degli stadi è un numero intero • Incertezza sul rendimento degli stadi, che è generalmente piuttosto basso. Questa considerazione,
abbinata alla precedente può portare ad una sovrastima del numero degli stadi effettivi.
• Gran parte delle apparecchiature in cui viene realizzato l’assorbimento sono del tipo a riempimento, e le relazioni che consentono di passare dallo stadio teorico all’equivalente altezza di riempimento non sono molto precise.

44
ASSORBIMENTO (METODO A CONTATTO CONTINUO) Trasferimento di un solo componente Si utilizza l’approccio già visto per il metodo rigoroso della condensazione :
Se si trasferisce un solo componente le relazioni precedenti diventano:
(59)
Sull’interfaccia vale la relazione di equilibrio y i= k xi. Si assume una colonna di sezione A. Nel volumetto infinitesimo A⋅dh si realizza una superficie dS attraverso cui avviene il trasferimento di materia. Si definisce una superficie specifica per il trasferimento di materia a (m2/m3) e si pone dS = a A dh. Attraverso la superficie dS si realizza un trasferimento di materia che comporta una variazione delle portate: N1dS = d(wMGy) = d(wMLx) Dividendo per la sezione della colonna A N1 a dh = d(GMy) = d(LMx) (67) con GM = wMG/A e LM = wML/A portata specifiche (molari) di gas e di liquido Caso generale (metodo rigoroso) Si assume che le portate possano variare, ma che quella dei componenti che non si trasferiscono (inerte) restino costanti. Si ha un inerte gassoso (che non passa in fase liquida) ed un inerte liquido (che non passa in fase gassosa) con portate:
GMi = GM(1-y) LMi = LM(1-y) Con queste variabili per la fase gassosa si ha:
e, analogamente, per la fase liquida:
Ricordando l’equazione di trasferimento di materia (59), si ottiene:
Le condizioni all’interfaccia si ricavano combinando la relazione di equilibrio yi = k xi e quella di trasferimento (59):
)58( xzxzlnF
yzyzlnFw
iL
iG −
−=
−−
=
21
121 NN
NzNNwdove+
=+=
LIQUIDO y yi
xi x GAS
2MiMiMi
M1 )y1(dyG
y1ydGy
y1Gd)yG(ddhaN
−=⎟⎟
⎠
⎞⎜⎜⎝
⎛−
=⎟⎟⎠
⎞⎜⎜⎝
⎛−
==⋅
2MiM1 )x1(dxL)xL(dadhN−
==
( )82dhy1y1lnaF
)y1(dyGadhN i
G2Mi1 −−
=−
= ( )83dhx1x1lnaF
)x1(dxLadhN
iL2Mi1 −
−=
−=
iL
iG1 x1
x1lnFy1y1
lnFN−−
=−−
=1zNw 1 ==

45
Integrando le (82) e (83) si ottiene l’altezza necessaria al trasferimento di materia:
L’integrale viene risolto per via numerica. Per utilizzare queste relazioni si devono calcolare, per ogni intervallo, i valori di: • a = f (riempimento, G, L, φo) • FG = f (riempimento, G, ScG, µG, εo) • FL = f (riempimento, L, ScL, µL, cm, DL) dove Sc = µ/ρD ds = diametro della sfera con la stessa superficie del riempimento εo = grado di vuoto operativo εo = ε - φt • Per soluzioni acquose φtw = f (L, ds)
aw = f (tipo di riempimento, diametro del riempimento, G, L) • Per le altre φt = φs + φo
φs = f (µL, σ, ρL, ds) φo = φow - H*
φow = φtw-φsw
φsw = f (ds) H* = f (L, σ, ρL, µL) a = aw (φo/φow)
Portate gassosa e liquida costanti Questa ipotesi si può ritenere valida per variazioni della portata < 10% (in moli). La relazione di bilancio (67) diventa:
N1 a dh = GM dy = LM dx La relazione (59), per la fase gassosa e quella liquida, viene posta nella forma N1 = kG P (y-yi) con P pressione operativa
N1= kL cm (xi -x) con cm concentrazione molare totale (kmol/l)
G
L
FF
i
i
x1x1
y1y1
⎟⎟⎠
⎞⎜⎜⎝
⎛−−
=⎟⎟⎠
⎞⎜⎜⎝
⎛−−
∫
∫
−−−−=
−−−−=
u
e
e
u
x
x i2
L
Mi
y
y i2
G
Mi
)]x1ln()x1[ln()x1(aFdxLH
)]y1ln()y1[ln()y1(aFdyGH
BMm
LL
BM
GG xc
FkyPFk =⋅
=

46
Quando il grado di assorbimento è piccolo (come in questo caso, visto la modesta variazione delle portate) si può porre yBM ≅ 1 e xBM ≅ 1 e si possono considerare costanti kG e kL. Le relazioni precedenti diventano:
e integrando si ha:
Le condizioni all’interfaccia si ricavano dalla relazione di equilibrio y i = k xi e dalla (74)
Portate gassosa e liquida costanti e retta di equilibrio (k indipendente da x, P e T costanti) Le relazioni (68) e (69) diventano:
Poiché si può assumere k = costante le (72) e (73) si integrano come:
i
iBM
i
iBM
x1x1
ln
xxx
y1
y1ln
yyy
−
−
−=
−
−
−=
(69) dha)xx(ckdxLdhaN(68) dha)yy(PkdyGdhaN
imLM1
iGM1
⋅−==⋅⋅−==⋅
( )74Pak
cakxxyy
G
mL
i
i
⋅⋅
−=−−
Pkk1
ck1
ck1
ckk
Pk1
Pk1
ky*xkx*ydove
(73) dhax)*(xck dha)xx(ckdxL(72) dhay*)P(ykdha)yy(PkdyG
GmLmOLmLGOG
mOLimLM
OGiGM
+=+=
==
⋅−=⋅−=⋅−=⋅−=
( )
( )
( )
( )( )'
A
A)A(kyxkyxln
A
AAkyxkyxln
N
76
A
AAkxykxyln
A
AAkxykxyln
N
dove
'NHx*x
dxack
LH
NH*yy
dyaPk
GH
eu
ee
OL
eu
ee
OG
x
xOLOL
mOL
M
y
yOGOG
OG
M
u
e
e
u
761
1
1
1
11
111
11
111
75
75
11
12
22
21
−
⎥⎦
⎤⎢⎣
⎡+−
−−
=−
⎥⎦
⎤⎢⎣
⎡+−
−−
=
−
⎥⎦
⎤⎢⎣
⎡+⎟
⎠⎞
⎜⎝⎛ −
−−
=−
⎥⎦
⎤⎢⎣
⎡+⎟
⎠⎞
⎜⎝⎛ −
−−
=
=−
=
=−
=
∫
∫
( )
)78(NHxx
dxack
LH
77NHyy
dyaPk
GH
u
e
e
u
x
xLL
imL
M
y
yGG
iG
M
∫
∫
=−
=
=−
=
NOTA BENE 1 = sezione di fondo 2 = sezione di testa

47
M
M
kGLA =
Tenendo conto del significato di kOG e kOL e delle relazioni (75) (76) (77) e (78):
Se il valore di A è grande HOG è circa uguale a HG. In questo caso per applicare le relazioni si calcolano i valori medi di: • HG = f (riempimento, G, L, ScG) • HL = f (riempimento, G, L, ScL) Altezza equivalente al piatto (stadio) teorico HETP (HETS)
H = HOG NOG = N HETP (102) Calcolando N con Kremser e NOG con la (76) si ha
Per applicare questo metodo occorre che sia circa costante: ciò significa portate molari
costanti e k costante. In caso di assorbimento multicomponente, ci si riferisce ad A del componente chiave. HETP aumenta per gas molto solubili, ossia quando gli stadi sono pochi (al limite uno solo).
A 0.25 0.5 1 2 10 100 HETP/HOG 0.462 0.693 1 1.386 2.558 4.652
Assorbimento multicomponente con effetto termico Si hanno c componenti 1 = gas inerte 2..c-1 = gas solubili c = liquido non volatile Si possono scrivere (c – 2) equazioni di bilancio di materia per le portate molari dei gas solubili in fase gassosa g e in fase liquida l:
( ) 1c....,,2jper94dhawzdldg jMjMj −=⋅⋅==
Il bilancio globale diventa: ∑∑=
−
===
c
2jMjM
1c
1jMjM lLegG
e le frazioni molari sono date dalle: M
Mjj
M
Mjj L
lye
Gg
y ==
Dalle (72) e (73) si possono scrivere le relazioni per il flusso dei componenti
( )
( )80HAHH
79HA1HH
GLOL
LGOG
⋅+=
+=
( )1031AAlnAHHETP OG −
⋅=
M
M
GkLAdove =
( )96xzxz
lnFyzyz
lnFwijj
jjLj
jj
ijjGj −
−=
−
−=

48
Dalle (96) uguagliando i secondi e i terzi membri per ogni componente solubile si ottengono (c – 2) equazioni indipendenti:
Gj LjF F
j ij j j
j j j ij
z y z xz y z x
⎡ ⎤ ⎡ ⎤− −=⎢ ⎥ ⎢ ⎥
− −⎢ ⎥ ⎢ ⎥⎣ ⎦ ⎣ ⎦
mentre eguagliando i secondi e terzi membri per due diversi componenti solubili si ottengono (c – 3) equazioni indipendenti:
Lj LkF Fj j k k
j ij k ik
z x z xz x z x
⎡ ⎤− ⎡ ⎤−=⎢ ⎥ ⎢ ⎥− −⎢ ⎥ ⎣ ⎦⎣ ⎦
Per il trasferimento di calore si scrive il bilancio termico per la fase gassosa:
( ) ( )G
pzpz
iGGpM h
cw'adove99dhacw
1)'aexpTT)TcG(d
⋅=⋅⋅⋅
−−
=
Dato che dhawdGM ⋅⋅= e considerando cp costante si ha:
( ) dhTcc
'aexp)TT(
GawdT G
p
pziG
MG ⋅
⎥⎥⎦
⎤
⎢⎢⎣
⎡−⋅
−⋅= (100)
La temperatura all’interfaccia si trova dalla:
)'aexp(1
'a)'a(con)101()TT(hHw)'a()TT(h LiLiGG −−=ϕ−=∆⋅+ϕ−
dove ∆H è l’effetto termico connesso al flusso molare w . Per risolvere il problema: • con le equazioni (94) e (100) si trovano gli andamenti di gMj, lMj e TG lungo le colonne, tenendo
conto che gM1 e lMc sono costanti • con le equazioni (93) e (95) si trovano yj e xj • con le equazioni (96), (97), (98) e (101) si trovano i valori di xij, yij, Ti e zj. Assorbimento con forte effetto termico Si utilizzano metodi semplificati: • Assumere T di assorbimento pari alla T finale del liquido. Questa ipotesi è estremamente
conservativa e comporta un sovradimensionamento della colonna. • Se la costante di equilibrio è funzione di pressione e temperatura, ma non della composizione si
possono usare i metodi di Edmister e Horton-Franklin. Se si trasferisce un solo componente, con calore di soluzione QSOL per kmole di gas disciolto, si ha: GM cpG dTG + LM cpL dTL = LM (-QSOL) dx (90) Dato che è cpG<cpL ne consegue che dTG<<dTL
per cui la (90) si può semplificare: pL
SOL
cQ
dxdT
−≅ (91) dove si assume TG = TL = T.

49
Ricordando le relazioni (82) e (83):
Si può scrivere
Tenendo conto dell’equilibrio e della relazione all’interfaccia si risolve il problema. Altrimenti dalla (91) si ricava l’andamento di T in funzione della composizione del liquido x e si costruisce per punti una curva di equilibrio di inviluppo, ossia con la costante di equilibrio calcolata alla temperatura corrispondente ad ogni x.
( )
( )dh
x1x1lnaF
x1dxL
dhy1y1lnaF
y1dyG
iL2Mi
iG2Mi
−−
=−
−−
=−
y1y1ln)y1(
GFa
dhdy
(92) x1x1ln
cLFa)x1(Q
dhdT
i2
Mi
G
ipLMi
L2
SOL
−−
−⋅
=
−−⋅−
−=

50
10
15
20
25
30
35
40
45
0 0,5 1 1,5 2
E
NDISTILLAZIONE
La progettazione di una colonna di distillazione comprende i seguenti passi 1. Fissare le specifiche del prodotto. 2. Fissare le condizioni operative: P, in continuo/discontinuo. 3. Scegliere il tipo di interno: piatti/riempimento. 4. Determinare il numero di stadi teorici e il rapporto di riflusso. 5. Determinare il diametro e il numero di stadi reali (H riempimento). 6. Progettare l’interno della colonna: piatti, distributori, supporti riempimento. 7. Progetto meccanico della colonna e dei piatti.
caso base pumparound
Riflusso
E’ definito come: DL
distillatoriflussoriflussodiRapporto ==
Esistono due condizioni limite per il rapporto di riflusso: • Riflusso totale ⇔ Nmin Questa condizione si utilizza solo, a volte, in fase di start-up. • Riflusso minimo ⇔ N ∞ . La colonna non può funzionare in queste condizioni Il riflusso ottimale rappresenta un compromesso: • se il riflusso aumenta ⇒ N diminuisce H diminuisce D aumenta • se il riflusso diminuisce ⇒ N aumenta H aumenta
D diminuisce Per ragioni legate al controllo della distillazione occorre fare si che al variare del rapporto di riflusso E il numero di stadi N non vari troppo. Spesso il rapporto di riflusso ottimale è Eottimale = 1.2÷1.5 Emin

51
V y
L x
F z
Vn yn
Fn zn
Ln-1 xn-1
Sn xn
Vn+1 yn+1
Ln xn
qn
n
⎥⎦⎤
⎢⎣⎡ +⋅=⋅+⋅⋅=⋅+⋅=⋅
⋅+⋅=⋅
1kLVxLxLxkVxLyVzF
hLHVhF
iiiiiiii
f
Ingresso alimentazione Va fatto nel punto in cui la composizione dell’alimentazione (liquido, vapore o bifasica) è più vicina alla composizione del liquido o del vapore in colonna. A volte, se la composizione dell’alimentazione non è costante, è conveniente prevedere più bocchelli d’alimentazione a varie altezze. Pressione operativa Ove possibile si opera a pressione atmosferica, purché non vi siano problemi di temperatura troppo bassa in testa, o troppo alta sul fondo. La pressione può essere superiore a quella atmosferica per mettersi in condizioni di condensare il distillato con acqua (Tmin = 30°C) o con aria (Tmin =50/60°C). Se non è possibile o conveniente aumentare la pressione in modo da rispettare questa condizione (ad esempio in caso di temperatura troppo alta al ribollitore) e la temperatura di condensazione in testa è bassa, si può utilizzare un impianto frigorifero o ricorrere alla termocompressione del vapore. In quest’ultimo caso quando il riflusso rientra in colonna subisce un flash e di ciò occorre tenere conto quando si valuta il rapporto di riflusso. Riducendo la pressione al ribollitore, si riduce la T al ribollitore e ciò può essere utile per prodotti termosensibili; inoltre riducendo la pressione migliora la volatilità relativa. In ogni caso occorre tener conto delle cadute di pressione in colonna, più importanti nel caso di colonne che operano sotto vuoto. Stadio di equilibrio Per ogni componente i e per ogni stadio n: 1. Bilancio di materia Vn+1 yn+1 + Ln-1 xn-1 + Fn zn = Vn yn + Ln xn + Sn xn
2. Bilancio di energia Vn+1 Hn+1 + Ln-1 hn-1 + Fn hn = Vn Hn + Ln hn + Sn hn + qn dove H = entalpia specifica vapore h = entalpia specifica liquido 3. Equilibrio iii xky ⋅=
4. Congruenza ∑ ∑= =
==c
1i
c
1iii 1yx
Queste equazioni, che si possono scrivere per ogni stadio, per il ribollitore e per il condensatore, sono alla base dei metodi rigorosi.
Punti di ebollizione: ∑ ∑= =
=⋅=c
1i
c
1iii 1xky
Punti di condensazione: ∑ ∑= =
==c
1i
c
1i
ii 1
kyx
Flash:

52
strippingdifattoreSLkV
1LkV
zFL ic
1i i
i =⋅
⎥⎦⎤
⎢⎣⎡ +
⋅⋅
= ∑=
toassorbimendifattoreAkV
L
1kV
LzFV
i
c
1i
i
i =⋅
⎥⎦
⎤⎢⎣
⎡+
⋅
⋅= ∑
=
Variabili di progetto Si fa riferimento ad una colonna tipo: • 1 alimentazione • 1 condensatore totale • 1 ribollitore • senza prelievi laterali. In fase operativa sono noti: - la composizione e l’entalpia dell’alimentazione; - il numero di stadi di arricchimento e di esaurimento; - la portata dell’alimentazione; - la pressione in colonna; - il calore scambiato al condensatore; - il calore scambiato al ribollitore; e va determinato il rapporto di riflusso E in grado di soddisfare le specifiche richieste. In fase di progetto sono noti: - portata, composizione e entalpia dell’alimentazione; - portata di riflusso, - composizione in testa e in fondo del componente chiave; - portata di prodotto (distillato o residuo), - pressione; e va determinato il numero degli stadi N in grado di soddisfare le specifiche. Metodi rigorosi La loro applicazione richiede di: 1. Specificare il problema in modo completo. 2. Selezionare i valori delle variabili da calcolare in modo iterativo
(per esempio: T, L e V di ogni stadio). 3. Individuare una procedura per la soluzione delle equazioni relative ad ogni stadio:
• Bilancio di materia; • Bilancio di energia; • Equilibrio; • Congruenza.

53
4. Stabilire una procedura per selezionare i nuovi valori delle variabili da calcolare per via iterativa. 5. Stabilire una procedura per verificare la convergenza. Quasi tutti i metodi rigorosi richiedono per la loro applicazione che sia specificato il numero di stadi (teorici) sopra e sotto l’alimentazione e forniscono la composizione del prodotto in funzione del numero di stadi e del rapporto di riflusso. Questi metodi sono alla base del calcolo effettuato mendiante simulatori di processo. La loro applicazione in fase di progetto richiede di avere una stima di primo tentativo del numero di stadi e del rapporto di riflusso: ciò che viene calcolato è la composizione in testa e in fondo. Se i valori ottenuti non corrispondono alle specifiche richieste si procede con un nuovo valore del numero degli stadi e/o del rapporto di riflusso. In fase operativa si può ovviamente agire solo variando il rapporto di riflusso.
Metodo di Lewis-Matheson (1932) Occorre conoscere: • Portata composizione e condizioni dell’alimentazione; • Distribuzione dei componenti chiave; • Portata del prodotto (distillato o residuo); • Rapporto di riflusso; • Pressione; • Valori di tentativo delle distribuzione degli altri componenti. Si ipotizza che i rapporti L/V, in moli, siano costanti lungo tutta la colonna. Il calcolo parte dalla composizione in testa procedendo verso il basso fino al piatto di alimentazione, che viene individuato sulla base della composizione dell’alimentazione stessa. Il calcolo viene ripetuto in modo analogo a partire dalla composizione al fondo, procedendo verso l’alto fino al piatto di alimentazione. Si verifica se la composizione sul piatto di alimentazione, calcolata partendo dalla testa e dal fondo, è la stessa. Se questa condizione non è verificata, si itera modificando la distribuzione dei componenti non chiave fino a che non torna la composizione sullo stadio di alimentazione. A quel punto è noto il numero di stadi teorici di arricchimento e di esaurimento. È un metodo di progetto, non adatto a un calcolo completamente automatizzato su computer, ma a procedure semi-manuali. Metodo di Thiele e Geddes (1933) Sviluppato originariamente per il calcolo manuale. Occorre conoscere: • Portata composizione e condizioni dell’alimentazione; • Portata e temperatura del riflusso; • Portata del distillato; • Pressione; • Numero di stadi di equilibrio sopra e sotto l’alimentazione. All’inizio si assumono profili di tentativo di temperatura e portata lungo la colonna e, risolvendo il sistema di equazioni, si ottengono i nuovi profili di temperatura. La proceduta di convergenza si può basare sul metodo del ϑ di Holland (1963).

54
AB
BA
B
B
A
A
AB xyxy
xyP
xyP
⋅⋅
=⋅
⋅
=α
Metodi di “rilassamento” Sono stati sviluppati per trattare i transitori e richiedono che siano scritte equazioni alle differenze finite per i bilanci di stadio. Il metodo, procedendo nel transitorio converge alla fine sulla soluzione dello stato stazionario, anche se ci mette molto tempo. Metodi di algebra lineare Comporta la soluzione simultanea di tutte le equazioni dello stadio. Nella fase iniziale vanno ipotizzate le portate: le equazioni di bilancio sono lineari nelle composizioni, note le equazioni di equilibrio. Le equazioni si scrivono in forma matriciale e si risolvono con i metodi di inversione. In particolare, Amundson e Pontinen (1958) hanno sviluppato un metodo per risolvere le equazioni e rivedere le stime di T e di portata. Il metodo converge piuttosto rapidamente. Metodi rapidi (Short Cut) Si basano su ipotesi semplificative (volatilità relativa costante, ecc.): sono utilizzati per la distillazione multicomponente per calcoli di prima approssimazione, ma si applicano comunque in via preliminare prima di quelli rigorosi per una prima stima di numero di stadi teorici e rapporto di riflusso. Sono stati sviluppati per miscele di idrocarburi e non possono essere utilizzati per sistemi marcatamente non ideali. Una prima serie di metodi cerca di ricondurre la miscela multicomponente ad un sistema pseudo-binario. Altri metodi sono di tipo empirico, poiché si basano sulla prestazione di colonne esistenti o sui risultati di calcoli di progetto precisi. Volatilità relativa La volatilità di un componente è definita come P y/x. La volatilità relativa di A rispetto a B sarà:
quindi B
AAB
B
A
xx
yy
α=
Il rapporto tra A e B nel vapore è αAB volte quello nel liquido. Tenuto conto che yA = kA⋅xA e yB = kB⋅xB, si ha: αAB = kA/kB
Per una miscela binaria yB = 1 - yA e xB = 1 - xA
A
AA
A
AA
A
A
A
AAB y)1(
yxx)1(1
xyx
x1y1
y−α−α
=−α+⋅α
=−
−=α
Componenti chiave • Chiave leggero: (lk = light key) il componente che non si vuole nel residuo. • Chiave pesante: (hk = heavy key) il componente che non si vuole nel distillato. I componenti chiave possono essere contigui o no. In qualche caso può non essere evidente quali componenti scegliere come chiave e occorre vedere con quali componenti chiave si ha il maggior numero di stadi.

55
Numero di stadi minimo (Metodo di Fenske) Ipotizza che la volatilità relativa del chiave leggero rispetto al chiave pesante αlk sia costante lungo la colonna.
lk
lk,r
hk,r
hk,d
lk,d
min logxx
xx
log1N
α
⎟⎟⎠
⎞⎜⎜⎝
⎛
=+
Poiché αlk in realtà non è costante, può essere calcolata come media geometrica tra i valori assunti in testa e sul fondo: ciò richiede di stimare le composizioni complete sia in testa che al fondo. Una volta noto il numero di stadi minimo si può stimare come si distribuiscono i componenti fra testa e fondo: Bilancio di materia d + ri = fi
Separazione hk
hkimin
i
i
rdloglog)1N(
rdlog +α+=
con αi = volatilità del componente i rispetto al chiave pesante Nell’applicazione del metodo di Fenske va tenuto presente che quando le volatilità relative sono molto diverse tra testa e fondo il numero di stadi minimo può essere sottostimato. Piatto di alimentazione Il metodo di Fenske si può applicare anche separatamente alle sezioni di arricchimento e di esaurimento, calcolando separatamente gli stadi sopra e sotto l’alimentazione e utilizzando anche la volatilità alla TF di alimentazione. Ciò consente di stimare la posizione del piatto di alimentazione. Il numero degli stadi della sezione di arricchimento e di esaurimento si può anche calcolare dalla relazione di Kirkbride:
⎥⎥
⎦
⎤
⎢⎢
⎣
⎡
⎟⎟⎠
⎞⎜⎜⎝
⎛⋅⋅⋅=⎟⎟
⎠
⎞⎜⎜⎝
⎛+
2
hk,d
lk,r
lk,f
hk,f
Esaur
Arrich
xx
xx
DRlog206.0
1NNlog
dove N = NArrich + NEsaur Rapporto di riflusso minimo (Metodo di Underwood) Anch’esso ipotizza volatilità relative costanti lungo la colonna.
∑ −⋅
θαα
i
Dix = E min + 1 dove θ si ricava dalla ∑ −
⋅θα
α
i
Fii x= f
Il valore numerico di θ deve essere compreso tra gli α dei componenti chiave (ossia tra αlk e 1).
F è la frazione di vapore nell’alimentazione: LV
LF
HHHH
FVf
−−
==
Se l’alimentazione è costituita da un liquido saturo f = 0. Numero di stadi e rapporto di riflusso operativo Si può usare il diagramma di Erbar-Maddox (pag 329), che fissa una relazione tra E ed N, noti Emin e Nmin. Va ricordato che questo diagramma si può applicare solo ai valori di Nmin calcolati con il metodo di Fenske ed a quelli di Emin calcolati con il metodo di Underwood.

56
E
N
Per utilizzare il diagramma: • si calcola il rapporto Emin/(Emin+ 1) che definisce la curva
a cui fare riferimento; • si fissano una serie di valori di N maggiori a Nmin; • si calcola N/Nmin (ascissa del diagramma) e si trova il
punto sulla curva Emin/(Emin+ 1) corrispondente all’ascissa fissata;
• si legge il valore dell’ordinata E/(E+1); • con la serie di coppie di valori di N e di E si costruisce il
diagramma di N in funzione di E; • si fissa una coppia di valori N ed E nella zona in cui N
varia poco al variare di E. Distillazione con metodo a contatto continuo Come per l’assorbimento, le apparecchiature a contatto continuo hanno limitazioni di impiego con basse portate liquide (non sufficiente a bagnare il riempimento). Nella distillazione è più frequente incontrare basse portate liquide, per cui si adottano raramente. Le apparecchiature a contatto continuo, tuttavia, hanno bassi ∆P per cui si usano maggiormente quando si devono tenere basse le perdite di carico (esempio colonna sotto vuoto). Nelle relazioni di progetto ci sono alcune differenze rispetto al caso dell’assorbimento/stripping. • Il meccanismo non è di diffusione in mezzo stagnante ma diffusione equimolecolare contraria, con
N1 = - N2. Si ha quindi NA= FG (yi - y) = FL (x - xi) con FG = kGP e FL = kLcm
da cui si ottiene: ∫∫ −⋅=
−⋅=
u
e
e
u
x
x iL
My
y iG
M
xxdx
aFL
yydy
aFGH
• La relazione di equilibrio y = f (x) non è mai lineare: x)1(1
xy−α+⋅α
=
• Anche se GM e LM rimangono all’incirca costanti, FG e FL variano parecchio perché sono funzioni delle proprietà fisiche che variano con la temperatura (che cambia lungo la colonna).
Distillazione discontinua Viene operata generalmente a composizione del distillato costante oppure a portata di riflusso costante. Operazione a xD = costante (E variabile) Al tempo t: • bilancio globale B0 = B + D • bilancio al componente B0 xB0 = B xB + D xD
Si ottiene: BD
B0B
0 xxxx
BD
−−
=
Il calore occorrente a partire dall’ebollizione in caldaia, fino al tempo t è: ∫ +λ=D
0B dD)1E(Q

57
Operazione a E = costante (D variabile)
∫ −= B
0B
x
xBD
B
0 xxdx
BBln
Distillazione in corrente di vapore Si utilizza per separare un componente volatile da un componente poco volatile. Una separazione di questo genere è facile e si potrebbe realizzare anche con un solo stadio: questo, tuttavia, lavorerebbe ad alta temperatura e la sostanza poco volatile potrebbe decomporsi (acidi grassi organici, prodotti petroliferi alto bollenti). Per evitare di lavorare ad alta temperatura si potrebbe ridurre la pressione e lavorare sotto vuoto ma ciò ha alti costi. Un’altra soluzione è quella di abbassare la pressione parziale, aggiungendo vapore d’acqua (distillazione in corrente di vapore). Il sistema funziona se il liquido da separare è immiscibile con l’acqua, poiché in tal caso si recupera facilmente per condensazione. Al posto del vapore si potrebbe usare aria o inerte ma ciò causerebbe problemi per la successiva condensazione che risulterebbe in presenza di incondensabile impedendo il recupero completo del prodotto di interesse. Nella distillazione in corrente di vapore il vapore d’acqua può attraversare l’apparecchio come un incondensabile (e in questo caso l’apparecchio è munito di un ribollitore in cui viene fornito il calore occorrente per l’operazione) oppure una parte del vapore può condensare all’interno dell’apparecchio, fornendo il calore necessario per il suo funzionamento. Nelle colonne piccole il vapore entra nel fondo della colonna, per colonne grandi nel ribollitore (spesso a termosifone verticale). Vapore d’acqua (1) + un componente volatile immiscibile (2) • Il vapore d’acqua fornisce il calore per l’operazione e condensa (parzialmente) nell’apparecchio.
La relazione di equilibrio è: P = ps1 + ps2
Se il componente da vaporizzare non raggiunge l’equilibrio si tiene conto del suo rendimento di vaporizzazione Ev (tipicamente 0.8-0.9): P = ps1 + Ev ps2
Il rapporto in moli tra il vapor d’acqua e il componente da vaporizzare è: 2sv
1s
2
1
pEp
nn
⋅=
Quando ps2 è bassa il quantitativo di vapor d’acqua richiesto può essere anche molto alto. • Il vapore d’acqua non condensa nell’apparecchio ed il calore è fornito a parte in un ribollitore.
In questo caso ps1 = P – Ev ps2
Il rapporto in moli tra il vapor d’acqua e il componente da vaporizzare è: 2sv
2sv
2
1
pEpEP
nn
⋅⋅−
=
Il quantitativo di vapor d’acqua richiesto diminuisce al diminuire della pressione P.
Vapore d’acqua (1) + un componente volatile immiscibile (2) + un componente poco volatile (3) Il vapore d’acqua non condensa nell’apparecchio ed il calore è fornito a parte in un ribollitore.
22sv3
22sv
32
22sv
32
22sv
1
2
n)pEP(nPnpE
nnnpEP
nnnpE
nn
⋅−+⋅⋅⋅
=
+⋅−
+⋅
=

58
Si definisce 3
2
1
2
nnXe
nnY == si ha:
32
22sv2s2v2 nn
npEpxEp+
⋅=⋅⋅=
• Operazione continua con 1 stadio Bilancio di materia in moli L3 (X0 – Xf) = V1 Yf
Quando si ha un solo stadio Xf e Yf sono all’equilibrio [ ]f2sv
f2svf0
3
1
XpEX)pEP(P)xx(
LV
⋅⋅⋅−+−
=
Esiste una procedura per valutare il rendimento di vaporizzazione Ev, nel caso in cui il vapor d’acqua sia immesso nel ribollitore, considerando che si abbia moto anulare. Si trattano i tubi del ribollitore come colonne a parete bagnata e si ha:
Ev = f (Htubi, di, V1, P, ps2, FG)

59
∆P
APPARECCHI PER CONTATTO GAS-LIQUIDO Fase dispersa e fase continua
Fase dispersa : gas Fase continua : liquido
Fase dispersa : liquido Fase continua : gas
• Colonne a piatti (Tray) • Colonne a gorgogliamento (Bubble)
• Colonne a riempimento (Packed) • Colonne a pioggia (Spray column) • Colonne a parete bagnata (Wetted)
Perdite di carico
Colonne a gorgogliamento Colonne a piatti Colonne a riempimento Colonne a parete bagnata
Scambio termico all’interno dell’apparecchio • Buono nelle colonne a gorgogliamento e a parete bagnata • Modesto nelle colonne a piatti • Cattivo negli altri casi (si ricorre ad uno scambio esterno). Applicazioni • Colonne a piatti Distillazione, assorbimento • Colonne a riempimento Assorbimento, distillazione • Colonne a parete bagnata Assorbimento con forte effetto termico • Colonne a pioggia Lavaggio di gas • Colonne a gorgogliamento Reattori gas-liquido Scelta tra colonne a piatti e a riempimento • Colonne a piatti • Colonne a riempimento - Possono essere progettati per campi di
portate G e L piuttosto ampi. - L’efficienza del piatto si valuta in modo più
preciso che non l’HETP. - Si possono raffreddare meglio. - Si possono fare meglio prelievi laterali. - Si puliscono meglio in caso di liquidi
incrostanti o contenenti solidi sospesi
- Non vanno bene per basse portate di L. - Ci può essere maldistribuzione di liquido. - Vanno meglio per liquidi corrosivi. - Hold-up di liquido più basso (importante se
la sostanza è tossica o infiammabile. - Più adatte a sistemi che formano schiuma. - ∆P più basso. Adatte a colonne sotto vuoto. - Adatte a colonne con D < 0.6 m dove è
complicato mettere i piatti.

60
log G
log
P
L
flooding
loading
Colonne a riempimento • Vantaggi • Svantaggi
Costo basso Occorre molto liquido per bagnare il riempimento Basse perdite di carico Facile manutenzione Adatte per fluidi corrosivi
Occorre prestare attenzione a: • Trascinamento goccioline • Distributore liquido • Distributore gas • Supporto riempimento Corpi di riempimento Deve avere le seguenti caratteristiche • Leggero (per evitare che si rompano gli elementi posti sotto agli altri); • Elevata superficie per unità di volume (ag: superficie offerta per unità di volume m2/m3); • Elevato grado di vuoto (ε). Perdite di carico All’aumentare della portata gassosa G, le perdite di carico aumentano secondo la legge ∆P = k G1.8-2 fino a raggiungere il punto di loading, in cui il gas inizia a trascinare verso l’alto il liquido. Aumentando ancora la portata gassosa si arriva al punto di flooding, ovvero all’ingorgo della colonna, per cui il liquido non riesce più a scendere. La portata gassosa a cui si verificano le condizioni di loading e flooding diminuiscono all’aumentare della portata liquida, perché diminuisce l’area di passaggio a disposizione del gas. Diametro colonna Il punto ottimale di funzionamento di una colonna a riempimento è circa quello di loading, ma questa condizione è di difficile determinazione. Per soluzione acquose:
)ww,oriempiment,,(f
aL
G
LariaG
gLρρ=
⋅ρ
In pratica si fissa una portata inferiore (ad esempio il 60%) di quella che causa le condizioni di flooding. La portata di flooding (Gf) si può calcolare con la relazione di Sawistowsky:
25.0
L
G
G
L2.0
W
L
GL
f2f
ww4
gcGln ⎟
⎟⎠
⎞⎜⎜⎝
⎛
ρρ
−=⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛µµ
ρρcon 3
gf
ac
ε≅ fattore di caratterizzazione del riempimento

61
( )1031AAlnAHHETP OG −
⋅=
C’è comunque una portata liquida minima (MWR = minimum wetting rate) che occorre per bagnare il riempimento, anche se la colonna funzionerebbe con portata liquida più bassa: MWR = 0.079 m3/h per m di perimetro bagnato (traccia del riempimento sul piano orizzontale)
La portata liquida minima si ricava dalla: 079.0a
Lp
w
gL
min
L
L =ρ
=⋅ρ
Dimensione del riempimento La dimensione del riempimento è funzione del diametro della colonna: Diametro colonna < 0.3 m 0.3 - 0.9 m > 0.9m Diametro riempimento < 25 mm 25 - 38 mm 50 - 75 mm HETP • Per colonne a distillazione (a riempimento) HETP si può considerare indipendente dalle proprietà
del sistema purché le perdite di carico siano sufficientemente alte.
Tipo riempimento Anelli Pall Selle Anelli Rashig Perdite di carico > 170 Pa/m > 290 Pa/m > 420 Pa/m Dim. Riemp. < 25 mm HETP 0.4 - 0.5 m HETP 0.4 - 0.5 m HETP 0.5 – 0.6 m Dim. Riemp. 38 mm HETP 0.6 - 0.7 m HETP 0.6 - 0.7 m HETP 0.7 - 0.9 m Dim. Riemp. 50 mm HETP 0.75 - 1 m HETP 0.75 - 1 m HETP 0.9 – 1.2 m • Per colonne di assorbimento HETP è funzione anche delle proprietà del sistema. Nell’ipotesi di portate molari costanti e k costante:
Ci sono espressioni di HL e HG per vari corpi di riempimento. HL e HG = f (tipo di riempimento, dimensioni del riempimento, G, L, Sc) Altezza effettiva del riempimento Una volta calcolata l’altezza del riempimento che occorre per realizzare lo scambio di materia desiderato, occorre passare all’altezza effettiva del riempimento, che è maggiore di quella teorica, per tenere conto che una parte del riempimento non riesce a realizzare un efficace scambio di materia. • Per la mal distribuzione del liquido in ingresso alla colonna si aggiunge 1.5 m di riempimento • Per la mal distribuzione del gas in ingresso alla colonna si aggiunge 0.5 m di riempimento Un altro punto importante è che l’altezza dello strato di riempimento non può essere troppo alta perché in basso si verifica un accumulo del liquido nella zona della parete e lo scambio di materia perde di efficacia. Per alcuni tipi di riempimento (ad esempio, in ceramica) si potrebbe pure verificare lo schiacciamento dei corpi di riempimento posti più in basso.
M
M
kG
LAdove = ( )79H
A1HHe LGOG +=

62
Quindi, se l’altezza totale del riempimento è elevata questo va suddiviso in più strati, frapponendo tra di essi un cono di rinvio per la redistribuzione del liquido. Tra strato e strato si assume trascurabile il fenomeno di maldistribuzione del gas e del liquido. Per la massima altezza del singolo strato di riempimento si possono adottare i seguenti criteri: • Hmax strato = 4-5 m • Hmax strato = 3 volte il diametro della colonna (per gli anelli Rashig) • Hmax strato = 8-10 il diametro del riempimento (per anelli Pall e selle Berl) • Hmax strato = 8 m dove il problema sia lo schiacciamento Perdite di carico Sono disponibili varie relazioni per calcolare le perdite di carico di fluidi all’interno di solidi porosi. Queste relazioni si possono adattare al caso di gas all’interno di strati di corpi di riempimento: si calcolano prima le perdite di carico associate al passaggio del gas e poi si moltiplicano per un fattore correttivo che tiene conto anche della presenza del liquido.
Ls FPP ⋅∆=∆
• Relazione di Ergun
• Relazione di Carman
• Relazione di Chilton-Colburn
Il moto è turbolento per Re” > 40.
gGG
2fS
a)1(G6Redove75.1
Re)1(150
6Gc2
zP
µε−
=⎥⎦⎤
⎢⎣⎡ +
ε−ρ
=∆
)o turbolento laminare moto,d
d(fF
aGRe'con)(Re'ff
G)1(afzPdovePFP
colonna
oriempimentW
Gg
G
2
3g
'S'
SWS
=
µ==
ρε
ε−⋅=
∆∆=∆
G
n
nSGn
2
S
'S
Gd'Re'con)(Re"ff
)d(fFcond
Gf2FzP
µ==
=ρ⋅⋅⋅
=∆
)1(aL4Re
),d,,a,L,Re,oriempimenttipo(fF
LgL
nLgLL
ε−µ=
ερ=

63
Colonne a piatti Si può assumere che nel passaggio attraverso il piatto il gas sia ben mescolato mentre il liquido cambia composizione. La presenza di schiuma crea problemi per il rimescolamento del liquido. Per le colonne a piatti il tipo di montaggio dipende dal diametro della colonna. Nel montaggio occorre prestare attenzione a: • Tenuta tra piatto e parete: importante per evitare by-pass del gas • Orizzontalità del piatto rispetto all’asse ortogonale e parallelo al discendente. Per quanto riguarda eventuali problemi legati alla portata liquida • Portata liquida alta; cresce il battente sullo stramazzo ⇒ aumentano le perdite di carico
Soluzione: piatti a più passaggi. • Portata liquida bassa; poco rimescolamento liquido sul piatto ⇒ il rendimento diminuisce.
Soluzione: piatti a correnti invertite. Distanza fra i piatti È compresa tra 15 cm e 1.20 m e dipende principalmente dal diametro della colonna, anche se può essere influenzata dal tipo di montaggio adottato. Diametro colonna < 1.20 m 1.20 ÷ 3 m 3 ÷ 4 m > 4 m Distanza tra i piatti 40 ÷ 50 cm 60 cm 75 cm 90 cm Battente liquido sullo stramazzo Dipende principalmente dalla pressione operativa della colonna: maggiore è la pressione P, maggiori sono le perdite di carico tollerate e maggiore è l’altezza dell stramazzo hW. Pressione operativa vuoto 1 atm 6 ÷ 8 atm alta hW 12 ÷ 35 mm 25 ÷ 50 mm 40 ÷ 80 mm 100 mm
Dimensioni caratteristiche del piatto Diametro colonna ⇒ dt Lunghezza stramazzo ⇒ lW Il rapporto lW/dt deve essere compreso tra 0.6 e 0.8. Se è superiore a 0.8 si fa un piatto a più passaggi Se è inferiore a 0,6 si fa un piatto a correnti invertite At ⇒ Area totale Ad ⇒ Area discendente An ⇒ Area netta An = At - Ad Aa ⇒ Area attiva Aa = An – Ad = At – 2 Ad
lw z0
dt
Aa Ad
z1

64
Piatti forati Sono poco costosi ma possono presentare problemi di sgocciolamento del liquido se la portata gassosa si abbassa rispetto al valore di progetto. • Fori Diametro dei fori dh generalmente compreso tra 4 e 15 mm (tipicamente 4-5 mm) Passo dei fori triangolare pT = 2.5 ÷ 5 dh
Generalmente si considera di potere forare solo una parte dell’area attiva (tipicamente l’85%). Una volta fissato il diametro dei fori ed il loro passo rimane fissato anche il rapporto tra area dei fori ed area attiva.
4dnA
2h
hh⋅π
⋅= dove 2
2p866.0p
A85.0nTT
ah
⋅⎟⎠⎞
⎜⎝⎛ ⋅⋅
⋅= da cui
2
T
h2T
2h
a
h
pd771.0
p866.04d85.0
AA
⎟⎟⎠
⎞⎜⎜⎝
⎛=
⋅⋅⋅π⋅
=
Dati i rapporti usuali tra pT e dh, il rapporto Ah/Aa è generalmente compreso tra 0.03 e 0.123. • Velocità di flooding Il progetto parte dal calcolo della velocità di flooding:
G
GLFF cu
ρρ−ρ
⋅= con uF [m/h]
[ ] ⎟⎟⎠
⎞⎜⎜⎝
⎛+⋅⋅⎟
⎠⎞
⎜⎝⎛ σ
⋅⋅−= 5.0AA5
20Xlogabc
a
h2.0
F con σ = dyne / cm
L
G
G
L
wwX
ρρ
⋅= ma se risulta X < 0.1 occorre porre X = 0.1 nella relazione per il calcolo di cF
a e b sono funzioni della distanza dei piatti tp. Per applicare questa relazione occorre quindi ipotizzare la distanza tra i piatti che sarà verificata alla fine sulla base del diametro della colonna. • Fattore di flooding Nota uF si calcola la velocità nell’area netta un = ϕ uF dove ϕ è il fattore di flooding, che è tipicamente compreso tra 0.5-0.6. Il fattore di flooding può essere fissato in funzione della frazione di trascinamento ammessa per il liquido.
trasc
trasc
LLLe+
= Tipicamente si assumono valori inferiori a 0.05 o 0.1.
Noto il valore della frazione di trascinamento e il valore di ϕ si ricava da diagrammi in funzione del rapporto X: nei diagrammi va inserito il valore effettivo di X anche se esso fosse inferiore a 0.1
Nota un e la portata gassosa si può calcolare nG
Gn u
wA⋅ρ
=
• Area del discendente La valutazione dell’area del discendente si fa assumendo che il liquido si liberi dalle bolle di vapore eventualmente trascinate se il tempo di residenza τ > 3 ÷ 5 sec. Si assume, per tenersi in sicurezza, che il volume geometrico del discendente Vdisc = Ad (tp + hw) sia occupato dal liquido solo per un terzo della sua altezza (in fase di progetto si considera accettabile un valore fino alla metà dell’altezza). Si valuta quindi l’area del discendente come:

65
)ht(
w3AwpL
Ld +ρ
τ⋅⋅=
Una volta calcolato il valore di Ad si verifica dalla tabella a pag. 358 che il rapporto tra lunghezza dello stramazzo e diametro del piatto rientri nell’intervallo previsto (0.6-0.8). Se è inferiore a 0.6 si può aumentare il tempo di residenza, se è superiore a 0.8, diminuire il tempo di residenza: tuttavia se si è molto lontani da questi limiti si dovrà ricorrere a piatti con passaggi multipli o a correnti invertite. Nota l’area del discendente Ad si calcola l’area totale At = Ad +An e quindi il diametro del piatto dt, verificando che il valore di interpiatto tp assunto in precedenza sia corretto. Si valuta quindi Aa = An - Ad e quindi l’area dei fori Ah ed il numero di fori nh. • Sgocciolamento Va quindi il controllo nei confronti dello sgocciolamento del liquido dai fori. La velocità minima del gas nei fori per evitare lo sgocciolamento è:
Gminh
0229.0uµ
σ⋅=
β
⎟⎟⎠
⎞⎜⎜⎝
⎛
⋅⋅⋅
⋅⎟⎟⎠
⎞⎜⎜⎝
⎛⋅⎟⎟
⎠
⎞⎜⎜⎝
⎛ρρ
⋅⋅ρ⋅σ
µ⋅
3T
ha
293.0
h
379.0
G
L
hG
2G
p3dA2
ds
d con
724.0
h
1
dz8.2
−
⎟⎟⎠
⎞⎜⎜⎝
⎛⋅=β
Se questa condizione non è rispettata occorre ridurre l’area forata. • Perdite di carico Le perdite di carico sono date dalla somma di tre termini ∆h = hD + hL + hR hD = ∆P nel piatto asciutto
con 41
h0 s
d09.1c ⎟⎠⎞
⎜⎝⎛⋅= 255.0
hRe4191.0f −⋅= G
Ghhh
duReµ
ρ⋅⋅=
hL = ∆P dovute al liquido
hL = 0.0061 +0.7366 ⎟⎟⎠
⎞⎜⎜⎝
⎛⋅ρ
⋅+⋅⋅⋅−⋅ −
mL
Lw
5w z
w00048.0Fh1071.6h
con F = u a Gρ⋅ e z m = 0.5 ( )wt hd +⋅
hR = ∆P dovute alla tensione superficiale del liquido h R =hL
8
d1073.4⋅ρ
σ⋅⋅ −
Se le perdite di carico risultano elevate, per ridurle va incrementata la superficie dei fori, facendo attenzione a non arrivare a condizioni di sgocciolamento. L’aumento della superficie dei fori si può ottenere - Aumentando il diametro dei fori (mantenendo inalterato il passo) - Riducendo il passo dei fori (mantenendo inalterato il diametro) - Aumentando la sezione dell’area attiva, cosa che si ottiene facilmente aumentando il diametro della
colonna, a parità dei rapporti Aa/At.
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛−+
⋅⋅+⎟⎟
⎠
⎞⎜⎜⎝
⎛−⋅⋅
ρ⋅⋅ρ⋅⋅
=2
n
h
hn
h
L
G2
h0D A
A1d
fs4AA25.140.0
g2uch
Restringimento di sezione
Attrito nel passaggio nel foro
Allargamento di sezione

66
• Altezza del liquido nel discendente Per consentire una certa flessibilità operativa è bene che l’altezza del liquido nel discendente sia inferiore alla metà della distanza tra i piatti: H < tp/2. Il valore di H dipende principalmente dalle perdite di carico, ma è comunque somma di vari termini H = ∆h + hd + h1 + hw
hd = ∆P del liquido quando percorre il discendente 2
L'd
Ld A
wg2
3h ⎟⎟⎠
⎞⎜⎜⎝
⎛ρ⋅⋅
=
dove 'dA è la più piccola tra Ad e la sezione di passaggio fra discendente e piatto.
Il termine hd è generalmente trascurabile rispetto agli altri.
h1 = battente sullo stramazzo h1 =λ⋅β⋅α−
λ⋅α1
dove 31084.2 −⋅=α t
t
w
ddl96.8 ⋅−
=β 32
Lw
L
lw
⎟⎟⎠
⎞⎜⎜⎝
⎛ρ⋅
=λ
È opportuno che il valore del battente sullo stramazzo non sia troppo alto, perché ciò significa che il piatto è sensibile a variazioni della portata liquida. Piatti a valvola La presenza delle valvole, coperchietti sui fori, consente un funzionamento più ‘elastico’ riducendo la luce di passaggio se la velocità del gas diminuisce e quindi permette di lavorare anche con portate gassose decisamente inferiori a quella di progetto. I vari modelli disponibili (a coperchietto singolo o multiplo) sono brevettati da vari costruttori che forniscono anche le relazioni di calcolo. Nel seguito si fa riferimento alle valvole V1 della Glitsch. Per i piatti a valvola il valore minimo del rapporto lw/dt è pari a 0.7 anziché 0.6 come nel caso dei piatti forati. • Valvole Sono montate su fori del diametro di 40-50 mm. Il modello V1 della Glitsch ha il foro da 39 mm. • Velocità di flooding Per valutare il diametro della colonna va valutata la velocità nell’area attiva ua = uF ϕ prodotto tra la velocità in condizioni di flooding, uF, e il fattore di flooding ϕ:
G
GLFF cu
ρρ−ρ
⋅=
cF è dato da diagrammi in funzione di ρG e tp.
• Fattore di flooding: ϕ = m ϕ’ È funzione del diametro della colonna dt e della pressione operativa, attraverso il fattore ϕ’, riportato in tabella, e della tendenza del sistema a schiumeggiare m.
P ≥ 1 atm P < 1 atm dt
> 0.9 m < 0.9 m > 0.9 m < 0.9 m ϕ’ 0.82 0.75 0.77 0.65

67
• Area attiva Nota la velocità nell’area attiva, ua, si calcola il contributo del gas all’area attiva
AaG
G'a u
w⋅ρ
=
A questo primo termine va aggiunto il contributo del liquido
A ''a =
FL
L1
cwz355.1
⋅ϕ⋅ρ⋅⋅
Si assume, come valore di primo tentativo, lw/dt pari al minimo ammissibile, ossia lw/dt = 0.7. Quando questo rapporto vale 0.7 si ha z1 = 0.714 dt
Aa = 0.8244 At ossia "a
1a AA + = 0.8244 2
td4
⋅π
Si ottiene una equazione di secondo grado da cui si ricava dt. Quando lw/dt è pari a 0.7 è anche Ad/At = 0.0878 e va quindi verificato che la sezione minima richiesta per il discendente si ponga al di sotto di tale limite.
AdmL
Lmin,d u
w⋅ρ
= dove p*ddm t68.28uu ⋅⋅ϕ=⋅ϕ= GL ρρ −⋅
E’ sufficiente che sia Ad,min ≤ 0.0878, perché in ogni caso non si può scendere col rapporto lw/dt sotto a 0.7. Se Ad,min/At supera 0.0878 si itera la procedura con il nuovo valore di z1. • numero delle valvole, nv, su valuta dalle:
n =v n ⎟⎟⎠
⎞⎜⎜⎝
⎛−
⋅⋅ 8.0
n146.0l
ps con n s = p
1 n1p5.0
2159.0z⋅⎥
⎦
⎤⎢⎣
⎡+
⋅−
ns = numero delle schiere (deve essere un intero). np = numero passaggi p = passo valvole • Sgocciolamento La sezione forata è data dal prodotto della sezione di passaggio di una valvola per il numero delle valvole: per la valvola V1 è 1.185 10-3 m2. Occorre che sia uh > uh.min. Il valore minimo della velocità di sgocciolamento è fornito in tabelle in funzione della somma (h1 + hw) (battente sullo stramazzo + altezza dello stramazzo) e di LG ρρ
• Perdite di carico Si calcola un valore relativo al solo passaggio del gas (piatto secco) e quindi si incrementa per tenere conto della presenza del liquido. Per il piatto secco si considera il valore più alto tra quelli calcolati dalle due relazioni:
L
G2h9
L
mms
u1039.1s35.1hρ
ρ⋅⋅⋅+
ρρ⋅
⋅=∆ −
dove sm = spessore valvola (1.88 ÷ 6.35 mm) e ρm = densità del materiale di cui è costituita la valvola (7800 kg/m3 per l’acciaio)

68
effettivi
teorici0 N
NE =
L
G2h2s ukh
ρρ
⋅⋅=∆ dove k2 è funzione dello spessore della valvola
Il termine che tiene conto della presenza del liquido è w
32
wL
L3L h4.0
lw1054.2h ⋅+⎟⎟
⎠
⎞⎜⎜⎝
⎛⋅ρ
⋅⋅=∆ −
Le perdite di carico totali sono ∆h =∆hs + ∆hL Piatti a campanelle Sono piatti di vecchia concezione e costosi. Non presentano problemi di sgocciolamento anche per portate gassose molto basse.
Criteri per la scelta del tipo di piatti • Costo: campanelle > valvole > forati. La proporzione dei costi è circa 3 : 1.5 : 1. • Capacità (diametro della colonna per portate assegnate): forati > valvole > campanelle anche se le
differenze sono piccole. • Campo operativo (campo delle portate di liquido e vapore per cui il piatto funziona bene):
- Campanelle: funzionano anche con portate gassose molto basse; - Forati: non funzionano con basse portate gassose (ma accettano variazioni tra il 50 e 120 %
della capacità di progetto); - Valvole : accettano forti variazioni di portata e funzionano anche con portate gassose basse.
• Perdite di carico: forati < valvole < campanelle anche se dipendono dal progetto • Efficienza : è circa la stessa. Piatti di tipo particolare
piatto di presa piatto di alimentazione Rendimento dei piatti • Rendimento globale
Il rendimento globale si può valutare direttamente da grafici (ad esempio dai diagrammi di O’Connell) derivati dai dati di funzionamento di colonne reali.

69
yn
xn-1 y xn
yn+1
∫+
=−
−−=
−−
+
y
yOG
1n1n
N*yy
*yyln*yy
dy
Nei diagrammi di O’Connell E0 = f (m ML µL/ρL) per l’assorbimento
E0 = f (α µL) per la distillazione Il rendimento globale risulta generalmente più alto per la distillazione che per l’assorbimento. I diagrammi valgono per idrocarburi e sottostimano il rendimento in caso di soluzioni acquose; inoltre sono stati ricavati da dati riguardanti colonne di separazione progettate tra gli anni 1950 e 1960. • Rendimento di Murphree (del vapore e/o del liquido) Si considera l’arricchimento ottenuto sul piatto e lo si raffronta con quello che si sarebbe avuto in condizioni di equilibrio:
La definizione di rendimento di Murphree assume che sia il liquido sul piatto che la fase gassosa che lo attraversa abbiano una composizione omogenea: questo non è mai vero per il liquido, nemmeno in prima approssimazione. Quindi, nel rendimento di Murphree yn+1 e xn-1 si devono intendere come composizioni medie della fase gassosa e del liquido. • Rendimento puntuale Si ipotizza che la fase gassosa sotto al piatto sia ben mescolata e che la fase gassosa che esce dal piatto abbia composizione y che varia da punto a punto.
Si assume che la composizione del liquido vari in orizzontale sul piatto, spostandosi verso lo stramazzo, ma non in verticale, ossia all’interno dello strato di liquido sul piatto. La bolla che sale e attraversa il liquido è a contatto con un liquido (in quel punto) a composizione costante e che, quindi, all’equilibrio dà un valore costante di y*.
Nel caso della distillazione si ha il trasferimento di materia tra bolle gassose e liquido:
Con y* = costante si ha che
Quindi, se si conoscono delle espressioni per calcolare NOG, è possibile calcolare EOG.
I valori di NG e di NL si calcolano con espressioni diverse per ogni tipo di piatto.
1n*n
1nnMV yy
yyE+
+
−−
= *n1n
n1nML xx
xxE−−
=−
−
1n
1nOG y*y
yyE+
+
−−
=*xx
xxE1n
1nOL −
−=
−
−
∫ ∫∫ ==⋅
=−
=
−=
+
Z
0OG
OG
Z
0 M
OG
OG
MOG
y
yM
OG
OGM
NH
Zdz
G
aPkhasie
Pak
GHponeSi
y*ydy
dzG
aPk
bolla)della superficiealla (riferito dz)y*y(aPkdyG
1n
OGOG1n
1nOG
1n
E)Nexp(1y*y
yye)Nexp(
*yy*yy
cuida =−−=−
−−=
−
−
+
+
−
stripping di fattore SL
Gmdove
M
M =⋅
LGOG NS
N1
N1
+=

70
)E,S,Pe(fEE
OGOG
MV =
⎥⎥⎦
⎤
⎢⎢⎣
⎡−⎟⎟
⎠
⎞⎜⎜⎝
⎛ ⋅= 1E
LGm
expmG
LE OG
M
M
M
MMV
• Mescolamento del liquido sul piatto Il rendimento di Murphree però è diverso da quello puntuale. In particolare è EMV = EOG solo se il liquido sul piatto è perfettamente mescolato. Se il liquido sul piatto non è affatto mescolato si ha:
con m pendenza della curva di equilibrio (m = dy/dx). Il liquido reale non è né perfettamente miscelato né perfettamente smescolato sul piatto. Il grado di mescolamento è funzione del numero di Péclet (Pe):
z1 = distanza tra i discendenti (lunghezza percorsa dal liquido); DE = diffusività turbolenta, funzione del tipo di piatto e di variabili operative; tL=Aa hL ρL /wL tempo di residenza del liquido sul piatto; hL= f (hW, ua, ρG, Aa, z1, wL, ρL). Nella situazione reale di un piatto in cui il liquido sia solo parzialmente mescolato • Trascinamento del liquido (presenza di schiuma) In presenza di trascinamento del liquido (schiuma) il rendimento si riduce. Si può definire un rendimento effettivo di Murphree, funzione della frazione di trascinamento e (solitamente < 5-10%):
• Rendimento globale I singoli piatti della colonna presentano, in generale, rendimenti diversi tra loro. Tuttavia, se è possibile assumere che la relazione di equilibrio e di lavoro siano rettilinee si può valutare il rendimento globale sulla base del rendimento di Murphree effettivo.
Questo approccio, inoltre, vale a rigore solo per sistemi binari; nel caso multicomponente si può applicare ai componenti chiave. Il valore di m = dy*/dx si può valutare (puntualmente) con la volatilità relativa, se α è circa costante.
• Rendimento dei piatti a valvole Glitsch Per i piatti a valvole dalla Glitsch si può usare un diagramma che fornisce il rendimento globale in funzione del fattore di flooding e della densità della fase gassosa. Il diagramma riporta valori del rendimento anche superiori al 100%. Ciò è possibile, in base alla definizione di rendimento globale, tenendo presente che la composizione del liquido sul piatto varia; al contrario il rendimento puntuale non può mai superare il 100%.
EL
21
EL
L
LL
L21
Dtz
Dtz
ScRePe⋅
=⋅ρ
µµ⋅ρ⋅
==
MV
MVt
Ee1
e1
EE
−+
=
[ ]Sln
)1S(E1lnE t
0−+
=
[ ]2x)1(1dx*dy
mx)1(1
x*y
−α+
α==
−α+α
=

71
BR
BE
AE
AR
B
A
AB
BA
kk
xyxy
γγ
γγ
===β
A
B
γγ
≅β
ESTRAZIONE LIQUIDO-LIQUIDO Si pone come alternativa alla distillazione • Vantaggi • Svantaggi
Si può usare per componenti che presentano una volatilità relativa α circa unitaria
Richiede una successiva separazione dell’estratto per recuperare il solvente
Consuma meno energia della distillazione Lavora a temperatura più bassa È adatta a separare tracce di un componente pesante
Ipotesi : 3 componenti
A : soluto che voglio estrarre B : componente insieme ad A
C : solvente, immiscibile (o poco miscibile) con B x : composizione nel raffinato
y : composizione nell’estratto
AE
ARAAAA
BBEBARAAEAAR
kxky
yxyx
γγ
==
γ=γγ=γ
La selettività β è definita come
Nella fase raffinato c’è poco solvente C e quindi γAR≈γBR≈1 La selettività β è analoga alla volatilità relativa α nella distillazione: più è alta meglio è. Caratteristiche del solvente Un buon solvente deve: • Avere elevata selettività; • Avere scarsa volatilità; • Non essere infiammabile (o avere piccolo range di infiammabilità); • Non essere tossico; • Non essere corrosivo; • Non costare tanto; • Avere bassa tensione interfacciale; • Avere densità ben diversa da quella della soluzione; • Essere poco viscoso; • Separarsi facilmente dal componente estratto.
B
A
C
xA
yB xB
yA

72
B
A
C
R S
M
E F
1 stadio teorico = MIXER-SETTLER
Estrazione L-L controcorrente Generalmente è nota la composizione del residuo R ma non quella dell’estratto E. • Calcolo del quantitativo di solvente minimo.
- Si traccia la retta che unisce il punto rappresentativo del raffinato R con quello del solvente S. - Si prolungano le linee coniugate fino a farle intersecare con la retta. - Il polo P è dato dall’intersezione tra linee coniugate e retta che si trova più vicina al punto S. - Si unisce P con F e si trova, all’intersezione tra la retta e la lacuna il punto E*, rappresentativo
della composizione limite del solvente. - Si unisce E* con R e si trova M*. Dalla posizione del punto M* si calcola il quantitativo di
solvente minimo. • Calcolo della composizione dell’estratto
- Si fissa un quantitativo di solvente maggiore del minimo e si localizza il punto M. - Noto il punto M si unisce M con R e si trova E sulla lacuna di miscibilità.
Se lo si desidera si procede quindi al calcolo degli stadi. Aspetti pratici dell’estrazione liquido-liquido Nella estrazione L-L si hanno • Estratto e raffinato; • Fase leggera e fase pesante; • Fase continua e fase dispersa che possono combinarsi in vario modo. La fase dispersa in linea di massima è quella dalla maggior portata volumetrica (per aver maggior superficie di contatto). Tuttavia occorre tenere presente anche altri problemi. Quando la goccia è in fase continua immiscibile non in equilibrio c’è turbolenza interfacciale (effetto Marangoni): esso favorisce il trasferimento di materia ma solo in una direzione, e può condizionare la scelta su chi disperdere. Occorre pure fare attenzione alla bagnabilità di pareti della colonna, del riempimento o dei piatti. Tipologie di apparecchi • Colonne senza agitazione meccanica - Colonne a spruzzo: poco costose ma a bassa efficienza (mescolamento assiale) - Colonne a riempimento: il riempimento è bagnato dalla fase continua.
L’efficienza è alta ma occorre una sezione maggiore - Colonna a piatti forati: a differenza dei sistemi gas liquido si può disperdere sia la fase leggera
che quella pesante.
• Colonne con agitazione meccanica
RMME
ER
FMMS
SF
==

73
aku
)x1(aku
c)y1(akE
aFEH
aku
)x1(aku
c)x1(akR
aFRH
OE
E
m*OE
E
mEm*OEOEOE
OR
R
m*OR
R
mRm*OROROR
≅−
=−
==
≅−
=−
==
∫ ∫
∫ ∫
−≅
−−−
=
−≅
−−−
=
0
f
0
fi
m*OR
0
f
0
fi
m*OR
y*ydy
)yy)(y1(dy)y1(N
*xxdx
)xx)(x1(dx)x1(N
- Colonne a dischi rotanti: la rotazione dei piatti disperde la fase mentre gli statori fanno circolare l’altra fase in controcorrente
- Colonna pulsata e colonna a piatti oscillanti: nella pulsata si muove il liquido, nell’altra i piatti. - Colonna Scheibel: zone agitate (senza riempimento) e di coalescenza (reti snebbianti) - Colonne Oldshue-Rushton: con agitatori e frangiflutti, senza zona di coalescenza
Progetto di una colonna di estrazione liquido-liquido Una volta note le portate delle fasi si decide quale disperdere (tipicamente quella a maggiore portata). Il calcolo dell’altezza, per apparecchi a contatto continuo, si fa con relazioni analoghe a quelle dei sistemi G-L. In questo caso le portate specifiche R e E, vanno sostituite a LM e GM e x e y sono le frazioni ponderali nel raffinato e nell’estratto. I coefficienti di trasferimento sono dati dalle relazioni:
dove (1-x)im e (1-y)im sono medie logaritmiche di (1-x) e (1-y) calcolati nelle condizioni medie e all’interfaccia, e cmR e cmE le concentrazioni medie del raffinato e dell’estratto .
con (1-x)*m e (1-y)*m medie logaritmiche tra le composizioni della massa e quelle di equilibrio x* e y*.
Colonne a riempimento Gli ugelli di distribuzione da 20-50 mm sono posti dentro al riempimento. Occorre ridistribuire la fase dispersa ogni 3-5 m
mRim
RR c)x1(
aFak−
=mEim
EE c)y1(
aFak−
=
OEOEEEf
0f
0 iE
f
0 i
im
E
ORORRRf
00
f iR
0
f i
im
R
NHNHy1y1
ln21
)yy(dy
aFE
)yy)(y1(dy)y1(
aFEH
NHNHx1x1
ln21
)xx(dx
aFR
)xx)(x1(dx)x1(
aFRH
==⎥⎦
⎤⎢⎣
⎡−−
+−
=−−
−=
==⎥⎦
⎤⎢⎣
⎡−−
+−
=−−
−=
∫∫
∫∫
0
0

74
p
D
d6a Φε
=
( )72,uu,,fd D
D
K,p ⎟⎟
⎠
⎞⎜⎜⎝
⎛Φρ∆ρσ=
( )48)uu(f
33.025.0
C
DDF
DFD
=Φ
Φ÷≅Φ
( )71uu,f
uu
C
D,D
D
K⎟⎟⎠
⎞⎜⎜⎝
⎛Φε=
Per la dimensione del riempimento deve essere dn<1/8 dt, ma occorre anche che sia dn>dnc
• Velocità di flooding Si calcola la velocità di flooding dalla (69):
• Diametro delle gocce
Per trovare uD dobbiamo conoscere uK.
Si fa riferimento alle relazioni (73) (74) e (75): l’influenza del diametro della colonna, dt, è generalmente trascurabile, a meno che il suo valore sia molto piccolo.
Si trova ut poi uk e quindi uD. Si verifica che uD/uDF < 0.5. • Diametro della colonna Nota uD si trova dt.
• Area interfacciale
• Coefficiente di trasferimento in fase dispersa Bisogna verificare se dp>dpt oppure dp<dpt.
( )679
42.2dnc ρ∆σ
=
C
D
CF
DF
C
D
g,c
2dfcf
cg
c
VV
uu
uu
),a,,(f
)uu(a
==
ερ∆ρσ=ξ
+µ
ρ=ξ
DD
Dt u
wAρ
=
( )( )( )( )56555451)d,,,(fu
)d,d,u,,(fuu
,pCCt
t,ntDt
K
ρ∆µρσ=
ρ∆ρσ=

75
4d
An 2h
hh π
=
)xx(kkyy i
E
Ri −=−
( )34g
785.0d3/1
pc ⎟⎟⎠
⎞⎜⎜⎝
⎛ρ∆
σ=
),d,(fd hf ρ∆σ=
minhD
Dh u
wAρ
=
uS = uk (1 - ΦD) (47) dove us è la velocità di scorrimento
• Coefficiente di trasferimento in fase continua
• Condizioni all’interfaccia Si valutano noto il rapporto a kC/a kD = kC/kD : • Altezza del riempimento
H = HE NE = HR NR
Colonne a piatti Fori piccoli 3-6 mm; passo 10 – 20 mm. Va dispersa la fase più pulita per evitare ostruzioni dei fori. • Velocità minima di passaggio nei fori Il dimensionamento si basa su uhmin
df è il diametro del filetto fluido Le relazioni per calcolare df sono differenti se dh<dpc o dh>dpc.
Nota uhmin si trova
e quindi (va aumentata del 10% l’area che occorre per la foratura) • Sezione del discendente La velocità della fase continua nel discendente deve essere minore di ut, calcolata con le relazioni (51) (54) (55) e (56) per gocce di fase dispersa del diametro piccolo (0.5 -1.5mm) Si pone udisc= ut Ad = wc/ρcucdisc At = Aa+2Adisc Il discendente deve lasciare libera per il cambio di direzione all’arrivo sul piatto una sezione almeno pari (ma è meglio maggiore) di quella del discendente stesso.
)D,,,d,,u(fk CCCpDSc µρΦ=
∫
∫
−=
−=
in
fin
fin
in
x
x iR
y
y iE
xxdxN
yydyN
C
CC
D
DD
kau
H
kau
H
⋅=
⋅=
( )37,,d,,ddfu CDf
h
fminh ⎟⎟
⎠
⎞⎜⎜⎝
⎛ρρσ=
( ) ( )63
uu1
u001144.0kdd62
dD76.5kdd
C
D
SDptpt
p
DDptpt
−
⋅=⇒>
⋅=⇒<
( ) tCCpt uuper gocce o Diametr 57 ),,,(fd =ρ∆µρσ=

76
• Distanza tra i piatti Viene fissata ad almeno 0.5 m per consentire la pulizia. Occorre pure tenere conto che l’altezza totale della zona occupata dalla fase leggera deve essere minore dell’altezza del discendente.
hh sono le perdite di carico nel foro, hσ quelle dovute alla tensione interfacciale e dp* è il diametro della goccia che si forma passando nel foro a 108 m/h • Altezza Il calcolo dell’altezza si può fare in base al numero degli stadi, tenendo conto del rendimento, oppure trattando la colonna come se fosse un apparecchio a contatto continuo.
Posto S = m uD/uC, con m pendenza della retta di equilibrio, se si può assumere S costante:
Oppure si può utilizzare direttamente
• Altro procedimento
ΦD si trova per tentativi dal diagramma a pag. 415. Occorre, preliminarmente, calcolare uD = wD/ρDAh e ut con le equazioni (51), (54), (55) e (56). L’ascissa del diagramma è f (dp, µC, ρC, ∆ρ) e quindi è nota: si va su una curva di Φ e si legge l’ordinata che è f (uS, µC, ρC, ∆ρ, ΦD). Noto il valore dell’ordinata si ricava uS, il rapporto uS/ut (uS = ut quando ΦD=0) e uS = uD/ΦD: quando i due valori di uS sono gli stessi ΦD è quello giusto. kC e kD si calcolano con le relazioni (61), (62) e (63) già viste. Occorre però tener conto della coalescenza delle gocce dopo ogni piatto.
puntuale rendimento u
)ht(akexp1E
D
pDOD ⎟⎟
⎠
⎞⎜⎜⎝
⎛ −−−=
[ ][ ]
SlogE)1S(1logE
1)SEexp(S1E
MDO
ODMD
−+=
−=
42.0
C
D5.0
pO u
ut65804E ⎟⎟
⎠
⎞⎜⎜⎝
⎛σ
=
p
D
d6a Φ
=
( )
( )33),,d,(fd
)80(gd
6h79,,AA
,ufhhhh
Dhp*
*p
Da
hhhhd
ρρ∆σ=
ρ∆σ
=⎟⎟⎠
⎞⎜⎜⎝
⎛ρρ∆=+= σσ
( )81),,u(fh
hhh
Ccdiscc
dcleggera
ρ∆ρ=
+=

77
dove k è la costante d’equilibrio y = k x Si calcolano poi HE oppure HR e NE oppure NR. L’altezza si valuta come H = HE NE = HR NR. Dato il valore di H e fissato l’interpiatto tp si vede quanti piatti ci entrano. Colonne a spruzzo • Distributore fase dispersa
Si fissa dh < 8 mm (3-4mm). C’è una relazione tra il diametro delle gocce, dh, uh e le proprietà fisiche.
• Diametro colonna Va preso uC = 0.3-0.4 uCF (velocità di floading)
• Coefficienti di trasferimento
ΦD: hold-up della fase dispersa. ΦD e uS (velocità di scorrimento) sono legati tra loro, come visto per le colonne a piatti. Anche in questo caso kD = kD + kD a occorre tenere conto della coalescenza (come per la colonna a piatti).
Poiché H non è nota occorre fare un procedimento iterativo. Nelle colonne a spruzzo c’è pure mescolamento assiale. L’altezza va moltiplicata per un fattore Ψ=Heff/H (44) e (45). Ψ = f(PeC = 2, PeD = 55, NOE, Heff/HOE).
Colonne a dischi rotanti Hanno statori e rotori (ds, dr) tra due statori c’è lo spazio tC. dt= 1.2-2.2 dS = 1.5-3 dr =2-8 tC
)63/62()D,,,d,u(fk
)61()D,,,d,,u(fk
d6a
DDCpSD
CCCpDSC
p
D
µµ=
ρµΦ=
Φ=
( )66)H,A,n,a,k(fak thpDfD =
( )
( )
goccia della media superficie d53a
gocciadellaformazioneditempo)39(du3
d2
38Dk805.0k
83)h,t,A,n,a,k(fkkkk
2pp
2hh
3p
f
5.0
f
CDf
leggerapahpDfDa
DaDDtot
π=
⋅⋅
⋅=Θ
⎟⎟⎠
⎞⎜⎜⎝
⎛Θ
=
=
+=
( )49)uuR,d,,(fu CD,pCCCF =ρ∆µρ=

78
Per ogni compartimento è richiesta una potenza di agitazione P = f(dr, Nn, ρm, µm). ucf e ΦD si calcolano con le relazioni (46) e (48). Il floading si può avere anche se il rotore gira troppo velocemente, con la relazione (90) si può trovare NF e fissare N=0.75NF. Occorre però verificare che così facendo le gocce non siano troppo grosse. Si calcolano kC e kD con le relazioni apposite (91 e non 93). Il valore di kOD va moltiplicato per un coefficiente χ che tiene conto del mescolamento delle gocce, funzione di Pe (92) e (93). Occorre pure tenere conto del mescolamento assiale nel calcolo di H (94), (95), (96) e (97). Colonne pulsate Tipicamente: fori 3 mm; area forata 23%, tp = 50 mm Gli impulsi sono generati da una pompa alternativa (senza le valvole) o con un soffietto attaccato alla colonna: la potenza fornita deve vincere il battente idrostatico, accelerare il liquido e vincere le perdite di carico. • Frequenza bassa: non tutta la fase riesce a passare nei fori (floading). • Frequenza giusta: mixer-settler passaggio gocce e coalescenza. • Frequenza alta: quasi emulsione, non si ha coalescenza (floading). Generalmente l’ampiezza è di circa 30 mm e la frequenza di 1ciclo/s. Si calcola ΦD con la solita (48), poi si valuta la velocità caratteristica con la (99). Le velocità di floading uDF e uCF si calcolano con le (100) e (101), poi ci si mette al 60% del valore di floading. Per i coefficienti ci sono relazioni valide solo per alcuni apparecchi in cui sono stati fatti esperimenti.

79
ESTRAZIONE CON FLUIDI SUPERCRITICI Fluido con P e T > punto critico. • Vantaggi nella separazione estratto-solvente (basta abbassare P). • Vantaggi nella concentrazione molto bassa del solvente dopo la separazione. • Vantaggi di diffusività del liquido nel solvente più alto. I fluidi supercritici sono solventi molto buoni. • Gli svantaggi sono che l’apparecchio lavora a P alta e talvolta anche a T alta. Tipico solvente supercritico : CO2 Tc = 31.1°C Pc = 7.38 MPa ρ = 468 Kg/m3 La densità del solvente supercritico è simile a quella del liquido.
DISTILLAZIONE AZEOTROPICA Si usa quando la volatilità relativa tra due composti è molto bassa. In altri casi si usa anche se i due componenti formano un azeotropo. Si aggiunge un terzo componente che forma un azeotropo di minima con uno dei due componenti in modo da separarlo facilmente dall’altro. • Es.: separazione acqua-acido acetico (Tb = 100°C e 113.1°C)
I punti di ebollizione non sono tanto vicini, ma la volatilità relativa è bassa e la separazione costosa. Si aggiunge butil-acetato che è poco solubile in acqua e forma un eteroazeotropo. Aggiungendo butil-acetato in testa alla colonna di distillazione forma un azeotropo con tutta l’acqua nell’alimentazione: l’azeotropo distilla in testa e l’acido acetico si separa facilmente sul fondo. L’eteroazeotropo dopo condensazione smescola in due fasi, una acquosa e una di butil-acetato. Il butil-acetato viene inviato in colonna come riflusso mentre l’acqua viene sottoposta a stripping per eliminare le tracce di butil-acetato.
Qualche volta c’è un azeotropo ternario. • Es.: etanolo-acqua-benzene
A P atmosferica c’è un azeotropo all’89.4% molare di etanolo in acqua. Aggiungendo benzene si forma un azeotropo ternario con 53.9% benzene, 23.3% acqua e 22.8% etanolo. L’azeotropo bolle a
Distillazione azeotropica acqua-acido acetico

80
64.9°C e si separa facilmente dall’etanolo che bolle a 78.4°C: questo esce come residuo. L’azeotropo si smescola: la fase ricca in benzene torna in colonna come riflusso, l’altra va separata.
DISTILLAZIONE ESTRATTIVA Si aggiunge un terzo componente, il solvente, che varia le volatilità relative dei componenti originari. Il solvente è poco volatile e non viene vaporizzato un gran che nella distillazione. • Es.: la separazione del toluene (Tb = 110.8°C) da una paraffina di pari peso molecolare è difficile,
ma serve per recuperare il toluene da frazioni petrolifere. La separazione di una miscela toluene-isottano (Tb = 99.3°C) è possibile ma difficile. Aggiungendo l’83% molare di fenolo (Tb = 181.4°C) la volatilità relativa dell’isottano aumenta e la separazione toluene-isottano è facile. Si separa isottano in testa e una miscela toluene-fenolo al fondo che viene mandata a distillazione.
Distillazione estrattiva toluene-isottano-fenolo
Distillazione azeotropica etanolo-acqua-benzene

81
Nel caso più generale di aromatici e paraffinici.
Distillazione estrattiva aromatici-paraffinici