Presentazione standard di PowerPoint · 2015. 11. 18. · durante il processo non superano l’80%...
128
Saldature Speciali Con il termine speciali si classificano sia saldature tradizionali sia processi di saldatura innovativi, ma utilizzati industrialmente in applicazioni particolari. Tra questi ricordiamo la saldatura: 1. Per bollitura 2. Per attrito o frizione 3. Allumino-termica 4. Al laser 5. Con bombardamento, o fascio, elettronico 6. Per diffusione 7. Con ultrasuoni 8. Per compressione a freddo (ad esplosione)
Transcript of Presentazione standard di PowerPoint · 2015. 11. 18. · durante il processo non superano l’80%...
-
Saldature Speciali
Con il termine speciali si classificano sia saldature tradizionali sia processi di
saldatura innovativi, ma utilizzati industrialmente in applicazioni particolari.
Tra questi ricordiamo la saldatura:
1. Per bollitura
2. Per attrito o frizione
3. Allumino-termica
4. Al laser
5. Con bombardamento, o fascio, elettronico
6. Per diffusione
7. Con ultrasuoni
8. Per compressione a freddo (ad esplosione)
-
Per Bollitura (o a fuoco)
La saldatura a pressione per bollitura si esegue riscaldando i pezzi fino allo stato
pastoso e poi comprimendoli uno contro l’altro, senza interporre metallo d’apporto; la
compressione può essere sostituita da un martellamento di appropriata intensità.
Affinché siano saldabili con tale procedimento, i metalli debbono presentare un ampio
intervallo di plasticità, come l’acciaio dolce. Il metodo non è applicabile per le ghise
comuni e per le leghe che non hanno uno stato pastoso e cioè che passano
bruscamente dallo stato solido allo stato liquido. In genere non sono saldabili i
materiali metallici molto fusibili.
La bollitura è particolarmente indicata per unire pezzi di acciaio extradolce e dolce
riscaldati al bianco saldante, indi sovrapposti e martellati. Con l’aumento del tenore di
carbonio, la saldabilità dell’acciaio decresce rapidamente e per C> 1 % l’acciaio non è
più saldabile.
Modalità d’esecuzione
https://youtu.be/ucfZIjAdXwM
-
Per Bollitura (o a fuoco)
Modalità d’esecuzione
-
Per Bollitura (o a fuoco) Le parti da saldare debbono essere preparate in modo che la zona di
contatto sia la più ampia possibile; a tale scopo gli estremi dei pezzi
vengono sagomati:
ad unghia,
a forcella,
a bocca di lupo.
Modalità di giunzione
-
Per Bollitura (o a fuoco)
La zona di giunzione non è evidente
Sezione del giunto
-
Per Bollitura (o a fuoco)
Le parti
Attrezzature
-
Per Bollitura (o a fuoco)
Il riscaldamento dei pezzi può essere effettuato con la fucina, impiegando
carbone di legna, che non contiene zolfo, oppure col cannello ossiacetilenico
a fiamma neutra.
La temperatura a cui bisogna scaldare i pezzi di acciaio diminuisce con
l’aumento della concentrazione di carbonio:
Per acciai extradolci: T = 1400 °C, bianco abbagliante;
Per gli acciai dolci: T = 1250 °C, giallo splendente;
Per gli acciai duri: T = 1150 °C, giallo oro.
Riscaldamento
https://youtu.be/rZQMYaPMpM8
-
Per Bollitura (o a fuoco)
L’operazione di martellamento deve essere condotta dapprima con colpi
rapidi e leggeri e poi con colpi sempre più intensi per far fronte alla
diminuita plasticità del metallo.
Martellamento
Esempio. Per l’alluminio si procede come segue: si appoggiano i pezzi da
collegare su un’incudine riscaldata a circa 350 °C indi, con la fiamma
ossiacetilenica, si scaldano le zone di unione fino a 540 °C; a questo punto
si sovrappongono i pezzi e si martellano rapidamente.
https://youtu.be/aoIzs5RgvBg
-
Per Bollitura (o a fuoco)
L’aria ambiente e l’alta temperatura producono ossidi che, se restano inclusi
nella saldatura, la rendono porosa e poco resistente.
Bisogna quindi proteggere le zone da unire con appropriate sostanze:
Per l’acciaio extradolce s’impiega sabbia che, essendo di natura silicea,
alle alte temperature si combina con le impurità formando una scoria
superficiale di silicati;
Per l’acciaio si una borace, acido borico e cloruro di ammonio; non si
adopera la silice perché questa non è fusibile alla temperatura a cui si
salda l’acciaio;
Per il rame s’impiegano miscele di fosfato di sodio e di borace.
Disossidanti
-
La saldatura per frizione o attrito è una tecnica nella quale si sfrutta la
trasformazione dell’energia meccanica in calore attraverso l’attrito, in modo da
portare a termine il processo completamente allo stato solido. Brevemente, la
saldatura per frizione consiste nel mettere a contatto i due componenti, dei
quali uno è fermo mentre l’altro è posto in rapida rotazione attorno al proprio
asse. Quando la quantità di calore sviluppata è sufficiente, la rotazione si
interrompe e si applica il carico per facilitare la diffusione allo stato solido,
espellendo anche le eventuali impurità. Le saldature ottenute in questo modo
hanno caratteristiche meccaniche molto prossime a quelle dei materiali base.
Generalmente, per poter sfruttare questa tecnica, il giunto deve avere
simmetria rotazionale, quindi non tutte le geometrie risultano saldabili.
Per attrito
-
Prima fase: si porta il pezzo rotante alla velocità prestabilita in base ai risultati dell’esperienza
Seconda fase: si comprime il pezzo fisso contro il pezzo rotante
Terza fase: si mantiene la rotazione e la pressione assiale per un tempo sufficiente a portare le superfici di contatto allo stato plastico per effetto del calore generato dall’attrito di strisciamento.
Quarta fase: si arresta la rotazione e si mantiene applicata la pressione assiale per una durata tale da consentire ai bordi dei pezzi di saldarsi.
Per attrito
https://youtu.be/BwC0zXpoZjwhttps://youtu.be/bv9LJPBsJM4https://youtu.be/iG3t0Q7UuCUhttps://youtu.be/5JbnDXw-0pM
-
https://youtu.be/51Zs8iaydt0
-
I materiali più adatti ad essere saldati con questa tecnica sono i termoplastici
(materiali polimerici), inoltre si possono unire anche metalli di qualità diversa
come ottone con alluminio oppure rame con ottone.
Per attrito
Impiego
La saldatura per attrito viene impiegata per saldare:
Assali,
Tubi per caldaie,
Barre cilindriche,
Recipienti cilindrici per contenere fluidi ad alte pressioni,
Tubi e barre con lamiere e pezzi piatti.
-
Una volta acquistate le attrezzature necessarie, la saldatura per frizione è una
tecnica piuttosto economica. La preparazione dei materiali base infatti è
pressoché nulla: bisogna solo tenere in conto un leggero accorciamento dei
componenti dovuto al processo di saldatura. Inoltre non sono richiesti materiali
d’apporto. La riproducibilità è molto elevata ed il processo si presta molto bene
all’automazione, grazie alla sua controllabilità, quindi può essere utilizzata per
produzioni di massa.
Esempi di dati di saldatura.
Per saldare una sezione di 16 cm2 occorre una pressione assiale di 9000 daN;
Per una sezione di 625 cm2 occorre invece una pressione assiale di 65000 daN.
Per attrito
Impiego
-
Per attrito
Applicazioni particolari dell’attrito…
https://youtu.be/VzCBQh8B_RYhttps://youtu.be/NhkWINPRK3A
-
Alla fine del 1991 la TWI (L’Istituto di saldatura di Cambridge) ha brevettato un
nuovo metodo di saldatura denominato Friction Stir Welding. Conforme alle
tecniche più tradizionali di saldatura per frizione, le quali vengono utilizzate sin
dai primi anni ’50, la saldatura è eseguita alla fase solida, senza fusione e senza
l’aggiunta di materiali d’apporto. E’ stato dimostrato che si possono ottenere
saldature resistenti e duttili. Principalmente, la FSW permette di saldare
componenti tipo piastre, ma può essere adattata per saldare tubi, sezioni cave e
per eseguire saldature di posizione. Le temperature massime che si raggiungono
durante il processo non superano l’80% della temperatura di fusione dei
materiali base.
Per attrito «speciali»
-
Orbital Friction Welding: questa tecnica, relativamente innovativa, è stata messa a
punto per la saldatura di componenti realizzati in materiali termoplastici, dove ogni
parte della superficie orbita intorno ad un punto diverso sulla faccia del
componente immobile. Questo moto ha una velocità rotazionale costante ed è
identico per tutti i punti della superficie del giunto.
Friction Stir Welding
Linear Vibration Welding: il riscaldamento dei componenti avviene attraverso il loro
reciproco moto relativo (di tipo vibratorio - frequenze da 100 a 200 Hz,
spostamenti dell’ordine del millimetro) e l’azione di un carico che li mantiene in
stretto contatto. Viene impiegata ad esempio per la saldatura di serbatoi, di
pompe, di condotti per l’aria.
Spin Welding: il principio è lo stesso della linear friction welding, ma l’area di
giunzione è circolare e il moto è rotazionale.
-
Rotary Friction Welding: questo è stato il primo processo per frizione ad essere
impiegato in scala industriale. Non è richiesto alcun materiale d’apporto e la
saldatura avviene alla fase solida, per questo non si osservano deformazioni a
livello macroscopico.
Friction Stir Welding
Angular Friction Welding: anche in questo caso il principio di funzionamento è lo
stesso della linear friction welding, ma il moto è angolare. I componenti sono
accostati e vengono fatti vibrare con un moto angolare di pochi gradi. Quando il
ciclo di saldatura è completato, essi vengono riportati alla posizione originaria
assicurando un perfetto allineamento. Questo tipo di processo è usato per
componenti circolari per le quali risulti molto difficile l’allineamento tra la parte
superiore e inferiore.
-
Esistono due varianti:
continous drive rotary friction welding
processi con energia immagazzinata (come l’inertia welding).
Nel primo tipo, due cilindri vengono allineati assialmente: uno di essi viene
messo in rotazione mentre l’altro, fermo, viene messo a contatto con esso con un
carico assiale preselezionato. La rotazione continua finché non si raggiunge la
temperatura prefissata alla quale il giunto raggiunge lo stato plastico. A questo
punto la rotazione viene fermata, ma il carico rimane applicato sui cilindri per
favorire la fase finale della saldatura.
Nell’inertia welding invece, il componente rotante è collegato ad un volano che
viene accelerato ad una velocità di rotazione prestabilita. A questo punto si toglie
la spinta al volano, il quale viene avvicinato al componente fermo: l’azione
frenante che si genera sprigiona il calore necessario per scaldarlo alla
temperatura prefissata.
Friction Stir Welding
-
Lo strumento che si utilizza è a sezione circolare, ad eccezione dell’estremità,
dove è alloggiata una sonda filettata o con una scanalatura più complicata.
Il punto in cui si unisce la parte cilindrica e la sonda viene denominato shoulder.
Mentre la sonda penetra nei componenti, lo shoulder ne friziona la superficie. Le
parti devono essere strette su una barra di sostegno, in modo da evitare che le
superfici confinanti dei componenti si allontanino. Si genera così calore per
attrito tra il pezzo e l’utensile, il quale è realizzato appositamente per resistere
all’usura.
Friction Stir Welding
-
Il calore è tale da permettere al pezzo di ammorbidirsi senza raggiungere la
temperatura di fusione, in modo da consentire il passaggio dell’utensile
attraverso la linea di saldatura. Il materiale plasticizzato viene trasferito dal
bordo d’attacco dello strumento alla sonda e viene forgiato dal contatto diretto
tra lo shoulder ed il profilo del perno. Tutto ciò contribuisce a creare il legame
allo stato solido tra i due componenti. Si può considerare la saldatura per
frizione come una tecnica di saldatura con un keyhole allo stato solido, poiché
l’utensile genera un foro, per permettere alla sonda di avanzare, il quale viene
colmato con l’avanzamento del processo lungo la linea di giunzione.
Friction Stir Welding
-
http://gizmodo.com/5954205/what-is-friction+stir-welding
http://gizmodo.com/5954205/what-is-friction+stir-welding
-
Alluminio
Acciaio al carbonio
Struttura della grana del giunto
Acciaio inox
-
Lega Spessore Materiale dell'utensile Stato
Tutte le comuni leghe di Al
-
Il convenzionale perno filettato cilindrico è adeguato per la saldatura testa a testa di lamiere in alluminio con spessori fino a circa 12mm.
Per spessori più elevati, risultano più appropriati utensili con perni di nuova concezione tipo Whorl TM o MX-Triflute TM . Questi hanno al capacità di saldare spessori fino a rispettivamente 50 e 60mm ed hanno il vantaggio di raggiungere velocità di saldatura fino a due volte maggiori rispetto a quelle degli utensili convenzionali.
https://youtu.be/aNbQH8XBgxQ
-
Uno dei principali vantaggi della FSW proviene dal fatto che il processo avviene
allo stato solido, molto al di sotto della temperatura di fusione dei materiali che
devono essere saldati: in questo modo si possono saldare anche materiali che non
potrebbero esserlo con le tecniche per fusione. Altri vantaggi, dal punto di vista
della qualità della saldatura, sono: piccole distorsioni, persino in saldature lunghe,
eccellenti caratteristiche meccaniche, come testimoniano i test a fatica eseguiti,
sia a trazione che a flessione, nessuna emissione di vapori, nessuna porosità
generata nel pezzo finito, niente schizzi, possibilità di saldare in ogni posizione,
elevata efficienza in termini di energia.
Un altro vantaggio di notevole importanza è la possibilità di automatizzazione.
Friction Stir Welding
Vantaggi e svantaggi del processo
-
Per quanto riguarda strettamente il processo, invece, i principali vantaggi che esso
comporta sono:
• utensile non consumabile: un utensile può essere usato per una lunghezza di
saldatura fino a 1000 m (per leghe di alluminio serie 6000);
• nessun materiale d’apporto;
• nessun gas di protezione per saldare l’alluminio;
• certificazione del saldatore non richiesta;
• discreta tolleranza ad eventuali imperfezioni nella preparazione dei lembi-possono
essere accettati anche sottili strati di ossido;
- nella produzione di massa, non sono richiesti levigatura o pulitura delle superfici.
Friction Stir Welding
Vantaggi del processo
-
Per quanto riguarda gli svantaggi della FSW:
• le velocità di saldatura sono discretamente più basse rispetto a quelle ottenibili con
altre metodologie di saldatura per fusione (fino a 750 mm/min per saldare una
lega di alluminio serie 6000 di 5 mm di spessore);
• i materiali base devono essere rigidamente stretti;
• sono richieste delle barre di sostegno (backing bars);
• formazione di un keyhole alla fine di ogni saldatura.
Friction Stir Welding
Svantaggi del processo
-
Friction Stir Welding
-
Friction Stir Welding
-
Friction Stir Welding
-
Questa tecnologia ha rivoluzionato in particolare la saldatura dell'alluminio ed ha
avuto larga influenza su settori industriali quali aerospaziale ed automobilistico.
Friction Stir Welding Applicazioni
The friction stir welding process is currently being used by several automotive companies and suppliers, including the manufacturing of wheel rims.
-
Applicazioni
Friction Stir Welding
-
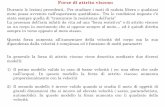
Simulazione del processo Friction Stir Spot Welding (FSSW)
Recentemente , Friction Stir Welding spot ( FSSW ) , una variante della saldatura stir ad attrito
lineare ( FSW ) ha ricevuto una notevole attenzione da parte delle industrie automobilistiche
per sostituire la saldatura elettrica per punti per telaio in alluminio. Finora, il processo FSSW è
stato sviluppato con successo e applicato in diversi casi , ma il processo fisico attraverso cui
avviene non è ancora pienamente compreso.
-
Allumino-termica
Questo metodo di saldatura, ideato da Moissan e poi perfezionato da
Goldschmidt, è basato sulla grande affinità dell’ossigeno per l’alluminio. Il
procedimento consiste nel porre l’alluminio in polvere a contatto con un
ossido di ferro pure in polvere in proporzioni tali da provocare l’ossidazione
completa dell’alluminio: la grande quantità di calore sviluppata dalla
combustione provoca la fusione del ferro che viene immediatamente colato
tra i due spezzoni da collegare.
Principio di funzionamento
-
Allumino-termica
Per l’esecuzione della saldatura s’impiega un miscuglio denominato termite,
costituito da tre parti di sesquiossido di ferro Fe2O3 e da una parte di
alluminio in polvere.
La reazione di combustione, che avviene con sviluppo di una grandissima
quantità di calore, si propaga rapidamente a tutta la massa con una violenza
simile a quella di una vampata:
Fe2O3 + 2Al 2Fe + Al2O3 + 830 MJ
Il sesquiossido di alluminio, che ha piccolo peso specifico (3,3 kg/dm3)
galleggia sul bagno mentre il ferro, quasi puro, si raccoglie sul fondo nel
crogiolo; aprendo il foro di colata, il ferro liquido affluisce nell’apposita forma
di terra essiccata e va a circondare gli estremi degli spezzoni da saldare.
Principio di funzionamento
-
Allumino-termica
AT2
AT1
http://www.youtube.com/watch?v=5Dyl6OMQDtA
http://www.youtube.com/watch?v=HtdR6qofN74
http://www.youtube.com/watch?v=HtdR6qofN74http://www.youtube.com/watch?v=5Dyl6OMQDtA
-
Allumino-termica
In base ai risultati forniti dall’esperienza si può ritenere che 1 kg di termite
produca 0,5 kg di ferro quasi puro, alla temperatura di 3000 °C.
Il ferro allo stato liquido ottenuto con questo procedimento può essere
utilizzato in due modi:
Come metallo d’apporto per collegare due pezzi
Come mezzo riscaldante
L’utilizzazione come metallo d’apporto si ha nel caso della riparazione di
rotaie ferroviarie o tranviarie. L’impiego della termite è limitato alla sola
riparazione delle rotaie già in opera perché quelle nuove vengono saldate per
scintillio o per resistenza o all’arco voltaico.
L’utilizzazione del ferro fuso come mezzo riscaldante è indicata quando si
vogliono portare rapidamente al bianco saldante due spezzoni che poi
vengono collegati premendoli l’uno contro l’altro.
Utilizzazione del metallo fuso
-
Allumino-termica
Il cordone di saldatura ottenuto con la termite, essendo costituito da metallo
fuso, possiede struttura granulare mentre i due spezzoni di rotaia, essendo
ottenuti per laminazione, sono a struttura fibrosa. Dopo la saldatura, occorre
perciò martellare accuratamente la zona di metallo colato per migliorare le
proprietà meccaniche del giunto.
Struttura del giunto
-
Allumino-termica
Il procedimento alla termite può essere impiegato:
Per la riparazione di rotaie, tubazioni, grosse parti di macchine,
basamenti, incastellature, ruote dentate di grandi dimensioni;
Per il riempimento di cavità e soffiature presenti nei grossi getti di ghisa o
di acciaio;
Per mantenere calda la ghisa o l’acciaio nei secchioni di colata e nelle
materozze, gettando nel metallo fuso un po’ di termite;
Per la fabbricazione di bombe incendiarie.
Impieghi
Il procedimento alla termite può essere impiegato per ottenere allo stato
liquido quasi puro metalli non ferrosi, come il cromo, il molibdeno ed il
vanadio, facendo reagire i loro ossidi con l’alluminio in polvere.
-
Allumino-termica
Attrezzature
Metodo Goldschmidt.
Una serie di attrezzature specificatamente studiate e di continuo migliorate
per l'esecuzione della saldatura alluminotermica come la tranciatrice
idraulica, il morsetto tendirotaie idraulico, la smerigliatrice con albero
flessibile e la sega-rotaie a nastro con motore a scoppio o elettrico.
-
Dopo essere stato usato per intagliare, il laser ha trovato una vasta gamma
di applicazioni nelle tecnologie di saldatura dei materiali metallici. Dalla fine
degli anni ’80 si è passati dagli studi in laboratorio ai primi utilizzi nelle
industrie. Lo sviluppo su scala industriale è stato possibile solo dopo il
perfezionamento di sorgenti più potenti, sistemi laser competitivi e la messa
a punto di controlli efficienti sul processo. Per quanto riguarda le saldature,
infatti, il laser presenta dei vantaggi che devono essere valutati
accuratamente per poter sfruttare appieno le sue potenzialità.
Al Laser
-
Il principio di funzionamento del laser è basato su tre fasi:
assorbimento,
emissione spontanea,
amplificazione.
Nell’assorbimento, l’elettrone del medium (la specie chimica da cui si origina
il fascio laser) assorbe una certa quantità di energia che gli viene fornita
dall’esterno. Ciò ne comporta il passaggio dalla sua orbita di origine ad una
ad un livello energetico maggiore (eccitamento). Per ottenere nuovamente
la condizione di equilibrio l’atomo deve ricondurre l’elettrone nella sua
orbita originaria: questo processo avviene attraverso il rilascio di una certa
quantità di energia (emissione spontanea).
Al Laser
Principio di funzionamento
-
Il fotone va ad eccitare a sua volta l’atomo immediatamente vicino, che si
comporterà esattamente allo stesso modo. Posizionando degli specchi
riflettenti, possiamo facilitare l’emissione stimolata di tutti gli elettroni, in
modo da ottenere una specie di reazione a catena (amplificazione).
L’energia emessa in questo modo ha la caratteristica di avere tutta la stessa
lunghezza d’onda.
Tutti i laser quindi hanno bisogno di un medium, un apparato di eccitamento
(pumping) e un apparato di amplificazione (optical resonator).
Quando il livello energetico superiore è più densamente occupato di quello
inferiore, avviene un’inversione nel moto degli elettroni e avviene
un’emissione spontanea in tutte le direzioni. L’amplificazione è ottenuta
lungo l’asse della cavità dove ha sede il medium, attraverso riflessioni
multiple di luce sui due specchi. Il fascio laser esce attraverso uno dei due
specchi, che sarà solo parzialmente riflettente.
Principio di funzionamento
Al Laser
-
Le caratteristiche di un fascio laser sono quindi:
- Monocromaticità: Il laser emette su un’unica lunghezza d’onda che
dipende dalla natura del medium emittente. La lunghezza d’onda è
importante perché l’assorbimento da parte del materiale varia a seconda
del suo valore (riflettività). Alcuni materiali quindi possono essere lavorati
meglio con un laser piuttosto che con un altro.
-Bassa divergenza: Una classica sorgente di luce emette in tutte le
direzioni. Un’importante proprietà del laser è la sua direzionalità: il fascio
può essere emesso con un angolo di divergenza molto basso. Ad esempio,
a due mrad, il diametro di un fascio laser è aumentato di 2mm per una
propagazione del fascio di 1m.
Principio di funzionamento
Al Laser
-
Il processo di saldatura laser sfrutta l’alta densità di energia creata dal
fascio laser (FASCIO DI LUCE COERENTE FOCALIZZATO) per portare
rapidamente a fusione due lembi di materiale e saldarli creando un cordone
(giunto di saldatura) ridotto e pulito, di qualità più elevata rispetto a quello
ottenibile con una saldatura tradizionale.
Al Laser
Processo di saldatura
La saldatura richiede elevate densità di energia, che possono essere ottenute
lavorando sul punto focale del sistema ottico. A potenze specifiche
sufficientemente elevate (105-106 w/cm2) il materiale di base vaporizza,
formando una zona in cui sono contenuti i vapori che si generano, detta
keyhole. Il materiale fuso, successivamente si raffredda, originando il
cordone di saldatura.
-
SALDATURA LASER CONTINUA:
La creazione di una saldatura e’ basata sul fenomeno di fusione localizzata del
materiale nel punto di impatto del fascio laser.
La zona di fusione, chiamata keyhole, si riempie di vapori metallici ed e’ circondata di
metallo fuso. La zona di fusione viene estesa lungo tutto il profilo dal saldare e il
materiale si risolidifica dopo il passaggio del fascio laser.
SALDATURA A PUNTI:
In questo caso, la fusione del materiale viene generata da una serie di spot laser
parzialmente sovrapposti che portano molto rapidamente a fusione il materiale.
A seconda del livello di energia selezionato nell’impulso laser, il materiale puo’
fondere o direttamente vaporizzare; successivamente il materiale condensa e
solidifica dopo il passaggio del treno di impulsi.
Al Laser
Tipologie di processi di saldatura
-
La saldatura laser viene realizzata normalmente con due tipi di generatori laser:
sorgenti laser a CO2 ,sorgenti laser YAG o sorgenti a diodi.
Le sorgenti a stato gassoso, come il CO2, vengono impiegate per saldature di
materiali di medio alto spessore mentre le sorgenti YAG, grazie alla possibilita’ di
realizzare degli impulsi laser, permettono di controllare meglio l’energia
depositata sul pezzo e quindi di realizzare microsaldature o saldature continue,
molto accurate, su materiali di spessore ridotto.
Dal punto di vista economico, i costi di esercizio di un impianto di saldatura laser
a CO2 sono minori rispetto a quello di una sorgente YAG, tuttavia spesso si
preferisce impiegare un impianto a YAG dato che consente di guidare il fascio
laser in fibra ottica (applicazioni nella robotica) e di avere un
migliore assorbimento di energia nel caso di leghe di alluminio.
Al Laser
Processo di saldatura
-
Un ruolo molto importante nella creazione
del fascio laser è svolto dal medium. In
base alla scelta del medium, infatti, si
ottiene una diversa lunghezza d’onda, che
non sempre è adatta per ogni materiale,
come detto già in precedenza. Distinguiamo
quindi due tipi di laser: il laser CO2 e il laser
Nd-YAG.
Per il laser CO2 il medium è costituito da
una miscela di gas: CO2+He+N2 e la
lunghezza d’onda che si ottiene è di 10.6
mm: questo tipo di laser viene usato
prevalentemente per saldare gli acciai.
Esistono tre categorie di laser CO2. Esse si
distinguono per la modalità di circolazione
del gas, che può essere assiale o trasversale
rispetto all’asse ottico del fascio, e dal tipo
di cavità utilizzata.
Tipologie di laser
https://youtu.be/yuTIR5E98Dw
-
Il processo di saldatura
https://youtu.be/iGoZKyxkqMM
-
Testa saldante
https://youtu.be/b5Xi1LfeJdw
-
La saldatura laser rappresenta un’evoluzione rispetto alla saldatura tradizionale.
Anche se non è ancora applicabile a tutti i materiali, spessori e forme attualmente
lavorabili con una saldatura tradizionale , la saldatura laser presenta i seguenti
vantaggi:
Velocità di saldatura elevata
Ottima flessibilità’ di lavoro
Facile accesso al giunto e elevate caratteristiche del giunto
Minimo apporto termico
Ottima forma della saldatura: buona profondità del cordone rispetto alla
larghezza del giunto.
Microstruttura Fine
Quasi privo di tensioni residue.
Elevata durezza
Vantaggi del processo
Al Laser
-
Svantaggi del processo
I costi da sostenere sono alti: per questo motivo la saldatura laser non ha
raggiunto ancora livelli di produzione su larga scala. I costi elevati sono dovuti
essenzialmente alla preparazione delle superfici, al livello di precisione con cui
deve essere eseguito il processo ed alle misure di sicurezza che bisogna adottare
riguardo l’istallazione, le attrezzature necessarie e il personale, che deve essere
altamente qualificato.
Generalmente viene preferito il laser Nd-YAG, dato che non forma il plasma
assorbente e ha un coefficiente di assorbimento più alto di quello del laser CO2
nella maggior parte dei materiali. Inoltre, questo tipo di laser fa compiere dei
cicli termici più brevi rispetto alle altre tecnologie, limitando la diffusione del
calore e l’allargamento della zona termicamente alterata, ma generando stress
metallurgici più elevati.
Al Laser
-
Acciaio al carbonio
Acciaio inossidabile Leghe di alluminio
Titanio e le sue leghe
Nichel e le sue leghe Ghisa
Materiali Lavorabili
Al Laser
https://youtu.be/4Uek3qEb8TA
-
Al Laser «speciali»
Saldatura ibrida HLAW
https://youtu.be/-LVRC5G9QeIhttps://youtu.be/BicVttrrxI0
-
Al Laser «speciali» Saldatura ibrida HLAW
L’applicazione della saldatura ibrida laser-arco, nel seguito sarà abbreviata con l’acronimo inglese HLAW (Hybrid Laser Arc-Welding), è stata presentata per la prima volta all’inizio degli anni ’70. Questa tecnica combinata utilizza i vantaggi del laser, che comportano elevate penetrazioni e alte velocità di lavoro, e delle tecniche ad arco, che consentono di superare discreti scostamenti tra le parti da congiungere, rallentano il raffreddamento del cordone e, grazie all’impiego del materiale d’apporto, aggiustare le sue caratteristiche metallurgiche.
https://youtu.be/BicVttrrxI0
-
Al Laser «speciali» Saldatura ibrida HLAW
Il processo HLAW utilizza, come detto, la combinazione dell’azione della luce laser con quella di un arco elettrico proveniente, in generale, da una torcia MIG operante prevalentemente nel modo spray-transfer (con trasferimento per effetto dell’arco del materiale d’apporto tramite una successione di piccole gocce di fuso). Il fascio laser viene focalizzato in una macchia focale di pochi decimi di millimetro, generando così una elevata densità di energia che, tra l’altro, aiuta a stabilizzare l’arco elettrico. Il fascio laser, attraverso il ben noto processo di keyhole, penetra in profondità nel giunto, producendo una ridotta zona alterata termicamente e consente il raggiungimento di elevate velocità cosa che aiuta a ridurre notevolmente l’energia termica apportata al giunto. Il processo ad arco MIG riduce la velocità di raffreddamento del cordone creato dal laser, riducendo così l’aumento di durezza che ne sarebbe conseguito ed evitando l’insorgere di criccature. Il tipo di materiale di filo d’apporto utilizzato nel processo MIG consente al progettista del componente di variare le caratteristiche meccaniche e metallurgiche del giunto, dando anche la possibilità di rimuovere da questo o, almeno, diluire alcuni elementi contaminanti. La potenza laser, tensione dell’arco e il tipo di metallo d’apporto possono determinare le proprietà finali dei legami, in particolare l’aspetto del cordone e la microdurezza dei giunti.
https://youtu.be/BicVttrrxI0
-
Al Laser «speciali» Saldatura ibrida HLAW
Il vantaggio predominante della tecnica HLAW è però dato dalla velocità, che può raggiungere valori tra 3 e 30 volte superiori a quanto ottenibile con i tradizionali processi di fusione come il solo MIG o l’arco sommerso. Questo è dovuto non tanto alla maggiore velocità della testa di lavoro, ma dal fatto che il processo HLAW consente di completare il riempimento del cianfrino di un giunto con un numero inferiore di passaggi. Tenendo conto inoltre che una maggiore velocità di saldatura è associata a una minore quantità di energia termica ceduta al pezzo (riduzione tra l’80 e il 95%), il progettista meccanico è in grado di ridurre il volume del cianfrino.
VANTAGGI
https://youtu.be/BicVttrrxI0
-
Al Laser «speciali» Saldatura ibrida HLAW
Come esempio, prendiamo un giunto di testa avente spessore di 15 mm: se si dovesse utilizzare il processo ad arco sommerso si dovrebbe avere un cianfrino con apertura complessiva di 60°, una parte rettilinea sul fondo profonda 3 mm con una separazione tra i lembi di 2 mm; utilizzando il metodo HLAW la parte rettilinea ha una lunghezza di 10 mm, con i lembi accostati, e il cianfrino sovrastante ha una apertura complessiva di 28°. Questo cambio drastico nella configurazione del giunto consente al progettista di avere a disposizione una maggiore varietà di configurazioni meccaniche locali del componente e utilizzare una sola passata per realizzare l’intero giunto.
Per effetto della ridotta energia termica immessa nel giunto, del minore volume di fuso generato e della ridotta estensione della zona termicamente alterata attorno al cordone, la tecnica HLAW produce sul componente trattato minori tensioni residue e minori distorsioni meccaniche.
VANTAGGI
https://youtu.be/BicVttrrxI0
-
Al Laser «speciali» Saldatura ibrida HLAW
Il processo HLAW ha sofferto degli stessi problemi avuti dalla saldatura laser convenzionali: i progettisti dell’industria non avevano gli elementi da cui poter trarre i vantaggi dall’introduzione di queste nuova tecnologia, tenendo in conto che, in ogni caso, per poterla applicare dovevano procedere a sostanziali variazioni nel progetto dei componenti su cui poteva essere applicata vi è stata poi una grande discussione sulla questione del massimo scostamento che poteva essere tollerato da questa tecnica, in funzione dello spessore del componente da saldare.
Ora si può dire che scostamenti di ± 0.5 mm, in assenza di controlli di processo più sofisticati, possono essere tollerati. Questi valori sono però molto più stringenti rispetto a quanto necessario per le tecniche ad arco, ma ben maggiori rispetto a quanto richiesto dalla saldatura laser convenzionale. Certamente si hanno applicazioni del processo HLAW in cui possono essere adeguatamente compensati anche scostamenti di ± 2.0 mm senza l’aggiunta di controlli adattativi, ma questo richiede rallentamenti della velocità di lavoro che possono mettere in dubbio la validità dell’investimento fatto. In generale l’applicazione di un tale processo è giustificato cambiando il processo produttivo (a monte e a valle).
SVANTAGGI
https://youtu.be/BicVttrrxI0
-
Al Laser «speciali» Saldatura ibrida HLAW
Quale è lo scopo di modificare il progetto di un componente per poter accettare la possibilità di essere realizzato mediante questo processo innovativo,se poi il totale del numero dei componenti così prodotti non cambia?
Due possono essere i motivi:
Riduzioni dei costi di saldatura.
Miglioramento in termini di “conduzione snella” dell’azienda che significa ridurre i costi di produzione e quelli della vita del prodotto.
Considerazioni
https://youtu.be/BicVttrrxI0
-
Al Laser «speciali»
Saldatura ibrida HLAW
Questa “conduzione snella” ha portato i produttori, tra l’altro, a utilizzare i materiali ad alta resistenza per ottenere una riduzione di peso dei componenti prodotti. Questo sforzo è notevole, per esempio, nel settore automobilistico che a subito accolto i processi HLAW per la saldatura di molti suoi componenti: nella carrozzeria ma, soprattutto, nei gruppi delle sospensioni, nei sostegni dei motori e nei componenti dei tubi di scarica. Una regola pratica nell’industria dell’auto è che 1Kg di riduzione del peso di una struttura comporta una diminuzione di 1,5 Kg sul peso complessivo del veicolo in seguito all’influenza che quel componente strutturale ha sugli altri elementi dell’auto (motore, trasmissioni, freni,…). I costruttori di auto hanno recentemente scoperto che possono aumentare la resistenza allo snervamento delle loro parti in acciaio del 50% solo con un aumento del 10% del costo del materiale utilizzato. Questo, a sua volta, ha permesso di ridurre il peso dei componenti dal 30 al 50%. Il risultato è che, in questo modo, una parte maggiormente resistente costa meno di quella equivalente più pesante: un doppio vantaggio. Questa ricerca di riduzione di peso è stata fatta anche in altri settori del trasporto: camion, vagoni ferroviari, attrezzature minerarie e delle costruzioni, e persino nelle portaerei. In alcuni di questi settori questa ricerca è addirittura iniziata prima che nell’industria dell’auto. Il settore navale è stato uno di questi: per molti anni i ponti delle navi erano realizzati mediante complesse strutture saldate che connettevano sottili lamiere alto resistenziali a lamiere di maggiore spessore, come poi più diffusamente impiegato nelle carrozzerie degli attuali veicoli. Nel corso della vita di una nave, una riduzione di peso delle sue strutture superiori può portare a incredibili risparmi di carburante e di altri costi operativi.
Considerazioni
https://youtu.be/BicVttrrxI0
-
Al Laser «speciali»
Saldatura ibrida HLAW
Questo è il motivo per cui la Marina degli USA e molti costruttori navali in hanno sostituito piastre e travi in acciai AH36 con quelli alto resistenziali a bassa lega come HSLA-65, -80 e -100. Diversi cantieri stanno ora utilizzando la tecnica HLAW per la realizzazione elementi strutturali su misura saldando assieme materiali di diversa natura per dare maggiore resistenza solamente dove questa è necessaria e ridurre nel complesso il peso della struttura. Queste stesse considerazioni valgono per la costruzione delle macchine movimento terra. Le cosiddette «strutture leggere» su questi veicoli pesanti (pensiamo ai serbatoi di carburante, quelli per l’olio, cabine, le strutture dei motori) rappresentano una porzione significativa della massa complessiva di queste macchine e ogni sua riduzione comporta un significativo risparmio di materiale e di potenza motrice. I bracci di sollevamento e trasporto di queste macchine sono estremamente sensibili alla questione peso poiché ogni suo aumento comporta una corrispondente diminuzione di quanto il braccio stesso può trasportare. Per prodotti come rimorchi di camion, vagoni ferroviari e containers intermodali, il carico utile gioca un ruolo determinante tra le loro caratteristiche: ogni chilo di peso del veicolo rappresenta un chilo di materiale che non potrà essere trasportato per l’intera vita del prodotto. Per questi motivi attualmente nella fase di progettazione di questi veicoli viene fatte un uso sempre maggiore di acciai ad alta resistenza utilizzando progetti di questi componenti che prevedano l’uso di tecnica avanzate di saldatura laser come quella HLAW.
Considerazioni
https://youtu.be/BicVttrrxI0
-
Al Laser «speciali»
Saldatura ibrida HLAW
Si pensi che una riduzione del peso di queste macchine tra il 30 e 40% si aumenta la capacità del carico utile di oltre il 20%, a parità di volume complessivo del contenitore (vedasi la fig. 5). Per esemplificare questo, consideriamo il caso di un contenitore per spedizioni intermodali: riducendo il peso della sua struttura del 20%, si può avere una capacità di carico maggiore di 25 tonnellate! Questo per un solo elemento, ma in genere l’utente medio di questi ne ha parecchie unità, che hanno vite di lavoro di molte decine di anni. A tutto questo si deve aggiungere che, nel viaggio di ritorno dalla spedizione del materiale, un container più leggero consuma meno carburante. Tutto questo si traduce in risparmi complessivi di molti milioni di euro. I progettisti di navi e di mezzi di trasporto di ogni genere fanno ora un uso maggiore di lamiere in acciaio inossidabile, in particolare quelle duplex ad alta resistenza. Precedentemente essi utilizzavano lamiere spesse di acciaio normale per poter avere margini contro gli effetti della corrosione nella parte finale della vita del prodotto. Utilizzando ora acciai inossidabili, essi non hanno più questa necessità e il risultato è quello di impiegare lamiere sottili che consentono una riduzione di peso della struttura e quindi una maggiore capacità di carico. Il problema maggiore che è stato necessario affrontare per poter applicare questa sostituzione è stato quello delle deformazioni che venivano indotte su queste lamiere sottili dalle tecniche di saldatura convenzionali: l’introduzione della tecnica ibrida laser-arco, grazie al suo ridotto apporto termico e alla alta velocità di processo, lo ha risolto.
Considerazioni
https://youtu.be/BicVttrrxI0
-
Al Laser «speciali»
Saldatura ibrida HLAW
Lo spostamento delle modalità costruttive verso tecniche di produzione snella e l’abitudine sempre più diffusa a pensare al costo totale di un prodotto considerando il suo ciclo di vita totale, ha fatto in modo che si potesse spostare l’attenzione dal costo al chilo del metallo utilizzato per produrlo al costo totale di costruzione e a quelli di supporto necessari nell’intera vita del prodotto. Naturalmente le leghe alto resistenziali e gli acciai inossidabili sono maggiormente costosi rispetto agli acciai convenzionali; ma questo maggiore costo diventa trascurabile rispetto ai possibili risparmi e alla maggiore produttività nell’intera vita del prodotto. L’uso di questi materiali innovativi consente di ridurre lo spessore delle strutture e questo potrebbe aggravare i problemi di distorsioni termiche indotte dai processi di lavorazione. È qui che le tecniche HLAW giocano un ruolo fondamentale.
Considerazioni
https://youtu.be/BicVttrrxI0
-
Al Laser «speciali» Saldatura ibrida HLAW
Disposizione tipica per la saldatura ibrida laser-arco. Il fascio laser focalizzato fornisce l’energia concentrata per ottenere l’elevata penetrazione, mentre l’arco elettrico contribuisce a compensare eventuali scostamenti tra i lembi da congiungere. Gli elementi nella schematizzazione sono: (1) cordone di saldatura realizzato; (2) gas inerte di protezione dell’arco; (3) fascio laser focalizzato; (4) torcia MIG; (5) filo di apporto; (6) arco elettrico; (7) bagno fuso; (8) keyhole creato dal fascio laser.
Hybrid Laser Arc-Welding
https://youtu.be/BicVttrrxI0
-
Al Laser «speciali»
Saldatura ibrida HLAW
https://youtu.be/BicVttrrxI0
-
Al Laser «speciali»
Saldatura ibrida HLAW
Giunti di saldatura
-
Al Laser «speciali»
Saldatura ibrida HLAW
Giunto di saldatura
-
Al Laser «speciali» Saldatura ibrida HLAW
https://youtu.be/BicVttrrxI0
-
Al Laser «speciali» Saldatura ibrida HLAW
https://youtu.be/BicVttrrxI0
-
Il taglio laser è un processo termico in cui una sorgente di calore (fascio laser)
fonde un materiale e un getto di gas (gas di assistenza) lo elimina rapidamente.
Grazie alla elevata precisione di taglio (kerf ridotto) del fascio laser e all’alta
purezza dei gas di assistenza impiegati, si ottiene un taglio netto, privo di bave,
lucido, a bassissima rugosità e di alta precisione geometrica.
Taglio Laser
https://youtu.be/5Hp_DPEapzg
-
L’impiego del LASER a CO2 per le operazioni di taglio è oggi molto diffuso tra i
produttori di pezzi stampati. Grazie ad una straordinaria combinazione di
caratteristiche, il taglio a LASER fornisce risultati eccellenti con le lamiere sottili.
Finezza della linea di incisione, conseguente riduzione dell’apporto termico e
deformazione minima rendono tale tecnica insuperabile in questo settore. A ciò si
aggiunge la possibilità di ottenere superfici lavorate di assoluta precisione. Per tale
motivo i pezzi realizzati con il LASER non richiedono in genere trattamenti di
finitura. Il taglio a LASER è quindi il complemento ideale al taglio al cannello e al
plasma. In campo industriale viene attualmente utilizzato esclusivamente il LASER
a CO2, in quanto decisamente superiore a tutti gli altri tipi di LASER, grazie alla
sua potenza specifica in proporzione più elevata. Con la tecnica a LASER è
possibile tagliare quasi tutti i metalli ed anche materiali non metallici, come la
plastica, il legno e la ceramica.
Taglio Laser
-
E’ un procedimento automatico.
Al variare della tipologia di sorgente laser utilizzata e della potenza laser
impiegata è possibile tagliare una vasta gamma di materiali e spessori.
Di seguito diamo un esempio della varietà di materiali, metallici e non, che è
possibile lavorare con i sistemi laser anche se la lista non sarà esaustiva ma in
continua variazione a seconda delle innovazioni tecniche apportate alle sorgenti
laser nel corso del tempo.
Taglio Laser
-
MATERIALI METALLICI
Acciai al carbonio (fino a 25 mm)
Acciai inossidabili (fino a 15 mm)
Leghe di alluminio (fino a 10 mm)
Ottone
Titanio e le sue leghe
Acciai zincati a caldo o elettrozincati.
MATERIALI NON METALLICI
Plexiglass
Carta, Cartone
Tessuti,cuoio
Ceramica
Plastica
Materiali compositi
Legno
-
I gas di assistenza normalmente utilizzati nei sistemi LASER ad alta potenza
sono due: l’ossigeno e l’azoto. A seconda del tipo di materiale, spessore e
grado di finitura voluto si può scegliere di utilizzare una o l’altra tecnologia di
taglio.
Taglio Laser
-
Taglio laser per combustione
Nel taglio di materiali ferrosi si utilizza il taglio per combustione che
impiega come gas di assistenza l’ossigeno. Tale taglio viene anche
chiamato esotermico perché le molecole di ossigeno reagiscono chimicamente
con il materiale con cui vengono a contatto liberando un’energia equivalente a
quella del fascio LASER. Inoltre nel taglio per combustione si riduce la
temperatura di fusione superficiale del materiale rispetto a quella del ferro puro.
Entrambi questi effetti facilitano quindi il taglio di un materiale ferroso dato che
si ha a disposizione un ammontare di energia alquanto superiore rispetto a
quello impiegato nel taglio in azoto e si riesce ad abbassare la temperatura di
fusione del materiale raggiungendo così prima le condizioni termiche ideali per il
taglio. Da qui risulta più chiaro il motivo per cui il taglio con assistenza di
ossigeno viene chiamato «per combustione»; infatti, il ruolo di questo gas è
proprio quello di un comburente per un processo che libera un’energia termica
aggiuntiva rispetto quella già fornita dal fascio LASER. Questo calore aggiuntivo
permette di tagliare materiali ferrosi anche di grosso spessore usando potenze
del fascio LASER ridotte rispetto a quelle utilizzate nel taglio per fusione in
azoto.
-
Taglio laser per fusione
Il gas di assistenza impiegato nel taglio per fusione e’ di solito un gas inerte,
come l’azoto, erogato ad alta pressione nel solco di taglio creato nel materiale da
un fascio LASER ad alta potenza. Il materiale fuso viene cosi’ rapidamente
rimosso dal gas rendendo il taglio lucido, di colorazione chiara e privo di ossidi. La
mancanza di ossidi sul bordo di taglio rende il pezzo particolarmente adatto a
subire successive lavorazioni di verniciatura o cromatura. Per questo motivo,
spesso, si preferisce tagliare in azoto anche l’acciaio al carbonio (normalmente
tagliato in ossigeno).
Il taglio per fusione si usa anche nella lavorazione di acciai inossidabili, zincati e
leghe di alluminio. Per rendere il processo di espulsione del materiale fuso più
efficiente, il fascio LASER viene focalizzato all’interno del materiale o addirittura al
di sotto. In questo modo le pareti del solco di taglio risultano inclinate e facilitano
il convogliamento del gas di assistenza.
-
La saldatura Electron Beam (fascio di elettroni)
La Electron Beam Welding (EBW)
è nata negli anni ’50 in Germania
e Francia in ambito nucleare. In
questo campo, infatti, erano nate
richieste di saldature di
componenti refrattarie e reattive.
Questi metalli, per la loro affinità
con l’ossigeno e l’azoto presenti
nell’aria, risultano infatti molto
difficili da saldare. Attualmente,
questa tecnologia sta prendendo
piede anche nell’ambito
aerospaziale, automobilistico e
nell’industria elettronica.
https://youtu.be/DEKjlfwa6XE
-
Il processo produce la saldatura utilizzando un fascio concentrato, composto
principalmente da elettroni che viaggiano ad alta velocità (dal 30 al 70% della
velocità della luce), i quali impattano sulla superficie dei materiali base. Il calore è
generato dalla trasformazione dell’energia cinetica in energia termica sulla
superficie del giunto. In origine, il processo veniva eseguito nel vuoto assoluto,
utilizzando uno strumento per emettere il fascio simile a quello usato per i raggi X:
in questo caso, si indirizza un fascio di elettroni su un target di tungsteno o
molibdeno, il quale emette i raggi X. Nel caso in esame invece, il target è
ovviamente il materiale base e i raggi X possono essere prodotti solo se il
potenziale elettrico è sufficientemente alto. Si sono dunque distinti due sistemi:
uno a basso voltaggio (da 30 kV a 60 kV) e uno ad alto voltaggio (100 - 200 kV).
Più alto è il voltaggio, maggiore sarà l’emissione di raggi X.
La saldatura Electron Beam (fascio di elettroni)
-
La caratteristica più vantaggiosa della EBW è la sua profonda penetrazione. Questo
effetto si ottiene proprio grazie al fascio di elettroni altamente accelerato. Gli
elettroni colpiscono la superficie e penetrano leggermente al di sotto di essa: a
questo punto rilasciano la maggior parte della loro energia cinetica, che si
trasforma in termica. Questo porta ad un enorme riscaldamento del punto di
impatto del fascio e quindi alla parziale evaporazione del materiale di base. Il
fascio può viaggiare con una facilità molto maggiore attraverso questi vapori che
non attraverso il metallo allo stato solido e questo non può che agevolare
l’ulteriore penetrazione degli elettroni nel metallo stesso. La larghezza della zona
fusa risulta così estremamente contenuta: il rapporto profondità/larghezza può
superare il valore 20/1.
La saldatura Electron Beam (fascio di elettroni)
https://youtu.be/zX9tvdTEAEo
-
L’apporto termico della EBW è infatti controllato da 4 variabili: il numero di elettroni al secondo che colpiscono il pezzo (beam
current); la velocità degli elettroni al momento dell’impatto (accelerating
potential); il diametro del fascio sul pezzo o nel pezzo (beam spot size); la velocità di avanzamento (welding speed). Il livello di penetrazione aumenta all’aumentare della densità di potenza del fascio:
per variarlo si agisce principalmente sui primi due parametri, mentre il terzo e il
quarto servono essenzialmente per il controllo del processo. Con una sola passata
possono essere così saldati spessori da 0.1 a più di 200 mm.
Essendo il fascio di elettroni dotato di tali peculiari caratteristiche di penetrazione,
associate ad un apporto termico estremamente basso, la zona
termicamente alterata che si ottiene risulta essere molto più piccola di quelle che si
ottengono con gli altri processi di saldatura. In più si è osservato che risultano
minimizzate anche le distorsioni. La velocità di raffreddamento è molto più elevata
rispetto agli altri processi, e questo risulta vantaggioso per molti metalli (ma non
per tutti: ad esempio, per gli acciai ad alto contenuto in carbonio questo può
portare a fenomeni di criccabilità).
La saldatura Electron Beam (fascio di elettroni)
-
Le saldature ottenute sono compatte,
La saldatura Electron Beam (fascio di elettroni)
Giunto di saldatura: zonatura
https://youtu.be/HvYcEEt4K0Ahttps://youtu.be/HvYcEEt4K0A
-
Le saldature ottenute sono compatte,
prive di scorie e d’inclusioni; non
occorrono né fondenti né
disossidanti.
Il giunto presenta una superficie
liscia e possiede ottima resistenza
meccanica. Data la grande velocità
con cui si sviluppa il calore, la fusione
è istantanea cosicché la zona
riscaldata è molto ristretta, circa un
sesto di quella che si ha con la
saldatura ad arco voltaico. Di
conseguenza viene ridotta al minimo
la deformazione dei pezzi e,
praticamente, risulta eliminato il
pericolo di rottura del giunto per
effetto del ritiro.
La saldatura Electron Beam (fascio di elettroni)
Giunto di saldatura
-
La saldatura Electron Beam (fascio di elettroni)
Giunto di saldatura
-
La saldatura Electron Beam (fascio di elettroni)
Confronto tra saldatura EBW e TIG
-
La saldatura Electron Beam (fascio di elettroni)
Giunto di saldatura
-
La saldatura Electron Beam (fascio di elettroni)
Confronto tra saldatura EBW e LBW
Laser keyholing is limited to perhaps 3/4 to 1 1/2 inch thickness and for these depths a multi-kilowatt laser, such as the carbon dioxide type, must be used.
-
La saldatura Electron Beam (fascio di elettroni)
Giunto di saldatura
Comparison between the temperature fields obtained using the FEA and experimental data
Thermo-mechanical Analysis of Electron Beam Welding
-
In entrambi le modalità di funzionamento, la valvola d’immissione degli elettroni e
il pezzo sono alloggiati in una camera dove è stato realizzato precedentemente il
vuoto (meno di 5*10-5 bar). L’attrezzatura necessaria per questo tipo di
saldatura, quindi, comprende:
1. una pistola per il fascio (gun),
2. un generatore ad alto voltaggio,
3. una camera di lavoro,
4. un sistema di pompaggio per creare il vuoto,
5. un sistema di controllo.
La pistola emette elettroni, ne accelera il fascio e lo punta con precisione sul
pezzo. Recenti sviluppi nella tecnologia hanno permesso di operare anche in una
condizione di vuoto medio o in pressione. Tali condizioni sono definite soft vacuum
(5*10-3 bar fino a 10 mbar), e corrispondono ad un’atmosfera composta per il
99.95% da argo. E’ necessario introdurre quindi un impianto apposito.
Attrezzature
La saldatura Electron Beam (fascio di elettroni)
-
Attrezzature
La saldatura Electron Beam (fascio di elettroni)
http://ebpglobal.com/default/video/?iframe=true&width=410&height=330&phpMyAdmin=7VkRq0yr9IvyEdivBECUSTiO3u3
-
Attrezzature
La saldatura a fascio di elettroni (Electron BeamWelding)
-
Attrezzature
La saldatura a fascio di elettroni (Electron BeamWelding)
“Pistola” elettronica
-
Attrezzature
La saldatura a fascio di elettroni (Electron BeamWelding)
“Pistola” elettronica
-
I dettagli devono essere definiti con cura. Nelle camere con vuoto assoluto è
necessario usare delle tecniche speciali per posizionare correttamente il pezzo e il
fascio, perché il cordone finale risulti di larghezza estremamente ridotta. Inoltre
non è necessario alcun tipo di materiale d’apporto, se non in alcuni casi
particolari, come gli acciai dolci, per i quali a volte viene usato come materiale
d’apporto del materiale deossidato, che aiuta a produrre delle saldature
maggiormente legate.
Attualmente, le principali linee di sviluppo riguardano miglioramenti nella
longevità e nella affidabilità delle attrezzature, la caratterizzazione del fascio, la
creazione di fasci ad alte intensità e bassa potenza e lo sviluppo di sistemi che
permettano di usare questa tecnologia a pressioni vicine ad 1 atmosfera (1000
mbar).
Attrezzature
La saldatura Electron Beam (fascio di elettroni)
-
The machines range in power from 7.5KW to 25KW.
Attrezzature
La saldatura Electron Beam (fascio di elettroni)
-
Welding machine / electron beam / chamber 19 m³
Attrezzature
La saldatura Electron Beam (fascio di elettroni)
-
Welding machine / electron beam / chamber 640 m³
Attrezzature
La saldatura Electron Beam (fascio di elettroni)
-
12kW, 80kV Electron Beam Welding (EBW) Equipment is used for welding circular seams (60 mm
maximum outer diameter) and linear seams (200 mm maximum length) of refractory as well as high
strength materials such as Niobium, Zircalloy and maraging steel.
Attrezzature
La saldatura Electron Beam (fascio di elettroni)
-
Electron Beam Welding Chamber Volume: 32 m³. Power: 15 kW
Attrezzature
La saldatura Electron Beam (fascio di elettroni)
-
Preparation of propellant tank for electron beam welding
Attrezzature
La saldatura Electron Beam (fascio di elettroni)
-
Propellant tank electron beam welding facility
Attrezzature
La saldatura Electron Beam (fascio di elettroni)
-
Vulcain 2 Combustion Chamber
Attrezzature La saldatura Electron Beam (fascio di elettroni)
-
HM-7B Combustion Chamber
Attrezzature
La saldatura Electron Beam (fascio di elettroni)
The main feature of the electron beam welding technique is the very high quality seams that are indispensable in the aerospace industry. Electron beam welding is performed in a vacuum with a very high performance density in the focus of the beam. 150,000 Volts are distributed on only 0,6 mm density in the welding head. This enables a consistently high quality weld while significantly reducing the processing time. The electron beam welding process is computer controlled and electrically and mechanically regulated. Our electron beam welding facility is used for: •The combustion chambers of the Aestus and Vulcain 2 rocket engines. • •The HM-7B combustion chamber for the Ariane 5 ESC-A upper stage. • •The cryogenic propellant valves for the Ariane 5 core stage. • •Products under technological development. • •Thruster casings for aerospace applications, such as for Lear Jets.
-
Un ultimo accenno per quanto riguarda i materiali saldabili attraverso la EBW.
Come si è detto tutti i materiali metallici possono essere fusi usando il fascio di
elettroni e, di conseguenza, la maggior parte dei metalli puri e delle leghe può
essere saldata con questa tecnica. L’unico prerequisito è che il materiale base sia
un buon conduttore di elettricità e che venga creato un collegamento a terra per
evitare eventuali scariche elettriche. Poiché non è necessario l’impiego di materiali
d’apporto o elettrodi consumabili, le caratteristiche della saldatura finita
dipenderanno esclusivamente dal materiale di base.
I materiali interessati sono quelli per impieghi aeronautici oltre a materiali
refrattari e reattivi, grazie alla sua applicazione nel vuoto, e può effettuare
saldature tra materiali con diverse caratteristiche di conducibilità termica e punti
di fusione differenti, anche se non tutte le combinazioni sono ancora possibili.
Versatilità
La saldatura Electron Beam (fascio di elettroni)
https://youtu.be/jbY-tOcI2tMhttps://youtu.be/jqjD-FWMexo
-
La saldatura per diffusione (DFW diffusion welding)
La saldatura per diffusione è un processo allo stato solido che permette di creare
una grande varietà di accoppiamenti di metalli e materiali ceramici per la
produzione di pezzi finiti sia di piccole che di grandi dimensioni. Il processo
dipende da un certo numero di parametri: in particolare
il tempo,
la pressione applicata,
la temperatura di saldatura,
la modalità di apporto di calore.
La saldatura per diffusione può essere distinta in diverse varianti, in base alla
modalità di pressurizzazione, all’uso di strati di materiali intermedi e
all’eventuale formazione di una fase liquida transitoria. Ogni diversa tipologia
trova la sua applicazione in un certo numero di materiali e geometrie particolari.
-
Nella sua forma più semplice, la saldatura per diffusione richiede per prima cosa che
i materiali base vengano accostati nel punto di giunzione e che successivamente
vengano sottoposti all’azione di un carico, unitamente ad un elevato riscaldamento,
di solito in atmosfera inerte o nel vuoto. I carichi impiegati sono generalmente più
bassi di quelli che porterebbero a delle macrodeformazioni, mentre le temperature
massime raggiunte sono comprese tra 0.5 e 0.8 volte la temperatura di fusione del
materiale base. I tempi di esposizione alle alte temperature variano da 1 a più di 60
minuti e dipendono dai materiali che devono essere uniti, dalle proprietà richieste al
giunto e dai restanti parametri di saldatura. Nonostante la maggior parte di queste
saldature vengano eseguite, come detto, nel vuoto o in atmosfere inerti, alcune
possono essere eseguite in aria.
La saldatura per diffusione
-
Un attento esame della sequenza di saldatura permette di comprendere
l’importanza della finitura delle superfici di partenza. Per ottenere una buona
giunzione, è necessario che le due superfici in questione siano perfettamente pulite
e piane, affinché la mutua diffusione a livello atomico possa avvenire nel modo
corretto.
Sono stati sviluppati diversi modelli per studiare nel dettaglio ogni singolo momento
di questo processo di saldatura. Per prima cosa il carico applicato provoca una
deformazione plastica delle superfici, in modo da appianare eventuali asperità e
ridurre i vuoti; quindi si passa al vero e proprio meccanismo di diffusione atomica.
La diffusione può avvenire allo stato solido o allo stato liquido.
La saldatura per diffusione
-
La saldatura per diffusione
Modello di formazione del giunto: diffusion bonding
a)punto di contatto iniziale (è evidente lo strato superficiale di ossido e la rugosità della superficie); b)struttura sottoposta al carico, con riduzione degli agenti contaminanti e dei vuoti; c)fase finale dell’applicazione del carico, con scomparsa quasi totale dei vuoti; d)fase di diffusione, con eliminazione dello strato di ossido; e)saldatura completata.
https://youtu.be/5EhMYMr834o
-
La saldatura per diffusione
Solid state diffusion bonding
Questo tipo di saldatura viene condotto principalmente nel vuoto o in un’atmosfera protettiva. Il carico può essere applicato uniassialmente o isostaticamente. Generalmente si usa un carico basso (3-10 MPa) per prevenire la macrodeformazione dei materiali base. E’ richiesta una buona finitura delle superfici poiché il contributo della deformazione plastica è piuttosto limitato. Si raccomandano di norma valori di massima asperità superficiale di 0.4 m e una perfetta pulitura delle superfici, per evitare il più possibile le contaminazioni. Qualora si applichi un carico isostatico, è possibile raggiungere pressioni molto più elevate (100-200 MPa): di conseguenza la massima asperità delle superfici può essere anche di 0.8 m o maggiore. Un ulteriore vantaggio di questo processo rispetto a quello con carico uniassiale è la possibilità di eseguire saldature con geometrie complesse. Quando materiali di diversa specie devono essere saldati con questo metodo (ed in particolare quando si trattano materiali ceramici) è possibile introdurre uno o più strati intermedi di altri materiali, per facilitare il processo di saldatura e modificare la distribuzione di sforzi post saldatura.
-
La saldatura per diffusione
Solid state diffusion bonding
-
La saldatura per diffusione
Solid state diffusion bonding
https://youtu.be/IQYZHGSf_8E
-
La saldatura per diffusione
Solid state diffusion bonding
-
La saldatura per diffusione
Liquid phase diffusion bonding/diffusion brazing
Questa tecnica può essere applicata solo per giuntare materiali dissimili, o per materiali simili con l’inserimento di uno strato intermedio di una seconda specie. I processi di diffusione allo stato solido cambiano la composizione dei materiali base; la temperatura di saldatura viene scelta considerando la temperatura di fusione della fase che viene a formarsi. Se invece è previsto l’impiego di un materiale d’apporto, poiché esso deve fondere ad una temperatura minore del materiale base, il sottile strato di liquido che si formerà si diffonderà lungo le due superfici da unire, formando la giunzione mediante il successivo raffreddamento. Questo metodo è stato usato in particolare per saldare le leghe di alluminio, con le quali si possono formare delle fasi eutettiche con il rame, l’argento o lo zinco, il quale ha la proprietà di rompere lo strato di ossido tipico delle suddette leghe.
Descrizione del processo di diffusion brazing
-
La saldatura per diffusione
La furnace brazing Questa tecnica è una variante del processo di diffusione, utilizzata soprattutto per alcune componenti di motori aeronautici. La popolarità della furnace brazing risiede nell’atmosfera utilizzata, che consente di evitare sostanzialmente l’uso dei fluxes ed elimina il processo di post pulitura delle superfici saldate. Per il processo si usano diversi tipi di fornace, la maggior parte delle quali impiega un’atmosfera gassosa, mentre alcune lavorano nel vuoto. La costruzione della fornace cambia se il processo è basato su infornate successive o su un’operazione continua. Nel primo caso si impiegano le retort furnaces, usate nella brasatura ad idrogeno, mentre, se il processo necessita di una lavorazione nel vuoto, si impiegano le cosiddette vacuum furnaces (e il processo assume il nome di vacuum brazing).
https://youtu.be/HJBrsSvwUIIhttps://youtu.be/6t0FWfmki_E
-
La saldatura per diffusione
La furnace brazing
La furnace brazing può saldare la maggior parte dei materiali, anche se gli elementi che emettono vapori ad alta pressione non dovrebbero essere saldati nelle vacuum furnaces (zinco, cadmio, piombo, ecc.). Tutti i materiali devono essere accuratamente puliti prima del loro inserimento nella fornace per rimuovere eventuali scorie, grasso e altri agenti contaminanti. I materiali d’apporto più comunemente usati nelle fornaci sono l’argento, il rame, il nichel e l’oro: gli ultimi due, in particolare, sono i più adatti per gli acciai inossidabili e le leghe resistenti al calore e alla corrosione. La furnace brazing risulta più adatta per componenti costose a causa del grande investimento di capitale richiesto e della minore produttività dei cicli di servizio, specialmente paragonati agli altri processi di brasatura. Come anticipato, questa tecnica ha trovato grande impiego nella saldatura di componenti per motori aeronautici, nel settore elettrico ed elettronico, nei componenti per generatori (nucleari e turbine a gas) e in altre varie componenti nautiche e di vario interesse ingegneristico.
-
La saldatura a ultrasuoni Parallelo tra saldatura e auto di F1
-
La saldatura a ultrasuoni
http://www.youtube.com/watch?v=A_VzGAYUXhY
-
Tutta la strumentazione per la saldatura ad ultrasuoni è composta da:
Una pressa che tiene uniti i due materiali;
Il nido o incudine sopra le quali vengono collocate le parti che permette la
vibrazione ad alta frequenza (frequenza compresa tra i 20 ed i 50 kHz);
Una pila ad ultrasuoni, composta da un trasduttore piezoelettrico o un
convertitore, composta da:
Un convertitore dal segnale elettrico alla vibrazione meccanica;
Un booster che modifica l'ampiezza della vibrazione;
Un sonotrodo che porta le vibrazioni sulle parti da saldare;
Un generatore elettronico di ultrasuoni;
Un controller di tutti gli strumenti e dell'energia prodotta.
La saldatura a ultrasuoni
-
GENERATORE SISTEMA X GENERARE PRESSIONE (MOLLE O PISTONE)
CONVERTITORE
SONOTRODO
CONTRASTO
La saldatura a ultrasuoni
https://youtu.be/cfuP6744X6g
-
Il principio della saldatura ad ultrasuoni si basa essenzialmente
sull’assemblaggio dei relativi particolari previa fusione localizzata per mezzo
di ultrasuoni.
Il sonotrodo (utensile di saldatura) sottopone i particolari da saldare ad un
martellamento ad alta frequenza e, nella zona di contatto, l’energia
meccanica si trasforma in energia termica grazie alle forze di attrito.
La saldatura appartiene alla categoria delle saldature a freddo, perché le
superfici si uniscono allo stato solido ed a freddo, nel caso dei metalli,
mentre per i materiali termoplastici rientra nel caso delle saldature a caldo
(resistenza elettrica) in quanto determina la fusione localizzata e la
conseguente unione.
La saldatura a ultrasuoni
-
Le saldatrici realizzate spaziano dalle semplici saldatrici standard alle linee di
saldatura multi-teste completamente automatizzate, alla saldatura con robot
antropomorfo.
Le giunzioni ottenute con questo procedimento presentano ottima resistenza
meccanica e i pezzi collegati non subiscono alterazioni né deformazioni.
I materiali che si possono unire spaziano dai metalli come rame , alluminio,
ottone, sino all’acciaio al titanio al tantalio allo zirconio, oltre a metalli di
natura diversa. La saldatura è particolarmente adatta per lamierini molto
sottili (0,05 mm nel caso dell’alluminio).
Giunti
Materiali saldati
Saldatrici
La saldatura a ultrasuoni
-
La saldatura per esplosione o compressione a freddo
Con il metodo di saldatura per compressione a freddo l’unione viene
realizzata esercitando sui pezzi da collegare pressioni tali da trasformare
dallo stato solido allo stato plastico lo strato superficiale delle zone a
contatto.
Analogamente a quanto accade nel caso della saldatura con ultrasuoni, i
cristalli esistenti nello strato superficiale scorrono e si compenetrano
rimanendo saldamente ancorati per effetto delle mutue attrazioni molecolari.
https://youtu.be/2u51tJdRDK0
-
La saldatura per esplosione o compressione a freddo
Per ottenere rilevanti pressioni, si ricorre a speciali procedimenti dinamici nei
quali si utilizzano potenti esplosivi applicati sulle facce esterne dei pezzi da
unire.
L’azione dell’esplosivo è tale da produrre pressioni di 1000 kg/mm2 e da
lanciare un pezzo contro l’altro con una velocità di circa 800 metri al
secondo.
Gli strati superficiali dei pezzi, per effetto di queste enormi pressioni,
diventano plastici e mobili, i cristalli scorrono e s’impastano provocando
l’unione delle superfici a contatto.
-
La saldatura per esplosione o compressione a freddo
Il metodo per compressione è adatto per saldare acciai, leghe leggere ed
ultraleggere, leghe del rame, ma può essere impiegato anche per saldare tra
loro metalli e leghe di natura diversa.
La saldatura per compressione è particolarmente indicata per eseguire la
placcatura dei materiali ferrosi mediante alluminio, magnesio, zinco, acciaio
inossidabile.
Ultimamente il metodo è stato applicato, con ottimi risultati, per la
placcatura di superfici metalliche varie mediante lamine di leghe speciali ad
alto tenore di nichel, di tungsteno, di rame, di berillio.
-
Video tutorial saldature
https://www.youtube.com/playlist?list=PLOBO48Thz7b3Pup9U52RW6-MC4fgdGCRV