Sofia Venturoli Storia e Istituzioni dell’America Latina Unibo.
Una pubblicazionedel gruppo ARBURG
Numero 13 Primavera 2000
Informazioni sul mercatoe sulla tecnologia dellostampaggio ad iniezione
Nuove dimensioni in ARBURG

Manifestazione ARBURGVisita del Primo Ministro
3
2
Karl Hehl Eugen Hehl
I n d i c e
Relazione dei Clienti ARBURGRKT: sviluppo e produzione quale processo completo
4-5
6
Architettura ARBURGDietro le quinte
8-9
Tecnologia ARBURG”Scoprire” nuove dimensioniFiera ARBURGFakuma: il nuovo design ARBURG
10-11
Relazione dei Clienti ARBURGBauser: professionisti nella tecnologiadelle dentature per ingranaggi
12-13
14
Filiali ARBURGBelgio – soddisfazione del Cliente come primo obiettivo
16
Cari lettori,
dopo che il tanto atteso capodanno si è svolto in modo così
poco spettacolare, si presenta ora l’occasione di tornare a
parlare di cose veramente importanti.
ARBURG per l’anno 2000 prepara la sua nuova immagine: con il
motto “ARBURG – la nuova dimensione” vuole ribadire la sua
ambizione, che è quella di presentare a Loßburg, quest’anno,
progressi decisivi sia riguardo all’aumento delle forze di chiusura
sia riguardo al sistema robot modulare, nonché l’ampliamento
su vasta scala delle capacità di produzione.
Tutto ciò sarà naturalmente basato sulla nota qualità ARBURG,
per la quale le esigenze riferite alla produzione ed ai prodotti
sono severissime. Va da sé che le anche nostre conoscenze tra-
dizionalmente approfondite in materia di tecnologia d’applica-
zione avanzano verso nuove dimensioni.
ARBURG non si accontenta di parlare di cambi di millenni,
ARBURG si mette semplicemente in cammino, in modo dinami-
co, verso nuove dimensioni. Se nel passaggio dal 1999 al 2000
era sbagliato parlare di cambio di millennio, sarebbe altrettanto
sbagliato riposare sui propri allori. La cosa che ci sta più a cuore
è pur sempre il successo dei nostri Clienti.
Questo successo lo si garantisce unicamente tramite uno sviluppo
dinamico. ARBURG – la nuova dimensione!
ARBURG today,Numero 13 / Primavera 2000Rivista per i Clienti del gruppo ARBURG
Editore: ARBURG GmbH + Co
Redazione:Dr. Christoph Schumacher (responsabile)Consiglio di redazione:Juliane Hehl, Martin Hoyer,Roland Paukstat, Bernd Schmid,Jürgen Schray, Renate Würth
Hanno collaborato a questa edizione:Uwe Becker (testo), MarkusMertmann (foto), Martina Schrenk(grafica), Marcus Vogt (testo)
Indirizzo della redazione:ARBURG GmbH + CoPostfach 110972286 Lossburg
Tel.: +49 (0) 7446/33-3149Fax: +49 (0) 7446/33-3413e-mail: [email protected]
NOTE REDAZIONALI:
La ristampa – anche di estratti –è soggetta ad autorizzazione
2
11
7
15
Intervista ARBURGLa nuova dimensione
Tech TalkIl filtro integrato per purificare l’aria
Convegno dei rappresentanti dell’America Latina
Tecnologia ARBURGALLROUNDER 630 S e 320 KManifestazione ARBURGRaduno di motociclisti in ARBURG / Senza alcun handicap

Manifestazione A R B U R G
3
Visita delPrimo MinistroARBURG non solo gode di ot-tima fama in tutto il mondonel settore delle materieplastiche ma è anche uno deipiù importanti datori di la-voro nella Foresta Nera occi-dentale.
Per tale motivo il Primo Mini-stro del Baden-Württemberg ErwinTeufel, con una delegazione, ha vi-sitato la fabbrica per farsi un’ideasul posto della dinamicità e dellosviluppo sistematico dell’impresa.
I soci epresidenti,Eugen e
Karl Hehl gli hanno dato il benve-nuto e lo hanno presentato aglialtri dirigenti.
Erwin Teufel, anche lui prove-niente dalla stessa regione, si èrallegrato visibilmente per ”unodei più begli esempi di imprendi-toria creativa della nostra regio-ne”. Sebbene il Baden-Württem-
berg sia tradizionalmente la re-gione delle medie imprese, nonmolte presentano la stessa storiaaziendale di ARBURG.
”Il nome della Vostra aziendami è ben noto dai viaggi che fac-cio in tutto il mondo!” Con questeparole il Primo Ministro ErwinTeufel, durante la sua visita, haelogiato i responsabili dell’azien-da di Loßburg.
Dopo alcune parole introdutti-ve da parte di Eugen Hehl,Michael Hehl ha delineato breve-mente la storia, lo sviluppoespansivo e lo stato attuale diARBURG.
Durante la visita era natural-mente al centro dell’attenzionesoprattutto la presentazione delprogetto della nuova costruzione“ARBURG II”. Michael ed EugenHehl hanno dato un’idea generalesullo stato attuale e sullo svilup-po del progetto, il quale comportapur sempre un investimento dicentinaia di milioni nella sede diLoßburg.
Nel breve giro dell’azienda, ildirettore del settore tecnologicoHerbert Kraibühler ha illustrato icomplessi processi produttivi,l’elevato know-how e gli sforzi,riconosciuti in tutto il mondo,rivolti alla sicurezza qualità.
Il Primo Ministro si è mostratoparticolarmente socievole: ognitanto faceva una sosta, parlavaqua con apprendisti e là con ope-ratori ai loro posti di lavoro.
Si è mostrato estremamenteinteressato ai problemi quotidiani
ed alle domande dei dipendentiche avevano modo di meravigliarsidel suo simpatico attaccamentoalla regione d’origine e della suacompetenza in materia.
Teufel era talmente interessatoa questo contatto, che la suascorta, verso la fine della visita,ha dovuto ricordargli più d’unavolta che il tempo stringeva.
Eugen Hehl (a sin.) ed il Primo MinistroErwin Teufel
Il Primo Ministro, tra Eugen (sin.) eKarl Hehl, segue con interesse lapresentazione dell’azienda (figura asinistra).
Sempre a contatto con la vita quoti-diana: Erwin Teufel approfitta delgiro per dare un’occhiata all’offici-na per apprendisti (figura in alto)ed al reparto di produzione (figurain basso).
La nuova generazione di imprenditoriJuliane (al centro) e Michael Hehlsalutano il Primo Ministro.
Karl Hehl (2° a sin.) si rallegra dellavisita di Erwin Teufel, sullo sfondoHerbert Kraibühler (a sin.) e MichaelGrandt.

Relazione dei Cl ienti A R B U R G
44
Nel corso degli anni moltispecialisti nella produzionedelle materie plastiche sonodiventati leader, poichéoggigiorno molti Clienti in-terpretano i loro ordini comeincarichi completi e li asse-gnano come tali. Per talemotivo esistono sempre piùaziende che non solo produ-cono particolari stampati,ma che allo stesso tempoprogettano e realizzano an-che gli stampi con i qualiquesti particolari dovrannoessere prodotti.
Tuttavia esistono anche ditteche compiono un altro decisivopasso in avanti. A tale scoporivolgiamo un momento lanostra attenzione all’azienda RKTRodinger Kunststoff-Technik: quil’evasione d’un ordine del Clienteè trattata dal punto di vista del-l’organizzazione ottimale di pro-cesso. Questa visione globale nonsolo comporta un’ottimizzazionedella qualità, ma anche unariduzione dei costi ed il migliora-mento della logistica. Se abbinataad un’esperienza pluriennale neisettori fabbricazione stampi estampaggio ad iniezione di mate-rie plastiche, può essere soltantoa vantaggio del Cliente.
”Dall’idea al successo del pro-dotto”, RKT segue i suoi Clienti inmodo completo durante il proces-so di progettazione e di configu-razione degli stampi, i primi test,le ottimizzazioni e le stampate diprova, fino alla produzione in se-rie ed il montaggio dei particolaristampati nel reparto per lo stam-paggio ad iniezione annesso. Isettori progettazione/costruzione,finanze, logistica, gestione pro-getti/vendita, sicurezza qualitànonché EDP collaborano a questoprocesso come rete, per far sì chei committenti possano essere con-sigliati ed assistiti in modo otti-male in ogni fase della realizza-zione del progetto. Oltre alla pro-duzione di particolari a micropa-rete ed a parete sottile, l’aziendadell’Alto Palatinato possiede co-noscenze speciali nella realizza-
Sviluppo e produzionequale processo completo
zione di pezzi in materiale com-posto rigido/semirigido, ad esem-pio l’iniezione di guarnizioni TPEsu determinati pezzi, di comandiintegrati come ad esempio inter-ruttori a pulsante, di inserti o ele-menti funzionali, nonché nellacombinazione di alcune di questetecnologie in cosiddetti “sistemimultifunzionali (MFS)”.
Alla base sta la progettazionefin nei minimi particolari
Il team esperto di RKT proget-ta e sviluppa insieme ai suoiClienti i prodotti più innovativisecondo proprietà qualitative sta-bilite a priori. I project managerdell’azienda sono sempre a dispo-sizione dei loro committenti qualiinterlocutori affidabili. Ciò fa ri-sparmiare al Cliente perdite ditempo e lo mette al sicuro dasituazioni irritanti.
Poiché nella fase di progetta-zione l’80% dei costi che siandranno a sostenere è per glistampi, è in questo caso partico-larmente importante trovare la
Gli stampi collaudati, prodottiimpiegando i più moderni metodidi lavorazione come il Simulta-neous Engineering ed il TotalQuality Management (TQM) nel”Profit-Center” che lavora inmodo autonomo, sono il risultatodi questa prima fase di progetta-zione e di realizzo. L’85 % degliordini è effettuato da committentiesterni.
Un importante elemento nellaprogettazione è l’elaborazione disoluzioni funzionali dei problemi.In RKT ne fa parte anche la consu-lenza per quanto riguarda unarealizzazione ed una tecnologiastampi adattate alla materia pla-stica usata. Soprattutto in questosettore RKT dà molto peso ad unastretta ed immediata cooperazionetra l’impresa ed i Clienti per allar-gare il know-how d’entrambe leparti e quindi escludere ritardiimprevisti dovuti ad un’insuffi-ciente coordinazione degli inte-ressi.
I Clienti RKT hanno pertanto lapossibilità di sperimentare, sottoforma di analisi FMEA, costruzionidi stampi e processi di produzionealternativi e di scegliere il mododi procedere appropriato. L’im-presa mette a disposizione l’espe-
rienza proveniente dalla fabbrica-zione di molte migliaia di stampi,anche nel settore più componenti,più cavità, dalla costruzione bi- etridimensionale controllata da uncomputer, nonché dall’efficienterealizzazione di prototipi stampoper serie di prova. Nel reparto dicostruzione stampi, l’equipaggia-mento di presse gestite tramiteNC (controllo numerico) compren-de, tra l’altro, centri per la lavora-zione ad alta velocità nonchémacchine di misurazione suppor-tate da telecamera in una repartoapposito a temperatura costante.Nel laboratorio i Clienti possonousufruire della tecnologia pressapresente oppure installare i loropropri sistemi di stampaggio adiniezione, al fine di eseguireun’ottimizzazione completa delprocesso e quindi di abbreviare illasso di tempo che intercorre finoall’introduzione del prodotto sulmercato.
EDP integratoL’efficienza operativa di RKT
rimane inalterata anche dopo lafase di progettazione e di svilup-po. L’anello di congiunzione tra idue settori che consente ciò, sichiama elaborazione dati integra-ta (EDP). Il trasferimento datidiretto dal reparto di costruzionea quello di produzione, grazie alcollegamento in rete di CAD eCAM/CNC, non solo abbrevia intal caso i tempi ciclo, ma riduceanche le possibilità di errori ed icosti di fabbricazione. Medianteun sistema PPS si può, in qualsiasimomento, stabilire per un Cliente
soluzione più redditizia, tenendopresente che non sempre è anchela più economica. Si tratta anzi diottenere un rapporto qualità/prezzo ottimale, così ché anche lacostruzione degli stampi destinatialla produzione si svolga, dalpunto di vista finanziario, entrolimiti adeguati.

5
In questo modo non solo èpossibile rispettare le tolleranzepredefinite nella produzione, maanche fare previsioni affidabili,durante l’intero corso del proces-so, sullo scostamento dai valorinominali di singoli particolaristampati. Di conseguenza si è ingrado di offrire al Cliente una pro-duzione in serie con percentualedi errore bassissima (uno per mi-lione) che consente allo stessotempo di realizzare una produzio-ne “just in time” ad elevatissimilivelli qualitativi. Corsi di adde-stramento interni sulla tematica,ma anche workshops TQM con iClienti RKT assicurano che questafilosofia sia applicata continuati-vamente.
Anche in questo caso RKT la-vora basandosi su un modo divedere globale. L’esperienza mo-stra chiaramente che vale la penaintegrare completamente nellarealizzazione di nuovi prodottitutti quei fattori che influenzanola produzione, per far sì che siaraggiunto il miglior risultato pos-sibile per i Clienti.
Presse per lo stampaggioad iniezione: il centrodell’attenzione ARBURG
Per raggiungere senza proble-mi queste intenzioni e scopi, ènecessario non da ultimo un equi-paggiamento hardware d’altolivello. Nello stampaggio ad inie-zione, già da parecchio tempoRKT fa affidamento anche suARBURG. Presso RKT a Roding, suun totale di 54 presse per lo stam-paggio a iniezione, 36 sonoALLROUNDER. Nella città irlande-se di Tralee, il punto base interna-zionale di RKT, dal luglio 1999 èin corso la produzione su settepresse a iniezione ALLROUNDER.Ciò che la ditta di Roding apprezzaparticolarmente nella tecnologiaALLROUNDER, sono la precisione,l’affidabilità e l’assistenza com-pleta. Le presse installate fannoparte della più moderna genera-zione, le ALLROUNDER S, dovemerita una menzione particolare,quale punto a favore, la gestionesemplice del gruppo di controlloSELOGICA. Altrettanto interessan-te: quattro ALLROUNDER 2K sonoimpiegate per la produzione diparticolari bimateriale, una tec-nologia nella quale ARBURG de-tiene tradizionalmente il primatosul mercato. Nei 25 anni dallafondazione RKT si è trasformatoda un costruttore di stampi in unfornitore di sistemi. In soli quattroanni il proprietario, Rainer Groth,è riuscito a completare la fabbri-cazione di stampi con la produ-zione di particolari di plastica. ARoding, nel 1982 iniziò la produ-zione in serie con 20 presse. Conl’inaugurazione dello stabilimentodi Tralee nel 1997, è stata intensi-ficata l’attività sul mercato inter-nazionale, dove l’impegno, oltreche sul mercato europeo, è au-mentato soprattutto negli StatiUniti d’America ed in Australia.Complessivamente sono 220 i col-laboratori, di cui ben la metà nelreparto di costruzione stampi, adassicurare il rispetto dei severicriteri qualitativi durante l’interocorso del processo. La conseguenteapplicazione di metodi di control-lo integrati nella fabbricazionestampi e nel settore di stampag-gio ad iniezione, è il marchio difabbrica RKT, riassunto nel princi-pio conduttore dell’azienda“Qualitas – Tempore – Optima”.
specifico a che punto si sia arriva-ti nel portare a termine un deter-minato ordine. Questo modo dilavorare è non solo molto efficien-te, ma garantisce anche il rispettodei più severi criteri di qualità.
Gestione qualitàRKT lavora secondo le norme
DIN ISO 9001, QS 9000 nonchéVDA 6.1 e gestisce con metodo laqualità di sviluppo e produzionegrazie alla collaborazione interdi-sciplinare di tutti i reparti. Lo sco-po è di analizzare e migliorare ilprodotto in funzione del processodi produzione o di montaggiopianificato, per far sì che i parti-colari prodotti rispettino appienole esigenze del Cliente. RKT siassume la responsabilità d’unacostante alta qualità migliorandocontinuamente il “Quality Mana-gement”. Nella filosofia aziendale,riferita alla qualità, sono di im-portanza vitale due concetti: ilTotal Quality Management (TQM)ed il servizio preventivo integrato(IP-SERVE® ). Il Total Quality Ma-nagement (gestione totale dellaqualità) non si limita a cercare eda trovare in modo investigativodifetti di qualità del prodottofinale, ottimizzarlo successiva-mente ovvero eliminare i puntideboli riscontrati, ma s’impegnapiuttosto a scoprire preventiva-mente potenziali fonti d’erroremediante gli strumenti QFD(Quality Function Deployment)- oDOE (Design of Experiment) ovve-ro con l’ausilio della strategiaIshikawa, per impedire che questiinfluiscano sulla produzione.
Il motto è quindi azione pre-ventiva invece che reazione suc-cessiva. Ciò assicura un risparmiodi tempo e di costi sia da parte diRKT sia del Cliente.
Questo modo di procedere ècompletato dal servizio preventi-vo integrato, brevettato da RKTquale sistema di provvedimentiinterni dell’azienda, che consenteuna consegna entro i terminiprefissati, mantenendo costante-mente elevata la qualità di serie.IP-SERVE® comprende il conse-guente impiego dei più modernistrumenti di progettazione, svi-luppo e design (banche dati mate-riale, CAD tridimensionale, Mold-flow, Rapid Prototyping), l’impie-go dei più svariati metodi diprevenzione d’errori (design conparametri ecc.), nonché la ”classi-ca” eliminazione di errori già ve-rificatisi grazie ad un’ottimizza-zione di tutti i minimi particolari.
Figura in alto: stampo con piastrarotante per la produzione d’un parti-colare con materiali rigidi/morbidi.Foto: ditta RKT
Figura a sinistra: stampo per la produ-zione d’una parte di telaio con guarni-zione integrata nell’interno d’unaportiera d’un autoveicolo.Foto: ditta RKT

Tecnologia A R B U R G
A livello internazionale, lepresse con sistema a ginoc-chiera ALLROUNDER 305 e350 ECO facenti parte delprogramma ARBURG sonostate sicuramente quelle chehanno avuto più successo.Con l’ALLROUNDER 320 KARBURG ha presentato ilsuccessore legittimo di que-ste presse leggendarie.
La 320 K dispone di unapiastra portastampo dalle dimen-sioni 320 x 320 mm, una forza dichiusura di 700 kN e gruppi inie-zione da 100 e 250.
Nonostante il prezzo base eco-nomico, la 320 K dispone diun’ampia dotazione di serie. Me-ritano particolare menzione laregolazione iniezione, l’estrattoreidraulico e la lubrificazione adolio centralizzata automatica del-la ginocchiera. La regolazionedell’altezza dello stampo avviene
L’ALLROUNDER 630 S 2500 congruppo iniezione 675 o 1300,dispone di alcune caratteri-stiche che rendono la nuovaserie altrettanto sicura e difacile gestione come tutta lagamma ALLROUNDER.
La regolazione altezza stampola si conosce già per altre pressecon sistema a ginocchiera. Questodispositivo consente di adattarel’intero gruppo di chiusura alla ri-spettiva altezza stampo. Pertantola corsa serve solo per aprire lostampo e non, in aggiunta, percompensarne l’altezza. Ne conse-gue un minore dispendio d’ener-gia ed una riduzione dei tempiciclo.
La piastra mobile, a gabbia,può essere spostata in modo defi-nito tramite l’elettromotore ed ilriduttore. La trasmissione di po-tenza avviene mediante filettaturesulle estremità di tutte e quattrole colonne del gruppo chiusura.La corsa massima delle piastreportastampo mobili è di 600 mm.La possibilità di regolazione con-sente anche una costruzione piùcompatta del gruppo di chiusura.La corsa di traslazione è program-mabile tramite SELOGICA.
Il dispositivo di sicurezzaasimmetrico, allargato sul retrodella pressa, dà spazio ai due di-
Trovato ilsuccessore
ne. Nella zona dell’ugello adesempio, la copertura è in dueparti ed è spostabile ovvero ribal-tabile. Il gruppo può essereestratto dalla zona della piastrafissa quanto basta per assicurareun lavoro senza problemi sul-l’ugello. Per smontare il cilindro,la copertura superiore può essereribaltata verso il lato posterioredella pressa.
Il cambio del cilindro è facilita-to grazie all’alloggiamento del-l’intero gruppo iniezione su unapiastra rotante centrale. Dopol’arretramento ed il fissaggio delgruppo, l’unità può essere ruotatain avanti manualmente e quindi ilcilindro può essere estratto senzaproblemi. Opzionalmente è dispo-nibile il dosaggio elettromeccani-co per abbreviare i tempi ciclotramite movimenti contempora-nei ed assicurare una preparazio-ne dei materiali senza degradarli.
Arrivano legrandi!
stributori acqua di raffreddamen-to sulla piastra portastampo fissae mobile nonché ad un nastrotrasportatore collocabile sotto laprotezione. Ciò fa sì che l’interoscarico dei pezzi avvenga all’in-terno del settore pressa protetto.
Il rifornimento idrico avvienetramite un gruppo distributorecentrale che alimenta tre distribu-tori d’acqua di raffreddamento. Ildistributore lato pressa è sistema-to sul retro nelle vicinanze delleutenze, sotto la piastra porta-stampo fissa. I due distributorilato stampo sono sistemati sottola protezione pressa in modo taleda rendere possibile la connessio-ne rigida delle condutture didistribuzione. La regolazione deitermoregolatori può essere effet-tuata all’esterno della protezione.Mediante giunti a chiusura rapidaè possibile collegare in modo fis-so i circuiti di termoregolazionealle due piastre portastampo e,quale opzione, prolungarli. Que-sta disposizione fa sì che laripreparazione di stampi risultinotevolmente più facile e realiz-zabile in maniera più rapida.
Anche le condutture di alimen-tazione delle anime sono collega-te con giunti a chiusura rapidafino alla piastra portastampo mo-bile. Non solo la parte anteriore,ma anche la parte posteriore dellapiastra a gabbia è sorretta, in ver-ticale, tramite cuscinetti a rulli,sul basamento della pressa e gui-data in modo stabile.
Gruppo iniezione ruotabileQuanto più grande è il gruppo
iniezione, tanto più importante ètrovare soluzioni intelligenti per ilfunzionamento e la manutenzio-
manualmente, l’altezza di mon-taggio dello stampo è compresatra 200 e 430 mm. La sicurezzastampo lavora in modo idraulico econtrolla il movimento di chiusura.
I punti di vantaggio dell’ALLROUNDER sono l’ingombrominimo della pressa, una ginoc-chiera a risparmio d’energia eduna quantità d’olio ridotta. Perlavorare in modo il più persona-lizzato possibile, ad esempio conun gruppo iniezione che lavorainiettando tra i semistampi o conrobot verticali esiste come opzio-ne, un cancello di sicurezza checonsente l’accesso dall’alto.
Per un impiego universale del-la tecnologia pressa ALLROUNDER,risulta interessante poter impie-gare i moduli cilindro 100 e 250delle serie M e C anche sulla320 K, pertanto la serie di presserimane compatibile all’interno delprogramma ALLROUNDER.
Con l’ALLROUNDER 320 KARBURG offre una pressa perun’ampia gamma di applicazioni.Questa ALLROUNDER combina inmodo opportuno una produzioneveloce – propria delle presse consistema a ginocchiera –, una tec-nologia semplice, efficiente e si-cura gestibile tramite il controllopressa SELOGICA ed un rapportoqualità/prezzo ottimale.
Solida, di lunga durata ed economica:la sperimentata tecnologia a ginocchieraALLROUNDER
6

ben. Full Service zu leistenheißt ja auch Synergien nutzen zukönnen, die im Haus entstehen.So rechnet sich unser Vorgehentrotz der vielleicht höherenGestehungskosten über dieStückzahl.”
Offensichtlich trägt dieg e s a m t eU n t e r n e h m e n s p h i l o s o p h i eFrüchte, denn Camo wurdebereits dreimal mit dem„Internorm Partnerdiplom” sowie1998 erstmals mit dem „GoldSupplier Award” vom Philips DAPHaushaltsgerätewerk inKlagenfurt ausgezeichnet. Camoselbst ist seit 1997 nach ISO 9001zertifiziert.
Raduno di motociclisti inARBURG
Cosa potrebbe essere piùbritannico d’un torneo digolf curato nei minimi parti-colari e giocato su campi ovel’erba intorno alle buche èsempre rasata con estremacura? Veramente poco! Pertale ragione la nuova edizio-ne del torneo di golf orga-nizzato dalla filiale britanni-ca di ARBURG nell’eleganteGolf Club Coventry ha incon-trato un enorme consenso.
I partecipanti, in tutto 54, –tutti quanti buoni e pluriennaliClienti ARBURG – il 1 settembre1999 si sono radunati sul campoper stabilire chi possedesse il mi-glior handicap. Confronti duri manel segno del fair-play sportivo,con una conclusione concilianteed amichevole, contrassegnaronoquesto giorno dai rapporti com-merciali un po’ diversi.
ARBURG Ltd. ha festeggiatoun pluricampione: dopo la vittoriaall’inaugurazione del torneo nel1998, Steve Birtles, direttore com-merciale della ditta Louverlite, èriuscito a vincere la coppa anchequesta volta. Senza alcun handi-cap: il rapporto di ARBURG Ltd.con i propri Clienti.
Complessivamente 39 impresee fornitori avevano mandato ingara i loro migliori giocatori perstabilire il vincitore. Il ringrazia-mento particolare del direttore difiliale Frank Davis va a tutte leditte che, anche tramite la spon-sorizzazione di diversi premi, han-no contribuito ad assicurare ilsuccesso di questa manifestazio-ne sportiva tra amici.
Alcuni dei Clienti invitati sonoin contatto con ARBURG già daglianni 60 e, non raramente, dis-pongono – come ad esempio
Le visite dei Clienti non co-stituiscono veramente nulladi straordinario per ARBURG.Al contrario: senza visite nonc’è scambio di informazioni,senza informazioni non èpossibile alcuna vendita esenza vendite non si fa alcunfatturato.
Tuttavia ci sono eccezioni,soprattutto in questo settore: siache Clienti vengano da paesi lon-tani per informarsi sul posto sulleultime innovazioni, sia per ilmodo nel quale arrivano. Un buonesempio a proposito: la visita del-la ditta Schulmann.
Non essendo stati informati, sisarebbe potuto credere che aLoßburg fosse in corso un radunodi motociclisti o concittadini ama-tori della motocicletta che si in-contrano con le loro moto. Il moti-vo dell’incontro era tuttavia moltomeno spettacolare: nell’ambitodel loro annuale giro in motoci-cletta, sette dipendenti della dittaSchulmann dalla città di Kerpen(Renania settentrionale/Vestfalia)fecero visita ad ARBURG nel corsodella loro tappa nei Vosgi.
Schulmann è legata adARBURG da una lunga coopera-zione. La ditta di Kerpen producegranulati plastici e mescola ma-dre, impiegate da ARBURG perprodurre particolari stampati inoccasione di fiere o da impiegarenella propria produzione. SetteALLROUNDER delle serie 220 M e
Senza alcunhandicap
221 K lavorano in Schulmann perla campionatura nonché per pro-durre materiale in strisce e colo-rato. Dunque più d’una ragioneper i collaboratori motociclistiper andare a Loßburg ad infor-marsi sulle ultime innovazionidella tecnologia pressa e compiereun excursus nella storia del-l’azienda nel museo “Evolution”che esiste in sede. Naturalmente i“gitanti” non volevano farsiscappare l’opportunità di vederecome sono prodotte leALLROUNDER. Una visita del-l’azienda con il direttore del set-tore tecnologia d’applicazione,Jürgen Schray, e con StefanGühring del laboratorio tecnico,fece chiarezza anche su questopunto.
Michael Hehl, lui stesso un ap-passionato pilota-Ducati, non haperso l’occasione di salutare dipersona i motociclisti. Quale pic-colo ringraziamento per le appro-fondite informazioni tecniche e lacordiale accoglienza da parte diARBURG, i “Schulmaniani” gliconsegnarono una maglietta edun berretto da baseball con unproprio stemma fatto confeziona-re appositamente per tale evento.
Manifestazione A R B U R G
Arcolectric Switches, Miles Plattsoppure Hozelock – d’un parcopresse che comprende più di 40ALLROUNDER. Se si sommasserotutte le presse che i partecipantihanno già ordinato ad ARBURG,si arriverebbe ad un numero dicirca 385 ALLROUNDER. Quindinon erano solo golfisti appassio-nati, ma veri “tifosi ARBURG” adincontrarsi per discutere di nuoveprospettive, scambiare idee edanche per concludere “enpassant” qualche affare.
Steve Birtles risultò vincitoredella diciottesima partita con40 punti, seguito a pochi punti(39) da Ben Denley dellaCotswold Design & Sales e daNorman White (38 punti) dellaReevite Industrial MouldingLtd.. Durante il “TexasScramble” della mattinata,erano in vantaggio NeilPrady e Chris Ward dellaAlgram, nonché Dave Rich-mond (John Alan Plastics) eNeil Bowden (Keiron MouldTools).
L’appuntamento per il”3rd ARBURG Annual GolfDay” di quest’anno è giàstato stabilito. Avrà luogoil 30 agosto.
Se qualcuno dei ClientiARBURG britannici inten-desse già iscriversi, lopuò fare contattandoValerie Heeles.
I rapporti tra Schulmann e ARBURG ruotanosempre intorno alle ultime novità tecnologi-che, sia si tratti di ALLROUNDER sia dimotociclette. Foto: ARBURG
7

8
neamente a quelle architettoni-che per favorire un flusso mate-riali ottimale nonché assicurare ilmiglior approvvigionamento ditutti i punti in cui ha luogo la pro-duzione.
Per disturbare il meno possibi-le la produzione, in ARBURG èstata presa la decisione di un tra-sferimento graduale ai singoliblocchi costruttivi. Ciò crea da unlato ulteriori capacità nei capan-noni esistenti, dall’altro anchespazi liberi per provare le nuoveinstallazioni.
Prima fase: trasloco del re-parto finitura fusioni (rivesti-mento a spruzzo con polveri)
Il primo passo nei nuovi edificirisale già all’agosto 1999 con il
trasloco dell’impianto di finiturafusioni esistente. Attualmentequest’unità è completata da unnuovo impianto di verniciatura abagno, concepito sia per tutte letonalità di colore speciali che perle parti più grandi ALLROUNDERcon pesi unitari tra 1,5 t e 4,5 t.Presumibilmente entrerà in fun-zione nei prossimi giorni.
Dal novembre ’99 in questilocali è stato integrato anche ilreparto spedizione ricambi. Perfacilitare il ritiro, questo settoresarà direttamente raggiungibilecon automezzi.
Il capannone logistico di ac-cettazione e di uscita merci hacome particolarità delle cosiddette“chiuse” di accesso e di uscitaper i camion. Queste impediscono
che i gas di scarico del Diesel ecorrenti d’aria dirette penetrinoall’interno del capannone, limita-no la dispersione termica durantel’inverno ed inoltre che l’umiditàesterna penetri nei capannoniadiacenti. Anche grandi camionpossono quindi arrivare diretta-mente al settore di spedizione peressere caricati e scaricati sulposto. Dal punto di vista del flus-so materiali risulta ottimale la ri-partizione del nuovo capannonedi montaggio.
Nel seminterrato si trovano ilmagazzino dei basamenti pressa,che li riceve e li distribuisce inmodo automatico, nonché il re-parto di montaggio dei gruppicostruttivi ove si effettua il pre-montaggio di quei componentiche, al pianterreno del capannone,saranno in un secondo momentoassemblati per formare pressepronte per la spedizione. Oltre ilmontaggio completo di diversitipi di ALLROUNDER, sono previ-sti anche il montaggio finale conpostazioni di verifica con banchidi prova, il controllo finale, l’im-ballaggio nonché la spedizione.
Flusso materialiAlla base dell’intera logistica
interna dei trasporti sta un sofisti-
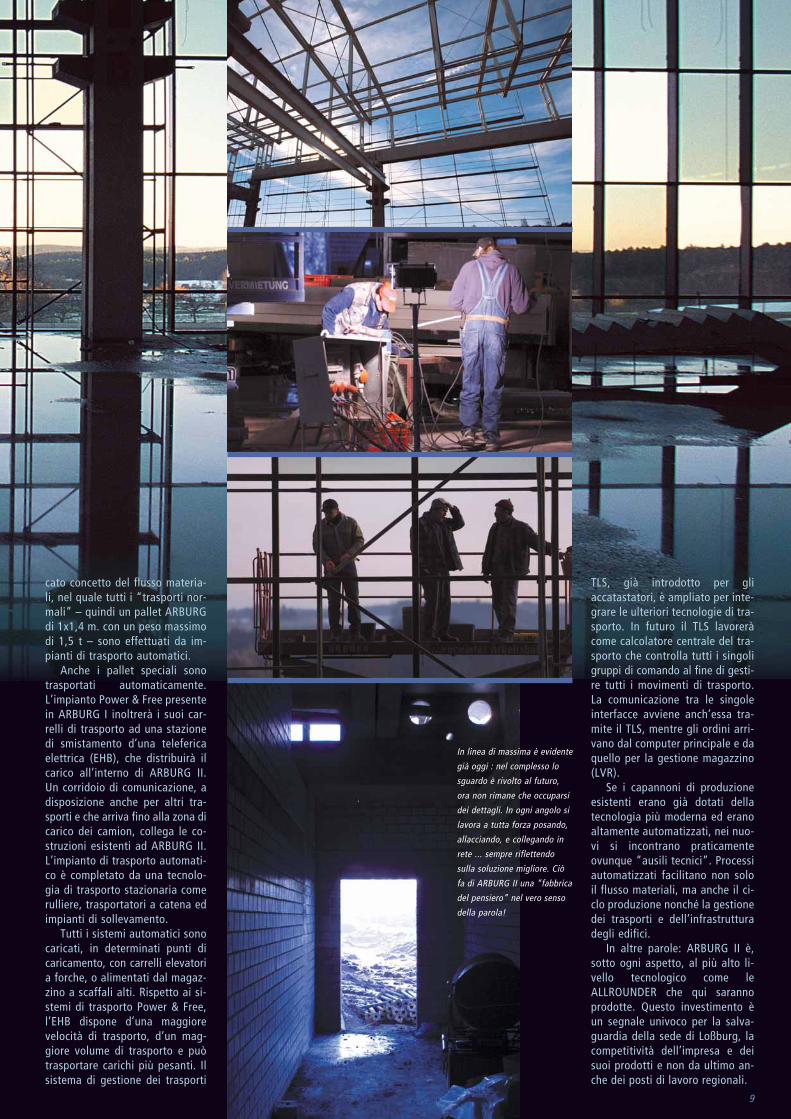
Un ampliamento dello stabi-limento come quello in corsoin ARBURG, impressionainnanzitutto per la riusci-ta struttura architettonicaesterna. Nel caso in questio-ne il nuovo complesso ediliziosi integra in modo armoniconel paesaggio circostanteanzi la struttura della faccia-ta rispecchia il paesaggio nelvero senso della parola. Mache cosa sarebbe il più bel-l’involucro senza una “vitainteriore” adattata esatta-mente alle esigenze azienda-li? Anche in questo caso sitratta quindi di trovare lagiusta armonia: la facciata, ilocali e l’infrastruttura devo-no essere in sintonia se sivuole creare un ambiente dilavoro ottimale nel qualeprodurre in serie alta tecno-logia.
Pertanto è richiesta ”intelli-genza” non solo al momento diconcepire e progettare gli edifici,nella difesa del suolo, nella prote-zione del terreno e nella tuteladelle acque, nel riutilizzo delleenergie, ma anche nella dotazionetecnica. Le progettazioni al ri-guardo devono svolgersi simulta-
Dietro le quinte
A r c h i t e t t u r a A R B U R G
9
cato concetto del flusso materia-li, nel quale tutti i “trasporti nor-mali” – quindi un pallet ARBURGdi 1x1,4 m. con un peso massimodi 1,5 t – sono effettuati da im-pianti di trasporto automatici.
Anche i pallet speciali sonotrasportati automaticamente.L’impianto Power & Free presentein ARBURG I inoltrerà i suoi car-relli di trasporto ad una stazionedi smistamento d’una telefericaelettrica (EHB), che distribuirà ilcarico all’interno di ARBURG II.Un corridoio di comunicazione, adisposizione anche per altri tra-sporti e che arriva fino alla zona dicarico dei camion, collega le co-struzioni esistenti ad ARBURG II.L’impianto di trasporto automati-co è completato da una tecnolo-gia di trasporto stazionaria comerulliere, trasportatori a catena edimpianti di sollevamento.
Tutti i sistemi automatici sonocaricati, in determinati punti dicaricamento, con carrelli elevatoria forche, o alimentati dal magaz-zino a scaffali alti. Rispetto ai si-stemi di trasporto Power & Free,l’EHB dispone d’una maggiorevelocità di trasporto, d’un mag-giore volume di trasporto e puòtrasportare carichi più pesanti. Ilsistema di gestione dei trasporti
TLS, già introdotto per gliaccatastatori, è ampliato per inte-grare le ulteriori tecnologie di tra-sporto. In futuro il TLS lavoreràcome calcolatore centrale del tra-sporto che controlla tutti i singoligruppi di comando al fine di gesti-re tutti i movimenti di trasporto.La comunicazione tra le singoleinterfacce avviene anch’essa tra-mite il TLS, mentre gli ordini arri-vano dal computer principale e daquello per la gestione magazzino(LVR).
Se i capannoni di produzioneesistenti erano già dotati dellatecnologia più moderna ed eranoaltamente automatizzati, nei nuo-vi si incontrano praticamenteovunque “ausili tecnici”. Processiautomatizzati facilitano non soloil flusso materiali, ma anche il ci-clo produzione nonché la gestionedei trasporti e dell’infrastrutturadegli edifici.
In altre parole: ARBURG II è,sotto ogni aspetto, al più alto li-vello tecnologico come leALLROUNDER che qui sarannoprodotte. Questo investimento èun segnale univoco per la salva-guardia della sede di Loßburg, lacompetitività dell’impresa e deisuoi prodotti e non da ultimo an-che dei posti di lavoro regionali.
In linea di massima è evidente
già oggi : nel complesso lo
sguardo è rivolto al futuro,
ora non rimane che occuparsi
dei dettagli. In ogni angolo si
lavora a tutta forza posando,
allacciando, e collegando in
rete ... sempre riflettendo
sulla soluzione migliore. Ciò
fa di ARBURG II una “fabbrica
del pensiero” nel vero senso
della parola!

10
Tecnologia A R B U R G
Quando sono impiegate peri-feriche di movimentazione,si tratta soprattutto di adat-tare i componenti al rispetti-vo impiego nonché di trovareil giusto equilibrio tra pressae robot.
Visto che ARBURG dispone diun elevato know-how anche nel-l’ambito dell’interazione di pressae scarico dei pezzi, era ovvio oc-cuparsi della tecnologia che svol-gesse in modo il più ottimale pos-sibile ogni tipo di prelievo. Che ilrisultato di questo processo sia unsistema flessibile e modulare dinome MULTILIFT, è solo la logicaconseguenza della struttura mo-dulare ALLROUNDER e della suaampia gamma di applicazioni. Èinteressante che, grazie all’esecu-zione modulare dei manipolatori,non sia necessario giungere acompromessi per quanto riguardala configurazione e l’integrazionedei controlli, visto che l’intera
tecnologia proviene da un unicofornitore. Partendo da una basecomune è inoltre possibile adatta-re diversi modelli ai più svariatitipi di intervento. Al termine delprocesso di sviluppo è previstoche ogni modello pressa abbia adisposizione un robot interamen-te modulare. ”Interamente modu-lare” significa, in questo caso,che la configurazione e le dimen-sioni del robot, limitate solo dal-l’ingombro massimo a disposizio-
”Scoprire” nuovedimensioni
ne, possano essere adattate inmodo ottimale e preciso alle esi-genze della rispettiva azienda chestampa a iniezione.
Concetto interamentemodulare
Il MULTILIFT H, quale varianterobot orizzontale, entra nel grup-po chiusura dal lato posterioredella pressa. Il vantaggio di que-sta disposizione: il numero degliassi può essere ridotto e di conse-guenza le corse risultano brevi.
Il MULTILIFT H ha una sovra-struttura che è solo poco più altadi quella dell’ALLROUNDER. Inquesto modo è ridotto in modonotevole l’ingombro della confi-gurazione riferito all’altezza ne-cessaria del capannone.
Un ulteriore vantaggio per iClienti è la possibilità economicadi combinare, a seconda delle esi-genze di produzione, assi servoe-lettrici e pneumatici. Sono adisposizione i seguenti moduli
che possono essere combinati apiacere:� L’asse longitudinale del robotpuò essere programmato libera-mente sia in modo servoelettricoche pneumatico� Tutti gli altri assi sono azionatipneumaticamente� La corsa d’estrazione dallostampo può essere impostata siacome movimento totale dell’asseo effettuata esclusivamente dallapinza� Un numero di assi orientabili egirevoli, liberamente selezionabilia seconda del tipo d’impiego ovel’asse orientabile offre il determi-nante vantaggio di avere un piùcorto asse longitudinale del robote quindi ridurre effettivamente alminimo la superficie di appoggiodell’intera configurazione pressa.
Oltre ad usufruire di tutti glieffetti sinergetici relativi allatecnologia di controllo, anchel’integrazione meccanica delMULTILIFT nell’ALLROUNDER èpredisposta in modo ottimale. Ciòconsente soluzioni compatte checonsentono non solo un depositopoco ingombrante su una superfi-cie di appoggio complessivaminima, ma anche l’integrazionedi tutti i componenti all’internodella protezione pressa. In talmodo la grandezza dell’isola diproduzione può essere adattatafin nei minimi particolari alle esi-genze di lavoro ovvero ai pezzistampati, consentendo la fornituradi isole di produzione complete,provviste di marchio CE, comple-tamente premontate e pronte perla produzione. Il nostro motto:collegare e lavorare.
Totalmente integratoGrazie all’integrazione com-
pleta dei sistemi robot ARBURGnel ciclo pressa, sono assicuratitempi ciclo ottimali ed una ge-stione semplicissima nell’ambitod’una comune filosofia di control-lo. Adattate al rispettivo tipod’impiego, sono supportate variestrategie di deposito, l’inserimen-to ed il prelievo di pezzi darivestire (mediante iniezione), ilprelievo di campioni e di scartinonché movimenti sincroni diALLROUNDER e robot per l’otti-mizzazione dei tempi d’intervento.
Il record dati integrato del ri-spettivo manipolatore può esserememorizzato insieme a quellodella pressa, il che facilita l’acces-so ai dati e quindi la semplicità digestione.
Una novità è l’efficiente siste-ma Interbus S per le funzioni d’en-trata e d’uscita e degli assi deimanipolatori, il quale può essereampliato fino a comprendere almassimo 128 entrate ed uscite edè anche predisposto per l’integra-zione di ulteriori periferiche.
I profilati estrusi, in alluminio,impiegati per ottenere la conse-guente modularità, sono configu-
MULTILIFT H senza protezione – il primopasso verso un sistema robot modulare.
10

Alla 13a FAKUMA, nell’otto-bre 1999, ARBURG ha battutotutti i record interni del-l’azienda: con più novitàrispetto alla fiera mondialeK’98 e con un nuovo designcomune per tutte le presse,ha sottolineato sia le sue ca-pacità innovative, sia il ruoloimportante di questa fieranelle considerazioni strate-giche dell’azienda.
Nel 1999, conoltre 35.000 visi-tatori, la Fakumaè stata pur sem-pre la più grandefiera del settorein Europa. Nel corso degli anni lafiera, che è organizzata all’inter-no dell’area fieristica di Fried-richshafen, situata in un postoidilliaco, si è trasformata da unafiera locale per le città confinantiad una fiera settoriale internazio-nale per la lavorazione delle ma-terie plastiche.
Contrariamente all’opinionediffusa che dopo un anno dellamanifestazione “K” non ci si po-tessero attendere novità spetta-colari e vere innovazioni, ARBURGne presentò svariate.
Secondo il motto ARBURG diquell’anno, la multifunzionalitàdella gruppo di controllo pressaSELOGICA, impiegato su tutte leALLROUNDER, occupò ampi spa-zi. Sullo stand erano presentigruppi di controllo per la dimo-strazione pratica sui quali i visita-tori potevano sperimentare lafilosofia di controllo SELOGICA.
È stata soprattutto la serie dipresse S ad andare verso nuovedimensioni: per la prima volta èstata presentata al pubblico inter-nazionale la nuova ALLROUNDER630 S.
Una forza di chiusura di2.500 kN con dimensioni dellapiastra portastampo di 630 mm:Questi numeri caratterizzano lapiù grande ALLROUNDER mai esi-stita.
In ARBURG “nuove dimensio-ni” non significa necessariamente
Fakuma: il nuovodesign ARBURG
11
Fiera A R B U R G
rati tramite complessi calcoli suelementi finiti (FEM), ed adattatiin modo specifico alle applicazionied alla pressa. Essi formano labase per una stabilità ottimizzatadal punto di vista del peso, laquale consente senza alcun pro-blema anche ampliamenti succes-sivi come ad esempio raccordimeccanici di collegamento a ulte-riori componenti delle perifericheoppure dispositivi di sicurezzaaddizionali.
“più grande”. Questo lo hadimostrato l’ALLROUNDER 220 S150-35 per la produzione in seriedi piccoli pezzi di precisione.
Il MULTILIFT H rappresenta ilprimo elemento d’un sistemarobot modulare totalmente inte-grato nel gruppo di controllopressa e nei relativi cicli. In futuroogni applicazione ed ogniALLROUNDER avrà a disposizioneil sistema robot ottimale.
Un ulteriore punto essenziale èrappresentato dalla lavorazionedi termoindurenti. Dal punto divista tecnico le presse per termo-indurenti ARBURG si basano sullaserie ALLROUNDER C che è stataampliata ed adattata specifica-mente per questa lavorazione.
Per la prima volta è stataesposta a una fiera anchel’ALLROUNDER 420 C 1000-150/150/60 per la lavorazione di tre
componenti: un’isola di produzio-ne con robot che ancora una voltaha dimostrato la versatilità dellatecnologia ALLROUNDER che as-solve anche i compiti di stampag-gio ad iniezione più complessi.
Varianti tecnologicheSia per le presse più piccole
che per quelle più grandi, facentiparte del programma, ARBURGoffre, quale completamento, latecnologia di movimentazioneche permette la soluzione dei piùsvariati problemi di prelievo. Perlo smaltimento delle materozzesono a disposizione un prendi-materozza verticale nonché unpicker integrale che lavora intera-mente sotto la protezione pressa.Un dispositivo lineare a 3 assi chelavora in verticale e la configura-zione a 3 assi a controllo numerico(NC) adattabile individualmente,installabile a scelta longitudinal-mente o in trasversale rispettoall’asse pressa, completano l’of-ferta di robot. Anche per questeapparecchiature è possibile l’inte-grazione completa, con simbolipropri, nello svolgimento ciclodel gruppo di controllo pressaSELOGICA.
Alla nota sicurezza di fun-zionamento dei manipolatoriARBURG si aggiungono le esau-rienti prestazioni d’assistenzatecnica e la configurazione indivi-duale fino alla messa in funzionedi interi impianti di produzione.L’ergonomia, il design e la prote-zione utente seguono i più moder-ni standard e pertanto corrispon-dono pienamente alla filosofia delprodotto ARBURG.
Figura in alto:all’estremità del MULTILIFTè applicata la pinza studiataper il Cliente.
Figura a sinistra:integrato interamente nellaprotezione pressa: il MULTILIFT Hsu un’ALLROUNDER 420 C.
11

12
Relazione dei Cl ienti A R B U R G
Dalla sua fondazione nel1962, la ditta Werner BauserGmbH si occupa della fabbri-cazione di stampi e dellaproduzione di pezzi di preci-sione altamente tecnici inmateriale termoplastico. Nelcorso degli anni si è passativia via ad una produzionerivolta principalmente allatecnologia da applicare agliingranaggi dentati.
La ditta di Wehingen possiedeun tale know-how in questo set-tore, che ditte rinomate a livellomondiale, dell’industria automo-bilistica, elettrica ed orologiera siaffidano ai loro prodotti.
La produzione ed i controlli av-vengono in base alle norme diqualità DIN ISO 9001 fino a 9004e, sin dall’inizio, impiegando latecnologia di stampaggio a inie-zione ALLROUNDER.
Lo slogan“plastica dalleforme più precisepossibili” descrive leintenzioni che i fondatori del-l’azienda, Werner Bauser e suo fi-glio, il direttore generale MichaelBauser, perseguono con la loroimpresa. Nel caso dei componentidi ingranaggi come li produceBauser, ciò che conta èsoprattutto un basso livello del
Professionisti nellatecnologia applicata agliingranaggi dentati
di crescita medi annuali non sonoscesi mai sotto il 5%.
In tutto 125 persone sono oc-cupate nella produzione e nel-l’amministrazione, 55 dipendentilavorano nel reparto per lo stam-paggio ad iniezione, altri 22 nelreparto fabbricazione stampi, 7 inquello di preparazione del lavoroe di costruzione e 18 alla sicurez-za qualità. Il lavoro a tre turniconsente lo sfruttamento ottimaledelle presse; dalla fondazionedell’azienda non è mai capitato didover lavorare ad orario ridottoobbligato.
l’area coperta è stata raddoppiataa 4.400 m2; nel 1998/99 sono sta-ti aggiunti ulteriori 1.100 m2 dicostruzione. Oggi lo stabilimentodi Wehingen si presenta comeun’azienda impostata in modoottimale su ergonomia e flussodella produzione secondo le piùrecenti conoscenze.
Qualità in primo luogoChi si vuole occupare della
produzione di tecnologia di altaprecisione da applicare agli ingra-naggi dentati, deve immediata-mente confrontarsi con l’aspettoqualità. Per tale ragione aWehingen già nel 1989 si iniziò adocumentare la qualità in modocompleto. Nel laboratorio di pro-va sono analizzate grandezzecaratteristiche come ad esempiol’indice Melt Flow (MFI) o il tassoMelt Volume (MVR) oppure sonoeffettuate misurazioni dell’indicedi viscosità sia della materiaprima che dei prodotti finali.
Questa routine di verifiche ècompletata da una controllo sicu-rezza qualità sulla pressa. Sullabase di schemi di collaudo specifi-ci dei pezzi, è controllato, tramitebanchi di prova SPC integrati nel-la produzione, il livello di lavora-zione. Fino al controllo finale leverifiche avvengono secondo lenorme ISO.
In questo modo lo stabilimentodi Wehingen produce fino ad unmilione di particolari di plastica algiorno. Attualmente la gamma diprodotti comprende 1.900 compo-nenti diversi con pesi unitari tra0,005 e 100 grammi. SecondoMichael Bauser, dal 1994 i tassi
rumore. ”Già minime differenze”,afferma l’ingegner Michael Bauser,”provocano un peggioramento avolte notevole delle proprietà del-l’ingranaggio e causano tali ru-mori. Qui ci muoviamo nell’ordinedei centesimi di millimetro e que-sto fa capire che per noi la massi-ma precisione non costituiscel’eccezione, bensì la regola!”
Che si lavori continuamenteper migliorare tale precisione, èper Bauser, un fatto naturale.L’ultima ”novità” in questo setto-re è, dall’ottobre 1999, la possibi-lità di calcolare al di fuori dellanorme DIN, oltre alle ottimizza-zioni degli ingranaggi, anche laloro configurazione compresi an-che quelli con dentatura speciale.Erano soprattutto le esigenze deiClienti in tutto il mondo a renderenecessario questo passo versoprestazioni di assistenza tecnica.
L’evoluzione versoun’impresa industriale
Nel 1962 Werner Bauser fondòun’impresa per la produzione diparticolari tecnici per l’industriaorologiera ed elettrica. Che aves-se calcolato bene le potenzialitàdella materia plastica in questosettore lo dimostra la storia del-l’azienda. Già nel 1975 nell’odier-na sede dell’azienda lavoravano50 dipendenti su una superficie diproduzione di 2.200 m2. Nel 1986
Figure in alto:1.) Ruote dentate per motori passo-passoper armature di automobili, 2.) Ruotadentata semigloboidale nel moduloalzacristalli, 3.) Particolare d’una valvolaa farfalla. Foto: ditta Bauser
Figura a sinistra:la Casa Madre della Bauser a Wehingen suun’area complessiva di 5.500 m2.Foto: ditta Bauser
12

13
piere insieme visto che ARBURG,con l’ingrandimento del propriostabilimento, sta creando lebasi per ampliare il programmaALLROUNDER con presse dotatedi forze di chiusura maggiori. Ul-teriori investimenti nell’ottimiz-zazione degli ingranaggi, nellamisurazione e nella produzione,ad esempio mediante l’acquisizio-ne di modernissimi software diprogrammazione, sono già statieffettuati o vengono al momentomessi in pratica da Bauser. Talimisure consentiranno all’impresadi rimanere competitiva anche nelterzo millennio. Un’altra cosaancora:
Bauser, allo stesso modo diARBURG, non intende cambiarealcunché riguardo alle struttura-zione della proprietà. ”Siamo e ri-maniamo una S.r.l. e quindiun’impresa familiare” commenta-no all’unisono i Bauser riferendosialla situazione patrimoniale. Tuttociò ci riporta all’inizio dell’argo-mento, poiché in fondo nulla èmeglio per un lavoro concatena-to, di un’atmosfera di lavoro otti-male, di un rapporto collegiale trai dipendenti nonché dei contattipersonali tra la direzione del-l’azienda ed i dipendenti grazie avie dirette e gerarchie orizzontali.E dove allora si trovano tali con-dizioni allo stato puro se non inun’azienda familiare?
tecnici, essenzialmente dentatureed ingranaggi dentati, soprattuttointensificando gli sforzi perl’acquisizione di nuovi Clienti.
Punto di arrivo: nell’anno 2000Bauser intende compiere il saltoper far parte delle dieci principaliaziende tedesche specializzatenella produzione di ingranaggi.
Chi l’avrebbe mai detto quan-do Werner Bauser, nel 1963, ini-ziò con la produzione delle primeruote dentate per l’industriaorologiera della Foresta Nera?Anche questo accomuna l’aziendadi Wehingen ad ARBURG: un suc-cesso aziendale totale di cui nonè prevedibile la fine. IntantoMichael Bauser intende sostituirele piccole presse con presse piùgrandi con forze di chiusura tra1.000 e 3.000 kN. Un altro passoche le due aziende possono com-
Lungimiranza e cooperazionePer raggiungere un tale risul-
tato aziendale ci vuole soprattut-to una cosa: lungimiranza. È stataproprio questa comunanza cheBauser ha imparato ad apprezza-re di ARBURG e che ha contribuitoa far sì che l’azienda, con le sue108 ALLROUNDER, sia uno deigrossi Clienti. Già nel 1955 si èpotuto festeggiare la vendita del-la centesima ALLROUNDER conuna cerimonia a Wehingen. Nellostabilimento di Wehingen sono almomento in funzione 90 presseper lo stampaggio ad iniezione,tra le quali anche quelle per ilrivestimento di inserti ed isole diproduzione complete. ”Eravamosoddisfatti della tecnologia pressee dell’assistenza ARBURG sin dal-l’inizio”: così Michael Bausercommenta il rapporto commercia-le che dura da molti anni. ”Anchequando si presentavano dei pro-blemi, è sempre stato possibiletrovare soluzioni che soddisfaces-sero le nostre esigenze in terminidi qualità e precisione”. Evidente-mente le cooperazioni pratichesono quasi sempre le migliori.
Chiarezza per gli obiettiviimportanti
Con anticipo Werner e MichaelBauser hanno preparato il terrenoper far sì che lo sviluppo della dit-ta potesse continuare come negliultimi 38 anni anche grazie all’av-venuta certificazione ISO allaquale ha contribuito in modo de-terminante Jürgen Bauser, ilsecondogenito di Werner Bauserche opera nel settore gestionequalità.
Oggigiorno l’impresa risultasnella e flessibile perché la mag-gior parte delle misure di adatta-mento necessarie sono state av-viate già all’inizio degli anni 90.Anche oggi sono conseguente-mente sfruttati tutti i potenziali dirazionalizzazione all’interno del-l’azienda per assicurare il conti-nuo successo su un mercato ag-guerrito.
Alle sigle TQM e KVP (processocontinuo di miglioramento), ra-zionalizzazione, assistenza mi-gliorata ed aumento della soddi-sfazione del Cliente quali obiettivigenerali, si aggiungono ancheaspetti particolari che in futurodovranno essere perseguiti e rag-giunti in modo mirato. PertantoBauser intende rafforzare la pro-pria presenza sul mercato qualefornitore settoriale di particolari
Ruote dentate trovano impiego nei più sva-riati componenti per la produzione di auto-mobili. Foto: ditta Bauser
Lavorazione di elettrodi e di stampi nelreparto di fabbricazione stampi propriodell’azienda. Foto: ditta Bauser

pressa hanno un ruolo determinan-te anche il robot, l’assistenza e latecnologia d’applicazione.
Juliane Hehl: d’altronde lo sviluppodel nostro gruppo di controllo uni-versale SELOGICA non è avvenutoper caso: esso costituirà il fulcro dicontrollo di tali impianti completi.Inoltre non merita quasi menzione ilfatto che ARBURG intenda ampliarenotevolmente le proprie prestazioni.
Quali effetti sortirà tale sforzo?
Michael Hehl: ancora più disponi-bilità verso i Clienti, ulteriore flessi-bilità, ulteriore assistenza, ulterioredinamicità!
Dalle Sue parole si può desumereche Lei ha circoscritto esattamentei compiti dei prossimi anni e guar-da al futuro senza alcun timore.
Juliane Hehl: è sempre stato cosìe rimarrà sempre così. Forse noiguardiamo sempre un po’ più inavanti di altri che devono tenere inconsiderazione il risultato del trime-stre successivo.
Michael Hehl: non abbiamo alcuntimore riguardo al futuro. Siamoconsci dei nostri compiti, della no-stra responsabilità nei confronti deiClienti e dei 1.750 posti di lavoro.Avanziamo verso una nuova dimen-sione in modo sistematico!
l’assistenza, la tecnologia pressa equella a d’applicazione, ma ci muo-veremo anche verso nuove dire-zioni.
Michael Hehl: vogliamo continua-re a curare ciò che ci fatto forti –tutto il resto non avrebbe senso.
Quale impresa familiare, ARBURGsi muove in un mercato dove con-corrono molti altri complessi.Come valuta le opportunità diARBURG?
Michael Hehl: siamo molto attential riguardo. Tuttavia la concorrenzadi complessi multinazionali più chespaventarci ci sprona. I loro svan-taggi sono i nostri vantaggi e noiintendiamo sfruttarli in modo miratoanche in futuro. Flessibilità e rapidiprocessi decisionali.
Juliane Hehl: siamo molto attentianche per quanto riguarda la con-correnza asiatica: già sulla NPE diChicago ci attendiamo chiari segnidell’offensiva europea attesa nel-l’anno 2001. Naturalmente ancheciò non fa altro che stimolarci ulte-riormente.
Come cambieranno le esigenze deiClienti nei prossimi anni?
Michael Hehl: a ragione il Clientepretende un’assistenza sempre piùcompleta. In futuro solo la qualitàdella pressa per lo stampaggio adiniezione sarà uno dei fattori che nedecideranno l’acquisto. La tendenzava verso isole di produzione com-plete, dove oltre alla tecnologia
14
A grandi passi verso il futuro: Julianee Michael Hehl (a sinistra) con ilDott. Christoph Schumacher.
inte
rvie
wImpostato in modo sistema-tico come tutti gli sviluppi inARBURG, anche il ricambiogenerazionale nelle famigliedi imprenditori è stato pre-parato con largo anticipo.Gli imprenditori della prossi-ma generazione, JulianeHehl, direttore del settoremarketing e Michael Hehl,dirigente, in un’intervistacon il Dott. Schumacher sisono espressi su prospettiveed obiettivi di ARBURG.
Cosa si cela precisamente dietro almotto dell’anno 2000 “ARBURGla nuova dimensione”?
Michael Hehl: vogliamo richiama-re l’attenzione in modo esplicitosull’attuale ampliamento della no-stra gamma di presse con forze dichiusura da 150 a 2500 kN. Conil motto ”nuove dimensioni” ci rife-riamo semplicemente all’intento,nel prossimo futuro, di costruirepresse con forze di chiusura fino a4.000 kN.
Juliane Hehl: comunque ciò non ètutto. Con ARBURG II quest’annoprovvederemo ad un ampliamentodeterminante delle nostre capacitàproduttive e creeremo anche i pre-supposti costruttivi per la produzionedel nostro sistema robot modulareMULTILIFT H. ARBURG entra congrande dinamismo in una ”nuovadimensione”.
Con quali prospettive ARBURG ini-zia l’anno 2000?
Juliane Hehl: penso che le pro-spettive siano molto incoraggianti. Inostri nuovi prodotti ci consentiran-no di avere una buona partenza.
Michael Hehl: finora ARBURG haavuto molto successo nella gammadi presse fino a 2000 kN. Se riusci-remo a ripetere, anche solo in par-te, questo successo nella serie finoa 4.000 kN – cosa che io non mettoin dubbio – avremo un futuro mol-to roseo.
Che cosa cambierà?
Juliane Hehl: anzitutto una cosa èmolto più importante: che cosa noncambierà? Non trascureremo lequalità tradizionali ARBURG come
La nuova dimensione
Intervista A R B U R G

T e c h T a l k
Jürg
en S
chra
y, d
irett
ore
del s
etto
re”a
pplic
azio
ni t
ecno
logi
che”
(A
WT)
A causa del crescente biso-gno di particolari in plasticad’alta qualità per l’ottica,l’elettronica e la tecnologiain campo medicale, i requisi-ti riferiti al grado di purezzadei reparti di produzionesono sempre più severi.L’obiettivo è un processo diproduzione il più possibile li-bero da impurità.
In condizioni normali, è inevi-tabile che in un’azienda di produ-zione si creino particelle di polve-re. In questo caso la maggiore“fonte di contaminazione” è l’uo-mo, dunque il personale di servi-zio. Anche la pressa tuttavia, conl’alimentazione di granulato, per ivari cicli di lavoro, produce lesgradite particelle di polvere.
Come contrastare allora il pro-blema? Sistemare la completaunità di produzione in un ambien-te sterile richiede una costosa tec-nologia per grandi ambienti ed unpersonale disciplinato ed adde-strato. Pertanto è molto più sen-sato produrre condizioni diambiente sterile per la zona diproduzione vera e propria, che perla pressa ad iniezione è il settorestampo.
Quale soluzione semplice edeconomica, con il filtro (cappa)integrato per purificare l’aria, lacosiddetta Flow-Box, ARBURGoffre l’opportunità di ridurre dra-sticamente il carico di particellenella zona stampo: qui è possibileraggiungere gradi di purezza del-la classe 1000 (secondo il FederalStandard 209). In quei settoridove sono prodotti numerosi arti-coli destinati all’elettrotecnica edalla tecnologia in campo medica-le, ciò è indispensabile. ARBURGimpiega il filtro integrato per pu-rificare l’aria già da lunghissimo
tempo e con successo nella pro-duzione di supporti dati ottici.
La Flow-Box viene o montatadirettamente sulla protezionepressa oppure lateralmente sulcancello di sicurezza posteriore.Tramite un ventilatore è aspirataaria ambiente che è condotta at-traverso una copertura che filtrale sostanze libere nell’ambiente.In seguito l’aria altamente purifi-cata è immessa nel vano stampoquale corrente d’aria senza turbo-lenze. Tramite un apparecchio diionizzazione dell’aria vengono allostesso tempo emessi ioni nellazona del gruppo di chiusura ove siraggiunge una neutralizzazionedelle cariche elettriche. L’aria al-tamente purificata si muove, aduna velocità pressoché costante,su linee di flusso parallele in unacorrente di caduta verso il basso(in caso di montaggio sul cancellodi sicurezza posteriore in una cor-rente orizzontale) ove la polverecreata è rimossa dalla zona stam-po nel modo più rapido.
Con l’introduzione d’aria sicrea una leggera sovrapressionedell’aria sotto la protezione, co-sicché è impossibile che aria nonfiltrata penetri dall’esterno. Persi-no aprendo il cancello di protezio-ne sul lato di controllo della pres-sa è impossibile che penetrisporcizia poiché il flusso d’ariaimmesso provvede sempre adevacuare le particelle dalla zonadi lavoro. Visto che l’intero gruppopurificatore dell’aria può esserespostato insieme ai relatividispositivi di protezione è inoltrepossibile effettuare, senza alcunalimitazione, tutti i lavori di manu-tenzione e di montaggio nellazona del gruppo di chiusura.
Flow box: accesso alla tecnologia dipurificazione ambienti
L’accresciuto interesse diARBURG per lo sviluppo inAmerica Latina non è iniziatosolo con il verificarsi di pro-blemi economici nei mercatiasiatici. In quella regionel’impresa dispone d’una retedi rappresentanze commer-ciali indipendenti.
Con grande impegno questeinformano i Clienti e gli interessa-ti sulla filosofia e sui vantaggidelle ALLROUNDER. Anche inquesto caso l’obiettivo principaleè naturalmente quello di rafforza-re la posizione di ARBURG, so-prattutto considerando che inquesta regione del mondo è moltoforte la presenza dell’industriaautomobilistica e quindi deirispettivi subfornitori.
Per tale motivo nell’ottobrescorso si sono incontrati, nelloCasa Madre di Loßburg, dipen-denti delle rappresentanze delBrasile, del Cile, del Guatemala,del Messico e del Venezuela, perconoscersi meglio, per scambiareesperienze e per informarsi sulleultime novità. Il convegno è dura-to dal 18 al 20 ed ha combinatodue giornate di studio intenso conuna visita alla Fakuma.
È stato il secondo convegno dirappresentanti dopo il 1998 e siterrà regolarmente anche in futu-ro. Per aumentare in modo conti-nuo la quota di mercato nell’Ame-rica Latina non basta rafforzare icollegamenti tra le rappresentanzee la Casa Madre, ma per ottimiz-zare le vendite, occorre inoltre
Speranze legittimerifornire i partnersul posto deglistrumenti tecno-logici necessaritramite informa-zioni e corsi diformazione.
A questo pro-posito risulta in-teressante soprat-tutto il fatto che,in alcuni paesidella regione, di-verse quote dimercato sono giàsuperiori a quelledell’area asiaticaove l’impegno maggiore, a causadello sviluppo industriale dellaregione, è nel settore della produ-zione di particolari tecnici e diapplicazioni speciali. Ciò rendenecessario un intensivo servizio diconsulenza e d’assistenza da par-te di ARBURG.
Come tutti i partecipanti, an-che gli organizzatori ARBURG,Peter Liebe e Miguel Garcia, sonostati concordi sui risultati positividel convegno. Per tale ragione ègià in corso la pianificazione delprossimo incontro di quest’annoper il quale hanno confermato laloro presenza tutte le rappresen-tanze già presenti nel 1999.
15
I partecipanti del secondo convegno deirappresentanti ARBURG con Michael Hehl(5° da sin.).

� � � � � � � � � � � �
� � �����
� � � � � � � � � � �
�� � � � � �
� � � ������� �
� � � � � �
� � � � � �
� �� � �
� � � �
Fi l ial i A R B U R G
1616 Una veduta chiara: la nuova filiale ARBURG nella città belga di Holsbeek.
Un concentrato di know-how: il direttore di filiale Simon Bemong (al centro) con i suoi col-laboratori Leo van Bracht, Luc Alaerts, Nicole Brans ed Ingrid de Wel (da sin.).
possiede un’importanza piuttostorelativa in un paese nel quale bi-sogna comunque conoscere due otre lingue per lavorare in modoefficiente. Siamo semplicementecosì, e così lavoriamo di conse-guenza. Per tale motivo il diretto-re di filiale Bemong pone lasoddisfazione del Cliente, qualefilosofia di ARBURG NV, al centrodell’attenzione. ”In linea di prin-cipio non ha alcuna importanzadove si trovino i nostri Clienti.Vogliamo in ogni caso soddi-sfarli con una buona consu-lenza al momento dell’acquistodell’ALLROUNDER, con una forni-tura ottimale dei ricambi nonchécon un’assistenza completa e pri-va di lacune!” Questa filosofia cipotrebbe comunque dare lo spun-to per brindare con una buonabirra belga ...
La soddisfazione del Clientecome primo obiettivo
Belgi
umto ai dipendenti. Nel frattempoBemong può contare pur sempresu sei ulteriori dipendenti, i qualisono attivi nei settori evasioneordini, contabilità, consulenza edassistenza.
Tutti i tecnici dell’assistenzadispongono di pulmini apposita-mente equipaggiati, con i qualipossono effettuare lavori di ripa-razione e di manutenzione pressoil Cliente. Da Holsbeek si puòintervenire in modo semplice erapido in tutta la regione, poichéla posizione centrale assicuratragitti brevi.
Come le altre filiali, anche lasede ARBURG in Belgio dispone disala prove, locale di addestra-mento e di un ampio deposito perpezzi di ricambio per la “dotazio-ne di serie”. Nella sala prove èinstallata l’ultimissima tecnologiapressa per consentire test praticida parte del Cliente, mentre illocale di addestramento serve siaper la formazione interna che peri corsi d’ istruzione da fare aiClienti ARBURG. Il magazzino peri pezzi di ricambio assicura infinela soluzione senza intoppi e so-prattutto rapida della maggiorparte dei problemi tecnici e dimanutenzione.
Il collegamento in rete con laCasa Madre a Loßburg nonchécon tutte le altre filiali internazio-nali ARBURG assicura una forni-tura rapida delle parti di ricambio– spesso entro le 24 ore – anchequando il pezzo richiesto in Bel-gio non è neppure disponibile amagazzino.
”Collaborazione internaziona-le”: un concetto il cui significato
A chi, pensan-do al Belgio,vengono in
mente solo patatine fritte,cioccolata o birra? Questistereotipi sono falsi. Altret-tanto lo sono i crauti, glistinchi di maiale e la musicabandistica quali simboli perla Germania.
Il Belgio è sia sede di produ-zione che acquirente di alta tec-nologia, il che a sua volta èsimbolizzato non solo dall’atomodi Bruxelles. Proprio per tale ra-gione ARBURG è presente sul po-sto già dal 1960. Prima con unarappresentanza, quindi nel 1992,nel corso dell’internazionalizza-zione della propria organizzazio-ne, anche con una propria filiale.
Holsbeek, situata direttamentepresso l’A2, nelle vicinanze diLeuven e quindi nell’area di Bru-xelles, è la sede belga diARBURG, nella quale il direttoredi filiale Simon Bemong ed i suoicollaboratori si curano della con-sulenza, dell’assistenza e dellavendita della tecnologia di stam-paggio ad iniezione ALLROUNDER.L’area d’occupazione della filialebelga supera tuttavia i confini delpaese. Infatti ARBURG NV è an-che responsabile per il mercatolussemburghese.
A Loßburg nel 1992 si prese ladecisione, in concomitanza ad unintervento coordinato nei mercatieuropei, di inaugurare una pro-pria filiale in Belgio dove prece-dentemente Simon Bemong eragià attivo, nella stessa area, conla propria rappresentanza. Chel’inaugurazione d’una nuova filia-le fosse una decisione giusta, lodimostra anche lo sviluppo riferi-