Modellazione integrata di macchine utensili GBV10 - musp.it · leggere, per permettere...
18
1 Modellazione integrata di una macchina utensile Cau N. 1 , Albertelli P. 2 , Leonesio M. 3 , Bianchi G. 4 1 Istituto di Tecnologie Industriali ed Automazione - C.N.R, Milan, [email protected]. 2 Politecnico di Milano, Dip. Mechanical Engineering, Milan, [email protected]. 3 Istituto di Tecnologie Industriali ed Automazione - C.N.R, Milan, [email protected] 4 Istituto di Tecnologie Industriali ed Automazione - C.N.R, Milan, [email protected]. Keywords: macchine utensili, controllo, processo di taglio, prototipazione virtuale 1. Introduzione Due prestazioni fondamentali per una macchina utensile sono la capacità di muoversi velocemente lungo traiettorie complesse pur preservando la precisione richiesta e la possibilità di effettuare asportazione pesante senza istaurare vibrazioni eccessive. La prima è richiesta per la lavorazione di superfici sculturate, tipiche degli stampi, mentre la seconda è importante per tutte le lavorazioni di sgrossatura. I costruttori di macchine utensili cercano, negli ultimi anni, di adottare strutture sempre più leggere, per permettere accelerazioni più elevate e minimizzare costi costruttivi e consumi energetici. Ne consegue che diventa vieppiù importante considerare l’interazione del sistema di controllo con la dinamica della meccanica. L’analisi del processo di asportazione di truciolo è diventata via via più rilevante all’aumentare della velocità di taglio permessa dai moderni utensili, specie nella lavorazione di leghe leggere, in quanto, con elevate velocità di rotazione del mandrino, l'analisi della interazione dinamica che si sviluppa tra processo di taglio e struttura della macchina diventa più complessa, andando a coinvolgere un numero maggiore di modi di vibrare. vibrazione relativa tra utensile e pezzo forze tra utensile e pezzo spostamento ai sensori coppie motori macchina utensile vibrazione relativa tra utensile e pezzo forze tra utensile e pezzo processo di taglio spostamento ai sensori coppie motori azionamenti Figura 1: interazione tra struttura meccanica, sistema di controllo ed processo di taglio L’approccio tradizionale alla progettazione della macchina prevedere di analizzare separatamente i diversi sottosistemi: telaio della macchina, mandrino, processo di taglio, sistema di controllo. Questo approccio produce un’approssimazione notevole nella stima del comportamento dinamico, con evidenti ripercussioni sulla possibilità di prevedere adeguatamente la capacità di asportazione della macchina.
Transcript of Modellazione integrata di macchine utensili GBV10 - musp.it · leggere, per permettere...
1
Modellazione integrata di una macchina utensile
Cau N.1, Albertelli P.2, Leonesio M.3, Bianchi G.4 1 Istituto di Tecnologie Industriali ed Automazione - C.N.R, Milan, [email protected]. 2 Politecnico di Milano, Dip. Mechanical Engineering, Milan, [email protected]. 3 Istituto di Tecnologie Industriali ed Automazione - C.N.R, Milan, [email protected] 4 Istituto di Tecnologie Industriali ed Automazione - C.N.R, Milan, [email protected].
Keywords: macchine utensili, controllo, processo di taglio, prototipazione virtuale
1. Introduzione Due prestazioni fondamentali per una macchina utensile sono la capacità di muoversi velocemente lungo traiettorie complesse pur preservando la precisione richiesta e la possibilità di effettuare asportazione pesante senza istaurare vibrazioni eccessive. La prima è richiesta per la lavorazione di superfici sculturate, tipiche degli stampi, mentre la seconda è importante per tutte le lavorazioni di sgrossatura. I costruttori di macchine utensili cercano, negli ultimi anni, di adottare strutture sempre più leggere, per permettere accelerazioni più elevate e minimizzare costi costruttivi e consumi energetici. Ne consegue che diventa vieppiù importante considerare l’interazione del sistema di controllo con la dinamica della meccanica. L’analisi del processo di asportazione di truciolo è diventata via via più rilevante all’aumentare della velocità di taglio permessa dai moderni utensili, specie nella lavorazione di leghe leggere, in quanto, con elevate velocità di rotazione del mandrino, l'analisi della interazione dinamica che si sviluppa tra processo di taglio e struttura della macchina diventa più complessa, andando a coinvolgere un numero maggiore di modi di vibrare.
macchina utensile
vibrazione relativa tra utensile e pezzo
forze tra utensile e pezzo
processo di taglio
spostamento ai sensori
coppie motori
azionamenti
macchina utensile
vibrazione relativa tra utensile e pezzo
forze tra utensile e pezzo
processo di taglio
spostamento ai sensori
coppie motori
azionamenti
Figura 1: interazione tra struttura meccanica, sistema di controllo ed processo di taglio
L’approccio tradizionale alla progettazione della macchina prevedere di analizzare separatamente i diversi sottosistemi: telaio della macchina, mandrino, processo di taglio, sistema di controllo. Questo approccio produce un’approssimazione notevole nella stima del comportamento dinamico, con evidenti ripercussioni sulla possibilità di prevedere adeguatamente la capacità di asportazione della macchina.
2
Per studiare queste interazioni dinamiche e fornire indicazioni utili alla progettazione delle macchine e dei mandrini, si è sviluppato un modello integrato, che rappresentasse con lo stesso livello di dettaglio la struttura della macchina, il mandrino, le catene cinematiche, il sistema di controllo ed il processo di taglio.
2. Il centro di lavoro analizzato
4
1
2
3
6
5
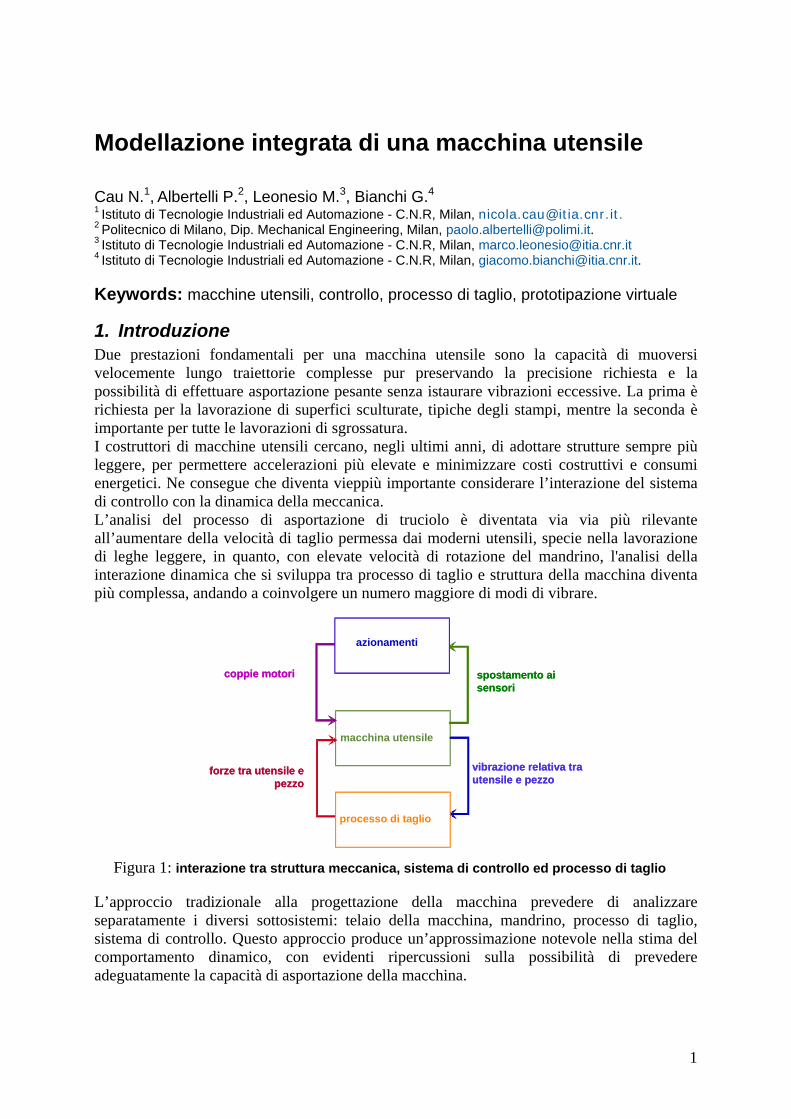
Figura 2 il prototipo Linea MODULA: 1) Tavola; 2) Montante asse X; 3) Testa; 4) Basamento asse Z; 5) basamento asse X; 6) Modello del mandrino.
Le metodologie descritte nel presente articolo saranno dimostrate su “MODULA”, il prototipo di un nuovo centro di lavoro sviluppato dalla ditta Linea srl, di Rottofreno (PC). MODULA è un centro di lavoro a tre assi con mandrino orizzontale concepito per essere facilmente riconfigurato dal costruttore in base alle esigenze del singolo cliente. Può essere attrezzato in diverse configurazioni di tavola porta pezzo, magazzino utensili e sistemi di movimentazione pallet, ma anche con uno o 2 sistemi di avanzamento su ciascun asse, in modo da fornire di volta in volta il compromesso ottimale tra prezzo, prestazioni e spazio occupato. Per poter analizzare la struttura della macchina come sistema modulare, ITIA-CNR ha sviluppato delle macro che assemblano automaticamente la configurazione desiderata di strutture e catene cinematiche.
3. Il modello della struttura meccanica La struttura meccanica della macchina è descritta tramite un modello ad Elementi Finiti, come ormai consuetudine in diverse aziende del settore. Volendo analizzarne il comportamento in unione al sistema di controllo ed al processo di taglio, è necessario tener presente alcuni aspetti peculiari durante il suo sviluppo:
3
1) occorre una modellazione completa delle catene cinematiche, in termini di flessibilità strutturale ed inerzie, in modo da riprodurre correttamente il movimento degli assi, dopo l’assemblaggio con il rispettivo azionamento.
2) il modello della macchina deve descrivere non solo la flessibilità della struttura, modellata partendo dalla geometria delle lamiere rappresentate nel modello CAD, ma anche le masse significative presenti, anche di tipo “non strutturale” (per esempio accumulatori, cavi, carpenteria,..). Senza di esse si otterrebbe un modello corretto dal punto di vista della rigidezza statica, ma molto approssimato dal punto di vista dinamico, con un errore funzione della tipologia di macchina, che influisce sul rapporto tra le inerzie delle lamiere e l’inerzie non strutturali.
3) per stimare correttamente la capacità di asportazione della macchina, in termini di massima profondità di fresatura per definite condizioni di lavorazione, è necessario stimare la cedevolezza dinamica tra utensile e pezzo. Ciò richiede un’adeguata modellazione sia dal lato utensile (e mandrino, in particolare), ma anche dal lato pezzo. Quest’ultimo dato dipende fortemente dalla tipologia di pezzo (dallo stampo in acciaio alla centina aeronautica alleggerita) e dalla tipologia di macchina (dalla tavola porta pezzo fissata alla fondazione ad una tavola roto-tiltante).
4) sia l’analisi dei sistemi di controllo che della capacità di asportazione dipendono fortemente dallo smorzamento della struttura della macchina. Tale aspetto è ancora di difficile stima a partire dalle caratteristiche costitutive dei materiali utilizzati e delle giunzioni tra le parti. E’ quindi necessario disporre di dati sperimentali su macchine simili per individuare il valore più realistico, in termini di smorzamento modale viscoso equivalente.
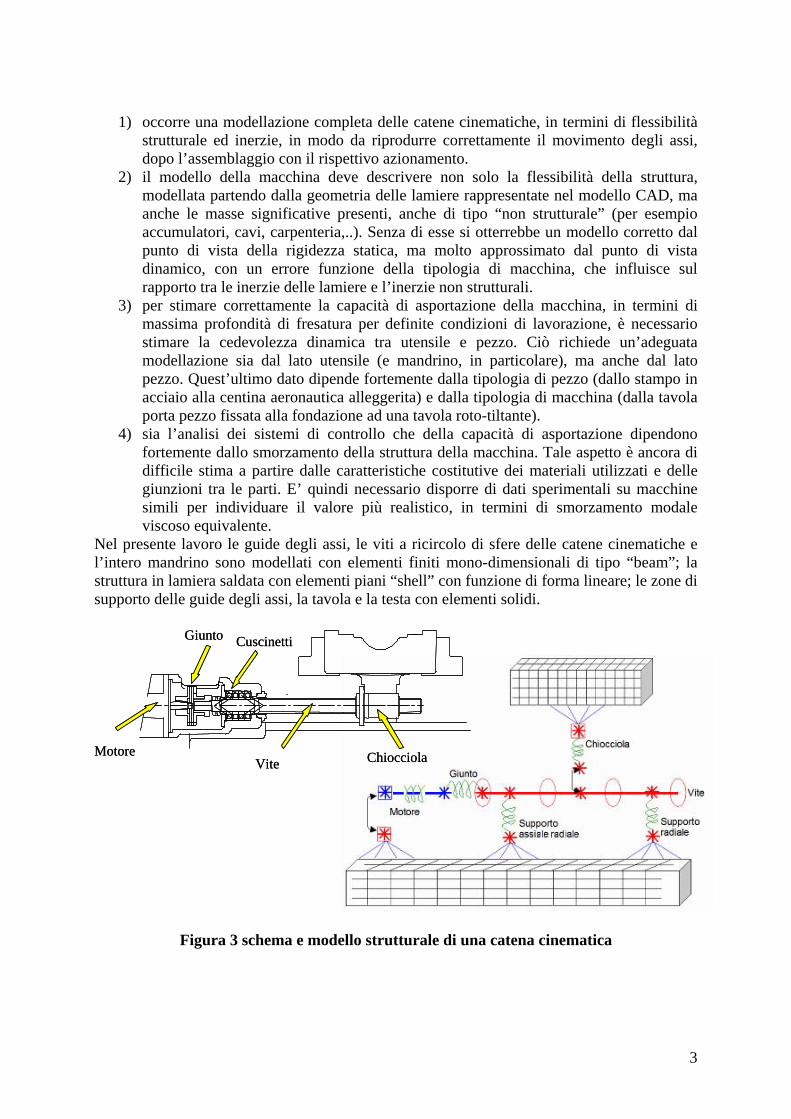
Nel presente lavoro le guide degli assi, le viti a ricircolo di sfere delle catene cinematiche e l’intero mandrino sono modellati con elementi finiti mono-dimensionali di tipo “beam”; la struttura in lamiera saldata con elementi piani “shell” con funzione di forma lineare; le zone di supporto delle guide degli assi, la tavola e la testa con elementi solidi.
Chiocciola
Cuscinetti Giunto
MotoreVite Chiocciola
Cuscinetti Giunto
MotoreVite
Figura 3 schema e modello strutturale di una catena cinematica
4
I pattini a ricircolo di sfere sono modellati con elementi solidi che riproducono le inerzie e la distribuzione del carico sulle strutture e da molle concentrate che rappresentano la cedevolezza del contatto a rotolamento nelle direzioni trasversali. Nelle catene cinematiche sono descritte:
• le inerzie di statore e rotore del motore, del giunto e della vite
• la cedevolezza: torsionale del giunto, assiale e radiale dei cuscinetti di supporto, assiale e torsionale della vite, assiale della chiocciola, opzionalmente il cedimento torsionale dell’albero motore
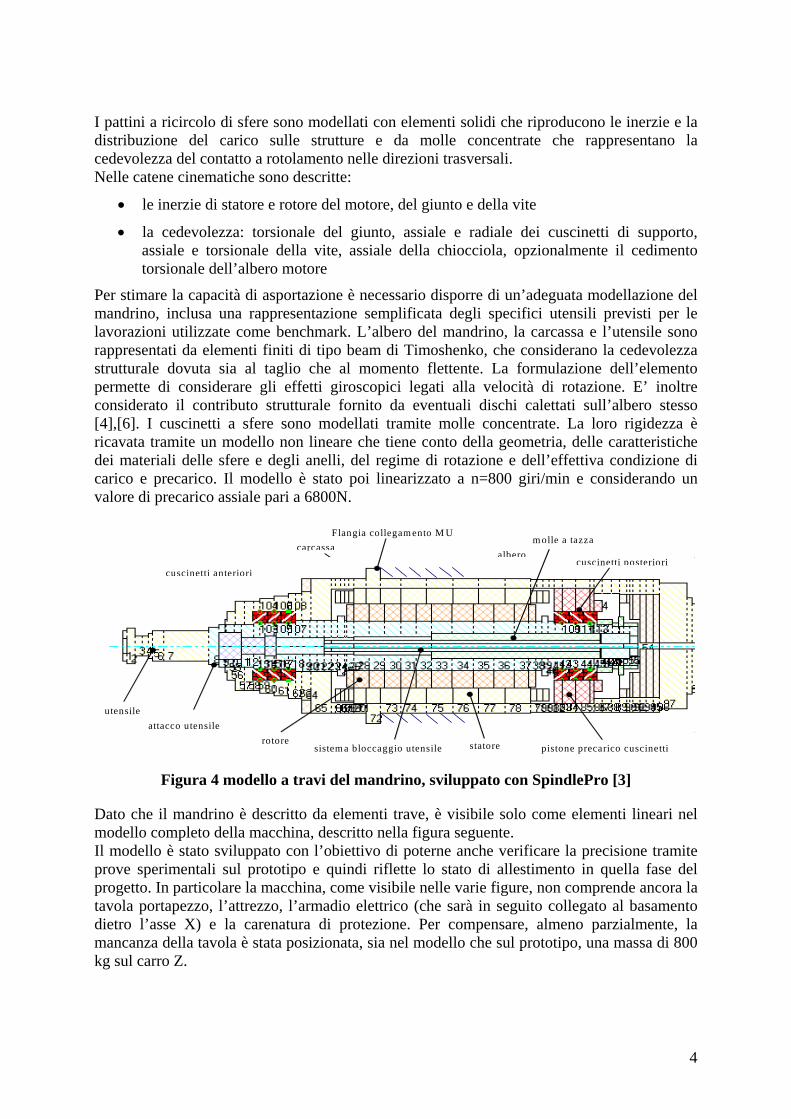
Per stimare la capacità di asportazione è necessario disporre di un’adeguata modellazione del mandrino, inclusa una rappresentazione semplificata degli specifici utensili previsti per le lavorazioni utilizzate come benchmark. L’albero del mandrino, la carcassa e l’utensile sono rappresentati da elementi finiti di tipo beam di Timoshenko, che considerano la cedevolezza strutturale dovuta sia al taglio che al momento flettente. La formulazione dell’elemento permette di considerare gli effetti giroscopici legati alla velocità di rotazione. E’ inoltre considerato il contributo strutturale fornito da eventuali dischi calettati sull’albero stesso [4],[6]. I cuscinetti a sfere sono modellati tramite molle concentrate. La loro rigidezza è ricavata tramite un modello non lineare che tiene conto della geometria, delle caratteristiche dei materiali delle sfere e degli anelli, del regime di rotazione e dell’effettiva condizione di carico e precarico. Il modello è stato poi linearizzato a n=800 giri/min e considerando un valore di precarico assiale pari a 6800N.
alberocarcassa
cuscinetti anterioricuscinetti posteriori
statorerotore
utensile
pistone precarico cuscinetti
attacco utensile
m olle a tazza
sistem a bloccaggio utensile
Flangia collegam ento M U
Figura 4 modello a travi del mandrino, sviluppato con SpindlePro [3]
Dato che il mandrino è descritto da elementi trave, è visibile solo come elementi lineari nel modello completo della macchina, descritto nella figura seguente. Il modello è stato sviluppato con l’obiettivo di poterne anche verificare la precisione tramite prove sperimentali sul prototipo e quindi riflette lo stato di allestimento in quella fase del progetto. In particolare la macchina, come visibile nelle varie figure, non comprende ancora la tavola portapezzo, l’attrezzo, l’armadio elettrico (che sarà in seguito collegato al basamento dietro l’asse X) e la carenatura di protezione. Per compensare, almeno parzialmente, la mancanza della tavola è stata posizionata, sia nel modello che sul prototipo, una massa di 800 kg sul carro Z.
5
1
XYZ
MAR 15 200719:08:36
ELEMENTS
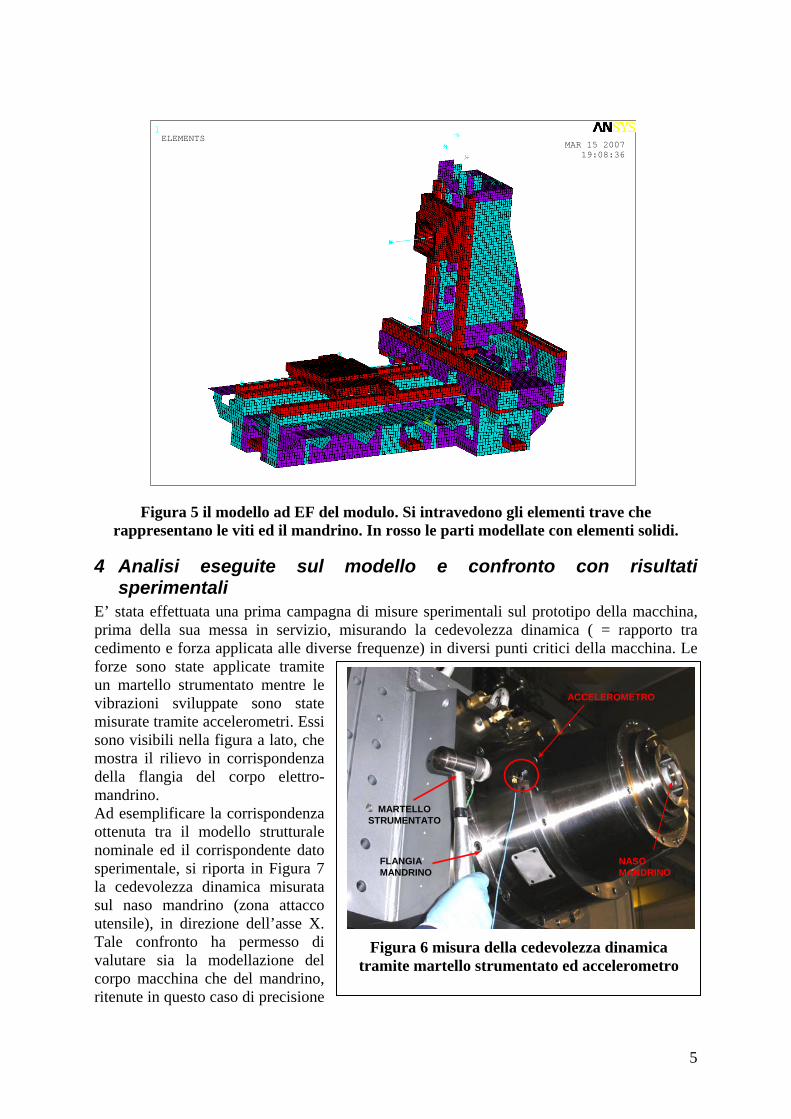
Figura 5 il modello ad EF del modulo. Si intravedono gli elementi trave che
rappresentano le viti ed il mandrino. In rosso le parti modellate con elementi solidi.
4 Analisi eseguite sul modello e confronto con risultati sperimentali
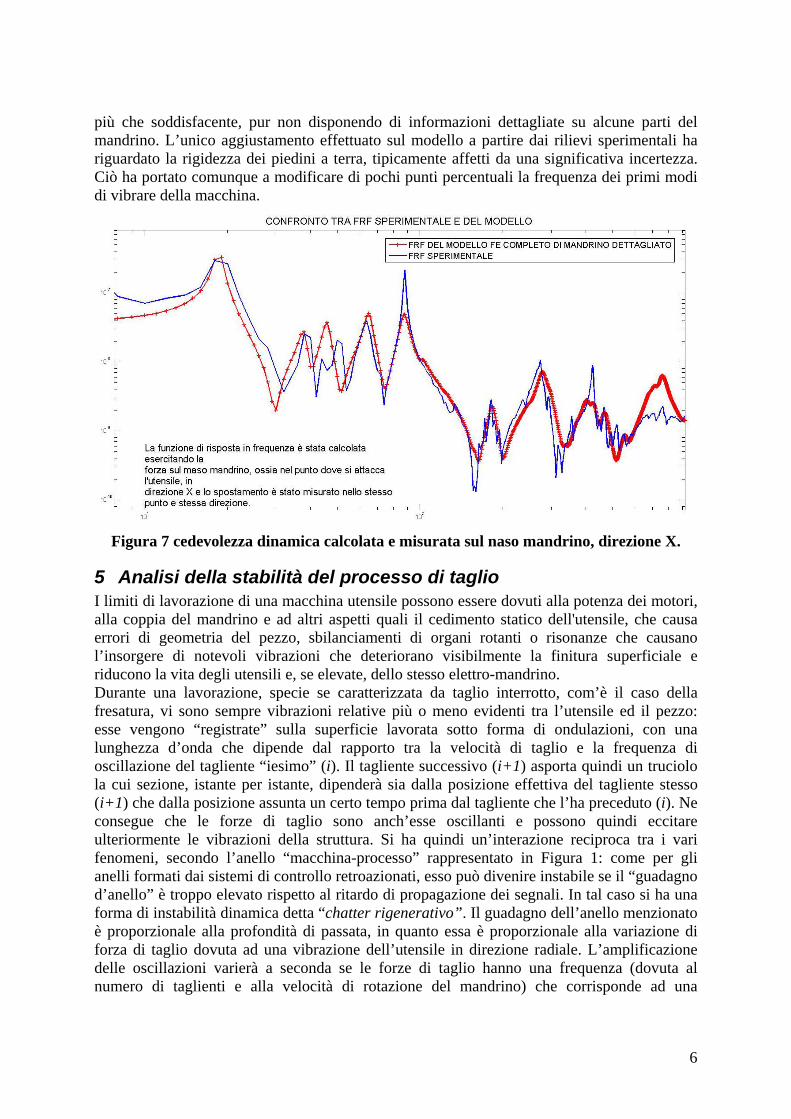
E’ stata effettuata una prima campagna di misure sperimentali sul prototipo della macchina, prima della sua messa in servizio, misurando la cedevolezza dinamica ( = rapporto tra cedimento e forza applicata alle diverse frequenze) in diversi punti critici della macchina. Le forze sono state applicate tramite un martello strumentato mentre le vibrazioni sviluppate sono state misurate tramite accelerometri. Essi sono visibili nella figura a lato, che mostra il rilievo in corrispondenza della flangia del corpo elettro-mandrino. Ad esemplificare la corrispondenza ottenuta tra il modello strutturale nominale ed il corrispondente dato sperimentale, si riporta in Figura 7 la cedevolezza dinamica misurata sul naso mandrino (zona attacco utensile), in direzione dell’asse X. Tale confronto ha permesso di valutare sia la modellazione del corpo macchina che del mandrino, ritenute in questo caso di precisione
FLANGIA MANDRINO
NASO MANDRINO
ACCELEROMETRO
MARTELLOSTRUMENTATO
FLANGIA MANDRINO
NASO MANDRINO
ACCELEROMETRO
MARTELLOSTRUMENTATO
Figura 6 misura della cedevolezza dinamica tramite martello strumentato ed accelerometro
6
più che soddisfacente, pur non disponendo di informazioni dettagliate su alcune parti del mandrino. L’unico aggiustamento effettuato sul modello a partire dai rilievi sperimentali ha riguardato la rigidezza dei piedini a terra, tipicamente affetti da una significativa incertezza. Ciò ha portato comunque a modificare di pochi punti percentuali la frequenza dei primi modi di vibrare della macchina.
Figura 7 cedevolezza dinamica calcolata e misurata sul naso mandrino, direzione X.
5 Analisi della stabilità del processo di taglio I limiti di lavorazione di una macchina utensile possono essere dovuti alla potenza dei motori, alla coppia del mandrino e ad altri aspetti quali il cedimento statico dell'utensile, che causa errori di geometria del pezzo, sbilanciamenti di organi rotanti o risonanze che causano l’insorgere di notevoli vibrazioni che deteriorano visibilmente la finitura superficiale e riducono la vita degli utensili e, se elevate, dello stesso elettro-mandrino. Durante una lavorazione, specie se caratterizzata da taglio interrotto, com’è il caso della fresatura, vi sono sempre vibrazioni relative più o meno evidenti tra l’utensile ed il pezzo: esse vengono “registrate” sulla superficie lavorata sotto forma di ondulazioni, con una lunghezza d’onda che dipende dal rapporto tra la velocità di taglio e la frequenza di oscillazione del tagliente “iesimo” (i). Il tagliente successivo (i+1) asporta quindi un truciolo la cui sezione, istante per istante, dipenderà sia dalla posizione effettiva del tagliente stesso (i+1) che dalla posizione assunta un certo tempo prima dal tagliente che l’ha preceduto (i). Ne consegue che le forze di taglio sono anch’esse oscillanti e possono quindi eccitare ulteriormente le vibrazioni della struttura. Si ha quindi un’interazione reciproca tra i vari fenomeni, secondo l’anello “macchina-processo” rappresentato in Figura 1: come per gli anelli formati dai sistemi di controllo retroazionati, esso può divenire instabile se il “guadagno d’anello” è troppo elevato rispetto al ritardo di propagazione dei segnali. In tal caso si ha una forma di instabilità dinamica detta “chatter rigenerativo”. Il guadagno dell’anello menzionato è proporzionale alla profondità di passata, in quanto essa è proporzionale alla variazione di forza di taglio dovuta ad una vibrazione dell’utensile in direzione radiale. L’amplificazione delle oscillazioni varierà a seconda se le forze di taglio hanno una frequenza (dovuta al numero di taglienti e alla velocità di rotazione del mandrino) che corrisponde ad una
7
frequenza propria dell’insieme macchina, utensile, pezzo: in queste condizioni, contrariamente a quanto l’intuito potrebbe far ipotizzare, si ha la massima stabilità del processo. Ciò avviene ogni volta che il periodo di oscillazione del centro utensile è vicino ad un multiplo intero del periodo di variazione della forza: la profondità massima di asportazione dipende quindi dalla velocità di rotazione del mandrino:
denti
utoscmandr
dentimandrutosctaglioforzaoscutosc zi
fnznf
iTTi⋅
⋅=⇒⋅
=⋅⇒=⋅ ..
..... 60601 (1)
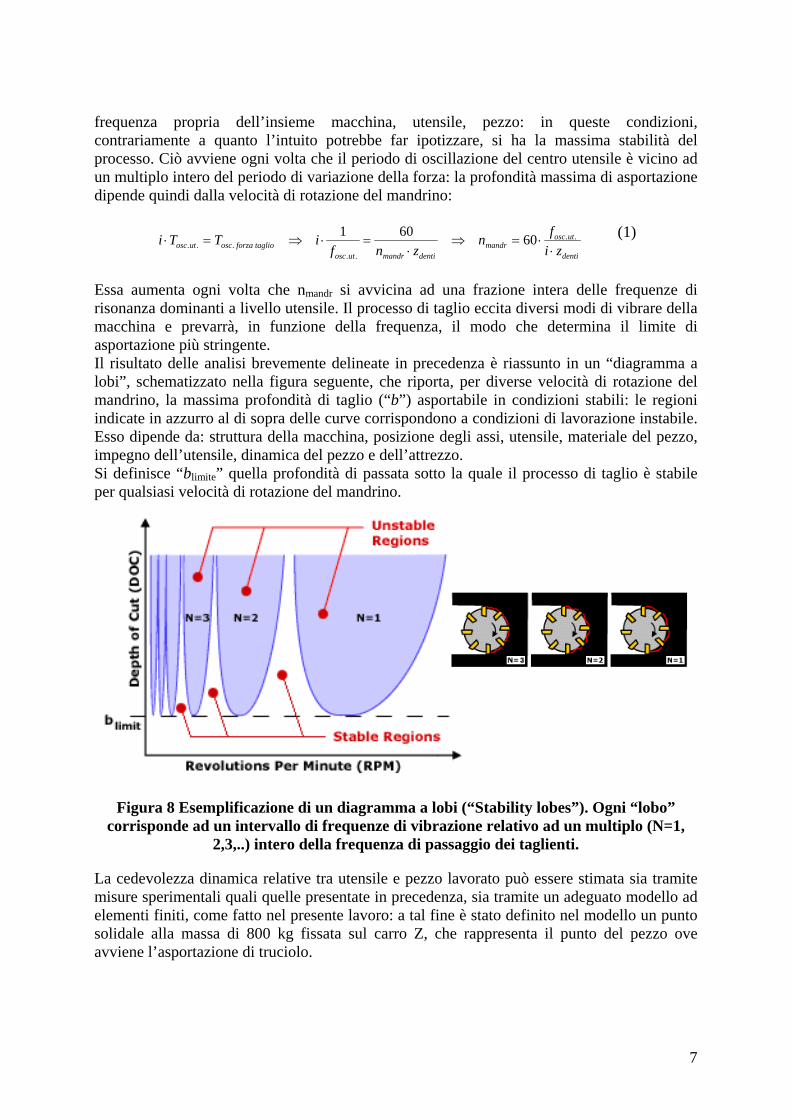
Essa aumenta ogni volta che nmandr si avvicina ad una frazione intera delle frequenze di risonanza dominanti a livello utensile. Il processo di taglio eccita diversi modi di vibrare della macchina e prevarrà, in funzione della frequenza, il modo che determina il limite di asportazione più stringente. Il risultato delle analisi brevemente delineate in precedenza è riassunto in un “diagramma a lobi”, schematizzato nella figura seguente, che riporta, per diverse velocità di rotazione del mandrino, la massima profondità di taglio (“b”) asportabile in condizioni stabili: le regioni indicate in azzurro al di sopra delle curve corrispondono a condizioni di lavorazione instabile. Esso dipende da: struttura della macchina, posizione degli assi, utensile, materiale del pezzo, impegno dell’utensile, dinamica del pezzo e dell’attrezzo. Si definisce “blimite” quella profondità di passata sotto la quale il processo di taglio è stabile per qualsiasi velocità di rotazione del mandrino.
Figura 8 Esemplificazione di un diagramma a lobi (“Stability lobes”). Ogni “lobo” corrisponde ad un intervallo di frequenze di vibrazione relativo ad un multiplo (N=1,
2,3,..) intero della frequenza di passaggio dei taglienti.
La cedevolezza dinamica relative tra utensile e pezzo lavorato può essere stimata sia tramite misure sperimentali quali quelle presentate in precedenza, sia tramite un adeguato modello ad elementi finiti, come fatto nel presente lavoro: a tal fine è stato definito nel modello un punto solidale alla massa di 800 kg fissata sul carro Z, che rappresenta il punto del pezzo ove avviene l’asportazione di truciolo.
8
Disponendo dei dati necessari, è possibile calcolare i diagrammi di stabilità, con le opportune approssimazioni, utilizzando algoritmi descritti in letteratura (vedi per es. [6] per il calcolo del diagramma a lobi in fresatura) o tramite appositi pacchetti di calcolo.
5.1 Analisi di una lavorazione in fase di progettazione della macchina. Nell’ambito del progetto MODULA sono stati ricavati svariati diagrammi a lobi riferiti alle lavorazioni indicate da LINEA come più significative e relativi a configurazioni della machina anche diverse da quella disponibile sotto forma di prototipo fisico. Tutti i diagrammi calcolati si riferiscono a lavorazioni eseguite con gli assi macchina nella posizione più sconveniente, ossia con la testa al fine corsa superiore dell’asse Y, in modo da considerare le condizioni di minima rigidezza della struttura.
Tabella 1: dati Lavorazione A (Fresatura a spianare)
Diametro nominale[mm] 125 Avanzamento al dente al giro[mm/dente/giro] 0.19
N. inserti 8 Larghezza taglio[mm] 100 Velocità rotazione[rpm] 713 Materiale lavorato Fe37
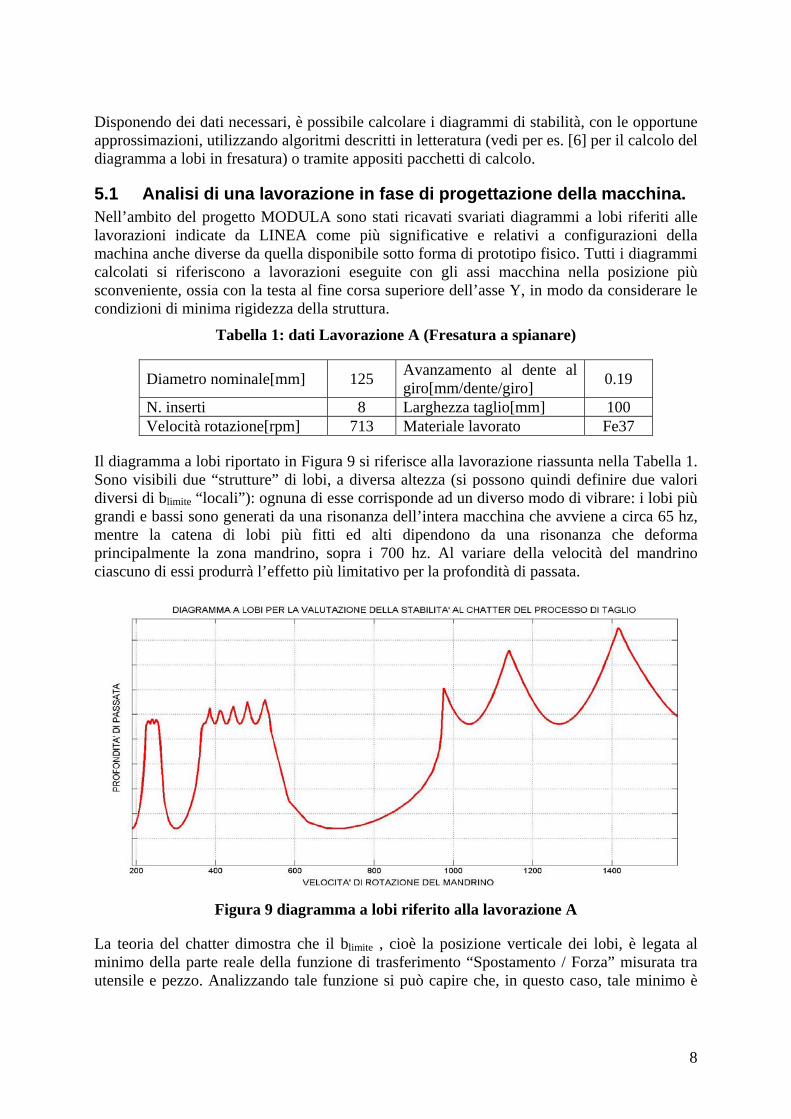
Il diagramma a lobi riportato in Figura 9 si riferisce alla lavorazione riassunta nella Tabella 1. Sono visibili due “strutture” di lobi, a diversa altezza (si possono quindi definire due valori diversi di blimite “locali”): ognuna di esse corrisponde ad un diverso modo di vibrare: i lobi più grandi e bassi sono generati da una risonanza dell’intera macchina che avviene a circa 65 hz, mentre la catena di lobi più fitti ed alti dipendono da una risonanza che deforma principalmente la zona mandrino, sopra i 700 hz. Al variare della velocità del mandrino ciascuno di essi produrrà l’effetto più limitativo per la profondità di passata.
Figura 9 diagramma a lobi riferito alla lavorazione A
La teoria del chatter dimostra che il blimite , cioè la posizione verticale dei lobi, è legata al minimo della parte reale della funzione di trasferimento “Spostamento / Forza” misurata tra utensile e pezzo. Analizzando tale funzione si può capire che, in questo caso, tale minimo è
9
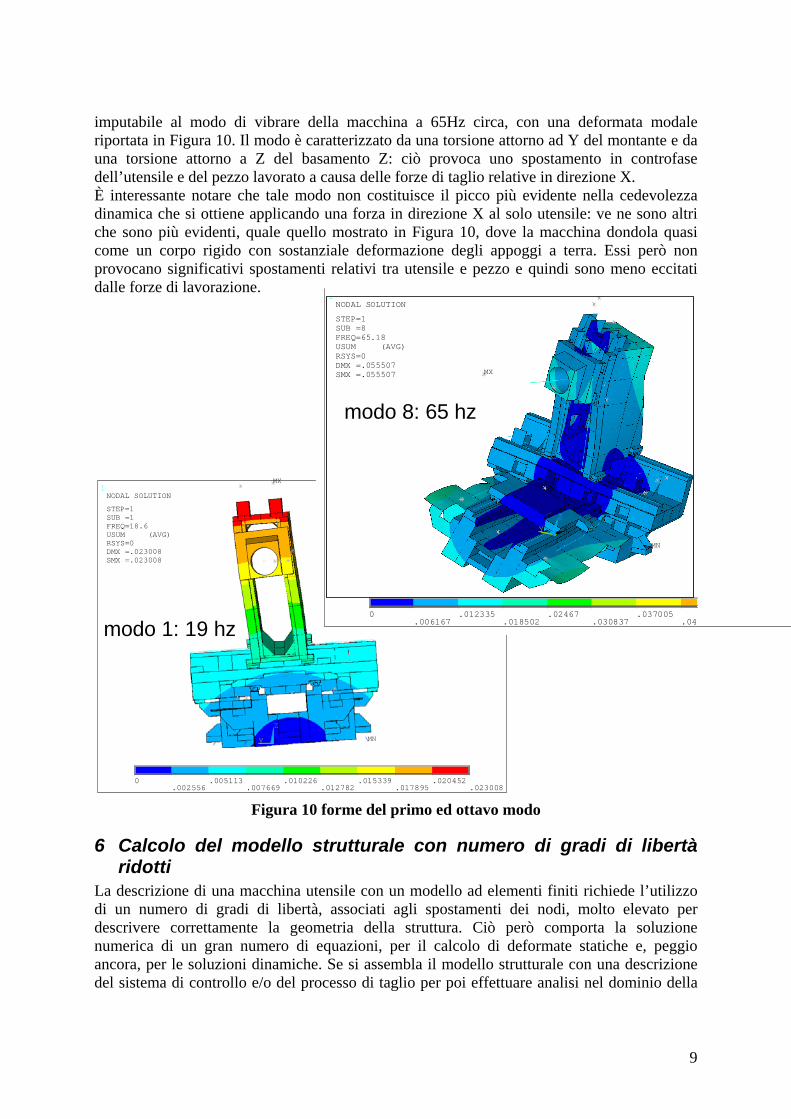
imputabile al modo di vibrare della macchina a 65Hz circa, con una deformata modale riportata in Figura 10. Il modo è caratterizzato da una torsione attorno ad Y del montante e da una torsione attorno a Z del basamento Z: ciò provoca uno spostamento in controfase dell’utensile e del pezzo lavorato a causa delle forze di taglio relative in direzione X. È interessante notare che tale modo non costituisce il picco più evidente nella cedevolezza dinamica che si ottiene applicando una forza in direzione X al solo utensile: ve ne sono altri che sono più evidenti, quale quello mostrato in Figura 10, dove la macchina dondola quasi come un corpo rigido con sostanziale deformazione degli appoggi a terra. Essi però non provocano significativi spostamenti relativi tra utensile e pezzo e quindi sono meno eccitati dalle forze di lavorazione.
1
MN
MX
XY
Z
0
.002556.005113
.007669.010226
.012782.015339
.017895.020452
.023008
MAR 20 200716:37:51
NODAL SOLUTION
STEP=1SUB =1FREQ=18.6USUM (AVG)RSYS=0DMX =.023008SMX =.023008
1
MN
MX
XYZ
0
.006167.012335
.018502.02467
.030837.037005
.043
NODAL SOLUTION
STEP=1SUB =8FREQ=65.18USUM (AVG)RSYS=0DMX =.055507SMX =.055507
modo 8: 65 hz
modo 1: 19 hz
Figura 10 forme del primo ed ottavo modo
6 Calcolo del modello strutturale con numero di gradi di libertà ridotti
La descrizione di una macchina utensile con un modello ad elementi finiti richiede l’utilizzo di un numero di gradi di libertà, associati agli spostamenti dei nodi, molto elevato per descrivere correttamente la geometria della struttura. Ciò però comporta la soluzione numerica di un gran numero di equazioni, per il calcolo di deformate statiche e, peggio ancora, per le soluzioni dinamiche. Se si assembla il modello strutturale con una descrizione del sistema di controllo e/o del processo di taglio per poi effettuare analisi nel dominio della
10
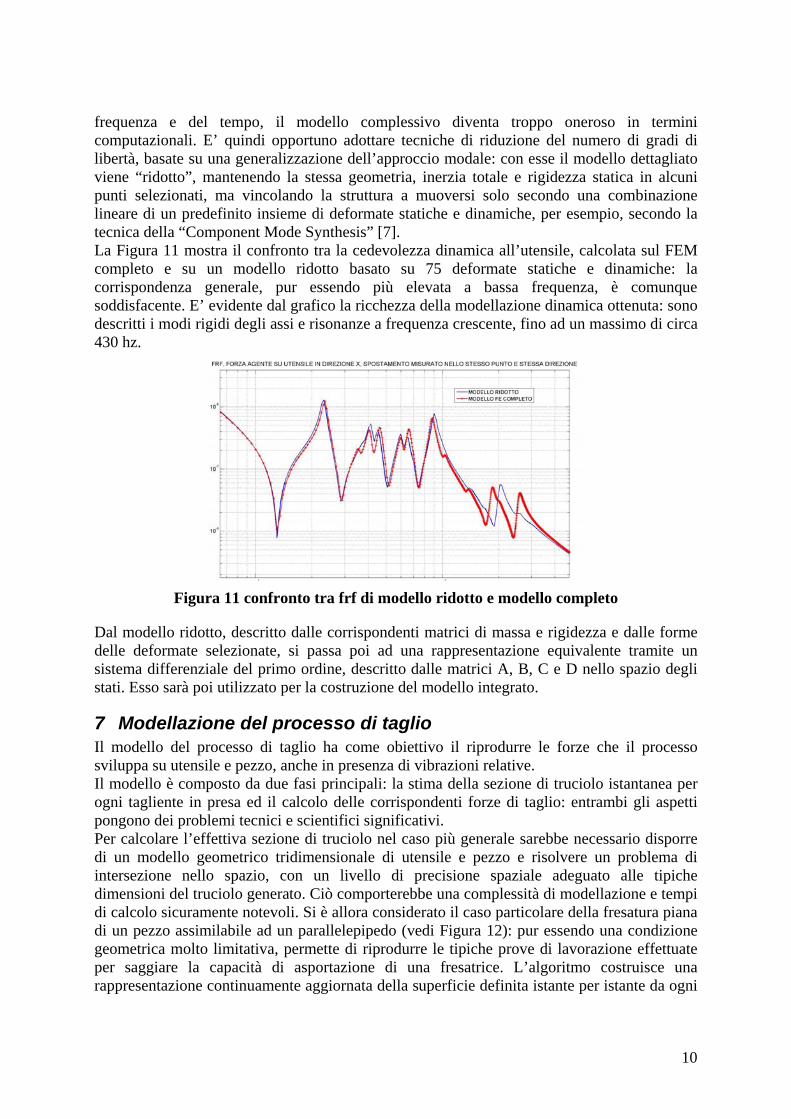
frequenza e del tempo, il modello complessivo diventa troppo oneroso in termini computazionali. E’ quindi opportuno adottare tecniche di riduzione del numero di gradi di libertà, basate su una generalizzazione dell’approccio modale: con esse il modello dettagliato viene “ridotto”, mantenendo la stessa geometria, inerzia totale e rigidezza statica in alcuni punti selezionati, ma vincolando la struttura a muoversi solo secondo una combinazione lineare di un predefinito insieme di deformate statiche e dinamiche, per esempio, secondo la tecnica della “Component Mode Synthesis” [7]. La Figura 11 mostra il confronto tra la cedevolezza dinamica all’utensile, calcolata sul FEM completo e su un modello ridotto basato su 75 deformate statiche e dinamiche: la corrispondenza generale, pur essendo più elevata a bassa frequenza, è comunque soddisfacente. E’ evidente dal grafico la ricchezza della modellazione dinamica ottenuta: sono descritti i modi rigidi degli assi e risonanze a frequenza crescente, fino ad un massimo di circa 430 hz.
Figura 11 confronto tra frf di modello ridotto e modello completo
Dal modello ridotto, descritto dalle corrispondenti matrici di massa e rigidezza e dalle forme delle deformate selezionate, si passa poi ad una rappresentazione equivalente tramite un sistema differenziale del primo ordine, descritto dalle matrici A, B, C e D nello spazio degli stati. Esso sarà poi utilizzato per la costruzione del modello integrato.
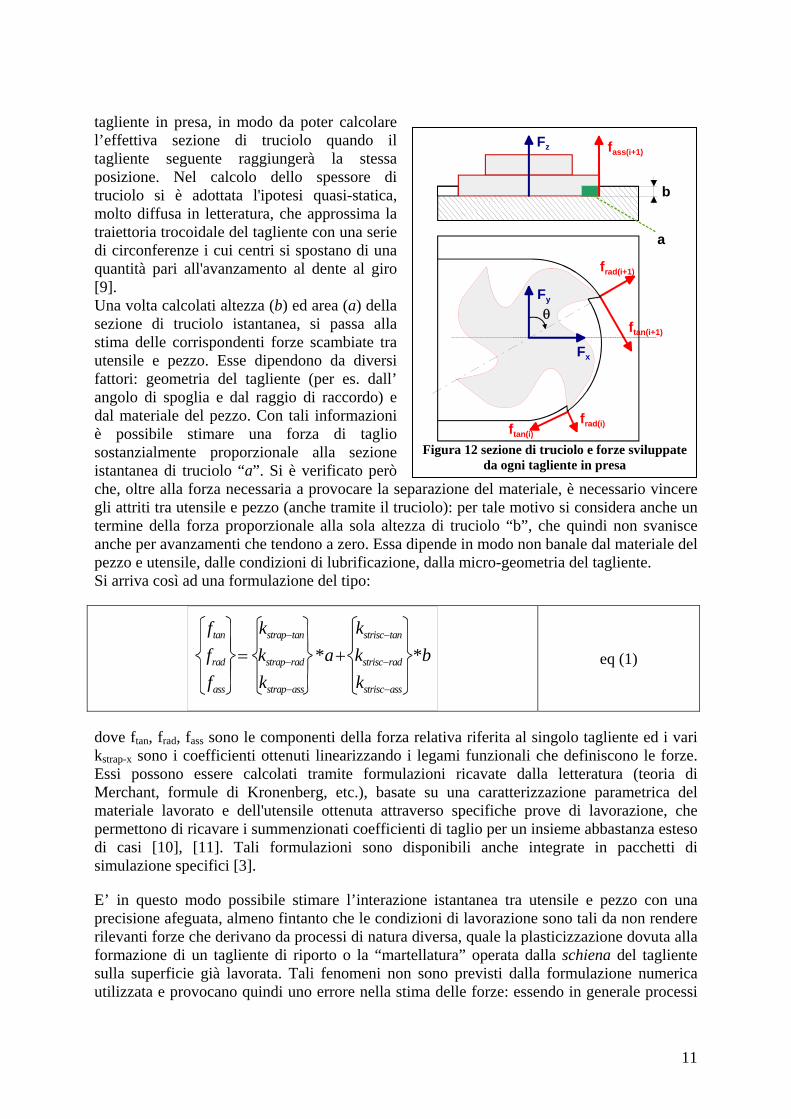
7 Modellazione del processo di taglio Il modello del processo di taglio ha come obiettivo il riprodurre le forze che il processo sviluppa su utensile e pezzo, anche in presenza di vibrazioni relative. Il modello è composto da due fasi principali: la stima della sezione di truciolo istantanea per ogni tagliente in presa ed il calcolo delle corrispondenti forze di taglio: entrambi gli aspetti pongono dei problemi tecnici e scientifici significativi. Per calcolare l’effettiva sezione di truciolo nel caso più generale sarebbe necessario disporre di un modello geometrico tridimensionale di utensile e pezzo e risolvere un problema di intersezione nello spazio, con un livello di precisione spaziale adeguato alle tipiche dimensioni del truciolo generato. Ciò comporterebbe una complessità di modellazione e tempi di calcolo sicuramente notevoli. Si è allora considerato il caso particolare della fresatura piana di un pezzo assimilabile ad un parallelepipedo (vedi Figura 12): pur essendo una condizione geometrica molto limitativa, permette di riprodurre le tipiche prove di lavorazione effettuate per saggiare la capacità di asportazione di una fresatrice. L’algoritmo costruisce una rappresentazione continuamente aggiornata della superficie definita istante per istante da ogni
11
tagliente in presa, in modo da poter calcolare l’effettiva sezione di truciolo quando il tagliente seguente raggiungerà la stessa posizione. Nel calcolo dello spessore di truciolo si è adottata l'ipotesi quasi-statica, molto diffusa in letteratura, che approssima la traiettoria trocoidale del tagliente con una serie di circonferenze i cui centri si spostano di una quantità pari all'avanzamento al dente al giro [9]. Una volta calcolati altezza (b) ed area (a) della sezione di truciolo istantanea, si passa alla stima delle corrispondenti forze scambiate tra utensile e pezzo. Esse dipendono da diversi fattori: geometria del tagliente (per es. dall’ angolo di spoglia e dal raggio di raccordo) e dal materiale del pezzo. Con tali informazioni è possibile stimare una forza di taglio sostanzialmente proporzionale alla sezione istantanea di truciolo “a”. Si è verificato però che, oltre alla forza necessaria a provocare la separazione del materiale, è necessario vincere gli attriti tra utensile e pezzo (anche tramite il truciolo): per tale motivo si considera anche un termine della forza proporzionale alla sola altezza di truciolo “b”, che quindi non svanisce anche per avanzamenti che tendono a zero. Essa dipende in modo non banale dal materiale del pezzo e utensile, dalle condizioni di lubrificazione, dalla micro-geometria del tagliente. Si arriva così ad una formulazione del tipo:
fff
kkk
akkk
brad
ass
strap rad
strap ass
strisc rad
strisc ass
tan strap tan strisc tan
= +−
−
−
−
−
−
* *
eq (1)
dove ftan, frad, fass sono le componenti della forza relativa riferita al singolo tagliente ed i vari kstrap-x sono i coefficienti ottenuti linearizzando i legami funzionali che definiscono le forze. Essi possono essere calcolati tramite formulazioni ricavate dalla letteratura (teoria di Merchant, formule di Kronenberg, etc.), basate su una caratterizzazione parametrica del materiale lavorato e dell'utensile ottenuta attraverso specifiche prove di lavorazione, che permettono di ricavare i summenzionati coefficienti di taglio per un insieme abbastanza esteso di casi [10], [11]. Tali formulazioni sono disponibili anche integrate in pacchetti di simulazione specifici [3].
E’ in questo modo possibile stimare l’interazione istantanea tra utensile e pezzo con una precisione afeguata, almeno fintanto che le condizioni di lavorazione sono tali da non rendere rilevanti forze che derivano da processi di natura diversa, quale la plasticizzazione dovuta alla formazione di un tagliente di riporto o la “martellatura” operata dalla schiena del tagliente sulla superficie già lavorata. Tali fenomeni non sono previsti dalla formulazione numerica utilizzata e provocano quindi uno errore nella stima delle forze: essendo in generale processi
fass(i+1)
fr ad(i+1)
ftan(i+1)
Fz
Fy
Fx
b
θ
fr ad(i)ftan(i)
a
Figura 12 sezione di truciolo e forze sviluppate
da ogni tagliente in presa
12
di tipo dissipativo, si ha in realtà una stabilità del processo di taglio migliore di quella prevista numericamente. Seguendo l’approccio descritto ITIA-CNR ha sviluppato modelli numerici per i processi di fresatura piana con utensili ad inserti e di tornitura.
8 Modellazione degli azionamenti La modellazione degli azionamenti ha come obiettivo il riprodurre le forze che i motori degli assi sviluppano in funzione del riferimento di posizione assegnato all’asse e dell’effettive posizioni e velocità rilevate dai sensori piazzati in corrispondenza del motore e, se presente, dell’asse lineare. E’ quindi necessario descrivere la formulazione dei regolatori di corrente, velocità e posizione utilizzati nella macchina. Ciò può essere fatto tramite rappresentazioni più o meno semplificate, basate su nozioni teoriche e/o su specifiche informazioni messe a disposizione dal produttore dell’azionamento e del controllo numerico. Si è ritenuto opportuno disporre sia di rappresentazioni a tempo continuo, che permettono un’analisi preliminare più diretta dell’interazione tra controllo e struttura, sia di modelli a tempo discreto, indispensabili ogniqualvolta le bande passanti richieste si avvicinano ai limiti legati alle frequenze di campionamento dell’HW utilizzato. In tal caso sono richiesti dati non facilmente recuperabili, per es., oltre ai vari tempi di campionamento, i ritardi di calcolo dei blocchi principali. Gli assi della macchina analizzata sono dotati di doppia trasmissione a vite, ognuna con il suo motore. In ogni motore è presente un encoder, utilizzato dal rispettivo azionamento per stimare la velocità effettiva. Sul singolo motore agisce quindi un separato regolatore di corrente e di velocità. Il sistema è poi dotato di un unico anello di posizione che fornisce lo stesso riferimento di velocità ad entrambi i motori. Dato che ci si trova ad avere due regolatori proporzionali integrali che agiscono in parallelo sullo stesso asse, è necessario adottare accorgimenti per evitare che i due integratori si possano caricare progressivamente uno contro l’altro. Per questo motivo vengono chiusi due ulteriori anelli di retroazione, che modulano i riferimenti di velocità di ogni motore per ottenere una predeterminata differenza tra le correnti circolanti nei due motori, secondo una strategia detta in genere “asse tandem”. Per analizzare movimenti complessi è indispensabile disporre di qualche forma di emulazione del controllo numerico in grado di generare riferimenti per gli assi macchina che rispettino i limiti di velocità, accelerazione e jerk da essa posti. In caso contrario si otterrebbero, come su una macchina reale, stime completamente falsate dell’errore di traiettoria. A seconda della specifica applicazione può essere più o meno determinante includere nel modello alcuni aspetti legati al reale funzionamento di sensori ed attuatori, quale l’errore di misura dell’encoder all’interno di un passo del reticolo ottico. Nel presente lavoro, dato il focus sull’interazione con il processo di taglio, sono stati utilizzati modelli a tempo continuo e sensori ideali di posizione.
9 Assemblaggio del modello strutturale con il controllo ed il processo di taglio
L’analisi integrata tra struttura, controllo e processo di taglio non richiede obbligatoriamente la costruzione di un singolo modello numerico integrato: la teoria del controllo e del processo possono fornire di per sé efficaci criteri per valutare i risultati resi disponibili da una classica modellazione strutturale ad elementi finiti. Si può cioè rispondere a domande del tipo: qual è il modo di vibrare più limitativo per le prestazioni della macchina ? Quali modifiche strutturali sarebbero più efficaci ?
13
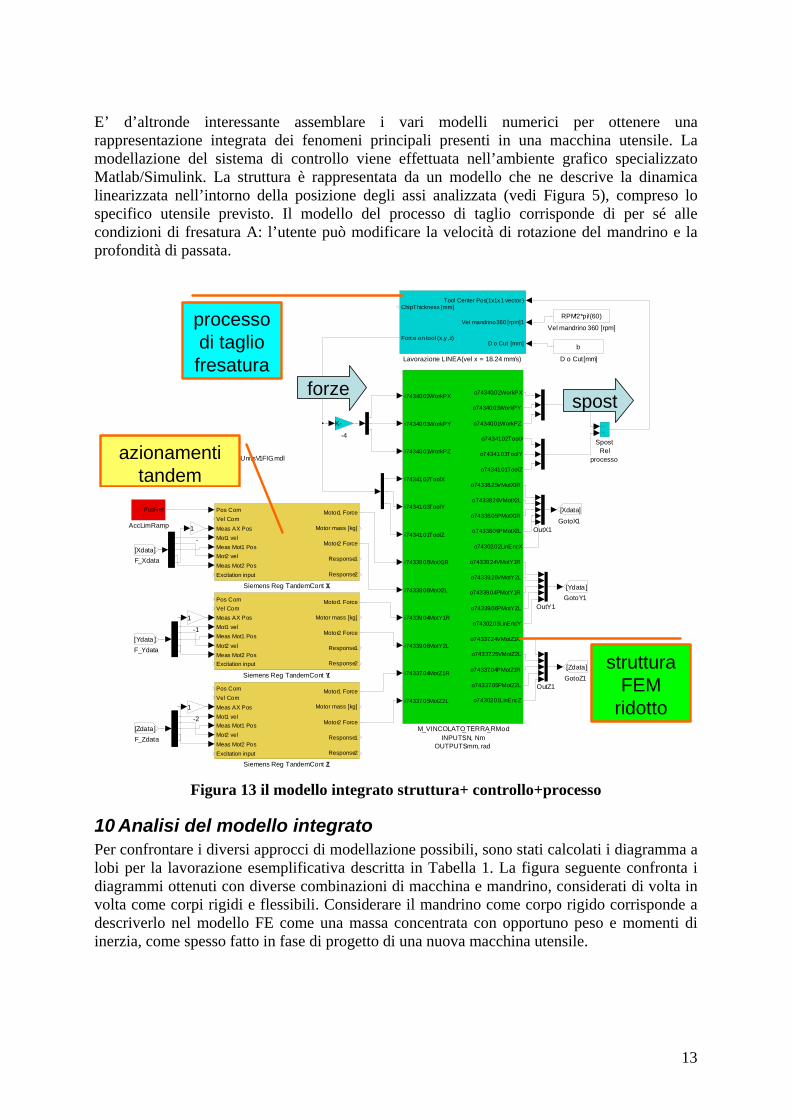
E’ d’altronde interessante assemblare i vari modelli numerici per ottenere una rappresentazione integrata dei fenomeni principali presenti in una macchina utensile. La modellazione del sistema di controllo viene effettuata nell’ambiente grafico specializzato Matlab/Simulink. La struttura è rappresentata da un modello che ne descrive la dinamica linearizzata nell’intorno della posizione degli assi analizzata (vedi Figura 5), compreso lo specifico utensile previsto. Il modello del processo di taglio corrisponde di per sé alle condizioni di fresatura A: l’utente può modificare la velocità di rotazione del mandrino e la profondità di passata.
MeccAzTandemUnitsV1FIG.mdl
Vel mandrino 360 [rpm]
RPM*2*pi/(60)
SpostRel
processo
Siemens Reg TandemCont Z1
Pos ComVel ComMeas AX PosMot1 velMeas Mot1 PosMot2 velMeas Mot2 PosExcitation input
Motor1 Force
Motor mass [kg]
Motor2 Force
Response1
Response2
Siemens Reg TandemCont Y1
Pos ComVel ComMeas AX PosMot1 velMeas Mot1 PosMot2 velMeas Mot2 PosExcitation input
Motor1 Force
Motor mass [kg]
Motor2 Force
Response1
Response2
Siemens Reg TandemCont X1
Pos ComVel ComMeas AX PosMot1 velMeas Mot1 PosMot2 velMeas Mot2 PosExcitation input
Motor1 Force
Motor mass [kg]
Motor2 Force
Response1
Response2
OutZ1
OutY1
OutX1
M_VINCOLATO_TERRA_RModINPUTS: N, Nm
OUTPUTS: mm, rad
i74340.02WorkPX
i74340.03WorkPY
i74340.01WorkPZ
i74341.02ToolX
i74341.03ToolY
i74341.01ToolZ
i74338.05MotX1R
i74338.06MotX2L
i74339.04MotY1R
i74339.06MotY2L
i74337.04MotZ1R
i74337.05MotZ2L
o74340.02WorkPX
o74340.03WorkPY
o74340.01WorkPZ
o74341.02ToolX
o74341.03ToolY
o74341.01ToolZ
o74338.25VMotX1R
o74338.26VMotX2L
o74338.05PMotX1R
o74338.06PMotX2L
o74302.02LinEncX
o74339.24VMotY1R
o74339.26VMotY2L
o74339.04PMotY1R
o74339.06PMotY2L
o74302.03LinEncY
o74337.24VMotZ1R
o74337.25VMotZ2L
o74337.04PMotZ1R
o74337.05PMotZ2L
o74302.01LinEncZ
Lavorazione LINEA (vel x = 18.24 mm/s)
Tool Center Pos (1x1x1 vector )
Vel mandrino 360 [rpm]1
D o Cut [mm]
ChipThickness [mm]
Force on tool (x,y ,z)
GotoZ1[Zdata]
GotoY1[Ydata ]
GotoX1[Xdata]
F_Zdata[Zdata]
F_Ydata[Ydata ]
F_Xdata[Xdata]
D o Cut [mm]
b
AccLimRamp
PosRef
-4
K-
-2
1
-1
1
-
1
strutturaFEM
ridotto
processodi tagliofresatura
azionamentitandem
spostforze
Figura 13 il modello integrato struttura+ controllo+processo
10 Analisi del modello integrato Per confrontare i diversi approcci di modellazione possibili, sono stati calcolati i diagramma a lobi per la lavorazione esemplificativa descritta in Tabella 1. La figura seguente confronta i diagrammi ottenuti con diverse combinazioni di macchina e mandrino, considerati di volta in volta come corpi rigidi e flessibili. Considerare il mandrino come corpo rigido corrisponde a descriverlo nel modello FE come una massa concentrata con opportuno peso e momenti di inerzia, come spesso fatto in fase di progetto di una nuova macchina utensile.
14
200 400 600 800 1000 1200 1400
velocità rotazione mandrino [giri/min]
prof
ondi
tà d
i pas
sata
[mm
]macchina rigida, mandr. flexmodello ridotto e controllomacchina flex, mandr. rigidomacchina flex, mandr. flex
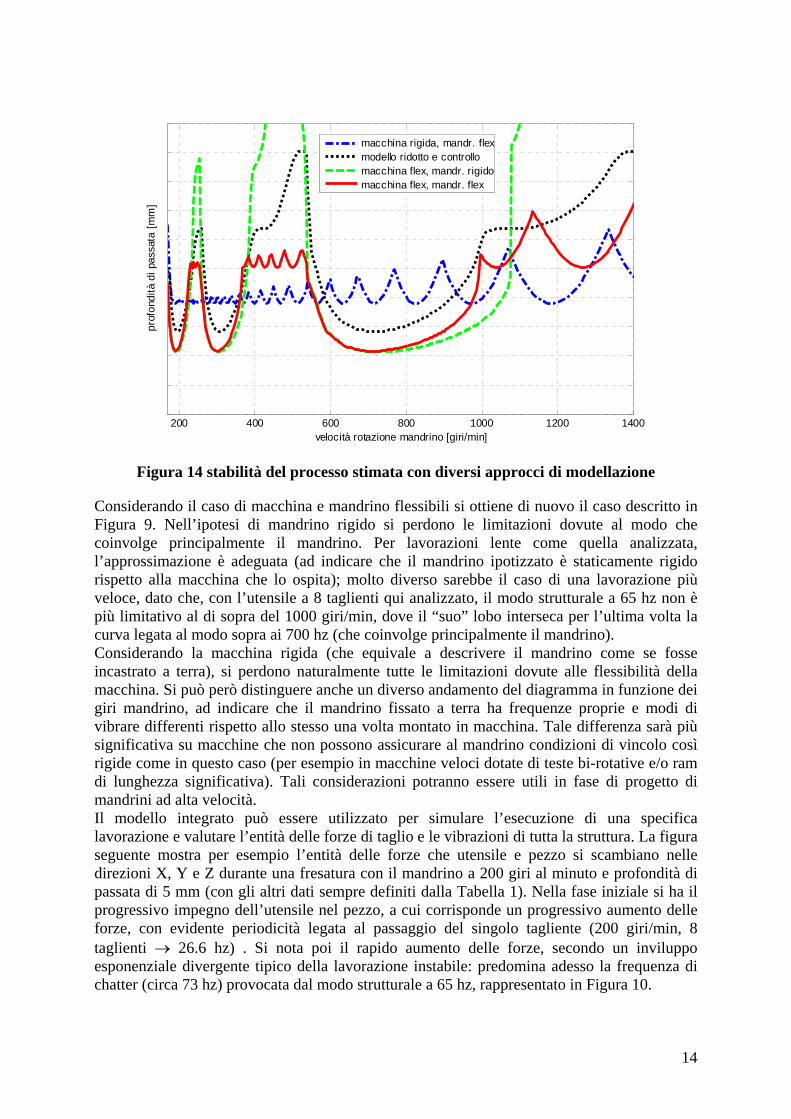
Figura 14 stabilità del processo stimata con diversi approcci di modellazione
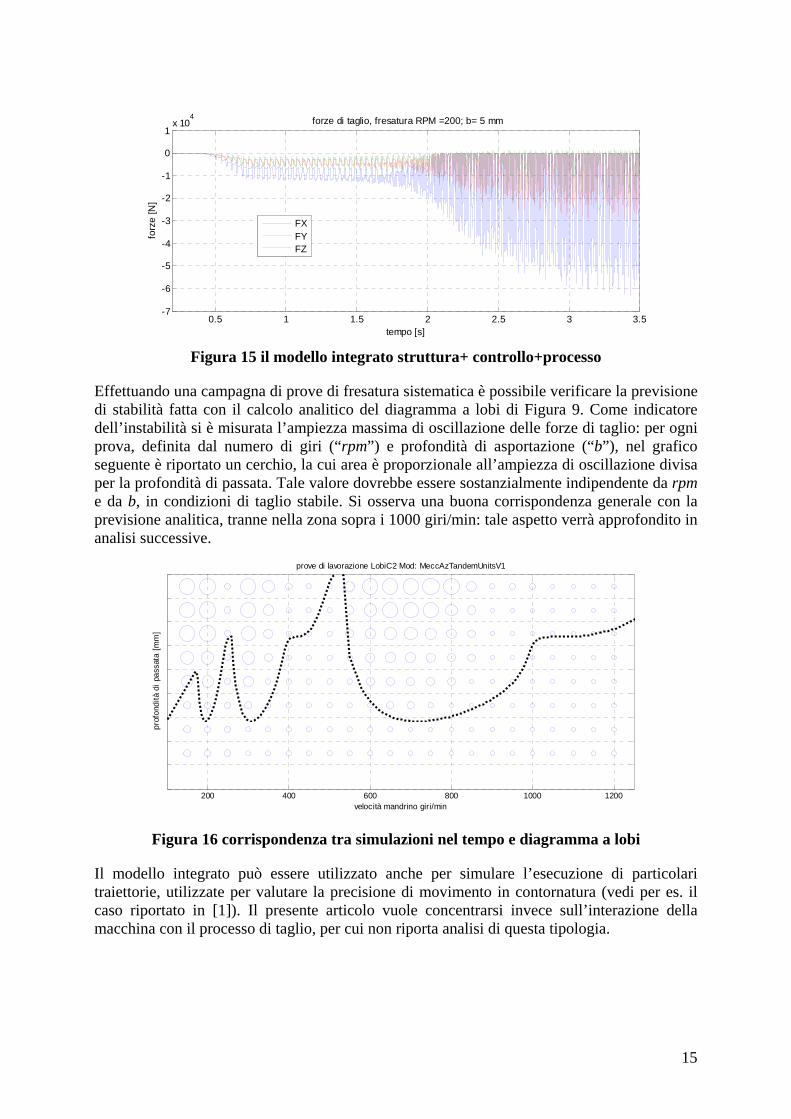
Considerando il caso di macchina e mandrino flessibili si ottiene di nuovo il caso descritto in Figura 9. Nell’ipotesi di mandrino rigido si perdono le limitazioni dovute al modo che coinvolge principalmente il mandrino. Per lavorazioni lente come quella analizzata, l’approssimazione è adeguata (ad indicare che il mandrino ipotizzato è staticamente rigido rispetto alla macchina che lo ospita); molto diverso sarebbe il caso di una lavorazione più veloce, dato che, con l’utensile a 8 taglienti qui analizzato, il modo strutturale a 65 hz non è più limitativo al di sopra del 1000 giri/min, dove il “suo” lobo interseca per l’ultima volta la curva legata al modo sopra ai 700 hz (che coinvolge principalmente il mandrino). Considerando la macchina rigida (che equivale a descrivere il mandrino come se fosse incastrato a terra), si perdono naturalmente tutte le limitazioni dovute alle flessibilità della macchina. Si può però distinguere anche un diverso andamento del diagramma in funzione dei giri mandrino, ad indicare che il mandrino fissato a terra ha frequenze proprie e modi di vibrare differenti rispetto allo stesso una volta montato in macchina. Tale differenza sarà più significativa su macchine che non possono assicurare al mandrino condizioni di vincolo così rigide come in questo caso (per esempio in macchine veloci dotate di teste bi-rotative e/o ram di lunghezza significativa). Tali considerazioni potranno essere utili in fase di progetto di mandrini ad alta velocità. Il modello integrato può essere utilizzato per simulare l’esecuzione di una specifica lavorazione e valutare l’entità delle forze di taglio e le vibrazioni di tutta la struttura. La figura seguente mostra per esempio l’entità delle forze che utensile e pezzo si scambiano nelle direzioni X, Y e Z durante una fresatura con il mandrino a 200 giri al minuto e profondità di passata di 5 mm (con gli altri dati sempre definiti dalla Tabella 1). Nella fase iniziale si ha il progressivo impegno dell’utensile nel pezzo, a cui corrisponde un progressivo aumento delle forze, con evidente periodicità legata al passaggio del singolo tagliente (200 giri/min, 8 taglienti → 26.6 hz) . Si nota poi il rapido aumento delle forze, secondo un inviluppo esponenziale divergente tipico della lavorazione instabile: predomina adesso la frequenza di chatter (circa 73 hz) provocata dal modo strutturale a 65 hz, rappresentato in Figura 10.
15
0.5 1 1.5 2 2.5 3 3.5-7
-6
-5
-4
-3
-2
-1
0
1x 10
4
tempo [s]
forz
e [N
]
forze di taglio, fresatura RPM =200; b= 5 mm
FXFYFZ
Figura 15 il modello integrato struttura+ controllo+processo
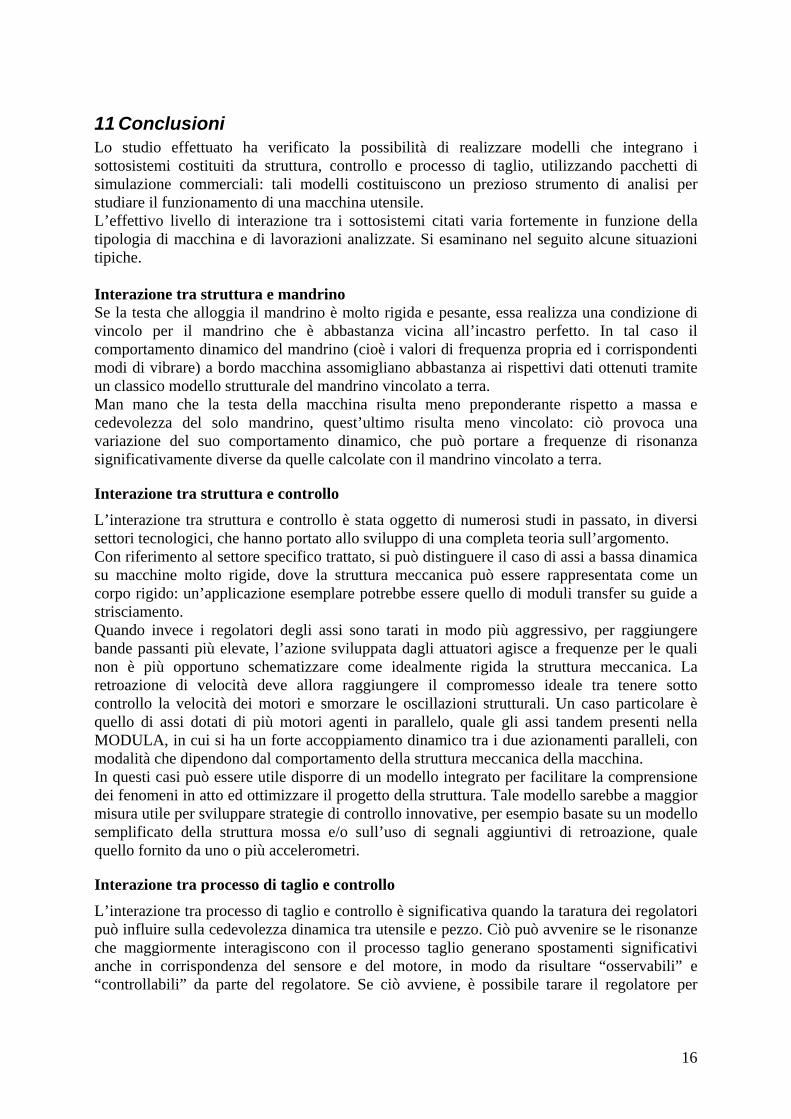
Effettuando una campagna di prove di fresatura sistematica è possibile verificare la previsione di stabilità fatta con il calcolo analitico del diagramma a lobi di Figura 9. Come indicatore dell’instabilità si è misurata l’ampiezza massima di oscillazione delle forze di taglio: per ogni prova, definita dal numero di giri (“rpm”) e profondità di asportazione (“b”), nel grafico seguente è riportato un cerchio, la cui area è proporzionale all’ampiezza di oscillazione divisa per la profondità di passata. Tale valore dovrebbe essere sostanzialmente indipendente da rpm e da b, in condizioni di taglio stabile. Si osserva una buona corrispondenza generale con la previsione analitica, tranne nella zona sopra i 1000 giri/min: tale aspetto verrà approfondito in analisi successive.
200 400 600 800 1000 1200
prove di lavorazione LobiC2 Mod: MeccAzTandemUnitsV1
velocità mandrino giri/min
prof
ondi
tà d
i pas
sata
[mm
]
Figura 16 corrispondenza tra simulazioni nel tempo e diagramma a lobi
Il modello integrato può essere utilizzato anche per simulare l’esecuzione di particolari traiettorie, utilizzate per valutare la precisione di movimento in contornatura (vedi per es. il caso riportato in [1]). Il presente articolo vuole concentrarsi invece sull’interazione della macchina con il processo di taglio, per cui non riporta analisi di questa tipologia.
16
11 Conclusioni Lo studio effettuato ha verificato la possibilità di realizzare modelli che integrano i sottosistemi costituiti da struttura, controllo e processo di taglio, utilizzando pacchetti di simulazione commerciali: tali modelli costituiscono un prezioso strumento di analisi per studiare il funzionamento di una macchina utensile. L’effettivo livello di interazione tra i sottosistemi citati varia fortemente in funzione della tipologia di macchina e di lavorazioni analizzate. Si esaminano nel seguito alcune situazioni tipiche. Interazione tra struttura e mandrino Se la testa che alloggia il mandrino è molto rigida e pesante, essa realizza una condizione di vincolo per il mandrino che è abbastanza vicina all’incastro perfetto. In tal caso il comportamento dinamico del mandrino (cioè i valori di frequenza propria ed i corrispondenti modi di vibrare) a bordo macchina assomigliano abbastanza ai rispettivi dati ottenuti tramite un classico modello strutturale del mandrino vincolato a terra. Man mano che la testa della macchina risulta meno preponderante rispetto a massa e cedevolezza del solo mandrino, quest’ultimo risulta meno vincolato: ciò provoca una variazione del suo comportamento dinamico, che può portare a frequenze di risonanza significativamente diverse da quelle calcolate con il mandrino vincolato a terra.
Interazione tra struttura e controllo L’interazione tra struttura e controllo è stata oggetto di numerosi studi in passato, in diversi settori tecnologici, che hanno portato allo sviluppo di una completa teoria sull’argomento. Con riferimento al settore specifico trattato, si può distinguere il caso di assi a bassa dinamica su macchine molto rigide, dove la struttura meccanica può essere rappresentata come un corpo rigido: un’applicazione esemplare potrebbe essere quello di moduli transfer su guide a strisciamento. Quando invece i regolatori degli assi sono tarati in modo più aggressivo, per raggiungere bande passanti più elevate, l’azione sviluppata dagli attuatori agisce a frequenze per le quali non è più opportuno schematizzare come idealmente rigida la struttura meccanica. La retroazione di velocità deve allora raggiungere il compromesso ideale tra tenere sotto controllo la velocità dei motori e smorzare le oscillazioni strutturali. Un caso particolare è quello di assi dotati di più motori agenti in parallelo, quale gli assi tandem presenti nella MODULA, in cui si ha un forte accoppiamento dinamico tra i due azionamenti paralleli, con modalità che dipendono dal comportamento della struttura meccanica della macchina. In questi casi può essere utile disporre di un modello integrato per facilitare la comprensione dei fenomeni in atto ed ottimizzare il progetto della struttura. Tale modello sarebbe a maggior misura utile per sviluppare strategie di controllo innovative, per esempio basate su un modello semplificato della struttura mossa e/o sull’uso di segnali aggiuntivi di retroazione, quale quello fornito da uno o più accelerometri.
Interazione tra processo di taglio e controllo L’interazione tra processo di taglio e controllo è significativa quando la taratura dei regolatori può influire sulla cedevolezza dinamica tra utensile e pezzo. Ciò può avvenire se le risonanze che maggiormente interagiscono con il processo taglio generano spostamenti significativi anche in corrispondenza del sensore e del motore, in modo da risultare “osservabili” e “controllabili” da parte del regolatore. Se ciò avviene, è possibile tarare il regolatore per
17
ottimizzare la cedevolezza dinamica relativa e massimizzare quindi la capacità di asportazione. Ciò può richiedere la diminuzione dei guadagni dell’anello di velocità e, conseguentemente, di posizione, a favore di un maggior smorzamento modale. Vi sono però due importanti casi in cui ciò non è possibile:
• il primo si ha quando il modo di vibrare interessato deforma la struttura della macchina con movimenti trascurabili in corrispondenza degli assi motorizzati (come per il modo di Figura 10, dove si ha soprattutto una torsione della colonna e del basamento, con piccoli spostamenti in corrispondenza degli assi). L’effetto della retroazione di velocità sulla stabilità della lavorazione può essere maggiore in differenti tipologie di macchine, per esempio quelle dotate di motori diretti (lineari o di coppia), dove gli assi sono maggiormente coinvolti nei modi strutturali (si veda il caso presentato in [1]).
• il secondo caso è quello in cui i modi di interesse sono a frequenze elevate, fuori dal range di azione dei regolatori degli assi. Questo è il caso dei modi “di mandrino” e “di utensile”, che possono avere frequenze dai 400 alle diverse migliaia di hertz. In questi casi si può considerare l’asse come libero, dato che anche la retroazione di velocità dà un contributo modesto o nullo a queste frequenze.
Considerazioni sull’applicabilità industriale Pur non volendo in questa sede entrare in aspetti legati ai diversi pacchetti commerciali e non potendo in ogni caso definire delle regole del tutto generali, si ritiene opportuno fare alcune considerazioni legate all’applicabilità delle metodologie proposte in ambito industriale. Si ritiene che alcune delle analisi presentate possano essere effettuate durante lo sviluppo di tutte le macchine, mentre altre, più approfondite, siano vantaggiosamente svolte solo periodicamente e/o quando si affronta un progetto particolarmente innovativo. Non si vuole quindi proporre un singolo metodo monolitico di analisi, quanto un insieme coerente di strumenti a disposizione del progettista. La produzione di un modello ad elementi finiti della struttura meccanica adatto alla successiva analisi integrata richiede un modesto impegno per chi già sviluppa modelli EF dell’intera macchina durante il progetto di nuovi prodotti. La creazione del modello strutturale a numero di gradi di libertà ridotti è una funzione standard dei pacchetti FEA di fascia medio alta e richiede un tempo modesto per predisporre il modello e un tempo medio (2-8 ore, in funzione delle dimensioni del modello e del numero di modi desiderato) per il suo calcolo. Se tali funzionalità non fossero disponibili, occorre considerare l’esportazione del modello EF in un pacchetto di calcolo separato, eventualmente dedicato esclusivamente alla riduzione del modello.
12 Ringraziamenti Si ringrazia per la collaborazione la ditta Linea srl, titolare del progetto “Sviluppo di un sistema di lavorazione modulare facilmente riconfigurabile di nuova generazione” (prog 41/ PR04A5IDJY) finanziato alla dalla regione Emilia Romagna ed in particolare il progettista ing. Giovanni Salsi. Si ringrazia l’ing. Federico Spotti che, come ricercatore del laboratorio Macchine Utensili e Sistemi di Produzione del Politecnico di Milano (MUSP, Piacenza), ha sviluppato il modello strutturale ad elementi finiti della macchina.
18
13 Bibliografia [1]. Bianchi G., Maj R., Modica F.; “Analisi meccatronica di macchine utensili”; ANIPLA
Motion Control 2003, Milano [2]. Leonesio, M., Bianchi, G., Brondi, A. Machine-Process Interaction Analysis. Cirp
Annals, 2006 [3]. http://www.malinc.com (CutPro-SpindlePro) [4]. Y.Cao,Y. Altintas, A General Method for the Modeling of Spindle-Bearing Systems,
Department of Mechanical Engineering, University of British Columbia, Vancouver, Canada
[5]. Y.Cao, Y.Altintas,Modeling of Spindle-Bearing and Machine-Tool Systems for Virtual Simulation of Milling Operations, CIRP2006
[6]. Y. Altintas, E. Budak, Analytical Prediction of Stability Lobes in Milling, CIRP Annals -Manufacturing Technology 44 (1) (1995) 357–362.
[7]. Craig R.R., Bampton M.C.C, Coupling of Substructures for Dynamyc Analysis, AIAA journal, Vol 6, No 7, July 1968, pp.1313-1319
[8]. Siemens: SIMODRIVE 611 digital SINUMERIK 840D/810D: Description of Functions. Drive Functions. Codice 6SN1 197–0AA80–0BP7
[9]. X.-H. Long · B. Balachandran · B. P. Mann, Dynamics of milling processes with variable time delays, Nonlinear Dyn (2007) 47:49–63, DOI 10.1007/s11071-006-9058-4
[10]. Engin S., Altintas Y., Mechanics and dynamics of general milling cutters.: Part I: helical end mills, International Journal of Machine Tools and Manufacture Volume: 41, Issue: 15, December, 2001, pp. 2195-2212
[11]. Engin S., Altintas Y., Mechanics and dynamics of general milling cutters.: Part II: Inserted cutters, International Journal of Machine Tools and Manufacture Volume: 41, Issue: 15, December, 2001, pp. 2213-2231














![Lezione 18circe.di.unipi.it/~gervasi/SAM14/Lezione 18.pdf · Lezione 18. 5 Maggio 2015 2 ... public class SensorEvent {public final float[] values; public Sensor sensor; ... accelerazioni](https://static.fdocumenti.com/doc/165x107/5c722c7609d3f25c278bb36e/lezione-gervasisam14lezione-18pdf-lezione-18-5-maggio-2015-2-public.jpg)