MeetMinitab09_9_Galgano
61
Galgano & Associati S.r.l. Cristina Galgano Loretta Degan ADATTABILITA’ DELL’APPROCCIO 6 SIGMA IN FUNZIONE DELLA COMPLESSITA’ DEL PROBLEMA E DEL LIVELLO DELLE RISORSE COINVOLTE 6 Sigma, Lean Sigma, Blitz Quality Kaizen
description
six sigma
Transcript of MeetMinitab09_9_Galgano
Galgano & Associati S.r.l.
Cristina Galgano
Loretta Degan
ADATTABILITA’ DELL’APPROCCIO 6 SIGMA IN FUNZIONE DELLA COMPLESSITA’ DEL PROBLEMA E DEL
LIVELLO DELLE RISORSE COINVOLTE
6 Sigma, Lean Sigma, Blitz Quality Kaizen

INDICEIntroduzione
Perseguire l’ eccellenza operativa:qualità, velocità, snellezza, innovazione
Le competenze richieste: i modelli di riferimento, 6 sigma , lean, Triz e loro integrazioneFiloni di pensiero erronei: lean sigma sia un approccio lean con utilizzo 6 sigma soft, non tutte le tecniche 6 sigma sono utili, è troppo complicato
Tutta l’azienda e’ coinvolta: Competenze e approcci Cosa significa applicare il modello culturale 6 sigma in azienda rispetto a
• Prime linee (champion)• Risorse tecniche/intermedie (BB, GB)• Personale operativo
Competenze Champion: pensiero sistemico e statistical Thinking (l’utilizzo del pensiero scientifico e tecniche statistiche ) nella gestione aziendale – un gap da colmareCompetenze BB e GB: utilizzo di tutte le tecniche tipiche del 6 sigma per affrontare rilevanti problemi aziendali, in particolare di natura tecnica ma non solo, e ottenere livelli di qualità di eccellenza (PPM)Coinvolgere il personale operativo nel miglioramento continuo usando le tecniche di Shinin e ottenere risultati in tempi rapidi : il Blitz Quality Kaizen: UN CASO

INTRODUZIONE
FATTORI COMPETITIVI: costi, tecnologia, risorse umane
FATTORE MENO IMITABILE : RISORSE UMANE
COMPETENZA DELLE PERSONE
AMBIENTE AZIENDALE AUTOAPPRENDENTE

PERSEGUIRE L’ ECCELLENZA OPERATIVA

Lo scenario attuale
COMPETIZIONE GLOBALE
CONTRAZIONE DEI MARGINI DI PROFITTO
PREZZI
PROFITTO
ESPLOSIONE TECNOLOGICA
DIMINUZIONE DEL CICLODI VITA DEL PRODOTTO
1980 1990 2000
ANNI
TEMPO
DURATACICLODI VITA
15
10
5
0COSTI
MINORE PREVEDIBILITA’
NECESSITA’DI CAMBIAMENTO
NECESSITA’DI CAMBIAMENTO

TEMPO
I vantaggi competitivi
QUALITA’
COSTI
SER
VIZ
IO
INN
OV
AZ
ION
E
AZIENDA

Gli approcci di riferimento
QUALITA’
PRODUTTIVITA’
INNOVAZIONE
6 SIGMA
LEAN
TRIZ
IMPLEMENTAZIONE:
1^ FASE: INTRODUZIONE APPROCCI SINGOLI
2^ FASE INTEGRAZIONE DEGLI APPROCCI

1: fai le cose meglio ( Right First Time ):
attacco alla variabilità
2 priorità – la prima

2^ : fai le cose più veloci (Doing the Right Things )
riducendo I lead time
Elimina gli sprechi(MUDA)
“eliminando i MUDA è possibile duplicare la produttività”
Concetto semplice - Difficile l’applicazione
2 priorità – la seconda

DRIVER del Lean: riduzione del Lead Time
• Usare principi lean per ridurre il tempo di attraversamento
• Progettare stabilimenti/processi con flussi ottimizzati, minimo spreco /costo
• Usare TPM, JIT, 5S, controlli visivi progetti di produzione
DRIVER del 6 sigma: Eliminazione dei difetti (non conformità)
• Usare strumenti statistici per ridurre la variazione (capability)
• Sviluppare prodotti/processi migliori a più elevata capacità
• Sviluppare la metrica per misurare la qualità dei processi
Integrazione sinergica
SpeedAccuracy / Precision+ $=
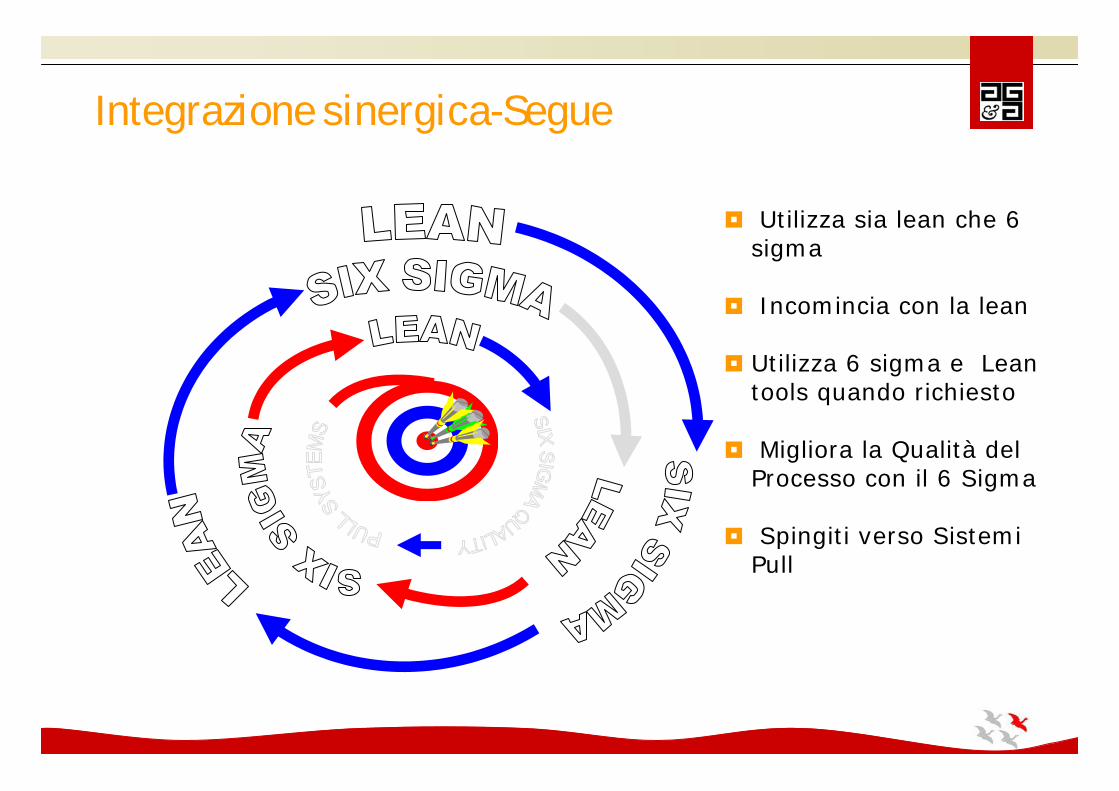
Utilizza sia lean che 6 sigma
Incomincia con la lean
Utilizza 6 sigma e Lean tools quando richiesto
Migliora la Qualità del Processo con il 6 Sigma
Spingiti verso SistemiPull
Integrazione sinergica-Segue
6 sigma:aspetti caratteristici e presupposti
CONSTATATO CHE I COSTI DELLA NON QUALITA’ INCIDONO PESANTEMENTE, DAL 15 AL 30 % DEL FATTURATO, IL 6 SIGMA NE ATTACCA LE PRINCIPALI COMPONENTI
AFFRONTARE I PROBLEMI RICHIEDE PRIMA DI TUTTO, INDIPENDENTEMENTE DALL’UTILIZZO DI METODI SOFISTICATI O MENO, UN APPROCCIO SCIENTIFICO, OVVERO UN APPROCCIO LOGICO EFFICACE ED EFFICIENTE DI PROBLEM SOLVING (D-M- A- I –C)
L’APPROCCIO SCIENTIFICO RICHIEDE UN’ANALISI BASATA SUI FATTI E SUI DATI (STRUMENTI SEMPLICI DI RAPPRESENTAZIONE E LETTURA DEI DATI)
ALCUNI PROBLEMI HANNO CAUSE NASCOSTE DI DIFFICILE INDIVIDUAZIONE. QUESTI RICHIEDONO TECNICHE INVESTIGATIVE RIGOROSE ED ACCURATE
ALCUNI PROBLEMI ANCHE SE HANNO OCCORRENZE RARE SONO GRAVI (PROBLEMATICHE DI QUALITA’ , ASPETTI DI SICUREZZA AMBIENTALE, ECT.). SONO RICHIESTE TECNICHE SOFISTICATE PER TRATTARLI

Resultados
Global PlanningGlobal Global
PlanningPlanning
Strategic Plan: Prioritized strategic objectives
Project 1 Project 2 Project 3 Project...
Results
THE VISIONLEAN THINKING - filosofia
6 SIGMA - approccio scientifico strutturato
POLYCY DEPLOYMENT
(alto livello)
VALUE STREAM MAPPING
POLYCY DEPLOYMENT
(in logica 6 sigma – CTQ E KPI)
ATTIVITA’ LEAN
PROGETTI 6 SIGMA
PROGETTI LEAN SIGMA
Esempio diapproccio integrato
Lean sigma – intregrazione a livello strategico

Lean entreprise:aspetti caratteristici e presupposti
IL 95 % DELLE ATTIVITA’ AZIENDALI E’ NVA
IL NVA E’ COSTITUITO DA SPRECHI/MUDA
I TRE PRINCIPI: TAKT TIME, ONE PIECE FLOW, PULL
FLUSSO COME OBIETTIVO E STRUMENTO
L’INDICATORE PRINCIPALE: EFFICIENZA FLUSSO
MODALITA’: VALUE STREAM MAP E SETTIMANE KAIZEN
LO SLOGAN: QUICK AND DIRTY
GLI STRUMENTI (KAIZEN): 5S, TPM, SMED, POKA YOKE, KANBAN
Lean 6 sigma - livelli di integrazione
STRATEGICO – PIANO DI OPERATIVE EXCELLENCE CHE INTEGRA I DUE APPROCCI
OPERATIVO – METODI
RISORSE - COMPETENZE

Integrazione a livello di metodi
Progetto lean: settimana kaizenEsempio tipico : riduzione WIP e implementazione kanban di produzione
Progetto 6 sigma: flusso DMAICEsempio tipico: riduzione costo in garanzia relativo ad un particolare
Progetto lean into sigma: flusso DMAIC che prevedenella fase iniziale la Value Stream Map per inquadrare e finalizzare gli
interventiEventi kaizen di due tre giorni relativi a quelle problematiche che si risolvono sul campo (a gemba) - accelerazione dei tempi di implementazione, ovvero cicli rapidi di measure-analyze–improve realizzati con modalità lean
Progetto 6 sigma into lean: “Blitz Quality kaizen”Affrontare problematica di qualità, (problemi riscontrabili sul processo) all’interno della Settimana kaizen
TUTTA L’AZIENDA E’ COINVOLTA:
COMPETENZE E APPROCCI

Competenze e approcci
LE SFIDE IMPOSTE DALL’ATTUALE PERIODO STORICO RICHIEDONO IL COINVOLGIMENTO TOTALE DA PARTE DI TUTTI IN TERMINI DI:
CONSAPEVOLEZZA PARADIGMI CONCETTUALI 6 SIGMA E LEANCOMPETENZE DIVERSIFICATE PER LIVELLO
TOP MANAGEMENT
MIDLLE MANAGENT
RISORSE OPERATIVE
Riteniamo di aver fatto abbastanza?
Alcune considerazioni - 1
RICHIESTE, SPECIE DA AZIENDE MULTINAZIONALI:RICERCA DI PERSONALE CON COMPETENZE GB, BB, MBB CERTIFCATE
RICHIESTA DI CERTIFICAZIONE INTERNA DELLE RISORSE ADOTTANDO CRITERI SEVERI CHE SPINGANO LE RISORSE COINVOLTE A STUDIARE, IMPEGNARSI E QUINDI ACQUISIRE COMPTENZE REALI.

Alcune considerazioni - 2
NELLE AZIENDE CHE HANNO INTRODOTTO GLI APPROCCI 6 SIGMA E LEAN, SI CONSTATA SPESSO:
SCOLLAMENTO (ANCHE LINGUISTICO) TRA MIDDLE E TOP MANAGEMENT SU CONCETTI E CONOSCENZA FONDAMENTALI PER IL SUCCESSO DEL BUSINESSAPPROCCI ANCORA POCO DIFFUSI AL DI FUORI DELLE AREE PRODUTTIVE (MARKETING, COMMERCIALE, ASSISTENZA, PROGETTAZIONE)INTERPRETAZIONE ANNACQUATA, AL RIBASSO, DELL’APPROCCIO LEAN SIGMA, VISTO SPESSO COME UN RITORNO AL PROBLEM SOLVING DI VENTI ANNI FA ABBINATO ALL’APPROCCIO LEAN

SDOGANARE LE METODOLOGIE STATISTICHE RISTRETTE AD UN AMBITO TECNICO – QUEL 20 % DI RISORSE DI CUI PARLA IL PROGRAMMA 6 SIGMA
NELLE DUE DIREZIONI :
VERSO IL MANAGEMENT VERSO LE RISORSE OPERATIVE

I livelli da coinvolgere – top management
Concetti di Statistical e Systemic Thinking non sono da considerarsi prettamente di dominio tecnico, ma sono alla base di una gestione manageriale basata sul metodo scientifico, su un efficace processo di Decision Making, in grado di valutare la “capability”, identificando la tipologia di interventi più opportuni ( gestione del prodotto/processo vs. progettazione del prodotto/processo, case comuni vs. cause speciali).
Alcuni termini e concetti che il Top Management non può non conoscere: Capability Short/ Long, Cause Comuni cause speciali, robustezza, quantificazione legami causa- effetto, interazione

I livelli da coinvolgere – Top ManagementIL MANAGEMENT CONOSCE COSA DETERMINA LA PRODUTTIVITA’?
FINAL GAP TARGET - PERFORMANCE ATTUALE
E’ DETRMINATA DA 2 GAP INTERNI
1. TARGET - ENTITLEMENT (STANDARD)
GAP TECNOLOGICO
2. ENTITLEMENT – ACTUAL (BASELINE)
GAP ORGANIZZATIVO E GESTIONALE
WHERE ENTITLEMENT IS THE BEST PERFORMANCE THAT ACTUAL STANDARD CAN PRODUCE IN THE BEST CONDITION
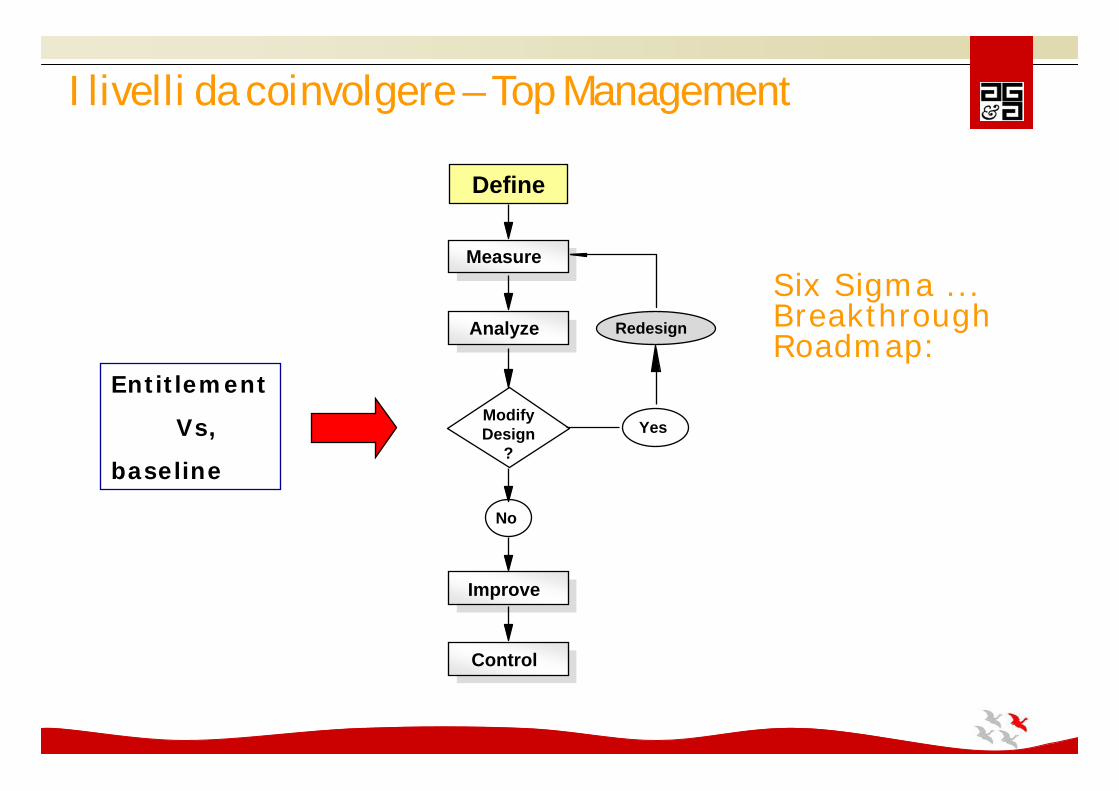
Six Sigma ... Breakthrough Roadmap:
Measure
Analyze
ModifyDesign
?
Redesign
Yes
Improve
No
Control
Define
Entitlement
Vs,
baseline
I livelli da coinvolgere – Top Management
I livelli da coinvolgere – Top Management
CONOSCIAMO IL FINAL GAP?
CONOSCIAMO IL CONTRIBUTO DI CIASCUNO DEI DUE GAP GENERATORI? (TECONOLOGICO E ORGANIZZATIVO)
LEAN SIX SIGMA AIUTA NELLA LORO QUANTIFICAZIONE :CAPABILITY ANALYSIS (CONFRONTO TRA LONG AND SHORT TERM CAPABILITY)VALUE STREAM MAP (IDENTIFICAZIONE DEGLI SPRECHI)
L’ESPERIANZA METTE IN EVIDENZA IL GRANDE CONTRIBUTO DEL GAP ORGANIZZATIVO ALLA ATTUALE PRODUTTIVITA’

I livelli da coinvolgere – Top Management
CAPABILITY
CAUSE COMUNI – CAUSE SPECIALI
Indi
vidu
al V
alue
1351120110519017516014513011511
105
100
95
_X=102.12
UCL=105.68
LCL=98.57
Mov
ing
Ran
ge
1351120110519017516014513011511
4
2
0
__MR=1.337
UCL=4.369
LCL=0
Observation
Valu
es
15001495149014851480
106
104
102
106.5
105.0
103.5
102.0
100.599
.097
.5
LSL USL
LSL 99USL 103
Specifications
11010510095
Within
O v erall
Specs
StDev 1.18533C p 0.56C pk 0.25
WithinStDev 2.28906Pp 0.29Ppk 0.13C pm *
O v erall
Process Capability Sixpack of TorqueI Chart
Moving Range Chart
Last 2 5 Observations
Capability Histogram
Normal Prob PlotA D: 15.505, P: < 0.005
Capability P lot
I livelli da coinvolgere – Top Management
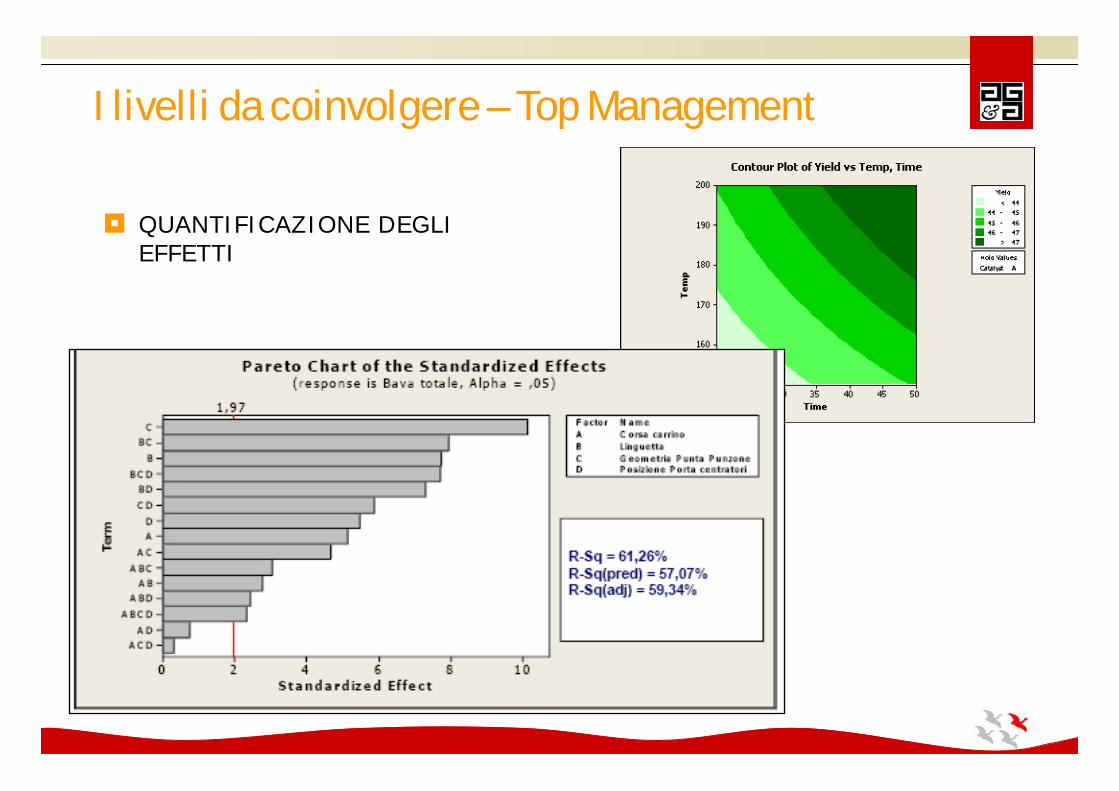
QUANTIFICAZIONE DEGLI EFFETTI

INTERAZIONE E ROBUSTEZZA
I livelli da coinvolgere – Top Management
PERSONALE TECNICO IN GRADO DI COMPRENDERE APPLICARE TUTTE LE TECNICHE DEL 6 SIGMA
SE SI VOGLIONO OTTENERE LIVELLI DI QUALITA’ DELL’ORDINE DI PPM BISOGNA
UTILIZZARE LE TECNICHE E METODOLOGIE 6 SIGMA
I livelli da coinvolgere – Middle Management

SETTORI COME IL FARMACEUTICO, AUTOMOTIVE, FERROVIARIO, ELETTRONICO, BIOMEDICALE, PREVEDONO APPROCCI E METODI DEL 6 SIGMA A LIVELLO DI STANDARD TECNICO (ES: ISO TS 16949, ICH 8 (QBD) - 9 (QRM))
TREND : SVILUPPO DI ULTERIORI TECNICHE QUALI (MBB)Principal Component Analysis
Comprendere i legami tra parametriRegressione logisticaStudio di regressione con risposta Y per attributi
Analisi delle corrispondenzeComprendere i legami tra fattori categoriali Shelf life testAnalisi di degradazione e stabilità farmaci, prodotti alimentare
I livelli da coinvolgere – Middle Management

Esempio azienda chimica- fattori che determinano presenza IPA – binary logisticBinary Logistic Regression: esito IPA_nu versus Fine settima; Nessun inter; ... Link Function: LogitResponse InformationVariable Value Countesito IPA_num 1 51 (Event)
0 18Total 69
Logistic Regression Table95%CI
Predictor Coef SE Coef Z P Odds Ratio
Constant -3,63995 1,92126 -1,89 0,058Fine settimana si/nosi 2,94680 1,48028 1,99 0,047 19,04 Nessun intervento = sisi 5,15799 1,94518 2,65 0,008 173,82 Altri interventi = sisi 1,91706 1,66696 1,15 0,250 6,80 Cambio Tenute Si/Nosi 3,63995 2,16593 1,68 0,093 38,09 Log-Likelihood = -30,600Test that all slopes are zero: G = 18,007, DF = 4, P-Value = 0,001

Link Function: LogitResponse InformationVariable Value Countesito IPA_num 1 115 (Event)
0 35Total 150
Logistic Regression TablePredictor Coef SE Coef Z P Odds RatioConstant 1,13352 1,00877 1,12 0,261Rootz si = ha funzionato/no = nonsi -1,18276 0,890411 -1,33 0,184 0,31
Cambio Tenute Si/Nosi 22,2565 15017,6 0,00 0,999 4,63328E+09
start-up(si/No)SI -1,32573 0,520417 -2,55 0,011 0,27
Nessun intervento = sisi 1,42961 0,930447 1,54 0,124 4,18
Altri interventi = sisi 1,35894 1,02023 1,33 0,183 3,89
Confsi 0,738698 0,508978 1,45 0,147 2,09
95% CILog-Likelihood = -70,250Test that all slopes are zero: G = 22,481, DF = 6, P-Value = 0,001Goodness-of-Fit TestsMethod Chi-Square DF PPearson 22,4850 4 0,000Deviance 26,8021 4 0,000Hosmer-Lemeshow 4,4208 2 0,110
Esempio azienda chimica- fattori che determinano presenza IPA – modello completo

Nominal Logistic Regression: congiunto versus g_sett; Altri interv; ...
Logistic Regression TableOdds
Predictor Coef SE Coef Z P RatioLogit 1: (3/1)Constant -2,41420 1,14414 -2,11 0,035g_settlun 0,445703 0,829814 0,54 0,591 1,56mar 1,30410 0,722230 1,81 0,071 3,68mer 0,708641 0,701353 1,01 0,312 2,03sab -19,8210 18583,4 -0,00 0,999 0,00ven 1,71638 0,755331 2,27 0,023 5,56
Altri interventi = Sisi -1,08301 0,812750 -1,33 0,183 0,34
Nessun intervento = sisi 0,119112 0,989538 0,12 0,904 1,13
delta tra tempo totale e tempo 2,63753 0,583431 4,52 0,000 13,98
LOD - 1 0,146931 0,373649 0,39 0,694 1,16Tipol. di fermata (1=breve, 2=f1 0,174955 0,987678 0,18 0,859 1,192 0,167470 0,872073 0,19 0,848 1,18
Logit 2: (2/1)Constant -2,02474 1,19672 -1,69 0,091g_settlun -0,351808 0,774742 -0,45 0,650 0,70mar 0,142717 0,692070 0,21 0,837 1,15mer -0,331727 0,650944 -0,51 0,610 0,72sab -20,7858 15497,1 -0,00 0,999 0,00ven 1,04017 0,671835 1,55 0,122 2,83
Altri interventi = sisi -1,56998 1,02046 -1,54 0,124 0,21
Nessun intervento = si
Esempio azienda chimica- fattori che determinano presenza IPA – nominal logistic
si 0,493868 1,11473 0,44 0,658 1,64delta tra tempo totale e tempo 3,55664 0,580064 6,13 0,000 35,05LOD - 1 -0,272910 0,434819 -0,63 0,530 0,76Tipol. di fermata (1=breve, 2=f1 -0,220992 1,14174 -0,19 0,847 0,802 -0,0445185 0,906211 -0,05 0,961 0,96Logit 3: (0/1)Constant -3,18396 1,06756 -2,98 0,003g_settlun -0,340144 0,690642 -0,49 0,622 0,71mar 0,476365 0,606395 0,79 0,432 1,61mer -0,0350824 0,567450 -0,06 0,951 0,97sab 0,163421 1,26615 0,13 0,897 1,18ven 1,14549 0,625752 1,83 0,067 3,14Altri interventi=sisi -0,793086 0,925955 -0,86 0,392 0,45Nessun intervento=sisi 1,58266 0,976089 1,62 0,105 4,87delta tra tempo totale e tempo 3,37456 0,555461 6,08 0,000 29,21LOD - 1 0,786412 0,312885 2,51 0,012 2,20Tipol. di fermata (1=breve, 2=f1 -0,420437 1,00125 -0,42 0,675 0,662 0,834491 0,731257 1,14 0,254 2,30
Log-Likelihood = -270,320Test that all slopes are zero: G = 137,362, DF = 33, P-Value = 0,000
I livelli da coinvolgere – risorse operative
E’ POSSIBILE COINVOLGERE LE RISORSE OPERATIVE IN PROGETTI DI MIGLIORAMENTO APPLICANDO METODI RIGOROSI MA SEMPLIFICATI – BASATO SUI METODI DI SHINING
MODALITA’ OPERATIVE SIMILI A INTERVENTI KAIZEN (BLITZ QUALITY KAIZEN)
I TEAM LEADER DEVONO CONOSCERE MOLTO BENE LE TECNICHE 6 SIGMA

1. Quando si deve applicare il QUALITY BLITZ KAIZEN ?
Quando si vogliono migliorare le prestazioni qualitative di processi dimedia-alta complessità.
2. Che cosa è il QUALITY BLITZ KAIZEN ?:
E’ un approccio che permette di individuare le variabili chiave di un processo e ne scopre gli “effetti di interazione”
3. Come si applica il QUALITY BLITZ KAIZEN ?:
Applicando tecniche statistiche robuste, ma così semplici da poter essere applicate direttamente ed in tempi rapidi dove nasce il problema.
La tecnica di miglioramento alla base dell’approccio QBK
La tecnica più efficace contro i problemi cronici di qualità ed alla base del Quality
Blitz Kaizen è il DOE (Design of Experiments), rivisto con nuovi strumenti che
possono diagnosticare la variabilità e ridurla notevolmente.
La tecnica DOE utilizzata nel Quality Blitz Kaizen ha tuttavia le seguenti
caratteristiche (approccio di Dorian Shainin):
Semplicità: comprensibili per tecnici e operatori
Praticità: facili da applicare
Universalità: applicabili ad un’ampia gamma di attività industriali
(produzione, prototipazione , industrializzazione, R&S etc)
Efficacia: si basano su principi statistici universali e possono restituire
risultati migliori degli strumenti tradizionali
Le fasi dell’approccio QBK
1. Definisci il problema (Y)
2. Quantifica il problema (Y)
3. Ricostruisci la storia del problema (Y)
4. Genera indizi (Y X)
5. Individua la causa principale (X “rossa”)
6. Verifica la robustezza del miglioramento
7. Stabilisci specifiche e tolleranze realistiche
8. Consolida il miglioramento

BQK - LA ROAD MAP
Multi-Vari Componnet Search
Paired comparison
Product / Process Search
Concentration Charts
DA 5 A 20 VARIALBILI
Variable search
Full Factorials
4 O MENO VARIABILI
1 VARIABILE
Scatter plots RSM *
Definisci la storia del problemaGenera indizi
Definisci il problema Quantifica e misura il problema
B vs C
PRE CONTROLL

Da 5 a 20 campioni per 5 variabili (due in più per ogni variabile aggiuntiva)
Quando siamo di fronte ad un numero di variabili maggiore di 4-5.
Individuare la causa del problema (la cosiddetta “X Rossa”).
Individuare gli effetti principali e le interazioni tra le diverse variabili in gioco.
4. Ricerca delle Variabili
6-8 coppie di unità “buone”e “cattive”
Quando siamo di fronte ad un prodotto che non può essere smontato e rimontato.
Individuare componenti critiche/difettose e le relative interazioni.
3. Confronti a Coppie
2 unità (una “buona” e una “cattiva”)
Quando siamo di fronte ad un prodotto con alta variabilità di prestazioni e che può essere smontato e rimontato.
Individuare componenti critiche/difettose e le relative interazioni.
2. Ricerca delle Componenti
> 10 pezzi o fino alla cattura dell’80% della variazione storica
Ogni volta che è possibile effettuare campionamenti stratificati di pezzi prelevati consecutivamente in momenti diversi (produzione, industrializzazione).
Ridurre il numero di cause non correlate e ingestibili a poche famiglie
Individuare andamenti non casuali.
1. Le Multi-varicharts
ENTITA’ DELLACAMPIONATURA
QUANDO APPLICABILE
OBIETTIVOSTRUMENTI
Tecniche di base del QBK/1

30 unitàQuando ci sono deboli o nessuna interazione tra variabili importanti.
Determinare i valori ottimali dei parametri importanti stabilendo le tolleranze adeguate/ammissibili e riducendo i costi delle variabili non importanti.
7. Grafico di dispersione
3 unità ante-miglioramento e 3 unitàpost-miglioramento
A seguito di una qualunque attività di miglioramento, o da solo quando il problema è particolarmente semplice.
Validare un miglioramento con alta significatività statistica.
6. “B contro C”
Da 1 a 20 campioniQuando siamo di fronte ad un numero di variabili minore di 5.
(come per la Ricerca delle Variabili)Individuare la causa del problema (la cosiddetta “X Rossa”).Individuare gli effetti principali e le interazioni tra le diverse variabili in gioco.
5. Fattoriali Completi
ENTITA’ DELLACAMPIONATURA
QUANDO APPLICABILE
OBIETTIVOSTRUMENTI
Tecniche di base del QBK/2

Settimana Kaizen- Quality Blitz Kaizen
Azienda produttrice catene
Il Prodotto

Montacatene

Composizione del Gruppo
6 PERSONE, di cui:
1 Leader responsabile KPO
1 Addetto Qualità
1 Addetto ingegneria di processo
2 Operatori di linea
1 Responsabile di produzione
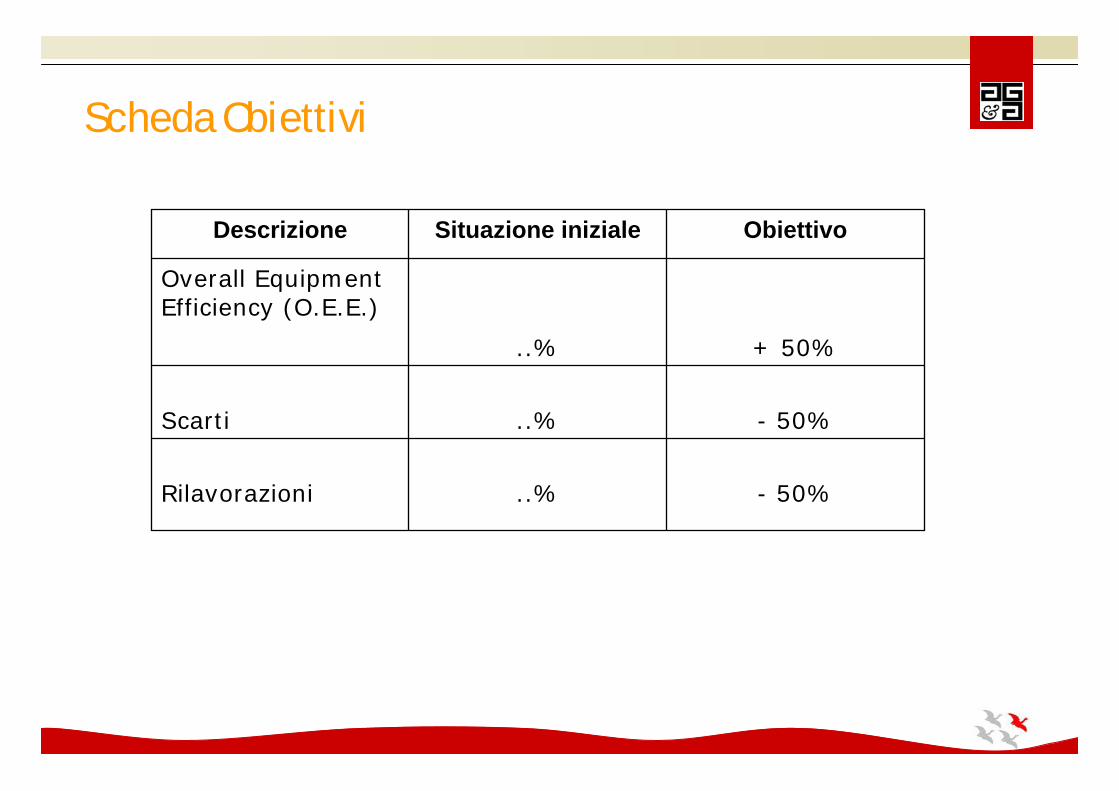
Scheda Obiettivi
- 50%..%Rilavorazioni
- 50%..%Scarti
+ 50%..%
Overall EquipmentEfficiency (O.E.E.)
ObiettivoSituazione inizialeDescrizione

Linee guida dell’intervento
Analisi della variabilità insita nel processo attraverso adeguata raccolta dati e “Multi Vary Analisys”.
L’obiettivo di tale analisi è capire come respira la variabilità.
Osservazione sensoriale del processo in modo da individuare eventuali criticità ed anomalie.
Progettazione ed esecuzione degli esperimenti (D.O.E.).
Individuazione ed implementazione delle azioni correttive necessarie alla riduzione della variabilità ed al conseguente miglioramento della qualitàfinale.
Obiettivo: ridurre un vasto numero di possibili cause di variazione di unfenomeno ad una famiglia di variabili molto più piccola che includa la x rossa (la causa determinante): è in grado di ridurre il campo di ricerca da 30-100 variabili a 1-20 variabili.
Come: si esegue facendo produrre consecutivamente alcuni pezzi (3-5 pezzi); si lascia quindi passare un po’ di tempo prima di produrre consecutivamente altri 3-5 pezzi: si ripete l’operazione fino a quando non viene catturato almeno l’80% della variazione fuori controllo nel processo sotto esame.
Analisi: si costruisce una multy-vary chart ossia un esperimento stratificato per determinare se il modello di variazione principale è di tipo:posizionale, ciclico o temporale.
Multi Vary Analisys

Multi Vary Analisys Come respira la variabilità?
Risultato:La variabilità dominante (a parità di lotto di componenti) è risultata essere relativa allo short term (variabilità ciclica).
RANGE massimo 0,082 mm, pari a 2 volte la variabilità temporale
Le cause dell’instabilità sono quindi imputabili a:
Instabilità del processo di riba-rodatura
Eccessiva variabilità dei componenti
Multy-Vary Chart

Analisi Pre-Stress
Criticità
Macchina starata (valore nominale sempre superiore rispetto al valore reale);
Elevata variabilità (tolleranza impostata pari a ± 750 N)
Azione correttiva
Richiesta intervento tecnico del software per:
Ritarare il valore reale rispetto al nominale impostato dall’operatore;
Ridurre la tolleranza ammessa, e quindi la variabilità, da ± 750 N a ± 350 N.

Analisi Variabilità Componenti: Il DoE
Il Design of Experiments è una robusta metodologia il cui obiettivo è
effettuare delle “prove mirate” per identificare e tenere sotto controllo la
variabilità del sistema.
Consta di tre passi:
1) Identificazione delle variabili dominanti in termini di
influenza sulla variabilità del processo;
2) Esecuzione degli esperimenti;
3) Analisi dei risultati ottenuti.

Schema della Variabilità
Blocco
Piastra Int
Rullo
Bussola
Piastra Ext
Perno
Catena continua
Pre-Stress
Catena stressata Catena finita
- Diametro perno
- Tutto fuori
- Diametro interno
- Carico stress

Design of Experiments: Passo 1
Le variabilità dominanti sono state identificate dal gruppo di lavoro ed in particolare sono risultate essere:
Il “Tutto Fuori” (TF) della piastra interna;
Il diametro del Perno
il diametro interno della Bussola
In prima battuta sono stati considerati: Tutto Fuori e Diametro Perno.
Un totale di quattro classi:
1)TF + P+
2)TF + P-
3)TF - P+
4)TF - P-
Combinazioni sperimentate

Design of Experiments: Passo 2
La misurazione e la selezione dei componenti per gli esperimenti …
… e la sperimentazione in laboratorio
… la preparazione delle catene per le prove …
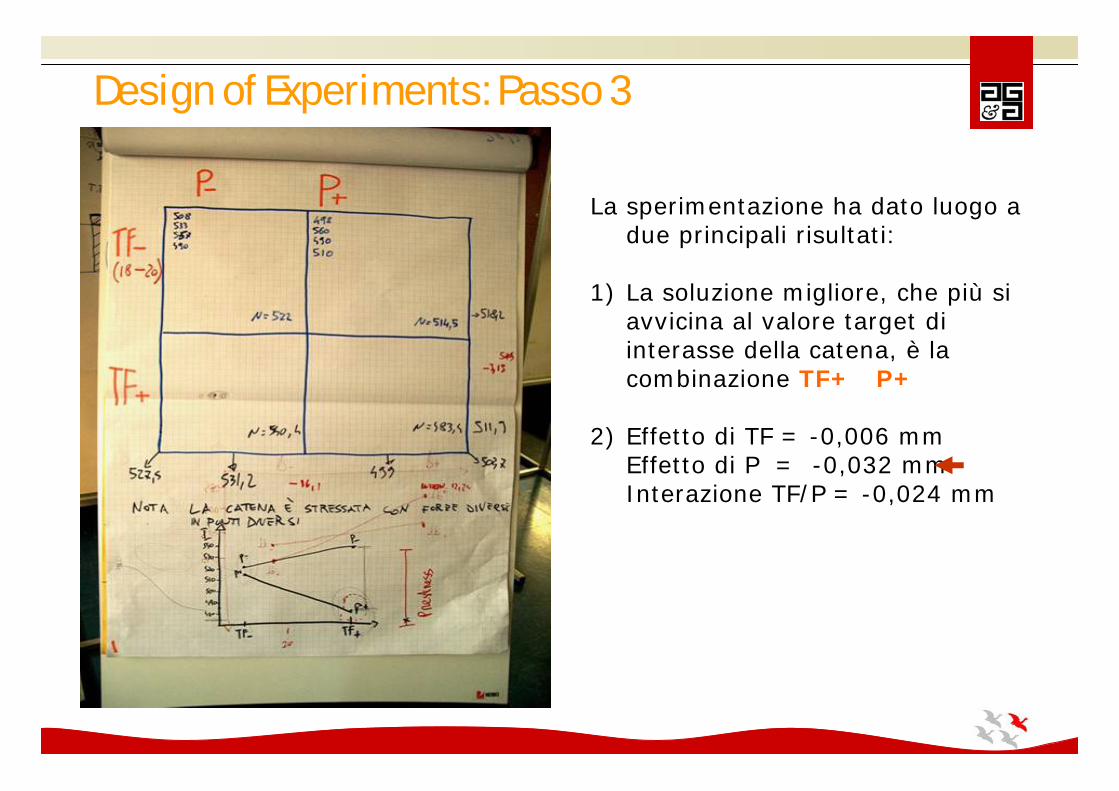
Design of Experiments: Passo 3
La sperimentazione ha dato luogo a due principali risultati:
1) La soluzione migliore, che più si avvicina al valore target di interasse della catena, è la combinazione TF+ P+
2) Effetto di TF = -0,006 mmEffetto di P = -0,032 mm Interazione TF/P = -0,024 mm

E’ stato eseguito un esperimento di validazione con TF+, P+ che ha
mostrato un forte incremento dell’interasse (a parità di condizioni rispetto
agli altri esperimenti) pari a 114,534 (media)
Cosa è cambiato? Il lotto delle BUSSOLE
Ulteriore sperimentazione con TF-, P+, Bussole nuovo lotto.
L’interasse medio, è stato pari a 114,611, ciò conferma che il diametro
interno della bussola determina una traslazione verso l’alto della media
dell’interasse.
Validazione

E’ stata studiata la relazione tra il valore dell’interasse della catena ed il carico di stress
La riduzione del range di carico ha abbassato l’impatto da 3 centesimi a 1 (vedi slide successiva)
Altre Analisi Effettuate

CORRELAZIONE STRESS-INTERASSE
Stress
Cate
ne
1600140012001000800600
850
800
750
700
650
600
550
500
450
Scatterplot of Catene vs Stress
+100kg di carico
+0,0374 mm
Aff= 99,999%
Relazione

Analisi B vs C
Definizione: strumento utilizzato come convalida finale di tecniche precedenti come la Multi Vary Analisys che abbiano già consentito di identificare la causa principale (x rossa).
Obiettivo: confrontare due processi, prodotti o valori attraverso un’analisi comparativa, passando da un numero di rilevamenti di 50-100 all’analisi di 3 valori di B e 3 di C.
Come: si basa su tecniche che utilizzano formule di permutazione e combinazione, confrontando campionature di entità estremamente limitata.
Analisi: si analizza il modo di disporsi in ordine di classifica dei valori analizzati.

Altre Analisi EffettuateE’ stata studiata la relazione tra il valore dell’interasse della catena ed il tempo trascorso dalla catena ormai ultimata.
Considerando un range temporale pari ad un’ora, si è verificata l’assenza di relazione tra le due variabili (intervallo di misurazione/interasse).
Questo non esclude la possibile presenza di correlazione in intervalli temporali maggiori (turno, giorno, ecc.)
Lo strumento tecnico-statistico utilizzato è stata l’Analisi B vs C
Vantaggi dello strumento:Robustezza statistica (95% di affidabilità);Semplicità;Immediatezza.

Parametri definiti
RANGE MAX:
- baseline = -… mm,
- dopo riduzione tolleranza di pre-stress= … mm
La configurazione ottimale (a parità di disegno) è
- Tutto Fuori = … mm
– Perno = …. mm (finito)
– Bussola (Ø interno al montaggio) = … mm.
Ciò comporta un abbassamento in media dell’interasse di circa 0,25 mm,
su catena non pre-stressata.

Risultati
- 80%%Definita la soluzione.. %
Rilavorazioni
- 50%%Definita la soluzione
.. %Scarti
+ 50%..%..%Overall Equipment Efficiency (O.E.E.)
RisultatiVenerdìSituazione iniziale
Descrizione