Massimo Poliero Legor e Presidente JTF, Bressanvido ... · Le leghe standard per il settore orafo e...
30
Massimo Poliero è Direttore del gruppo Legor e Presidente del JTF. È un profondo conoscitore del mondo orafo, nel quale ha lavorato per diversi anni, prima come metallurgista e ricercatore e poi come responsabile di produzione. Entrato in Legor come responsabile tecnico è ora coordinatore delle attività strategiche e tecnico-commerciali del gruppo Legor. È autore o co-autore di diverse memorie tecniche nel mondo orafo. Sono messe in evidenza le relazioni esistenti tra le caratteristiche meccaniche delle leghe d’oro e le esigenze presentate dalle varie tecnologie produttive (fatta eccezione per il colaggio a cera persa). Sono forniti inoltre i principi guida per la scelta delle leghe più adatte al proprio processo produttivo. Massimo Poliero Legor e Presidente JTF, Bressanvido, Vicenza, Italia Autori: Massimo Poliero, Andrea Basso, Andrea Friso Legor Srl, Bressanvido, Vicenza, Italia
Transcript of Massimo Poliero Legor e Presidente JTF, Bressanvido ... · Le leghe standard per il settore orafo e...

Massimo Poliero è Direttore del gruppo Legor ePresidente del JTF. È un profondo conoscitore delmondo orafo, nel quale ha lavorato per diversi anni,prima come metallurgista e ricercatore e poi comeresponsabile di produzione. Entrato in Legor comeresponsabile tecnico è ora coordinatore delle attivitàstrategiche e tecnico-commerciali del gruppo Legor. Èautore o co-autore di diverse memorie tecniche nelmondo orafo.
Sono messe in evidenza le relazioni esistenti tra lecaratteristiche meccaniche delle leghe d’oro e leesigenze presentate dalle varie tecnologie produttive(fatta eccezione per il colaggio a cera persa). Sonoforniti inoltre i principi guida per la scelta delle leghepiù adatte al proprio processo produttivo.
Massimo PolieroLegor e Presidente JTF, Bressanvido, Vicenza, Italia
Autori:
Massimo Poliero, Andrea Basso, Andrea FrisoLegor Srl, Bressanvido, Vicenza, Italia
229Giugno 2005
Introduzione
Le diverse tipologie di leghe d’oro attualmente disponibili sul mercato rappresentanola risposta a richieste di differenti settori specializzati. È possibile oggi ottenereun’ottima definizione della composizione di lega in funzione delle specifiche esigenzedel cliente; da un altro lato non è così immediato riuscire a scegliere la lega ottimale:ogni realtà produttiva rappresenta, specie in un settore dove la manifattura artigianaleriveste ancora grande importanza, una sorta di caso unico; per questo è necessarioriuscire a proporre soluzioni mirate che tengano conto del tipo di processo produttivoal quale la lega verrà sottoposta. In un caso ideale, tali soluzioni devono consideraretutti i possibili parametri tecnologici e processuali e tutti i possibili fattori a rischio didifettosità, in termini di strumentazione utilizzata, di processo produttivo, di fattoriambientali inquinanti, di design del prodotto e di tanti altri eventi che rischiano dievidenziare debolezze della lega di partenza.
È obiettivo di questa memoria focalizzarsi sul processo di produzione perdeformazione meccanica, proponendo prima alcuni richiami di metallurgia fisica emeccanica, passando poi ad una caratterizzazione di tipo parametrico delle diversedeformazioni meccaniche e ad una individuazione delle leghe più corrette perciascun tipo di lavorazione; si procederà poi a una traduzione in termini di specifichetecniche di questi parametri, intesi come margini di tolleranza accettabili per unadata lavorazione meccanica.
Leghe per il settore orafo
Nel settore orafo ed argentiero si distinguono, fra le altre, due vaste aree di produzioneper gioielleria: la produzione per microfusione e quella per lavorazione meccanica. Le leghe standard per il settore orafo e cioè quelle basate sui soli diagrammi ternari oro- argento - rame e oro - nichel - rame hanno proprietà di buona lavorabilità e di buonacolabilità, e sono la base per entrambe le macroaree di utilizzo; tuttavia esse non sonoin grado di risolvere alcuni dei problemi che generalmente si manifestano, e per questosi rendono necessarie aggiunte di altri elementi per migliorare le prestazioni. Il sistema ternario è molto flessibile anche in termini delle diverse colorazionidisponibili: si va dal giallo carico dell’oro puro, all’ottenimento di leghe di colorerosso con l’aumento del contenuto in rame; con una maggiore presenza di argentosi può raggiungere una colorazione vicina al giallo-verde oppure al bianco, aseconda del titolo utilizzato, anche se tale risultato viene accentuato quandovengano aggiunti in lega elementi dal più alto potere sbiancante, come nichel,palladio e manganese.
Leghe d’oro per lavorazione meccanica:
scelta e ottimizzazione del processo produttivo
230 Jewelry Technology Forum
Il mercato è poi estremamente differenziato anche per quanto riguarda la caratura;leghe anche di colore simile variano in maniera molto decisa tutto lo spettro delleproprietà meccaniche, chimiche e tecnologiche in funzione del contenuto di metalloprezioso; si rendono talora necessarie soluzioni composizionali e tecniche moltodifferenti anche per lavorare con lo stesso processo produttivo.Alcuni dei problemi cui fare fronte durante il processo produttivo per lavorazionemeccanica di manufatti in oro sono i seguenti:
• Ossidazioni di alcuni elementi di lega durante il processo di fusione;• Eccessive dimensioni del grano cristallino;• Insufficiente resistenza meccanica;• Alto incrudimento e bassa deformabilità;• Fragilità;• Bassa saldabilità;• Bassa resistenza alla corrosione;• Temperature di ricottura e raffreddamenti successivi non sempre ottimali;• Mancanza di risposta ai trattamenti termici di indurimento.
La composizione standard di una lega può venire modificata per risolvere appuntoalcuni di questi problemi; gli elementi usati in questo senso devono necessariamentenon modificare troppo altre caratteristiche della lega, come ad esempio il colore; fraquesti elementi quelli più utilizzati sono lo zinco, lo stagno, il germanio, l’indio e il galliocome elementi di lega; l’iridio, il rutenio e il cobalto1 come agenti affinatori del granocristallino; il silicio, il litio e il fosforo come disossidanti durante il processo di fusione.È necessario notare anche come l’effetto di un additivo sia strettamente legato al suoquantitativo in lega, alla sua solubilità allo stato solido con gli altri elementi di lega ealla sua omogeneità nel semilavorato colato; sbagliare, per esempio, il dosaggio di unelemento che, aggiunto nella corretta quantità serve come affinatore del granocristallino, può portare alla formazione di punti duri sulla superficie del manufatto2.Sbagliare la concentrazione di elementi disossidanti può comportare un infragilimentodel manufatto durante il processo successivo di deformazione meccanica. Nellamaggior parte dei casi è consigliato far uso di leghe binarie già omogeneizzate.Segue una breve descrizione di alcuni elementi generalmente presenti nelle leghed’oro per lavorazione meccanica.
Zinco: Si tratta dell’aggiunta più largamente usata nelle leghe d’oro. A basse caraturee nelle leghe bianche con nichel viene usato da lungo tempo in quantità fino a circail 10% in peso. Nel sistema oro - nichel - rame lo zinco ha una importante funzionenella riduzione delle temperature di liquidus e solidus. Ha influenza sul colore emigliora la colabilità; le leghe a basse carature di solito non sono monofasiche epossono subire fenomeni di corrosione intergranulare e di tensiocorrosione. Durantela fase di fusione in presenza di aria si può formare ossido di zinco, che non èfacilmente eliminabile dal bagno come invece può accadere per l’ossido di rame;sottili pellicole di ossido di zinco possono rimanere all’interno del materiale,provocando difetti caratteristici. Nelle leghe per lavorazione meccanica lo zincomigliora la lavorabilità, e nelle leghe d’oro per saldatura riduce l’intervallo di fusione.
231Giugno 2005
Nichel11: Le leghe d’oro bianco a base di nichel sono quelle maggiormente utilizzatedall’industria e dall’artigianato orafo in tutto il mondo, grazie al basso costo deglielementi in lega, alla temperatura di fusione inferiore a 1000°C, e al buon colore dibase. L’aumento di contenuto in lega di questo metallo produce un marcato effettosbiancante ma aumenta anche la durezza di lega; questi due effetti sono, per cosìdire, in contrasto: si trovano quindi leghe con un contenuto del 9% - 10% di nicheldall’ottimo colore bianco, ma adatte solo a lavorazioni senza grosse deformazioni,oppure leghe al 4% - 5% con ottime caratteristiche meccaniche, ma con la necessitàdi migliorare il colore mediante rodiatura, e con limitata resistenza a corrosione.
Palladio11: È considerato un’alternativa “nobile” al nichel nelle leghe bianche;permette di ottenere le migliori leghe bianche “nickel-free” in termini di colore,possiede caratteristiche meccaniche di buona lavorabilità, e ottima resistenza acorrosione. Per avere un buon colore bianco in una lega 18 ct è necessaria unapercentuale del 10% - 12% di palladio. Il costo elevato e l’alta densità influisconoperò sul prezzo finale del prodotto; l’alta temperatura di fusione delle leghecontenenti questo metallo (superiori a 1100°C) le rende più difficili da trattare.
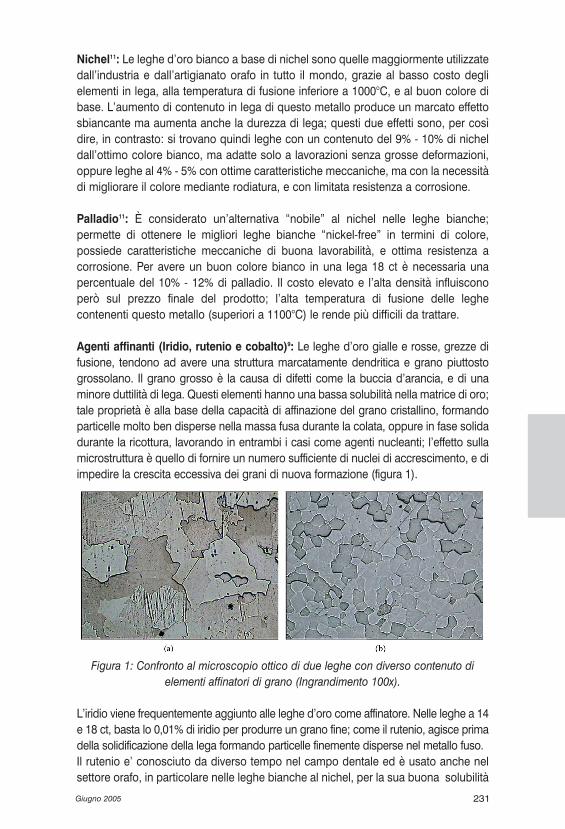
Agenti affinanti (Iridio, rutenio e cobalto)9: Le leghe d’oro gialle e rosse, grezze difusione, tendono ad avere una struttura marcatamente dendritica e grano piuttostogrossolano. Il grano grosso è la causa di difetti come la buccia d’arancia, e di unaminore duttilità di lega. Questi elementi hanno una bassa solubilità nella matrice di oro;tale proprietà è alla base della capacità di affinazione del grano cristallino, formandoparticelle molto ben disperse nella massa fusa durante la colata, oppure in fase solidadurante la ricottura, lavorando in entrambi i casi come agenti nucleanti; l’effetto sullamicrostruttura è quello di fornire un numero sufficiente di nuclei di accrescimento, e diimpedire la crescita eccessiva dei grani di nuova formazione (figura 1).
Figura 1: Confronto al microscopio ottico di due leghe con diverso contenuto dielementi affinatori di grano (Ingrandimento 100x).
L’iridio viene frequentemente aggiunto alle leghe d’oro come affinatore. Nelle leghe a 14e 18 ct, basta lo 0,01% di iridio per produrre un grano fine; come il rutenio, agisce primadella solidificazione della lega formando particelle finemente disperse nel metallo fuso.Il rutenio e’ conosciuto da diverso tempo nel campo dentale ed è usato anche nelsettore orafo, in particolare nelle leghe bianche al nichel, per la sua buona solubilità
232 Jewelry Technology Forum
allo stato solido anche se con basse concentrazioni. Esso mostra un notevoleeffetto affinante nell’intervallo di concentrazione da 0,002% a 0,02%. Il cobalto è un efficace affinatore del grano solamente in fase solida, durante laricottura del materiale incrudito; per leghe a 14 e 18 ct la quantità aggiunta varia da0.1% a circa lo 0,5%. Non ha invece lo stesso effetto in fase di fusione, dato che inquel caso la velocità di raffreddamento può modificare la dimensione dei precipitaticon effetti anche dannosi. Se usato correttamente, il cobalto aumenta la durezza ela resistenza a trazione, lasciando invariata la malleabilità; permette un migliorecontrollo dei trattamenti termici e garantisce una più alta stabilità termica,mantenendo caratteristiche estetiche invariate.Effetti simili di affinazione del grano si ottengono (con meccanismi lievementediversi) usando elementi con alta affinità per l’ossigeno i quali formano ossidi bendispersi (ittrio, boro, bario, calcio), oppure in grado di formare dispersioni dicomposti intermetallici (zirconio/boro, cobalto/boro).
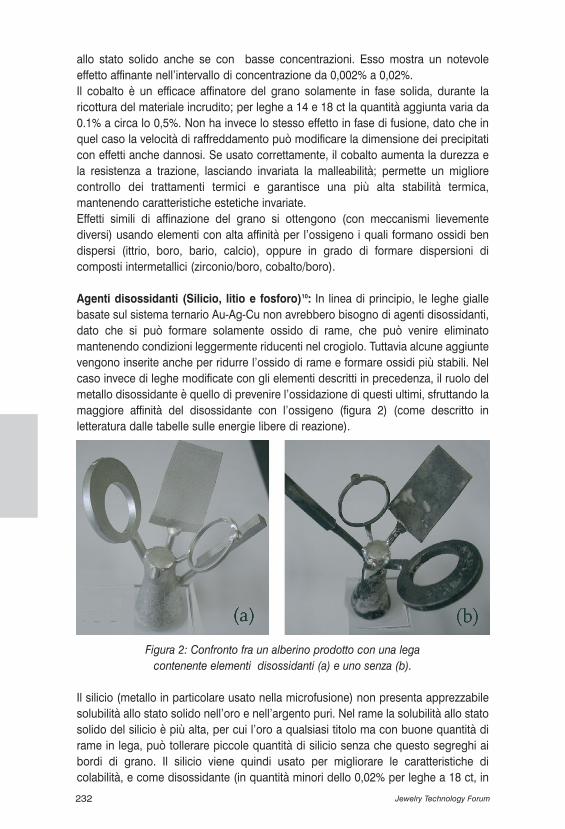
Agenti disossidanti (Silicio, litio e fosforo)10: In linea di principio, le leghe giallebasate sul sistema ternario Au-Ag-Cu non avrebbero bisogno di agenti disossidanti,dato che si può formare solamente ossido di rame, che può venire eliminatomantenendo condizioni leggermente riducenti nel crogiolo. Tuttavia alcune aggiuntevengono inserite anche per ridurre l’ossido di rame e formare ossidi più stabili. Nelcaso invece di leghe modificate con gli elementi descritti in precedenza, il ruolo delmetallo disossidante è quello di prevenire l’ossidazione di questi ultimi, sfruttando lamaggiore affinità del disossidante con l’ossigeno (figura 2) (come descritto inletteratura dalle tabelle sulle energie libere di reazione).
Figura 2: Confronto fra un alberino prodotto con una lega contenente elementi disossidanti (a) e uno senza (b).
Il silicio (metallo in particolare usato nella microfusione) non presenta apprezzabilesolubilità allo stato solido nell’oro e nell’argento puri. Nel rame la solubilità allo statosolido del silicio è più alta, per cui l’oro a qualsiasi titolo ma con buone quantità dirame in lega, può tollerare piccole quantità di silicio senza che questo segreghi aibordi di grano. Il silicio viene quindi usato per migliorare le caratteristiche dicolabilità, e come disossidante (in quantità minori dello 0,02% per leghe a 18 ct, in
233Giugno 2005
quantità maggiori 0,03-0.05% nelle leghe 9 e 14 ct). Gli effetti collaterali dellapresenza di questo elemento sono due: infragilimento della lega, causato dallaformazione di fasi fragili e bassofondenti, che segregano ai bordi di grano, eingrossamento del grano, che aumenta il rischio di frattura. Litio e fosforo agiscono come disossidanti del bagno di metallo fuso; il loro effetto èbenefico solamente se sono aggiunti nella corretta concentrazione per eliminarel’ossigeno. In particolare per il fosforo, una quantità eccessiva può essere moltonociva e provocare infragilimento.
La deformazione meccanica e le sue applicazioni alsettore orafo
I materiali metallici sono, dal punto di vista cristallografico, degli aggregatipolicristallini, che solidificano generalmente mediante un meccanismo dinucleazione ed accrescimento. La trasformazione di fase liquido-solido parte nellamaggior parte dei casi dalle pareti della lingottiera, o da impurezze nel fuso. Ilrisultato è un solido costituito da un insieme di zone di dimensione solitamentemicroscopica che presentano un ordine reticolare prossimo a quello di monocristalli;ciascuna di queste zone è un grano cristallino e confina con le altre attraversointerfacce dette bordi di grano. Tali interfacce fra grano e grano sono difondamentale importanza nella definizione di tutte le proprietà del metallo:costituiscono il fronte di accrescimento di un grano durante la ricottura, modificanoin maniera rilevante le proprietà meccaniche interagendo con i sistemi discorrimento plastico dei cristalli, e sono zone di alta reattività chimica - in caso difenomeni corrosivi, sono proprio le zone di bordo grano a reagire per prime.
Nota di metallurgia Quando dall’esterno viene applicato uno sforzo, i grani cristallini rispondono con unadeformazione che implica lo scorrimento dei piani reticolari che li costituiscono, oppure laformazione di bande di geminazione; quello che agisce effettivamente sui piani reticolari èsempre uno sforzo di taglio: è evidenza sperimentale che i materiali, a livello reticolare,non procedono mai alla decoesione dei piani cristallini causabile da uno sforzo indirezione normale alla superficie del piano.Vi sono tre regole che descrivono i piani di scorrimento all’interno di un monocristallo:
• La direzione di scorrimento è in genere quella in cui gli atomi sono più impaccati;• Lo scorrimento generalmente si manifesta sul piano più impaccato;• In caso di diversi sistemi di scorrimento (piani e direzioni), lo scorrimento avviene su
quello che ha il maggiore sforzo di taglio.
Lo scorrimento dei piani non è l’unico meccanismo attraverso il quale si manifesta unadeformazione in un cristallo: in alcuni casi il reticolo subisce una trasformazione pergeminazione. Nella geminazione il cristallo sottoposto a sollecitazione cambia la suadisposizione in modo tale da far sì che una parte del cristallo diventi speculare rispettoall’altra. La geminazione è un fenomeno relativamente insignificante per quanto riguarda

234 Jewelry Technology Forum
la maggior parte della deformazione plastica, ma può avere considerevole influenzasull’entità globale della deformazione in quanto può produrre nel reticolo condizionifavorevoli all’inizio di un nuovo movimento di scorrimento.Per quanto attiene alla tipologia di ordine reticolare presente all’interno dei grani, basteràqui ricordare che la struttura cubica a facce centrate di metalli come oro e rame, contieneun gran numero di sistemi di scorrimento (12, prodotti da 4 piani, ciascuno con 3 direzioni)che li rende semplici da lavorare plasticamente.Calcoli sulla resistenza teorica allo sforzo di taglio dei piani reticolari, che la spiegano infunzione dei soli legami interatomici, forniscono valori di sforzo tangenziale di snervamentodi circa 15 GPa, contro valori riscontrati sperimentalmente che arrivano fino al massimo acirca 1 MPa. Questa enorme differenza è dovuta al fatto che lo scorrimento non si manifestamai contemporaneamente su tutto il piano reticolare, ma parte da zone difettose, per poiprocedere lungo il piano. A temperature distanti dal punto di fusione, e con sollecitazionirelativamente basse, il difetto più comune è la dislocazione; le proprietà delle dislocazioni, inparticolar modo la capacità di moltiplicarsi sotto l’azione di una sollecitazione, e la possibilitàdi interagire fra di loro o con altri difetti, sono le responsabili principali di gran parte delleproprietà meccaniche (incrudimento, snervamento, allungamento, creep) (figura 3).
Figura 3: Schematizzazione sul movimento delle dislocazioni, a: dislocazione a spigolo; b: dislocazione a vite.
Le dislocazioni rappresentano all’interno di un cristallo un difetto di linea, cioè unaimperfezione che si estende lungo una direzione, e che può essere considerata come la zonadi confine (dello spessore di alcune distanze interatomiche) fra la parte di reticolo che è giàslittata in seguito all’applicazione di carico esterno e quella che invece non è ancora slittata. Concettualmente, lo spostamento della linea di dislocazione può avvenire parallelamentealla direzione di avanzamento del piano reticolare in deformazione, oppure svilupparsilungo una direzione ortogonale a quest’ultimo: nel primo caso si parla di dislocazionelineare o a spigolo, mentre nel secondo caso si parla di dislocazione a elica o a vite; nellarealtà, lo spostamento si compone in genere di entrambi i tipi di dislocazione.
Segue una lista delle più comuni operazioni di deformazione plastica dei materialimetallici, che fanno parte anche dei processi produttivi del settore orafo:
235Giugno 2005
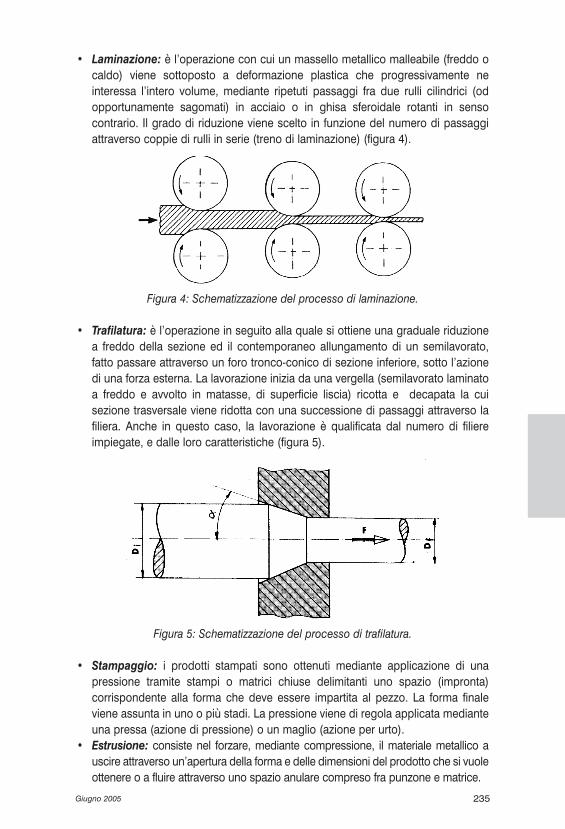
• Laminazione: è l’operazione con cui un massello metallico malleabile (freddo ocaldo) viene sottoposto a deformazione plastica che progressivamente neinteressa l’intero volume, mediante ripetuti passaggi fra due rulli cilindrici (odopportunamente sagomati) in acciaio o in ghisa sferoidale rotanti in sensocontrario. Il grado di riduzione viene scelto in funzione del numero di passaggiattraverso coppie di rulli in serie (treno di laminazione) (figura 4).
Figura 4: Schematizzazione del processo di laminazione.
• Trafilatura: è l’operazione in seguito alla quale si ottiene una graduale riduzionea freddo della sezione ed il contemporaneo allungamento di un semilavorato,fatto passare attraverso un foro tronco-conico di sezione inferiore, sotto l’azionedi una forza esterna. La lavorazione inizia da una vergella (semilavorato laminatoa freddo e avvolto in matasse, di superficie liscia) ricotta e decapata la cuisezione trasversale viene ridotta con una successione di passaggi attraverso lafiliera. Anche in questo caso, la lavorazione è qualificata dal numero di filiereimpiegate, e dalle loro caratteristiche (figura 5).
Figura 5: Schematizzazione del processo di trafilatura.
• Stampaggio: i prodotti stampati sono ottenuti mediante applicazione di unapressione tramite stampi o matrici chiuse delimitanti uno spazio (impronta)corrispondente alla forma che deve essere impartita al pezzo. La forma finaleviene assunta in uno o più stadi. La pressione viene di regola applicata medianteuna pressa (azione di pressione) o un maglio (azione per urto).
• Estrusione: consiste nel forzare, mediante compressione, il materiale metallico auscire attraverso un’apertura della forma e delle dimensioni del prodotto che si vuoleottenere o a fluire attraverso uno spazio anulare compreso fra punzone e matrice.
236 Jewelry Technology Forum
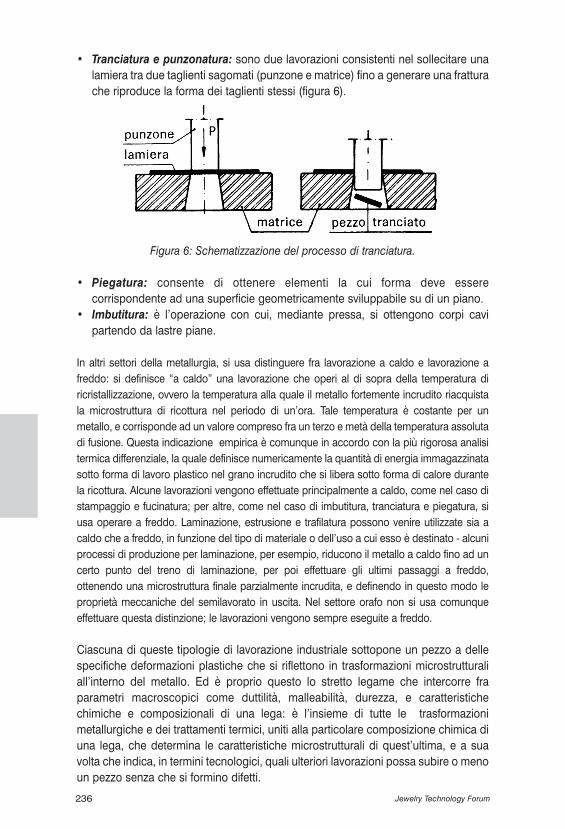
• Tranciatura e punzonatura: sono due lavorazioni consistenti nel sollecitare unalamiera tra due taglienti sagomati (punzone e matrice) fino a generare una fratturache riproduce la forma dei taglienti stessi (figura 6).
Figura 6: Schematizzazione del processo di tranciatura.
• Piegatura: consente di ottenere elementi la cui forma deve esserecorrispondente ad una superficie geometricamente sviluppabile su di un piano.
• Imbutitura: è l’operazione con cui, mediante pressa, si ottengono corpi cavipartendo da lastre piane.
In altri settori della metallurgia, si usa distinguere fra lavorazione a caldo e lavorazione afreddo: si definisce “a caldo” una lavorazione che operi al di sopra della temperatura diricristallizzazione, ovvero la temperatura alla quale il metallo fortemente incrudito riacquistala microstruttura di ricottura nel periodo di un’ora. Tale temperatura è costante per unmetallo, e corrisponde ad un valore compreso fra un terzo e metà della temperatura assolutadi fusione. Questa indicazione empirica è comunque in accordo con la più rigorosa analisitermica differenziale, la quale definisce numericamente la quantità di energia immagazzinatasotto forma di lavoro plastico nel grano incrudito che si libera sotto forma di calore durantela ricottura. Alcune lavorazioni vengono effettuate principalmente a caldo, come nel caso distampaggio e fucinatura; per altre, come nel caso di imbutitura, tranciatura e piegatura, siusa operare a freddo. Laminazione, estrusione e trafilatura possono venire utilizzate sia acaldo che a freddo, in funzione del tipo di materiale o dell’uso a cui esso è destinato - alcuniprocessi di produzione per laminazione, per esempio, riducono il metallo a caldo fino ad uncerto punto del treno di laminazione, per poi effettuare gli ultimi passaggi a freddo,ottenendo una microstruttura finale parzialmente incrudita, e definendo in questo modo leproprietà meccaniche del semilavorato in uscita. Nel settore orafo non si usa comunqueeffettuare questa distinzione; le lavorazioni vengono sempre eseguite a freddo.
Ciascuna di queste tipologie di lavorazione industriale sottopone un pezzo a dellespecifiche deformazioni plastiche che si riflettono in trasformazioni microstrutturaliall’interno del metallo. Ed è proprio questo lo stretto legame che intercorre fraparametri macroscopici come duttilità, malleabilità, durezza, e caratteristichechimiche e composizionali di una lega: è l’insieme di tutte le trasformazionimetallurgiche e dei trattamenti termici, uniti alla particolare composizione chimica diuna lega, che determina le caratteristiche microstrutturali di quest’ultima, e a suavolta che indica, in termini tecnologici, quali ulteriori lavorazioni possa subire o menoun pezzo senza che si formino difetti.
237Giugno 2005
Principali metodi di caratterizzazione delle proprietàfisico-meccaniche di una lega orafa
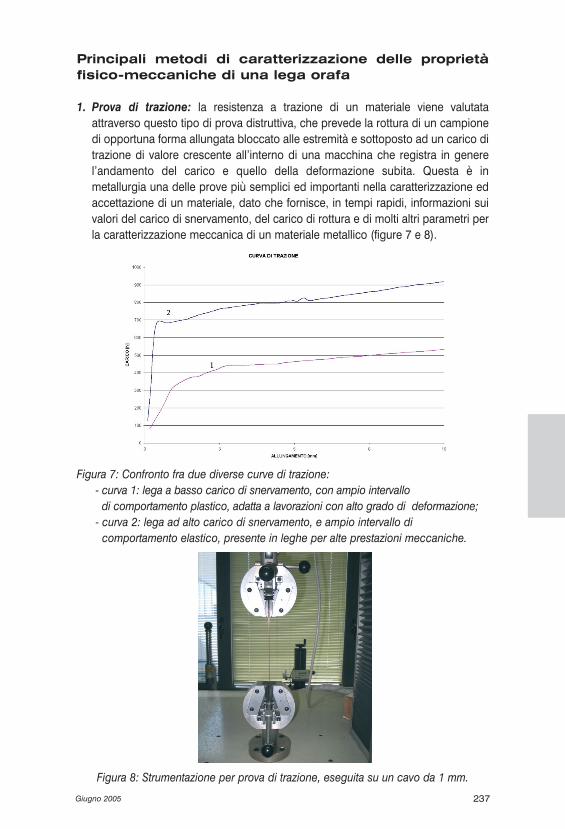
1. Prova di trazione: la resistenza a trazione di un materiale viene valutataattraverso questo tipo di prova distruttiva, che prevede la rottura di un campionedi opportuna forma allungata bloccato alle estremità e sottoposto ad un carico ditrazione di valore crescente all’interno di una macchina che registra in generel’andamento del carico e quello della deformazione subita. Questa è inmetallurgia una delle prove più semplici ed importanti nella caratterizzazione edaccettazione di un materiale, dato che fornisce, in tempi rapidi, informazioni suivalori del carico di snervamento, del carico di rottura e di molti altri parametri perla caratterizzazione meccanica di un materiale metallico (figure 7 e 8).
Figura 7: Confronto fra due diverse curve di trazione: - curva 1: lega a basso carico di snervamento, con ampio intervallo
di comportamento plastico, adatta a lavorazioni con alto grado di deformazione; - curva 2: lega ad alto carico di snervamento, e ampio intervallo di
comportamento elastico, presente in leghe per alte prestazioni meccaniche.
Figura 8: Strumentazione per prova di trazione, eseguita su un cavo da 1 mm.
238 Jewelry Technology Forum
Dal grafico si evincono alcune considerazioni: una curva come la 1 che mostra uncarico di snervamento basso è indicativa di un materiale semplice da lavorare, in cuiil campo di deformazione plastica prima della rottura è esteso, e che permette uncerto numero di passaggi di lavorazione prima di raggiungere un eccessivoincrudimento; essa è tipica di un materiale allo stato ricotto. La seconda curvamostra un andamento lineare, più ripido, indicativo di un comportamentomarcatamente elastico, ad alto limite di snervamento, del materiale; tale grafico ètipico di leghe ad alte prestazioni meccaniche, come sono quelle adatte allaproduzione di molle.
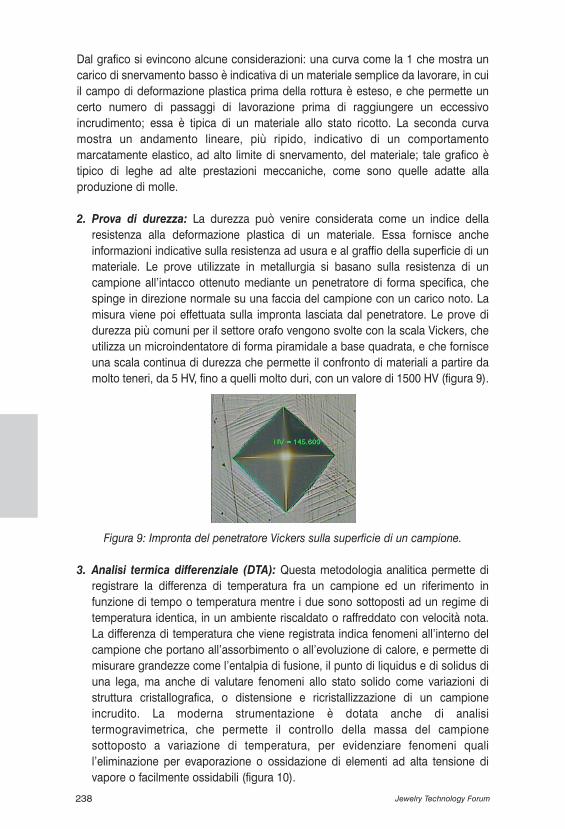
2. Prova di durezza: La durezza può venire considerata come un indice dellaresistenza alla deformazione plastica di un materiale. Essa fornisce ancheinformazioni indicative sulla resistenza ad usura e al graffio della superficie di unmateriale. Le prove utilizzate in metallurgia si basano sulla resistenza di uncampione all’intacco ottenuto mediante un penetratore di forma specifica, chespinge in direzione normale su una faccia del campione con un carico noto. Lamisura viene poi effettuata sulla impronta lasciata dal penetratore. Le prove didurezza più comuni per il settore orafo vengono svolte con la scala Vickers, cheutilizza un microindentatore di forma piramidale a base quadrata, e che fornisceuna scala continua di durezza che permette il confronto di materiali a partire damolto teneri, da 5 HV, fino a quelli molto duri, con un valore di 1500 HV (figura 9).
Figura 9: Impronta del penetratore Vickers sulla superficie di un campione.
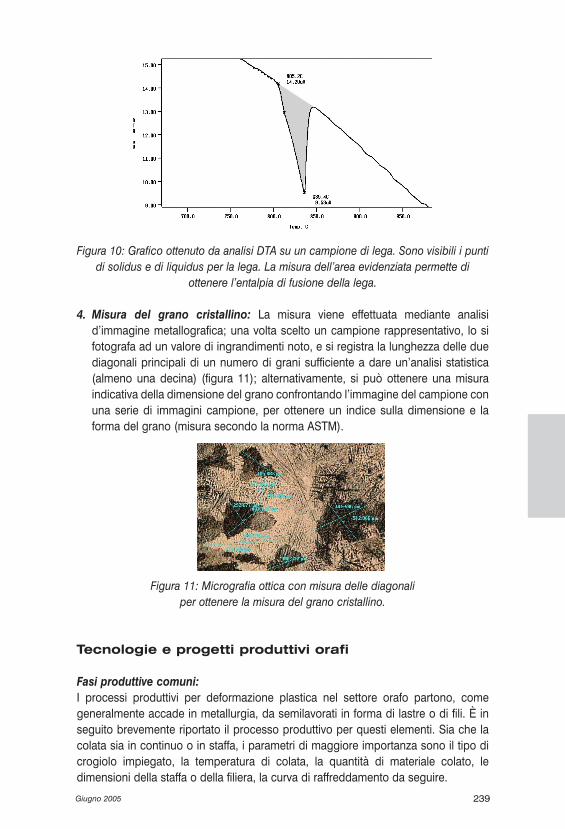
3. Analisi termica differenziale (DTA): Questa metodologia analitica permette diregistrare la differenza di temperatura fra un campione ed un riferimento infunzione di tempo o temperatura mentre i due sono sottoposti ad un regime ditemperatura identica, in un ambiente riscaldato o raffreddato con velocità nota.La differenza di temperatura che viene registrata indica fenomeni all’interno delcampione che portano all’assorbimento o all’evoluzione di calore, e permette dimisurare grandezze come l’entalpia di fusione, il punto di liquidus e di solidus diuna lega, ma anche di valutare fenomeni allo stato solido come variazioni distruttura cristallografica, o distensione e ricristallizzazione di un campioneincrudito. La moderna strumentazione è dotata anche di analisitermogravimetrica, che permette il controllo della massa del campionesottoposto a variazione di temperatura, per evidenziare fenomeni qualil’eliminazione per evaporazione o ossidazione di elementi ad alta tensione divapore o facilmente ossidabili (figura 10).
239Giugno 2005
Figura 10: Grafico ottenuto da analisi DTA su un campione di lega. Sono visibili i puntidi solidus e di liquidus per la lega. La misura dell’area evidenziata permette di
ottenere l’entalpia di fusione della lega.
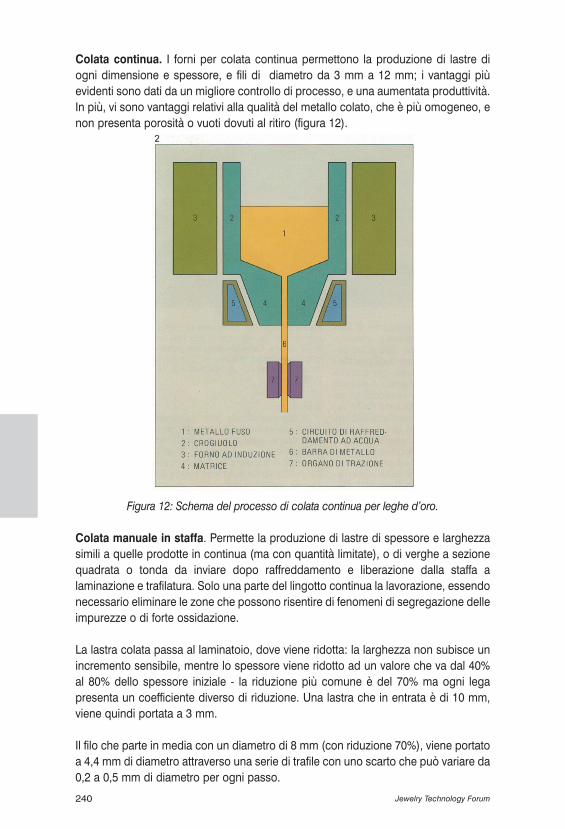
4. Misura del grano cristallino: La misura viene effettuata mediante analisid’immagine metallografica; una volta scelto un campione rappresentativo, lo sifotografa ad un valore di ingrandimenti noto, e si registra la lunghezza delle duediagonali principali di un numero di grani sufficiente a dare un’analisi statistica(almeno una decina) (figura 11); alternativamente, si può ottenere una misuraindicativa della dimensione del grano confrontando l’immagine del campione conuna serie di immagini campione, per ottenere un indice sulla dimensione e laforma del grano (misura secondo la norma ASTM).
Figura 11: Micrografia ottica con misura delle diagonali per ottenere la misura del grano cristallino.
Tecnologie e progetti produttivi orafi
Fasi produttive comuni:I processi produttivi per deformazione plastica nel settore orafo partono, comegeneralmente accade in metallurgia, da semilavorati in forma di lastre o di fili. È inseguito brevemente riportato il processo produttivo per questi elementi. Sia che lacolata sia in continuo o in staffa, i parametri di maggiore importanza sono il tipo dicrogiolo impiegato, la temperatura di colata, la quantità di materiale colato, ledimensioni della staffa o della filiera, la curva di raffreddamento da seguire.
240 Jewelry Technology Forum
Colata continua. I forni per colata continua permettono la produzione di lastre diogni dimensione e spessore, e fili di diametro da 3 mm a 12 mm; i vantaggi piùevidenti sono dati da un migliore controllo di processo, e una aumentata produttività.In più, vi sono vantaggi relativi alla qualità del metallo colato, che è più omogeneo, enon presenta porosità o vuoti dovuti al ritiro (figura 12).
Figura 12: Schema del processo di colata continua per leghe d’oro.
Colata manuale in staffa. Permette la produzione di lastre di spessore e larghezzasimili a quelle prodotte in continua (ma con quantità limitate), o di verghe a sezionequadrata o tonda da inviare dopo raffreddamento e liberazione dalla staffa alaminazione e trafilatura. Solo una parte del lingotto continua la lavorazione, essendonecessario eliminare le zone che possono risentire di fenomeni di segregazione delleimpurezze o di forte ossidazione.
La lastra colata passa al laminatoio, dove viene ridotta: la larghezza non subisce unincremento sensibile, mentre lo spessore viene ridotto ad un valore che va dal 40%al 80% dello spessore iniziale - la riduzione più comune è del 70% ma ogni legapresenta un coefficiente diverso di riduzione. Una lastra che in entrata è di 10 mm,viene quindi portata a 3 mm.
Il filo che parte in media con un diametro di 8 mm (con riduzione 70%), viene portatoa 4,4 mm di diametro attraverso una serie di trafile con uno scarto che può variare da0,2 a 0,5 mm di diametro per ogni passo.
241Giugno 2005
Dopo ogni fase di riduzione è necessario procedere alla ricottura del materiale; ilsettore orafo opera la ricottura alla temperatura di 650° - 680°C, per la durata mediadi 25-35 minuti (in funzione dello spessore), con raffreddamento immediato (trannein alcuni casi per l’oro bianco al nichel).
Per far questo, ci sono tre diverse possibilità operative:
• Ricottura in forno statico: ove possibile, è la scelta migliore, in quanto consente unaccurato controllo di temperatura, tempo, atmosfera e velocità di raffreddamento.La camera di dimensioni limitate ne rende però difficile l’uso in caso di elementiingombranti (non è possibile piegare lamiere o verghe di spessori superiori a 2,5 mm).
• Ricottura in forno a nastro: è veloce, mantiene un’atmosfera disossidante, ed èadatta anche a profilati lunghi, ma ha come solo parametro controllabile lavelocità di avanzamento del nastro, e soffre dello svantaggio di una bassa velocitàdi raffreddamento, che può provocare fenomeni indesiderati nel caso di leghe adeffetto indurente. Inoltre necessitano temperature di ricotture più elevate infunzione al fatto del breve passaggio nella camera riscaldante. Il forno a nastro èmolto usato nella ricottura di lastre per stampato e tubi per canna vuota.
• Ricottura a cannello: utilizzabile solo da chi abbia grande esperienza, hacomunque un insufficiente controllo sui parametri di ricottura.
La sequenza di deformazione meccanica e ripristino del grano cristallino vieneripetuta fino al raggiungimento degli spessori ottimali per le successive fasi dilavorazione; si preferisce che lo spessore finale venga ottenuto sempre utilizzando ilmassimo valore di riduzione raggiungibile, eventualmente giocando sui livelli diriduzione precedenti; tale accorgimento permette di avere prestazioni ottimali sia nelcaso serva un materiale incrudito (tranciatura, placcatura), sia che si debbaprocedere ad un’ultima ricottura.
Seguono esempi di sequenze produttive con le lavorazioni più comunementeutilizzate nel settore orafo.
Produzione di tubi (“canna vuota”). Nel caso di leghe a 18 ct, si parte con lastrericotte dello spessore di 0,6 mm, e si produce un tubo del diametro di 12 mm,utilizzando saldatura TIG. Lo spessore del tubo viene calibrato trafilandolo conall’interno una barra d’acciaio cementato del diametro di 10 mm. Si toglie la barrad’acciaio e viene aggiunta un’anima in tombac di diametro lievemente inferiore perconsentire l’accoppiamento (9,7 mm) e dopo alcuni passaggi di trafilatura (fino a 9,5mm) si esegue una placcatura in forno a nastro fra i 730°C e i 780°C, con velocità di60/70 cm al minuto. Seguono altri passaggi di trafilatura e ricottura, fino al raggiungimento del diametrofinale desiderato. Il tubo viene così in seguito disegnato e avvolto, segato, vuotato,saldato, termoindurito e rifinito, prima meccanicamente e poi a mano.
Per le leghe a 14 ct la procedura è la stessa, ma con spessori diversi (figura 13).
242 Jewelry Technology Forum
Figura 13: Orecchini prodotti con la tecnica della canna vuota.
Caratteristiche necessarie: Nel caso di leghe gialle è necessario agire con unindurimento per via termica; le leghe devono avere grano fine e buon allungamento.Inoltre si preferiscono durezze dopo incrudimento non molto elevate, dato che iltubo, per subire la ricottura, viene avvolto su un aspo, e questo potrebbe provocarela formazione di microcricche non sempre visibili a occhio nudo.Nelle leghe rosse si deve ottenere il massimo grado di affinazione per prevenire econtrollare eccessive crescite del grano cristallino e fenomeni di precipitazioni durantei processi che non permettano raffreddamenti immediati dopo ricottura o saldatura.L’utilizzo di leghe bianche con un basso tenore di nichel migliora l’allungamento,ferma restando la necessità di grano affinato e con buona malleabilità. Per le leghe gialle e bianche è preferibile l’aggiunta in lega di elementi cheimpediscano la formazione di ossidi in fase di fusione e di saldatura TIG.
Aggraffatura (“catena vuota”)7. Rappresenta l’evoluzione del processo diplaccatura, è di facile esecuzione in tutte le carature, e permette la produzione diforme finali anche molto complesse. È probabilmente il procedimento più diffuso perla realizzazione di fili in bimetallo (oro/rame, oro/tombac, oro/ferro). La scelta delmateriale di supporto va presa in funzione della caratura del metallo prezioso, chedetermina una differente resistenza al processo chimico di vuotatura successivo allaproduzione degli oggetti.Per leghe a 18 ct e superiori, il materiale di supporto è rame, che presenta con lo stratosuperficiale i vantaggi di massima affinità meccanica e di saldabilità, oltre ad un’ottimaaderenza dopo placcatura al metallo prezioso. Dopo formatura e saldatura, si passaalla vuotatura dell’anima di rame con un bagno in acido nitrico diluito di duratavariabile fra 7 e 12 ore, in funzione della complessità e dello spessore dei pezzi; tempicosì lunghi sono permessi dalla ottima resistenza chimica delle leghe ad alta caratura.
243Giugno 2005
Per produzioni a 14 ct, l’anima più utilizzata è il tombac (90% Cu, 10% Zn) (figura 14),che ha proprietà simili al rame, ma inferiore resistenza all’acido nitrico: si può quindicompletare il processo di vuotatura in un tempo inferiore (circa il 25%), diminuendocosì l’esposizione all’acido della lega preziosa, la cui resistenza decresce in manierasensibile con la caratura.
Per leghe a 9 ct, con le quali la vuotatura con acido nitrico non sarebbe possibile,l’unica scelta è quella di un’anima in ferro a basso tenore di carbonio, effettuando lavuotatura con acido cloridrico. Questa via garantisce omogeneità di titolo (l’acidocloridrico elimina totalmente il ferro, e ha poco effetto sull’oro, anche a bassecarature); il ferro ha però un comportamento decisamente differente in termini diprestazioni meccaniche e di diffusione interfacciale con lo strato d’oro, e richiedequindi specifici accorgimenti operativi. Il ferro viene utilizzato anche per laproduzione di 14 e 18 ct per aver la massima garanzia del titolo.
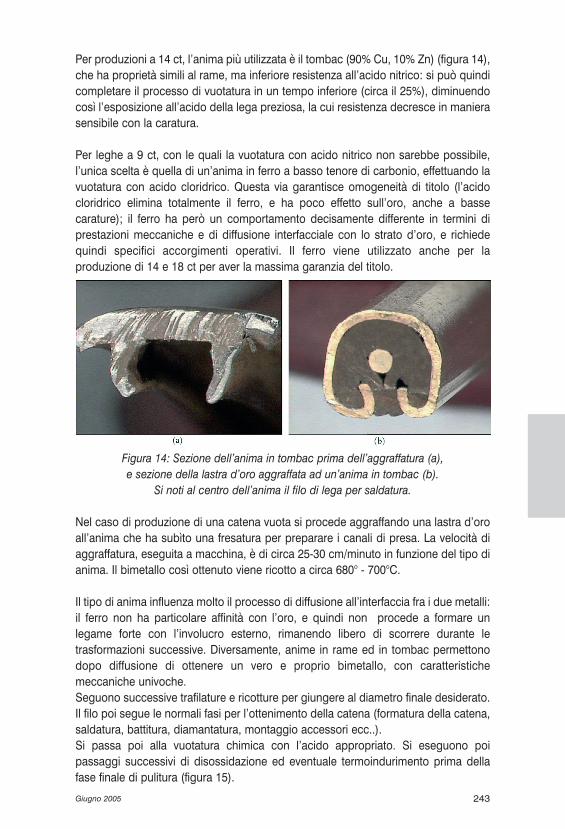
Figura 14: Sezione dell’anima in tombac prima dell’aggraffatura (a), e sezione della lastra d’oro aggraffata ad un’anima in tombac (b).
Si noti al centro dell’anima il filo di lega per saldatura.
Nel caso di produzione di una catena vuota si procede aggraffando una lastra d’oroall’anima che ha subìto una fresatura per preparare i canali di presa. La velocità diaggraffatura, eseguita a macchina, è di circa 25-30 cm/minuto in funzione del tipo dianima. Il bimetallo così ottenuto viene ricotto a circa 680° - 700°C.
Il tipo di anima influenza molto il processo di diffusione all’interfaccia fra i due metalli:il ferro non ha particolare affinità con l’oro, e quindi non procede a formare unlegame forte con l’involucro esterno, rimanendo libero di scorrere durante letrasformazioni successive. Diversamente, anime in rame ed in tombac permettonodopo diffusione di ottenere un vero e proprio bimetallo, con caratteristichemeccaniche univoche. Seguono successive trafilature e ricotture per giungere al diametro finale desiderato.Il filo poi segue le normali fasi per l’ottenimento della catena (formatura della catena,saldatura, battitura, diamantatura, montaggio accessori ecc..). Si passa poi alla vuotatura chimica con l’acido appropriato. Si eseguono poipassaggi successivi di disossidazione ed eventuale termoindurimento prima dellafase finale di pulitura (figura 15).
244 Jewelry Technology Forum
Figura 15: Braccialetto prodotto con la tecnica della catena vuota.
Caratteristiche necessarie: Non ci sono particolari proprietà richieste per questo tipodi lavorazione, se non quelle generiche di grano fine, duttilità e resistenza agli acidi.Nel caso di leghe a 14 ct, in caso di saldatura a forno, si rivela utile una altatemperatura di liquidus, per creare una notevole differenza fra la temperatura difusione della lega da saldatura e la lastra esterna. In genere nell’aggraffatura siutilizza un filo di saldatura interno al centro oppure alla periferia del profilato.
Placcatura. La lastra, laminata a 3,5 mm senza ricottura, viene unita ad un’anima dirame o tombac, con una tecnica che prevede prima un processo di diffusione ad altatemperatura (fra 800° e 860°C) per la durata di circa 140 minuti, e poi una pressaturaa 350 ton appena dopo estrazione dal forno, raffreddando un paio di minuti dopo lapressatura. Durante la pressatura si ottiene una ulteriore diffusione all’interfaccia oro-tombac, che genera un legame intermetallico definito appunto “placcatura”. Si passapoi alla laminazione, eseguita con i normali parametri di riduzione e ricottura vistiprecedentemente. Arrivati alla misura desiderata si tagliano delle strisce che vengono richiuse tramite unatesta di turco quadrata, inserendo all’interno anche un’anima in rame per riempire il tutto.Segue un altro ciclo di laminazione, similmente a quanto si esegue nella tecnicadell’aggraffatura, con la differenza che nel caso della placcatura si ha un unico corpooro-tombac deformabile in qualsiasi condizione.Quello della placcatura è un procedimento che genera una quantità consistente discarti in fase di produzione, che devono quindi venire portati in affinazione, e perquesto motivo è usato meno comunemente.
Caratteristiche necessarie: Una lega adatta alla placcatura deve avere un ampiointervallo di temperatura fra linee di liquidus e di solidus, per determinare uno statopastoso relativamente resistente. Questa caratteristica previene problemi come la fusione della lastra d’oro durante iltrattamento termico e la successiva pressatura, garantendo uno spessore uniforme,e una placcatura ottimale.
245Giugno 2005
È necessario che la lega abbia grano fine, a causa delle numerose lavorazionimeccaniche, unite alla lunga esposizione ad alta temperatura. In più, questacaratteristica permette di resistere meglio ed in maniera omogenea alla fase di vuotatura.La lega va poi protetta dall’ossidazione ad alta temperatura (in particolare nella fasedi placcatura), mediante l’aggiunta di elementi disossidanti.Con questa tecnica si ottengono ottimi risultati anche con leghe più dure della media,senza incorrere nei problemi di fragilità riscontrati altrove.
Stampaggio. Il procedimento, effettuato su lamine ricotte, di spessore che varia da0,09 mm a 0,30 mm, consiste essenzialmente in una imbutitura. È fondamentale chela lamina durante stampaggio non si strappi; se si manifesta questo rischio si deveprocedere in più fasi, aumentando progressivamente la corsa (inizialmente ridotta)del punzone, portando poi a ricuocere la lastra, e riposizionando a mano il pezzoparzialmente imbutito sulla matrice. Una volta ottenuto il profilo desiderato, ènecessario eliminare i lubrificanti utilizzati per lo scorrimento della lastra sullesuperfici dello stampo. Se necessario, si passa quindi alla saldatura con altri elementidell’oggetto finale: se il pezzo deve per esempio venire saldato ad una lastra piana,si usa una lastra saldaturata (dove cioè sia stato preparato uno strato di lega persaldatura) e, posizionati i pezzi, si porta in forno. Si procede poi al taglio finale e allafinitura superficiale (figura 16).
Figura 16: Pendagli prodotti mediante stampaggio e successiva saldatura.
Caratteristiche necessarie: Le leghe adatte per lo stampaggio presentano un carico disnervamento medio-basso, hanno elevate proprietà di deformabilità, e una dimensionecontrollata del grano cristallino. Non è generalmente utilizzato l’indurimento per viatermica, a meno che non si raggiungano spessori molto piccoli (inferiori a 0,12 mm),per i quali diventa invece necessario e viene eseguito dopo la saldatura.
Tranciatura. Si parte da una lastra ritagliata in listelli, e, dopo aver ottimizzato ilnumero di oggetti ricavabili per unità di lunghezza, si procede al taglio degli stessimediante un punzone in movimento su una matrice. Se l’operazione di taglio vieneeseguita correttamente, gli elementi ricavati sono pronti per i passi successivi:assemblaggio e saldatura in forno. In questo processo anche la strumentazione giocaun ruolo fondamentale: fra gli altri parametri di processo vanno tenuti in
246 Jewelry Technology Forum
considerazione in particolare il design di matrice e punzone, la velocità di operazione,il rapporto fra dimensione del punzone e spessore della lamiera (figura 17).
Figura 17: Elementi prodotti mediante tranciatura.
Caratteristiche necessarie: Il parametro forse più importante in questo caso è ladurezza: materiali relativamente duri in questo processo danno risultati migliori, inquanto subiscono di meno l’effetto di piegatura dovuto alla pressione del punzonesulla lamina, non tendono ad incastrarsi agli utensili, ed il loro profilo di taglio è piùregolare. Per una lega bianca 14 ct il valore di durezza ottimale è attorno ai 250 HV.
Produzione di catena a macchina5,8. Il processo permette di ottenere una grandevarietà di catene con forme e dimensioni diverse. Si alimenta la macchina con un filod’oro, che mediante piegatura viene formato ad anello e tagliato dopo incastro con ilprecedente. In questa fase si possono effettuare tutte le lavorazioni che conferisconoagli anelli la forma desiderata (appiattimento, attorcigliamento del filo di partenza,martellatura). Dopo sgrassatura, si passa alla saldatura, che permette la chiusuradegli anelli della catena e si effettua mediante applicazione di polvere saldante allegiunture e talco come isolante tra maglia e maglia, e successiva saldatura in forno.Seguono le fasi di battitura, diamantatura, taglio collini, saldatura dei terminali,finitura e eventuale trattamento galvanico (per la deposizione superficiale di unostrato di oro o di rodio) (figura 18).
Figura 18: Un esempio di catene massicce prodotte a macchina.
247Giugno 2005
Caratteristiche necessarie: Si presentano le normali esigenze di lavorabilità, saldabilità,resistenza alla corrosione nel caso di leghe a bassa caratura. Lavorando su elementimassicci, è in genere poco sentita la necessità di un trattamento termico di indurimento.
Lavorazione a mano. Si parte anche qui da lastre oppure da filo, che vengono cesellati,modellati, incisi, martellati secondo l’esperienza e la tradizione artigianale. Le unicheesigenze particolari sono solamente quelle relative alla buona lavorabilità del materiale.
Smaltatura. La smaltatura è in realtà soltanto una tecnica di decorazionesuperficiale, che sfrutta ossidi vetrosi bassofondenti depositati in polvere a mano epoi cotti in forno a 750°C. L’avvertenza principale nell’utilizzo di questa tecnica èessenzialmente l’uso di leghe che non contengano zinco, che rende problematical’adesione dell’ossido vetroso sulla superficie del metallo. L’esperienza mostra comeil coefficiente di dilatazione termica delle leghe d’oro sia in genere compatibile conquello degli smalti, facendo in modo che non si presenti il rischio di distacchiall’interfaccia durante il raffreddamento dal forno.
Leghe ad effetto elastico. Anche nei gioielli sono presenti parti che vengonosollecitate meccanicamente più di altre, come ad esempio i meccanismi di chiusuradi collane e bracciali. Bisogna fornire alla lega d’oro un’alta resistenza meccanica,massimizzando le prestazioni di quest’ultima in campo elastico. Le leghe devonoquindi essere adatte a trattamenti termici atti ad ottenere caratteristichemicrostrutturali compatibili con sforzi elevati in campo elastico, tipicamente granofine e contenuto controllato di impurezze (figura 19).
Figura 19: Il meccanismo di chiusura è un esempio di un particolare che richiede elevate prestazioni meccaniche.
Requisiti specifici delle tecnologie di produzione
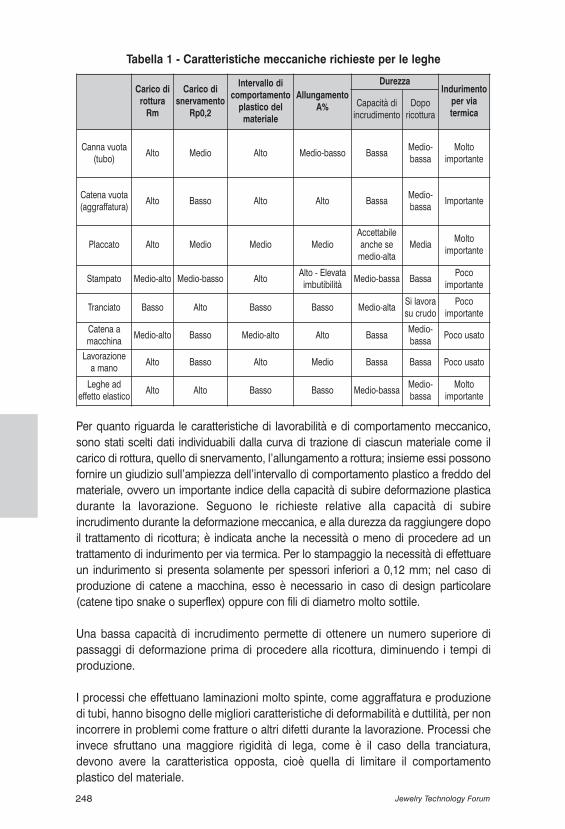
Nelle tabelle 1 e 2 sono schematizzate le esigenze specifiche di ogni tipo dilavorazione meccanica, in termini di proprietà meccaniche, termiche, microstrutturalie chimiche di leghe adatte ad uno specifico processo.
248 Jewelry Technology Forum
Tabella 1 - Caratteristiche meccaniche richieste per le leghe
Per quanto riguarda le caratteristiche di lavorabilità e di comportamento meccanico,sono stati scelti dati individuabili dalla curva di trazione di ciascun materiale come ilcarico di rottura, quello di snervamento, l’allungamento a rottura; insieme essi possonofornire un giudizio sull’ampiezza dell’intervallo di comportamento plastico a freddo delmateriale, ovvero un importante indice della capacità di subire deformazione plasticadurante la lavorazione. Seguono le richieste relative alla capacità di subireincrudimento durante la deformazione meccanica, e alla durezza da raggiungere dopoil trattamento di ricottura; è indicata anche la necessità o meno di procedere ad untrattamento di indurimento per via termica. Per lo stampaggio la necessità di effettuareun indurimento si presenta solamente per spessori inferiori a 0,12 mm; nel caso diproduzione di catene a macchina, esso è necessario in caso di design particolare(catene tipo snake o superflex) oppure con fili di diametro molto sottile.
Una bassa capacità di incrudimento permette di ottenere un numero superiore dipassaggi di deformazione prima di procedere alla ricottura, diminuendo i tempi diproduzione.
I processi che effettuano laminazioni molto spinte, come aggraffatura e produzionedi tubi, hanno bisogno delle migliori caratteristiche di deformabilità e duttilità, per nonincorrere in problemi come fratture o altri difetti durante la lavorazione. Processi cheinvece sfruttano una maggiore rigidità di lega, come è il caso della tranciatura,devono avere la caratteristica opposta, cioè quella di limitare il comportamentoplastico del materiale.
Carico dirottura
Rm
Carico disnervamento
Rp0,2
Intervallo dicomportamento
plastico delmateriale
AllungamentoA%
DurezzaIndurimento
per viatermica
Capacità diincrudimento
Doporicottura
Canna vuota (tubo)
Alto Medio Alto Medio-basso BassaMedio-bassa
Moltoimportante
Catena vuota (aggraffatura)
Alto Basso Alto Alto BassaMedio-bassa
Importante
Placcato Alto Medio Medio Medio Accettabileanche se
medio-altaMedia
Moltoimportante
Stampato Medio-alto Medio-basso AltoAlto - Elevataimbutibilità
Medio-bassa Bassa Poco
importante
Tranciato Basso Alto Basso Basso Medio-altaSi lavorasu crudo
Pocoimportante
Catena amacchina
Medio-alto Basso Medio-alto Alto BassaMedio-bassa
Poco usato
Lavorazione a mano
Alto Basso Alto Medio Bassa Bassa Poco usato
Leghe adeffetto elastico
Alto Alto Basso Basso Medio-bassa Medio-bassa
Moltoimportante
249Giugno 2005
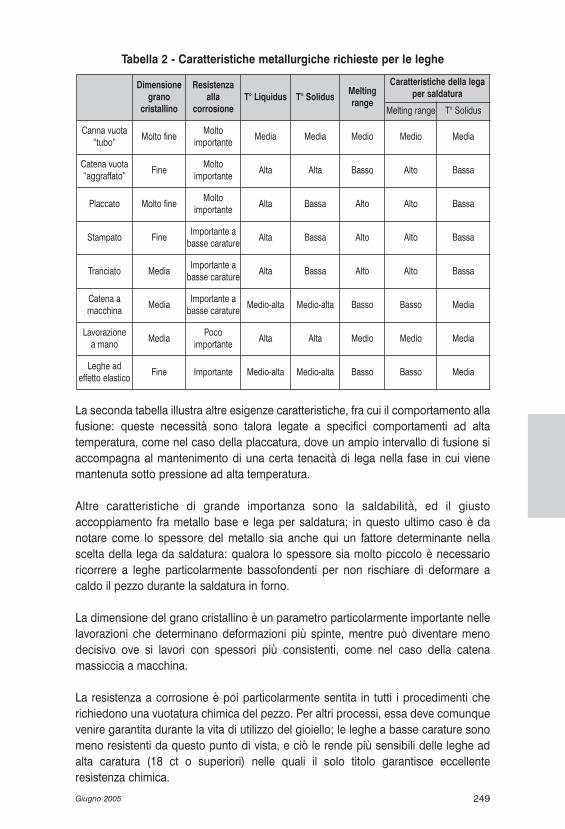
Tabella 2 - Caratteristiche metallurgiche richieste per le leghe
La seconda tabella illustra altre esigenze caratteristiche, fra cui il comportamento allafusione: queste necessità sono talora legate a specifici comportamenti ad altatemperatura, come nel caso della placcatura, dove un ampio intervallo di fusione siaccompagna al mantenimento di una certa tenacità di lega nella fase in cui vienemantenuta sotto pressione ad alta temperatura.
Altre caratteristiche di grande importanza sono la saldabilità, ed il giustoaccoppiamento fra metallo base e lega per saldatura; in questo ultimo caso è danotare come lo spessore del metallo sia anche qui un fattore determinante nellascelta della lega da saldatura: qualora lo spessore sia molto piccolo è necessarioricorrere a leghe particolarmente bassofondenti per non rischiare di deformare acaldo il pezzo durante la saldatura in forno.
La dimensione del grano cristallino è un parametro particolarmente importante nellelavorazioni che determinano deformazioni più spinte, mentre può diventare menodecisivo ove si lavori con spessori più consistenti, come nel caso della catenamassiccia a macchina.
La resistenza a corrosione è poi particolarmente sentita in tutti i procedimenti cherichiedono una vuotatura chimica del pezzo. Per altri processi, essa deve comunquevenire garantita durante la vita di utilizzo del gioiello; le leghe a basse carature sonomeno resistenti da questo punto di vista, e ciò le rende più sensibili delle leghe adalta caratura (18 ct o superiori) nelle quali il solo titolo garantisce eccellenteresistenza chimica.
Dimensionegrano
cristallino
Resistenzaalla
corrosioneT° Liquidus T° Solidus Melting
range
Caratteristiche della legaper saldatura
Melting range T° Solidus
Canna vuota“tubo”
Molto fineMolto
importanteMedia Media Medio Medio Media
Catena vuota“aggraffato”
Fine Molto
importanteAlta Alta Basso Alto Bassa
Placcato Molto fine Molto
importanteAlta Bassa Alto Alto Bassa
Stampato FineImportante a
basse caratureAlta Bassa Alto Alto Bassa
Tranciato MediaImportante a
basse caratureAlta Bassa Alto Alto Bassa
Catena amacchina
MediaImportante a
basse caratureMedio-alta Medio-alta Basso Basso Media
Lavorazione a mano
Media Poco
importanteAlta Alta Medio Medio Media
Leghe adeffetto elastico
Fine Importante Medio-alta Medio-alta Basso Basso Media
250 Jewelry Technology Forum
Analisi statistica
Il passo successivo alla definizione dei parametri di maggiore rilievo per ciascun tipodi lavorazione meccanica, è stato quello di analizzare i dati presenti nel nostro“database” delle caratterizzazioni sulle leghe d’oro in funzione del contenuto diqueste leghe e del loro effetto sulle caratteristiche.
È stata effettuata un’analisi multivariata (utilizzando il software Modde di Umetrics)(figura 20) su 150 leghe caratterizzate, suddivise in 6 diverse categorie a secondadella diversa caratura (9, 14, e 18 ct) e del colore (bianco o giallo). Nel campo delleleghe gialle sono state comprese tutte le leghe che vanno dal giallo-verde fino alrosso. Nel campo delle leghe bianche sono state escluse le leghe contenentipalladio. I dati di composizione di ciascun elemento sono stati normalizzati,rendendo così possibile confrontare l’effetto di elementi aggiunti in quantità diverse. L’analisi è stata effettuata valutando le variazioni sui seguenti parametri dovute allapresenza di specifici elementi:
• Coordinate colore (CIELAB a, b, L). Si tratta delle coordinate colore riferite allospazio CIELAB, un sistema di analisi cromatica che permette di identificare ilcolore di una lega (con un grado definito di finitura superficiale) con un vettoretridimensionale, le cui componenti sono: • a: valore positivo tendenza al rosso; valore negativo tendenza al verde;• b: valore positivo tendenza al giallo; valore negativo tendenza al blu;• L: Luminosità.
• Temperatura di solidus e liquidus, ed indicazione dell’intervallo di fusione(melting range).
• Proprietà a trazione. Sono stati inseriti i valori di carico di rottura, Rm, carico disnervamento, Rp, e allungamento percentuale a rottura, A%. In più, sono presentii due rapporti L1 ed L2, dove• L1=(Rm - Rp)/A, indica il campo di comportamento plastico del materiale in
relazione al valore di allungamento a rottura (ad esempio: a parità di differenzaRm - Rp una lega più duttile ha un valore di allungamento più elevato, e unrapporto L1 più basso).
• L2=(Rm - Rp)/Rm , indica il campo di comportamento plastico del materialein relazione al valore di carico di rottura (ad esempio: di due materiali con lastessa differenza Rm - Rp, il più “lavorabile” è quello con il carico di rottura piùbasso, che è contraddistinto da un rapporto L2 più alto).
• Durezza. Viene riportata nelle tabelle sotto le seguenti condizioni:• HVac, sul grezzo di fusione; • HV70%, durezza dopo riduzione del 70% per trafilatura;• HVann, dopo ricottura a 650°C per 30 minuti e raffreddamento immediato;• HVhard, dopo trattamento termico di indurimento alla temperatura ideale e per
un tempo di 120 minuti.

251Giugno 2005
• Dimensione del grano cristallino. La misura riportata è la media sulle misureeseguite sulle due diagonali di 10 grani, tratte da una micrografia eseguita sucampioni grezzi di fusione sezionati.
Figura 20: Questo è il risultato grafico dell’analisi multivariata ottenuta con Modde di Umetrics, sulle leghe 14 ct gialle;
per ogni elemento viene riportato l’effetto sui diversi parametri considerati.
I dati riportati nelle tabelle 3 e 4 utilizzano la seguente legenda:
“+++”: Buon aumento;“++”: Medio aumento;“+”: Basso aumento;“-”: Bassa diminuzione;“- -”: Media diminuzione;“- - -”: Buona diminuzione;I campi vuoti mostrano una influenza non rilevabile.
Le valutazioni e i commenti mettono in relazione l’esperienza operativa con ilcontenuto singolo degli elementi e i dati che escono da questa analisi statistica.
252 Jewelry Technology Forum
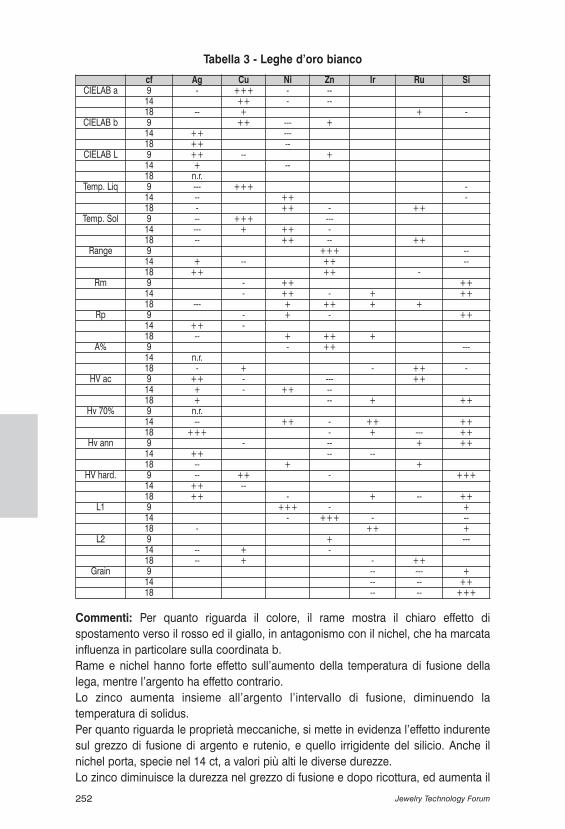
Tabella 3 - Leghe d’oro bianco
Commenti: Per quanto riguarda il colore, il rame mostra il chiaro effetto dispostamento verso il rosso ed il giallo, in antagonismo con il nichel, che ha marcatainfluenza in particolare sulla coordinata b. Rame e nichel hanno forte effetto sull’aumento della temperatura di fusione dellalega, mentre l’argento ha effetto contrario. Lo zinco aumenta insieme all’argento l’intervallo di fusione, diminuendo latemperatura di solidus. Per quanto riguarda le proprietà meccaniche, si mette in evidenza l’effetto indurentesul grezzo di fusione di argento e rutenio, e quello irrigidente del silicio. Anche ilnichel porta, specie nel 14 ct, a valori più alti le diverse durezze. Lo zinco diminuisce la durezza nel grezzo di fusione e dopo ricottura, ed aumenta il
cf Ag Cu Ni Zn Ir Ru SiCIELAB a 9 - +++ - --
14 ++ - --18 -- + + -
CIELAB b 9 ++ --- +14 ++ ---18 ++ --
CIELAB L 9 ++ -- +14 + --18 n.r.
Temp. Liq 9 --- +++ -14 -- ++ -18 - ++ - ++
Temp. Sol 9 -- +++ ---14 --- + ++ -18 -- ++ -- ++
Range 9 +++ --14 + -- ++ --18 ++ ++ -
Rm 9 - ++ ++14 - ++ - + ++18 --- + ++ + +
Rp 9 - + - ++14 ++ -18 -- + ++ +
A% 9 - ++ ---14 n.r.18 - + - ++ -
HV ac 9 ++ - --- ++14 + - ++ --18 + -- + ++
Hv 70% 9 n.r.14 -- ++ - ++ ++18 +++ - + --- ++
Hv ann 9 - -- + ++14 ++ -- --18 -- + +
HV hard. 9 -- ++ - +++14 ++ --18 ++ - + -- ++
L1 9 +++ - +14 - +++ - --18 - ++ +
L2 9 + ---14 -- + -18 -- + - ++
Grain 9 -- --- +14 -- -- ++18 -- -- +++
253Giugno 2005
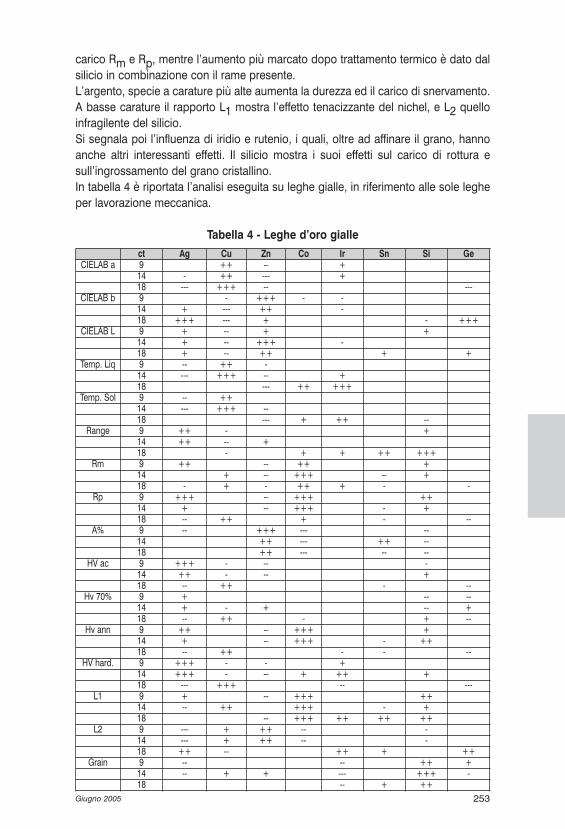
carico Rm e Rp, mentre l’aumento più marcato dopo trattamento termico è dato dalsilicio in combinazione con il rame presente. L’argento, specie a carature più alte aumenta la durezza ed il carico di snervamento.A basse carature il rapporto L1 mostra l’effetto tenacizzante del nichel, e L2 quelloinfragilente del silicio.Si segnala poi l’influenza di iridio e rutenio, i quali, oltre ad affinare il grano, hannoanche altri interessanti effetti. Il silicio mostra i suoi effetti sul carico di rottura esull’ingrossamento del grano cristallino.In tabella 4 è riportata l’analisi eseguita su leghe gialle, in riferimento alle sole legheper lavorazione meccanica.
Tabella 4 - Leghe d’oro giallect Ag Cu Zn Co Ir Sn Si Ge
CIELAB a 9 ++ -- +14 - ++ --- +18 --- +++ -- ---
CIELAB b 9 - +++ - -14 + --- ++ -18 +++ --- + - +++
CIELAB L 9 + -- + +14 + -- +++ -18 + -- ++ + +
Temp. Liq 9 -- ++ -14 --- +++ -- +18 --- ++ +++
Temp. Sol 9 -- ++14 --- +++ --18 --- + ++ --
Range 9 ++ - +14 ++ -- +18 - + + ++ +++
Rm 9 ++ -- ++ +14 + -- +++ -- +18 - + - ++ + - -
Rp 9 +++ -- +++ ++14 + -- +++ - +18 -- ++ + - --
A% 9 -- +++ --- --14 ++ --- ++ --18 ++ --- -- --
HV ac 9 +++ - -- -14 ++ - -- +18 -- ++ - --
Hv 70% 9 + -- --14 + - + -- +18 -- ++ - + --
Hv ann 9 ++ -- +++ +14 + -- +++ - ++18 -- ++ - - --
HV hard. 9 +++ - - +14 +++ - -- + ++ +18 --- +++ -- ---
L1 9 + -- +++ ++14 -- ++ +++ - +18 -- +++ ++ ++ ++
L2 9 --- + ++ -- -14 --- + ++ -- -18 ++ -- ++ + ++
Grain 9 -- -- ++ +14 -- + + --- +++ -18 -- + ++
254 Jewelry Technology Forum
Commenti: Riguardo al colore delle leghe, il ruolo maggiore è giocato da elementicome lo zinco, il rame e, specie a caratura più alta, dall’argento. A basse carature ilrame produce un innalzamento delle temperature di fusione, e ad alte carature èl’elemento più importante per ottenere un buon effetto termoindurente.
L’argento tende ad aumentare l’intervallo di fusione e le caratteristiche meccaniche,l’allungamento escluso. A basse carature ha un notevole effetto sulla durezza dopoinvecchiamento. Nelle leghe a 18 ct, rame e argento mostrano un comportamentoantagonista per le durezze.
Lo zinco diminuisce durezza, carico a rottura e snervamento, aumentando invecel’allungamento.
Il cobalto, non presente nell’analisi sulle leghe bianche, mostra il suo effetto sulleproprietà meccaniche, con aumento dei carichi di rottura e di snervamento, ediminuzione dell’allungamento a rottura. Per le durezze, l’effetto più marcato è diaumento sulla durezza dopo ricottura.
Lo stagno nelle leghe 14 ct aumenta la duttilità, modificando l’allungamento a rottura;nelle 18 ct invece aumenta l’intervallo di fusione e deprime allungamento e carico disnervamento.
Il germanio, in leghe 18 ct, diminuisce la temperatura di solidus, ampliando cosìl’intervallo di fusione, mentre il silicio, nelle leghe a bassa e media caratura, oltre adaumentare la dimensione del grano e il carico di snervamento, diminuiscel’allungamento e la durezza dopo il 70% di riduzione.
L’iridio ha, in tutte le carature, un effetto di diminuzione del grano cristallino.
Prospetto finale sulle specifiche tecniche delle leghe infunzione del processo produttivo
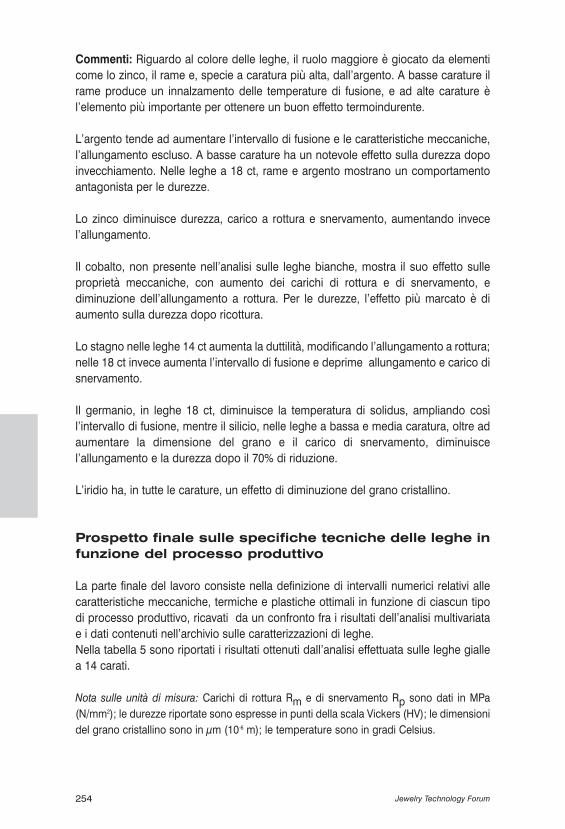
La parte finale del lavoro consiste nella definizione di intervalli numerici relativi allecaratteristiche meccaniche, termiche e plastiche ottimali in funzione di ciascun tipodi processo produttivo, ricavati da un confronto fra i risultati dell’analisi multivariatae i dati contenuti nell’archivio sulle caratterizzazioni di leghe. Nella tabella 5 sono riportati i risultati ottenuti dall’analisi effettuata sulle leghe giallea 14 carati.
Nota sulle unità di misura: Carichi di rottura Rm e di snervamento Rp sono dati in MPa(N/mm2); le durezze riportate sono espresse in punti della scala Vickers (HV); le dimensionidel grano cristallino sono in µm (10-6 m); le temperature sono in gradi Celsius.
255Giugno 2005
Tabella 5 - Caratteristiche meccaniche richieste per i vari usi. Oro giallo a 14 ct
Conclusioni
Il presente studio è stato sviluppato come una ricerca esplorativa sulla possibilità diindividuare un legame chiaro fra necessità tecnologico-produttive e progettazioneottimale della composizione di una lega. Un’altra finalità del lavoro è stata quella divalutare se e come un particolare processo di lavorazione meccanica siaparametrizzabile (identificando per prima cosa le caratteristiche di processo piùimportanti) e quindi reso riproducibile in maniera precisa, grazie all’individuazionedelle leghe più adatte. Adottare il materiale più corretto consente di diminuire ilnumero dei parametri processuali da scegliere, e contemporaneamente dimassimizzare le prestazioni per quello specifico processo grazie alla ripetibilità dicomportamento del materiale.
Un altro interesse specifico è stato il valutare quanto l’esperienza professionale nellascelta di una lega possa essere aiutata dai dati ottenibili dalla sua caratterizzazionein laboratorio.Le analisi statistiche effettuate sulla base del nostro archivio dati di caratterizzazionehanno fornito delle informazioni in gran parte dei casi attendibili ed in accordo conl’esperienza pratica; per poter avere dei dati sicuri si è rivelato necessario avere unnumero medio - alto (almeno una ventina, suddivise per titolo e colore) di leghecaratterizzate. Per questo motivo uno studio di questo tipo è concepibile anche comeun controllo da effettuare periodicamente, sulla base dell’aggiunta di nuovi datiall’interno del “database” di caratterizzazione. Una profonda conoscenza delprocesso di produzione e delle composizioni dei materiali impiegati restano perònecessità fondamentali per interpretare ed ottenere una lettura critica dei dati studiati.Una strada è stata aperta: ora è possibile cominciare a parlare di parametri precisisulla scelta ed ottimizzazione di una lega in rapporto al processo produttivo dautilizzare; è un primo passo per sostituire delle “sensazioni a volte oggettive” con datireali e confrontabili.
Giallo 14 ct Rm Rp L1 L2 A% Hv
Incr.Hv Ric.
Hv Ind.Term.
Dim.Grano T°liq T°sol Melt.
Range
Cannavuota
> 530 300-400 Alto Alto 22-30 < 270 160-180 > 230 < 50 840-870 810-830 35-45
Catenavuota
450-500 220-250 Alto Alto > 36 < 250 < 150 > 200 < 200 890-930 850-900 25-40
Placcato 450-500 240-280 Medio Medio 30-40 < 280 < 165 > 220 < 100 870-910 800-830 > 50
Stampato 400-450 210-240 Alto Alto > 42 > 260 < 140poco
importante< 200 870-900 810-840 > 45
Tranciato < 430 > 300 Basso Basso < 28 > 260si tranciasu crudo
pocoimportante
< 300 870-900 810-840 > 45
Cat. Macch.
420-490 < 240medio-
altomedio-
alto> 42 230-260 < 140 poco usato < 300 870-920 840-890 25-40
Eff. Elastico
> 500 > 370 Basso Basso < 26 < 270 < 180 > 230 < 100 870-920 840-890 25-40
256 Jewelry Technology Forum
Bibliografia
1. Dieter Ott, Optimising gold alloys for the manufacturing process, Gold Technology, n° 34,
primavera 2002.
2. Mark Grimwade, Causes and prevention of defects in wrought gold alloys, Gold Technology,
n° 36, inverno 2002.
3. Peter Raw, Hollow carat gold jewellery from strip and tube, Gold Technology, n° 35, estate
2002.
4. Fred Klotz, Production of gold findings by stamping, Gold Technology, n° 33, inverno 2001.
5. AA.VV., Precious metals: Science and technology International Precious Metals Institute, 1991.
6. Francesco Maurizi (Legor Arezzo) comunicazione privata
7. Aldo M. Reti, Precious metal tubing: manufacturing technique and applications, Atti del Santa
Fe Symposium on jewelry manufacturing technology, 2002, pagg. 477-496.
8. Marco Alvelli, L’applicazione del ferro a bassissimo contenuto di carbonio nel settore orafo:
vantaggi e limitazioni d’uso, Atti del Jewelry Technology Forum 2004, pagg. 263-282.
9. Paern Taimsalu, La lavorazione a macchina delle catene d’oro, Aurum, numero 14, anno 1983.
10. F. Arbini, A. Ricci, M. Rosso, Effect of Cobalt additions on the properties of 5N red gold alloys,
Gold Technology, n° 25, primavera 1999.
11. Dieter Ott, Effetto di piccole aggiunte e di impurezze sulle proprietà delle leghe d’oro, Gold
Technology, Numero 27, Luglio 1997.
12. Massimo Poliero, Leghe d’oro bianche per microfusione, Gold Technology, Numero 31,
Primavera 2001.

257Giugno 2005