Linea di frese in ceramica per materiali difficili da lavorare · 2020-07-06 · Linea di frese in...
7
Linea di frese in ceramica per materiali difficili da lavorare NPN New Product News KLAIN UTENSILI SRL Via Campo Romano, 47 24050 Spirano (BG) tel. 035.877874 email [email protected] sito www.klain.it
Transcript of Linea di frese in ceramica per materiali difficili da lavorare · 2020-07-06 · Linea di frese in...

Linea di frese in ceramica per materiali difficili
da lavorare
NPNNew Product News
KLAIN UTENSILI SRLVia Campo Romano, 4724050 Spirano (BG)tel. 035.877874email [email protected] www.klain.it

La nuova fresa in ceramica include il grado TC3030, ottimo per la lavorazione di superleghe a base di nichel come Inconel.
Le nuove frese in ceramica ottengono una produttività superiore rispetto alle frese in metallo duro poiché possono essere applicate in lavorazioni ad alta velocità e ad alto avanzamento grazie anche alla spaziatura disuguale dei taglienti, un elevato angolo di taglio e una geometria tagliente ottimizzata.
La linea di frese in ceramica è disponibile con 4 e 6 taglienti torici ma anche con 4 taglienti per elevato avanzamento. Fare riferimento a "Condizioni di taglio consigliate" a pagina 8.
Per ulteriori informazioni tecniche, si prega di contattare il product manager di TaeguTec.
Caratteristiche Ottimo angolo di taglio per materiali a base di nickel Le frese sono prodotte con ceramica (SiAlON) serie TC3030Alte velocità, alti avanzamenti per una maggiore produttività Fresa a 4 taglienti adatta a spallamenti, scanalature e rampe Fresa 6 taglienti andatta a spallamenti, spianatura e rampe Tipologia a 4 taglienti per alti avanzamenti: adatta a spianatura e rampe
TaeguTec ha introdotto CERAMIC-SFEED, una nuova linea di frese in ceramica ad alta produttività per lavorazione di superleghe a base di nickel.
KEY POINT
Via Campo Romano, 47 24050 Spirano (BG)tel. 035877874 email [email protected] sito www.klain.it

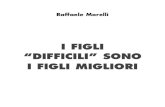
Ottimo grado ceramico (TC3030)
Ottimo grado ceramico (TC3030)
Nucleo più grande per una maggiore rigidità del corpo
fresa
Corpo fresa ad alta resistenza
Geometria del tagliete e affilatura ottimizzata
Tagliente progettato per lavorare ad alti avanzamenti
Alto angolo di taglio
Tagliente torico
Max ap: 0.55(Ø6)-1.55(Ø16) mm
Tagliente raggiato
CRF da 4/6 taglienti
CRH a 4 taglienti per alti avanzamenti
ap
Spaziatura disuguale tra i
taglienti
4 taglientiA≠B
A B
AB
A
A
BB
C
C
6 taglientiA≠B≠C
Via Campo Romano, 47 24050 Spirano (BG)tel. 035877874 email [email protected] sito www.klain.it

DC TolleranzaDC≤ 6 -0.020 – -0.038
6<DC≤10 -0.025 – -0.04710<DC≤18 -0.032 – -0.059
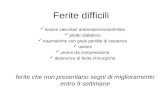
CRF 44 Taglienti, fresa in caramica
SharpCorner
Corner“R”
RemovalSharp Edge
CornerChamfer
3 4 62
H•A30˚
R
TT1040
H•A40˚
H•A45˚
H•A50˚
RPM FEED
R
H•A38˚
H•A20˚
H•A120˚
H•A60˚
H•A90˚
Miniature
Short ShortH•A10˚
SharpCorner
Corner“R”
RemovalSharp Edge
CornerChamfer
3 4 62
H•A30˚
R
TT1040
H•A40˚
H•A45˚
H•A50˚
RPM FEED
R
H•A38˚
H•A20˚
H•A120˚
H•A60˚
H•A90˚
Miniature
Short ShortH•A10˚
DC
RE DN
LUOAL
APMX
DCONMSh6
Descrizione Avanzamento(mm/dente)
GradoDC RE
Dimensioni (mm) OAL APMX LU DN DCONMS TC3030
CRF 4060 050 120 0.02-0.03 6 0.5 50 4.5 12 5.8 6 4080 100 160 0.02-0.03 8 1.0 57 6.0 16 7.7 8 4100 100 200 0.02-0.04 10 1.0 63 7.5 20 9.6 10 4120 150 240 0.03-0.05 12 1.5 70 9.0 24 11.5 12 4160 200 320 0.03-0.05 16 2.0 83 12.0 32 15.5 16
±0.05RE
B
AB
A
A=B
Standard
Via Campo Romano, 47 24050 Spirano (BG)tel. 035877874 email [email protected] sito www.klain.it

DC TolleranzaDC≤ 6 -0.020 – -0.038
6<DC≤10 -0.025 – -0.04710<DC≤18 -0.032 – -0.059
CRF 66 Taglienti, fresa in ceramica
Standard
SharpCorner
Corner“R”
RemovalSharp Edge
CornerChamfer
3 4 62
H•A30˚
R
TT1040
H•A40˚
H•A45˚
H•A50˚
RPM FEED
R
H•A38˚
H•A20˚
H•A120˚
H•A60˚
H•A90˚
Miniature
Short ShortH•A10˚
SharpCorner
Corner“R”
RemovalSharp Edge
CornerChamfer
3 4 62
H•A30˚
R
TT1040
H•A40˚
H•A45˚
H•A50˚
RPM FEED
R
H•A38˚
H•A20˚
H•A120˚
H•A60˚
H•A90˚
Miniature
Short ShortH•A10˚
Descrizione Avanzamento(mm/dente)
GradoDC RE
Dimensioni (mm) OAL APMX LU DN DCONMS TC3030
CRF 6060 050 120 0.02-0.03 6 0.5 50 4.5 12 5.8 6 6080 100 160 0.02-0.03 8 1.0 57 6.0 16 7.7 8 6100 100 200 0.02-0.04 10 1.0 63 7.5 20 9.6 10 6120 150 240 0.03-0.05 12 1.5 70 9.0 24 11.5 12 6160 200 320 0.03-0.05 16 2.0 83 12.0 32 15.5 16
DC
RE DN DCONMSh6
LUOAL
APMX
±0.05RE
AAB
C C
A B
A=B=C
Via Campo Romano, 47 24050 Spirano (BG)tel. 035877874 email [email protected] sito www.klain.it

DC TolleranzaDC≤ 6 -0.020 – -0.038
6<DC≤10 -0.025 – -0.04710<DC≤18 -0.032 – -0.059
CRH 44 Taglienti, fresa in ceramica per alti avanzamenti
• RE: Raggio R di programmazione
SharpCorner
Corner“R”
RemovalSharp Edge
CornerChamfer
3 4 62
H•A30˚
R
TT1040
H•A40˚
H•A45˚
H•A50˚
RPM FEED
R
H•A38˚
H•A20˚
H•A120˚
H•A60˚
H•A90˚
Miniature
Short ShortH•A10˚
SharpCorner
Corner“R”
RemovalSharp Edge
CornerChamfer
3 4 62
H•A30˚
R
TT1040
H•A40˚
H•A45˚
H•A50˚
RPM FEED
R
H•A38˚
H•A20˚
H•A120˚
H•A60˚
H•A90˚
Miniature
Short ShortH•A10˚
Descrizione Avanzamento(mm/dente)
GradoDC
Dimensioni (mm) RE OAL APMX LU DN DCONMS TC3030
CRH 4060 0.1-0.15 6 0.7 50 0.55 12 5.8 6 4080 0.1-0.2 8 0.9 57 0.75 16 7.7 8 4100 0.1-0.2 10 1.0 63 0.85 20 9.6 10 4120 0.1-0.3 12 1.4 70 1.15 24 11.5 12 4160 0.1-0.3 16 1.8 83 1.55 32 15.5 16
DC
DN DCONMSh6
LUOAL
APMX
RE
±0.1RE
Standard
Via Campo Romano, 47 24050 Spirano (BG)tel. 035877874 email [email protected] sito www.klain.it

Diametri(CRH 4 denti)
RRaggio di
programmazione
ASpessore materiale
non lavoratoØ6 0.7 0.35Ø8 0.9 0.47Ø10 1.0 0.50Ø12 1.4 0.70Ø16 1.8 0.95
ap: direzione assiale DOC ae: direzione radiale DOC
ap: direzione assiale DOC ae: direzione radiale DOC
(Unità: mm)
(Unità: mm)
CRF 4 & 6 taglienti
CRH 4 taglienti per alti avanzamenti
Consigli per la programmazione
Diametri Velocità di taglio (m/min)
Avanzamento (mm/dente)
Spallamento, profilatura Scanalatura (CRF 4 denti)ap ae ae
Ø6 300–1000 0.02–0.03 –0.6xD –0.1xD –0.05xDØ8 300–1000 0.02–0.03 –0.6xD –0.1xD –0.05xD
Ø10 300–1000 0.02–0.04 –0.6xD –0.1xD –0.05xDØ12 300–1000 0.03–0.05 –0.6xD –0.1xD –0.05xDØ16 300–1000 0.03–0.05 –0.6xD –0.1xD –0.05xD
Diametri Velocità di taglio (m/min)
Avanzamento (mm/dente)
Spallamento e profilaturaap ae
Ø6 300–1000 0.1–0.15 –0.05xD –0.6xDØ8 300–1000 0.1–0.2 –0.05xD –0.6xD
Ø10 300–1000 0.1–0.2 –0.05xD –0.6xDØ12 300–1000 0.1–0.3 –0.05xD –0.6xDØ16 300–1000 0.1–0.3 –0.05xD –0.6xD
• Ae non deve superare il massimo di un millimetro• Ridurre del 30% l'avanzamento durante scanalature e rampe (minori di 2.5°)
• Ridurre del 30% l'avanzamento per la lavorazione di rampe (minori di 2.5°)
ap
A
R
Raccomandazioni Dettagli Osservazioni
Taglio in concordanzaIl taglio in concordanza è altamente raccomandato.Il taglio in discordanza può portare a una rapida usura del tagliente e alla possibilità che la superficie del pezzo si indurisca.
Margine finitura: oltre 0.3 mm
Elevate velocità di taglio Avendo un'alta velocità di taglio, l'utensile riduce al minimo l'usura e i danni generando il calore necessario per ammorbidire e asportare il materiale.
Non utilizzare refrigerante Per evitare la formazione di microfessurazioni termiche, si consiglia di non utilizzare refrigerante o soffiaggio di aria.
L'aria compressa è consigliata solo quando è richiesta una buona evacuazione del truciolo
Mandrino Si raccomanda l'utilizzo di un mandrino idraulico o un mandrino di fresatura di precisione per una lavorazione più stabile.
Il mandrino con calettamento acaldo è sconsigliato
Non rimuovere il materiale incollato sul tagliente
Non rimuovere manualmente il materiale incollato poiché ciò potrebbe causare danni al tagliente dell'inserto.
Condizioni di taglio raccomandate
Condizioni ottimale per frese in ceramica TaeguTec
Via Campo Romano, 47 24050 Spirano (BG)tel. 035877874 email [email protected] sito www.klain.it