Lezione Assemblaggio
4
INCOLLAGGIO Applicazione di uno strato di adesivo (a volte strutturale a volte per tenuta) liquido o semiliquido. L’adesivo è termoindurente. Il catalizzatore e l’adesivo sono contenuti in serbatoi separati in forma liquida. Quando le due parti vengono a contatto, a temperatura ambiente o in forno, polimerizzano. Valido per termoplastici, termoindurenti e altri materiali. Processi: Incollaggio a spruzzo: si utilizza una pistola con serbatoio e aria compressa (adesivo spray nebulizzato. con questo processo si riescono a ricoprire velocemente superfici ampie. Dosaggio: il materiale semiliquido viene estruso tramite un ugello dosatore. Si realizza un cordone adesivo. Altre: a pennello, a rullo, a nastro, hot-melt Vantaggi: • Materiali diversi (porosi, fragili) non fusibili • Buona resistenza (per giunti progettati correntemente) • Giunti caratterizzati da ottima sigillatura (tenuta dei liquidi) e isolamento elettrico, acustico e da vibrazioni • Assenza si fori o elementi visibili • Riduzione del peso (es. su aerei, che fa risparmiare carburante) Svantaggi • Limitazioni sulla temperatura di servizio (minore ai 250°C) • Tempi lunghi di indurimento (cianoacrilati dai 5 ai 40 secondi) • Necessità di preparazione della superficie Distribuzione uniforme del carico dell’interfaccia Giunti in cui la forza si scarica sull’adesivo, si crea spaccatura. Giunti a sovrapposizione con forza che si scarica sul materiale Applicazioni: Giunti tra materiali diversi o non adatti asadlatura Giunti con particolari esigenze estetiche, di leggerezza o di isolamento Giunti di forma complicata Sollecitazioni non ammesse Clivaggio (strappo di elemento rigido) Pelaggio (strappo di elemento flessibile) Sollecitazioni ammesse Trazione, compressione Taglio Disegno dei giunti: NO Esempi: laminata scatolata sandwich
-
Upload
enricopietra -
Category
Documents
-
view
53 -
download
0
description
lezione assemblaggio sistemi di produzione
Transcript of Lezione Assemblaggio

INCOLLAGGIO!Applicazione di uno strato di adesivo (a volte strutturale a volte per tenuta) liquido o semiliquido. L’adesivo è termoindurente. Il catalizzatore e l’adesivo sono contenuti in serbatoi separati in forma liquida. Quando le due parti vengono a contatto, a temperatura ambiente o in forno, polimerizzano.!Valido per termoplastici, termoindurenti e altri materiali.!!Processi:!Incollaggio a spruzzo: si utilizza una pistola con serbatoio e aria compressa (adesivo spray ! nebulizzato. con questo processo si riescono a ricoprire velocemente ! superfici ampie.!Dosaggio: il materiale semiliquido viene estruso tramite un ugello dosatore. Si realizza un cordone ! adesivo.!Altre: a pennello, a rullo, a nastro, hot-melt!!Vantaggi:!• Materiali diversi (porosi, fragili) non fusibili!• Buona resistenza (per giunti progettati correntemente)!• Giunti caratterizzati da ottima sigillatura (tenuta dei liquidi) e isolamento elettrico, acustico e da
vibrazioni!• Assenza si fori o elementi visibili!• Riduzione del peso (es. su aerei, che fa risparmiare carburante)!!Svantaggi!• Limitazioni sulla temperatura di servizio (minore ai 250°C)!• Tempi lunghi di indurimento (cianoacrilati dai 5 ai 40 secondi)!• Necessità di preparazione della superficie!!Distribuzione uniforme del carico dell’interfaccia!
!Giunti in cui la forza si scarica sull’adesivo, si crea spaccatura. !Giunti a sovrapposizione con forza che si scarica sul materiale!!Applicazioni:!Giunti tra materiali diversi o non adatti asadlatura!Giunti con particolari esigenze estetiche, di leggerezza o di isolamento!Giunti di forma complicata!!!!!!!!!
Incollaggio
• Vantaggi:– Impiego in situazioni difficili (materiali diversi, porosi, fragili)– Buona resistenza (per giunti progettati correttamente)– Caratteristiche particolari dei giunti:
• sigillatura• isolamento elettrico, acustico e da vibrazioni
– Assenza di fori o elementi visibili → Buona resa estetica– Assenza di distorsioni (rispetto alla saldatura)– Riduzione del peso (rispetto all’uso di elementi di fissaggio separati)
• Svantaggi:– Limitazioni sulla temperatura di servizio (< 250°C)– Tempi lunghi di indurimento (p.es.: 5 ÷ 40 s per cianoacrilati)– Sensibilità a contaminanti → Necessità di preparazione della superficie
Incollaggio
• Resistenza dei giunti incollati:– condizione: distribuzione uniforme del carico all’interfaccia
Sollecitazioninon ammesse
Clivaggio(strappo di elemento rigido)
Pelaggio(strappo di elemento flessibile)
Sollecitazioniammesse
Trazione, compressione Taglio
Incollaggio
Dosatore a pedale
Dosatore automatico
Incollaggio
• Disegno dei giunti:
NO
Esempi:
Incollaggio
• Tipi di costruzioni:
laminata
scatolata sandwich
Processi di assemblaggio “meccanico”
• (Incollaggio)• Montaggio con fasteners:
– Avvitatura di elementi filettati– Montaggio di inserti– Rivettatura– (…)
• Montaggio per deformazione:– Forzamento– Incastro elastico– Ricalcatura di lamiere– Aggraffatura– (…)

ASSEMBLAGGIO MECCANICO!!Montaggio con Fasteners: hanno utilità solo se applicati!• Avvitatura di elementi filettati!• Montaggio di inserti!• Rivettatura!• ….!!Montaggio con deformazione:!• Forzamento!• Incastro elastico!• Ricalcatura di lamiere !• Aggraffatura!• …!!MONTAGGIO CON FASTENERS!Elementi di fissaggio separati, realizzano giunzioni permanenti o smontabili tra due o più componenti!!Bulloneria per metalli!!La vite è composta dalla testa e dal gambo. Viene misurata a seconda del diametro, secondo il sistema metrico, ed il passo, creste consecutive del filetto. Il passo è 1/5 o 1/10 del diametro.!La vite è serrata contro una superficie piana d’appoggio. Essa è in trazione, mentre gli elementi tenuti assieme sono in compressione!!Il bullone è composto da vite+dado. In questo caso la filettatura non è sul pezzo da collegare; vi sono meno problemi in quando se il dado dovesse spanarsi basta cambiare quello. Con il bullone si ha il serraglio massimo!!Le rosette servono ad aumentare l’area di appoggio; utilizzandole si rovina meno la superficie del pezzo!
Viti per plastica!!La velocità e la coppia di avvitatura è limitata, in quanto si potrebbe rompere la plastica. Inoltre non si possono applicare sforzi permanenti in quanto il materiale è soggetto al rilassamento che porta dopo un pò di tempo alla perdita di serraglio, in quanto la vite perdenti trazione si svita.!Per ovviare a ciò ci sono due metodi:!• vite autofilettante: il rapporto testa filetto è inferiore in quanto il filetto è maggiore così che
intorno ai filetti si crea materiale plastico che spinge contro i filetti e aumenta l’area su cui si genera l’attrito (si genera anche sul filetto). Tipi di viti autofilettanti: formanti, per termoplastiche, maschianti, per termoindurenti e plastiche rinforzate!
• montaggio su rilievi cilindrici!!!!!
Montaggio con fasteners• Fasteners:
– elementi di fissaggio separati– realizzano giunzioni permanenti o smontabili tra due o più componenti
• Tipi principali:
Inserti filettati
Rivetti
Elementi filettati per metalli
per plastica
Viti e bulloni
Anelli di arresto
Elementi filettati
• Bulloneria per metalli:
Viti metriche
Dadi Rosette
diam
etro
passo
Montaggio con fasteners• Fasteners:
– elementi di fissaggio separati– realizzano giunzioni permanenti o smontabili tra due o più componenti
• Tipi principali:
Inserti filettati
Rivetti
Elementi filettati per metalli
per plastica
Viti e bulloni
Anelli di arresto
Elementi filettati
• Bulloneria per metalli:
Viti metriche
Dadi Rosette
diam
etro
passo
Montaggio con fasteners• Fasteners:
– elementi di fissaggio separati– realizzano giunzioni permanenti o smontabili tra due o più componenti
• Tipi principali:
Inserti filettati
Rivetti
Elementi filettati per metalli
per plastica
Viti e bulloni
Anelli di arresto
Elementi filettati
• Bulloneria per metalli:
Viti metriche
Dadi Rosettedi
amet
ro
passoElementi filettati
• Principio:– La vite è serrata contro una superficie piana di appoggio– Il serraggio genera pressioni di contatto tra gli elementi collegati, che
sono tenuti assieme dalle forze di attrito– La vite è in trazione, gli elementi sono in compressione
Elementi filettati
• Viti per plastica:– Problemi:
• Velocità e coppia di avvitatura limitate• Rilassamento del materiale → perdita di serraggio
– Soluzione tipica:• Viti autofilettanti• Montaggio su rilievi cilindrici
Tipi di viti autofilettanti:• formanti (per termoplastici)• maschianti (per termoindurenti
e plastiche rinforzate)

Avvitatura:chiave manuale con controllo di coppi, avvitatore manuale o automatico alimentato!!Filettatura: la filettatura integrale su stampati in plastica ha un passo di all’incirca 1 millimetro!!Inserti filettati metallici: si utilizzano inserti filettati metallici quando vi è bisogno che due componenti vengano avvitati e svitati frequentemente. Il tempo che ci vuole a montare un inserto è di circa due secondi. L’inserto non conviene perciò per i termoplastici perché hanno tempi ciclo di stampaggio bassi, e due secondi sono tanti sui 7-10 totale; per i termoindurenti invece conviene perché i loro tempi ciclo sono già lunghi, e quindi due secondi non inciderebbero sul minuto.!Tipi di inserti metallici: a ultrasuoni, termici, a espansione e autofilettante.!!!!!!!!!!Rivetti!!I rivetti non sono smontabili e hanno un montaggio rapido.!Il rivetto solido, non cavo, per essere montato vi è bisogno di accedere da ambo i lati; mentre il rivetto cieco, adatto a carichi leggeri, richiede l’accesso ad una sola parte del giunto (esistono di due tipi, a espansive o a strappo).!!!!!!!!!!!!MONTAGGIO PER DEFORMAZIONE!Non sono richiesti elementi di fissaggio esterni in quanto sfrutta la deformazione di uno o più componenti!!Forzamento (press-fit)!Deformazione elastica degli elementi. Viene generato attrito dalla pressione di contattato tra albero e foro ottenendo un collegamento stabile. A volte uno dei due deve essere scaldato er farlo allargare in quanto la pressione dovrà essere forte!Problemi: nei metalli essendo rigidi è richiesta una elevata precisione, mentre per le plastiche vi è la perdita di compressione per rilassamento.!!!!!!!!!!Operazione di piantaggio: con pressa!
Filetto interno < 360°(facile da estrarre)
Elementi filettati
• Filettature integrali su stampati in plastica:
Filettatura esterna(facile da estrarre se su linea di divisione)
∼ 1 mm
∼ 1 mm∼ 1 mm
Filettatura interna(richiede maschio
filettato)
Elementi filettati
• Inserti filettati:
a espansione autofilettante
montaggio in stampo
(avvitaturee svitaturefrequenti)
a ultrasuoni, termici
Rivetti
• Rivetti ciechi:– adatti a carichi leggeri– richiedono accesso da una sola parte del giunto
Rivetti a espansione
Rivetti a strappo
(rivetti “solidi”)
Rivetti
• Impieghi:
Rivetti
• Rivetti ciechi:– adatti a carichi leggeri– richiedono accesso da una sola parte del giunto
Rivetti a espansione
Rivetti a strappo
(rivetti “solidi”)
Rivetti
• Impieghi:
Montaggio per deformazione
• Caratteristiche:– Non richiede elementi di
fissaggio separati– Sfrutta la deformazione di
uno o più componenti
Forzamento
Incastro elasticoplastica
metallo
Ricalcatura di lamiere
Aggraffatura di lamiere
• Tipi principali:(riduzione del numero
di operazioni di assemblaggio)
Forzamento
• Principio:– Interferenza albero-foro– Deformazione elastica degli elementi– Attrito generato dalle pressioni di contatto
compressioneradiale
sforzi tangenziali(trazione, compressione)
Problemi:Metalli: elevata precisione richiesta
Plastiche: perdita di compressione per rilassamento

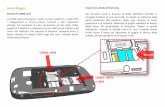
Incastro elastico (snap-fit)!Collegamenti tra componenti termoplastici, che si basa sulla deformazione elastica a flessione!!Vantaggi: !• minima forza richiesta !• facilità di smontaggio!Svantaggi: !• gioco di accoppiamento!• complicazione nello stampaggio in quanto molti hanno nella parte bassa un sottosquadro!!!!!!!!!!!!!Aggraffatura di lamiera!Piegatura a 180° sul bordo di una delle lamiere collegate. Esecuzione mediante pressa, robot con attuatori a rulli, macchine rotanti a camme!
Incastro elastico (snap-fit)
• Vantaggi:– Minima forza richiesta– Facilità di smontaggio
• Svantaggi:– Gioco di accoppiamento– Complicazioni nello stampaggio
(deformazioneelastica
a flessione)
• Applicazione tipica:– Collegamenti tra componenti termoplastici
Incastro elastico
• Tipi principali:
Incastro a mensola
Incastro cilindrico
Incastro elastico (snap-fit)
• Vantaggi:– Minima forza richiesta– Facilità di smontaggio
• Svantaggi:– Gioco di accoppiamento– Complicazioni nello stampaggio
(deformazioneelastica
a flessione)
• Applicazione tipica:– Collegamenti tra componenti termoplastici
Incastro elastico
• Tipi principali:
Incastro a mensola
Incastro cilindrico
Incastro elastico
Incastri a lunghezza maggiorata (a “U”, a “L”)
Aggraffatura di lamiere
• Caratteristiche:– Piegatura a 180°sul bordo di una delle lamiere colle gate– Esecuzione mediante:
• pressa• robot con attuatori a rulli• macchine rotanti a camme