LE CARTE DI CONTROLLO (4) - webuser.unicas.itwebuser.unicas.it/misure/MAQ_270/DISPENSE/6_Disp/2_GLI...
24
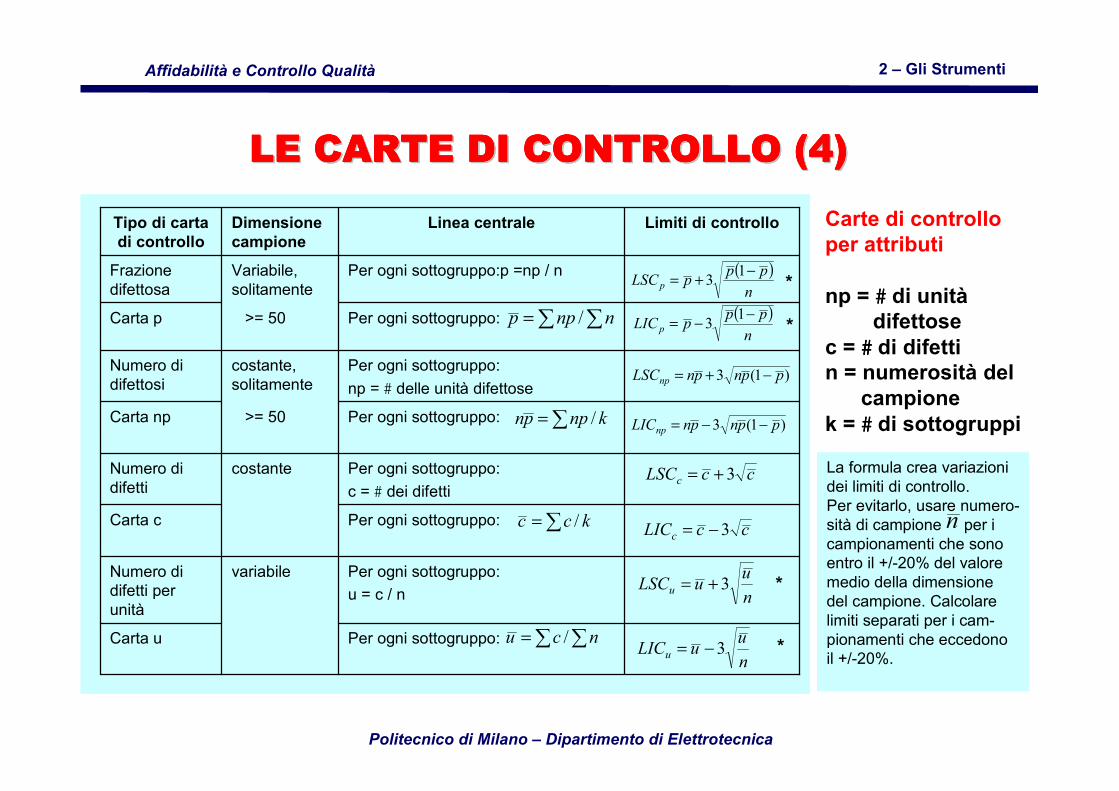
Politecnico di Milano – Dipartimento di Elettrotecnica 1 2 – Gli Strumenti Affidabilità e Controllo Qualità LE CARTE DI CONTROLLO (4) LE CARTE DI CONTROLLO (4) LE CARTE DI CONTROLLO (4) LE CARTE DI CONTROLLO (4) LE CARTE DI CONTROLLO (4) LE CARTE DI CONTROLLO (4) LE CARTE DI CONTROLLO (4) LE CARTE DI CONTROLLO (4) Per ogni sottogruppo: Carta u Per ogni sottogruppo: u = c / n variabile Numero di difetti per unità Per ogni sottogruppo: Carta c Per ogni sottogruppo: c = # dei difetti costante Numero di difetti Per ogni sottogruppo: >= 50 Carta np Per ogni sottogruppo: np = # delle unità difettose costante, solitamente Numero di difettosi Per ogni sottogruppo: >= 50 Carta p Per ogni sottogruppo:p =np / n Variabile, solitamente Frazione difettosa Limiti di controllo Linea centrale Dimensione campione Tipo di carta di controllo ∑ ∑ = n np p / ∑ = k np p n / ∑ = k c c / ∑ ∑ = n c u / ( ) n p p p LSC p − + = 1 3 ( ) n p p p LIC p − − = 1 3 ) 1 ( 3 p p n p n LSC np − + = ) 1 ( 3 p p n p n LIC np − − = c c LSC c 3 + = c c LIC c 3 − = n u u LSC u 3 + = n u u LIC u 3 − = Carte di controllo per attributi np = # # # di unità difettose c = # # # di difetti n = numerosità del campione k = # # # di sottogruppi * * * * La formula crea variazioni dei limiti di controllo. Per evitarlo, usare numero- sità di campione per i campionamenti che sono entro il +/-20% del valore medio della dimensione del campione. Calcolare limiti separati per i cam- pionamenti che eccedono il +/-20%. n
Transcript of LE CARTE DI CONTROLLO (4) - webuser.unicas.itwebuser.unicas.it/misure/MAQ_270/DISPENSE/6_Disp/2_GLI...
Politecnico di Milano – Dipartimento di Elettrotecnica 1
2 – Gli StrumentiAffidabilità e Controllo Qualità
LE CARTE DI CONTROLLO (4)LE CARTE DI CONTROLLO (4)LE CARTE DI CONTROLLO (4)LE CARTE DI CONTROLLO (4)LE CARTE DI CONTROLLO (4)LE CARTE DI CONTROLLO (4)LE CARTE DI CONTROLLO (4)LE CARTE DI CONTROLLO (4)
Per ogni sottogruppo:Carta u
Per ogni sottogruppo:u = c / n
variabileNumero di difetti per unità
Per ogni sottogruppo:Carta c
Per ogni sottogruppo:c = # dei difetti
costanteNumero di difetti
Per ogni sottogruppo:>= 50Carta np
Per ogni sottogruppo:np = # delle unità difettose
costante, solitamente
Numero di difettosi
Per ogni sottogruppo:>= 50Carta p
Per ogni sottogruppo:p =np / nVariabile, solitamente
Frazione difettosa
Limiti di controlloLinea centraleDimensione campione
Tipo di carta di controllo
∑ ∑= nnpp /
∑= knppn /
∑= kcc /
∑ ∑= ncu /
( )npppLSCp
−+= 13
( )npppLICp
−−= 13
)1(3 ppnpnLSCnp −+=
)1(3 ppnpnLICnp −−=
ccLSCc 3+=
ccLICc 3−=
nuuLSCu 3+=
nuuLICu 3−=
Carte di controlloper attributi
np = #### di unitàdifettose
c = #### di difettin = numerosità del
campionek = #### di sottogruppi
*
*
*
*
La formula crea variazionidei limiti di controllo.Per evitarlo, usare numero-sità di campione per i campionamenti che sono entro il +/-20% del valoremedio della dimensione del campione. Calcolarelimiti separati per i cam-pionamenti che eccedonoil +/-20%.
n
Politecnico di Milano – Dipartimento di Elettrotecnica 2
2 – Gli StrumentiAffidabilità e Controllo Qualità
X e Rm
1Valori individ. ed escursione mobile
e R
< 10, solitamen-te da 3 a 5
Mediana e escursione
e s
Solitamente >=10
Media e de-viaz. standard
e R
<10, solitamen-te da 3 a 5
Media e escursione
Limiti di controlloLinea centraleDimensione campione
Tipo di carta di controllo
X
X
X~
( )k
xxxX k�++= 21
( )k
RRRR k�++= 21
( )k
xxxX k�++= 21
( )k
ssss k�++= 21
( )k
xxxX k~~~~ 21 �++=
( )k
RRRR k�++= 21
( )k
xxxX k�++= 21
( )iim XXR −= +1
( )1
121
−++= −
kRRRR k
m�
RAXLSCx 2+=
RDLSCR 4=RAXLICx 2−=
sAXLSCX 3+=
RDLICR 3=
sAXLICX 3−=sBLSCs 4=sBLICs 3=RAXLSCX 2~
~ +=RAXLICX 2~
~ −=
RDLSCR 4=RDLICR 3=
mX REXLSC 2+=
mX REXLIC 2−=
mmR RDLSC 4=
mmR RDLIC 3=
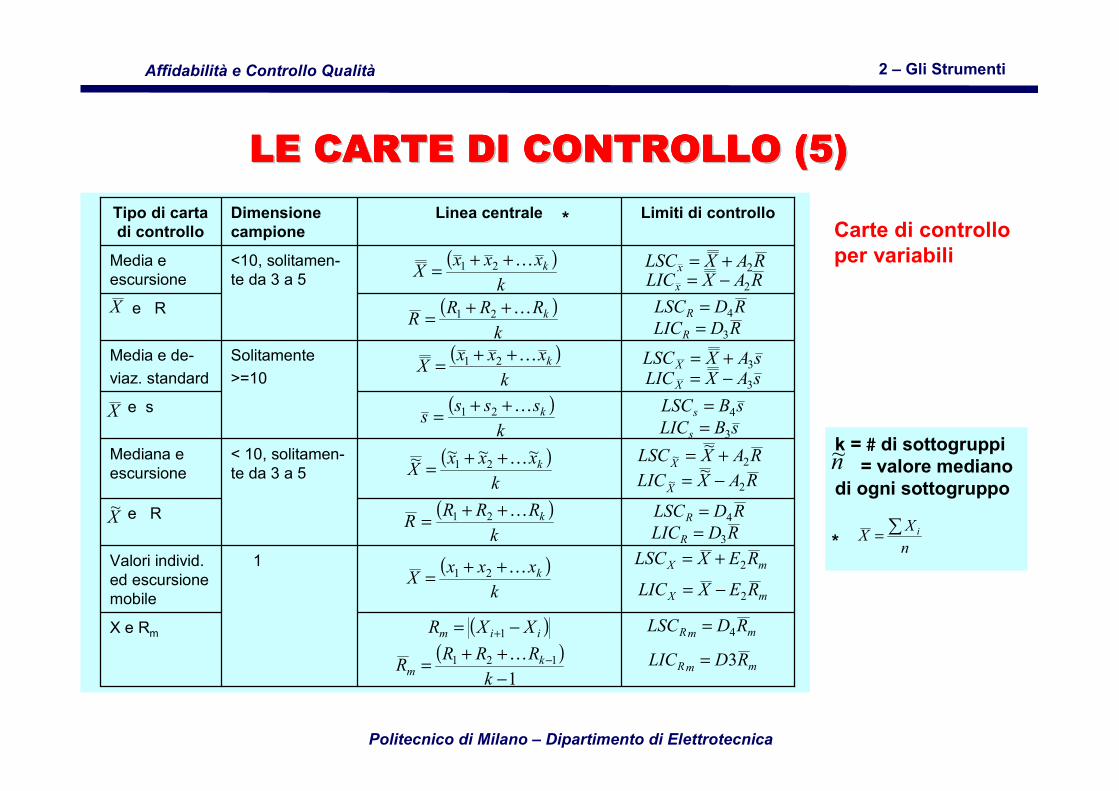
Carte di controlloper variabili
k = #### di sottogruppi= valore mediano
di ogni sottogruppon~
*
* nXX i∑=
LE CARTE DI CONTROLLO (5)LE CARTE DI CONTROLLO (5)LE CARTE DI CONTROLLO (5)LE CARTE DI CONTROLLO (5)LE CARTE DI CONTROLLO (5)LE CARTE DI CONTROLLO (5)LE CARTE DI CONTROLLO (5)LE CARTE DI CONTROLLO (5)
Politecnico di Milano – Dipartimento di Elettrotecnica 3
2 – Gli StrumentiAffidabilità e Controllo Qualità
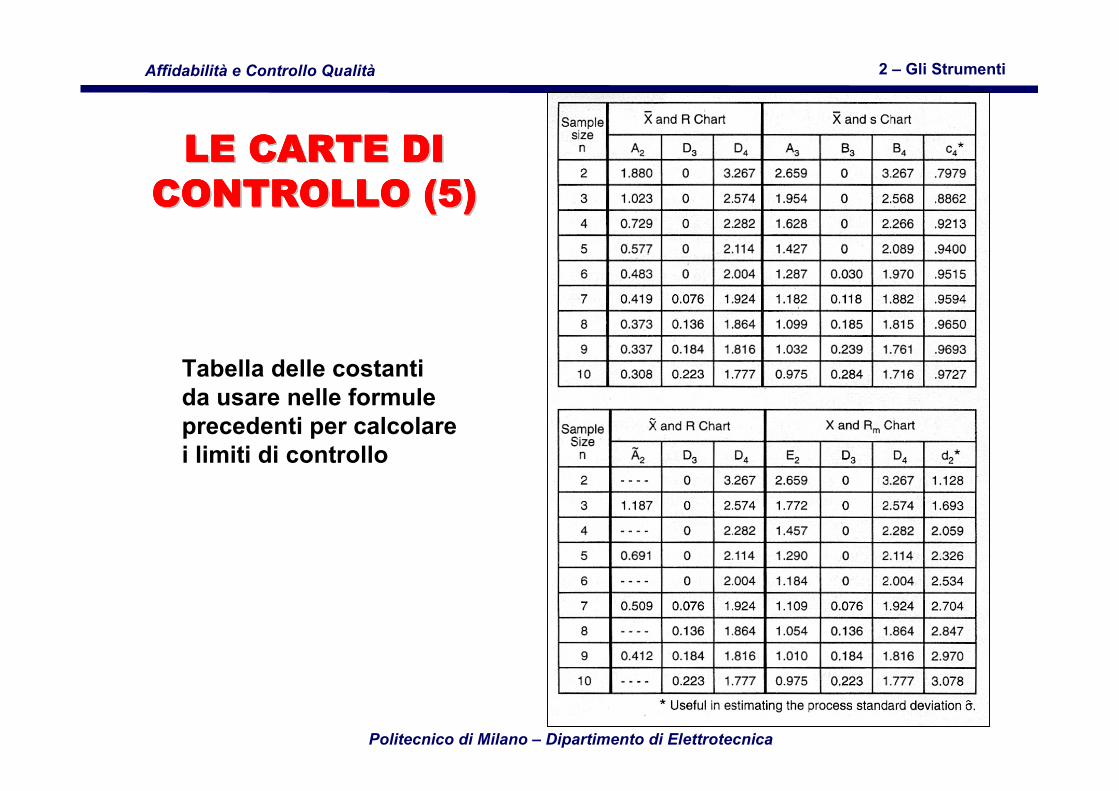
Tabella delle costanti da usare nelle formule precedenti per calcolare i limiti di controllo
LE CARTE DI LE CARTE DI LE CARTE DI LE CARTE DI LE CARTE DI LE CARTE DI LE CARTE DI LE CARTE DI CONTROLLO (5)CONTROLLO (5)CONTROLLO (5)CONTROLLO (5)CONTROLLO (5)CONTROLLO (5)CONTROLLO (5)CONTROLLO (5)
Politecnico di Milano – Dipartimento di Elettrotecnica 4
2 – Gli StrumentiAffidabilità e Controllo Qualità
Definizione e interpretazione delle carte di controllo� Carte di controllo per attributi: una sola carta, con la frazione difettosa o il numero dei pezzi difettosi, il numero dei difetti o il numero dei difetti per unità; viene evidenziata la variazione tra i diversi campioni.� Carte di controllo per variabili: sono di due tipi: una riporta la media, la mediana e i dati singoli, e dà indicazione delle variazioni nel tempo tra sottogruppi. La seconda, per l’escursione dei dati e la deviazione standard, dà indicazione della variazione all’interno dei sottogruppi nel tempo.
� La linea centrale dà indicazione se la media del processo è secondo gli obiettivi o le specifiche� Analisi dei dati rispetto ai limiti di controllo: vanno distinte le variazioni dovute a cause comuni e a cause speciali. Variazioni entro i limiti dipendono da variazioni intrinseche del processo, mentre variazioni al di fuori dei limiti o andamenti particolari entro i limiti dipendono da cause specifiche, quali errori umani, eventi imprevisti, ecc. � Quando le analisi dei dati mostrano che il processo è sotto controllo, il campionamento può essere diradato, definendo intervalli regolari che permettano di verificare che non ci siano cambiamenti di sostanza. Il processo è sotto controllo quando non è affetto da cause speciali di deviazione: tutti i punti sono entro i limiti di controllo e presentano una dispersione casuale attorno al valor medio
LE CARTE DI CONTROLLO (6)LE CARTE DI CONTROLLO (6)LE CARTE DI CONTROLLO (6)LE CARTE DI CONTROLLO (6)LE CARTE DI CONTROLLO (6)LE CARTE DI CONTROLLO (6)LE CARTE DI CONTROLLO (6)LE CARTE DI CONTROLLO (6)
Politecnico di Milano – Dipartimento di Elettrotecnica 5
2 – Gli StrumentiAffidabilità e Controllo Qualità
Osservazioni sulla interpretazione delle carte di controllo
� La situazione di “controllo” non significa che necessariamente il processo raggiunge i requisiti, ma solo che il processo è “consistente”. Stato di controllo e limiti di specifica o target di processo non sono direttamente correlati.� Nel caso di punti entro i limiti di controllo, ma indicanti una tendenza, spostamento o instabilità, vanno pure cercate le cause del comportamento come nel caso di processo fuori controllo� I limiti di controllo vanno mantenuti anche quando sono state trovate e rimosse le cause di fuori controllo, fino a quando il processo non viene cambiato. In questo caso, nel nuovo calcolo vanno tenuti in considerazione solo i dati del nuovo processo.
LE CARTE DI CONTROLLO (7)LE CARTE DI CONTROLLO (7)LE CARTE DI CONTROLLO (7)LE CARTE DI CONTROLLO (7)LE CARTE DI CONTROLLO (7)LE CARTE DI CONTROLLO (7)LE CARTE DI CONTROLLO (7)LE CARTE DI CONTROLLO (7)
Politecnico di Milano – Dipartimento di Elettrotecnica 6
2 – Gli StrumentiAffidabilità e Controllo Qualità
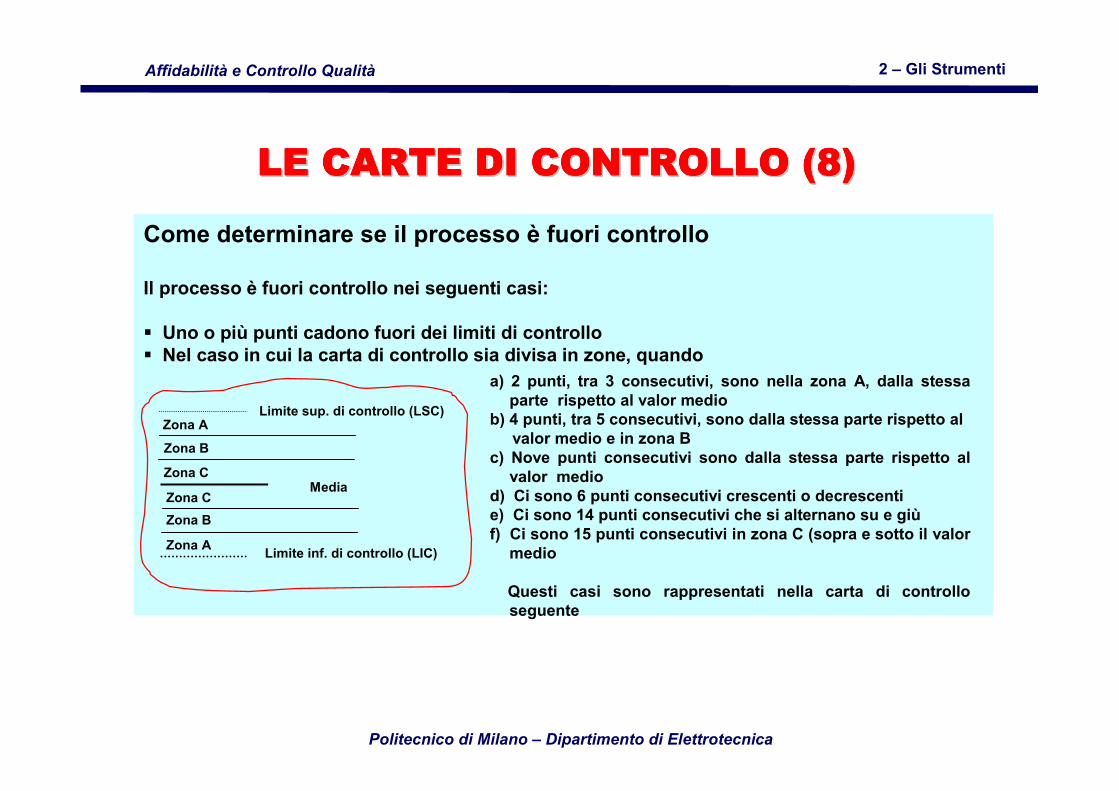
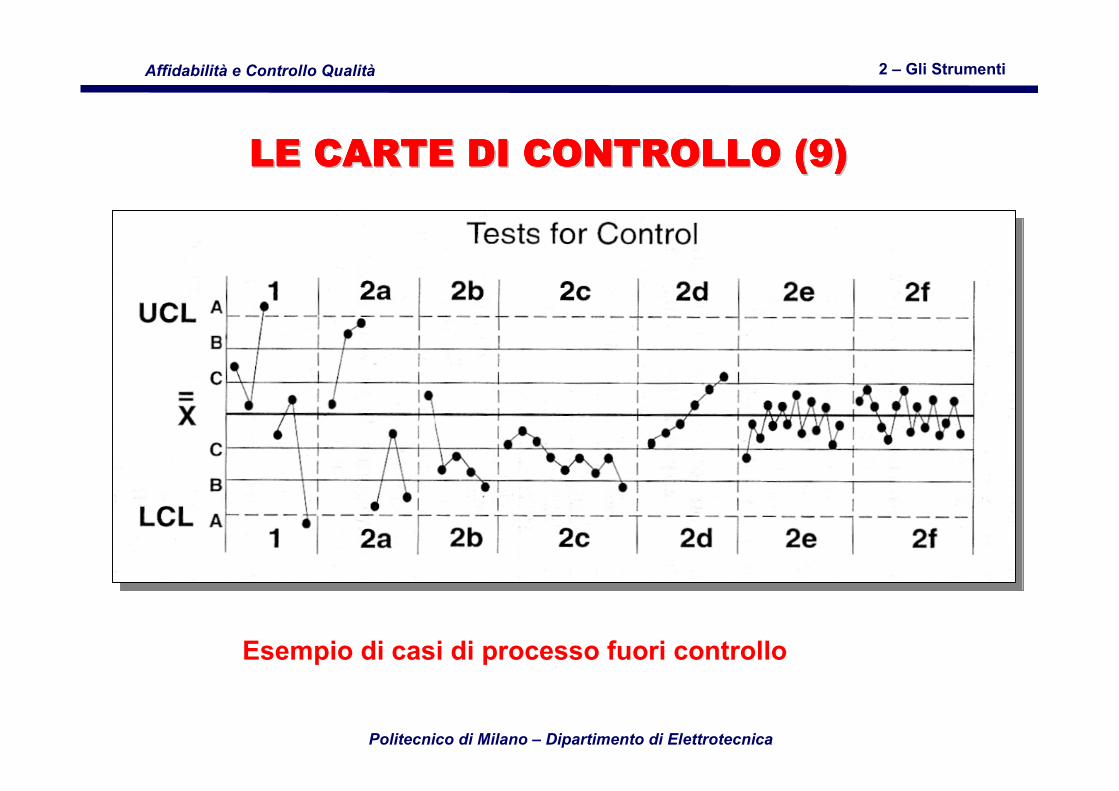
Come determinare se il processo è fuori controllo
Il processo è fuori controllo nei seguenti casi:
� Uno o più punti cadono fuori dei limiti di controllo� Nel caso in cui la carta di controllo sia divisa in zone, quando
Zona AZona B
Zona C
Zona CZona B
Zona A
Limite sup. di controllo (LSC)
Limite inf. di controllo (LIC)
Media
a) 2 punti, tra 3 consecutivi, sono nella zona A, dalla stessa parte rispetto al valor medio
b) 4 punti, tra 5 consecutivi, sono dalla stessa parte rispetto al valor medio e in zona B
c) Nove punti consecutivi sono dalla stessa parte rispetto al valor medio
d) Ci sono 6 punti consecutivi crescenti o decrescentie) Ci sono 14 punti consecutivi che si alternano su e giù f) Ci sono 15 punti consecutivi in zona C (sopra e sotto il valor
medio
Questi casi sono rappresentati nella carta di controllo seguente
LE CARTE DI CONTROLLO (8)LE CARTE DI CONTROLLO (8)LE CARTE DI CONTROLLO (8)LE CARTE DI CONTROLLO (8)LE CARTE DI CONTROLLO (8)LE CARTE DI CONTROLLO (8)LE CARTE DI CONTROLLO (8)LE CARTE DI CONTROLLO (8)
Politecnico di Milano – Dipartimento di Elettrotecnica 7
2 – Gli StrumentiAffidabilità e Controllo Qualità
Esempio di casi di processo fuori controllo
LE CARTE DI CONTROLLO (9)LE CARTE DI CONTROLLO (9)LE CARTE DI CONTROLLO (9)LE CARTE DI CONTROLLO (9)LE CARTE DI CONTROLLO (9)LE CARTE DI CONTROLLO (9)LE CARTE DI CONTROLLO (9)LE CARTE DI CONTROLLO (9)
Politecnico di Milano – Dipartimento di Elettrotecnica 8
2 – Gli StrumentiAffidabilità e Controllo Qualità
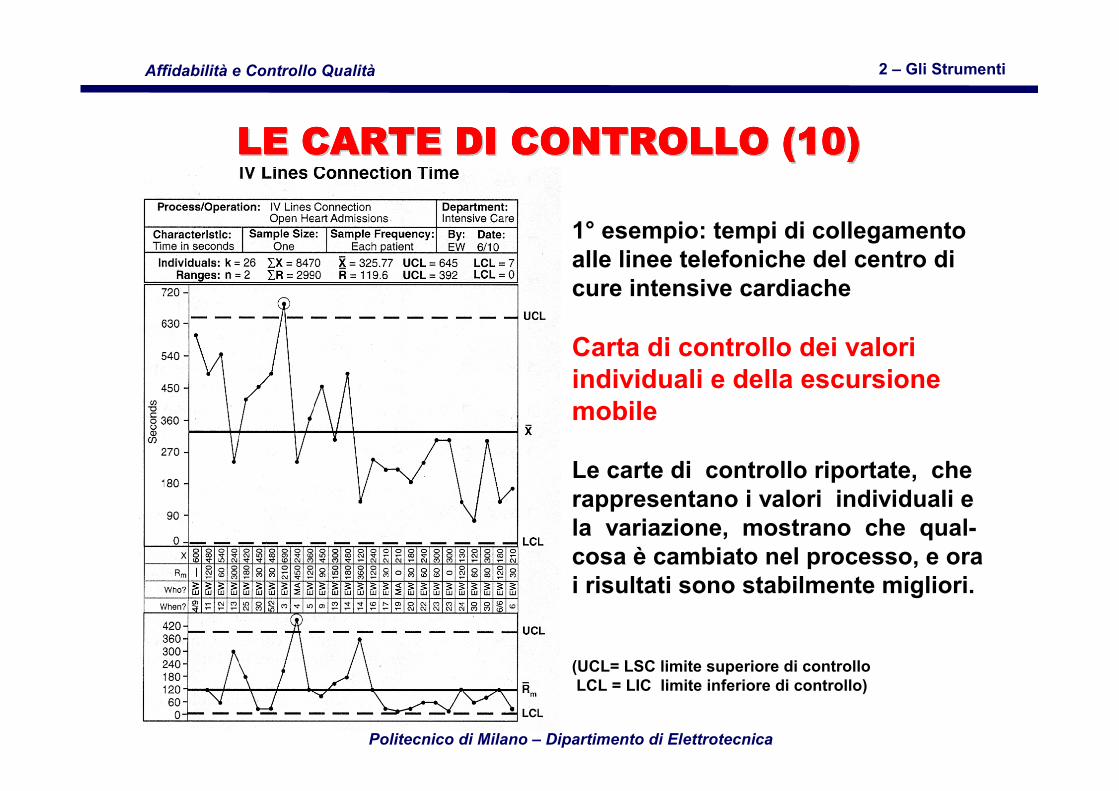
1° esempio: tempi di collegamento alle linee telefoniche del centro di cure intensive cardiache
Carta di controllo dei valori individuali e della escursione mobile
Le carte di controllo riportate, che rappresentano i valori individuali ela variazione, mostrano che qual-cosa è cambiato nel processo, e orai risultati sono stabilmente migliori.
(UCL= LSC limite superiore di controllo LCL = LIC limite inferiore di controllo)
LE CARTE DI CONTROLLO (10)LE CARTE DI CONTROLLO (10)LE CARTE DI CONTROLLO (10)LE CARTE DI CONTROLLO (10)LE CARTE DI CONTROLLO (10)LE CARTE DI CONTROLLO (10)LE CARTE DI CONTROLLO (10)LE CARTE DI CONTROLLO (10)
Politecnico di Milano – Dipartimento di Elettrotecnica 9
2 – Gli StrumentiAffidabilità e Controllo Qualità
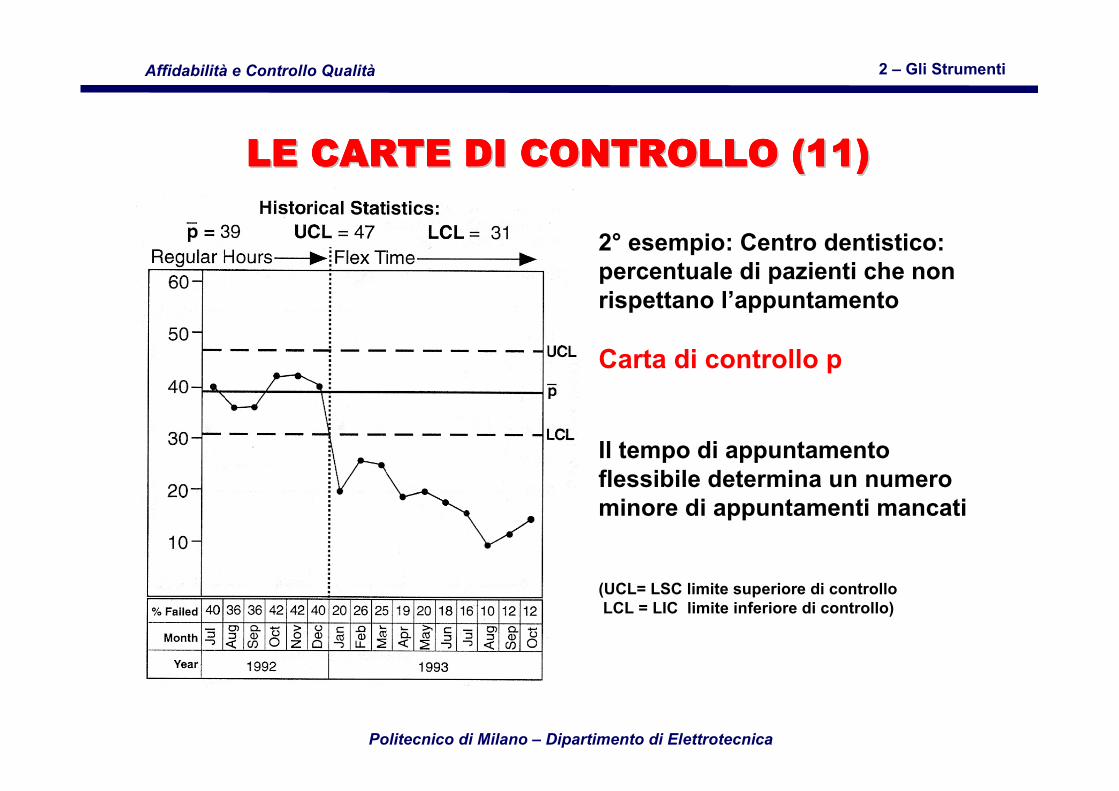
2° esempio: Centro dentistico: percentuale di pazienti che non rispettano l’appuntamento
Carta di controllo p
Il tempo di appuntamento flessibile determina un numero minore di appuntamenti mancati
(UCL= LSC limite superiore di controllo LCL = LIC limite inferiore di controllo)
LE CARTE DI CONTROLLO (11)LE CARTE DI CONTROLLO (11)LE CARTE DI CONTROLLO (11)LE CARTE DI CONTROLLO (11)LE CARTE DI CONTROLLO (11)LE CARTE DI CONTROLLO (11)LE CARTE DI CONTROLLO (11)LE CARTE DI CONTROLLO (11)

Politecnico di Milano – Dipartimento di Elettrotecnica 10
2 – Gli StrumentiAffidabilità e Controllo Qualità
3° esempio: processo di saldatura
Carta di controllo u
(UCL= LSC limite superiore di controllo LCL = LIC limite inferiore di controllo)
LE CARTE DI CONTROLLO (12)LE CARTE DI CONTROLLO (12)LE CARTE DI CONTROLLO (12)LE CARTE DI CONTROLLO (12)LE CARTE DI CONTROLLO (12)LE CARTE DI CONTROLLO (12)LE CARTE DI CONTROLLO (12)LE CARTE DI CONTROLLO (12)
Politecnico di Milano – Dipartimento di Elettrotecnica 11
2 – Gli StrumentiAffidabilità e Controllo Qualità
LE CARTE DI CONTROLLO (13)LE CARTE DI CONTROLLO (13)LE CARTE DI CONTROLLO (13)LE CARTE DI CONTROLLO (13)LE CARTE DI CONTROLLO (13)LE CARTE DI CONTROLLO (13)LE CARTE DI CONTROLLO (13)LE CARTE DI CONTROLLO (13)
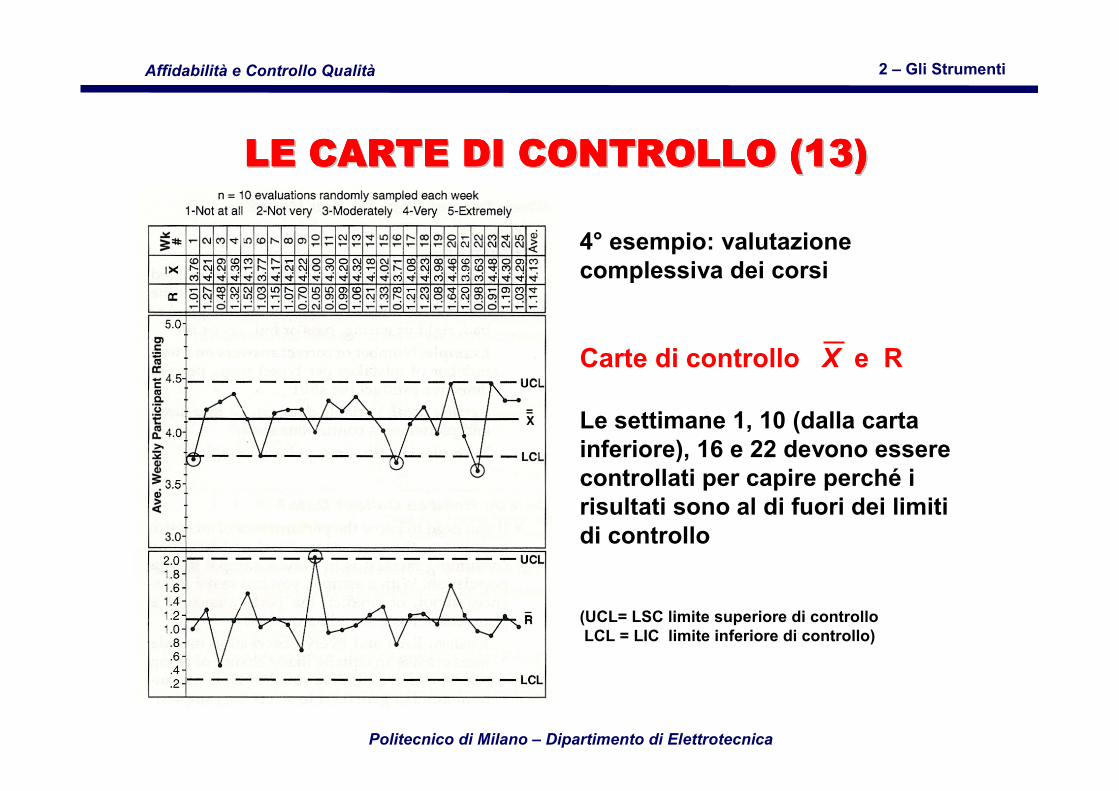
4° esempio: valutazione complessiva dei corsi
Carte di controllo X e R
Le settimane 1, 10 (dalla carta inferiore), 16 e 22 devono essere controllati per capire perché i risultati sono al di fuori dei limiti di controllo
(UCL= LSC limite superiore di controllo LCL = LIC limite inferiore di controllo)

Politecnico di Milano – Dipartimento di Elettrotecnica 12
2 – Gli StrumentiAffidabilità e Controllo Qualità
Come indagare su un processo fuori controllo: alcune domande da porsi
� Ci sono problemi di accuratezza di misura legati agli strumenti o metodi usati?� Ci sono differenze nelle metodologie usate dai diversi operatori?� Il processo è influenzato dalle condizioni ambientali, quali temperatura, umidità ecc.?� Ci sono stati cambiamenti significativi nell’ambiente in cui opera il processo?� Ha operato sul processo personale non addestrato o inesperto?� Ci sono stati cambiamenti negli input del processo? (ad es. materiali grezzi, ecc.)� Il processo è influenzato da condizioni di affaticamento del personale?� Ci sono stati cambi di politica di gestione del processo o di procedure? (ad es. modalità di manutenzione ecc.)� Il processo viene ritoccato frequentemente?� I campioni sono stati ricavati da diverse parti dl processo?� Il personale ha timore di riferire dati cattivi?�……………
Ogni risposta positiva rappresenta una possibile causa per il processo fuori controllo.
LE CARTE DI CONTROLLO (14)LE CARTE DI CONTROLLO (14)LE CARTE DI CONTROLLO (14)LE CARTE DI CONTROLLO (14)LE CARTE DI CONTROLLO (14)LE CARTE DI CONTROLLO (14)LE CARTE DI CONTROLLO (14)LE CARTE DI CONTROLLO (14)
Politecnico di Milano – Dipartimento di Elettrotecnica 13
2 – Gli StrumentiAffidabilità e Controllo Qualità
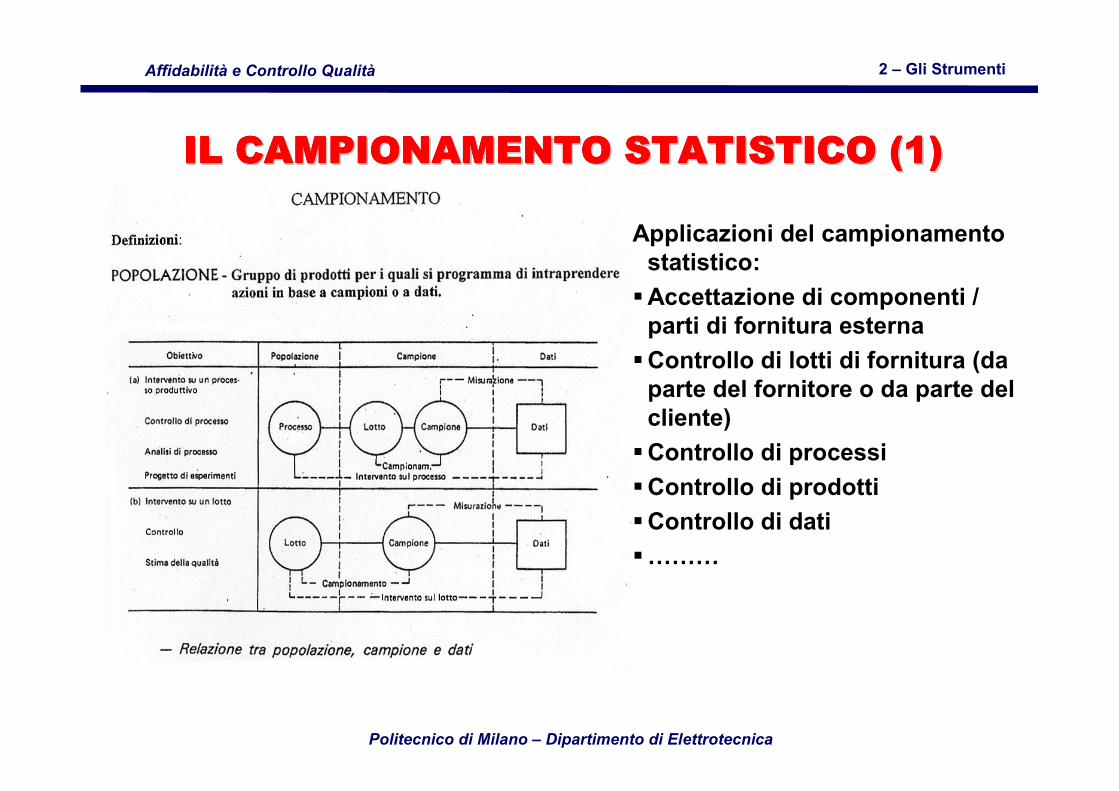
IL CAMPIONAMENTO STATISTICO (1)IL CAMPIONAMENTO STATISTICO (1)IL CAMPIONAMENTO STATISTICO (1)IL CAMPIONAMENTO STATISTICO (1)IL CAMPIONAMENTO STATISTICO (1)IL CAMPIONAMENTO STATISTICO (1)IL CAMPIONAMENTO STATISTICO (1)IL CAMPIONAMENTO STATISTICO (1)
Applicazioni del campionamento statistico:
�Accettazione di componenti / parti di fornitura esterna
�Controllo di lotti di fornitura (da parte del fornitore o da parte del cliente)
�Controllo di processi�Controllo di prodotti�Controllo di dati�………
Politecnico di Milano – Dipartimento di Elettrotecnica 14
2 – Gli StrumentiAffidabilità e Controllo Qualità
( )2
21
*21
−−= σ
µ
πσ
x
exf
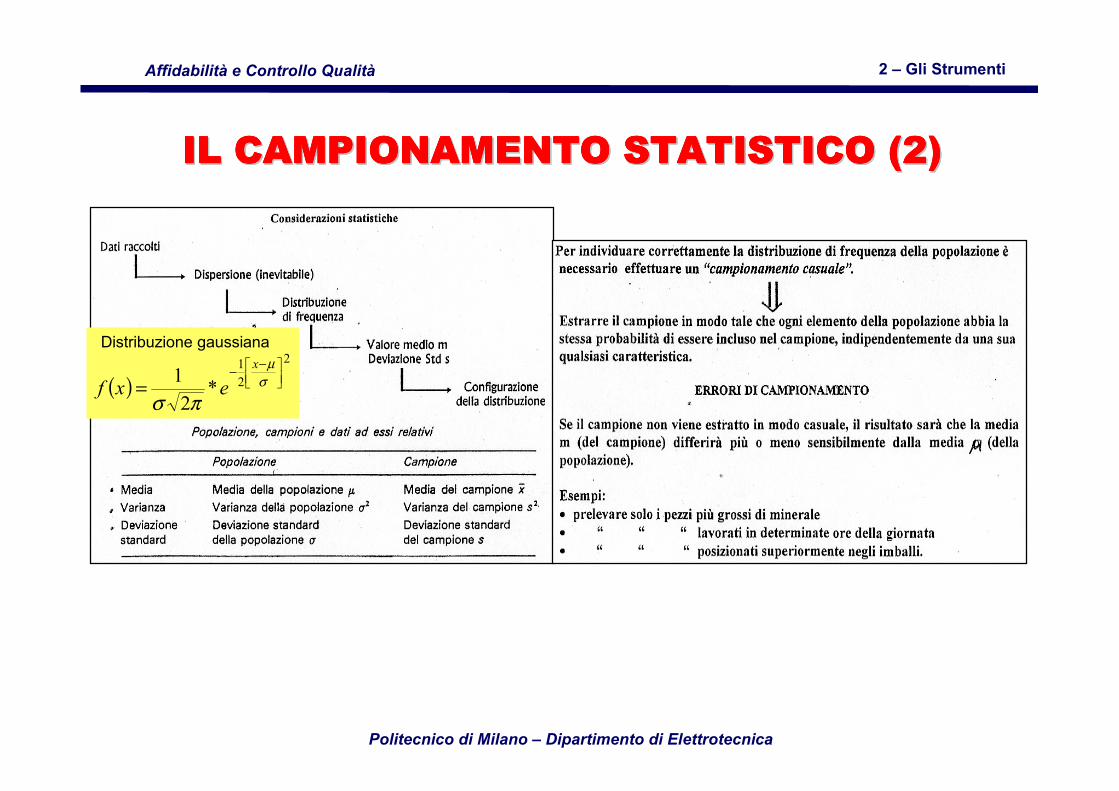
Distribuzione gaussiana
IL CAMPIONAMENTO STATISTICO (2)IL CAMPIONAMENTO STATISTICO (2)IL CAMPIONAMENTO STATISTICO (2)IL CAMPIONAMENTO STATISTICO (2)IL CAMPIONAMENTO STATISTICO (2)IL CAMPIONAMENTO STATISTICO (2)IL CAMPIONAMENTO STATISTICO (2)IL CAMPIONAMENTO STATISTICO (2)

Politecnico di Milano – Dipartimento di Elettrotecnica 15
2 – Gli StrumentiAffidabilità e Controllo Qualità
QUANDO È NECESSARIO� Prove distruttive� Grandi quantitativi� Controlli molto onerosi
QUANDO È OPPORTUNO
� Per ridurre i costi di controllo� Per stimolare il fornitore all’autocontrollo e al miglioramento� Quando il livello di qualità ha raggiunto valori elevati che non giustificano un controllo al 100%
FASI PRINCIPALI DEL CONTROLLOPER CAMPIONAMENTO
� Stabilire in anticipo la frazione difettosa accettabile� Definire la numerosità del campione, sulla base della confidenza statistica richiesta e della complessità / costo della prova� Effettuare materialmente il controllo
Nota: è sbagliato considerare aprioristicamente che un controllo al 100% dia più garanzie di un controllo statistico!
IL CAMPIONAMENTO STATISTICO (3)IL CAMPIONAMENTO STATISTICO (3)IL CAMPIONAMENTO STATISTICO (3)IL CAMPIONAMENTO STATISTICO (3)IL CAMPIONAMENTO STATISTICO (3)IL CAMPIONAMENTO STATISTICO (3)IL CAMPIONAMENTO STATISTICO (3)IL CAMPIONAMENTO STATISTICO (3)

Politecnico di Milano – Dipartimento di Elettrotecnica 16
2 – Gli StrumentiAffidabilità e Controllo Qualità
IL CONTROLLO PER CAMPIONAMENTO
Considerazioni e risultati relativi a campioni con diversa numerosità: La scelta della dimensione del campione deve essere un giusto compromesso tra sicurezza del risultato e tempi / costi di esecuzione.
Si consideri il seguente esempio.
IL CAMPIONAMENTO STATISTICO (4)IL CAMPIONAMENTO STATISTICO (4)IL CAMPIONAMENTO STATISTICO (4)IL CAMPIONAMENTO STATISTICO (4)IL CAMPIONAMENTO STATISTICO (4)IL CAMPIONAMENTO STATISTICO (4)IL CAMPIONAMENTO STATISTICO (4)IL CAMPIONAMENTO STATISTICO (4)
Politecnico di Milano – Dipartimento di Elettrotecnica 17
2 – Gli StrumentiAffidabilità e Controllo Qualità
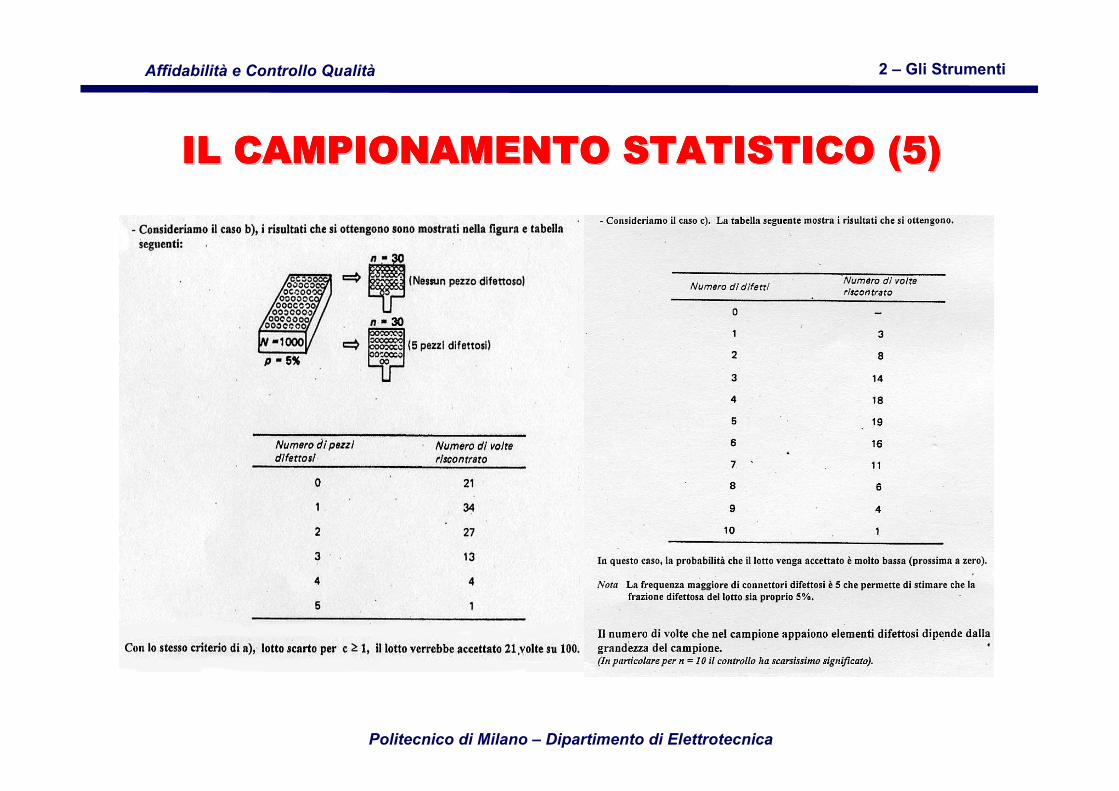
IL CAMPIONAMENTO STATISTICO (5)IL CAMPIONAMENTO STATISTICO (5)IL CAMPIONAMENTO STATISTICO (5)IL CAMPIONAMENTO STATISTICO (5)IL CAMPIONAMENTO STATISTICO (5)IL CAMPIONAMENTO STATISTICO (5)IL CAMPIONAMENTO STATISTICO (5)IL CAMPIONAMENTO STATISTICO (5)

Politecnico di Milano – Dipartimento di Elettrotecnica 18
2 – Gli StrumentiAffidabilità e Controllo Qualità
P0 = limite superiore per la frazionedifettosa del lotto ritenuta accettabile
P1 = limite inferiore per la frazionedifettosa del lotto ritenuta da rifiutare
α = rischio del produttore o fornitoreβ = rischio del cliente
IL CAMPIONAMENTO STATISTICO (6)IL CAMPIONAMENTO STATISTICO (6)IL CAMPIONAMENTO STATISTICO (6)IL CAMPIONAMENTO STATISTICO (6)IL CAMPIONAMENTO STATISTICO (6)IL CAMPIONAMENTO STATISTICO (6)IL CAMPIONAMENTO STATISTICO (6)IL CAMPIONAMENTO STATISTICO (6)
CURVA CARATTERISTICA OPERATIVAÈ un diagramma che indica la probabilità di accettazione di lotti in funzione della difettosa presente negli stessi
Politecnico di Milano – Dipartimento di Elettrotecnica 19
2 – Gli StrumentiAffidabilità e Controllo Qualità
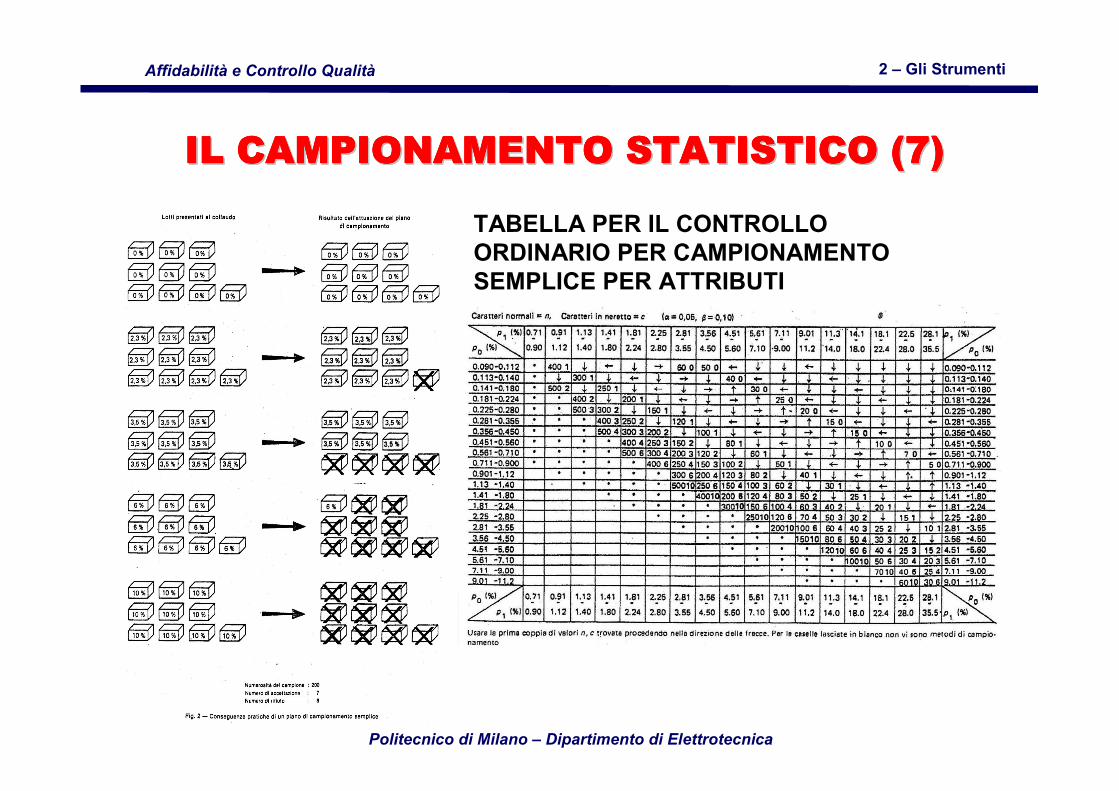
IL CAMPIONAMENTO STATISTICO (7)IL CAMPIONAMENTO STATISTICO (7)IL CAMPIONAMENTO STATISTICO (7)IL CAMPIONAMENTO STATISTICO (7)IL CAMPIONAMENTO STATISTICO (7)IL CAMPIONAMENTO STATISTICO (7)IL CAMPIONAMENTO STATISTICO (7)IL CAMPIONAMENTO STATISTICO (7)
TABELLA PER IL CONTROLLO ORDINARIO PER CAMPIONAMENTO SEMPLICE PER ATTRIBUTI

Politecnico di Milano – Dipartimento di Elettrotecnica 20
2 – Gli StrumentiAffidabilità e Controllo Qualità
Il livello di collaudo sceltodetermina il potere discriminante della prova.Il livello S1 è quello con minor potere discriminante, il livello III è quello con maggior potere discriminante.Salvo diversa indicazione e per normali necessità si usaIl livello II. I livelli speciali S1,S2, S3, S4 sono usati quando sono necessarie numerosità dicampione piccole, e possonoo devono essere tollerati i rischi determinati dal minorpotere discriminante (ad es. controlli su materiali ricavati da un processo continuo).La scelta di collaudo ordinario,rinforzato o ridotto (vedi oltre)è completamente indipendentedal livello di collaudo scelto.
LIVELLO DI COLLAUDOIL CAMPIONAMENTO STATISTICO (8)IL CAMPIONAMENTO STATISTICO (8)IL CAMPIONAMENTO STATISTICO (8)IL CAMPIONAMENTO STATISTICO (8)IL CAMPIONAMENTO STATISTICO (8)IL CAMPIONAMENTO STATISTICO (8)IL CAMPIONAMENTO STATISTICO (8)IL CAMPIONAMENTO STATISTICO (8)
Politecnico di Milano – Dipartimento di Elettrotecnica 21
2 – Gli StrumentiAffidabilità e Controllo Qualità
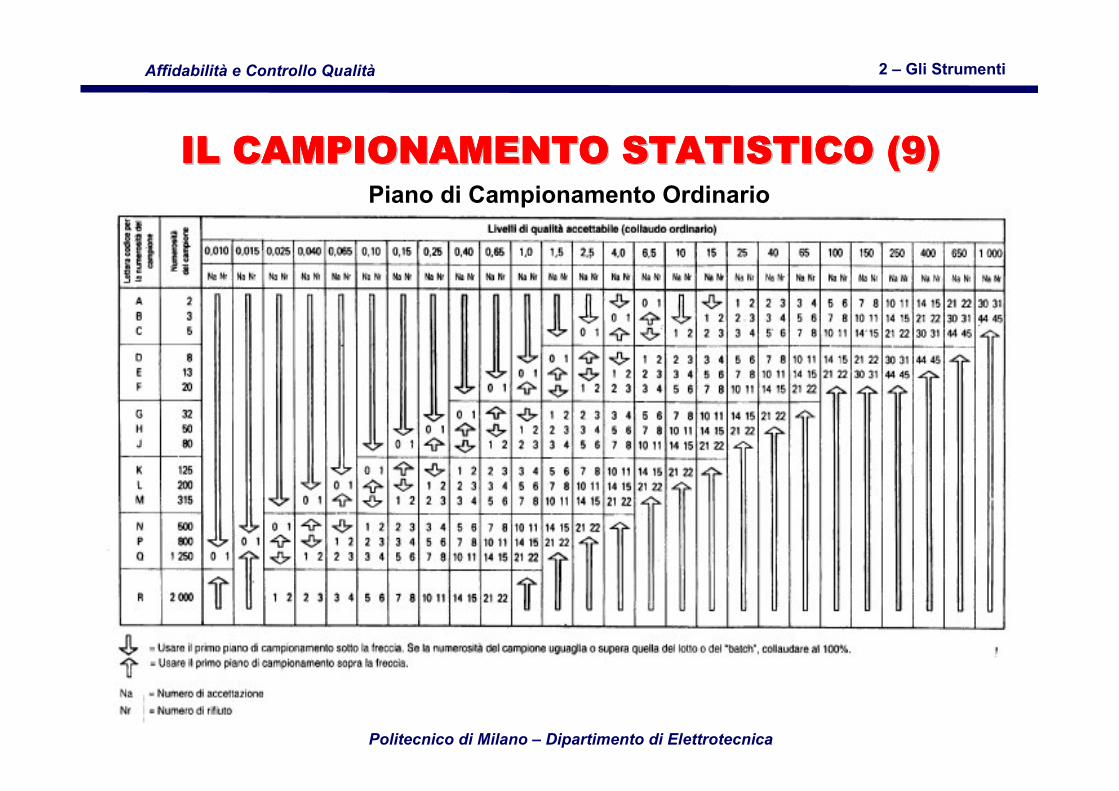
Piano di Campionamento OrdinarioIL CAMPIONAMENTO STATISTICO (9)IL CAMPIONAMENTO STATISTICO (9)IL CAMPIONAMENTO STATISTICO (9)IL CAMPIONAMENTO STATISTICO (9)IL CAMPIONAMENTO STATISTICO (9)IL CAMPIONAMENTO STATISTICO (9)IL CAMPIONAMENTO STATISTICO (9)IL CAMPIONAMENTO STATISTICO (9)
Politecnico di Milano – Dipartimento di Elettrotecnica 22
2 – Gli StrumentiAffidabilità e Controllo Qualità
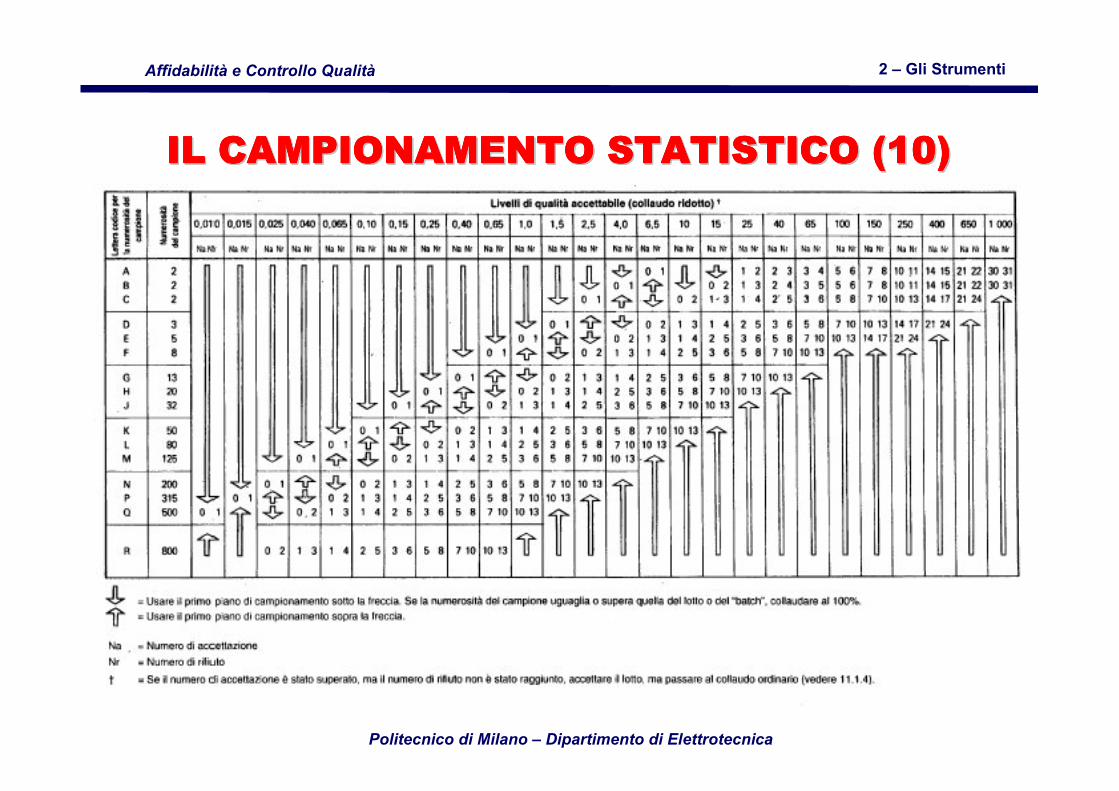
IL CAMPIONAMENTO STATISTICO (10)IL CAMPIONAMENTO STATISTICO (10)IL CAMPIONAMENTO STATISTICO (10)IL CAMPIONAMENTO STATISTICO (10)IL CAMPIONAMENTO STATISTICO (10)IL CAMPIONAMENTO STATISTICO (10)IL CAMPIONAMENTO STATISTICO (10)IL CAMPIONAMENTO STATISTICO (10)Piano di Campionamento Ridotto
Politecnico di Milano – Dipartimento di Elettrotecnica 23
2 – Gli StrumentiAffidabilità e Controllo Qualità
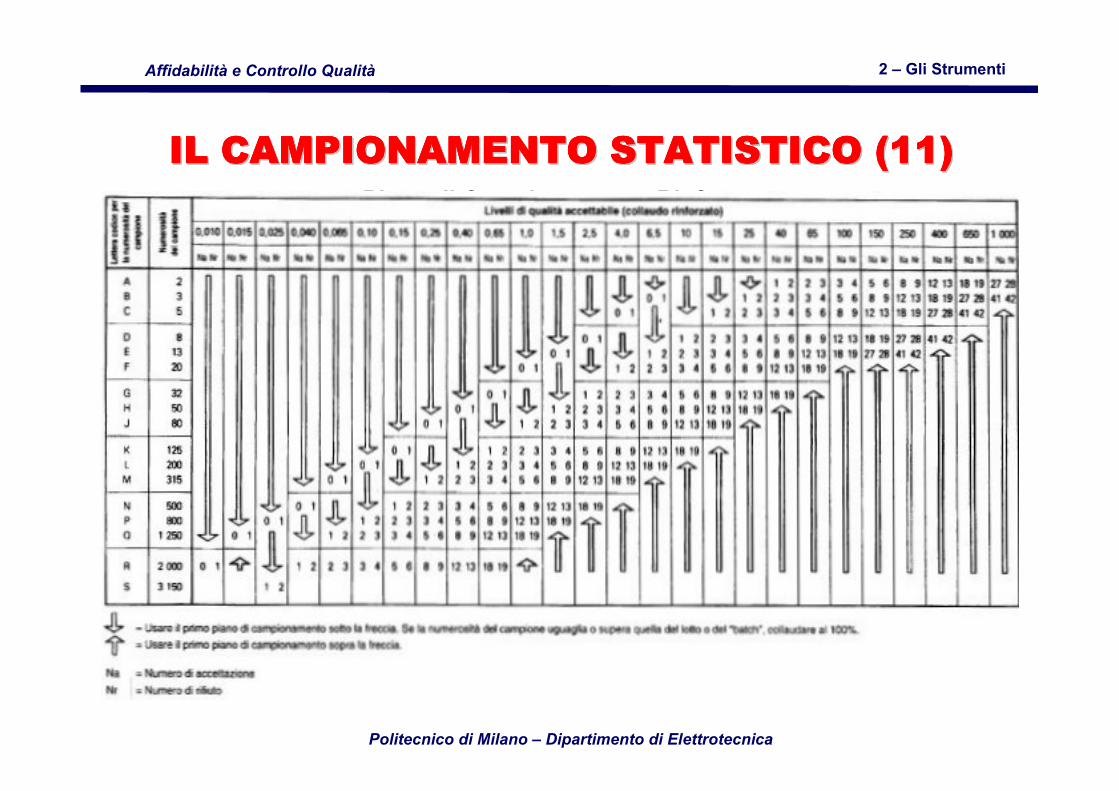
IL CAMPIONAMENTO STATISTICO (11)IL CAMPIONAMENTO STATISTICO (11)IL CAMPIONAMENTO STATISTICO (11)IL CAMPIONAMENTO STATISTICO (11)IL CAMPIONAMENTO STATISTICO (11)IL CAMPIONAMENTO STATISTICO (11)IL CAMPIONAMENTO STATISTICO (11)IL CAMPIONAMENTO STATISTICO (11)Piano di Campionamento Rinforzato
Politecnico di Milano – Dipartimento di Elettrotecnica 24
2 – Gli StrumentiAffidabilità e Controllo Qualità
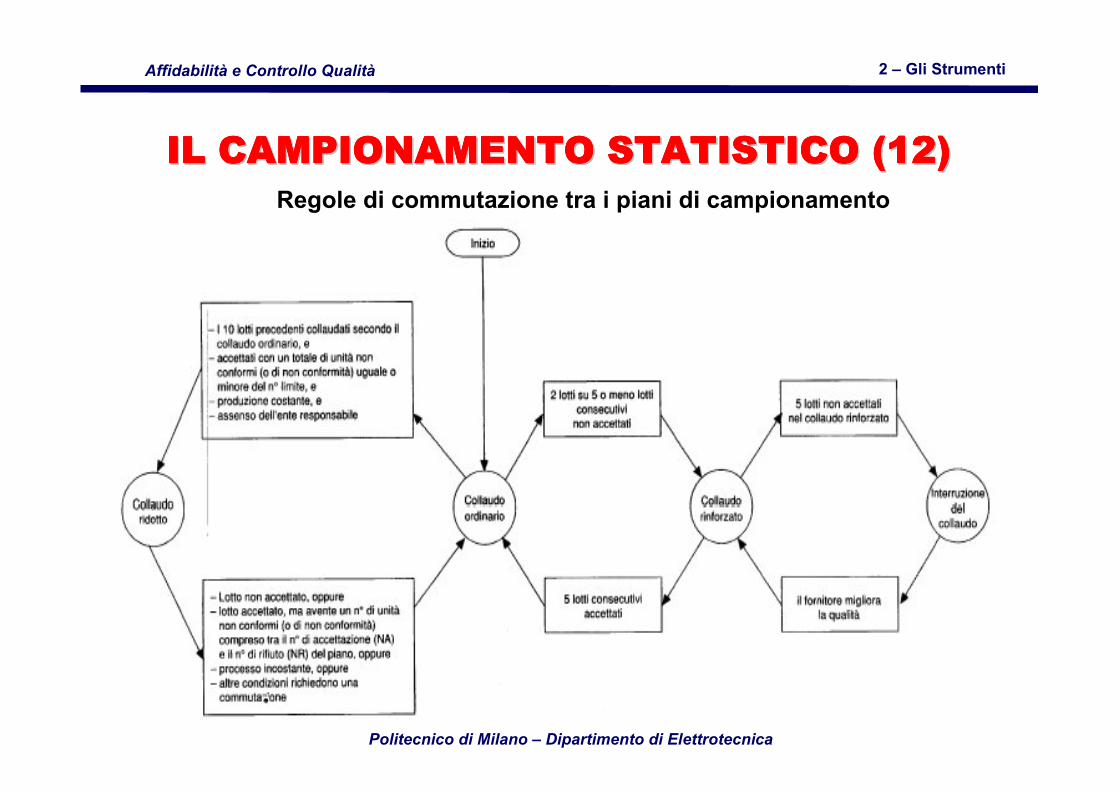
Regole di commutazione tra i piani di campionamento
IL CAMPIONAMENTO STATISTICO (12)IL CAMPIONAMENTO STATISTICO (12)IL CAMPIONAMENTO STATISTICO (12)IL CAMPIONAMENTO STATISTICO (12)IL CAMPIONAMENTO STATISTICO (12)IL CAMPIONAMENTO STATISTICO (12)IL CAMPIONAMENTO STATISTICO (12)IL CAMPIONAMENTO STATISTICO (12)