Le 4 caratteristiche della lamiera che tu e la tua pressa dovete conoscere - Gasparini Industries...
12
Le 4 caratteristiche della lamiera che tu e la tua pressa DOVETE conoscere Scopriamo perché non è possibile affidarsi alle previsioni
-
Upload
gasparini-industries-srl -
Category
Engineering
-
view
23 -
download
5
Transcript of Le 4 caratteristiche della lamiera che tu e la tua pressa dovete conoscere - Gasparini Industries...
Le 4 caratteristiche della lamiera che tu e la tua pressa DOVETE conoscere Scopriamo perché non è possibile affidarsi alle previsioni

Uno dei fenomeni inevitabili nelle presse piegatrici è la deformazione della struttura. Stiamo piegando l'acciaio con dell'altro acciaio, che per ragioni fisiche avrà una deflessione. In particolare la traversa superiore tenderà ad incurvarsi al centro. Il punzone in quel punto si troverà più distante dalla matrice e l'angolo ottenuto sarà maggiore. Il risultato è che il profilo sarà più chiuso alle estremità e più largo in centro, e assomiglierà allo scafo di una barca. Vedremo come una differenza anche minima può rendere la piegatura un processo pieno di insidie.
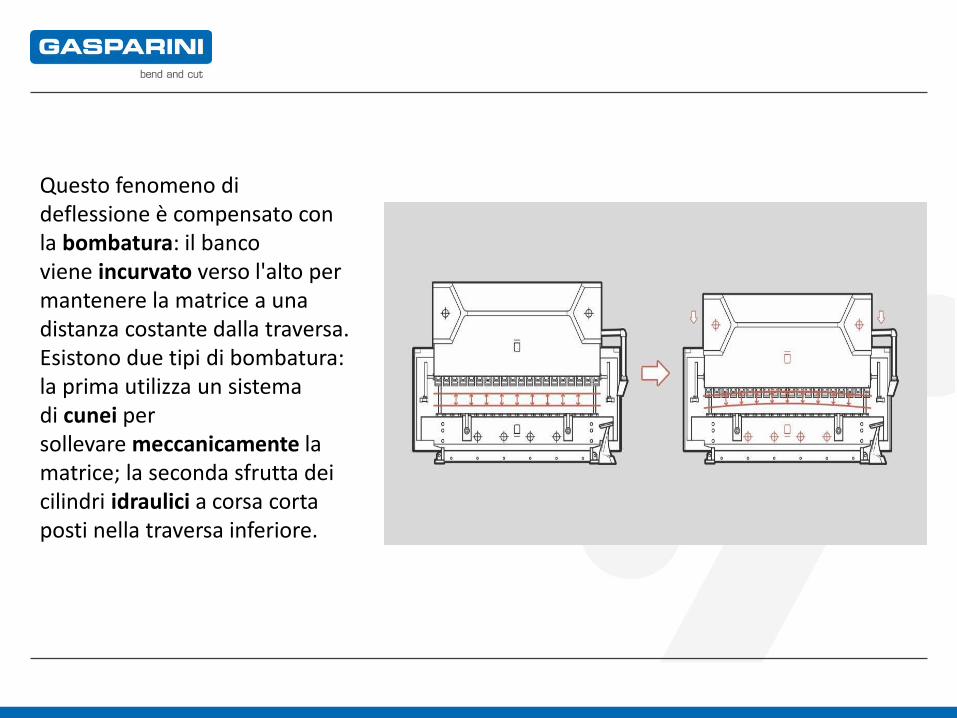
Questo fenomeno di deflessione è compensato con la bombatura: il banco viene incurvato verso l'alto per mantenere la matrice a una distanza costante dalla traversa. Esistono due tipi di bombatura: la prima utilizza un sistema di cunei per sollevare meccanicamente la matrice; la seconda sfrutta dei cilindri idraulici a corsa corta posti nella traversa inferiore.
Ma di quanto compensare? La maggior parte dei costruttori di pressopiegatrici si affida a delle tabelle, compilate conoscendo la struttura della pressa e le caratteristiche del materiale dichiarate dalla fonderia. Tutto corretto, in teoria. In pratica, non funziona perché il comportamento della lamiera non è prevedibile. Ha una propria variabilità che dipende da una serie di fattori. Conoscerli e possibilmente compensarli è indispensabile per non sprecare tempo e materiale in test e campioni, soprattutto oggi dove i quantitativi sono frammentari: ottenere il risultato giusto al primo tentativo diventa fondamentale.
1. Non tutti gli acciai sono creati uguali Cosa si intende con acciaio S275? La lamiera è solitamente classificata secondo la sua tensione di snervamento in MPa. Questo valore è molto variabile, e dipende dalle impurità nella colata e dalle imperfezioni nelle tecniche produttive. Per evitare il pericolo di costruire strutture fragili, la normativa UNI EN 10027-1 prevede che quello indicato sia il valore minimo. Sotto l'etichetta S275 potrà rientrare qualsiasi acciaio con tensione di snervamento non inferiore a 275 MPa (e non superiore a 355 MPa, dove inizia la classe S355). Il risultato è che anche un 320 MPa verrà venduto come S275, nonostante sia il 16% più resistente.
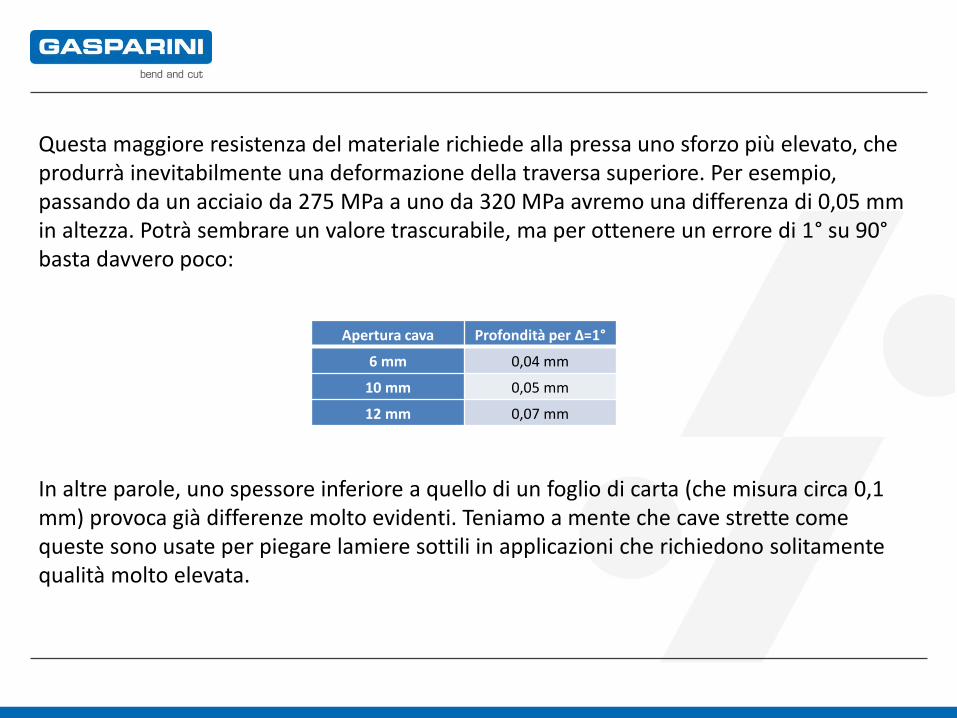
Questa maggiore resistenza del materiale richiede alla pressa uno sforzo più elevato, che produrrà inevitabilmente una deformazione della traversa superiore. Per esempio, passando da un acciaio da 275 MPa a uno da 320 MPa avremo una differenza di 0,05 mm in altezza. Potrà sembrare un valore trascurabile, ma per ottenere un errore di 1° su 90° basta davvero poco: In altre parole, uno spessore inferiore a quello di un foglio di carta (che misura circa 0,1 mm) provoca già differenze molto evidenti. Teniamo a mente che cave strette come queste sono usate per piegare lamiere sottili in applicazioni che richiedono solitamente qualità molto elevata.
Apertura cava Profondità per Δ=1°
6 mm 0,04 mm
10 mm 0,05 mm
12 mm 0,07 mm
2. Non tutte le lamiere escono col buco I dati di targa dell'acciaio che acquistiamo, attendibili o meno, perdono completamente di significato quando modifichiamo la lamiera. I fori cambiano la resistenza alla deformazione lungo la linea di piega, sia nel caso di taglio termico che per asportazione di truciolo. Se poi nello stesso pezzo abbiamo alcune pieghe su parti piene e altre che cadono sulle parti vuote, è impossibile fare pronostici. Le punzonature inoltre introducono anche tensioni interne che rendono ancora più difficile gestire la bombatura pensata come quota fissa di deformazione.
3. Le condizioni contano L'acciaio è un materiale vivo. La direzione di laminazione crea delle fibre nella struttura, perciò piegare una lamiera in parallelo o perpendicolare a questa direzione avrà effetti diversi sia nella forza di piega che nel ritorno elastico. Una lastra appena decapata ha una resistenza più alta rispetto a una che ha subito un invecchiamento e una ossidazione superficiale, anche dopo poche settimane. Oltretutto, non è la stessa cosa piegare un acciaio rovente o uno esposto al gelo invernale: la temperatura influisce nelle condizioni di lavorazione e porta a risultati diversi

Anche le stesse caratteristiche dimensionali sono estremamente variabili, soprattutto per quanto riguarda lo spessore. A tale proposito, la normativa EN 10051:1991+A1:1997 divide la lamiera in varie classi. Prendiamo ad esempio l'acciaio tra i 260 e i 340 MPa, negli spessori fino a 2 mm, e con larghezze tra 1201 e 1500 mm:
Categoria A1 A B C D
Tolleranza
(mm) ± 0,14 mm ± 0,19 mm ± 0,22 mm ± 0,25 mm ± 0,27 mm
In sostanza, una lastra da 2 mm nominali può avere uno spessore variabile del 14% nel caso migliore, e del 31% nel caso peggiore.

4. Chi di taglio ferisce, di taglio perisce. Mentre la cesoiatura modifica le fibre della lamiera, il taglio al plasma, al laser o l'ossitaglio generano uno shock termico localizzato sui bordi del foglio e sul perimetro dei fori, che non può essere ignorato. Per questi motivi, una buona pressa piegatrice non può e non deve basarsi su nessun tipo di banca dati, e non può fare affidamento su nessun software di calcolo o previsione. Non esiste algoritmo in grado di prevedere il comportamento della lamiera. Pensare che l'acciaio si comporti come un materiale perfetto e immutabile è un sogno che porta presto a un brusco risveglio. Se la piegatura non è perfetta, le saldature sono più difficili, la verniciatura si complica e il montaggio diventa più difficile, specialmente in caso di assemblaggi con tolleranze molto strette. Aumentano anche gli sprechi di materiale e le ore di lavoro necessarie.
Questi 4 fattori possono ridurre i margini di un'azienda, se vengono ignorati invece che affrontati. Il piegatore e la pressa devono conoscere a fondo il materiale, saper reagire ai cambiamenti ed adattarsi per garantire sempre il risultato ottimale.

Gasparini Industries s.r.l.
Via F. Filzi, 33
31036 – Istrana (Treviso – TV)
Italia – Italy
t (+39) 0422 8355
f (+39) 0422 835700
Codice Fiscale, Partita IVA: IT 04364470262 – REA: TV
343703
gasparini.it
Migliora le tue lavorazioni su www.gasparini.it – presse piegatrici e cesoie idrauliche