Laboratori Tecnologici ed...
25
Laboratori Tecnologici ed Esercitazioni (anno scolastico 2015-2016) - Filettature - Prof.Gerini Gabriele
Transcript of Laboratori Tecnologici ed...
Laboratori Tecnologici ed
Esercitazioni (anno scolastico 2015-2016)
- Filettature -
Prof.Gerini Gabriele

Filettature - Nozioni generali sulle filettature
L’utilizzo di elementi filettati costituisce il sistema più utilizzato per unire fra loro parti di macchine che
debbano essere facilmente smontati.
La superficie filettata può considerarsi originata dal moto elicoidale di rivoluzione a contatto della superficie di
un cilindro di una figura piana convessa (ad es. un triangolo) giacente in un piano assiale del cilindro.
L’intersezione della filettatura con un piano contenente l’asse dell’elemento filettato stesso determina il profilo
di filettatura.
Dicesi passo del profilo, la
distanza tra due punti
corrispondenti della superficie di
due profili consecutivi, misurata
su una stessa generatrice. Se la
filettatura è ad un solo filetto,
cioè il profilo è formato da un
solo risalto, il passo del profilo è
uguale allo spostamento assiale
in un giro e questo stesso
corrisponde al passo di filettatura
ed è detto semplicemente passo
(figura a sinistra). Se il profilo è
formato da più risalti, come nel
caso a destra, il passo di
filettatura è un multiplo del passo
del profilo (filettature a più
principi). Laboratorio di Disegno Industriale Prof.Gerini Gabriele

Filettature - Nozioni generali sulle filettature
Le filettature si dicono destre o sinistre a seconda che, nella rotazione in senso orario dell’elemento
filettato maschio (vite) rispetto all’elemento filettato femmina (madrevite), la vite si allontani o si avvicini
all’osservatore. Il caso più comune di filettature è tipo destro e ad un solo filetto.
Nella figura sottostante, si riportano i principali elementi che definiscono una filettatura:
Prof.Gerini Gabriele

Filettature - Nozioni generali sulle filettature
Gli elementi principali che definiscono una filettatura sono:
il profilo;
il passo;
il diametro esterno (che corrisponde al diametro nominale della filettatura);
il diametro di nocciolo;
il diametro medio;
l’angolo di inclinazione dell’elica media , definito, per filettature cilindriche, come l’angolo compreso
tra la tangente all’elica media ed un piano perpendicolare all’asse. L’elica media si ricava intersecando
il filetto con il cilindro di diametro medio. Sviluppando tale cilindro su di un piano, si ricava:
tg = p/d
dove p = passo e
d = diametro media della filettatura
L’angolo , al fine di evitare
l’allentamento spontaneo del
collegamento filettato, è
generalmente minore
dell’angolo di attrito (<5°-7°).
Prof.Gerini Gabriele
Filettature - Nozioni generali sulle filettature
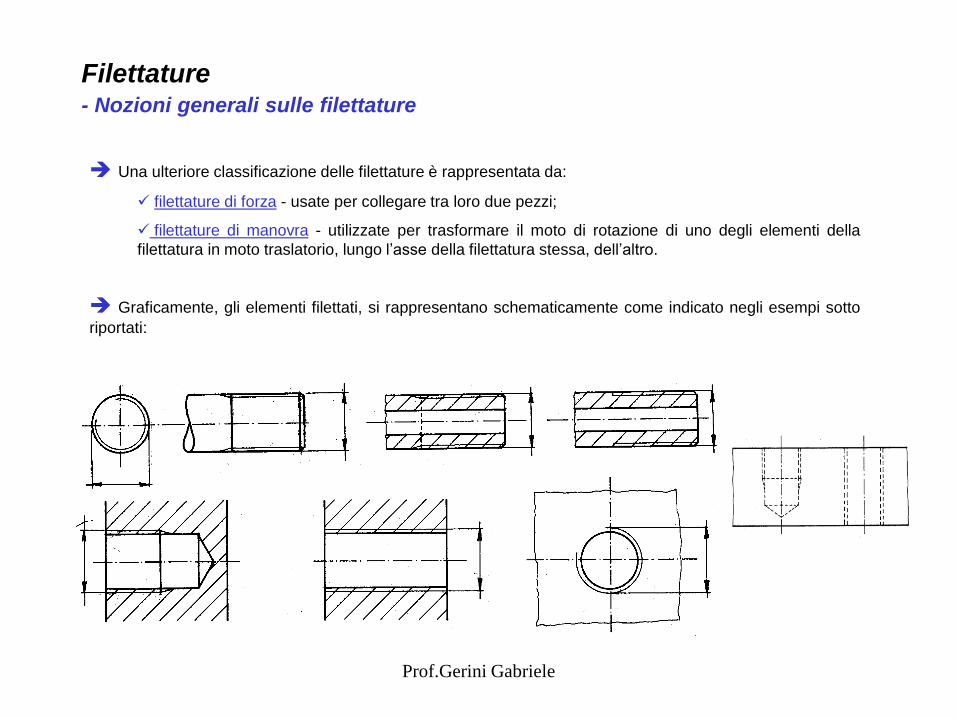
Una ulteriore classificazione delle filettature è rappresentata da:
filettature di forza - usate per collegare tra loro due pezzi;
filettature di manovra - utilizzate per trasformare il moto di rotazione di uno degli elementi della
filettatura in moto traslatorio, lungo l’asse della filettatura stessa, dell’altro.
Graficamente, gli elementi filettati, si rappresentano schematicamente come indicato negli esempi sotto
riportati:
Prof.Gerini Gabriele
Filettature - Nozioni generali sulle filettature
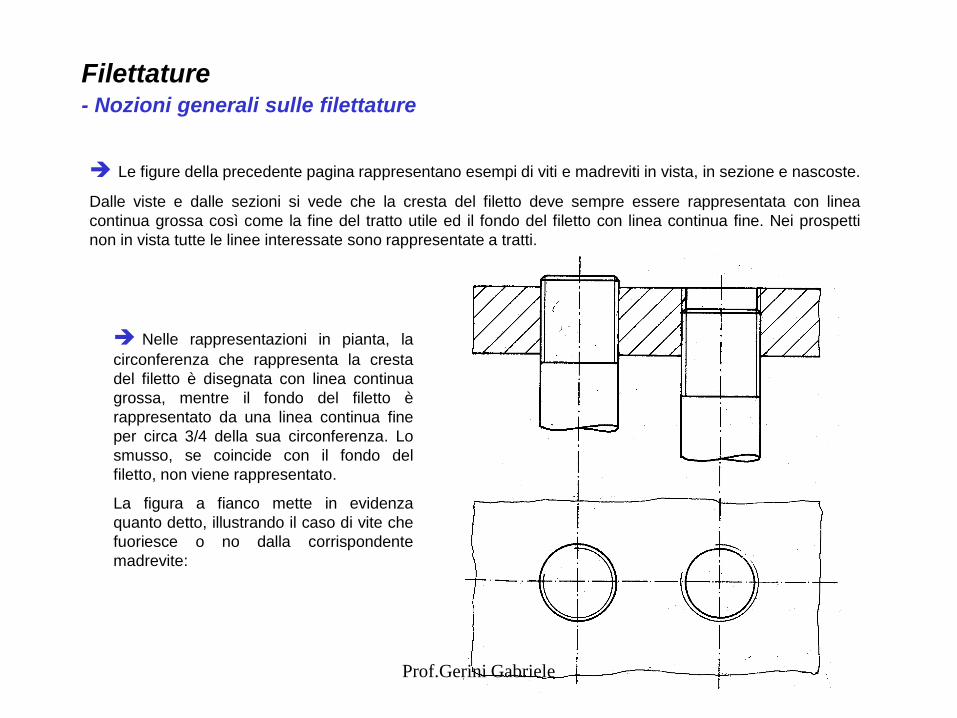
Le figure della precedente pagina rappresentano esempi di viti e madreviti in vista, in sezione e nascoste.
Dalle viste e dalle sezioni si vede che la cresta del filetto deve sempre essere rappresentata con linea
continua grossa così come la fine del tratto utile ed il fondo del filetto con linea continua fine. Nei prospetti
non in vista tutte le linee interessate sono rappresentate a tratti.
Nelle rappresentazioni in pianta, la
circonferenza che rappresenta la cresta
del filetto è disegnata con linea continua
grossa, mentre il fondo del filetto è
rappresentato da una linea continua fine
per circa 3/4 della sua circonferenza. Lo
smusso, se coincide con il fondo del
filetto, non viene rappresentato.
La figura a fianco mette in evidenza
quanto detto, illustrando il caso di vite che
fuoriesce o no dalla corrispondente
madrevite:
Prof.Gerini Gabriele

Filettature - Tipologie di filettature unificate
I tipi di filettature unificate che tratteremo di seguito sono i seguenti:
filettatura metrica ISO;
filettatura Whitworth;
filettatura Gas;
filettatura trapezia;
filettatura a dente di sega.
FILETTATURA METRICA ISO A PROFILO TRIANGOLARE
Prof.Gerini Gabriele
Filettature - Tipologie di filettature unificate
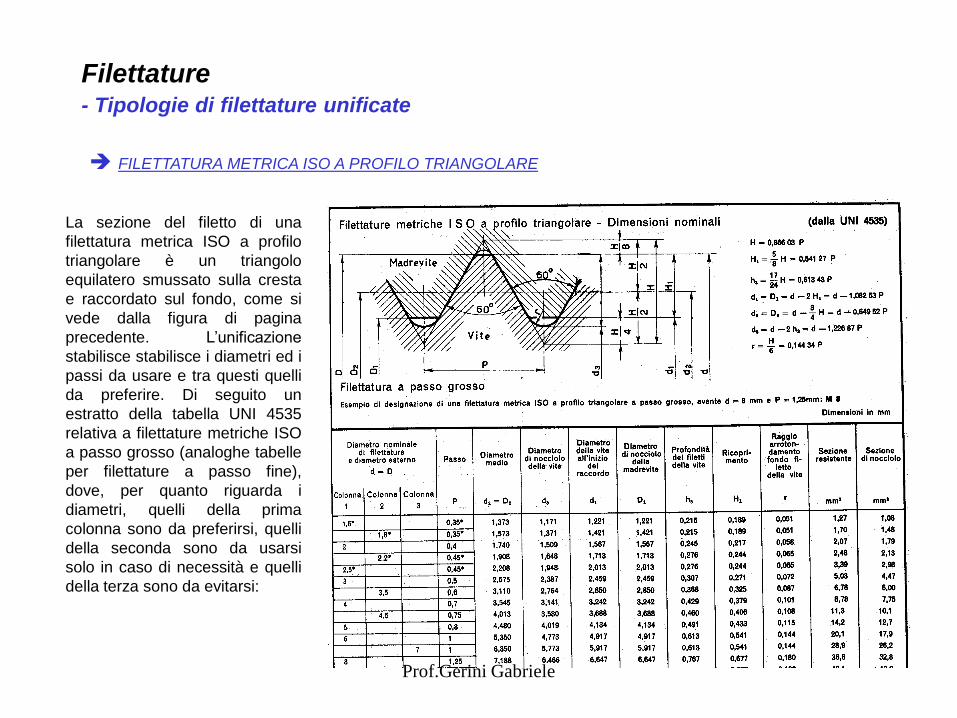
FILETTATURA METRICA ISO A PROFILO TRIANGOLARE
La sezione del filetto di una
filettatura metrica ISO a profilo
triangolare è un triangolo
equilatero smussato sulla cresta
e raccordato sul fondo, come si
vede dalla figura di pagina
precedente. L’unificazione
stabilisce stabilisce i diametri ed i
passi da usare e tra questi quelli
da preferire. Di seguito un
estratto della tabella UNI 4535
relativa a filettature metriche ISO
a passo grosso (analoghe tabelle
per filettature a passo fine),
dove, per quanto riguarda i
diametri, quelli della prima
colonna sono da preferirsi, quelli
della seconda sono da usarsi
solo in caso di necessità e quelli
della terza sono da evitarsi:
Prof.Gerini Gabriele
Filettature - Tipologie di filettature unificate
FILETTATURA METRICA ISO A PROFILO TRIANGOLARE
Esistono due categorie di passi: passo grosso e passo fine. Il passo grosso è, a parità di diametro, il passo più
grosso di tutti quelli adottabili. Per ogni diametro, si consiglia di scegliere la filettatura a passo grosso o, non
potendo fare ciò, il passo fine più grosso possibile; questo specialmente per motivi tecnologici di difficoltà di
realizzazione filettature con passo troppo fine.
La designazione di un elemento filettato viene fatta utilizzando la lettera M seguita dal diametro nominale di
filettatura, dal segno “x” e dal passo. Nella designazione di filettature a passo grosso, si deve omettere
l’indicazione del passo (nel caso della filettatura metrica ISO, il diametro, il passo e tutti gli altri elementi sono
misurati in millimetri).
Poiché anche nella realizzazione di un elemento filettato (vite o madrevite) si possono commettere errori sul
passo, sull’angolo di inclinazione e sui valori dei vari diametri, nella tabella UNI 5541 vengono fissati dei campi
di tolleranza per le grandezze sopra nominate in funzione della dimensione della filettatura.
Questo tipo di filettatura, come altre a
profilo triangolare, sono normalmente di
forza; infatti, come si vede dalla figura a
lato, a parità di passo, il filetto a sezione
triangolare ha una sezione alla radice
maggiore rispetto agli altri tipi di filetto e
quindi può sopportare sforzi maggiori:
Prof.Gerini Gabriele
Filettature - Tipologie di filettature unificate
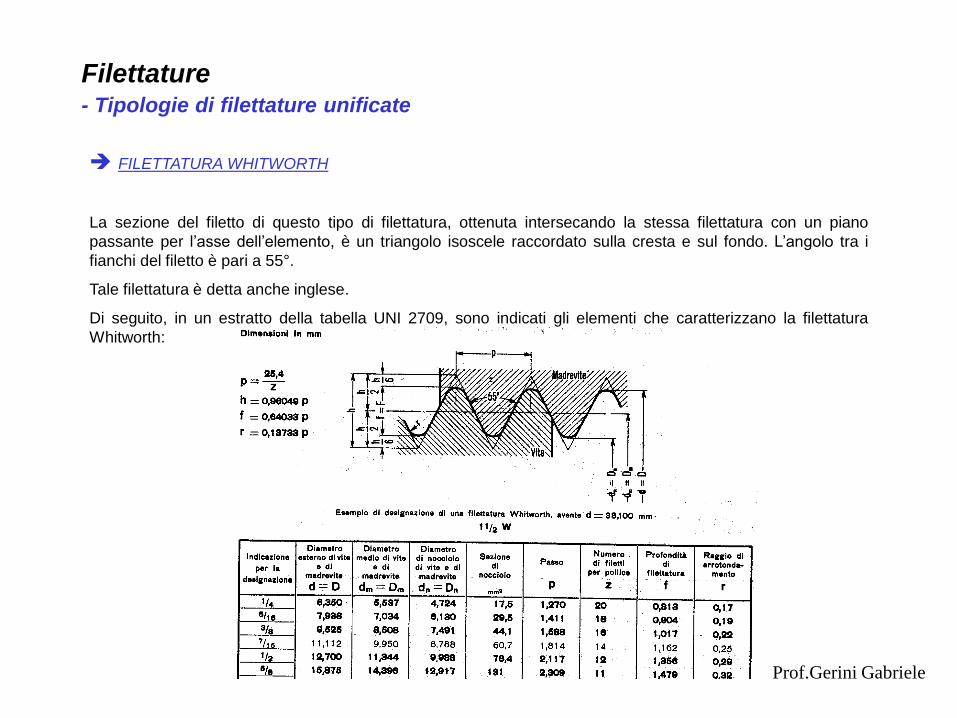
FILETTATURA WHITWORTH
La sezione del filetto di questo tipo di filettatura, ottenuta intersecando la stessa filettatura con un piano
passante per l’asse dell’elemento, è un triangolo isoscele raccordato sulla cresta e sul fondo. L’angolo tra i
fianchi del filetto è pari a 55°.
Tale filettatura è detta anche inglese.
Di seguito, in un estratto della tabella UNI 2709, sono indicati gli elementi che caratterizzano la filettatura
Whitworth:
Prof.Gerini Gabriele

Filettature - Tipologie di filettature unificate
FILETTATURA GAS
La sezione del filetto della filettatura gas è, come per la Whitworth, un triangolo isoscele con angolo al vertice
di 55° raccordato sulla cresta e sul fondo. Esistono differenti versioni di questa filettatura, a seconda che la
stessa debba permettere la realizzazione di accoppiamenti a tenuta stagna oppure no, sul filetto. Le filettature
gas trovano un larghissimo impiego per tubazioni, raccordi e accessori analoghi nella costruzione di circuiti
idraulici, pneumatici e oleodinamici.
La tabella seguente che rappresenta un estratto della norma UNI ISO 228, è relativa a filettature per
accoppiamenti non a tenuta stagna sul filetto:
Prof.Gerini Gabriele

Filettature - Tipologie di filettature unificate
La tabella seguente che rappresenta un estratto della norma UNI ISO 7, è relativa a filettature gas per
accoppiamenti a tenuta stagna sul filetto:
Prof.Gerini Gabriele

Filettature - Tipologie di filettature unificate
La sezione del filetto della filettatura trapezia è un trapezio isoscele. L’angolo tra i fianchi del filetto è 30°. Questa
filettatura ha sostituito quelle di tipo a profilo quadrato e rettangolare delle quali è più resistente, più precisa e di più
facile costruzione. Le viti con questo tipo di filettatura sono utilizzate principalmente per organi di manovra; la
minore inclinazione dei fianchi del filetto rispetto ad un piano perpendicolare all’asse della filettatura (15° contro i
30° delle metriche a profilo triangolare) fa sì che questa filettatura abbia un rendimento maggiore. E’ unificata dalla
UNI ISO 2901-2904. Sotto, una rappresentazione che riporta gli elementi geometrici del profilo base:
FILETTATURA TRAPEZIA
Prof.Gerini Gabriele
Filettature - Tipologie di filettature unificate
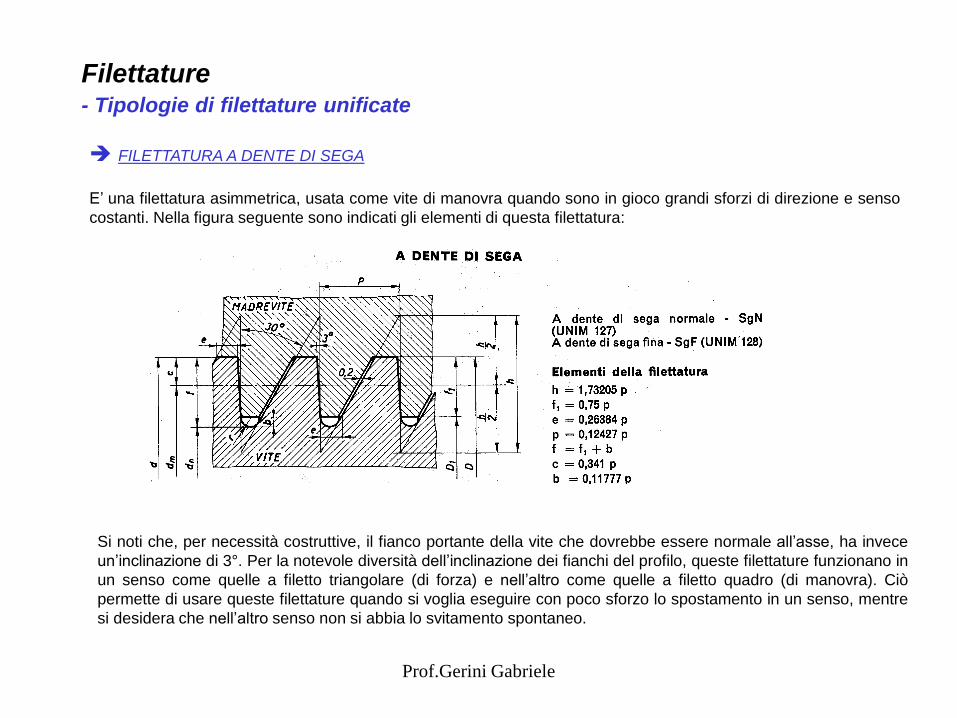
E’ una filettatura asimmetrica, usata come vite di manovra quando sono in gioco grandi sforzi di direzione e senso
costanti. Nella figura seguente sono indicati gli elementi di questa filettatura:
FILETTATURA A DENTE DI SEGA
Si noti che, per necessità costruttive, il fianco portante della vite che dovrebbe essere normale all’asse, ha invece
un’inclinazione di 3°. Per la notevole diversità dell’inclinazione dei fianchi del profilo, queste filettature funzionano in
un senso come quelle a filetto triangolare (di forza) e nell’altro come quelle a filetto quadro (di manovra). Ciò
permette di usare queste filettature quando si voglia eseguire con poco sforzo lo spostamento in un senso, mentre
si desidera che nell’altro senso non si abbia lo svitamento spontaneo.
Prof.Gerini Gabriele

Filettature - Esecuzione delle filettature
Le filettature si ottengono mediante
l’asportazione di un truciolo di forma
opportuna eseguita con adatti utensili. La
lavorazione può essere eseguita a
macchina impiegando il tornio o apposite
unità filettatrici come indicato a fianco:
oppure a mano, usando maschi e filiere:
Prof.Gerini Gabriele

Filettature - Esecuzione delle filettature
Per la fabbricazione in serie di viti, si
usa anche il metodo di rullatura (vedere
figura a lato), che consiste nell’ottenere i
filetti “rullando” il cilindro da filettare fra due
matrici di forma opportuna ed ottenendo
così i solchi per deformazione plastica.
Qualunque sia il metodo utilizzato,
resta sempre alla fine della filettatura, tanto
nella vite quanto nella madrevite, una parte
di filetto incompleto per una lunghezza
superiore ai due passi circa. Quando per
motivi funzionali non è possibile che ciò
avvenga, è necessario eseguire uno
scarico di lavorazione di dimensioni
opportune prima di filettare il pezzo.
Prof.Gerini Gabriele

Filettature - Esecuzione delle filettature
Quando il tratto da filettare termina con
uno spallamento (figura a lato), al tratto di
filetto incompleto bisogna aggiungere una
distanza che impedisca all’utensile di
battere contro lo spallamento stesso:
Alcuni riferimenti a tabelle UNI relative all’argomento:
UNI 5709 - Distanze di spallamento, tratti a filetto incompleto e gole di scarico per
filettature esterne metriche ISO;
UNI 5710 - Tratti a filetto incompleto, gole di scarico, lunghezze utili a filetto
completo e profondità dei fori per filettature interne metriche ISO.
Prof.Gerini Gabriele

Filettature - Bulloneria
Della bulloneria fanno parte vari elementi filettati, unificati e non, che, mediante l’accoppiamento vite-
madrevite, permettono di realizzare dei collegamenti scomponibili. Nelle pagine seguenti tratteremo di
prigionieri, viti, dadi, bulloni e dei collegamenti che con questi elementi possono essere realizzati.
Collegamento con prigioniero e dado
Il prigioniero è un elemento cilindrico filettato alle
estremità. Una parte, che viene forzata in un foro
filettato, prende il nome di radice, l’altra, destinata a
ricevere un dado prende il nome di gambo.
Il collegamento con prigioniero si effettua tutte le volte
che il materiale del particolare filettato è poco
resistente ad usura e si ritiene si debbano effettuare
frequenti smontaggi. Nella figura a lato un esempio di
questo collegamento:
Nella sequenza delle cinque figure seguenti sono
riportate le varie fasi del collegamento di due
particolari mediante un prigioniero: preparazione dei
fori, montaggio e forzamento del prigioniero, unione
delle due parti. La piastra inferiore viene prima forata
con una punta elicoidale per una conveniente
profondità: Prof.Gerini Gabriele
Filettature - Bulloneria: collegamento a prigioniero
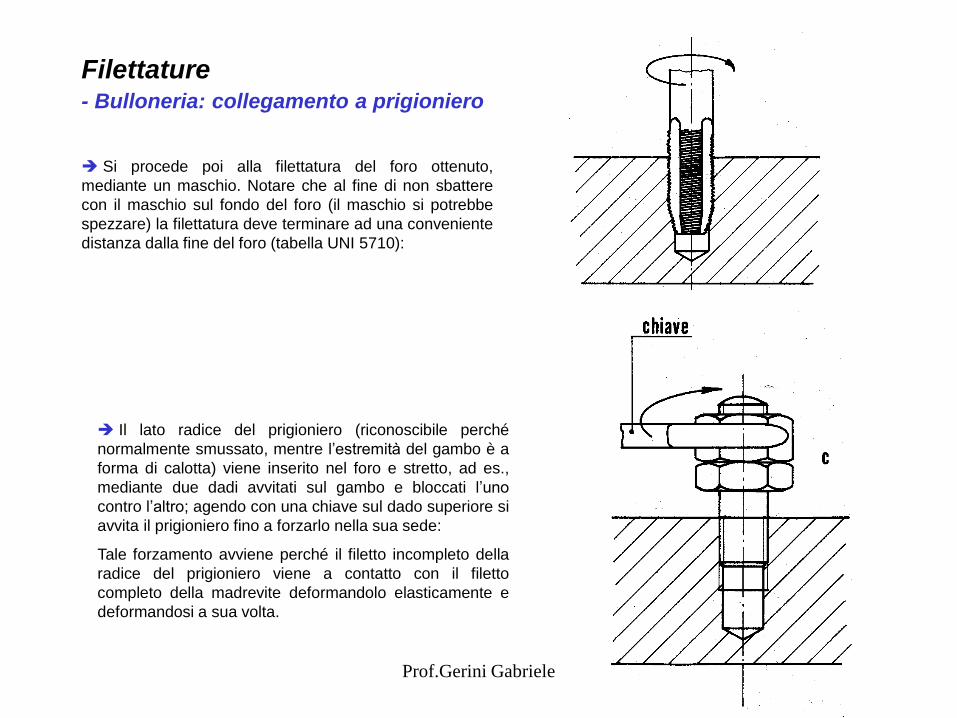
Si procede poi alla filettatura del foro ottenuto,
mediante un maschio. Notare che al fine di non sbattere
con il maschio sul fondo del foro (il maschio si potrebbe
spezzare) la filettatura deve terminare ad una conveniente
distanza dalla fine del foro (tabella UNI 5710):
Il lato radice del prigioniero (riconoscibile perché
normalmente smussato, mentre l’estremità del gambo è a
forma di calotta) viene inserito nel foro e stretto, ad es.,
mediante due dadi avvitati sul gambo e bloccati l’uno
contro l’altro; agendo con una chiave sul dado superiore si
avvita il prigioniero fino a forzarlo nella sua sede:
Tale forzamento avviene perché il filetto incompleto della
radice del prigioniero viene a contatto con il filetto
completo della madrevite deformandolo elasticamente e
deformandosi a sua volta.
Prof.Gerini Gabriele
Filettature - Bulloneria: collegamento con prigioniero
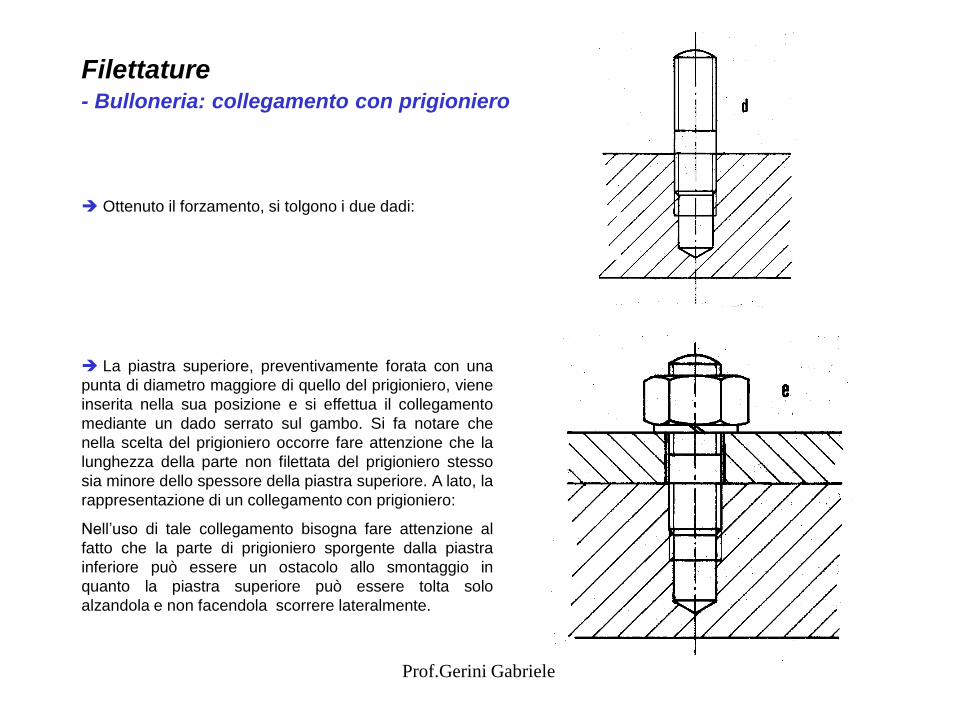
Ottenuto il forzamento, si tolgono i due dadi:
La piastra superiore, preventivamente forata con una
punta di diametro maggiore di quello del prigioniero, viene
inserita nella sua posizione e si effettua il collegamento
mediante un dado serrato sul gambo. Si fa notare che
nella scelta del prigioniero occorre fare attenzione che la
lunghezza della parte non filettata del prigioniero stesso
sia minore dello spessore della piastra superiore. A lato, la
rappresentazione di un collegamento con prigioniero:
Nell’uso di tale collegamento bisogna fare attenzione al
fatto che la parte di prigioniero sporgente dalla piastra
inferiore può essere un ostacolo allo smontaggio in
quanto la piastra superiore può essere tolta solo
alzandola e non facendola scorrere lateralmente.
Prof.Gerini Gabriele
Filettature - Bulloneria: collegamento mediante viti
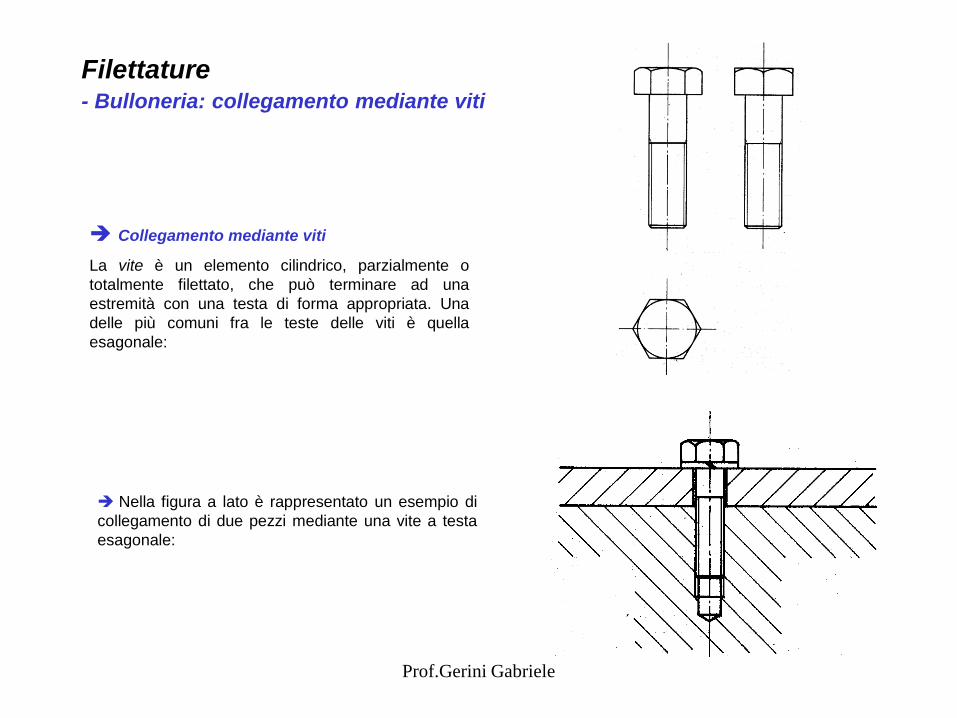
Collegamento mediante viti
La vite è un elemento cilindrico, parzialmente o
totalmente filettato, che può terminare ad una
estremità con una testa di forma appropriata. Una
delle più comuni fra le teste delle viti è quella
esagonale:
Nella figura a lato è rappresentato un esempio di
collegamento di due pezzi mediante una vite a testa
esagonale:
Prof.Gerini Gabriele
Filettature - Bulloneria: collegamento mediante viti
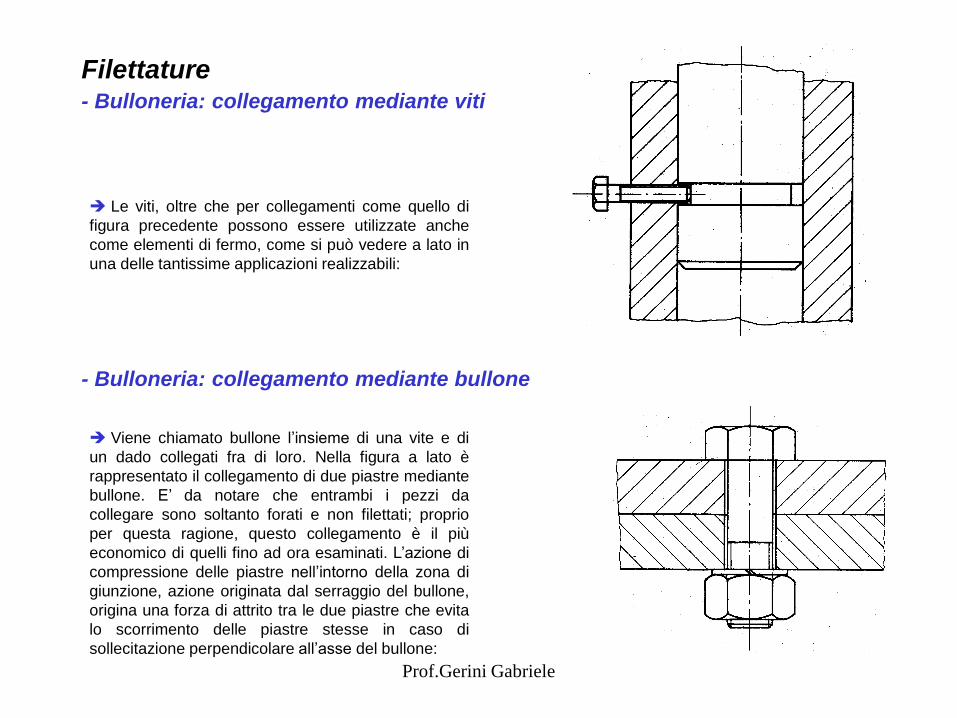
Le viti, oltre che per collegamenti come quello di
figura precedente possono essere utilizzate anche
come elementi di fermo, come si può vedere a lato in
una delle tantissime applicazioni realizzabili:
- Bulloneria: collegamento mediante bullone
Viene chiamato bullone l’insieme di una vite e di
un dado collegati fra di loro. Nella figura a lato è
rappresentato il collegamento di due piastre mediante
bullone. E’ da notare che entrambi i pezzi da
collegare sono soltanto forati e non filettati; proprio
per questa ragione, questo collegamento è il più
economico di quelli fino ad ora esaminati. L’azione di
compressione delle piastre nell’intorno della zona di
giunzione, azione originata dal serraggio del bullone,
origina una forza di attrito tra le due piastre che evita
lo scorrimento delle piastre stesse in caso di
sollecitazione perpendicolare all’asse del bullone:
Prof.Gerini Gabriele
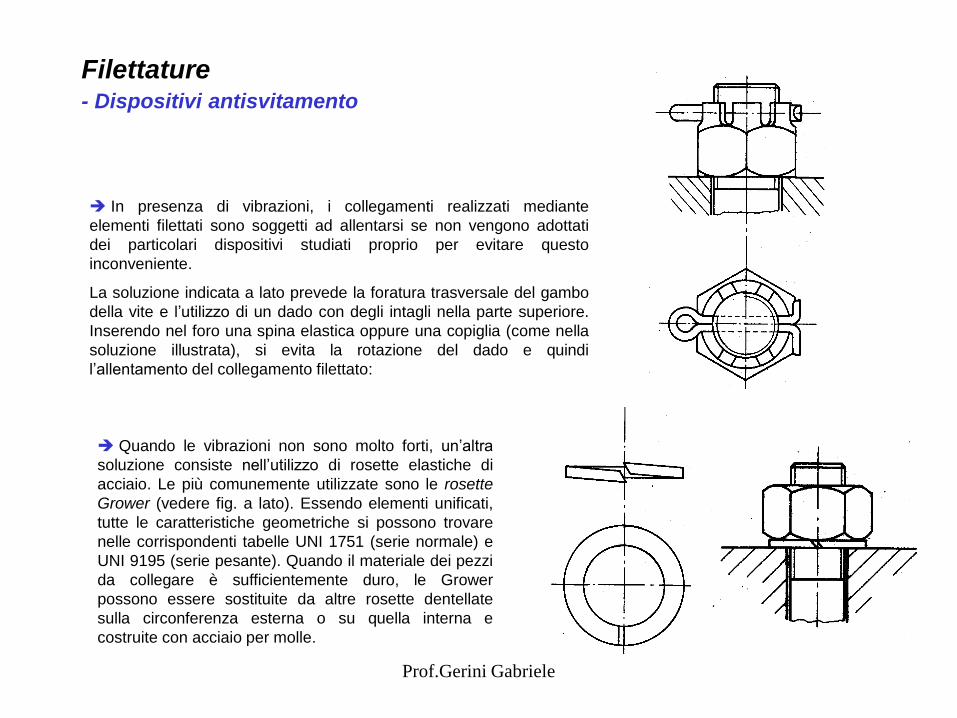
Filettature - Dispositivi antisvitamento
In presenza di vibrazioni, i collegamenti realizzati mediante
elementi filettati sono soggetti ad allentarsi se non vengono adottati
dei particolari dispositivi studiati proprio per evitare questo
inconveniente.
La soluzione indicata a lato prevede la foratura trasversale del gambo
della vite e l’utilizzo di un dado con degli intagli nella parte superiore.
Inserendo nel foro una spina elastica oppure una copiglia (come nella
soluzione illustrata), si evita la rotazione del dado e quindi
l’allentamento del collegamento filettato:
Quando le vibrazioni non sono molto forti, un’altra
soluzione consiste nell’utilizzo di rosette elastiche di
acciaio. Le più comunemente utilizzate sono le rosette
Grower (vedere fig. a lato). Essendo elementi unificati,
tutte le caratteristiche geometriche si possono trovare
nelle corrispondenti tabelle UNI 1751 (serie normale) e
UNI 9195 (serie pesante). Quando il materiale dei pezzi
da collegare è sufficientemente duro, le Grower
possono essere sostituite da altre rosette dentellate
sulla circonferenza esterna o su quella interna e
costruite con acciaio per molle.
Prof.Gerini Gabriele

Filettature - Dispositivi antisvitamento
Un altro metodo molto semplice per realizzare un
dispositivo antisvitamento è quello di sovrapporre al dado
del collegamento, un secondo dado detto controdado. Il
forzamento elastico che si ottiene serrando il controdado sul
dado comporta un aumento delle azioni di attrito tra vite e
madrevite. A lato, un esempio:
Altre soluzioni vengono realizzate utilizzando i cosiddetti dadi e viti
autobloccanti; questi sono muniti, ad un’estremità, di un anello (nel caso
dei dadi) o di un blocchetto (nel caso delle viti) di materiale plastico, che
durante l’avvitamento si deforma ed impedisce quindi l’allentamento.
Nel caso in cui sia previsto l’utilizzo del collegamento filettato in situazioni
con temperature elevate, si trovano anche dadi che al posto dell’inserto in
materiale plastico presentano una lamina di acciaio per molle. Nelle figure
a lato, alcuni esempi di dadi autobloccanti:
Prof.Gerini Gabriele

Filettature - Dispositivi antisvitamento
Qualora gli spazi a disposizione e la forma del
pezzo lo consentano, è possibile utilizzare anche
piastrine di fermo i cui bordi vengono ripiegati sia
su una faccia del dado che su una superficie
fissa appartenente al pezzo collegato. Nella
pagina sono riportati alcuni esempi di
applicazione delle più comuni piastrine unificate:
Prof.Gerini Gabriele