La depurazione delle acque reflue - fedekiko.com fanghi.pdf · derivante dalla sedimentazione...
45
La depurazione delle acque reflue: la linea fanghi A.S. 2013 - 2014
Transcript of La depurazione delle acque reflue - fedekiko.com fanghi.pdf · derivante dalla sedimentazione...
La depurazione delle acque reflue: la linea fanghi
A.S. 2013 - 2014
Depurazione delle acque 2 Trattamento dei fanghi
Trattamento dei fanghi
Come abbiamo più volte puntualizzato sia nell’esame degli impianti biologici che in quelli chimici, i
trattamenti depurativi sono formati da due linee distinte:
1° linea o linea delle acque
In questa linea si eliminano i solidi sedimentabili, si converte il BOD solubile in BOD sedimentabile, si
eliminano il fosforo e l’azoto e dopo ulteriore eliminazione della frazione sedimentabile si ottengono
acque più o meno chiarificate con un BOD ridotto insieme a fanghi nei quali è concentrato il BOD
residuo.
2° linea o linea dei fanghi
In questa linea i fanghi ottenuti nella dalla linea acque, che contengono quasi tutto il BOD residuo e che,
a causa della presenza di rilevanti quantità di materiale batterico, sono altamente putrescibili, vengono
stabilizzati in modo da renderli idonei al successivo essiccamento e smaltimento.
Il trattamento dei fanghi risulta indispensabile poiché:
anche se il volume dei fanghi è molto inferiore a quello delle acque la loro quantità non è
certamente trascurabile;
nei fanghi sono contenuti anche batteri patogeni, virus e parassiti che, se non vengono
opportunamente degradati, possono essere fonte di pericolo per la salute pubblica.
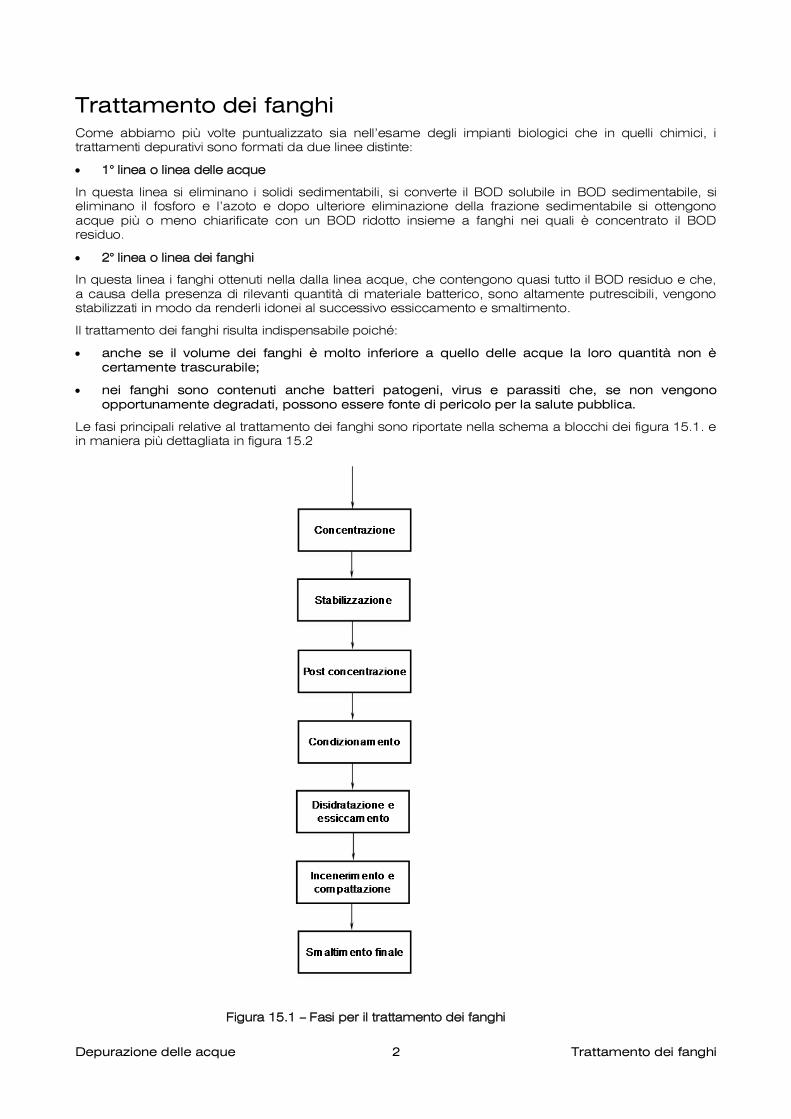
Le fasi principali relative al trattamento dei fanghi sono riportate nella schema a blocchi dei figura 15.1. e
in maniera più dettagliata in figura 15.2
Figura 15.1 – Fasi per il trattamento dei fanghi
Depurazione delle acque 3 Trattamento dei fanghi
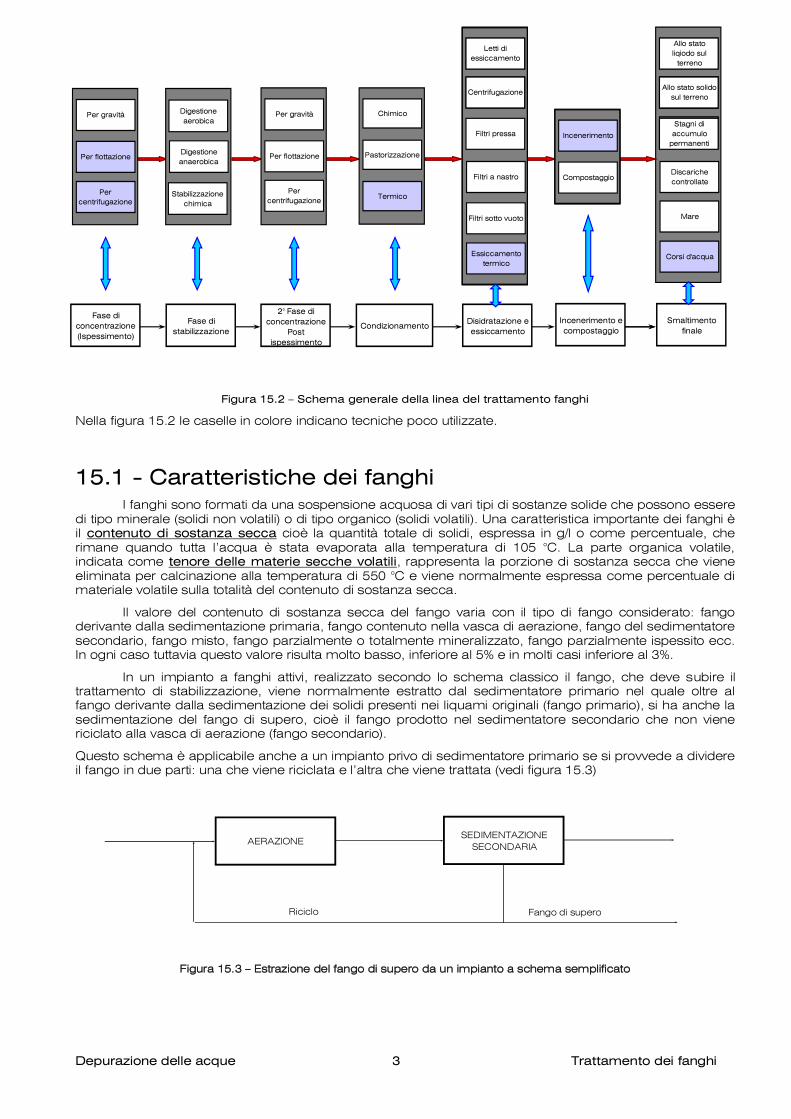
Figura 15.2 – Schema generale della linea del trattamento fanghi
Nella figura 15.2 le caselle in colore indicano tecniche poco utilizzate.
15.1 - Caratteristiche dei fanghi
I fanghi sono formati da una sospensione acquosa di vari tipi di sostanze solide che possono essere
di tipo minerale (solidi non volatili) o di tipo organico (solidi volatili). Una caratteristica importante dei fanghi è
il contenuto di sostanza secca cioè la quantità totale di solidi, espressa in g/l o come percentuale, che
rimane quando tutta l’acqua è stata evaporata alla temperatura di 105 °C. La parte organica volatile,
indicata come tenore delle materie secche volatili, rappresenta la porzione di sostanza secca che viene
eliminata per calcinazione alla temperatura di 550 °C e viene normalmente espressa come percentuale di
materiale volatile sulla totalità del contenuto di sostanza secca.
Il valore del contenuto di sostanza secca del fango varia con il tipo di fango considerato: fango
derivante dalla sedimentazione primaria, fango contenuto nella vasca di aerazione, fango del sedimentatore
secondario, fango misto, fango parzialmente o totalmente mineralizzato, fango parzialmente ispessito ecc.
In ogni caso tuttavia questo valore risulta molto basso, inferiore al 5% e in molti casi inferiore al 3%.
In un impianto a fanghi attivi, realizzato secondo lo schema classico il fango, che deve subire il
trattamento di stabilizzazione, viene normalmente estratto dal sedimentatore primario nel quale oltre al
fango derivante dalla sedimentazione dei solidi presenti nei liquami originali (fango primario), si ha anche la
sedimentazione del fango di supero, cioè il fango prodotto nel sedimentatore secondario che non viene
riciclato alla vasca di aerazione (fango secondario).
Questo schema è applicabile anche a un impianto privo di sedimentatore primario se si provvede a dividere
il fango in due parti: una che viene riciclata e l’altra che viene trattata (vedi figura 15.3)
Figura 15.3 – Estrazione del fango di supero da un impianto a schema semplificato
Chimico
Letti di
essiccamento
Chimico
Allo stato
liqiodo sul
terreno
Per gravità
Per flottazione
Per
centrifugazione
Fase di
concentrazione
(Ispessimento)
Fase di
stabilizzazione
Digestione
aerobica
Digestione
anaerobica
Stabilizzazione
chimica
2° Fase di
concentrazione
Post
ispessimento
Per gravità
Per flottazione
Per
centrifugazione
Condizionamento
Chimico
Pastorizzazione
Termico
Disidratazione e
essiccamento
Pastorizzazione
Filtri pressa
Centrifugazione
Filtri a nastro
Filtri sotto vuoto
Essiccamento
termico
Incenerimento e
compostaggio
Incenerimento
Compostaggio
Smaltimento
finale
Pastorizzazione
Termico
Pastorizzazione
Termico
Allo stato solido
sul terreno
Stagni di
accumulo
permanenti
Discariche
controllate
Mare
Corsi d'acqua
AERAZIONE
SEDIMENTAZIONE
SECONDARIA
Riciclo Fango di supero
Depurazione delle acque 4 Trattamento dei fanghi
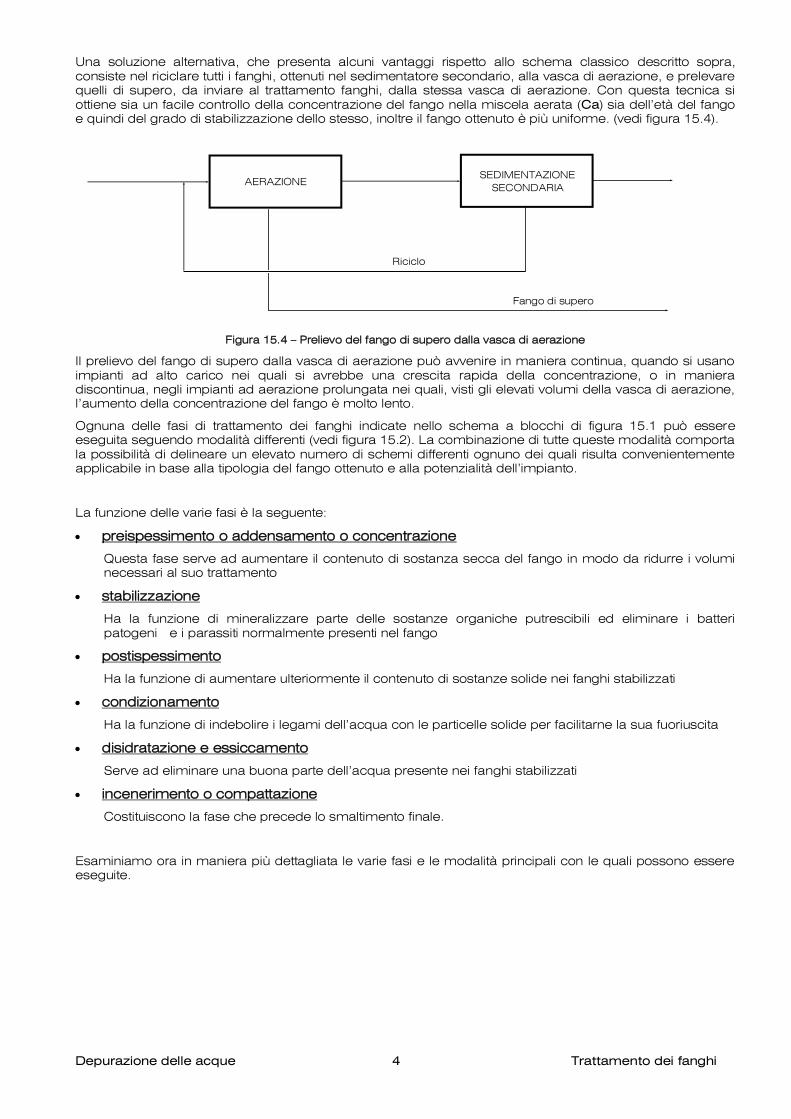
Una soluzione alternativa, che presenta alcuni vantaggi rispetto allo schema classico descritto sopra,
consiste nel riciclare tutti i fanghi, ottenuti nel sedimentatore secondario, alla vasca di aerazione, e prelevare
quelli di supero, da inviare al trattamento fanghi, dalla stessa vasca di aerazione. Con questa tecnica si
ottiene sia un facile controllo della concentrazione del fango nella miscela aerata (Ca) sia dell’età del fango
e quindi del grado di stabilizzazione dello stesso, inoltre il fango ottenuto è più uniforme. (vedi figura 15.4).
Figura 15.4 – Prelievo del fango di supero dalla vasca di aerazione
Il prelievo del fango di supero dalla vasca di aerazione può avvenire in maniera continua, quando si usano
impianti ad alto carico nei quali si avrebbe una crescita rapida della concentrazione, o in maniera
discontinua, negli impianti ad aerazione prolungata nei quali, visti gli elevati volumi della vasca di aerazione,
l’aumento della concentrazione del fango è molto lento.
Ognuna delle fasi di trattamento dei fanghi indicate nello schema a blocchi di figura 15.1 può essere
eseguita seguendo modalità differenti (vedi figura 15.2). La combinazione di tutte queste modalità comporta
la possibilità di delineare un elevato numero di schemi differenti ognuno dei quali risulta convenientemente
applicabile in base alla tipologia del fango ottenuto e alla potenzialità dell’impianto.
La funzione delle varie fasi è la seguente:
preispessimento o addensamento o concentrazione
Questa fase serve ad aumentare il contenuto di sostanza secca del fango in modo da ridurre i volumi
necessari al suo trattamento
stabilizzazione
Ha la funzione di mineralizzare parte delle sostanze organiche putrescibili ed eliminare i batteri
patogeni e i parassiti normalmente presenti nel fango
postispessimento
Ha la funzione di aumentare ulteriormente il contenuto di sostanze solide nei fanghi stabilizzati
condizionamento
Ha la funzione di indebolire i legami dell’acqua con le particelle solide per facilitarne la sua fuoriuscita
disidratazione e essiccamento
Serve ad eliminare una buona parte dell’acqua presente nei fanghi stabilizzati
incenerimento o compattazione
Costituiscono la fase che precede lo smaltimento finale.
Esaminiamo ora in maniera più dettagliata le varie fasi e le modalità principali con le quali possono essere
eseguite.
AERAZIONE
SEDIMENTAZIONE
SECONDARIA
Riciclo
Fango di supero
Depurazione delle acque 5 Trattamento dei fanghi
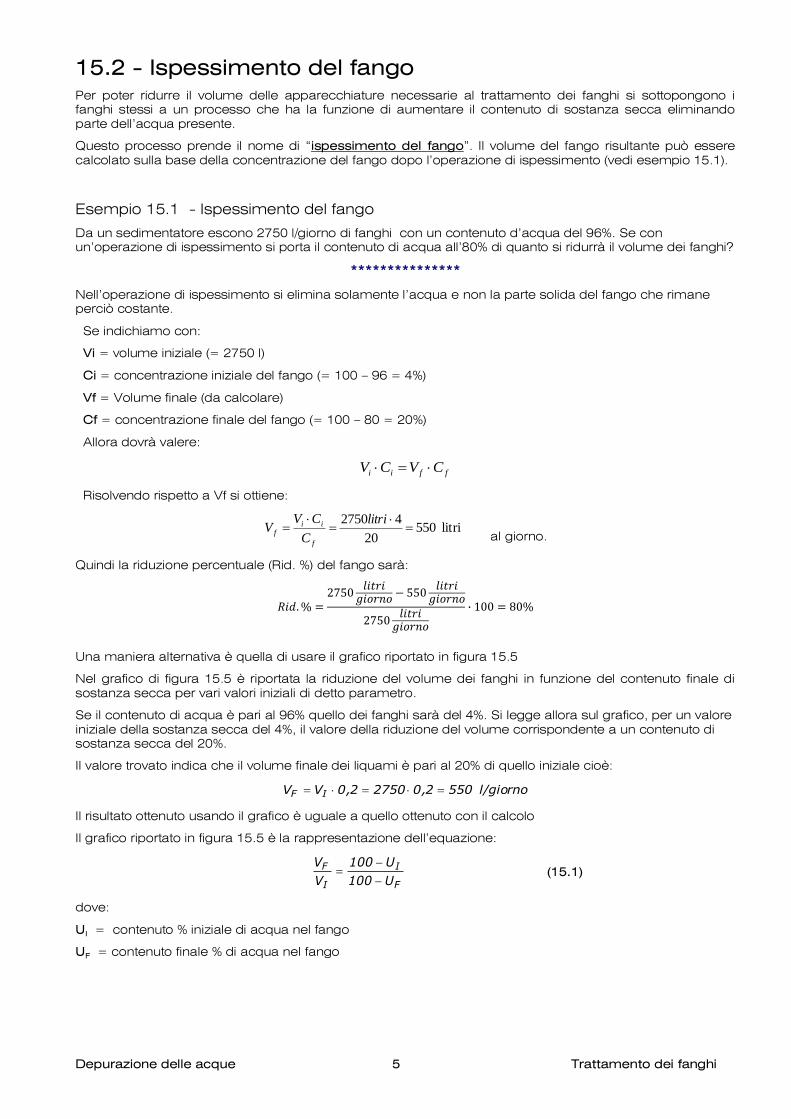
15.2 - Ispessimento del fango
Per poter ridurre il volume delle apparecchiature necessarie al trattamento dei fanghi si sottopongono i
fanghi stessi a un processo che ha la funzione di aumentare il contenuto di sostanza secca eliminando
parte dell’acqua presente.
Questo processo prende il nome di “ispessimento del fango”. Il volume del fango risultante può essere
calcolato sulla base della concentrazione del fango dopo l’operazione di ispessimento (vedi esempio 15.1).
Esempio 15.1 - Ispessimento del fango
Da un sedimentatore escono 2750 l/giorno di fanghi con un contenuto d’acqua del 96%. Se con
un’operazione di ispessimento si porta il contenuto di acqua all’80% di quanto si ridurrà il volume dei fanghi?
***************
Nell’operazione di ispessimento si elimina solamente l’acqua e non la parte solida del fango che rimane
perciò costante.
Se indichiamo con:
Vi = volume iniziale (= 2750 l)
Ci = concentrazione iniziale del fango (= 100 – 96 = 4%)
Vf = Volume finale (da calcolare)
Cf = concentrazione finale del fango (= 100 – 80 = 20%)
Allora dovrà valere:
ffii CVCV
Risolvendo rispetto a Vf si ottiene:
litri 55020
42750
litri
C
CVV
f
iif
al giorno.
Quindi la riduzione percentuale (Rid. %) del fango sarà:
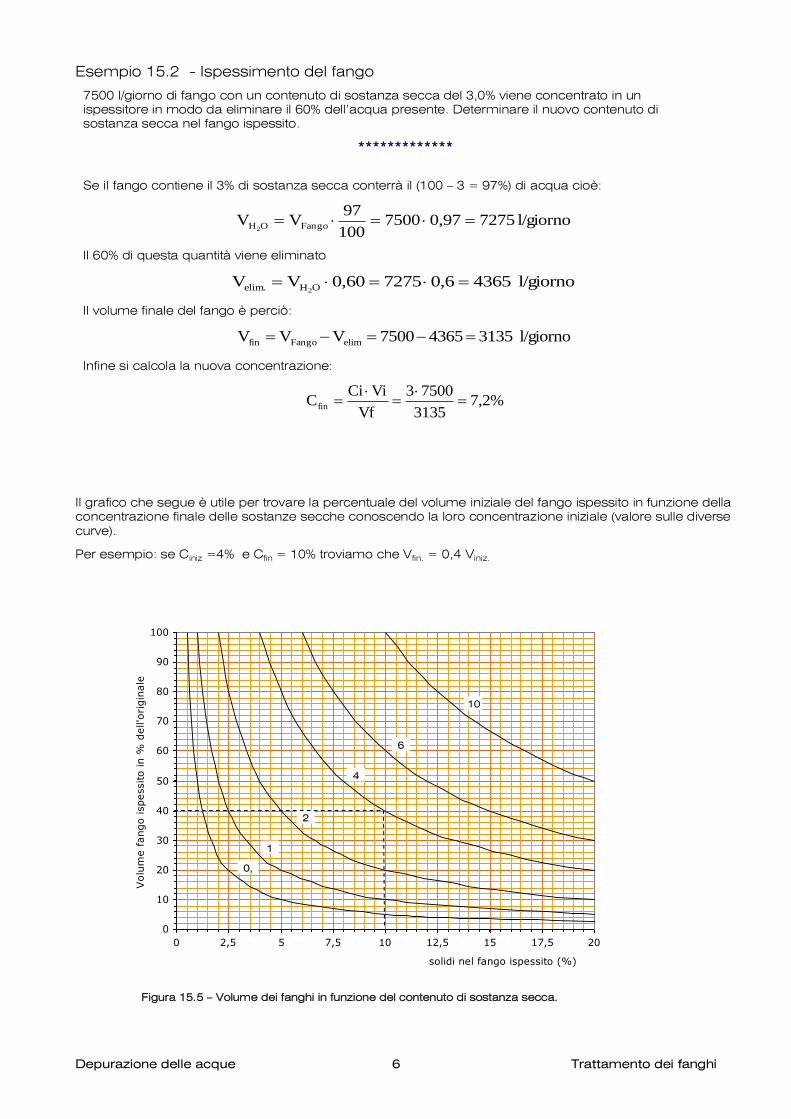
Una maniera alternativa è quella di usare il grafico riportato in figura 15.5
Nel grafico di figura 15.5 è riportata la riduzione del volume dei fanghi in funzione del contenuto finale di
sostanza secca per vari valori iniziali di detto parametro.
Se il contenuto di acqua è pari al 96% quello dei fanghi sarà del 4%. Si legge allora sul grafico, per un valore
iniziale della sostanza secca del 4%, il valore della riduzione del volume corrispondente a un contenuto di
sostanza secca del 20%.
Il valore trovato indica che il volume finale dei liquami è pari al 20% di quello iniziale cioè:
l/giorno 5502,027502,0VV IF
Il risultato ottenuto usando il grafico è uguale a quello ottenuto con il calcolo
Il grafico riportato in figura 15.5 è la rappresentazione dell’equazione:
F
I
I
F
U100
U100
V
V
(15.1)
dove:
UI = contenuto % iniziale di acqua nel fango
UF = contenuto finale % di acqua nel fango
Depurazione delle acque 6 Trattamento dei fanghi
Esempio 15.2 - Ispessimento del fango
7500 l/giorno di fango con un contenuto di sostanza secca del 3,0% viene concentrato in un
ispessitore in modo da eliminare il 60% dell’acqua presente. Determinare il nuovo contenuto di
sostanza secca nel fango ispessito.
*************
Se il fango contiene il 3% di sostanza secca conterrà il (100 – 3 = 97%) di acqua cioè:
l/giorno 72750,977500100
97VV FangoOH2
Il 60% di questa quantità viene eliminato
l/giorno 43650,672750,60VV OHelim. 2
Il volume finale del fango è perciò:
l/giorno 313543657500VVV elimFangofin
Infine si calcola la nuova concentrazione:
7,2%3135
75003
Vf
ViCiCfin
Il grafico che segue è utile per trovare la percentuale del volume iniziale del fango ispessito in funzione della
concentrazione finale delle sostanze secche conoscendo la loro concentrazione iniziale (valore sulle diverse
curve).
Per esempio: se Ciniz
=4% e Cfin
= 10% troviamo che Vfin.
= 0,4 Viniz.
Figura 15.5 – Volume dei fanghi in funzione del contenuto di sostanza secca.
0
10
20
30
40
50
60
70
80
90
100
0 2,5 5 7,5 10 12,5 15 17,5 20
solidi nel fango ispessito (%)
Volu
me f
ango ispessito in %
dell'o
rigin
ale
10
6
4
2
1
0,

Depurazione delle acque 7 Trattamento dei fanghi
Esempio 15.3 - Ispessimento del fango
8400 l/giorno di un fango con un contenuto di sostanza secca pari al 5,0% deve essere concentrato fino a
un contenuto del 12%. Quanta acqua deve essere eliminata?.
*************
La quantità di acqua da eliminare sarà data dalla differenza fra il volume iniziale e quello finale del fango.
Il volume iniziale è Vi
Il volume finale, si può determinare dal rapporto fra le concentrazioni e il volume iniziale usando la relazione
dedotta nell’esempio 15.1
gg
litri
gg
litri
Cf
CiVi
Cf
CiViViV f 4900
12
5184001
L’operazione di ispessimento del fango produce in definitiva due fasi (o strati) quello inferiore formato da
fango addensato, che procede verso i trattamenti successivi, e quello superiore (surnatante) che, essendo
formato da acqua con elevato inquinamento e contenente una certa quantità di solidi in sospensione, viene
riciclato a monte del trattamento depurativo delle acque reflue (vedi figura 15.6).
Figura 15.6 – Schema generale dell’ispessimento
In base al punto del trattamento nel quale viene svolta l’operazione di ispessimento si parla di:
preispessimento se viene eseguito prima della fase di stabilizzazione
ispessimento contemporaneo se viene eseguito durante la fase di stabilizzazione
postispessimento se viene eseguito dopo la fase di stabilizzazione
In base alla modalità con la quale si può realizzare l’ispessimento si può avere:
ispessimento discontinuo per gravità
ispessimento continuo per gravità
ispessimento per flottazione
ispessimento per centrifugazione.
Prendiamoli in esame uno per uno.
PROCESSO
DEPURATIVO
ISPESSIMENTO
DEL FANGO
Effluente depurato
Fango
diluito
Liuquami grezzi
Fango concentrato
Surnatante
Depurazione delle acque 8 Trattamento dei fanghi
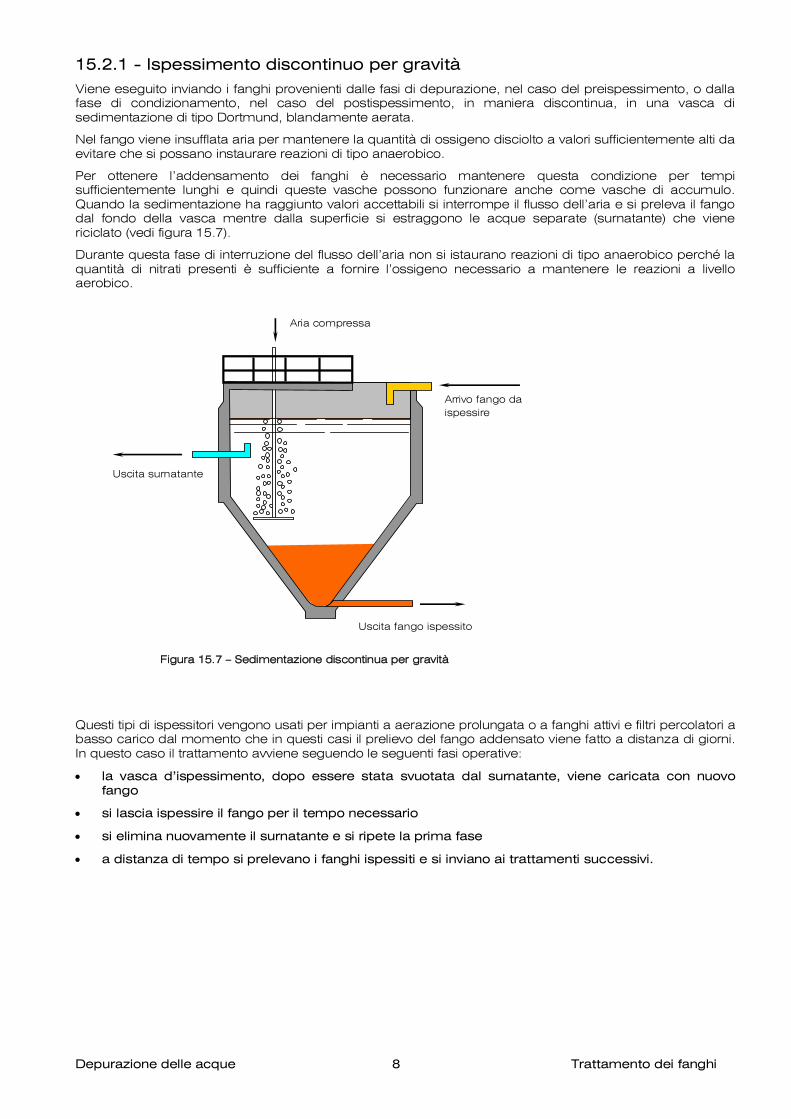
15.2.1 - Ispessimento discontinuo per gravità
Viene eseguito inviando i fanghi provenienti dalle fasi di depurazione, nel caso del preispessimento, o dalla
fase di condizionamento, nel caso del postispessimento, in maniera discontinua, in una vasca di
sedimentazione di tipo Dortmund, blandamente aerata.
Nel fango viene insufflata aria per mantenere la quantità di ossigeno disciolto a valori sufficientemente alti da
evitare che si possano instaurare reazioni di tipo anaerobico.
Per ottenere l’addensamento dei fanghi è necessario mantenere questa condizione per tempi
sufficientemente lunghi e quindi queste vasche possono funzionare anche come vasche di accumulo.
Quando la sedimentazione ha raggiunto valori accettabili si interrompe il flusso dell’aria e si preleva il fango
dal fondo della vasca mentre dalla superficie si estraggono le acque separate (surnatante) che viene
riciclato (vedi figura 15.7).
Durante questa fase di interruzione del flusso dell’aria non si istaurano reazioni di tipo anaerobico perché la
quantità di nitrati presenti è sufficiente a fornire l’ossigeno necessario a mantenere le reazioni a livello
aerobico.
Figura 15.7 – Sedimentazione discontinua per gravità
Questi tipi di ispessitori vengono usati per impianti a aerazione prolungata o a fanghi attivi e filtri percolatori a
basso carico dal momento che in questi casi il prelievo del fango addensato viene fatto a distanza di giorni.
In questo caso il trattamento avviene seguendo le seguenti fasi operative:
la vasca d’ispessimento, dopo essere stata svuotata dal surnatante, viene caricata con nuovo
fango
si lascia ispessire il fango per il tempo necessario
si elimina nuovamente il surnatante e si ripete la prima fase
a distanza di tempo si prelevano i fanghi ispessiti e si inviano ai trattamenti successivi.
Aria compressa
Arrivo fango da
ispessire
Uscita surnatante
Uscita fango ispessito
Depurazione delle acque 9 Trattamento dei fanghi
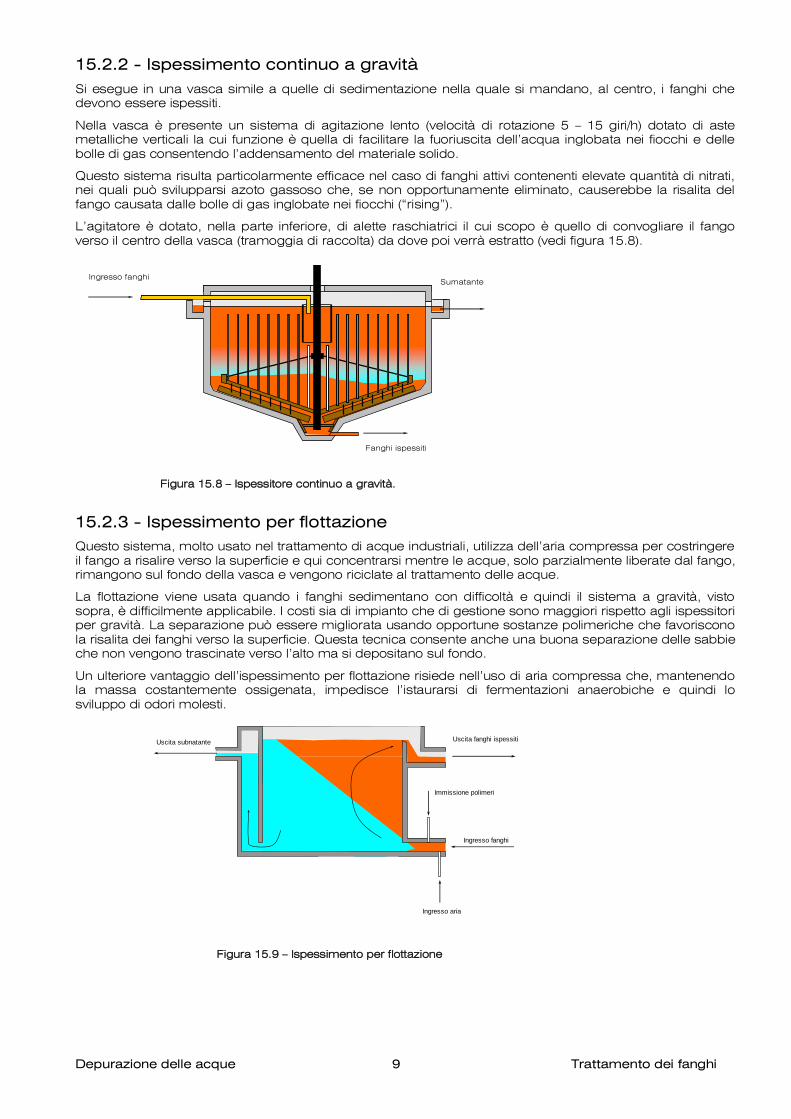
15.2.2 - Ispessimento continuo a gravità
Si esegue in una vasca simile a quelle di sedimentazione nella quale si mandano, al centro, i fanghi che
devono essere ispessiti.
Nella vasca è presente un sistema di agitazione lento (velocità di rotazione 5 – 15 giri/h) dotato di aste
metalliche verticali la cui funzione è quella di facilitare la fuoriuscita dell’acqua inglobata nei fiocchi e delle
bolle di gas consentendo l’addensamento del materiale solido.
Questo sistema risulta particolarmente efficace nel caso di fanghi attivi contenenti elevate quantità di nitrati,
nei quali può svilupparsi azoto gassoso che, se non opportunamente eliminato, causerebbe la risalita del
fango causata dalle bolle di gas inglobate nei fiocchi (“rising”).
L’agitatore è dotato, nella parte inferiore, di alette raschiatrici il cui scopo è quello di convogliare il fango
verso il centro della vasca (tramoggia di raccolta) da dove poi verrà estratto (vedi figura 15.8).
Figura 15.8 – Ispessitore continuo a gravità.
15.2.3 - Ispessimento per flottazione
Questo sistema, molto usato nel trattamento di acque industriali, utilizza dell’aria compressa per costringere
il fango a risalire verso la superficie e qui concentrarsi mentre le acque, solo parzialmente liberate dal fango,
rimangono sul fondo della vasca e vengono riciclate al trattamento delle acque.
La flottazione viene usata quando i fanghi sedimentano con difficoltà e quindi il sistema a gravità, visto
sopra, è difficilmente applicabile. I costi sia di impianto che di gestione sono maggiori rispetto agli ispessitori
per gravità. La separazione può essere migliorata usando opportune sostanze polimeriche che favoriscono
la risalita dei fanghi verso la superficie. Questa tecnica consente anche una buona separazione delle sabbie
che non vengono trascinate verso l’alto ma si depositano sul fondo.
Un ulteriore vantaggio dell’ispessimento per flottazione risiede nell’uso di aria compressa che, mantenendo
la massa costantemente ossigenata, impedisce l’istaurarsi di fermentazioni anaerobiche e quindi lo
sviluppo di odori molesti.
Figura 15.9 – Ispessimento per flottazione
Ingresso fanghi
Surnatante
Fanghi ispessiti
Immissione polimeri
Uscita fanghi ispessiti
Ingresso fanghi
Ingresso aria
Uscita subnatante
Depurazione delle acque 10 Trattamento dei fanghi
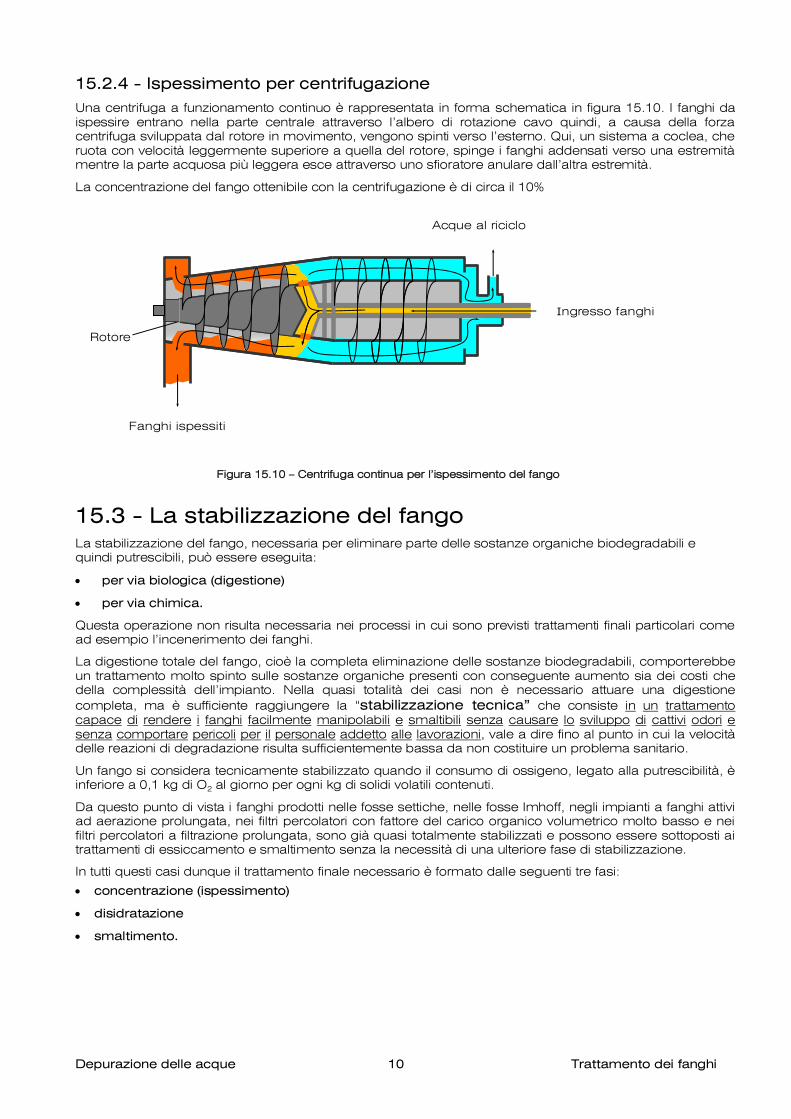
15.2.4 - Ispessimento per centrifugazione
Una centrifuga a funzionamento continuo è rappresentata in forma schematica in figura 15.10. I fanghi da
ispessire entrano nella parte centrale attraverso l’albero di rotazione cavo quindi, a causa della forza
centrifuga sviluppata dal rotore in movimento, vengono spinti verso l’esterno. Qui, un sistema a coclea, che
ruota con velocità leggermente superiore a quella del rotore, spinge i fanghi addensati verso una estremità
mentre la parte acquosa più leggera esce attraverso uno sfioratore anulare dall’altra estremità.
La concentrazione del fango ottenibile con la centrifugazione è di circa il 10%
Figura 15.10 – Centrifuga continua per l’ispessimento del fango
15.3 - La stabilizzazione del fango
La stabilizzazione del fango, necessaria per eliminare parte delle sostanze organiche biodegradabili e
quindi putrescibili, può essere eseguita:
per via biologica (digestione)
per via chimica.
Questa operazione non risulta necessaria nei processi in cui sono previsti trattamenti finali particolari come
ad esempio l’incenerimento dei fanghi.
La digestione totale del fango, cioè la completa eliminazione delle sostanze biodegradabili, comporterebbe
un trattamento molto spinto sulle sostanze organiche presenti con conseguente aumento sia dei costi che
della complessità dell’impianto. Nella quasi totalità dei casi non è necessario attuare una digestione
completa, ma è sufficiente raggiungere la “stabilizzazione tecnica” che consiste in un trattamento
capace di rendere i fanghi facilmente manipolabili e smaltibili senza causare lo sviluppo di cattivi odori e
senza comportare pericoli per il personale addetto alle lavorazioni, vale a dire fino al punto in cui la velocità
delle reazioni di degradazione risulta sufficientemente bassa da non costituire un problema sanitario.
Un fango si considera tecnicamente stabilizzato quando il consumo di ossigeno, legato alla putrescibilità, è
inferiore a 0,1 kg di O2 al giorno per ogni kg di solidi volatili contenuti.
Da questo punto di vista i fanghi prodotti nelle fosse settiche, nelle fosse Imhoff, negli impianti a fanghi attivi
ad aerazione prolungata, nei filtri percolatori con fattore del carico organico volumetrico molto basso e nei
filtri percolatori a filtrazione prolungata, sono già quasi totalmente stabilizzati e possono essere sottoposti ai
trattamenti di essiccamento e smaltimento senza la necessità di una ulteriore fase di stabilizzazione.
In tutti questi casi dunque il trattamento finale necessario è formato dalle seguenti tre fasi:
concentrazione (ispessimento)
disidratazione
smaltimento.
Ingresso fanghi
Acque al riciclo
Fanghi ispessiti
Rotore

Depurazione delle acque 11 Trattamento dei fanghi
15.3.1 - Stabilizzazione biologica del fango
La stabilizzazione del fango, ottenuta mediante reazioni di tipo biochimico, può essere condotta seguendo
due diverse modalità:
per via aerobica mediante ossigenazione sfruttando la presenza di batteri aerobici
per via anaerobica utilizzando microrganismi che si sviluppano nel fango in assenza di ossigeno
disciolto.
Con la stabilizzazione biologica del fango non si ottiene solamente l’abbattimento di buona parte dei solidi
organici biodegradabili, ma anche una notevole riduzione dei solidi sospesi.
I fanghi contengono solidi volatili che sono in parte biodegradabili e in parte non biodegradabili. Quando la
parte biodegradabile del fango è stata eliminata il fango può essere considerato perfettamente stabilizzato
(con il BOD = 0) poiché, non essendoci più disponibilità di nutrienti, i batteri non possono più riprodursi.
In pratica non si riesce e non sarebbe neppure conveniente ridurre il BOD a zero, ma è sufficiente ottenere
un fango ben stabilizzato nel quale la riduzione delle sostanze organiche biodegradabili sia compresa fra
l’80 e il 90%. Poiché le sostanze biodegradabili sono una parte consistente dei solidi volatili, la loro rimozione
comporta anche una forte riduzione del volume del fango.
È possibile calcolare la variazione percentuale dei solidi sospesi volatili (SSV) se sono noti il contenuto
iniziale dei solidi sospesi volatili e la loro riduzione percentuale.
Se indichiamo con:
R = riduzione percentuale dei solidi sospesi volatili (SSV)
SSVf = valore percentuale dei solidi sospesi volatili nel fango fresco
SSVd = valore percentuale dei solidi sospesi volatili nel fango digerito
È valida la relazione:
100SSV)SSV100(
SSV)SSV100(1(%)R
fd
df
(15.2)
Riportando su un grafico il valore della concentrazione dei solidi sospesi volatili nel fango digerito (SSVd) in
funzione della concentrazione dei solidi sospesi volatili nel fango fresco (SSVf) per valori della riduzione
percentuale (R) che variano fra il 40 e l’85%, a intervalli del 5%, si ottiene l’andamento riportato
in figura 15.11.
Figura 15.11 – SSVd
in funzione di SSVf e di R
30%
40%
50%
60%
70%
80%
90%
40 50 60 70 80 90
% SSVf
%S
SV
d
R = 40%
R = 85%
Depurazione delle acque 12 Trattamento dei fanghi
Il grado di riduzione dei solidi volatili durante la digestione del fango dipende:
dal tempo di permanenza del fango nella fase di digestione (età del fango)
dalla temperatura alla quale viene condotta la digestione.
L’età del fango nella fase di digestione è normalmente compresa fra 15 e 40 giorni mentre per quanto
concerne la temperatura si possono avere tre tipi di processi di digestione (ognuno condotto da diversi tipi
di microrganismi):
processi criofili con temperature inferiori a 10 °C
processi mesofili con temperature comprese fra 10 e 40 °C
processi termofili con temperature superiori a 40 °C.
La tendenza attuale, soprattutto nella digestione anaerobica, è quello di lavorare a temperature comprese
fra 32 e 38 °C.
Nei processi di stabilizzazione biochimica aerobica il fango si considera sufficientemente
stabilizzato quando la riduzione dei solidi sospesi volatili è di circa il 40% mentre per la digestione
anaerobica, che consente riduzioni maggiori, si pone il limite di riduzione al 50%.
15.3.2 - La digestione aerobica del fango
Questo tipo di trattamento, che risulta più semplice rispetto a quello anaerobico ma più costoso a causa
dell’energia necessaria per l’ossigenazione della miscela, viene di solito applicato negli impianti a fanghi
attivi a schema semplificato.
La digestione aerobica dei fanghi di supero può essere vista come una continuazione del trattamento
biologico ossidativo iniziato nella vasca di aerazione dell’impianto a fanghi attivi. Ai fanghi viene fornito
ossigeno (aerazione) senza però fornire nutrimento (substrato) mantenendo così i batteri in uno stato di
decadimento per respirazione endogena.
In queste condizioni i microrganismi che perdono vitalità rendono disponibile il loro materiale cellulare che
viene sfruttato dai batteri superstiti con il risultato di abbassare il contenuto dei solidi volatili e ottenere una
spinta mineralizzazione delle sostanze organiche biodegradabili.
Il risultato è che le sostanze organiche vengono ossidate, formando essenzialmente anidride carbonica
(insieme a fosfati, nitrati, solfati ecc.) e acqua.
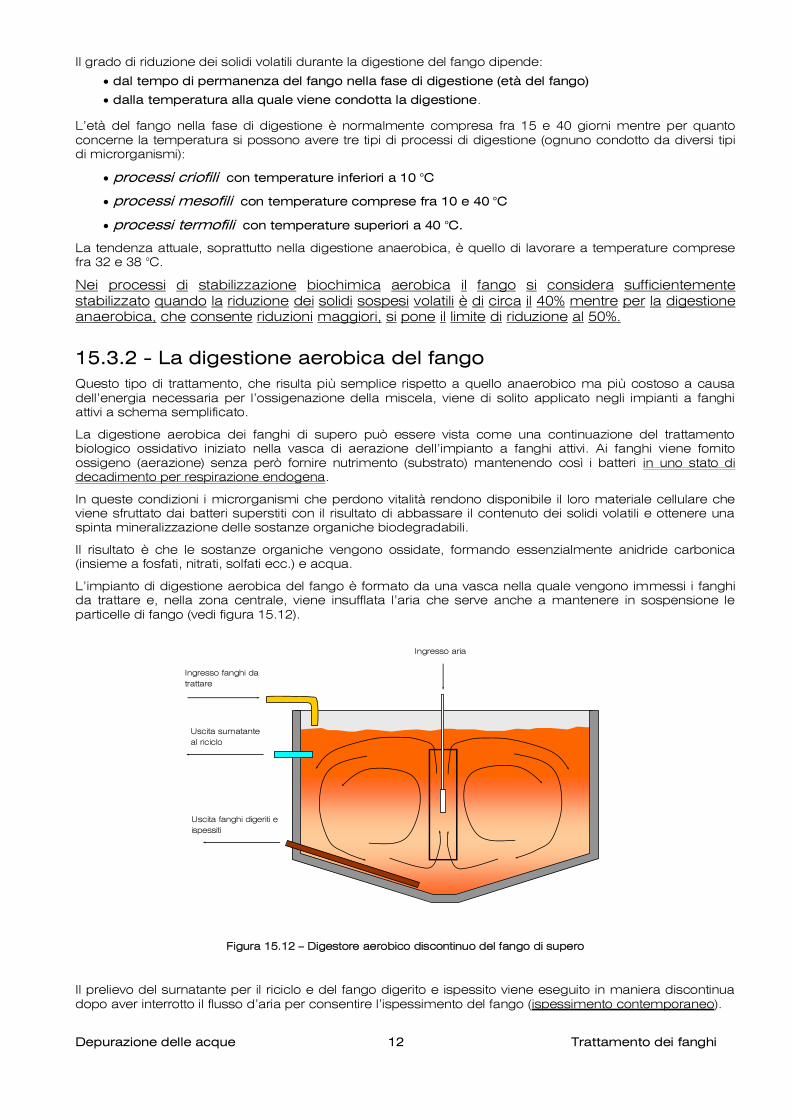
L’impianto di digestione aerobica del fango è formato da una vasca nella quale vengono immessi i fanghi
da trattare e, nella zona centrale, viene insufflata l’aria che serve anche a mantenere in sospensione le
particelle di fango (vedi figura 15.12).
Figura 15.12 – Digestore aerobico discontinuo del fango di supero
Il prelievo del surnatante per il riciclo e del fango digerito e ispessito viene eseguito in maniera discontinua
dopo aver interrotto il flusso d’aria per consentire l’ispessimento del fango (ispessimento contemporaneo).
Ingresso fanghi da
trattare
Uscita surnatante
al riciclo
Uscita fanghi digeriti e
ispessiti
Ingresso aria
Depurazione delle acque 13 Trattamento dei fanghi
Nel periodo in cui l’aerazione è interrotta non si istaurano reazioni di tipo anaerobico poiché il BOD è stato
notevolmente ridotto e i nitrati che si sono formati durante la digestione sono in grado di fornire l’ossigeno
sufficiente a completare l’ossidazione del BOD residuo.
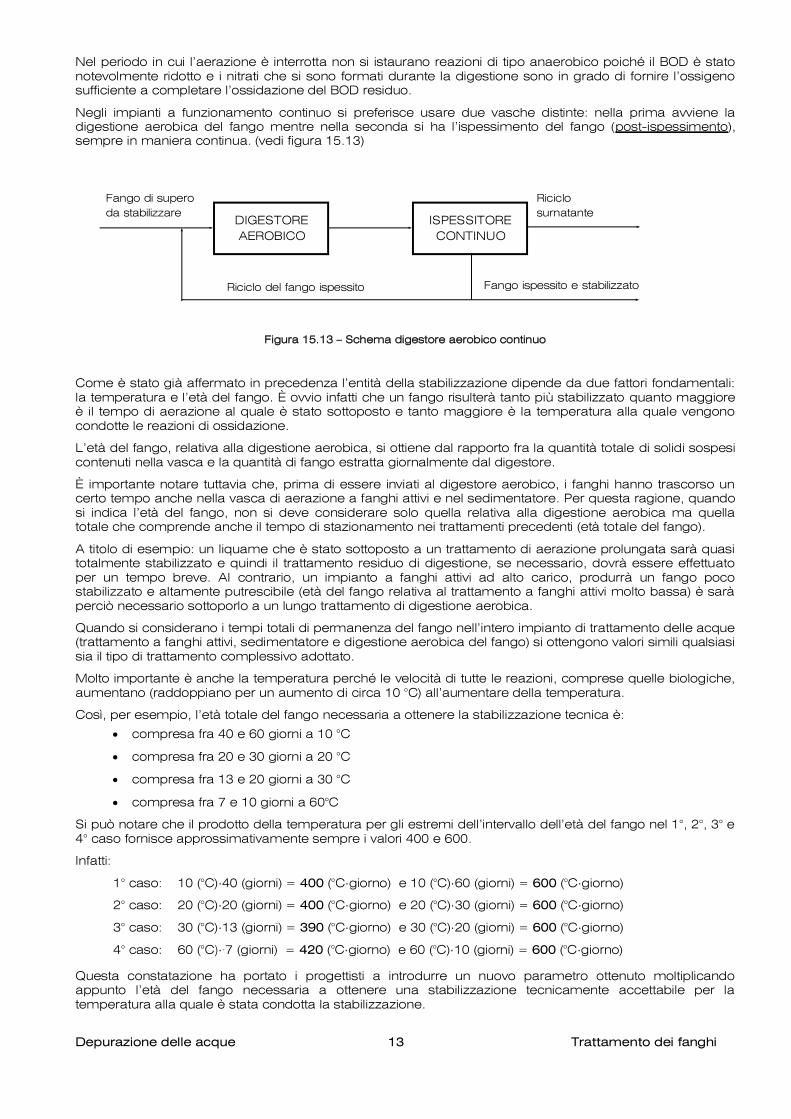
Negli impianti a funzionamento continuo si preferisce usare due vasche distinte: nella prima avviene la
digestione aerobica del fango mentre nella seconda si ha l’ispessimento del fango (post-ispessimento),
sempre in maniera continua. (vedi figura 15.13)
Figura 15.13 – Schema digestore aerobico continuo
Come è stato già affermato in precedenza l’entità della stabilizzazione dipende da due fattori fondamentali:
la temperatura e l’età del fango. È ovvio infatti che un fango risulterà tanto più stabilizzato quanto maggiore
è il tempo di aerazione al quale è stato sottoposto e tanto maggiore è la temperatura alla quale vengono
condotte le reazioni di ossidazione.
L’età del fango, relativa alla digestione aerobica, si ottiene dal rapporto fra la quantità totale di solidi sospesi
contenuti nella vasca e la quantità di fango estratta giornalmente dal digestore.
È importante notare tuttavia che, prima di essere inviati al digestore aerobico, i fanghi hanno trascorso un
certo tempo anche nella vasca di aerazione a fanghi attivi e nel sedimentatore. Per questa ragione, quando
si indica l’età del fango, non si deve considerare solo quella relativa alla digestione aerobica ma quella
totale che comprende anche il tempo di stazionamento nei trattamenti precedenti (età totale del fango).
A titolo di esempio: un liquame che è stato sottoposto a un trattamento di aerazione prolungata sarà quasi
totalmente stabilizzato e quindi il trattamento residuo di digestione, se necessario, dovrà essere effettuato
per un tempo breve. Al contrario, un impianto a fanghi attivi ad alto carico, produrrà un fango poco
stabilizzato e altamente putrescibile (età del fango relativa al trattamento a fanghi attivi molto bassa) è sarà
perciò necessario sottoporlo a un lungo trattamento di digestione aerobica.
Quando si considerano i tempi totali di permanenza del fango nell’intero impianto di trattamento delle acque
(trattamento a fanghi attivi, sedimentatore e digestione aerobica del fango) si ottengono valori simili qualsiasi
sia il tipo di trattamento complessivo adottato.
Molto importante è anche la temperatura perché le velocità di tutte le reazioni, comprese quelle biologiche,
aumentano (raddoppiano per un aumento di circa 10 °C) all’aumentare della temperatura.
Così, per esempio, l’età totale del fango necessaria a ottenere la stabilizzazione tecnica è:
compresa fra 40 e 60 giorni a 10 °C
compresa fra 20 e 30 giorni a 20 °C
compresa fra 13 e 20 giorni a 30 °C
compresa fra 7 e 10 giorni a 60°C
Si può notare che il prodotto della temperatura per gli estremi dell’intervallo dell’età del fango nel 1°, 2°, 3° e
4° caso fornisce approssimativamente sempre i valori 400 e 600.
Infatti:
1° caso: 10 (°C)·40 (giorni) = 400 (°C·giorno) e 10 (°C)·60 (giorni) = 600 (°C·giorno)
2° caso: 20 (°C)·20 (giorni) = 400 (°C·giorno) e 20 (°C)·30 (giorni) = 600 (°C·giorno)
3° caso: 30 (°C)·13 (giorni) = 390 (°C·giorno) e 30 (°C)·20 (giorni) = 600 (°C·giorno)
4° caso: 60 (°C)··7 (giorni) = 420 (°C·giorno) e 60 (°C)·10 (giorni) = 600 (°C·giorno)
Questa constatazione ha portato i progettisti a introdurre un nuovo parametro ottenuto moltiplicando
appunto l’età del fango necessaria a ottenere una stabilizzazione tecnicamente accettabile per la
temperatura alla quale è stata condotta la stabilizzazione.
DIGESTORE
AEROBICO
ISPESSITORE
CONTINUO
Riciclo
surnatante
Fango ispessito e stabilizzatoRiciclo del fango ispessito
Fango di supero
da stabilizzare

Depurazione delle acque 14 Trattamento dei fanghi
Studi sperimentali hanno consentito di mettere in relazione la riduzione percentuale dei solidi volatili
contenuti nel fango con questo nuovo parametro (vedi figura 15.14)
Figura 15.14 – Relazione fra la riduzione dei solidi sospesi e il prodotto età del fango per temperatura.
Dal grafico si può vedere che per ottenere una riduzione dei solidi sospesi di circa il 40% (che corrisponde a
una stabilizzazione tecnicamente accettabile) si deve avere un valore del prodotto età totale x temperatura
pari a circa 500. Questo corrisponde al valore medio riportato in precedenza per le temperature di 10, 20,
30 e 60°C che è compreso fra 400 e 600.
Usando i criteri descritti sopra è possibile determinare il volume della vasca di digestione necessario per
trattare un determinato tipo di fango.
Se, infatti, indichiamo con:
E = età del fango relativa al sistema vasca a fanghi attivi/sedimentatore
E’ = età del fango relativa al digestore aerobico (compreso eventualmente l’ispessimento).
Etot
= età totale del fango necessaria a ottenere la stabilizzazione tecnica.
M’ = quantità complessiva di fango contenuto nel digestore.
X’ = quantità di fango stabilizzato estratta ogni giorno dalla vasca di digestione
Cd = concentrazione del fango nel digestore aerobico.
Si può scrivere:
EEE tot ' (15.3)
(15.4)
(15.5)
Il volume del digestore è quindi calcolabile se sono note le tre grandezze E’, X’ e Cd .
Mentre l’età del fango nel digestore (E’) può essere facilmente trovato dal grafico di Figura 15.14
conoscendo la riduzione percentuale dei solidi sospesi volatili (R%) e la temperatura di esercizio, per
40,6
500
0
10
20
30
40
50
60
0 200 400 600 800 1000 1200 1400 1600 1800
Rid
uzio
ne S
S (%
)
età totale del fango x temperatura (°C x giorno)

Depurazione delle acque 15 Trattamento dei fanghi
calcolare la produzione di fango stabilizzato occorre conoscere, oltre che la riduzione R%, sia la portata in
ingresso del fango ( SS) che la sua composizione (SSV%)1.
Per quanto riguarda la concentrazione del fango all’interno del digestore (Cd) è possibile calcolarla
conoscendo la concentrazione dei solidi sospesi (SS%)2 oppure assumerla entro intervalli ragionevoli che
dipendono dal tipo di fango che si sta trattando.
Gli intervalli di concentrazione più utilizzati sono:
per fanghi secondari non ispessiti valori compresi fra 0,6 e 1,2% (6 – 12 kg/m3
)
per fanghi misti non ispessiti valori compresi fra 2,5 e 3,5% (25 – 35 kg/m3
)
per fanghi secondari ispessiti valori compresi fra 1,8 e 2,8% (18 – 28 kg/m3
)
per fanghi misti ispessiti circa 4% (40 kg/m3
)
Due considerazioni finali importanti:
1. nel caso di assenza di ispessimento contemporaneo l’età del fango nel digestore coincide con il
tempo di ritenzione idraulico, E’ td e quindi V’ td Qs dove Qs è la portata volumetrica del
fango in ingresso al digestore (calcolabile sapendo SS e U ).
2. per impianti a fanghi attivi o a filtri percolatori ad alto carico, cioè con un basso tempo di ritenzione,
si può considerare un’età del fango E ≈ 0 giorni, quindi Etot E’, mentre per gli stessi impianti ma a
basso carico (tempi di ritenzione lunghi) i valori mediamente accettati sono compresi fra 6 e 8 giorni.
Esempio 15.4 - Volume del digestore aerobico
In un impianto a fanghi attivi che lavora alla temperatura di 20 °C vengono prodotti 500 kg di solidi sospesi al
giorno di fango di supero. L’età del fango nel sistema vasca di aerazione/sedimentatore è di 10 giorni.
Il fango di supero, dopo aver subito un preispessimento fino alla concentrazione del 2,2%, viene inviato a
una vasca di ossidazione aerobica per essere stabilizzato.
Determinare il volume della vasca di stabilizzazione aerobica.
***************
Prendiamo come valore medio del prodotto età del fango nella vasca di stabilizzazione/temperatura pari al
valore medio dell’intervallo necessario a ottenere una stabilizzazione tecnicamente accettabile cioè
500 giorni·°C.
Con questo valore si ottiene che l’età totale del fango deve valere:
giorni 2520
500E tot
Poiché nel sistema vasca di aerazione/sedimentatore il fango è già rimasto per 10 giorni nella vasca di
stabilizzazione dovrà rimanere per:
giorni 151025EE'E tot
La quantità totale di fango che entra nella vasca di stabilizzazione sarà perciò:
kgSS 7500gg15gg
kgSS500'EXMingresso
Assumendo la percentuale dei solidi sospesi volatili in ingresso (SSV) e la loro riduzione nel digestore
rispettivamente del 70% e del 45% possiamo trovare la quantità effettiva di fango all’interno del digestore:
,
,
1 Il fango giornaliero estratto dal digestore è: ∆X’=∆SS∙(1-SSV%∙R%) [kgSS/gg] 2 La concentrazione all’interno del digestore è: Cd = SS%∙10∙(1-SSV%∙R%) [kgSS/m3]
Depurazione delle acque 16 Trattamento dei fanghi
Con le stesse assunzioni possiamo calcolare la concentrazione del fango in uscita dal digestore; infatti se
consideriamo 1m3
di fango in ingresso:
22kgSS di cui 22∙0,70=15,4kgSSV e 22kgSS-15,4kgSSV=6,6kgSSM
Dei 15,4kgSSV dopo stabilizzazione ne rimangono 15,4kgSSV∙0,55=8,5kgSSV che sommati ai solidi
sospesi minerali (rimasti invariati) danno 8,5kgSSV+6,6kgSSM= 15,1kgSS
Il volume della vasca dovrà essere:
3
3
m 340
1,15
5138''
m
kgSS
kgSS
C
MV
d
15.3.3 – Digestione del fango con ossigeno puro
Questi impianti si distinguono da quelli convenzionali poiché la stabilizzazione dei fanghi viene realizzata con
ossigeno ad elevato grado di purezza anziché usare l’ossigeno contenuto nell’aria.
L’ossigeno, con grado di purezza compreso fra il 94 e il 97%, può essere prodotto sul posto separandolo
dall’azoto con un impianto a setacci molecolari azionato da un semplice compressore d’aria.
In alternativa si può usare ossigeno liquido contenuto in un apposito serbatoio e rifornito con autocisterne da
un impianto di frazionamento dell’aria liquida. Questo sistema è però più costoso e complesso del primo
dal momento che è necessario mantenere per periodi abbastanza lunghi una temperatura molto bassa
all’interno del serbatoio.
L’operazione di ossidazione viene eseguita immettendo, in vasche chiuse contenenti il fango da trattare,
l’ossigeno sotto leggera pressione. In queste condizioni il rendimento di utilizzazione dell’ossigeno risulta
particolarmente elevato, superiore al 90%.
Questo sistema, che è applicabile anche agli impianti a fanghi attivi, consente di mantenere concentrazioni
di ossigeno disciolto da 6 a 8 volte maggiori di quelle ottenibili con l’uso dell’aria e causa un intenso sviluppo
di microrganismi di “ottima qualità” cioè particolarmente attivi per la realizzazione di una efficace
depurazione mediante ossidazione.
Negli impianti a fanghi attivi, l’uso di ossigeno puro, produce un fango più denso e di migliore
sedimentabilità formato da fiocchi di dimensioni maggiori di quelli che si formano negli impianti operanti con
aria. Dal momento che non c’è la necessita di mescolare grandi quantità di aria con la massa da depurare,
l’agitazione di questa risulta molto ridotta e quindi si evita la frantumazione dei fiocchi di fango in parti più
piccole e di difficile sedimentabilità (pin point).
Lo sviluppo di odori molesti viene praticamente eliminato dal momento che l’impianto è chiuso e i gas
scaricati all’esterno sono in quantità ridotta.
Se si esegue la digestione aerobica in un digestore chiuso e ben coibentato, il calore sviluppato nelle
reazioni di ossidazione biologica causa un riscaldamento del fango la cui temperatura sale fino a 60 – 70°C.
In queste condizioni si ottiene una digestione termofila che procede velocemente e che, data l’elevata
temperatura, produce una vera e propria pastorizzazione del fango con eliminazione quasi totale dei
microrganismi patogeni.
Lavorando con due digestori in serie si ottiene un fango ben stabilizzato che per essiccamento fornisce un
terriccio privo di odori e del tutto innocuo per la salute.
15.3.4 - Fabbisogno di ossigeno nella vasca di stabilizzazione aerobica
Per l’ossidazione delle sostanze biodegradabili contenute nel fango che deve essere stabilizzato si
può usare l’equazione usata per gli impianti a fanghi attivi ponendo il valore del coefficiente di respirazione
attiva uguale a zero dal momento che in questo processo interviene solamente la degradazione delle
sostanze per respirazione endogena e non l’accrescimento batterico.
Il fabbisogno di ossigeno nel digestore aerobico si può dunque scrivere:
(15.6)
dove: = fabbisogno di ossigeno nel digestore (kgO
2/h)
b’= coefficiente di respirazione endogena (g(O2)/kgSSV·h)
= massa di solidi volatili contenuta nel digestore (kgSSV)

Depurazione delle acque 17 Trattamento dei fanghi
Tenendo conto che la massa dei solidi volatili è circa il 70% dei solidi totali M’ e che i valori
comunemente accettati per il coefficiente di respirazione endogena sono compresi fra
3,0 e 7,0 g(O2)/[kg(SSV)·h] dalla conoscenza di M’ si può avere facilmente una stima del fabbisogno di
ossigeno per la digestione dalla relazione:
( , )
Un altro metodo per la determinazione del fabbisogno di ossigeno nel digestore aerobico, che evita di usare
la costante di respirazione endogena b’ (ricavabile con esattezza solo sperimentalmente), è quello che
introduce il concetto di “indice complessivo di richiesta di ossigeno” (ocomplessiv
oF ) inteso come la quantità
totale di ossigeno necessaria a 1 kg di BOD5 per trasformarlo in fango tecnicamente stabile.
Tale quantità, statisticamente calcolata per acque reflue di tipo civile, è all’incirca 1,5 - 1,6 KgO2/kgBOD
5,
Vale a dire: quando i batteri aerobici, nel loro metabolismo del BOD5, hanno consumato circa
1,5 - 1,6 Kg di ossigeno per ogni kg di BOD5, il fango risultante è un fango tecnicamente stabile.
L’indice di richiesta di ossigeno per la digestione aerobica si determina dunque come differenza tra quello
complessivo e quello consumato in vasca di ossidazione:
e il fabbisogno di ossigeno per la digestione aerobica potrà essere calcolato nel modo che conosciamo per
la vasca di ossidazione dove al posto di viene introdotto :
15.3.5 - La digestione anaerobica
Il processo di digestione del fango per via anaerobica produce solidi inerti, materiale organico metastabile
(umus) e una miscela gassosa, formata in prevalenza da metano e anidride carbonica (biogas), che può
essere utilizzata sia per fornire l’energia necessaria al fabbisogno termico dello stesso processo di
digestione che ad altri scopi e addirittura venduto sul mercato.
Questo indubbio vantaggio economico viene in parte ridotto sia dalla complessità e costo delle
apparecchiature necessarie, sia dalla difficile conduzione dell’impianto e dalla necessità di istallare sistemi
di sicurezza e di controllo necessari alla manipolazione della miscela gassosa.
Sempre in conseguenza di questo potenzialmente vantaggioso fattore economico oltre che per la
stabilizzazione del fango di supero la digestione anaerobica si può utilizzare per il trattamento diretto di
liquami particolarmente concentrati come possono essere, ad esempio, quelli prodotti dalle industrie
alimentari, dagli allevamenti di animali, da macelli ecc. In questi ultimi casi le acque prodotte non sono
idonee allo smaltimento diretto, ma possono essere immesse nella fognatura pubblica senza causare
danni o indesiderate forti variazioni di carico organico.
La condizione di completa assenza di ossigeno, che viene mantenuta durante la digestione, favorisce la
selezione di batteri facoltativi e lo sviluppo di batteri anaerobi obbligati che, seppure già presenti nei liquami
originali, non possono svilupparsi durante le fasi di trattamento aerobico.
Tra i batteri di tipo strettamente anaerobico si ritrovano i ceppi, denominati genericamente metanobatteri,
responsabili della produzione di metano.
Le reazioni di digestione anaerobica sono fortemente influenzate dalla temperatura e, a questo riguardo,
possono essere condotte usando batteri che operano bene a temperature basse (criofili) o a temperature
medie (mesofili) o ad alte temperature (termofili). Con i batteri termofili è possibile lavorare a temperature
superiori a 45 °C (in alcuni casi si può arrivare fino a 70 °C!) e ottenere una produzione più rapida di biogas.
D’altra parte il mantenimento di temperature così elevate comporta una maggiore complessità di gestione e
quindi costi più elevati.
La soluzione normalmente accettata è quella di lavorare con batteri mesofili a temperature comprese fra
32 e 38 °C.
La digestione del fango e la contemporanea produzione di biogas sono dovute a una complessa serie di
reazioni biochimiche concatenate realizzate da batteri di tipo diverso. Anche se all’interno del digestore
anaerobico le reazioni avvengono con continuità, è possibile suddividerle in tre fasi distinte, fasi che
avvengono in sequenza solamente durante il periodo iniziale di messa in funzione dell’impianto.
Depurazione delle acque 18 Trattamento dei fanghi
Le tre fasi sono:
liquefazione
fermentazione acida (acidificazione)
fermentazione alcalina (gassificazione).
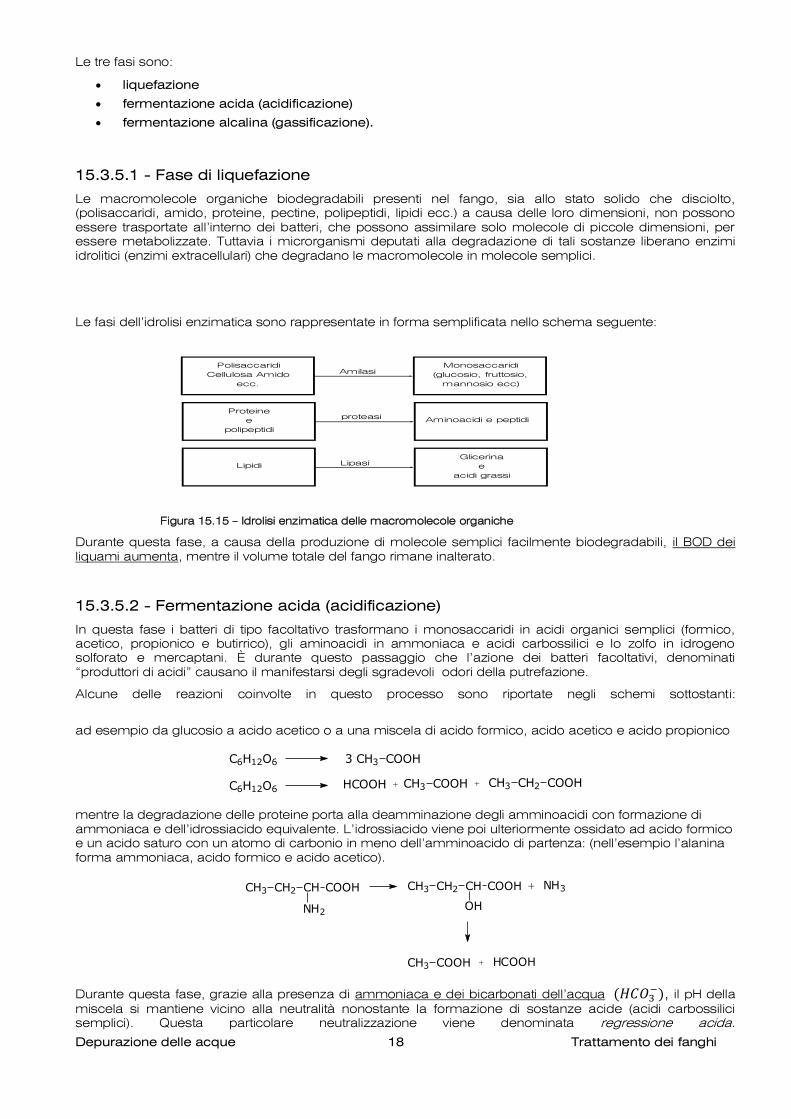
15.3.5.1 - Fase di liquefazione
Le macromolecole organiche biodegradabili presenti nel fango, sia allo stato solido che disciolto,
(polisaccaridi, amido, proteine, pectine, polipeptidi, lipidi ecc.) a causa delle loro dimensioni, non possono
essere trasportate all’interno dei batteri, che possono assimilare solo molecole di piccole dimensioni, per
essere metabolizzate. Tuttavia i microrganismi deputati alla degradazione di tali sostanze liberano enzimi
idrolitici (enzimi extracellulari) che degradano le macromolecole in molecole semplici.
Le fasi dell’idrolisi enzimatica sono rappresentate in forma semplificata nello schema seguente:
Figura 15.15 – Idrolisi enzimatica delle macromolecole organiche
Durante questa fase, a causa della produzione di molecole semplici facilmente biodegradabili, il BOD dei
liquami aumenta, mentre il volume totale del fango rimane inalterato.
15.3.5.2 - Fermentazione acida (acidificazione)
In questa fase i batteri di tipo facoltativo trasformano i monosaccaridi in acidi organici semplici (formico,
acetico, propionico e butirrico), gli aminoacidi in ammoniaca e acidi carbossilici e lo zolfo in idrogeno
solforato e mercaptani. È durante questo passaggio che l’azione dei batteri facoltativi, denominati
“produttori di acidi” causano il manifestarsi degli sgradevoli odori della putrefazione.
Alcune delle reazioni coinvolte in questo processo sono riportate negli schemi sottostanti:
ad esempio da glucosio a acido acetico o a una miscela di acido formico, acido acetico e acido propionico
mentre la degradazione delle proteine porta alla deamminazione degli amminoacidi con formazione di
ammoniaca e dell’idrossiacido equivalente. L’idrossiacido viene poi ulteriormente ossidato ad acido formico
e un acido saturo con un atomo di carbonio in meno dell’amminoacido di partenza: (nell’esempio l’alanina
forma ammoniaca, acido formico e acido acetico).
Durante questa fase, grazie alla presenza di ammoniaca e dei bicarbonati dell’acqua ( ), il pH della
miscela si mantiene vicino alla neutralità nonostante la formazione di sostanze acide (acidi carbossilici
semplici). Questa particolare neutralizzazione viene denominata regressione acida.
C6H12O6 3 CH3 COOH
C6H12O6 HCOOH + CH3 COOH + CH3 CH2 COOH
CH3 CH2 CH COOH
NH2
CH3 CH2 CH COOH
OH
+ NH3
CH3 COOH + HCOOH
Polisaccaridi
Cellulosa Amido
ecc.
Monosaccaridi
(glucosio, fruttosio,
mannosio ecc)
Proteine
e
polipeptidi
Aminoacidi e peptidi
Lipidi
Glicerina
e
acidi grassi
Lipasi
Amilasi
proteasi
Depurazione delle acque 19 Trattamento dei fanghi
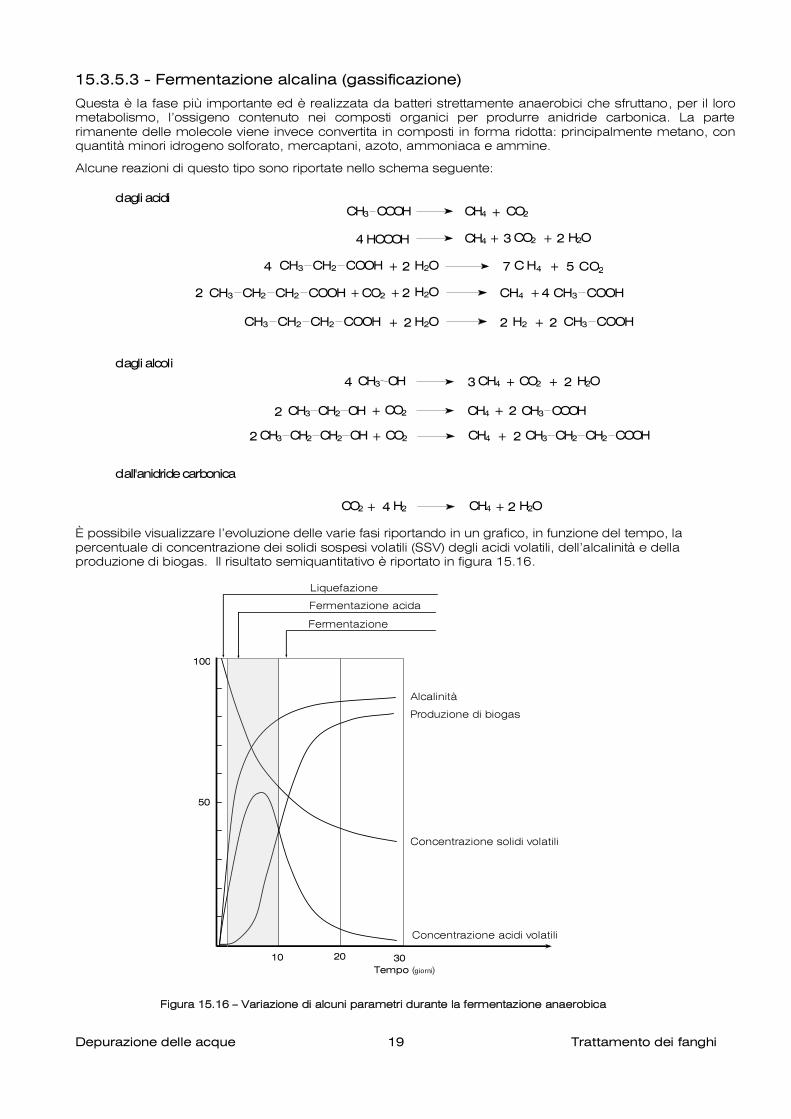
15.3.5.3 - Fermentazione alcalina (gassificazione)
Questa è la fase più importante ed è realizzata da batteri strettamente anaerobici che sfruttano, per il loro
metabolismo, l’ossigeno contenuto nei composti organici per produrre anidride carbonica. La parte
rimanente delle molecole viene invece convertita in composti in forma ridotta: principalmente metano, con
quantità minori idrogeno solforato, mercaptani, azoto, ammoniaca e ammine.
Alcune reazioni di questo tipo sono riportate nello schema seguente:
È possibile visualizzare l’evoluzione delle varie fasi riportando in un grafico, in funzione del tempo, la
percentuale di concentrazione dei solidi sospesi volatili (SSV) degli acidi volatili, dell’alcalinità e della
produzione di biogas. Il risultato semiquantitativo è riportato in figura 15.16.
Figura 15.16 – Variazione di alcuni parametri durante la fermentazione anaerobica
d a g l i a c i d i
d a g l i a l c o li
4 C H 3 O H 3 C H 4 + C O 2 + 2 H 2 O
2 C H 3 C H 2 O H + C O 2 C H 4 + 2 C H 3 C O O H
2 C H 3 C H 2 C H 2 O H C O 2 + C H 4 + 2 C H 3 C H 2 C H 2 C O O H
d a l l ' a n i d r i d e c a r b o n i c a
C O 2 + 4 H 2 C H 4 + 2 H 2 O
C H 3 C O O H C H 4 + C O 2
C H 4 + 3 C O 2 + 2 H 2 O 4 H C O O H
7 C H 4 + 5 C O 2 4
C H 3 C H 2 C O O H + 2 H 2 O
C H 4 + C H 3 C O O H 4 2 C H 3 C H 2 C H 2 C O O H + C O 2 + 2 H 2 O
2 H 2 + 2 C H 3 C O O H C H 3 C H 2 C H 2 C O O H + 2 H 2 O
100
50
Tempo (giorni)
10 20 30
Liquefazione
Fermentazione acida
Fermentazione
Alcalinità
Produzione di biogas
Concentrazione solidi volatili
Concentrazione acidi volatili

Depurazione delle acque 20 Trattamento dei fanghi
Ripetiamo un concetto molto importante:
le fasi considerate si susseguono nell’ordine indicato solamente durante la fase di avvio dell’impianto, fase
che si considera terminata quando inizia la produzione di biogas. Quando l’impianto funziona in stato di
regime stazionario le varie fasi avvengono contemporaneamente.
Per ridurre il tempo di raggiungimento della condizione stazionaria (regime stazionario) si usano come
inoculo i liquami provenienti da un digestore già in fase di funzionamento regolare che contiene perciò una
popolazione di batteri metanigeni già ben sviluppata. In questo modo il tempo necessario a iniziare lo
sviluppo di biogas si riduce a qualche settimana. Nel caso in cui si attenda lo sviluppo spontaneo di batteri
metanigeni il tempo di avviamento può allungarsi fino a 6 – 7 mesi.
Durante il funzionamento in regime stazionario le varie fasi si sviluppano contemporaneamente e si
stabilisce un equilibrio dinamico fra la popolazione dei batteri facoltativi, responsabili della fase di
fermentazione acida, e quelli strettamente anaerobici (metanigeni) responsabili della gassificazione degli
acidi organici e degli alcoli. Poiché lo sviluppo dei metanobatteri è più lento di quello dei produttori di acidi,
la velocità di crescita dei primi diventa un fattore limitante per lo sviluppo delle reazioni biochimiche
responsabili dell’ultima fase della digestione anaerobica del fango.
Il fango digerito assume un colore nerastro ed emana un intenso odore di terriccio. Ha un volume inferiore a
quello dei fanghi originali sia perché parte del fango è stato convertito in biogas, sia a causa della perdita di
parte dell’acqua strettamente legata ai fiocchi.
La variazione del volume e della composizione del fango nel passaggio da fango fresco a fango digerito è
riportata in figura 15.17
Figura 15.17 – Composizione e volume del fango prima e dopo la digestione
100
66
33
0
So
lid
i
pu
tre
scib
ili
Um
us
Ce
ne
ri
(so
lid
i
min
era
lizza
ti)
So
lid
i vo
latili
Ga
ssific
azio
ne
de
i so
lid
i
pu
tre
scib
ili
Um
us
(so
lid
i
vo
latili)
Ce
ne
ri
(so
lid
i m
ine
ra
lizza
ti)
100
70
0
Fango fresco Fango digerito
Depurazione delle acque 21 Trattamento dei fanghi
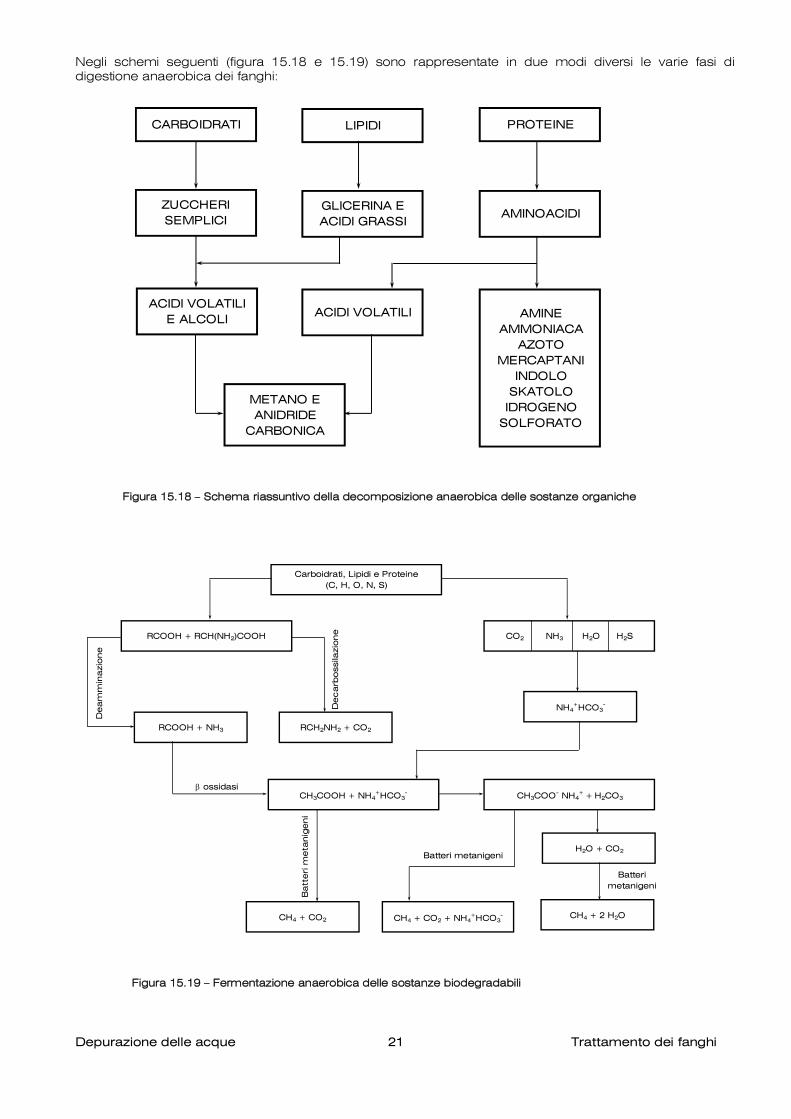
Negli schemi seguenti (figura 15.18 e 15.19) sono rappresentate in due modi diversi le varie fasi di
digestione anaerobica dei fanghi:
Figura 15.18 – Schema riassuntivo della decomposizione anaerobica delle sostanze organiche
Figura 15.19 – Fermentazione anaerobica delle sostanze biodegradabili
CARBOIDRATI LIPIDI PROTEINE
ZUCCHERI
SEMPLICI
GLICERINA E
ACIDI GRASSI
AMINOACIDI
ACIDI VOLATILI
E ALCOLIACIDI VOLATILI AMINE
AMMONIACA
AZOTO
MERCAPTANI
INDOLO
SKATOLO
IDROGENO
SOLFORATO
METANO E
ANIDRIDE
CARBONICA
Carboidrati, Lipidi e Proteine
(C, H, O, N, S)
RCOOH + RCH(NH2)COOH CO2 NH3 H2O H2S
RCOOH + NH3 RCH2NH2 + CO2
NH4
+
HCO3
-
CH3COOH + NH4
+
HCO3
-
CH3COO-
NH4
+
+
H2CO3
CH4 + CO2
H2O + CO2
CH4 + CO2 + NH4
+
HCO3
- CH4 + 2 H2O
De
am
min
azio
ne
De
ca
rb
ossila
zio
ne
ossidasi
Ba
tte
ri m
eta
nig
en
i
Batteri metanigeni
Batteri
metanigeni

Depurazione delle acque 22 Trattamento dei fanghi
Per ottenere uno sviluppo di metanobatteri sufficiente e controllare il funzionamento, alquanto instabile, del
digestore anaerobico occorre che:
l’ambiente sia mantenuto in condizioni sufficientemente alcaline in modo da tamponare
l’abbassamento del pH che si può avere a causa di una eccessiva produzione di acidi volatili.
(l’attività dei batteri metanigeni viene inibita a valori troppo bassi del pH). Il pH non deve scendere
al di sotto di 6,2 per cui si rende necessario un attento controllo di questo parametro effettuando,
quando occorre, aggiunte di calce o di carbonato di sodio;
non sia presente ossigeno all’interno del digestore. Questo gas costituisce un fattore che inibisce lo
sviluppo dei batteri metanigeni, strettamente anaerobici;
l’introduzione dei fanghi freschi e l’eliminazione di quelli digeriti avvenga con continuità in modo
che non ci sia variazione della quantità totale di fango all’interno del digestore;
che siano mantenute condizioni di omogeneità mediante periodico e moderato mescolamento che
di solito viene ottenuto attraverso la circolazione esterna del fango poiché, a causa delle notevoli
dimensioni dei digestori, il mescolamento con agitatori meccanici richiederebbe strutture massicce
e potenze assorbite elevate.
15.3.6 - Produzione di biogas
Il biogas che viene prodotto nel digestore anaerobico è formato essenzialmente da una miscela di metano
(CH4), in quantità variabili dal 65 al 75%, e anidride carbonica (CO
2) dal 25 al 35%. Sono presenti inoltre
quantità minori di altri gas quali: ammoniaca (NH3), azoto (N
2), ammine (RNH
2), idrogeno solforato (H
2S),
indolo e scatolo.
L’idrogeno solforato, la cui quantità dipende dal contenuto iniziale di solfati, è particolarmente fastidioso
quando si usa il biogas come combustibile, perché produce fumi contenenti anidride solforosa; è per
questo motivo che generalmente il biogas prima di essere impiegato come combustibile viene liberato dai
composti dello zolfo (lavaggio con soluzione alcalina).
Il potere calorifico superiore del biogas è compreso fra 6000 e 7000 kcal/Nm3
, che corrisponde a un potere
calorifico inferiore compreso fra 5000 e 5600 kcal/Nm3
. La produzione di gas è fortemente dipendente dal
tipo di fango che viene sottoposto a digestione anaerobica, se cioè si tratta di un fango già parzialmente
ossidato (proveniente da un impianto a medio o basso carico) o di un fango fresco che ha soggiornato solo
per un breve tempo nella vasca di ossidazione (impianto ad alto carico).
Nella tabella 15.1 sono riportate le quantità di biogas prodotto sulla base della tipologia del fango sottoposto
a fermentazione anaerobica.
Tabella 15.1 – Biogas prodotto per vari tipi di fango
Tipo di fango Gas prodotto
(litri/kgSSVrimosso
)
Fango primario 1000 – 1200
Fango misto 900 – 1000
Fango parzialmente stabilizzato 600 - 900
In riferimento all’abitante equivalente invece possono essere considerati accettabili valori compresi fra
26 e 35 litri/ab·gg, misurato in condizioni standard.
La produzione di biogas può essere messa in relazione anche al tipo di sostanza che viene sottoposta a
digestione anaerobica: grassi, oli, proteine ecc.
Nella tabella 15.2 è riportata la quantità media di biogas ottenuto da varie classi di sostanze:
Tabella 15.2 – Biogas ottenuto per vari classi di sostanze
Classi di sostanze
Produzione specifica
di biogas
(litri/kgSSVrimosso
)
Contenuto di metano
(CH4 %)
Grassi 1100 – 1400 62 – 72
Sostanze oleose 1060 68
Carboidrati 790 50
Proteine 750 73
Schiume 870 - 990 70 - 75

Depurazione delle acque 23 Trattamento dei fanghi
Un altro metodo per determinare la composizione del biogas, compreso il contenuto di ammoniaca e
idrogeno solforato, consiste nell’uso della formula media empirica dei solidi volatili biodegradabili. Questa si
ottiene dall’analisi elementare, cioè dalla determinazione quantitativa dei vari elementi (C, H, O, N, S e
talvolta P) contenuti nei fanghi da sottoporre a fermentazione anaerobica. Il risultato ci consente di scrivere
una “formula” dei solidi volatili come se fossero costituiti da una sola sostanza. La formula ha indici
frazionari e ha valore solamente come indicazione dell’abbondanza dei vari elementi presenti nel fango. A
questo punto è possibile scrivere la reazione globale di digestione, usando anche acqua come ulteriore
reagente, in modo da formare metano, anidride carbonica, ammoniaca e idrogeno solforato.
A titolo di esempio si riporta la seguente reazione:
C4,42
H7O
1,44N
1,14S
0,03 + H
2O NH
3 + CO
2 + CH
4 + H
2S
che dopo opportuno bilanciamento diventa:
C4,42
H7O
1,44N
1,14S
0,03 + 2,82 H
2O 1,14 NH
3 + 2,13 CO
2 + 2,29 CH
4 + 0,03 H
2S
A questo punto è possibile calcolare la massa di ognuno dei gas ottenuti per digestione completa di 1 kg di
solidi volatili e quindi la composizione espressa come percentuale in peso. Inoltre, usando il volume molare
si può risalire anche al volume totale di gas ottenuto e alla sua composizione espressa come percentuale in
volume. [vedi Esempio 15.8]
Il biogas ottenuto dalla digestione anaerobica del fango può essere usato per la:
produzione di acqua calda per il riscaldamento del digestore;
produzione di vapore da usare in una turbina per la produzione di energia elettrica e utilizzazione
della condensa per il riscaldamento del digestore;
utilizzazione in motori a combustione interna per la produzione di energia elettrica e utilizzazione
del calore contenuto nei gas di scarico per il riscaldamento del digestore (con questo ultimo
sistema si riesce a recuperare circa il 30% dell’energia in forma di energia elettrica e dal 40 al 60%
come calore).
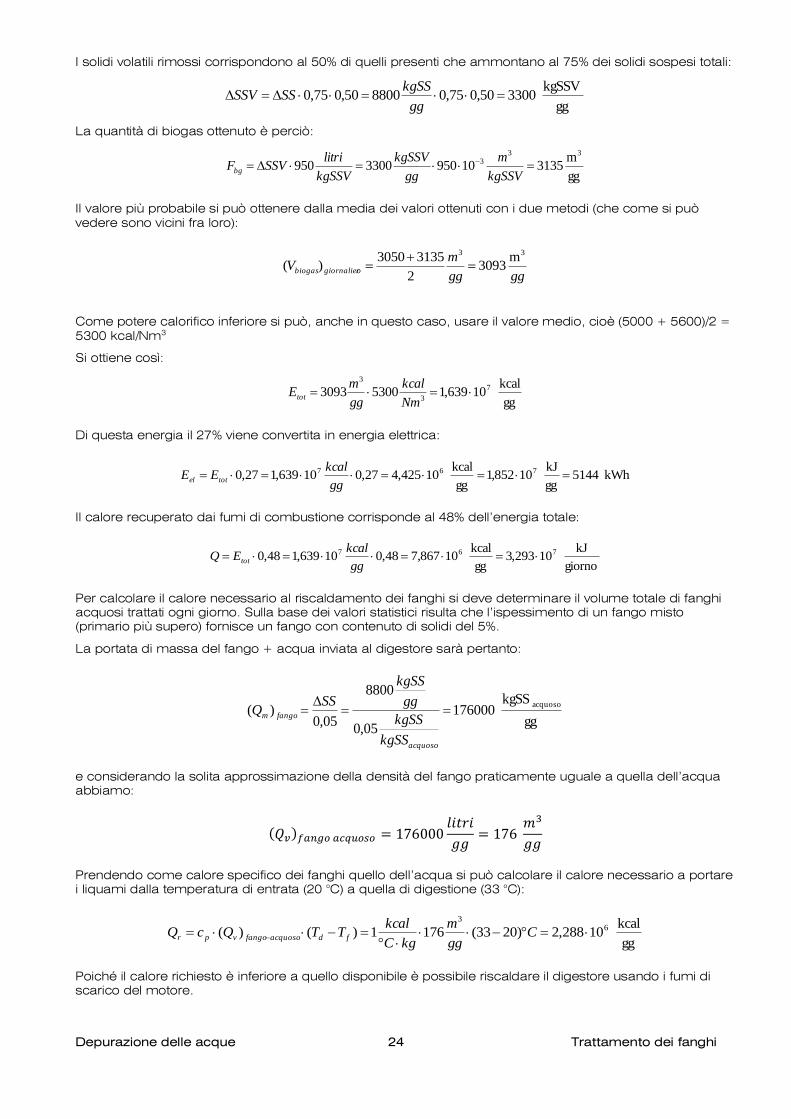
Esempio 15.5 - Energia dal biogas
Calcolare l’energia recuperabile da un impianto di digestione anaerobica che tratta un fango misto
proveniente da un impianto di depurazione che tratta i liquami di una comunità di 100000 abitanti e che
opera nelle seguenti condizioni:
- Temperatura del digestore Td = 33 °C
- Temperatura dei fanghi Tf = 20 °C
- Produzione di fango di supero X = 8800 kgSS/giorno
- Contenuto di sostanze volatili nel fango di supero = 75%
- Solidi volatili rimossi nella digestione = 50%
Determinare inoltre se il calore recuperato è sufficiente a mantenere la temperatura del digestore a 33 °C
considerando un recupero di energia elettrica del 27% e un recupero di calore del 48%.
******************************************
La produzione di biogas si può stimare in due modi diversi: o attraverso la produzione specifica per abitante
o attraverso la quantità di solidi volatili rimossi nella digestione.
Usando il primo metodo si può prendere, per la produzione specifica di biogas, il valore medio dell’intervallo
riportato sopra, cioè: (35+26)/2 = 30,5 litri/ab·giorno
Si ottiene così il volume giornaliero di biogas:
ggab
ggab
litriV ogiornalierbiogas
36 m
3050 gg
litri1005,31000005,30)(
Usando il secondo metodo si può prendere, per la produzione di biogas relativo alla quantità di solidi volatili
rimossi, il valore medio dell’intervallo relativo al trattamento di fanghi misti (contenenti fanghi primari), cioè:
(1000 + 900)/2 = 950 litri/kgSSV rimosso.
Depurazione delle acque 24 Trattamento dei fanghi
I solidi volatili rimossi corrispondono al 50% di quelli presenti che ammontano al 75% dei solidi sospesi totali:
gg
kgSSV 330050,075,0880050,075,0
gg
kgSSSSSSV
La quantità di biogas ottenuto è perciò:
gg
m 3135109503300950
333
kgSSV
m
gg
kgSSV
kgSSV
litriSSVFbg
Il valore più probabile si può ottenere dalla media dei valori ottenuti con i due metodi (che come si può
vedere sono vicini fra loro):
gggg
mV ogiornalierbiogas
33 m 3093
2
31353050)(
Come potere calorifico inferiore si può, anche in questo caso, usare il valore medio, cioè (5000 + 5600)/2 =
5300 kcal/Nm3
Si ottiene così:
gg
kcal 10639,153003093 7
3
3
Nm
kcal
gg
mEtot
Di questa energia il 27% viene convertita in energia elettrica:
kWh 5144gg
kJ 10852,1
gg
kcal 10425,427,010639,127,0 767
gg
kcalEE totel
Il calore recuperato dai fumi di combustione corrisponde al 48% dell’energia totale:
giorno
kJ 10293,3
gg
kcal 10867,748,010639,148,0 767
gg
kcalEQ tot
Per calcolare il calore necessario al riscaldamento dei fanghi si deve determinare il volume totale di fanghi
acquosi trattati ogni giorno. Sulla base dei valori statistici risulta che l’ispessimento di un fango misto
(primario più supero) fornisce un fango con contenuto di solidi del 5%.
La portata di massa del fango + acqua inviata al digestore sarà pertanto:
gg
kgSS 176000
05,0
8800
05,0)(
acquoso
acquoso
fangom
kgSS
kgSS
gg
kgSS
SSQ
e considerando la solita approssimazione della densità del fango praticamente uguale a quella dell’acqua
abbiamo:
( )
Prendendo come calore specifico dei fanghi quello dell’acqua si può calcolare il calore necessario a portare
i liquami dalla temperatura di entrata (20 °C) a quella di digestione (33 °C):
gg
kcal 10288,2)2033(1761)()( 6
3
Cgg
m
kgC
kcalTTQcQ fdacquosofangovpr
Poiché il calore richiesto è inferiore a quello disponibile è possibile riscaldare il digestore usando i fumi di
scarico del motore.
Depurazione delle acque 25 Trattamento dei fanghi
15.3.7 - I digestori anaerobici:
caratteristiche costruttive
A causa dell’instabilità del processo e della formazione di miscele gassose potenzialmente esplosive, il
digestore anaerobico è probabilmente l’apparecchiatura di maggiori dimensioni e più complessa fra tutte
quelle presenti in un impianto di depurazione delle acque reflue.
Il tipo di digestore anaerobico utilizzato e lo schema operativo seguito dipendono dalla potenzialità
dell’impianto e dal tipo di fanghi che si devono trattare.
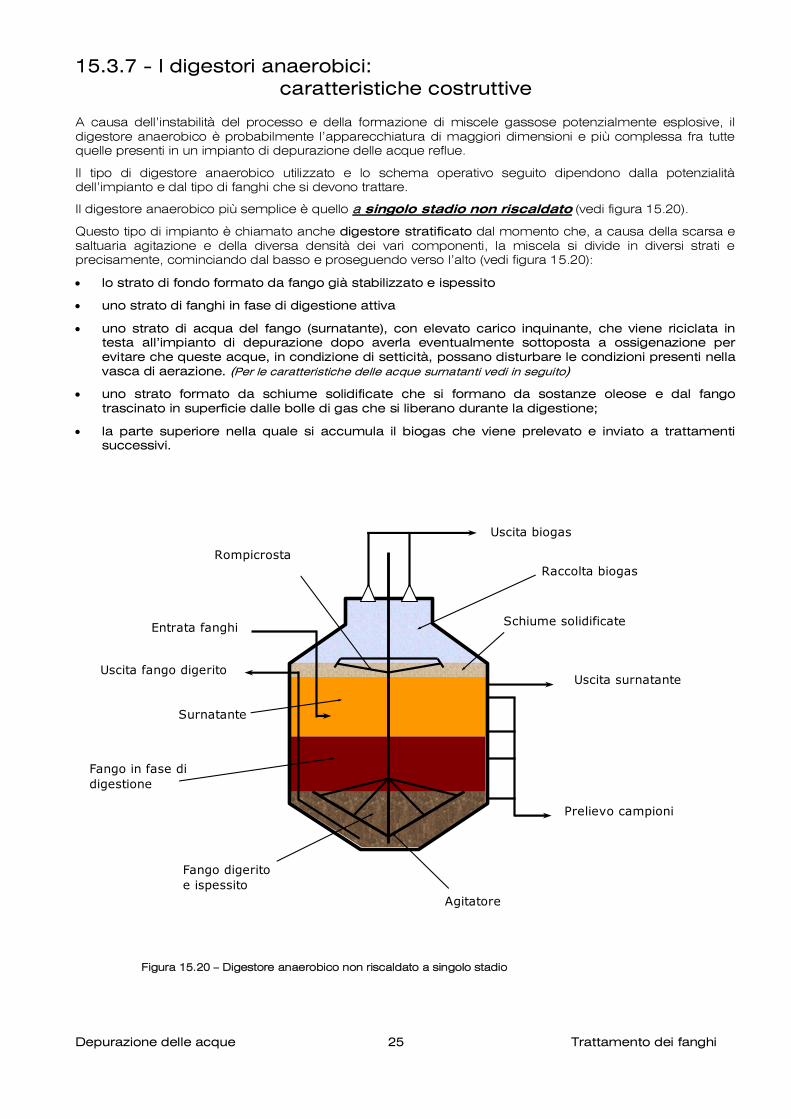
Il digestore anaerobico più semplice è quello a singolo stadio non riscaldato (vedi figura 15.20).
Questo tipo di impianto è chiamato anche digestore stratificato dal momento che, a causa della scarsa e
saltuaria agitazione e della diversa densità dei vari componenti, la miscela si divide in diversi strati e
precisamente, cominciando dal basso e proseguendo verso l’alto (vedi figura 15.20):
lo strato di fondo formato da fango già stabilizzato e ispessito
uno strato di fanghi in fase di digestione attiva
uno strato di acqua del fango (surnatante), con elevato carico inquinante, che viene riciclata in
testa all’impianto di depurazione dopo averla eventualmente sottoposta a ossigenazione per
evitare che queste acque, in condizione di setticità, possano disturbare le condizioni presenti nella
vasca di aerazione. (Per le caratteristiche delle acque surnatanti vedi in seguito)
uno strato formato da schiume solidificate che si formano da sostanze oleose e dal fango
trascinato in superficie dalle bolle di gas che si liberano durante la digestione;
la parte superiore nella quale si accumula il biogas che viene prelevato e inviato a trattamenti
successivi.
Figura 15.20 – Digestore anaerobico non riscaldato a singolo stadio
Uscita surnatante
Prelievo campioni
Uscita biogas
Uscita fango digerito
Entrata fanghi
Fango digerito
e ispessito
Fango in fase di
digestione
Agitatore
Schiume solidificate
Raccolta biogas
Rompicrosta
Surnatante

Depurazione delle acque 26 Trattamento dei fanghi
Periodicamente i vari strati vengono parzialmente mescolati in modo da rompere la crosta superficiale e
mescolare i fanghi freschi con quelli in fase di digestione più ricchi di batteri metanigeni. In questo modo si
evitano gli squilibri locali fra la fase acida e quella di produzione del metano.
A intervalli di tempo prestabiliti si interrompe l’agitazione e si mantiene la miscela a riposo per un periodo
sufficientemente lungo da permettere la formazione degli strati (descritti sopra) e un adeguato ispessimento
dello strato inferiore di fango digerito. A questo punto si procede all’eliminazione di parte del fango che
forma lo strato inferiore e contemporaneamente si introduce un ugual volume di fanghi freschi.
Da un esame della figura 15.20 si possono evidenziare i seguenti componenti del digestore anaerobico non
riscaldato a singolo stadio:
il punto di ingresso del fango fresco situato subito sotto la crosta superficiale;
la tubazione di prelievo del fango digerito che pesca sul fondo del digestore;
la tubazione per il prelievo del surnatante da rimandare all’impianto di trattamento delle acque;
i punti di prelievo del biogas che viene inviato ai trattamenti successivi (raccolta in un gasometro,
trattamento in colonna di desolforazione, utilizzazione come combustibile ecc.);
l’agitatore per il mescolamento saltuario della miscela;
il dispositivo per rompere la crosta e consentire alla parte delle schiume solidificate di sedimentare
ed essere sottoposte a digestione;
i tubi laterali per il prelievo di campioni a varie altezze per poter controllare se l’impianto sta
funzionando in maniera corretta.
Le acque che si separano dal fango nella fase di digestione anaerobica (surnatante) hanno un elevato
carico inquinante: presenza di solidi sospesi, BOD5 e COD elevati, alto contenuto di ammoniaca e composti
del fosforo. La composizione del surnatante dipende ovviamente dal tipo di fango che è stato sottoposto a
trattamento (fanghi primari, fanghi misti da filtri percolatori o fanghi misti da impianti a fanghi attivi).
Quando il surnatante viene riciclato alla fase di trattamento dei liquami, in genere alla sedimentazione
primaria oppure alla vasca di ossidazione, si verifica un incremento dei parametri che caratterizzano il carico
inquinante delle acque che devono essere sottoposte a depurazione (BOD, COD, carico dei solidi sospesi,
contenuto di fosforo e di azoto) dovuto all’alto carico inquinante delle acque prelevate dal digestore (vedi
Tabella 15.3). La quantità di ossigeno disciolto subisce invece una netta diminuzione dal momento che le
acque provenienti dal digestore si trovano in condizione di completa anaerobiosi.
Nella tabella che segue sono riportati i valori dei parametri più importanti per tipi diversi di fango trattato sia
in modo anaerobico che aerobico:
Tabella 15.3 - Caratteristiche del surnatante riciclato dai digestori
ANAEROBICI AEROBICI
Parametro
Unità
di
misura
Fanghi primari
Fanghi misti
(primari più
fango da filtri
percolatori)
Fanghi misti
(primari più fanghi
da impianti a fanghi
attivi)
Fanghi
secondari
Solidi sospesi mg/l 200 - 1000 500 - 5000 5000 - 15000 200 – 3000
BOD5 mg/l 500 - 3000 500 - 5000 1000 – 10000 50 – 500
COD mg/l 1000 - 5000 2000 - 10000 3000 – 30000 200 – 2000
Ammoniaca mg/l di
NH3
300 - 400 400 - 600 500 – 1000 molto bassa
Fosforo mg/l di
Fosforo 50 - 200 100 - 300 300 - 1000 25 – 200
Acqua % 90 - 92 92 - 94 93 - 95 96 - 99
MOLTO IMPORTANTE: dall’analisi dei dati è evidente che nel caso della digestione anaerobica (molto meno
che in quella aerobica) sarà necessario tener conto di queste acque nel dimensionamento dei trattamenti
della linea acque che verranno coinvolti (vasca di ossidazione, sistema di aerazione, sedimentazione
secondaria).
Depurazione delle acque 27 Trattamento dei fanghi
Dal momento che questi digestori non sono riscaldati il loro funzionamento è fortemente influenzato dalla
temperatura esterna. Per evitare eccessivi sbalzi di temperatura è necessario provvedere a un buon
isolamento termico realizzato con materiale isolante ed eventualmente anche interrando parzialmente il
digestore e ammucchiando della terra nella parte che rimane fuori. A causa della difficoltà di controllo del
grado di stabilizzazione questi digestori possono funzionare solamente a basso carico.
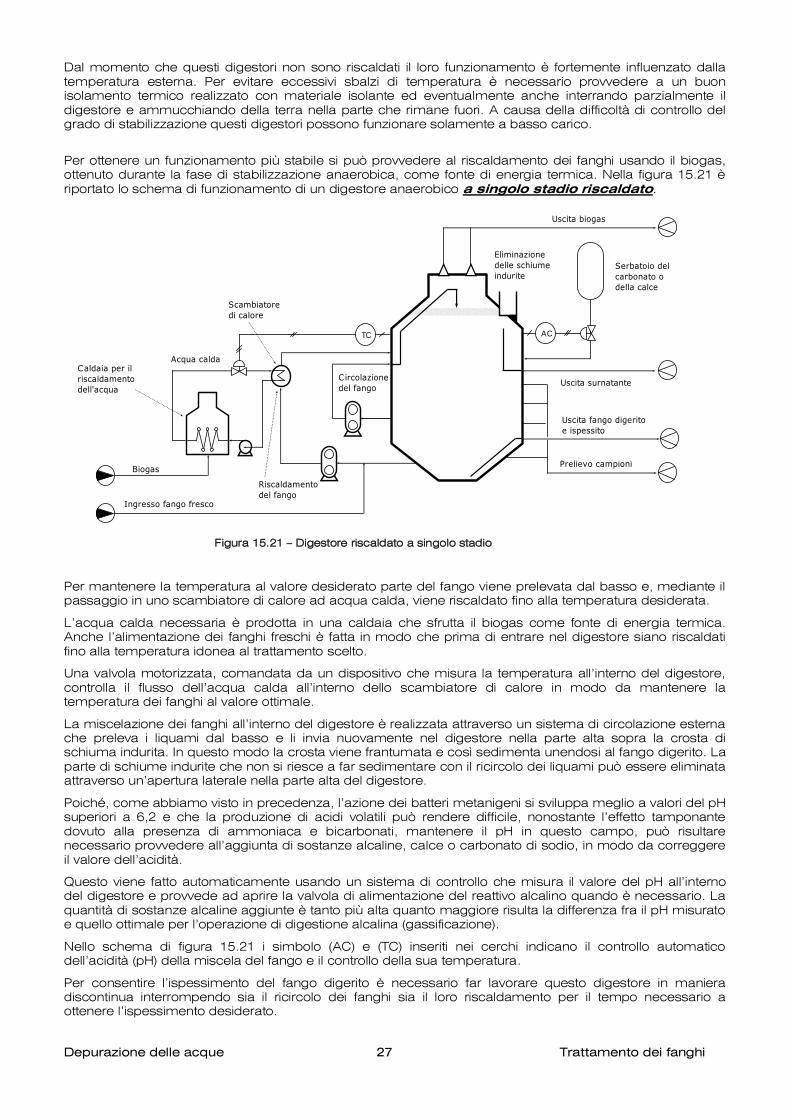
Per ottenere un funzionamento più stabile si può provvedere al riscaldamento dei fanghi usando il biogas,
ottenuto durante la fase di stabilizzazione anaerobica, come fonte di energia termica. Nella figura 15.21 è
riportato lo schema di funzionamento di un digestore anaerobico a singolo stadio riscaldato.
Figura 15.21 – Digestore riscaldato a singolo stadio
Per mantenere la temperatura al valore desiderato parte del fango viene prelevata dal basso e, mediante il
passaggio in uno scambiatore di calore ad acqua calda, viene riscaldato fino alla temperatura desiderata.
L’acqua calda necessaria è prodotta in una caldaia che sfrutta il biogas come fonte di energia termica.
Anche l’alimentazione dei fanghi freschi è fatta in modo che prima di entrare nel digestore siano riscaldati
fino alla temperatura idonea al trattamento scelto.
Una valvola motorizzata, comandata da un dispositivo che misura la temperatura all’interno del digestore,
controlla il flusso dell’acqua calda all’interno dello scambiatore di calore in modo da mantenere la
temperatura dei fanghi al valore ottimale.
La miscelazione dei fanghi all’interno del digestore è realizzata attraverso un sistema di circolazione esterna
che preleva i liquami dal basso e li invia nuovamente nel digestore nella parte alta sopra la crosta di
schiuma indurita. In questo modo la crosta viene frantumata e così sedimenta unendosi al fango digerito. La
parte di schiume indurite che non si riesce a far sedimentare con il ricircolo dei liquami può essere eliminata
attraverso un’apertura laterale nella parte alta del digestore.
Poiché, come abbiamo visto in precedenza, l’azione dei batteri metanigeni si sviluppa meglio a valori del pH
superiori a 6,2 e che la produzione di acidi volatili può rendere difficile, nonostante l’effetto tamponante
dovuto alla presenza di ammoniaca e bicarbonati, mantenere il pH in questo campo, può risultare
necessario provvedere all’aggiunta di sostanze alcaline, calce o carbonato di sodio, in modo da correggere
il valore dell’acidità.
Questo viene fatto automaticamente usando un sistema di controllo che misura il valore del pH all’interno
del digestore e provvede ad aprire la valvola di alimentazione del reattivo alcalino quando è necessario. La
quantità di sostanze alcaline aggiunte è tanto più alta quanto maggiore risulta la differenza fra il pH misurato
e quello ottimale per l’operazione di digestione alcalina (gassificazione).
Nello schema di figura 15.21 i simbolo (AC) e (TC) inseriti nei cerchi indicano il controllo automatico
dell’acidità (pH) della miscela del fango e il controllo della sua temperatura.
Per consentire l’ispessimento del fango digerito è necessario far lavorare questo digestore in maniera
discontinua interrompendo sia il ricircolo dei fanghi sia il loro riscaldamento per il tempo necessario a
ottenere l’ispessimento desiderato.
TC AC
Ingresso fango fresco
Biogas
Acqua caldaCaldaia per il
riscaldamento
dell'acqua
Circolazione
del fango
Riscaldamento
del fango
Serbatoio del
carbonato o
della calce
Uscita surnatante
Uscita fango digerito
e ispessito
Uscita biogas
Eliminazione
delle schiume
indurite
Prelievo campioni
Scambiatore
di calore
Depurazione delle acque 28 Trattamento dei fanghi
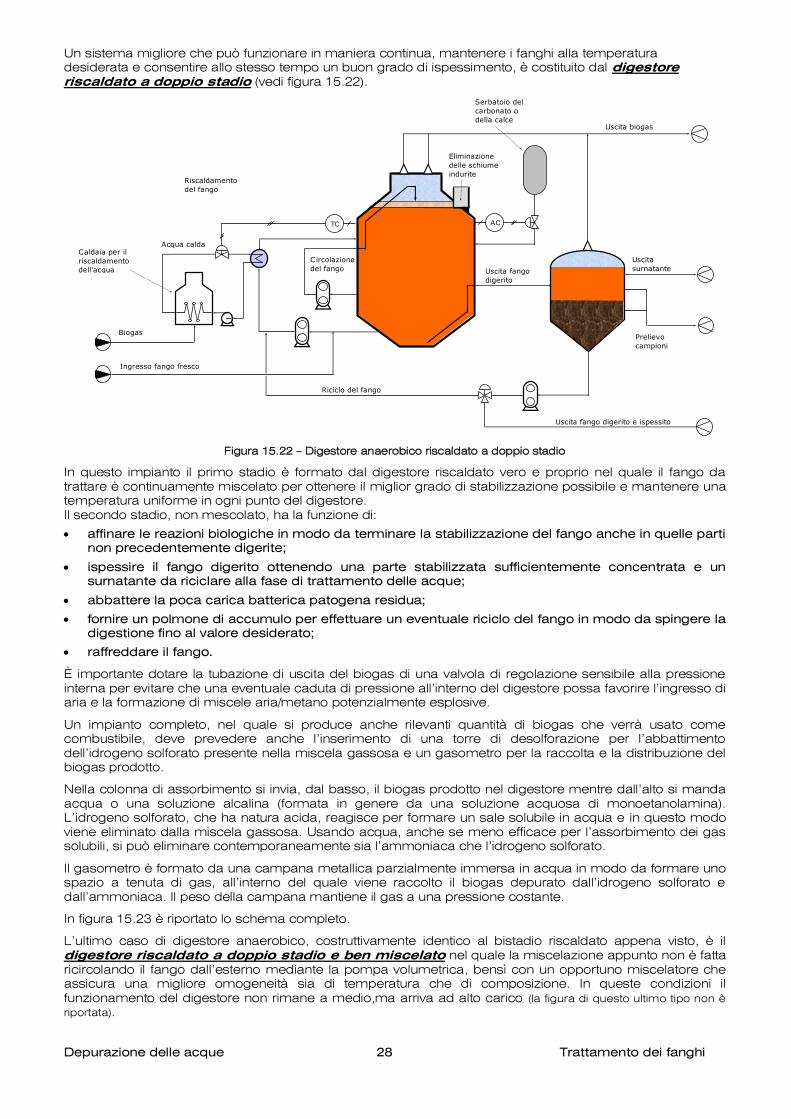
Un sistema migliore che può funzionare in maniera continua, mantenere i fanghi alla temperatura
desiderata e consentire allo stesso tempo un buon grado di ispessimento, è costituito dal digestore
riscaldato a doppio stadio (vedi figura 15.22).
Figura 15.22 – Digestore anaerobico riscaldato a doppio stadio
In questo impianto il primo stadio è formato dal digestore riscaldato vero e proprio nel quale il fango da
trattare è continuamente miscelato per ottenere il miglior grado di stabilizzazione possibile e mantenere una
temperatura uniforme in ogni punto del digestore.
Il secondo stadio, non mescolato, ha la funzione di:
affinare le reazioni biologiche in modo da terminare la stabilizzazione del fango anche in quelle parti
non precedentemente digerite;
ispessire il fango digerito ottenendo una parte stabilizzata sufficientemente concentrata e un
surnatante da riciclare alla fase di trattamento delle acque;
abbattere la poca carica batterica patogena residua;
fornire un polmone di accumulo per effettuare un eventuale riciclo del fango in modo da spingere la
digestione fino al valore desiderato;
raffreddare il fango.
È importante dotare la tubazione di uscita del biogas di una valvola di regolazione sensibile alla pressione
interna per evitare che una eventuale caduta di pressione all’interno del digestore possa favorire l’ingresso di
aria e la formazione di miscele aria/metano potenzialmente esplosive.
Un impianto completo, nel quale si produce anche rilevanti quantità di biogas che verrà usato come
combustibile, deve prevedere anche l’inserimento di una torre di desolforazione per l’abbattimento
dell’idrogeno solforato presente nella miscela gassosa e un gasometro per la raccolta e la distribuzione del
biogas prodotto.
Nella colonna di assorbimento si invia, dal basso, il biogas prodotto nel digestore mentre dall’alto si manda
acqua o una soluzione alcalina (formata in genere da una soluzione acquosa di monoetanolamina).
L’idrogeno solforato, che ha natura acida, reagisce per formare un sale solubile in acqua e in questo modo
viene eliminato dalla miscela gassosa. Usando acqua, anche se meno efficace per l’assorbimento dei gas
solubili, si può eliminare contemporaneamente sia l’ammoniaca che l’idrogeno solforato.
Il gasometro è formato da una campana metallica parzialmente immersa in acqua in modo da formare uno
spazio a tenuta di gas, all’interno del quale viene raccolto il biogas depurato dall’idrogeno solforato e
dall’ammoniaca. Il peso della campana mantiene il gas a una pressione costante.
In figura 15.23 è riportato lo schema completo.
L’ultimo caso di digestore anaerobico, costruttivamente identico al bistadio riscaldato appena visto, è il
digestore riscaldato a doppio stadio e ben miscelato nel quale la miscelazione appunto non è fatta
ricircolando il fango dall’esterno mediante la pompa volumetrica, bensì con un opportuno miscelatore che
assicura una migliore omogeneità sia di temperatura che di composizione. In queste condizioni il
funzionamento del digestore non rimane a medio,ma arriva ad alto carico (la figura di questo ultimo tipo non è
riportata).
TC AC
Ingresso fango fresco
Biogas
Acqua caldaCaldaia per il
riscaldamento
dell'acqua
Circolazione
del fango
Riscaldamento
del fango
Serbatoio del
carbonato o
della calce
Uscita fango
digerito
Uscita biogas
Eliminazione
delle schiume
indurite
Uscita
surnatante
Prelievo
campioni
Riciclo del fango
Uscita fango digerito e ispessito
Depurazione delle acque 29 Trattamento dei fanghi
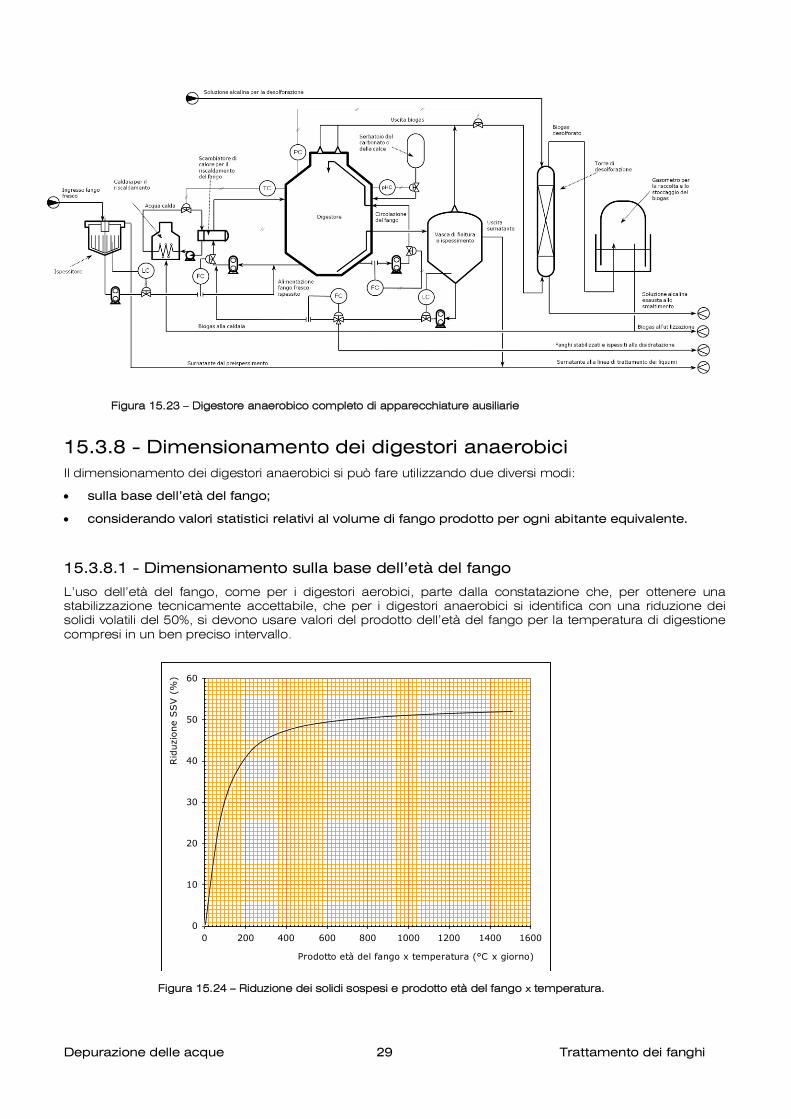
Figura 15.23 – Digestore anaerobico completo di apparecchiature ausiliarie
15.3.8 - Dimensionamento dei digestori anaerobici
Il dimensionamento dei digestori anaerobici si può fare utilizzando due diversi modi:
sulla base dell’età del fango;
considerando valori statistici relativi al volume di fango prodotto per ogni abitante equivalente.
15.3.8.1 - Dimensionamento sulla base dell’età del fango
L’uso dell’età del fango, come per i digestori aerobici, parte dalla constatazione che, per ottenere una
stabilizzazione tecnicamente accettabile, che per i digestori anaerobici si identifica con una riduzione dei
solidi volatili del 50%, si devono usare valori del prodotto dell’età del fango per la temperatura di digestione
compresi in un ben preciso intervallo.
Figura 15.24 – Riduzione dei solidi sospesi e prodotto età del fango x temperatura.
0
10
20
30
40
50
60
0 200 400 600 800 1000 1200 1400 1600
Prodotto età del fango x temperatura (°C x giorno)
Rid
uzio
ne S
SV
(%
)
Depurazione delle acque 30 Trattamento dei fanghi
Data la differenza dei due processi questi valori sono diversi da quelli della digestione aerobica e sono
riportati nel grafico di figura 15.24 che si riferisce a un impianto riscaldato e che funziona in maniera corretta.
Negli impianti a medio e alto carico l’età che il fango raggiunge nella fase di ossidazione può essere
considerato trascurabile, pertanto il tempo di ritenzione del digestore anaerobico si può assumere uguale
all’età totale del fango.
I valori comunemente accettati dell’età totale del fango per ottenere una riduzione dei solidi volatili di circa il
50% (stabilizzazione tecnica) nei diversi tipi di digestori sono:
per impianti a basso carico non riscaldati (T≈20 °C), stratificati e monostadio il valore del prodotto
età del fango x temperatura è compreso fra 1200 e 1400 a cui corrisponde una età totale del fango
compresa fra 60 e 70 giorni.
per impianti a medio carico riscaldati monostadio (temperatura compresa fra 30 e 38 °C) non ben
miscelati il valore del prodotto età del fango x temperatura è compreso fra 1200 e 1400 a cui
corrisponde una età totale del fango compresa fra 30 e 40 giorni.
per un impianto a medio carico riscaldato bistadio (temperatura compresa fra 30 e 38 °C) il valore
del prodotto età del fango x temperatura è compreso fra 700 e 1100 a cui corrisponde una età
totale del fango compresa fra 25 e 28 giorni.
per un impianto a alto carico mesofilo bistadio e ben miscelati (temperatura compresa fra 30 e 38
°C) il valore del prodotto età del fango x temperatura è compreso fra 600 e 800 a cui corrisponde
una età totale del fango compresa fra 15 e 20 giorni.
Una volta determinata l’età totale del fango si può calcolare il volume del digestore nei due casi senza e con
ispessimento contemporaneo:
senza ispessimento →
con ispessimento →
Dove:
Qf = portata del fango da trattare espressa in m3
/giorno;
= fango giornaliero prodotto dal digestore in kgSS/gg
Cd = concentrazione del fango nel digestore
E’ = età del fango nel digestore in giorni.
È importante considerare che, come detto precedentemente, negli impianti la cui linea acque sia a medio e
alto carico, l’età del fango nel digestore corrisponde all’incirca all’età totale calcolata sulla base del valore
del prodotto età del fango x temperatura usato.
Negli impianti a basso carico l’età del fango nel digestore si determina sottraendo, all’età totale del fango, il
tempo medio di permanenza dei liquami nel complesso vasca a fanghi attivi-sedimentatore secondario.
La concentrazione del fango digerito (Cd) varia a seconda del trattamento subito dal fango prima della
digestione e del tipo di fango sottoposto a fermentazione anaerobica. Si hanno i seguenti casi:
fanghi che non hanno subito nessun preispessimento
fango derivante dal sedimentatore primario Cd = 3,5 - 4,5 %
fango misto primario più secondario Cd = 2,5 - 3,5 %
fango derivante da filtri percolatori Cd = 2,5 - 5,0 %
fanghi che hanno subito una fase di preispessimento:
fango derivante dal sedimentatore primario Cd = 8,0 - 10 %
fango misto primario più secondario Cd = 5,0 – 7,0 %
fango derivante da filtri percolatori Cd = 6,0 - 8,0 %
Depurazione delle acque 31 Trattamento dei fanghi
15.3.8.3 - Dimensionamento sulla base di valori statistici
Dall’esame dei risultati sperimentali ottenuti esaminando vari tipi di impianti è stato possibile determinare il
volume specifico del digestore anaerobico per ogni abitante servito:
digestori freddi Vspecifico
= 100 – 200 litri/abitante
digestori mesofili (30 – 38 °C) con fanghi primari Vspecifico
= 20 – 40 litri /abitante
digestori mesofili (30 – 38 °C) con fanghi misti Vspecifico
= 30 – 80 litri /abitante
Usando questi valori è possibile stimare, almeno in prima approssimazione, il volume del digestore
anaerobico che si deve usare per smaltire i fanghi di una comunità quando si conosce il tipo di fango da
trattare e il numero di abitanti serviti dall’impianto di depurazione.
I risultati ottenuti con quest’ultimo metodo hanno un minore grado di attendibilità ma, considerando che nel
dimensionamento di un digestore anaerobico è sempre meglio abbondare, possono risultare utili quando
non sono ben conosciuti gli altri parametri.
Esempio 15.6 - Volume del digestore anaerobico
Un digestore anaerobico a medio carico a singolo stadio, per una popolazione di 90000 abitanti, tratta 8800
kg/giorno di fanghi misti contenenti il 75% di sostanze volatili con una concentrazione del fango in ingresso
del 5%. La temperatura di esercizio è 33 °C.
Determinare il volume del digestore.
***********
Calcolo eseguito usando il tempo di ritenzione:
Occorre calcolare la portata dei fanghi espressa in m3
/giorno. Dal momento che conosciamo la
concentrazione del fango e la portata dei solidi sospesi, la portata volumetrica del fango calcolata nel solito
modo (fango
≈ acqua
) sarà:
ggQ
SSQ fm
acquoso fango3
acquoso fango m 176
gg
kg 176000
05,0
8800
05,0
Il calcolo del tempo di ritenzione si effettua prendendo come valore dell’intervallo età del fango x
temperatura il valore: (1200 + 1400)/2 = 1300 °C∙gg (vedi dati riportati alle pagine precedenti)
Dal momento che la temperatura di lavoro è 33 °C e che il tempo di ritenzione è pari all’età totale del fango
(impianto a medio carico), si può calcolare il tempo di ritenzione con l’equazione:
gg 39C33
ggC1300t
r
Infine per il volume della vasca si ottiene:
33
m 686439176 gggg
mtQV rfdig
Calcolo eseguito usando i valori statistici:
Per un digestore mesofilo che lavora su fanghi misti si può prendere come volume specifico del digestore il
valore medio dell’intervallo riportato in precedenza [Vspecifico
= (30 + 80)/2 = 55 litri/abitante]
Usando questo valore si può calcolare il volume del digestore anaerobico necessario:
33 m 4950900001055. abab
litriabnVV specificodig
La differenza tra i due risultati si può imputare al dato statistico usato (Vspecifico
= 55 litri/abitante) che, in
questo caso, risulta non adeguato.
Depurazione delle acque 32 Trattamento dei fanghi
I due esempi che seguono sono MOLTO IMPORTANTI perché prendono in considerazione due casi che, in
passato, sono stati affrontati più di una volta nella seconda prova dell’esame di stato.
Esempio 15.7– Digestione anaerobica di un liquame grezzo
Un’azienda agricola produce 6 m3
/giorno di acque reflue con un BOD5 = 12000 mg/l. Tali acque vengono
inviate a un impianto in cui si realizza la produzione anaerobica di biogas. Il processo viene condotto a una
temperatura di 35 °C in modo da permettere di usare una età del fango di 15 giorni. L’abbattimento del
BOD è del 95% e per ogni kg di BOD abbattuto si producono 0,65 m3
di biogas. Il biogas ottenuto viene
usato dalla stessa azienda come combustibile.
Con i dati a disposizione calcolare:
- Il volume del digestore anaerobico.
- La quantità di biogas prodotto giornalmente.
- La quantità di calore richiesta per il riscaldamento del digestore supponendo che i liquami in ingresso si
trovino alla temperatura di 15 °C e che le perdite di calore siano solamente quelle dovute all’uscita dei
liquami dal digestore.
- La quantità di calore ottenibile dalla combustione del biogas.
************
Volume del digestore
Si calcola usando il tempo di ritenzione:
33
m 90156 gggg
mtQV ridig
Quantità di biogas prodotto ogni giorno
Si calcola dal BOD abbattuto ogni giorno:
Carico organico
/ggkgBOD 72126 53
53
5 m
kgBOD
gg
mBODQQ iorg
BOD5 abbattuto giornalmente:
/ggkgBOD 4,6895,072 55
. gg
kgBODQQ orgabborg
Quantità di biogas prodotto:
gggg
kgBOD
kgBOD
mQ
kgBOD
mV
biogasbiogas
abborg
biogas
biogas
3
5
5
3
.
5
3 m 5,444,6865,065,0
Quantità di calore necessaria per mantenere il digestore a 35 °C
Si usa l’equazione fondamentale della calorimetria considerando il calore specifico del liquame uguale ad
uno (come quello dell’acqua):
kcal/gg 120000)1535(16000
CCCkg
kcal
gg
kgtcmQ
liquame
liquame
p
Calore ottenuto dalla combustione del biogas
Si ricorda che il potere calorifico medio del biogas è circa 5300 kcal/m3
Quindi la quantità di calore ottenibile
è:
gg
kcal
gg
m
m
kcal
m
kcalVQ
biogas
biogasbiogas 2360005,44530053003
33

Depurazione delle acque 33 Trattamento dei fanghi
Esempio 15.8 – Produzione di biogas
Un refluo industriale, portata 0,6 m3
/h e BOD5 = 45 g/l ha una composizione del carico inquinante espresso
dalla formula C4,42
H7O
1,44N
1,14S
0,03 viene utilizzato per la produzione di biogas secondo la reazione:
C4,42
H7O
1,44N
1,14S
0,03 + 2,82 H
2O 1,14 NH
3 + 2,13 CO
2 + 2,29 CH
4 + 0,03 H
2S
Sapendo che il BOD5 residuo dell’effluente è pari a 4,0 g/l, il tempo di ritenzione è di 9 giorni e considerando
che la popolazione cellulare si mantenga costante, determinare:
- la composizione del biogas espressa come % in volume.
- la composizione del biogas espressa come % in peso
- la quantità di metano prodotta espressa in kg/h e in Nm3
/h
- il volume del reattore.
Disegnare inoltre lo schema dell’impianto, utilizzando per quanto possibile la normativa
UNICHIM,prevedendo la degassazione dell’effluente anaerobico al fine di recuperare il gas disciolto e il suo
successivo trattamento aerobico per portarlo ai limiti di legge (BOD5 = 160 mg/l) per lo scarico in acque
pubbliche.
Pesi atomici: C = 12,01 H = 1,01 N = 14,01 O = 16,00 S = 32,06
**************
Dati disponibili U.M. originali U.M. comvertite
Portata oraria Q = 0,6 m3
/h Q = 0,6 m3
/h
BOD5 iniziale BOD
5i= 45 g/l BOD
5i = 45 kg/m
3
BOD5 finale BOD
5f= 4 g/l BOD
5f = 4 kg/m
3
Tempo di ritenzione tr = 9 giorni t
r = 9 giorni
Sono conosciuti inoltre i coefficienti di reazione per la reazione bilanciata
Composizione del biogas espressa come volume %
Ricordando (leggi dei gas) che, “una mole di qualsiasi gas nelle stesse condizioni di pressione e
temperatura occupa lo stesso volume” si deduce che la composizione in volume % coincide con quella in
moli %.
Per calcolare la composizione in moli% occorre conoscere il numero di moli dei singoli gas (questo è un
dato del problema e corrisponde ai coefficienti di reazione per la reazione indicata sopra) e il numero di moli
totali (ntot
) (che si calcola sommando le moli di ogni singolo gas)
Quindi:
moli 59,503,029,213,214,12423
SHCHCONHtot nnnnn
Per calcolare la composizione in moli % (che corrisponde a quella in volume%) si deve dividere il numero di
moli di ogni singolo gas per il numero totale di moli e moltiplicare per 100:
V/V3 % 39,2010059,5
14,11003
tot
NH
n
nNH
V/V2 % 10,3810059,5
13,21002
tot
CO
n
nCO
V/V4 % 97,4010059,5
29,21004
tot
CH
n
nCH
V/V2 % 54,010059,5
03,01002
tot
SH
n
nSH
%00,100Totale
Per calcolare la composizione del biogas in peso % si devono determinare le masse dei singoli gas (ottenibili
moltiplicando il numero di moli per il peso molecolare) e la massa totale del gas (mtot
) (calcolabile come
somma delle masse dei singoli gas):
Depurazione delle acque 34 Trattamento dei fanghi
Composizione del biogas espressa come peso %
Per prima cosa si devono calcolare i pesi molecolari dei singoli gas:
08,3401,1206,32
05,1601,1401,12
01,440,16201,12
04,1701,1301,14
2
4
2
3
SH
CH
CO
NH
PM
PM
PM
PM
Ora si possono calcolare le masse dei singoli gas:
g 150,94 ................................. totalePeso
________________________________________________
g 02,108,3403,0m
g 75,3605,1629,2m
g 74,9301,4413,2m
g 43,1904,1714,1
222
444
222
333
H
CH
CO
SHSHS
CHCH
COCO
NHNHNH
PMn
PMn
PMn
PMnm
ora è possibile calcolare la composizione espressa come % in peso
% 100,00 ...................................... Totale
_______________________________________
% 67,0 10094,150
02,1100H
% 35,2410094,150
75,36100CH
% 11,6210094,150
74,93100CO
% 87,1210094,150
43,19100
2
4
2
3
2
4
2
3
tot
SH
tot
CH
tot
CO
tot
NH
m
mS
m
m
m
m
m
mNH
Quantità di metano prodotta ogni ora: per calcolare la quantità di metano prodotta ogni ora si parte
dalla constatazione che per ogni mole di carico inquinante reagito (COD) si formano 2,29 moli di metano
(vedi reazione bilanciata del testo).
I calcoli da eseguire sono perciò:
- Calcolo del peso molecolare del carico inquinante (per determinare le moli di BOD rimosso).
- Calcolo del BOD rimosso ogni ora.
- Calcolo delle moli di carico inquinante rimosso.
- Calcolo delle moli di metano formate.
- Calcolo del peso di metano formato.
- Calcolo del volume di metano formato.
Peso molecolare del carico inquinante (PMBOD
)
Si usano gli indici riportati nella formula e i pesi atomici degli elementi presenti.
13,10003,006,3214,101,1444,100,16701,142,401,12 CODPM
BOD rimosso (BODabb
)
Il BOD rimosso si calcola moltiplicando la portata oraria dei liquami per la differenza fra il BOD iniziale e
quello finale:
/hkgBOD 6,24)445(6,0)( 53
5
3
55 m
kgBOD
h
mBODBODQBOD
fiiabb
Moli di BOD rimosso (nBOD5 abb
)
h
kmoli 0,2457
13,100
6,24
5
5
5 BOD
abb
abbBODPM
BODn

Depurazione delle acque 35 Trattamento dei fanghi
Moli di metano formate
Per ogni mole di BOD5 rimosso si formano 2,29 moli di metano quindi per 0,2457 kmoli di BOD
5 si formano:
hnn abbBODCH
)kmoli(CH 5627,02457,029,229,2 4
54
Peso del metano formato
hPMnP CHCHCH
)kg(CH 03,905,165627,0 4
444
Volume del metano formato
Per calcolare il volume è sufficiente ricordare che una mole di qualsiasi gas occupa, a condizioni normali, il
volume di 22,41 litri (1 kmole occupa 22,41 m3
). Quindi:
hh
kmol
kmol
mn
mol
litriV CHCH
33 Nm 61,125627,041,2241,22
44
Volume del digestore
Per calcolare il volume del digestore è sufficiente moltiplicare il carico idraulico (cioè la portata giornaliera dei
liquami) per il tempo di ritenzione. Il carico idraulico si ottiene dalla portata oraria moltiplicata per 24. Quindi:
33
m 6,12996,02424 ggh
m
gg
htQ
gg
hV ri
Schema impianto:
Prima di disegnare lo schema dell’impianto conviene fare alcune considerazioni:
Visto la piccola portata conviene sottoporre i liquami in ingresso a una grigliatura e dissabbiatura combinate
in un’unica vasca.
La degassazione dell’effluente può essere eseguita mediante stripping con aria o con un gas inerte
(esempio azoto) o con vapor d’acqua. L’uso dell’aria non è possibile perché con il biogas si formerebbero
delle miscele esplosive. Il gas inerte risulta generalmente costoso e produce un biogas diluito e quindi di
minor valore per quanto riguarda la sua potenzialità termica. La soluzione migliore consiste perciò nell’uso di
vapor d’acqua che può essere eliminato successivamente per condensazione.
Il surnatante che esce dal digestore, con un BOD5 ancora molto alto, (4000 ppm) deve essere sottoposto a
una ossidazione in un impianto a fanghi attivi. Dal momento che la portata dei liquami è molto bassa
conviene usare un impianto compatto a ossidazione prolungata in modo da formare piccole quantità di
fango già stabilizzato.
Grigliatura e
desabbiatura
Arrivo acque
grezze
TC
Vapore
AC
Uscita biogas
Circolazione
dei liquami
LC
PC
Digestore
Scambiatore di
calore per il
riscaldamento
del fangoCaldaia per la
produzione di
acqua calda
VB
Serbatoio del
carbonato o
della calce
Aria
Trattamento
aerobico
Fango di supero
Ric
iclo
fango
Biogas
Acque
depurate
allo scarico
Fango stabilizzato alll'essicamento e smaltimento
Colonna di
degassaggio
Surnatante
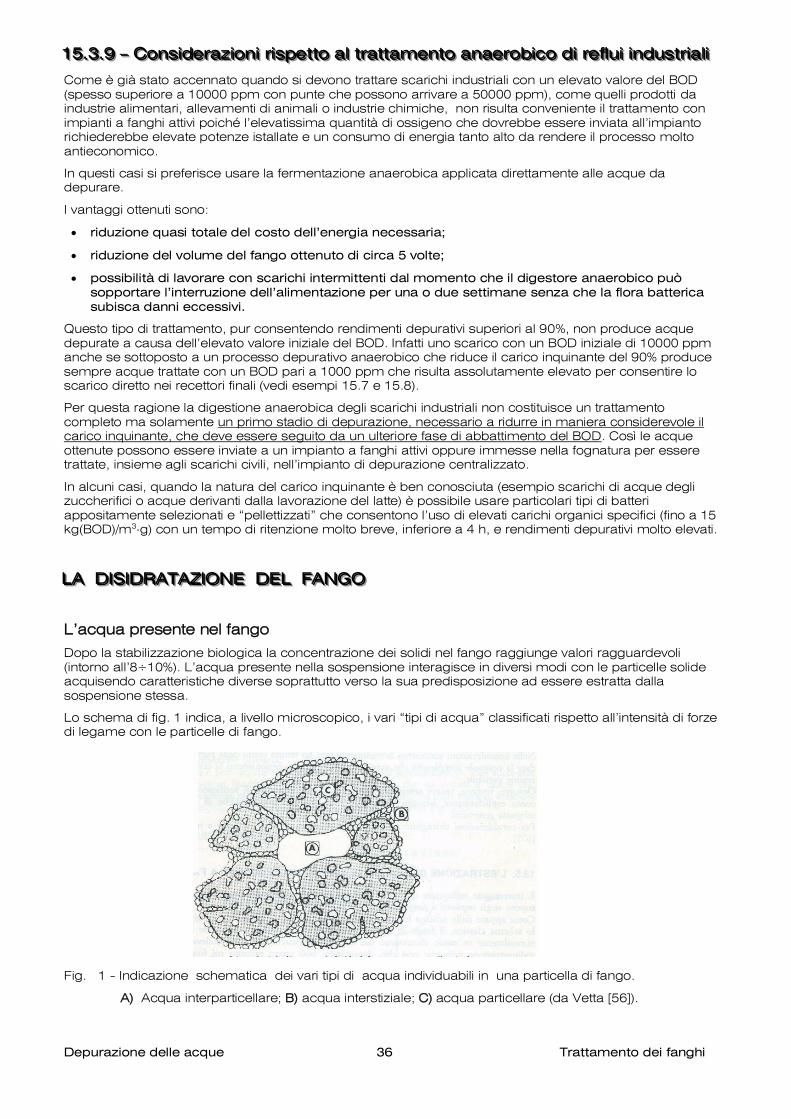
Depurazione delle acque 36 Trattamento dei fanghi
111555...333...999 ––– CCCooonnnsssiiidddeeerrraaazzziiiooonnniii rrriiissspppeeettttttooo aaalll tttrrraaattttttaaammmeeennntttooo aaannnaaaeeerrrooobbbiiicccooo dddiii rrreeefffllluuuiii iiinnnddduuussstttrrriiiaaallliii
Come è già stato accennato quando si devono trattare scarichi industriali con un elevato valore del BOD
(spesso superiore a 10000 ppm con punte che possono arrivare a 50000 ppm), come quelli prodotti da
industrie alimentari, allevamenti di animali o industrie chimiche, non risulta conveniente il trattamento con
impianti a fanghi attivi poiché l’elevatissima quantità di ossigeno che dovrebbe essere inviata all’impianto
richiederebbe elevate potenze istallate e un consumo di energia tanto alto da rendere il processo molto
antieconomico.
In questi casi si preferisce usare la fermentazione anaerobica applicata direttamente alle acque da
depurare.
I vantaggi ottenuti sono:
riduzione quasi totale del costo dell’energia necessaria;
riduzione del volume del fango ottenuto di circa 5 volte;
possibilità di lavorare con scarichi intermittenti dal momento che il digestore anaerobico può
sopportare l’interruzione dell’alimentazione per una o due settimane senza che la flora batterica
subisca danni eccessivi.
Questo tipo di trattamento, pur consentendo rendimenti depurativi superiori al 90%, non produce acque
depurate a causa dell’elevato valore iniziale del BOD. Infatti uno scarico con un BOD iniziale di 10000 ppm
anche se sottoposto a un processo depurativo anaerobico che riduce il carico inquinante del 90% produce
sempre acque trattate con un BOD pari a 1000 ppm che risulta assolutamente elevato per consentire lo
scarico diretto nei recettori finali (vedi esempi 15.7 e 15.8).
Per questa ragione la digestione anaerobica degli scarichi industriali non costituisce un trattamento
completo ma solamente un primo stadio di depurazione, necessario a ridurre in maniera considerevole il
carico inquinante, che deve essere seguito da un ulteriore fase di abbattimento del BOD. Così le acque
ottenute possono essere inviate a un impianto a fanghi attivi oppure immesse nella fognatura per essere
trattate, insieme agli scarichi civili, nell’impianto di depurazione centralizzato.
In alcuni casi, quando la natura del carico inquinante è ben conosciuta (esempio scarichi di acque degli
zuccherifici o acque derivanti dalla lavorazione del latte) è possibile usare particolari tipi di batteri
appositamente selezionati e “pellettizzati” che consentono l’uso di elevati carichi organici specifici (fino a 15
kg(BOD)/m3·g) con un tempo di ritenzione molto breve, inferiore a 4 h, e rendimenti depurativi molto elevati.
LLLAAA DDDIIISSSIIIDDDRRRAAATTTAAAZZZIIIOOONNNEEE DDDEEELLL FFFAAANNNGGGOOO
L’acqua presente nel fango
Dopo la stabilizzazione biologica la concentrazione dei solidi nel fango raggiunge valori ragguardevoli
(intorno all’8÷10%). L’acqua presente nella sospensione interagisce in diversi modi con le particelle solide
acquisendo caratteristiche diverse soprattutto verso la sua predisposizione ad essere estratta dalla
sospensione stessa.
Lo schema di fig. 1 indica, a livello microscopico, i vari “tipi di acqua” classificati rispetto all’intensità di forze
di legame con le particelle di fango.
Fig. 1 - Indicazione schematica dei vari tipi di acqua individuabili in una particella di fango.
A) Acqua interparticellare; B) acqua interstiziale; C) acqua particellare (da Vetta [56]).
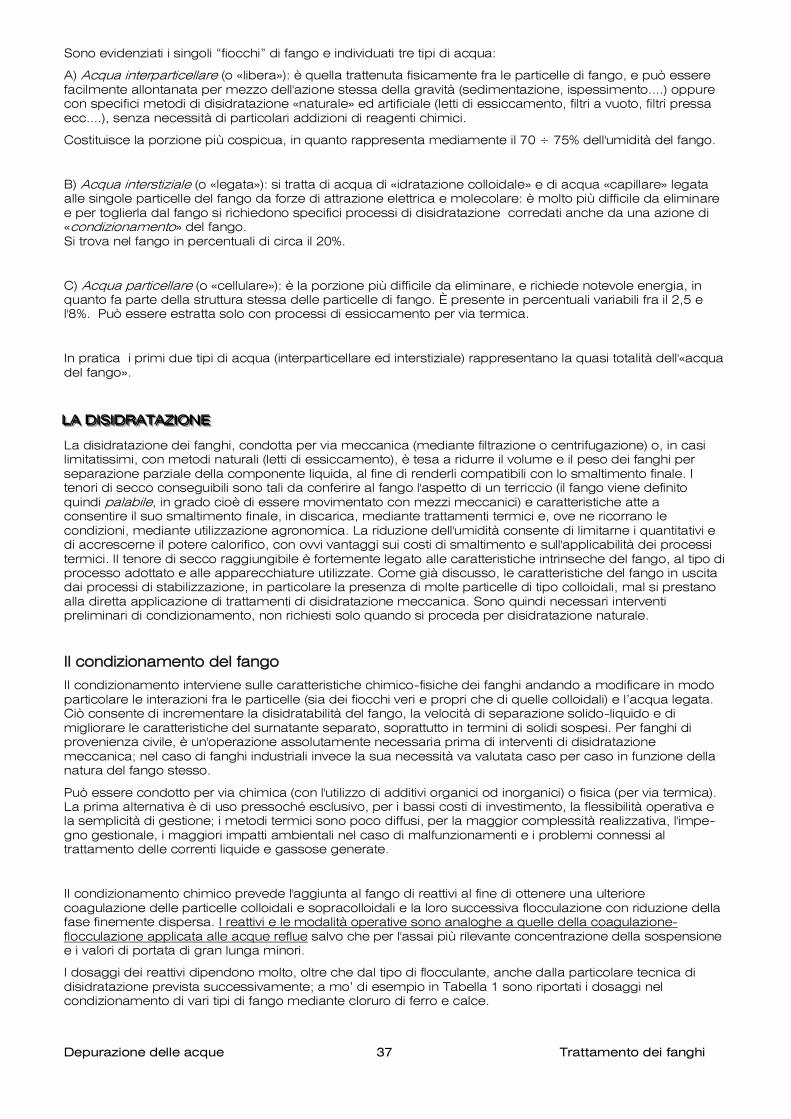
Depurazione delle acque 37 Trattamento dei fanghi
Sono evidenziati i singoli “fiocchi” di fango e individuati tre tipi di acqua:
A) Acqua interparticellare (o «libera»): è quella trattenuta fisicamente fra le particelle di fango, e può essere
facilmente allontanata per mezzo dell'azione stessa della gravità (sedimentazione, ispessimento....) oppure
con specifici metodi di disidratazione «naturale» ed artificiale (letti di essiccamento, filtri a vuoto, filtri pressa
ecc....), senza necessità di particolari addizioni di reagenti chimici.
Costituisce la porzione più cospicua, in quanto rappresenta mediamente il 70 ÷ 75% dell'umidità del fango.
B) Acqua interstiziale (o «legata»): si tratta di acqua di «idratazione colloidale» e di acqua «capillare» legata
alle singole particelle del fango da forze di attrazione elettrica e molecolare: è molto più difficile da eliminare
e per toglierla dal fango si richiedono specifici processi di disidratazione corredati anche da una azione di
«condizionamento» del fango.
Si trova nel fango in percentuali di circa il 20%.
C) Acqua particellare (o «cellulare»): è la porzione più difficile da eliminare, e richiede notevole energia, in
quanto fa parte della struttura stessa delle particelle di fango. È presente in percentuali variabili fra il 2,5 e
l'8%. Può essere estratta solo con processi di essiccamento per via termica.
In pratica i primi due tipi di acqua (interparticellare ed interstiziale) rappresentano la quasi totalità dell'«acqua
del fango».
LLLAAA DDDIIISSSIIIDDDRRRAAATTTAAAZZZIIIOOONNNEEE
La disidratazione dei fanghi, condotta per via meccanica (mediante filtrazione o centrifugazione) o, in casi
limitatissimi, con metodi naturali (letti di essiccamento), è tesa a ridurre il volume e il peso dei fanghi per
separazione parziale della componente liquida, al fine di renderli compatibili con lo smaltimento finale. I
tenori di secco conseguibili sono tali da conferire al fango l'aspetto di un terriccio (il fango viene definito
quindi palabile, in grado cioè di essere movimentato con mezzi meccanici) e caratteristiche atte a
consentire il suo smaltimento finale, in discarica, mediante trattamenti termici e, ove ne ricorrano le
condizioni, mediante utilizzazione agronomica. La riduzione dell'umidità consente di limitarne i quantitativi e
di accrescerne il potere calorifico, con ovvi vantaggi sui costi di smaltimento e sull'applicabilità dei processi
termici. Il tenore di secco raggiungibile è fortemente legato alle caratteristiche intrinseche del fango, al tipo di
processo adottato e alle apparecchiature utilizzate. Come già discusso, le caratteristiche del fango in uscita
dai processi di stabilizzazione, in particolare la presenza di molte particelle di tipo colloidali, mal si prestano
alla diretta applicazione di trattamenti di disidratazione meccanica. Sono quindi necessari interventi
preliminari di condizionamento, non richiesti solo quando si proceda per disidratazione naturale.
Il condizionamento del fango
II condizionamento interviene sulle caratteristiche chimico-fisiche dei fanghi andando a modificare in modo
particolare le interazioni fra le particelle (sia dei fiocchi veri e propri che di quelle colloidali) e l’acqua legata.
Ciò consente di incrementare la disidratabilità del fango, la velocità di separazione solido-liquido e di
migliorare le caratteristiche del surnatante separato, soprattutto in termini di solidi sospesi. Per fanghi di
provenienza civile, è un'operazione assolutamente necessaria prima di interventi di disidratazione
meccanica; nel caso di fanghi industriali invece la sua necessità va valutata caso per caso in funzione della
natura del fango stesso.
Può essere condotto per via chimica (con l'utilizzo di additivi organici od inorganici) o fisica (per via termica).
La prima alternativa è di uso pressoché esclusivo, per i bassi costi di investimento, la flessibilità operativa e
la semplicità di gestione; i metodi termici sono poco diffusi, per la maggior complessità realizzativa, l'impe-
gno gestionale, i maggiori impatti ambientali nel caso di malfunzionamenti e i problemi connessi al
trattamento delle correnti liquide e gassose generate.
II condizionamento chimico prevede l'aggiunta al fango di reattivi al fine di ottenere una ulteriore
coagulazione delle particelle colloidali e sopracolloidali e la loro successiva flocculazione con riduzione della
fase finemente dispersa. I reattivi e le modalità operative sono analoghe a quelle della coagulazione-
flocculazione applicata alle acque reflue salvo che per l'assai più rilevante concentrazione della sospensione
e i valori di portata di gran lunga minori.
I dosaggi dei reattivi dipendono molto, oltre che dal tipo di flocculante, anche dalla particolare tecnica di
disidratazione prevista successivamente; a mo’ di esempio in Tabella 1 sono riportati i dosaggi nel
condizionamento di vari tipi di fango mediante cloruro di ferro e calce.

Depurazione delle acque 38 Trattamento dei fanghi
Tabella 1 - Dosi di cloruro ferrico, come FeCI3, e di calce, come Ca(OH)
2, impiegate nel condizionamento
dei fanghi di provenienza civile per filtri a vuoto e per filtri pressa a camere. Le dosi sono espresse in
percentuale sul contenuto di sostanza secca del fango alimentato.
Tipo di fango
Filtro a vuoto
Filtro pressa a camere
FeCl3
Ca(OH)2
FeCl3
Ca(OH)2
Primario
2-4
9-12
4-6
10-14
Fango attivo
5-10
0-16
7-10
22-30
Misto (Primario + Fango attivo)
2,5-6
10-16
7- 10
20-25
Primario digerito anaerobicamente
3-4,5
12-16
4-8
12-20
Misto digerito anaerobicamente
3-6
15-20
4-10
15-30
Essiccamento naturale
Nel caso di essiccamento naturale la componente acquosa del fango è rimossa per evaporazione e
drenaggio, senza necessità di apparecchiature specifiche e senza consumi energetici. Si richiedono per
contro ampie superfici (con connesse implicazioni ambientali per l'esposizione del fango all'atmosfera) e
notevole impegno per la rimozione del fango disidratato. Si tratta quindi di un'alternativa oggi proponibile
solo nel caso di impianti di dimensioni molto piccole, collocati in un idoneo contesto ambientale, meglio -
ma non esclusivamente - in regioni a clima caldo e semiarido. Peraltro i valori di siccità conseguibili con un
adeguato dimensionamento delle superfici sono spesso superiori a quelli della disidratazione meccanica.
Fig. 2 – Sezione di un letto di essiccamento e particolare del sistema di alimentazione
I letti di essiccamento, di cui una sezione è mostrata in Fig. 2, sono costituiti da vasche impermeabili in
conglomerato cementizio con il fondo a doppio spiovente che confluisce su un allineamento assiale ove è
posata una tubazione drenante, coperta da uno strato di ghiaia. Esso funge da supporto ad uno strato
superiore di sabbia di profondità non inferiore a 30 cm. Il fango liquido è alimentato per via idraulica
attraverso un sistema di tubazioni, dotate di saracinesche che consentono l'alimentazione indipendente di
ogni unità. La disidratazione avviene sia per drenaggio attraverso lo strato filtrante di sabbia e ghiaia che per
evaporazione dalla superficie esposta all'aria. L'acqua drenata, raccolta attraverso le tubazioni di fondo, è
ricircolata alla linea acque. La rimozione del fango disidratato è comunque problematica. Attrezzature
meccaniche (ponti mobili con sistemi di ripresa e simili), peraltro in passato in qualche caso impiegate, non
sono giustificati, data la semplicità del metodo e l'ampiezza delle superfici. L'asporto manuale non è
proponibile se non nel caso di potenzialità ridottissime. Normalmente si prevede la possibilità di accesso di
pale gommate o cingolate con seri rischi tuttavia di danneggiamento degli strati drenanti e del sistema di
allontanamento dell'acqua dal fondo. Il fango liquido (non condizionato) viene alimentato in spessore di circa
0,40 m. Nelle fasi iniziali, l'acqua è allontanata prevalentemente per drenaggio e poi per evaporazione dalla
superficie, sulla quale progressivamente si forma una crosta ampliamente fessurata. Si deve possibilmente
evitare di sovrapporre nuovi strati di fango liquido su spessori già parzialmente disidratati che
ostacolerebbero il drenaggio verso il basso. Il rapporto tra i quantitativi d'acqua drenati e quelli evaporati
dipende dalle condizioni climatiche e stagionali.
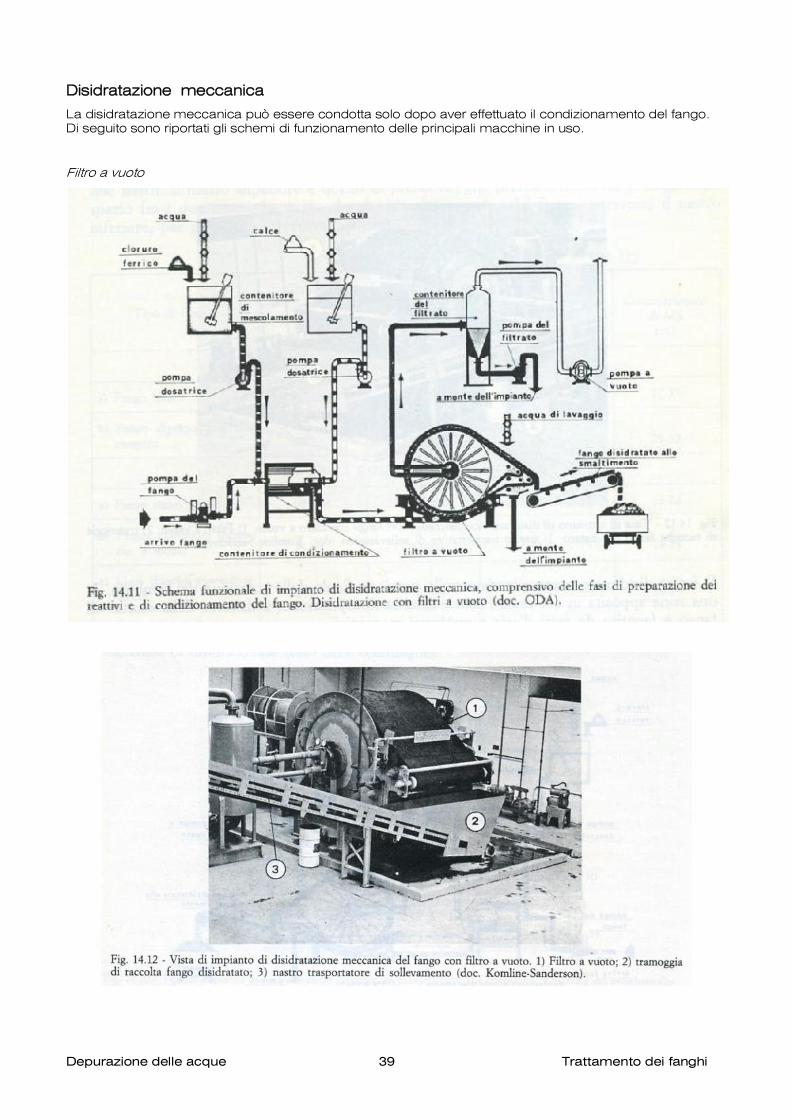
Depurazione delle acque 39 Trattamento dei fanghi
Disidratazione meccanica
La disidratazione meccanica può essere condotta solo dopo aver effettuato il condizionamento del fango.
Di seguito sono riportati gli schemi di funzionamento delle principali macchine in uso.
Filtro a vuoto
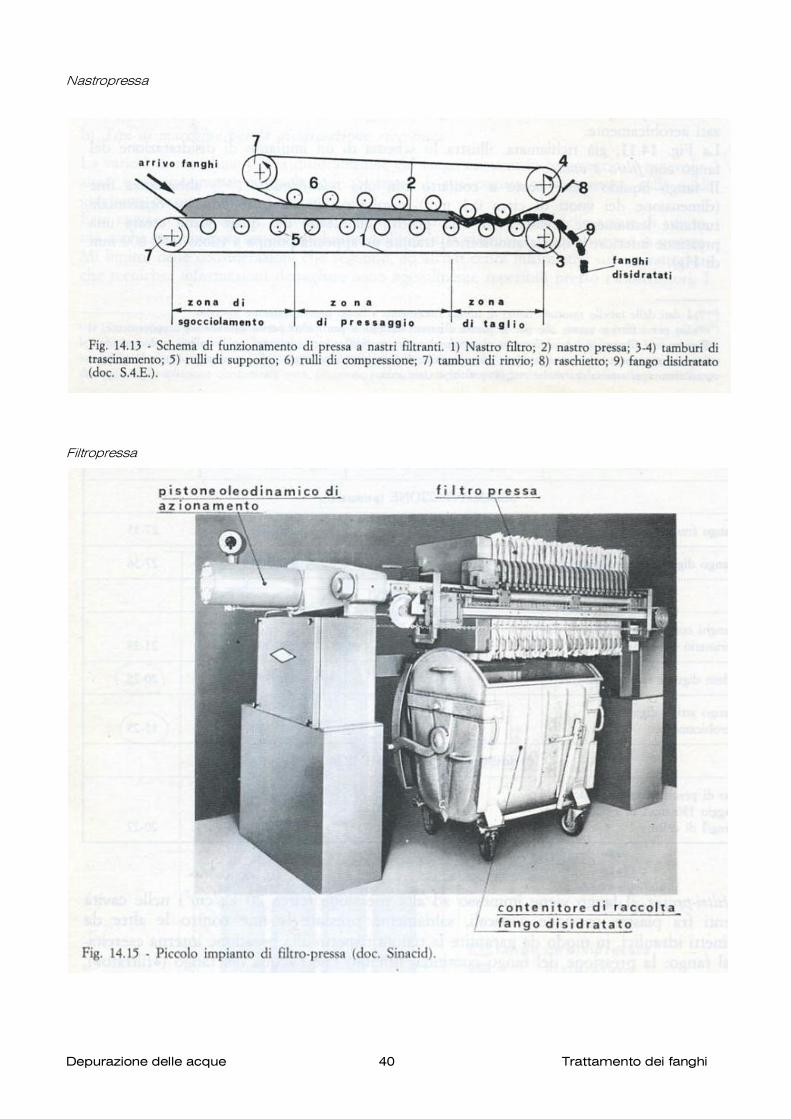
Depurazione delle acque 40 Trattamento dei fanghi
Nastropressa
Filtropressa
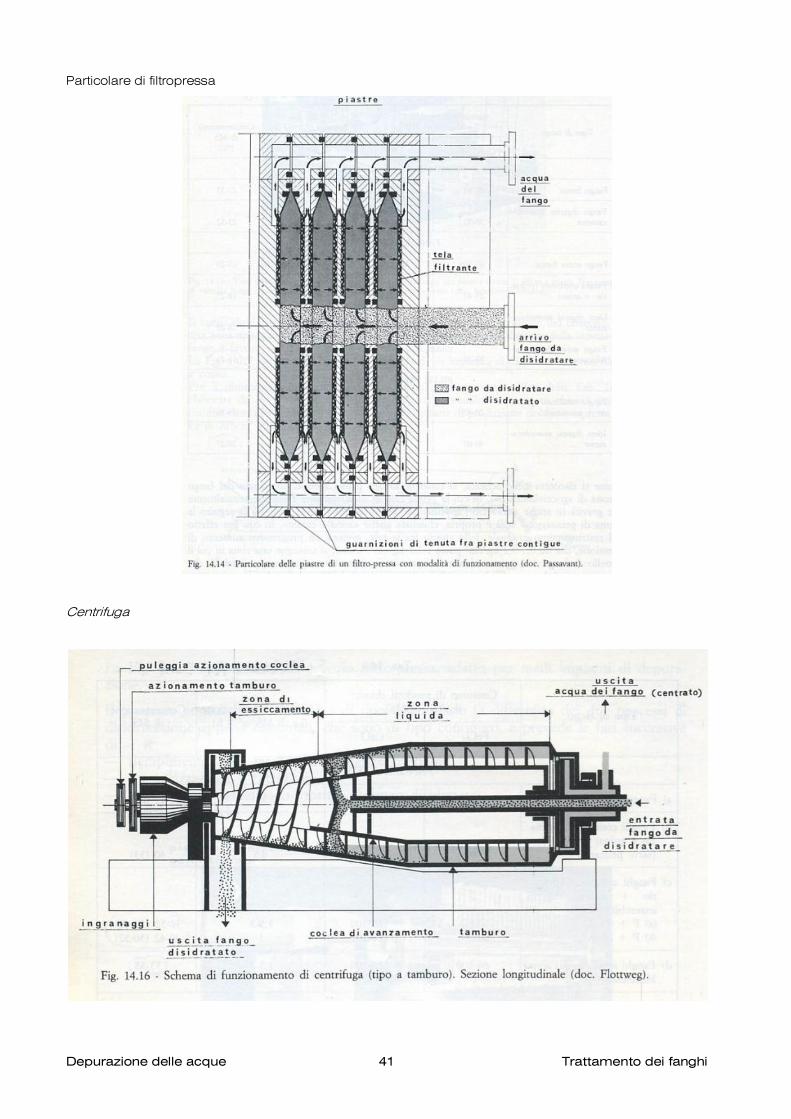
Depurazione delle acque 41 Trattamento dei fanghi
Particolare di filtropressa
Centrifuga
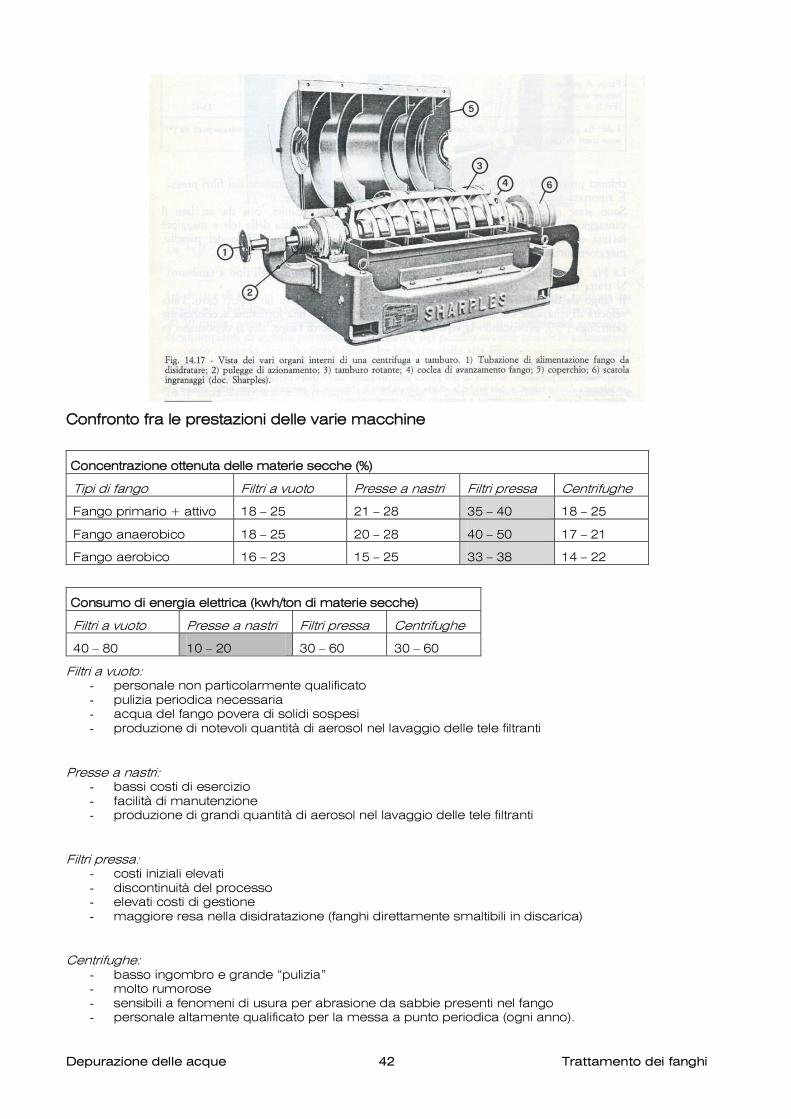
Depurazione delle acque 42 Trattamento dei fanghi
Confronto fra le prestazioni delle varie macchine
Concentrazione ottenuta delle materie secche (%)
Tipi di fango Filtri a vuoto Presse a nastri Filtri pressa Centrifughe
Fango primario + attivo 18 – 25 21 – 28 35 – 40 18 – 25
Fango anaerobico 18 – 25 20 – 28 40 – 50 17 – 21
Fango aerobico 16 – 23 15 – 25 33 – 38 14 – 22
Consumo di energia elettrica (kwh/ton di materie secche)
Filtri a vuoto Presse a nastri Filtri pressa Centrifughe
40 – 80 10 – 20 30 – 60 30 – 60
Filtri a vuoto:
- personale non particolarmente qualificato
- pulizia periodica necessaria
- acqua del fango povera di solidi sospesi
- produzione di notevoli quantità di aerosol nel lavaggio delle tele filtranti
Presse a nastri:
- bassi costi di esercizio
- facilità di manutenzione
- produzione di grandi quantità di aerosol nel lavaggio delle tele filtranti
Filtri pressa:
- costi iniziali elevati
- discontinuità del processo
- elevati costi di gestione
- maggiore resa nella disidratazione (fanghi direttamente smaltibili in discarica)
Centrifughe:
- basso ingombro e grande “pulizia”
- molto rumorose
- sensibili a fenomeni di usura per abrasione da sabbie presenti nel fango
- personale altamente qualificato per la messa a punto periodica (ogni anno).

Depurazione delle acque 43 Trattamento dei fanghi
SSSMMMAAALLLTTTIIIMMMEEENNNTTTOOO DDDEEELLL FFFAAANNNGGGOOO
IN AGRICOLTURA NELL’EDILIZIA IN DISCARICA
CONTROLLATA INCENERIMENTO
(2)
allo stato liquido
allo stato solido allo stato solido allo stato solido allo stato solido
come compost(1)
e/o
co-compost insieme alla
parte organica degli RSU
come materiale per la
fabbricazione di laterizi
poco pregiati
come materiale inerte con o senza
combustibile d’apporto
(1) Il compostaggio è una digestione aerobica termofila (60°C) con E’≈2gg che si applica al fango “solido”.
Trova estesa applicazione sia ai fanghi disidratati che alla parte organica dei rifiuti solidi urbani (RSU). Il
prodotto finale, denominato compost, è un materiale a struttura porosa che si presta bene quale
concime e correttore del terreno, adattissimo anche per colture specializzate(serre, giardini, vivai, ecc.).
Quando il compostaggio è applicato ad una miscela di fanghi disidratati e di sostanze organiche da
RSU si chiama co-compostaggio. Il co-compost ha caratteristiche superiori al compost perché unisce
la porosità e la leggerezza del compost da RSU ad un rapporto tra i nutrienti più equilibrato,
caratteristica dei fanghi di depurazione.
(2) L’incenerimento si effettua generalmente su fanghi che contengono sostanze tossiche o nocive e
quindi non idonee agli altri usi. Esso viene effettuato negli inceneritori (meglio se termovalorizzatori)
dove il fango viene “bruciato”.
Poiché la combustione del fango si autosostiene quando l’umidità è inferiore al 70% solo i fanghi
disidratati con i filtri pressa non hanno bisogno di combustibile d’apporto (metano, gasolio, carbone,
ecc.) mentre il fango disidratato con gli altri sistemi comporta dunque maggiori costi di incenerimento.
È evidente che nell’incenerimento particolare cura deve essere dedicata alla depurazione dei fumi
prima del loro rilascio in atmosfera. Le ceneri, generalmente inerti, sono smaltite in discarica
controllata.
In fig. 1 è schematizzato un inceneritore a letto fluido.
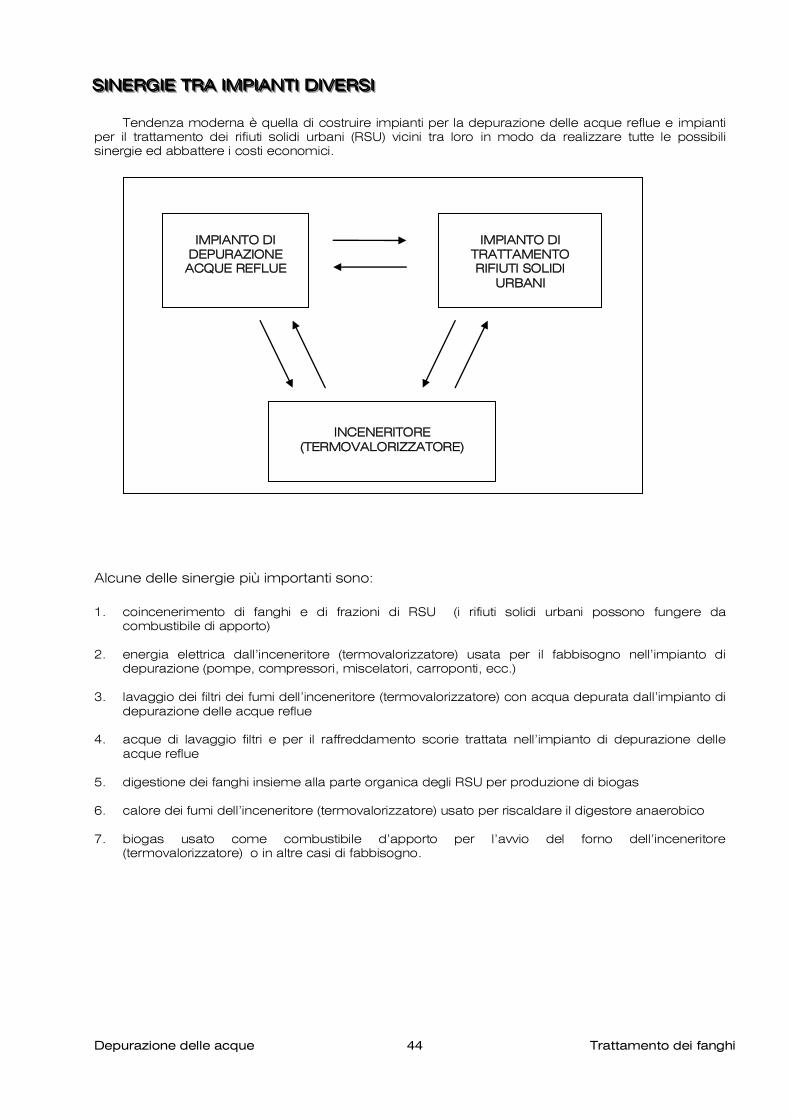
Depurazione delle acque 44 Trattamento dei fanghi
SSSIIINNNEEERRRGGGIIIEEE TTTRRRAAA IIIMMMPPPIIIAAANNNTTTIII DDDIIIVVVEEERRRSSSIII
Tendenza moderna è quella di costruire impianti per la depurazione delle acque reflue e impianti
per il trattamento dei rifiuti solidi urbani (RSU) vicini tra loro in modo da realizzare tutte le possibili
sinergie ed abbattere i costi economici.
Alcune delle sinergie più importanti sono:
1. coincenerimento di fanghi e di frazioni di RSU (i rifiuti solidi urbani possono fungere da
combustibile di apporto)
2. energia elettrica dall’inceneritore (termovalorizzatore) usata per il fabbisogno nell’impianto di
depurazione (pompe, compressori, miscelatori, carroponti, ecc.)
3. lavaggio dei filtri dei fumi dell’inceneritore (termovalorizzatore) con acqua depurata dall’impianto di
depurazione delle acque reflue
4. acque di lavaggio filtri e per il raffreddamento scorie trattata nell’impianto di depurazione delle
acque reflue
5. digestione dei fanghi insieme alla parte organica degli RSU per produzione di biogas
6. calore dei fumi dell’inceneritore (termovalorizzatore) usato per riscaldare il digestore anaerobico
7. biogas usato come combustibile d’apporto per l’avvio del forno dell’inceneritore
(termovalorizzatore) o in altre casi di fabbisogno.
IMPIANTO DI
DEPURAZIONE
ACQUE REFLUE
IMPIANTO DI
TRATTAMENTO
RIFIUTI SOLIDI
URBANI
INCENERITORE
(TERMOVALORIZZATORE)

Depurazione delle acque 45 Trattamento dei fanghi
Schema degli scambi tra i due sistemi di trattamento: