Introduzione Alla Brasatura Forte 2010
12
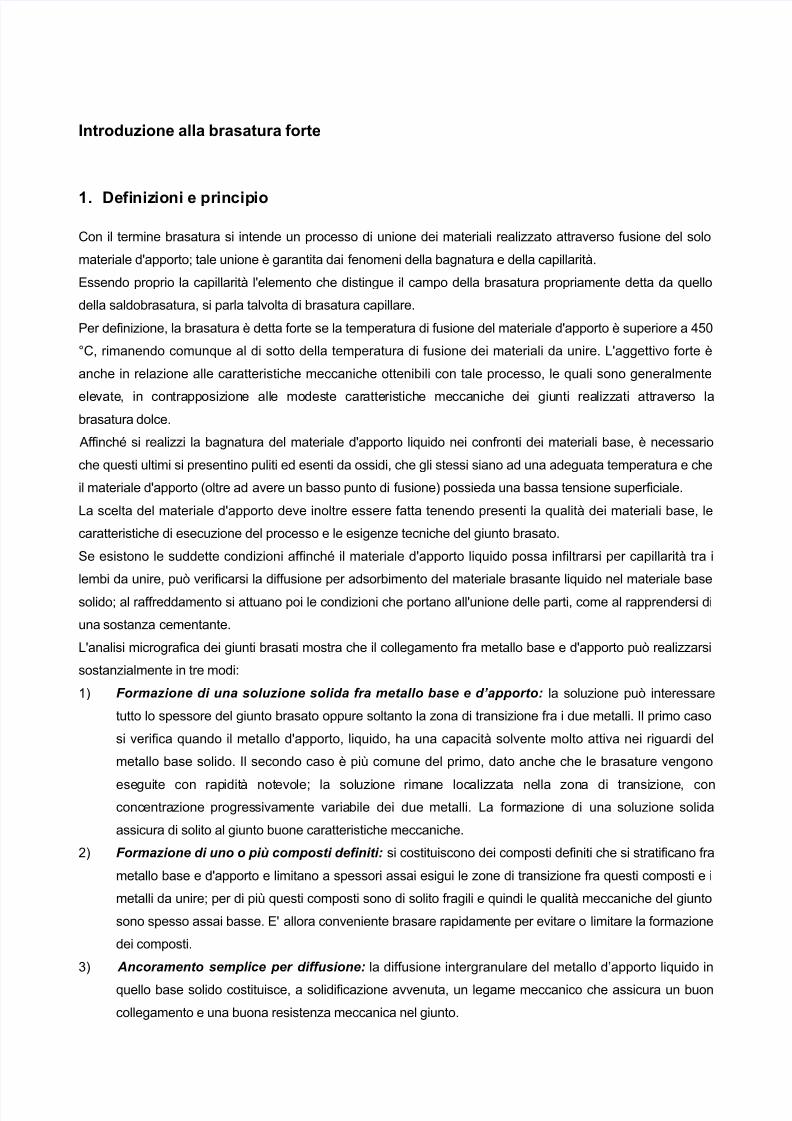
Introduzione alla brasatura forte 1. Definizioni e princip io Con il termine brasatura si intende un processo di unione dei materiali realizzato attraverso fusione del solo materiale d'apporto; tale unione è garantita dai fenomeni della bagnatura e della capillarità. Essendo proprio la capillarità l'elemento che distingue il campo della brasatura propriamente detta da quello della saldobrasatura, si parla talvolta di brasatura capillare. Per definizione, la brasatura è detta forte se la temperatura di fusione del materiale d'apporto è superiore a 450 °C, rimanendo comunque al di sotto della temperatura di fusione dei materiali da unire. L'aggettivo forte è anche in relazione alle caratteristiche meccaniche ottenibili con tale processo, le quali sono generalmente elevate, in con tra pp osiz ione all e mo des te car atteris tich e mecca nic he de i giu nti rea lizz ati att raverso la brasatura dolce. Affinché si realizzi la bagnatura del materiale d'apporto liquido nei confronti dei materiali base, è necessario che questi ultimi si presentino puliti ed esenti da ossidi, che gli stessi siano ad una adeguata temperatura e che il materiale d'apporto (oltre ad avere un basso punto di fusione) possieda una bassa tensione superficiale. La scelta del materiale d'apporto deve inoltre essere fatta tenendo presenti la qualità dei materiali base, le caratteristiche di esecuzione del processo e le esigenze tecniche del giunto brasato. Se esistono le suddette condizioni affinché il materiale d'apporto liquido possa infiltrarsi per capillarità tra i lembi da unire, può verificarsi la diffusione per adsorbimento del materiale brasante liquido nel materiale base solido; al raffreddamento si attuano poi le condizioni che portano all'unione delle parti, come al rapprendersi di una sostanza cementante. L'analisi micrografica dei giunti brasati mostra che il collegamento fra metallo base e d'apporto può realizzarsi sostanzialmente in tre modi: 1) Formazione di una soluzione solida fra metallo base e d’apporto: la soluzione può interessare tutto lo spessore del giunto brasato oppure soltanto la zona di transizione fra i due metalli. Il primo caso si verifica quando il metallo d'apporto, liquido, ha una capacità solvente molto attiva nei riguardi del metallo base solido. Il secondo caso è più comune del primo, dato anche che le brasature vengono ese gui te con rap idità not evo le; la soluzione rimane loc aliz zat a nella zona di tra nsi zio ne, con conc entra zione progres sivamente varia bile dei due metalli. La form azion e di una soluzione solida assicura di solito al giunto buone caratteristiche meccaniche. 2) Formazione di uno o più composti definiti: si costituiscono dei composti definiti che si stratificano fra metallo base e d'apporto e limitano a spessori assai esigui le zone di transizione fra questi composti e i metalli da unire; per di più questi composti sono di solito fragili e quindi le qualità meccaniche del giunto sono spesso assai basse. E' allora conveniente brasare rapidame nte per evitare o limitare la formazione dei composti. 3) Ancoramento semplice per diffusione: la diffusione intergranulare del metallo d’apporto liquido in quello base solido costituisce, a solidificazione avvenuta, un legame meccanico che assicura un buon collegamento e una buona resistenza meccanica nel giunto.
Transcript of Introduzione Alla Brasatura Forte 2010
5/14/2018 Introduzione Alla Brasatura Forte 2010 - slidepdf.com
http://slidepdf.com/reader/full/introduzione-alla-brasatura-forte-2010 1/12
Introduzione alla brasatura forte
1. Definizioni e principio
Con il termine brasatura si intende un processo di unione dei materiali realizzato attraverso fusione del solo
materiale d'apporto; tale unione è garantita dai fenomeni della bagnatura e della capillarità.
Essendo proprio la capillarità l'elemento che distingue il campo della brasatura propriamente detta da quello
della saldobrasatura, si parla talvolta di brasatura capillare.
Per definizione, la brasatura è detta forte se la temperatura di fusione del materiale d'apporto è superiore a 450
°C, rimanendo comunque al di sotto della temperatura di fusione dei materiali da unire. L'aggettivo forte è
anche in relazione alle caratteristiche meccaniche ottenibili con tale processo, le quali sono generalmente
elevate, in contrapposizione alle modeste caratteristiche meccaniche dei giunti realizzati attraverso la
brasatura dolce.
Affinché si realizzi la bagnatura del materiale d'apporto liquido nei confronti dei materiali base, è necessario
che questi ultimi si presentino puliti ed esenti da ossidi, che gli stessi siano ad una adeguata temperatura e che
il materiale d'apporto (oltre ad avere un basso punto di fusione) possieda una bassa tensione superficiale.
La scelta del materiale d'apporto deve inoltre essere fatta tenendo presenti la qualità dei materiali base, le
caratteristiche di esecuzione del processo e le esigenze tecniche del giunto brasato.
Se esistono le suddette condizioni affinché il materiale d'apporto liquido possa infiltrarsi per capillarità tra i
lembi da unire, può verificarsi la diffusione per adsorbimento del materiale brasante liquido nel materiale base
solido; al raffreddamento si attuano poi le condizioni che portano all'unione delle parti, come al rapprendersi di
una sostanza cementante.
L'analisi micrografica dei giunti brasati mostra che il collegamento fra metallo base e d'apporto può realizzarsi
sostanzialmente in tre modi:
1) Formazione di una soluzione solida fra metallo base e d’apporto: la soluzione può interessare
tutto lo spessore del giunto brasato oppure soltanto la zona di transizione fra i due metalli. Il primo caso
si verifica quando il metallo d'apporto, liquido, ha una capacità solvente molto attiva nei riguardi del
metallo base solido. Il secondo caso è più comune del primo, dato anche che le brasature vengono
eseguite con rapidità notevole; la soluzione rimane localizzata nella zona di transizione, con
concentrazione progressivamente variabile dei due metalli. La formazione di una soluzione solida
assicura di solito al giunto buone caratteristiche meccaniche.
2) Formazione di uno o più composti definiti: si costituiscono dei composti definiti che si stratificano fra
metallo base e d'apporto e limitano a spessori assai esigui le zone di transizione fra questi composti e i
metalli da unire; per di più questi composti sono di solito fragili e quindi le qualità meccaniche del giunto
sono spesso assai basse. E' allora conveniente brasare rapidamente per evitare o limitare la formazione
dei composti.
3) Ancoramento semplice per diffusione: la diffusione intergranulare del metallo d’apporto liquido in
quello base solido costituisce, a solidificazione avvenuta, un legame meccanico che assicura un buon
collegamento e una buona resistenza meccanica nel giunto.
5/14/2018 Introduzione Alla Brasatura Forte 2010 - slidepdf.com
http://slidepdf.com/reader/full/introduzione-alla-brasatura-forte-2010 2/12
Questi tre tipi di collegamento fra metallo base e d'apporto possono anche coesistere, con più o meno
sensibile prevalenza di uno di essi.
2. Processi di brasatura forte
2.1. Generalità
A differenza degli altri processi di saldatura, nella brasatura il riscaldamento deve essere dolce e diffuso e
portare tutto il giunto alla temperatura di bagnatura.
I processi di brasatura si distinguono, secondo le modalità di riscaldo, nei seguenti:
- brasatura al cannello;
- brasatura in forno;
- brasatura ad induzione;
- brasatura a resistenza elettrica;
- brasatura ad immersione.
La scelta del processo dipende dal tipo di materiale base, dalle dimensioni dei pezzi, dal ritmo di produzione
richiesto, dal livello di addestramento dell'operatore e dalla qualità desiderata.
2.2. Brasatura al cannello
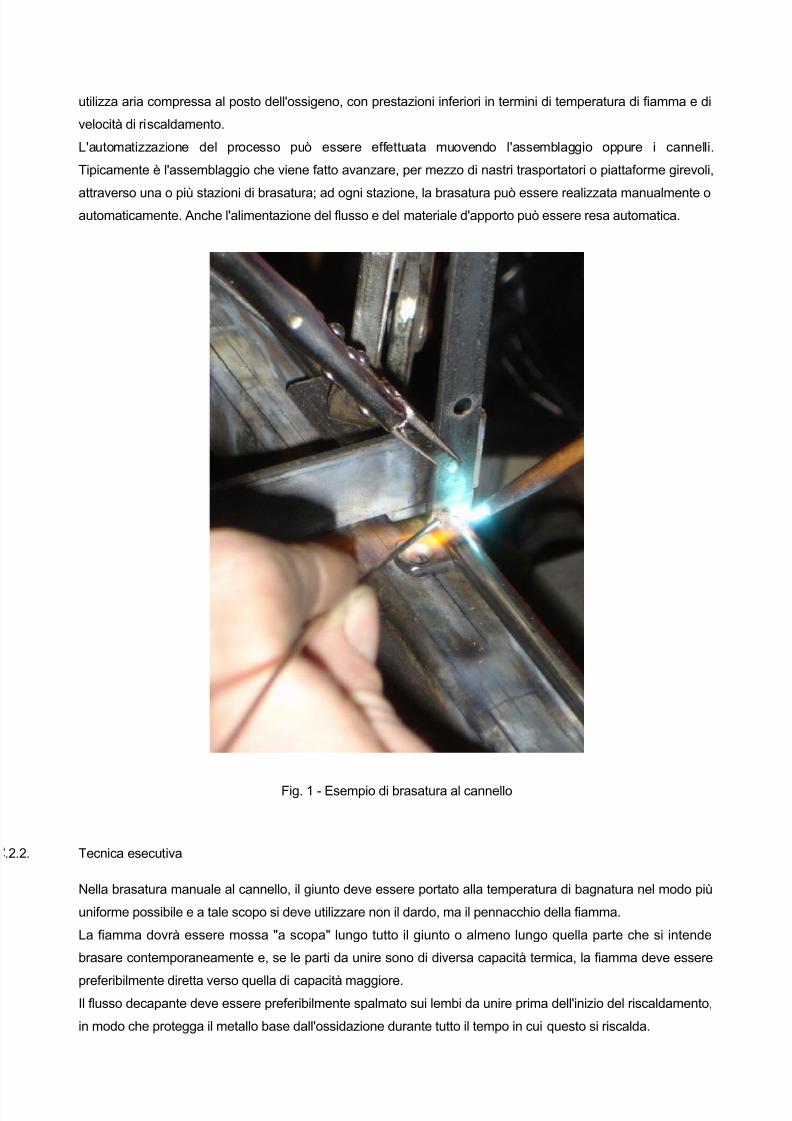
Il riscaldamento di un giunto con una fiamma, sia con torce manuali che con bruciatori automatici, rappresentail più comune metodo di brasatura (Fig. 1). La versione manuale di tale processo, effettuata da operatori
addestrati, costituisce la soluzione ideale per interventi di riparazione, per pezzi unici o per lavori di piccola
produzione; la versione automatica, utilizzando parecchi bruciatori, è in grado di produrre diverse centinaia di
giunti brasati per ora.
.2.1. Apparecchiatura
Per la brasatura al cannello si utilizzano gli stessi cannelli e gas impiegati nel taglio e nella saldatura alla
fiamma; le punte dei cannelli per brasatura hanno invece tipicamente un diametro maggiore rispetto a quelle
dei cannelli per saldatura; la forma della punta dipende dal gas combustibile.
Nel cannello ossi-gas, il gas combustibile e l’ossigeno fluiscono attraverso tubazioni separate e si combinano
in una camera di miscelazione, quindi passano attraverso la punta prima di dar luogo alla combustione. Un
tipico cannello è lungo da 30 a 60 cm, e pesa da 1 a 2.5 kg.
L'impugnatura è in ottone oppure in alluminio ed acciaio inossidabile; le punte sono in lega di rame.
La regolazione del flusso di gas consente di ottenere la fiamma voluta. Nei cannelli ad alta pressione (con
riferimento alla pressione del gas combustibile), i miscelatori ricevono il gas combustibile e l'ossigeno all’incirca
alla medesima pressione e producono una fiamma neutra. Nei cannelli a bassa pressione, i miscelatoriricevono ossigeno ad elevata pressione, che determina l'aspirazione del gas combustibile nella camera di
miscelazione. Le miscele più utilizzate sono quella ossiacetilenica e quella ossigeno-gas naturale; talvolta si
5/14/2018 Introduzione Alla Brasatura Forte 2010 - slidepdf.com
http://slidepdf.com/reader/full/introduzione-alla-brasatura-forte-2010 3/12
utilizza aria compressa al posto dell'ossigeno, con prestazioni inferiori in termini di temperatura di fiamma e di
velocità di riscaldamento.
L'automatizzazione del processo può essere effettuata muovendo l'assemblaggio oppure i cannelli.
Tipicamente è l'assemblaggio che viene fatto avanzare, per mezzo di nastri trasportatori o piattaforme girevoli,
attraverso una o più stazioni di brasatura; ad ogni stazione, la brasatura può essere realizzata manualmente oautomaticamente. Anche l'alimentazione del flusso e del materiale d'apporto può essere resa automatica.
Fig. 1 - Esempio di brasatura al cannello
.2.2. Tecnica esecutiva
Nella brasatura manuale al cannello, il giunto deve essere portato alla temperatura di bagnatura nel modo più
uniforme possibile e a tale scopo si deve utilizzare non il dardo, ma il pennacchio della fiamma.
La fiamma dovrà essere mossa "a scopa" lungo tutto il giunto o almeno lungo quella parte che si intende
brasare contemporaneamente e, se le parti da unire sono di diversa capacità termica, la fiamma deve essere
preferibilmente diretta verso quella di capacità maggiore.
Il flusso decapante deve essere preferibilmente spalmato sui lembi da unire prima dell'inizio del riscaldamento,
in modo che protegga il metallo base dall'ossidazione durante tutto il tempo in cui questo si riscalda.
5/14/2018 Introduzione Alla Brasatura Forte 2010 - slidepdf.com
http://slidepdf.com/reader/full/introduzione-alla-brasatura-forte-2010 4/12
Il materiale d'apporto deve essere posto a contatto con il giunto da brasare quando questo ha raggiunto la
giusta temperatura; questa può essere determinata empiricamente dalla fusione dello stesso metallo d'apporto
e dalla sua rapida diffusione nel giunto capillare; possono anche servire allo scopo, per operatori sperimentati,
il colore dei pezzi e l'aspetto del flusso.
Per aiutare lo scorrimento del metallo d'apporto nel giunto si può rapidamente percorrere il giunto stesso con lafiamma quando esso viene alimentato con metallo d'apporto, in modo che questo risulti attratto verso la zona
più calda e segua il rapido spostarsi di essa.
Il metallo d'apporto è in genere utilizzato sotto forma di una bacchetta avente diametro pari a
1 ÷ 3 volte lo spessore dei pezzi da unire: la bacchetta non va scaldata direttamente, se non per farle aderire,
quando necessario, un po' di flusso, ad integrazione di quello già spalmato sul giunto.
E' invece poco raccomandabile predisporre foglietti, anellini o pezzettini di materiale brasante sui pezzi, come
si fa negli altri processi di brasatura, in quanto l'esposizione diretta alla fiamma porterebbe facilmente alla
fusione del metallo d'apporto prima che il metallo base sia completamente pervenuto alla temperatura di
bagnatura, con conseguente solo parziale brasatura del giunto.
I giunti da brasare devono essere ben puliti, specie da grasso, prima di essere cosparsi di flusso; questo, alla
fine, deve essere rimosso dalle zone circostanti, affinché non provochi corrosione.
2.3. Brasatura in forno
La brasatura in forno consente volumi di produzione medio-alti per assemblaggi auto-aggiustati e con materiali
d'apporto pre-posizionati. Gli operatori dispongono il materiale d’apporto nel giunto, tipicamente sotto forma di
fogli sottili o di anelli, prima di inserire l'assemblaggio nel forno. Confrontato con altri processi di brasatura, il
costo di investimento del capitale è in questo caso elevato, ma può essere facilmente recuperato attraverso gli
alti volumi di produzione. Un altro possibile vantaggio consiste nella possibilità di unire parti che potrebbero
risultare distorte dal riscaldamento localizzato di un cannello. Nel caso della brasatura in forno, la preparazione
del giunto è molto critica, in quanto non è prevista l'osservazione o l'intervento da parte di un operatore.
.3.1. Apparecchiatura
I forni per brasatura possono essere di due tipi fondamentali: a carica intermittente (o a funzionamentodiscontinuo) ed a funzionamento continuo.
I primi sono dei normali fornetti per trattamenti termici, riscaldati a gas o elettricamente, a temperatura
regolabile e controllabile; a volte sono dotati di mezzi per produrre e controllare una speciale atmosfera
riducente, quando il tipo di brasatura lo richiede; questi forni sono però utilizzati per limitate produzioni o allo
scopo di studiare o sviluppare nuove applicazioni.
Il tipo di forno impiegato invece normalmente ed ampiamente nell'industria per brasature in serie è quello
continuo. Esso è essenzialmente costituito da:
- una camera di riscaldo, generalmente dotata di elementi a resistenza elettrica che producono
nell'ambiente una opportuna e costante temperatura, regolata in funzione delle caratteristiche del
metallo base e d'apporto; in questa camera avviene la fusione e la diffusione capillare del metallo
d'apporto;
5/14/2018 Introduzione Alla Brasatura Forte 2010 - slidepdf.com
http://slidepdf.com/reader/full/introduzione-alla-brasatura-forte-2010 5/12
- una camera di raffreddamento, spesso raffreddata ad acqua, nella quale avviene la solidificazione
della lega brasante ed un conveniente raffreddamento del pezzo brasato;
- un convogliatore a catena, sul quale viene caricato il pezzo da brasare, opportunamente preparato e
dotato del materiale d'apporto; il convogliatore trasporta il pezzo ad una certa velocità attraverso il forno,
facendogli percorrere il previsto ciclo termico di brasatura, e lo scarica infine dal lato opposto; ilfunzionamento è così continuo ed automatico. Il convogliatore a catena deve essere costituito da
materiale resistente al calore. Qualche volta invece del convogliatore a catena il forno è dotato di un
piano a rulli rotanti: il sistema è preferito solo per la brasatura di pezzi di notevole mole e peso.
I forni per brasatura sono spesso ad atmosfera controllata; questa precauzione è presa a vari scopi:
- impedire l'ossidazione delle superfici da brasare: l'ossidazione, che potrebbe assumere aspetti assai
gravi dato il tempo di riscaldo alquanto lungo richiesto dal forno, rende come è noto la bagnatura difficile
o solo parziale;
- eliminare l'uso di flussi decapanti, spesso di scarsa efficacia, specie perché l'assorbimento o la reazione
con notevoli quantità di ossido può renderli troppo vischiosi e di non facile eliminazione dal giunto
capillare da parte della lega brasante;
- garantire che il metallo d'apporto non si alteri ad elevata temperatura e conservi intatte le sue qualità
brasanti;
- eliminare la necessità di pulitura dei pezzi dopo brasatura, come conseguenza dell'impiego dei flussi
decapanti.
Dati i predetti scopi, l'atmosfera del forno deve essere di tipo riducente, capace cioè di ridurre qualsiasi strato
di ossido che possa esistere o formarsi sulle superfici del pezzo e del metallo d'apporto. L'atmosfera riducente
può essere ottenuta essenzialmente in due modi:- per cracking dell'ammoniaca;
- per combustione parziale di un gas combustibile.
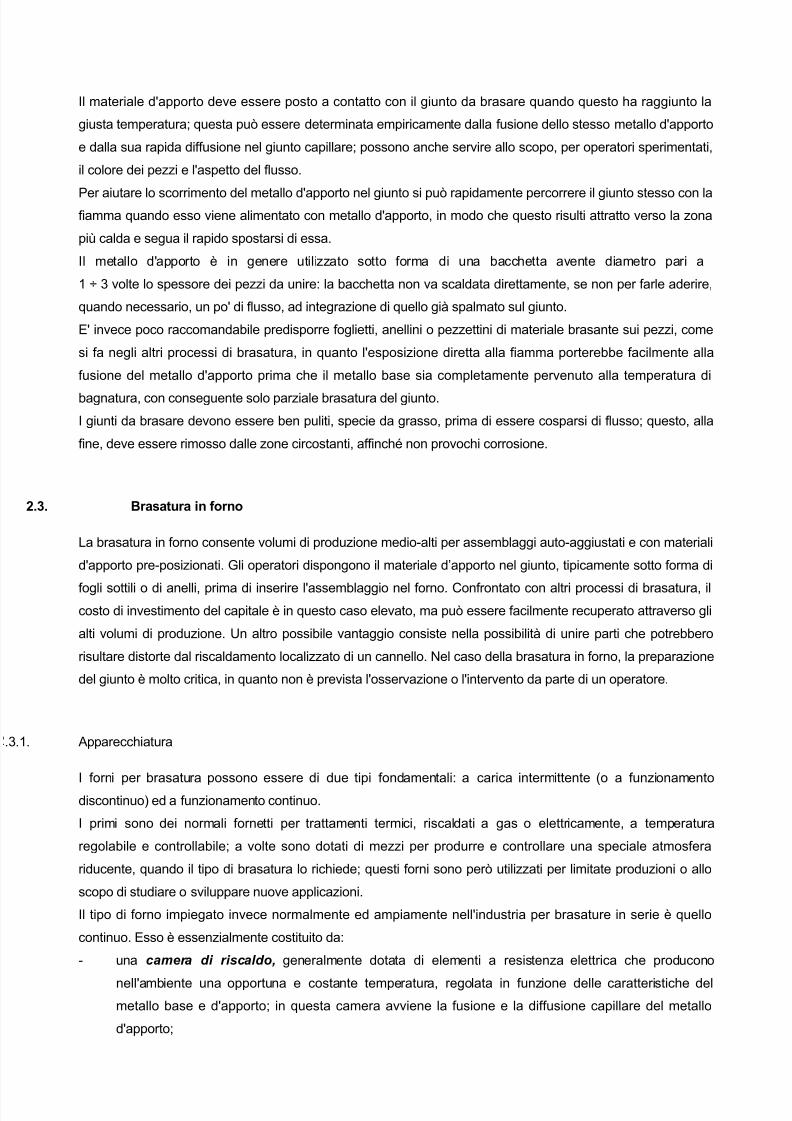
Fig. 2 - Illustrazione dell’operazione di brasatura in forno
In relazione ad ogni specifico caso applicativo, variando il rapporto gas-aria, si può regolare la composizione
dell'atmosfera riducente: in particolare si può regolare il suo potere riducente (in relazione alla diversa
ossidabilità dei materiali) ed il suo potere decarburante, cioè la sua tendenza a ridurre il tenore in carbonio
degli acciai. Questa proprietà è assai importante quando si devono brasare pezzi di acciaio cementati oppure a
medio o alto tenore di carbonio, che non ammettono riduzione del contenuto superficiale di carbonio da parte
di un'atmosfera decarburante del forno di brasatura.
GIUNTO BRASATO
FLUSSO
FORNO
NASTRO
TRASPORTATORE
MATERIALE
D’APPORTO
FUSIONE E FLUSSO DEL
MATERIALE D’APPORTO
5/14/2018 Introduzione Alla Brasatura Forte 2010 - slidepdf.com
http://slidepdf.com/reader/full/introduzione-alla-brasatura-forte-2010 6/12
Il potere decarburante cresce al diminuire del rapporto gas-aria: variando questo, si può ottenere quindi, per
ogni temperatura, l'atmosfera di equilibrio o anche lievemente carburante, in relazione al contenuto superficiale
di carbonio dell'acciaio.
Quando il forno è ad atmosfera controllata è bene che sia evitato ogni rientro d'aria dall'esterno: a tale scopo si
deve non solo limitare al minimo l'apertura, ma anche far arrivare il gas riducente a pressione un po' superiorea quella atmosferica ed aspirare le dispersioni di tale gas alle porte di ingresso e uscita del forno.
Per i materiali che temono particolarmente l'ossidazione, può essere necessario creare un vuoto entro i l forno.
.3.2. Tecnica esecutiva
I pezzi da brasare devono essere preventivamente aggiustati in modo da garantire i giusti giochi e l'esatta
posizione dei pezzi da unire durante le fasi di riscaldo e di raffreddamento. Con questo processo è inoltre
essenziale predisporre il metallo d'apporto in forma opportuna (filo, anello, foglietto, pasta, polvere o altro
ancora) in vicinanza o addirittura entro il giunto, prima dell'ingresso in forno.
E' bene altresì che i pezzi da brasare siano studiati e disposti in modo da sostenere il metallo d'apporto che,
una volta fluido, tende a scolare in basso ed anche ad attraversare il giunto e fuoriuscire dalla parte opposta. E'
però evidente che una buona capillarità di collegamento favorirà il diffondersi del metallo in tutte le direzioni e
limiterà pure notevolmente le possibilità di scolamento.
Tutte queste circostanze richiedono un accurato studio della forma degli elementi da unire e delle loro
dimensioni.
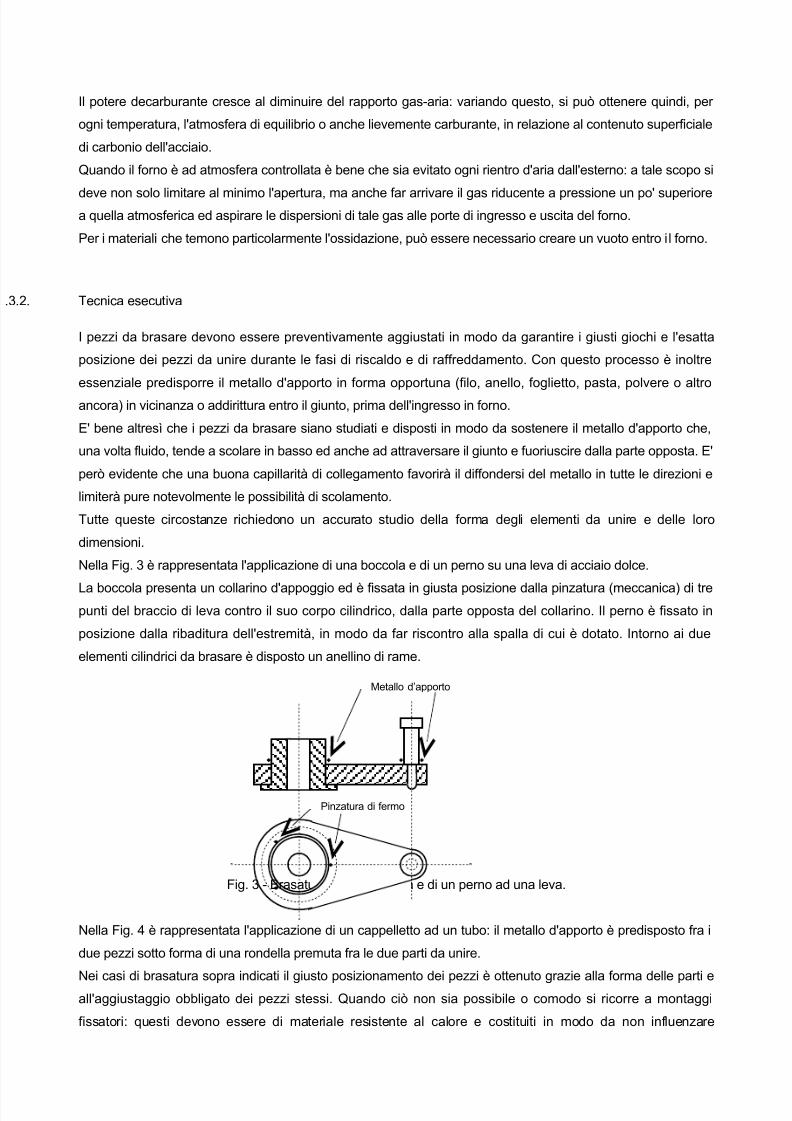
Nella Fig. 3 è rappresentata l'applicazione di una boccola e di un perno su una leva di acciaio dolce.
La boccola presenta un collarino d'appoggio ed è fissata in giusta posizione dalla pinzatura (meccanica) di tre
punti del braccio di leva contro il suo corpo cilindrico, dalla parte opposta del collarino. Il perno è fissato in
posizione dalla ribaditura dell'estremità, in modo da far riscontro alla spalla di cui è dotato. Intorno ai due
elementi cilindrici da brasare è disposto un anellino di rame.
Fig. 3 - Brasatura di una boccola e di un perno ad una leva.
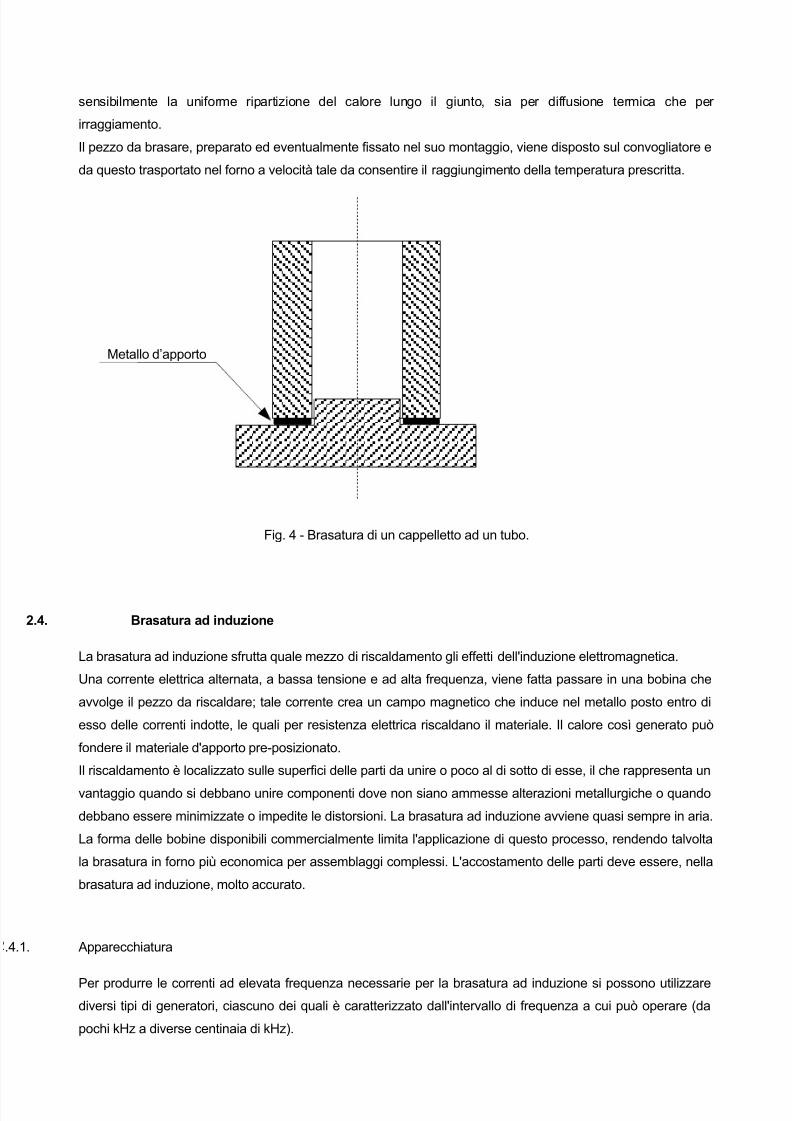
Nella Fig. 4 è rappresentata l'applicazione di un cappelletto ad un tubo: il metallo d'apporto è predisposto fra i
due pezzi sotto forma di una rondella premuta fra le due parti da unire.
Nei casi di brasatura sopra indicati il giusto posizionamento dei pezzi è ottenuto grazie alla forma delle parti eall'aggiustaggio obbligato dei pezzi stessi. Quando ciò non sia possibile o comodo si ricorre a montaggi
fissatori: questi devono essere di materiale resistente al calore e costituiti in modo da non influenzare
Metallo d’apporto
Pinzatura di fermo
5/14/2018 Introduzione Alla Brasatura Forte 2010 - slidepdf.com
http://slidepdf.com/reader/full/introduzione-alla-brasatura-forte-2010 7/12
sensibilmente la uniforme ripartizione del calore lungo il giunto, sia per diffusione termica che per
irraggiamento.
Il pezzo da brasare, preparato ed eventualmente fissato nel suo montaggio, viene disposto sul convogliatore e
da questo trasportato nel forno a velocità tale da consentire il raggiungimento della temperatura prescritta.
Fig. 4 - Brasatura di un cappelletto ad un tubo.
2.4. Brasatura ad induzione
La brasatura ad induzione sfrutta quale mezzo di riscaldamento gli effetti dell'induzione elettromagnetica.
Una corrente elettrica alternata, a bassa tensione e ad alta frequenza, viene fatta passare in una bobina che
avvolge il pezzo da riscaldare; tale corrente crea un campo magnetico che induce nel metallo posto entro di
esso delle correnti indotte, le quali per resistenza elettrica riscaldano il materiale. Il calore così generato può
fondere il materiale d'apporto pre-posizionato.
Il riscaldamento è localizzato sulle superfici delle parti da unire o poco al di sotto di esse, il che rappresenta un
vantaggio quando si debbano unire componenti dove non siano ammesse alterazioni metallurgiche o quando
debbano essere minimizzate o impedite le distorsioni. La brasatura ad induzione avviene quasi sempre in aria.
La forma delle bobine disponibili commercialmente limita l'applicazione di questo processo, rendendo talvolta
la brasatura in forno più economica per assemblaggi complessi. L'accostamento delle parti deve essere, nella
brasatura ad induzione, molto accurato.
.4.1. Apparecchiatura
Per produrre le correnti ad elevata frequenza necessarie per la brasatura ad induzione si possono utilizzare
diversi tipi di generatori, ciascuno dei quali è caratterizzato dall'intervallo di frequenza a cui può operare (da
pochi kHz a diverse centinaia di kHz).
Metallo d’apporto
5/14/2018 Introduzione Alla Brasatura Forte 2010 - slidepdf.com
http://slidepdf.com/reader/full/introduzione-alla-brasatura-forte-2010 8/12
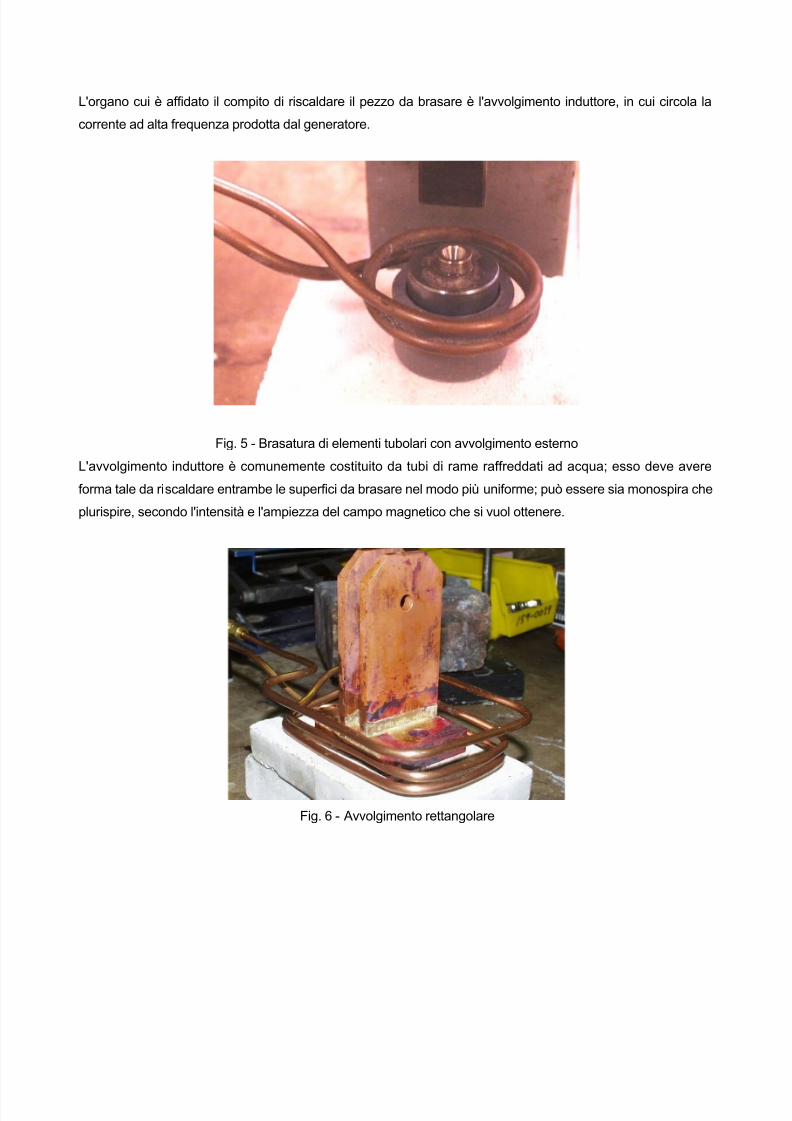
L'organo cui è affidato il compito di riscaldare il pezzo da brasare è l'avvolgimento induttore, in cui circola la
corrente ad alta frequenza prodotta dal generatore.
Fig. 5 - Brasatura di elementi tubolari con avvolgimento esterno
L'avvolgimento induttore è comunemente costituito da tubi di rame raffreddati ad acqua; esso deve avere
forma tale da riscaldare entrambe le superfici da brasare nel modo più uniforme; può essere sia monospira che
plurispire, secondo l'intensità e l'ampiezza del campo magnetico che si vuol ottenere.
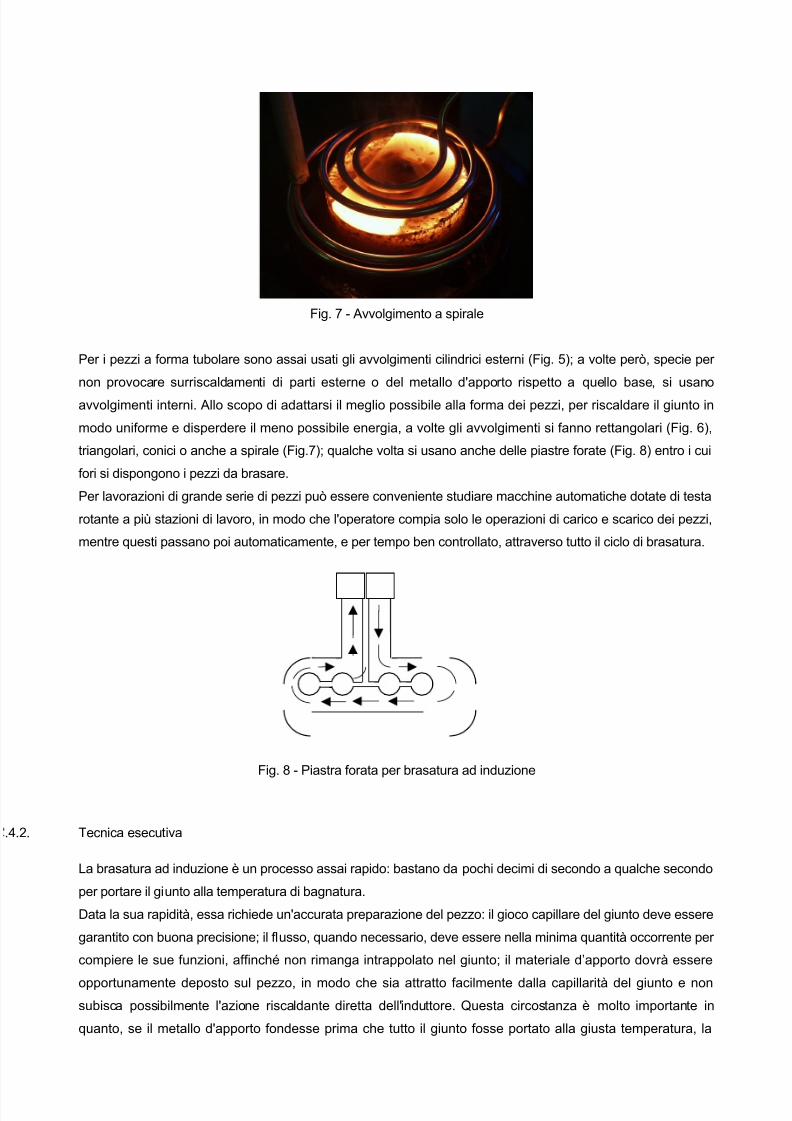
Fig. 6 - Avvolgimento rettangolare
5/14/2018 Introduzione Alla Brasatura Forte 2010 - slidepdf.com
http://slidepdf.com/reader/full/introduzione-alla-brasatura-forte-2010 9/12
Fig. 7 - Avvolgimento a spirale
Per i pezzi a forma tubolare sono assai usati gli avvolgimenti cilindrici esterni (Fig. 5); a volte però, specie per
non provocare surriscaldamenti di parti esterne o del metallo d'apporto rispetto a quello base, si usano
avvolgimenti interni. Allo scopo di adattarsi il meglio possibile alla forma dei pezzi, per riscaldare il giunto in
modo uniforme e disperdere il meno possibile energia, a volte gli avvolgimenti si fanno rettangolari (Fig. 6),
triangolari, conici o anche a spirale (Fig.7); qualche volta si usano anche delle piastre forate (Fig. 8) entro i cui
fori si dispongono i pezzi da brasare.
Per lavorazioni di grande serie di pezzi può essere conveniente studiare macchine automatiche dotate di testa
rotante a più stazioni di lavoro, in modo che l'operatore compia solo le operazioni di carico e scarico dei pezzi,
mentre questi passano poi automaticamente, e per tempo ben controllato, attraverso tutto il ciclo di brasatura.
Fig. 8 - Piastra forata per brasatura ad induzione
.4.2. Tecnica esecutiva
La brasatura ad induzione è un processo assai rapido: bastano da pochi decimi di secondo a qualche secondo
per portare il giunto alla temperatura di bagnatura.
Data la sua rapidità, essa richiede un'accurata preparazione del pezzo: il gioco capillare del giunto deve essere
garantito con buona precisione; il flusso, quando necessario, deve essere nella minima quantità occorrente per
compiere le sue funzioni, affinché non rimanga intrappolato nel giunto; il materiale d’apporto dovrà essere
opportunamente deposto sul pezzo, in modo che sia attratto facilmente dalla capillarità del giunto e non
subisca possibilmente l'azione riscaldante diretta dell'induttore. Questa circostanza è molto importante in
quanto, se il metallo d'apporto fondesse prima che tutto il giunto fosse portato alla giusta temperatura, la
5/14/2018 Introduzione Alla Brasatura Forte 2010 - slidepdf.com
http://slidepdf.com/reader/full/introduzione-alla-brasatura-forte-2010 10/12
bagnatura risulterebbe incompleta oppure il metallo d'apporto andrebbe disperso. E' buona regola perciò
disporre e sagomare l'avvolgimento induttore in modo che i punti più lontani del giunto da brasare siano
riscaldati per primi o un po' più rapidamente.
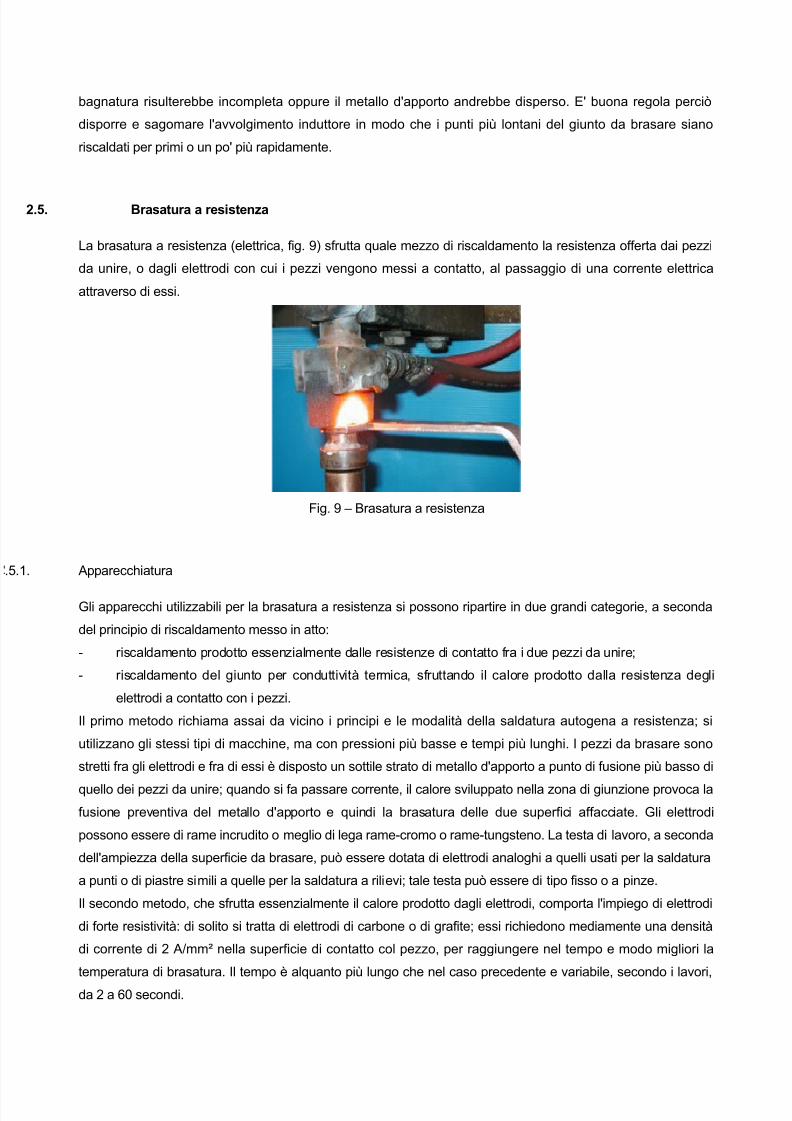
2.5. Brasatura a resistenza
La brasatura a resistenza (elettrica, fig. 9) sfrutta quale mezzo di riscaldamento la resistenza offerta dai pezzi
da unire, o dagli elettrodi con cui i pezzi vengono messi a contatto, al passaggio di una corrente elettrica
attraverso di essi.
Fig. 9 – Brasatura a resistenza
.5.1. Apparecchiatura
Gli apparecchi utilizzabili per la brasatura a resistenza si possono ripartire in due grandi categorie, a seconda
del principio di riscaldamento messo in atto:
- riscaldamento prodotto essenzialmente dalle resistenze di contatto fra i due pezzi da unire;
- riscaldamento del giunto per conduttività termica, sfruttando il calore prodotto dalla resistenza degli
elettrodi a contatto con i pezzi.
Il primo metodo richiama assai da vicino i principi e le modalità della saldatura autogena a resistenza; si
utilizzano gli stessi tipi di macchine, ma con pressioni più basse e tempi più lunghi. I pezzi da brasare sono
stretti fra gli elettrodi e fra di essi è disposto un sottile strato di metallo d'apporto a punto di fusione più basso di
quello dei pezzi da unire; quando si fa passare corrente, il calore sviluppato nella zona di giunzione provoca la
fusione preventiva del metallo d'apporto e quindi la brasatura delle due superfici affacciate. Gli elettrodi
possono essere di rame incrudito o meglio di lega rame-cromo o rame-tungsteno. La testa di lavoro, a seconda
dell'ampiezza della superficie da brasare, può essere dotata di elettrodi analoghi a quelli usati per la saldatura
a punti o di piastre simili a quelle per la saldatura a rilievi; tale testa può essere di tipo fisso o a pinze.
Il secondo metodo, che sfrutta essenzialmente il calore prodotto dagli elettrodi, comporta l'impiego di elettrodi
di forte resistività: di solito si tratta di elettrodi di carbone o di grafite; essi richiedono mediamente una densità
di corrente di 2 A/mm² nella superficie di contatto col pezzo, per raggiungere nel tempo e modo migliori la
temperatura di brasatura. Il tempo è alquanto più lungo che nel caso precedente e variabile, secondo i lavori,
da 2 a 60 secondi.

5/14/2018 Introduzione Alla Brasatura Forte 2010 - slidepdf.com
http://slidepdf.com/reader/full/introduzione-alla-brasatura-forte-2010 11/12
Di solito si impiega corrente alternata, perché più economica; il trasformatore deve avere una tensione
secondaria fra 4 e 8 volt e una potenza comparata all'importanza del lavoro da compiere. Generalmente gli
elettrodi vengono messi a contatto su ambedue le facce del giunto, in modo che questo, preso e stretto fra gli
elettrodi stessi, diventi parte integrante del circuito elettrico: qualche volta però, per necessità operative, si
pongono entrambi gli elettrodi dalla stessa parte o anche si usa un unico elettrodo di riscaldo, cui pervengonogli estremi del circuito elettrico; il pezzo non è allora attraversato dalla corrente e viene riscaldato unicamente
per conduzione termica.
.5.2. Tecnica esecutiva
Il metodo a resistenza di contatto è più usato, più rapido e dà migliori risultati di quello con elettrodi di carbone;
non bisogna però pretendere da esso eccellenza di qualità meccaniche, che spesso sono appena sufficienti a
garantire l'unione delle parti; ottime invece possono risultare le caratteristiche elettriche del giunto e perciò
questo processo è alquanto usato per la brasatura di contatti elettrici, di cavi e di altri piccoli oggetti conduttori
di corrente, generalmente di rame o sue leghe, ed anche per giunti eterogenei. La lega brasante,
generalmente sotto forma di un sottile foglietto o anche metallizzata su una delle superfici, è predisposta fra le
parti da unire; è da evitare l'uso di flussi che rendono difficile l'operazione e originano facilmente difetti. La
brasatura a resistenza con elettrodi di carbone, a causa di surriscaldamenti superficiali, richiede sempre l'uso
di leghe brasanti a temperatura molto bassa; solo il rame, data la sua elevata conduttività termica, può
consentire l'uso di leghe a punto di fusione anche più elevato. I flussi decapanti devono essere per quanto
possibile evitati. Un caso in cui la brasatura a resistenza con elettrodi di carbone è particolarmente indicata è
quello dell'unione di un pezzo di forte capacità termica con un altro di capacità termica molto piccola: in tal
caso si applicano gli elettrodi solo sul pezzo spesso, mentre quello leggero è riscaldato, per conduzione
termica, dal primo.
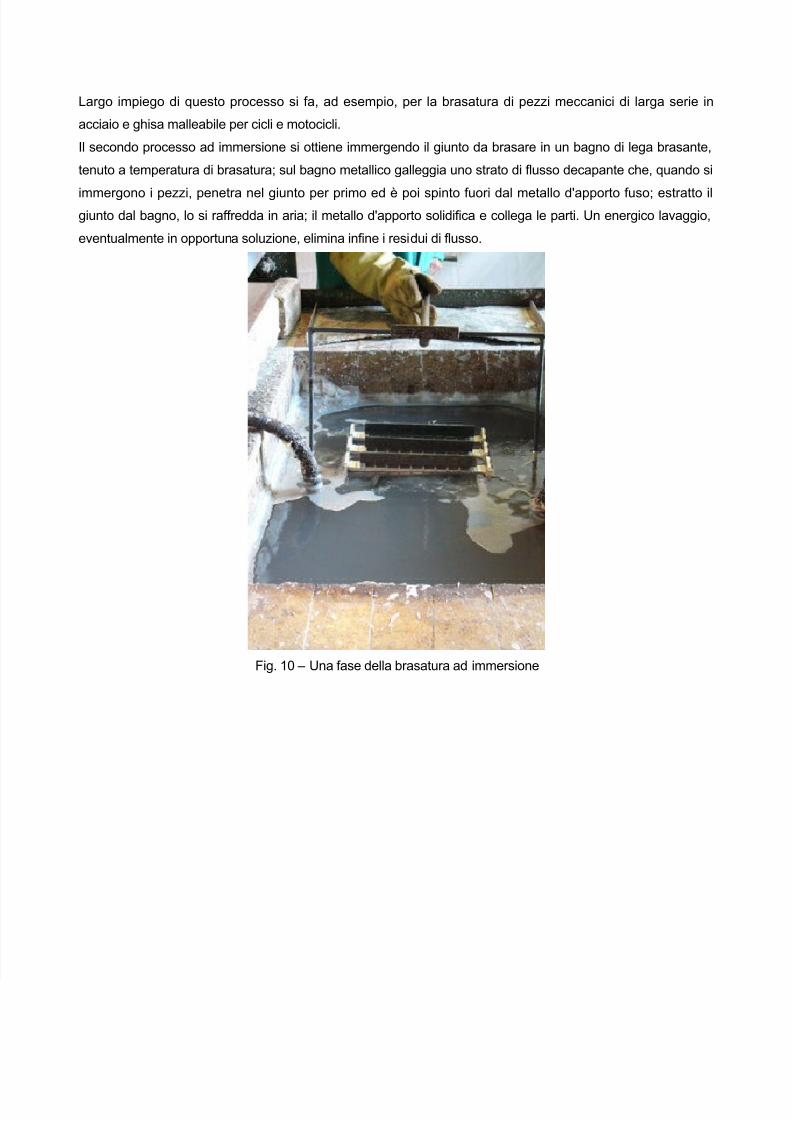
2.6. Brasatura ad immersione
Il processo di brasatura ad immersione (Fig. 10) può essere ottenuto in due modi:
- immergendo i pezzi da brasare in un bagno di sali fusi, alla temperatura di bagnatura;
- immergendo i pezzi da brasare in un bagno di lega brasante.Nel primo caso il metallo d'apporto viene predisposto sui pezzi ed è attratto capillarmente nel giunto quando
questo è immerso nel bagno di sali.
Questi sono in genere dei cloruri o dei cianuri e servono per le brasature a media temperatura.
Se i pezzi sono di notevole capacità termica, allo scopo di evitare una prematura fusione della lega d'apporto,
è bene preriscaldare i pezzi o con un bagno a più bassa temperatura o procedendo con un'immersione
graduale.
I flussi decapanti possono essere cosparsi sui pezzi quando necessario; i bagni a base di cianuri hanno però
essi stessi una buona e spesso sufficiente azione protettrice e decapante.
Il tempo di immersione in genere sta fra 1 e 2 minuti, ma è bene sia determinato sperimentalmente caso per
caso.
5/14/2018 Introduzione Alla Brasatura Forte 2010 - slidepdf.com
http://slidepdf.com/reader/full/introduzione-alla-brasatura-forte-2010 12/12
Largo impiego di questo processo si fa, ad esempio, per la brasatura di pezzi meccanici di larga serie in
acciaio e ghisa malleabile per cicli e motocicli.
Il secondo processo ad immersione si ottiene immergendo il giunto da brasare in un bagno di lega brasante,
tenuto a temperatura di brasatura; sul bagno metallico galleggia uno strato di flusso decapante che, quando si
immergono i pezzi, penetra nel giunto per primo ed è poi spinto fuori dal metallo d'apporto fuso; estratto ilgiunto dal bagno, lo si raffredda in aria; il metallo d'apporto solidifica e collega le parti. Un energico lavaggio,
eventualmente in opportuna soluzione, elimina infine i residui di flusso.
Fig. 10 – Una fase della brasatura ad immersione