Industrie Manufatti Cementizi n. 7 del 2009

of 100
-
Upload
giuseppe-gentile -
Category
Documents
-
view
262 -
download
0
Transcript of Industrie Manufatti Cementizi n. 7 del 2009
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
1/100
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
2/100
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
3/100
Impianto a torre completo di due mescolatori contro-corrente della serie APOLLO.Ciascun mescolatore equipaggiato con doppio invito di scarico, di cui uno aservizio di due vagonetti aerei, che a loro volta alimentano cinque stazioni fisse edue mobili per la produzione di calcestruzzo prefabbricato. Il secondo invito scari-ca allinterno di autobetoniere per la produzione di calcestruzzo preconfezionato.Una soluzione progettata sulla base di specifiche richieste da parte delcliente e al tempo stesso in grado di conferire flessibilit e versatilitproduttiva nel massimo rispetto dei pi elevati standard di qualit.
SKAKO Italia srl Via Discesa Galatina, 10 81024 Maddaloni (CE) Tel.: +39 0823 435998 Fax : +39 0823 203970email : [email protected] www.skakoitalia.it
COPREM SRL
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
4/100
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
5/100
Sviluppo rapidodelle resistenzemeccaniche
Ottimizzazionecicli produttivie drastica
riduzione dei ciclidi maturazione
Per risolvere leproblematiche tipiche dellaprefabbricazione e per dareun forte contributoallinnovazione e allosviluppo del settore, Mapeiha sviluppato i prodottidelle gammeDYNAMON NRG &DYNAMON SP , specifici perquesto tipo di applicazionie particolarmente idoneianche per ilconfezionamento dicalcestruzziautocompattanti.
Soluzioni specifiche per lindustria della prefabbricazioneDynamon NRG & Dynamon SP
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
6/100
Editoriale
7 - industrie manufatti cementizi
4
blea stato quello relativo alla Filoso-
fia che deve ispir are loperato del BIBM:mi riferisco alle convinzioni e alle pre-messe che devono essere da tutti noicondivise e promosse in ogni ambientee circostanza.LAssemblea ha ritenuto che il vessil-lo per il quale tutti dobbiamo com-battere possa essere rappresentatodallaffermazione seguente: lIndustriadella Prefabbricazione a base cementiziafornisce le migliori soluzioni dal puntodi vista della sostenibilit e dellimpatto
del costruito sullambiente circostante,creando ricchezza e valore aggiunto alleeconomie locali.Credo che ci possa essere consideratouna brillante sintesi dei punti di forzadel nostro comparto allinterno del va-sto settore delle costruzioni.E quali sono, quindi, gli Obiettivi Po-litici della nostra Federazione volti arafforzare sempre di pi i punti di forzainterni del nostro business?LAssemblea, dopo ampia discussione,ha sottolineato come sia indispensabileconcentrare gli sforzi su tre principali
temi: lImmagine della nostra industriaspesso sottovalutata, in modo partico-lare con riguardo ad alcune specificheapplicazioni o segmenti di mercato,rispetto alle potenzialit ed allalto li-vello tecnologico presente nei nostriprodotti; la Redditivit della nostra atti-vit economica, decisamente non com-misurata al know how diffuso tra tuttigli operatori, nonch il reperimento elutilizzo intelligente delle Materi e Pr i-
me come precondizione di crescita esviluppo; infine, un forte presidio delleNorme e degli Standard europei concer-nenti i prodotti da costruzione, quali
L Editorialedel Presidente
Nellultima del BIBM Bureau In-
ternational du Bton Manifac- tur la nost ra Federazioneeuropea, tenutasi a Vienna la scorsaprimavera, stata celebrata la conclu-sione del triennio di Presidenza dellAu-stria ed stato nominato, quale nuovoPresidente, il francese Pierre Brousse,Presidente del CERIB, lAssociazionenazionale dei prefabbricatori, e CEO diConsoilis, secondo gr uppo europeo perfatturato (1.800 milioni di ) ed addetti(10.000 addetti distribuiti in 130 stabili-menti ubicati in 25 paesi diversi).Il neo Presidente ha voluto immedia-
tamente avviare un percor so collegialedi verifica e, contemporaneamente, dicomunicazione nei confronti delle As-sociazioni nazionali rispetto ai principifondanti del BIBM affinch ogni azionefutura possa essere condotta e svilup-pata in sintonia con le regole ed il vole-re condivisi da tutti.Le prime riunioni del Consiglio Diret-
tivo BIBM sono quindi state dedicatea formalizzare i suddetti principi, poi
approvati nel corso dellAssemblea stra-ordinaria svoltasi a Bruxelles lo scorso12 dicembre 2008.Il primo punto approvato dallAssem-
BIBM:chi siamo ecosa vogliamo
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
7/100
te , dopo lesame di numerose alternati -
ve, lAssemblea ha valutato efficaci i se-guenti slogan che ci accompagnerannoin futuro:4 Pensa al Calcestruzzo e scegli
il Prefabbricato , meglio reso ininglese da Think Concrete, Go Precast ,che ha ottenuto la maggioranza rela-
tiva dei voti ;4 Prefabbricato: il meglio del Cal-
cesrtruzzo , che nella forma inglesesuona Precast the best of Concrete .
Sono convinto che i risultati emersi dal
lavoro dellAssemblea del BIBM possanoessere di ausilio e di concreto supportoanche per le singole aziende di prefab-bricazione europee.Pierre Brousse con questa iniziativa,decisamente positiva, ha saputo e vo-luto richiamare lattenzione di tutti noisullimportanza di ripensare alle nostreorigini e di darci obiettivi comuni. Solocos potremo dare voce, forza ed effi-cacia ai nostri messaggi e far crescere,anche in tempi di crisi, un comparto cheper dimensione ed impatto sullecono-mia reale non ha nulla da invidiare amolti altri comparti, quantunque oggiforse pi blasonati. n
fattori imprenscindibili per la libera
circolazione dei prodotti, della mobilitdelle persone e della trasparenza dellaconcorrenza tra soluzioni e materiali traloro alternativi.Lulteriore aspetto fondamentale presoin esame stato quello relativo allacomunicazione. In particolare, ci si chiesti a quale tipo di Interlocutori sianecessario rivolgersi direttamente comeFederazione europea al fine di conse-guire i nostri obiettivi e di diffondere ilnostro credo.
Ebbene, anche sotto questo profilo, so-no stati individuati tre principali destina- tari : coloro che, per ragioni diver se , perloro stor ia, esper ienza ed autorevolezza,possono essere considerati i principaliDecision Makers , coloro, cio, che sonoin grado di indirizzare le scelte e/o fare
tendenza; indi, tutt i i sogget ti appar te-nenti o coinvolti per interessi economi-ci, professionali o culturali nella filieradella nostra fornitura; infine, le Associa-
zioni Nazionali dei prefabbricatori qualipartner fondamentali per condurre insinergia azioni e campagne di comuni-cazione che risulterebbero inefficaci, secondotte solo localmente.Lultimo punto discusso e definitodallAssemblea stato quello volto acaratterizzare e completare il nostrologo con uno slogan accattivante, capa-ce, nella sua semplicit e immediatezza,di far comprendere direttamente algrande pubblico chi siamo e che cosarappresentiamo. Ma, allo stesso tempo,si anche cercata una definizione capa-
ce di lasciare un segno positivo nellamemoria di coloro che ci leggono e ciosservano.Il compito non era facile. Ciononostan-
(Renzo Bullo)
industrie manufatti cementizi - 7
Editoriale 5
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
8/100
INDUSTRIE MANUFATTI C EMENTIZIBimestrale - n. 7/2009
PROPRIETAbes SrlSociet di servizi di ASSOBETON
Via Giacomo Zanella, 3620133 MilanoTel. 02.70100168 Fax [email protected]
DIRETTORE RESPONSABILEAndrea Dari
DIRETTORE EDITORIALEMaurizio Grandi
COMITATO DI REDAZIONERenzo Bullo, Giorgio Fontana,Maurizio Grandi, Alessandra Biloni,Andrea Dari, Patrizia Ricci
SEGRETERIA EDITORIALEAlessandra Biloni
SEGRETERIA DI REDAZIONEPatrizia Ricci
REDAZIONEStefania Alessandrini, Alessandra Biloni,Andrea Dari, Marco Renzi, Patrizia Ricci,Susanna TontiniStrada Cardio, 4 47891 Galazzano RSMTel. 0549.909090 Fax [email protected]
CONCESSIONARIA PUBBLICITAbes Srl
VENDITA PUBBLICITIDRA saStrada Cardio, 4 47891 Galazzano RSMTel. 0549.909090 Fax 0549.909096
STAMPAStudiostampa sa
SERVIZIO ABBONAMENTIIMREADY srlStrada Cardio, 4 47891 Galazzano RSMTel. 0549.941003Fax 0549.941003
CONDIZIONI DI ABBONAMENTOIl prezzo di abbonamento per lanno 2008(5 numeri) di26.Il prezzo di una copia di10,50.Il prezzo di una copia arretrata di12,50.I prezzi sopraindicati si intendono IVA esclusa.Per informazioni: [email protected]
AUTORIZZAZIONE Segreteria di Stato Affari Interni Prot. n. 73/75/2008 del15/01/2008.Copia depositata presso il Tribunaledella Rep. di San Marino
4 LEDITORIALE DEL PRESIDENTE di Renzo Bullo
8 IL COMMENTO DEL DIRETTORE di Maurizio Grandi
12 STUDI E RICERCHE Analisi sperimentale del comportamento sismico di connessioni
tegolo-trave di strutture prefabbricate di Roberto Felicetti, Marco Lamperti, Giandomenico Toniolo, Carla Luigina Zenti
24 AMBIENTE Bioedilizia: la sostenibilit delle costruzioni a livello europeo e
internazionale di Gian Luca Baldo, Laura Perano e Paolo Tecchio
32 SPECIALE Materiali e sistemi innovativi in prefabbricazione
56 NORMATIVE Le categorie superspeciali: subappalto e requisiti di qualificazione di Marco Farinelli
58 NORMATIVE La responsabilit per i reati commessi nell'interesse o a vantaggio
dell'impresa: il D. Lgs. 231/2001 di Stefano Minini
62 ATTUALIT
68 LE AZIENDE INFORMANO
70 ASSOBETON Linea Guida ICMQ-ASSOBETON di Massimo Cassinari
Progetto Concrete
Dal Premio Egisto Camerini 2008
86 Pubblicazioni ASSOBETON
90 Come associarsi
92 Elenco Soci
T UTTI I DIRITTI RISERVATI
vietata la riproduzione, anche parziale, del materiale pubblicato senza autorizzazione dellEditore. Le opinioni espresse negli articoli appartengono ai singoli autori, dei quali si rispetta la libert diLautore garantisce la paternit dei contenuti inviati alleditore manlevando questultimo da ogni eventuale richiesta di r isarcimento danni proveniente da terzi che dovessero rivendicare diritti su tal
n. 7/2009
i n d u s t r i e m a n u f a t t i c e m e n t i z i
A n n o V
n
. 7
- g e n n a i o / m a r z o 2 0 0 9
ASSOBETON
STUDI E RICERCHEAnalisisperimentale delcomportamentosismicodiconnessioni tegolo-travedi struttureprefabbricate
AMBIENTEBioedilizia: la sostenibilit dellecostruzioni a livelloeuropeoe internazionale
SPECIALEMaterialie sistemiinnovativi in prefabbricazione
NORMATIVELecategoriesuperspeciali: subappaltoe requisitidi qualificazioneLa responsabilit per i reati commessi nell'interesseoa vantaggiodell'impresa: il D. Lgs. 231/2001
72 0 0 9
CONFINDUSTRIA
Organo Ufficiale di ASSOBETON
.
i i ili i l i i l ii i i i i i i l i
il t t t l i i l .
.
, l t i t t i t iti ,i i i xi It li l tt l ti, i tt i i iti l ti
.
i It li ll t i i t i li t i
t t i i i li tii i l .
ASSOBETON
SOMMARIO
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
9/100
nderstandingCome gruppo condividiamo un unico logo. Come personeci riconosciamo nella ricchezza delle nostre differenze.
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
10/100
Editoriale 8
7 - industrie manufatti cementizi
LOsservatorioASSOBETONsi evolvecon lanalisidei bilanci
Il Commentodel Direttore
Il mercato italiano della prefabbricazione
molto complesso, molto pi di quantoa prima vista possa apparire e, comun-que, pi delle realt esistenti negli altri pa-esi europei.Cito alcuni elementi di questa complessit,in parte ormai noti, anche grazie agli arti-coli che sono comparsi su questa rivista, inparte probabilmente meno.Un mercato costituito da ben 35 famiglie diprodotti questi, almeno, quelli che abbia-mo censito sino ad ora - a cui si associanocanali di vendita differenti tra loro e 1.300operatori sul fronte dellofferta. Si tratta didati ormai ampiamente conosciuti.Meno note sono invece altre caratteristi-che che contribuiscono a rendere diffici-le la lettura di ci che avviene intorno anoi, ma che dobbiamo, invece, cercare dicomprendere sempre meglio. Ad esempio,mediamente , solo il 64% del fatturato delleimprese associate ad ASSOBETON cherappresenta circa il 50% del fatturato delmercato complessivo strettamente ri-conducibile alla produzione di manufatticementizi.
Ci indica che i modelli di business adot- tati dalle nostre imprese sono variegati ela loro capacit di superare ciclici momentidi crisi, come quella che stiamo vivendo,
va anche letta attraverso i diversi modi di
interpretare il mercato e di competere.Dalle informazioni in nostro possesso, pos-siamo infatti affermare che, a fronte di im-prese - in particolare quelle appartenentialla Sezione Strutture unicamente pro-duttrici di singoli elementi prefabbricati, neesistono altre che hanno scelto di operarecome fornitori di edifici chiavi in mano oaddirittura come vere e proprie impresedi costruzione, con o senza attivit immo-biliari correlate.Esistono inoltre, pi in generale, altre im-
prese che, in parallelo con la produzionedi manufatti cementizi, producono e/ocommercializzano altri tipi di prodotti conunincidenza percentuale che, sempre danostre informazioni, arriva talvolta a supe-rare quella relativa alle nostre tradizionaliproduzioni.Solo in questo modo si possono spiegarele ragioni di strategie aziendali e/o com-portamenti commerciali molto diversificati,comportamenti che potrebbero sembrareanche irrazionali, salvo poi giustificarli conla presenza sul mercato di operatori conmodelli di business complessi e diversi traloro.ASSOBETON, a cui demandato istitu-zionalmente il compito di rappresentare ilsettore, operando in linea con le strategiedelle imprese, ha la necessit, per svolgerecompiutamente il proprio ruolo, di capirea fondo i fenomeni in atto ed il loro evol-versi nel tempo.LOsservatorio, istituito nel 2006 ed en-
trato con il 2009 nel suo terzo anno dioperativit, risponde esattamente a questo
obiettivo primario, fornendo due outputprincipali.Trimestralmente, i dati rilevati attraverso ilcontributo attivo di un centinaio di Asso-
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
11/100
industrie manufatti cementizi - 7
ciati, che rappresentano il 60% circa il valo-
re della produzione riferito allAssociazio-ne, forniscono elementi utili per valutare i
trend relativi allandamento consuntivo delmercato in termini di vendite, produzio-ne, entit del commissionato e costi dellematerie prime, oltre ad alcune proiezioniqualitative di questi parametri su un arco
temporale di brevissimo termine.Annualmente, invece, lOsservatorio for-nisce lanalisi di 150 bilanci relativi alleimprese pi rappresentative del mercatoitaliano. Dal 2009, in effetti, si arriver ad
analizzare la maggior parte dei bilanci delleimprese di prefabbricazione, circa 500 in totale, concentrandosi su tutte le societdi capitali esistenti : una fotografia dellinte-ro mercato e delle sue caratteristiche evo-lutive in termini commerciali, patrimonialie reddituali.Prendere confidenza con questi strumentiprodurr nel tempo la capacit di leggerei fenomeni, comprenderli e probabilmenteanche anticipare fatti e tendenze.Molto abbiamo fatto in questi ultimi anni,ma dobbiamo tutti essere certi che il valo-re aggiunto di ci che stato avviato soloda poco sar sempre pi tangibile e palese,mano a mano che lo strumento crescerper dimensione ed affidabilit attraverso, losperiamo, il contributo di un sempre mag-gior numero di Associati con cui condivi-dere il suo sviluppo ed il dibattito criticointorno ad esso. n
(Maurizio Grandi)
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
12/100
Gli autori su questo numero
Gian Luca Baldo
Life Cycle Engineering - Torino [email protected]
Gianni Cavallini MoSaiCo3 Srl [email protected]
Mario Collepardi Enco Srl [email protected]
Marco di Prisco
DIS - Dipartimento di Ingegneria Strutturale Politecnico di Milano [email protected]
Claudio Failla Magnetti Building Carvico (BG)
Marco Farinelli SOA Attesta S.p.A. marco.farinelli@at
Gian Luca Baldo Life Cycle Engineering - Torino [email protected]
Roberto Felicetti Dipartimento di Ingegneria Strutturale Politecnico di Milano [email protected]
Dante Galeota DISAT - Dipartimento di Ingegneria
delle Strutture, delle Acque e del Terreno Universit dell'Aquila [email protected]
Amedeo Gregori DISAT - Dipartimento di Ingegneria
delle Strutture, delle Acque e del Terreno Universit dell'Aquila [email protected]
Marco Lamperti
Dipartimento di Ingegneria Strutturale Politecnico di Milano [email protected]
Stefano Minini Chief Operating Officer MIOUT Srl www.miout.it [email protected]
Laura Peano Life Cycle Engineering - Torino [email protected]
Giovanni A. Plizzari DICATA - Dipartimento Ingegneria Civile
Architettura, Territorio, Ambiente Universit di Brescia [email protected]
Gian Luca Ponzi IDRA SA [email protected]
Carmine Santoro MoSaiCo3 Srl [email protected]
Paolo Tecchio Life Cycle Engineering - Torino [email protected]
Giandomenico Toniolo Dipartimento di Ingegneria Strutturale Politecnico di Milano [email protected]
Carla Luigina Zenti Dipartimento di Ingegneria Strutturale Politecnico di Milano Segretario Sezione Tubi a Bassa Pressione [email protected]
7 - industrie manufatti cementizi
i n d u s t r i e
m a n u f a t t i c
e m e n t i z i
A n n o V
n . 7 - g e n n a i o / m a r z
o 2 0 0 9
AS S O B E T O N
S T U D I E R I C E R C H E
An a l i s i s p e r i m e n t a l e d e l c o m p o r t a m e n t o s i s m i c o
d i c o n n e s s i o n i t e g o l o - t r a v e d i s t r u t t u r e p r e f a b b r i c a t e
A M B I E N T E B i o e d i l i z i a : l a s o s t e n i b i l i t d e l l e c o s t r u z i o n i a l i v e l l o
e u r o p e o e i n t e r n a z i o n a l e
S P E C I A L E M a t e r i a l i e s i s t e m i i n n o v a t i v i i n p r e f a b b r i c a z i o n e
N O R M A T I V E Le c a t e g o r i e s u p e r s p e c i a l i : s u b a p p a l t o e r e q u i s i t i
d i q u a l i f i c a z i o n e La r e s p o n s a b i l i t p e r i r e a t i c o m m e s s i n e l l ' i n t e r e s s e
o a v a n t a g g i o d e l l ' i m p r e s a : i l D . Lg s . 2 3 1 / 2 0 0 1
7 2 0 0 9
C O N F I N D U S T R I A
O r g a n o U f f i c i a l e d i AS S O B E T O N
.
:
.
..
.
.
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
13/100
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
14/100
7 - industrie manufatti cementizi
S t u d i e r i c e r c h e12
1 INTRODUZIONENellambito del progetto Reluis2005/2008 si pone lObiettivo 9 dellaLinea 2 sul Comportamento e rinforzodelle strutture industriali prefabbricate.Lattivit del competente gruppo di lavo-ro si estende allo studio delle connessio-ni nella loro fondamentale funzione checondiziona il comportamento sismicodellintero complesso strutturale. Pochilavori sono rintracciabili nella bibliografiainternazionale su questo tema, che rima-ne inadeguatamente conosciuto.Con il supporto dellAssociazione nazio-nale dei prefabbricatori ASSOBETON, si dunque avviata unampia campagna diprove sperimentali su alcuni tipi di con-nessione di comune impiego. Le diversecategorie di unione sono state ripartiteper competenza alle diverse Unit diRicerca delle Universit di Milano, Ber-gamo, Bologna, Firenze, Pisa e Napoli,
stabilendo un comune protocollo per gliassetti dei prototipi, le modalit di caricoe linterpretazione dei risultati.Le diverse categorie di unione presenti
nelle costruzioni prefabbricate sonodescritte in [01] assieme ai parametrinormalizzati rappresentativi del lorocomportamento sismico.Tali propriet di resistenza, duttilit, dissi-pazione, deformazione, degrado e danno entrano in gioco nella progettazione dellestrutture in modo correlato nellambitodei generali criteri antisismici.In particolare, le connessioni non dut-
tili possono trovare impiego in zonasismica, purch vengano adeguatamentesovradimensionate rispetto alle forzeche derivano dalla resistenza delle zonecritiche dissipative della struttura. Il com-portamento complessivo dellorganismostrutturale manterr lo stesso superioregrado di duttilit delle zone critiche stes-se. Per i calcoli di gerarchia delle resi-stenze necessari per sovradimensionarele diverse categorie di connessioni sirimanda a [02].
In generale i sistemi tipici di unioni, propridelle strutture a telaio prefabbricate, fattea secco con connettori metallici, nonsono duttili. Vi sono peraltro proposte
di Roberto Felicetti, Marco Lamperti, Giandomenico Toniolo,Carla Luigina Zenti
Analisi sperimentaledel comportamento
sismico di connessionitegolo-trave distrutture prefabbricate
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
15/100
industrie manufatti cementizi - 7
13S t u d i e r i c e r c h e
per lutilizzo di connessioni duttili checonsentono di attivare la dissipazioneanche su di esse (per esempio incopertura - vedi [03]). Per leffettivaapplicazione di questo criterio serveper superare due difficolt: quella diprogettare i connettori con meccanismiduttili di deformazione plastica (vedi [04])e quella di controllare gli spostamenticorrelati alla dissipazione stessa entro ilimiti funzionali della connessione (peresempio entro la sagoma dellappoggio).Resta ancora da definire lutilit di una talescelta in confronto al tradizionale assettoche concentra la necessaria dissipazionenelle zone critiche alla base dei pilastri,con meccanismo flessionale duttile dellesezioni.In alcuni paesi vengono proposti comeprivilegiati i sistemi di connessione emu-lativi realizzati ai nodi delle strutture
prefabbricate, con riprese di ferri e gettiintegrativi, in modo da ripristinare le stes-se capacit di deformazione duttile dellestrutture gettate in opera. Limpiego diqueste connessioni non affatto neces-sario ai fini della duttilit globale dellor-ganismo strutturale (vedi [05] e [06])e porterebbe fuori mercato il classicoedificio prefabbricato universalmente dif-fuso nel nostro Paese con ottimi risultati.Nellambito della vulnerabilit sismicadegli edifici prefabbricati esistenti, le con-nessioni hanno un notevole peso, comedimostra lesperienza maturata al seguitodei terremoti. Una dettagliata descrizionedegli aspetti discriminanti che condizio-nano il comportamento di dette struttu-re riportata in [07] assieme allindica-zione di alcuni tipi critici di edifici.
2 CONNESSIONI TEGOLO-TRAVENel presente lavoro, con riferimento allepi diffuse soluzioni costruttive, vengonoesaminati tre tipi di connessioni con alcu-ne varianti.
2.1 Unione con angolari standardIl primo tipo di unione descritto inFigura 1 e vede lutilizzo di angolari tratti
da profilati commerciali. Le due ali degliangolari sono munite di fori, allungati adasola per coprire le tolleranze di esecu-
zione e montaggio. Proprie piastrine zigri-nate, saldate sui fori, assicurano la presadei bulloni anche nella direzione delleasole. Gli angolari sono fissati alla travecon tasselli ed alla nervatura del tegolocon un perno filettato passante collegatoallangolare contrapposto. Il fondo dellanervatura pu essere munito di scarpa
Figura 1 Unione con angolari standard.
Figura 2 Meccanismo resistente con 2angolari.
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
16/100
7 - industrie manufatti cementizi
S t u d i e r i c e r c h e14
metallica a U, realizzata con lamierinopiegato, a salvaguardia del bordo del cal-cestruzzo ed a sostegno del tubo inter-posto per il passaggio del perno.Le dimensioni degli angolari derivanodalle esigenze geometriche della con-nessione: per far passare il perno al disopra del livello inferiore dei trefoli diprecompressione, nelle comuni situazionisi arriva a un angolare da 120 mm. Conlo spessore minimo di 10 mm disponibilein commercio si ottengono resistenzedecisamente esuberanti rispetto alle esi-genze statiche.Dopo il montaggio in opera, tra gli ango-lari e la nervatura del tegolo resta ungioco, a causa sia delle tolleranze chedella sagoma leggermente svasata dellanervatura stessa. Nel suo assetto inizia-le, dunque, la connessione si configuracome una biella, labile nei confronti delle
azioni longitudinali. In questa fase il col-legamento funziona esclusivamente adattrito con connettori scarichi.Dopo un iniziale scorrimento che faruotare gli angolari, le parti entrano incontatto (vedi Figura 2) ed il connettorecomincia a funzionare, inducendo taglio e
trazione nel perno passante e compres-sione nella nervatura al bordo opposto
dellangolare. Nellassetto simmetricocon due angolari di Figura 1, queste azio-ni trasversali si compensano.Una variante di questo tipo di unionevede lutilizzo di un solo angolare comeindicato in Figura 3. Il funzionamento diquesta configurazione del tutto simile aquello sopra descritto per il tipo doppiosimmetrico, salvo che le azioni trasversalivengono assorbite tramite una flessionelocale della nervatura del tegolo.Anzich con tasselli, lancoraggio sulla
trave portante pu essere fatto tramiteprofili canale. In questo caso si possonoevitare le adiacenti asole, restando le tol-leranze assorbite dai profili stessi.Si fa notare come il buon incastro dellan-golare sulla nervatura del tegolo dipendada un sufficiente braccio della coppia
trazione-compressione scambiata fra leparti secondo il meccanismo descritto
nelle Figure 2 e 3. Questo richiede unacerta lunghezza degli angolari. Alcunibrevetti di angolari nervati molto strettiche circolano in commercio non sonodunque adatti alla trasmissione di forzelongitudinali, restando sostanzialmentelabili in questa direzione.
2.2 Unioni con lamiera piegata Un secondo tipo di unione tegolo-travevede lutilizzo di lamiera di modestospessore piegata a freddo al posto degliangolari standard, restando per il restoeguale al precedente (vedi Figura 4).Con un minore spessore (portato peresempio a 5 mm) si diminuisce leccessi-va sovraresistenza e, con una opportunasagomatura della piegatura, si favorisco-no le deformazioni plastiche di distorsio-ne flesso-torsionale sotto elevati valoridello spostamento. Si pu attenderequindi una certa capacit dissipativa col-legata ad una maggiore deformabilitdella connessione.Anche le unioni con lamiera piegata
possono avere la variante di connessionemonolaterale e possono utilizzare profilicanale anzich tasselli per lancoraggiosulla trave por tante.Figura 3 Unione con un angolare.
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
17/100
industrie manufatti cementizi - 7
I meccanismi resistenti sono ancora quel-li delle Figure 2 e 3 ma, sotto grandi spo-
stamenti, la lamiera stessa subisce sensibilicambiamenti di geometria che aggiungo-no flussi di trazione. Si ha dunque il par-
ticolare compor tamento caratterizzatodalle curve riportate nel seguito.
2.3 Unioni con scarpa di baseIl terzo tipo di unione tegolo-travedovrebbe garantire la migliore funzio-nalit con lutilizzo di una scarpa di basecostituita da una lamiera dappoggio e
Figura 4 Unione con lamiera piegata.
Figura 5 Unione con scarpa di base.
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
18/100
7 - industrie manufatti cementizi
S t u d i e r i c e r c h e16
due lamiere verticali saldate alla prece-dente (vedi Figura 5). Il collegamentocon la trave portante realizzato ancoracon tasselli o con profili canale. Un pernopassante completa lunione, connettendole due lamiere della scarpa alla nervaturadel tegolo. Lutilizzo della scarpa di baserisulta pi complesso in fase di montag-gio ed in caso di eventuale sostituzione.
Il meccanismo resistente vede la trasmis-sione delle forze dai due tasselli lateralidella trave fino alle lamiere verticali dellascarpa attraverso la flessione orizzontaledella lamiera di base. Qui, dette forze si
trasformano direttamente in taglio nelgambo del perno (vedi Figura 6a), indi-pendentemente dal contatto tra lamieree nervatura.Nel piano verticale comunque rimane,anche per la scarpa di base, un compor-
tamento eccentrico tra perno e appog-gio che induce una rotazione della scarpastessa (vedi Figura 6b). Quando le forzedella coppia superano il peso gravantesullappoggio si induce la torsione dellapiastra inferiore ed una forte flessioneverticale nel perno.Questo tipo di connessione entra infunzione subito, senza bisogno dellasse-stamento rotatorio iniziale caratteristico
degli angolari sconnessi. Nonostante iridotti spessori utilizzabili (5 - 8 mm),il funzionamento delle lamiere, senzadeformazioni flessionali, porta ad uncomportamento non duttile della con-nessione, come mostrato nel seguito.
3. PROGRAMMA DELLE PROVEPer la qualificazione sismica sono previstein primo luogo prove di carico monotone,a controllo di spostamento, portate finoa rottura, a meno del precoce supera-mento del limite funzionale ammissibiledi forza o di spostamento. Si intende rile-vare, dal diagramma forza-spostamento, il
tipo di comportamento duttile, fragile osovraresistente, con i parametri relativi asnervamento, rottura e duttilit.Il carico monotono portato al limitefunzionale ammissibile, per rilevare lin-dice di danno riferito alla deformazioneresidua.Si effettuano ancora prove di carico cicli-che, a controllo di spostamento, secondouna storia di carico che vede gruppi di
tre cicli di eguale ampiezza che si susse-guono con ampiezze via via incrementate.Lampiezza iniziale e gli incrementi suc-cessivi vengono commisurati ai parametri
Figura 6a Meccanismo resistente con scar-pa, pianta.
Figura 6b Meccanismo resistente con scar-pa, prospetto.
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
19/100
industrie manufatti cementizi - 7
17S t u d i e r i c e r c h e
dedotti dalla prova monotona preceden- te. Si intende rilevare per ogni semiciclo laforza massima raggiunta, lenergia dissipatae per ogni gruppo di semicicli il degradodi forza intercorso.Il programma di prove comprende:4 prove particolari riferite alla qualifica-
zione dei connettori singoli inseriti tra due blocchi sovradimensionati esoggetti alla componente principaledellazione attesa nel contesto struttu-rale;
4 prove locali riferite alla qualificazionedella connessione compresa tra dueporzioni significative di elementi a rap-presentazione dellassetto in operae soggetta alle rilevanti componentidellazione.
Lassetto delle prove particolari descrit- to in Figura 7. Il prototipo costituito dadue blocchi laterali simmetrici, che simula-
no le nervature dei tegoli, e da un bloccocentrale, che simula il corrente della traveportante. Le connessioni sono raddop-piate per evitare, con la loro simmetria,eccentricit di carico sui martinetti. Il cari-
co stesso girato in direzione verticale edapplicato con due martinetti contrappostia semplice effetto. Lintero prototipo montato su una trave metallica di baseche fornisce il necessario contrasto verti-cale, mentre le trazioni sono riportate alla
base attraverso delle barre dancoraggio.Lassetto delle prove locali descritto inFigura 8. Il prototipo costituito da unsegmento di 1,6 m di tegolo binervato, dicorrente produzione, posato agli estremisu due travi in c.a. ancorate al piastrone dibase del laboratorio. Il carico applicatolongitudinalmente, da un martinetto adoppio effetto su di ununica nervaturadel tegolo, ad una quota di 20 cm dalpiano dappoggio, lasciando laltra libera discorrere sugli appoggi.Per salvaguardare lintegrit del tegoloin questa prima serie di prove, il carico applicato attraverso un sistema di duepiastre terminali interconnesse con quat-
tro barre, che trasmettono sole com-pressioni sulle estremit della nervatura.Lazione alterna del martinetto, collegatoad una estremit del sistema, non inducequindi trazioni che potrebbero fessurare ibordi del calcestruzzo.Durante la prova, il segmento di tegolo zavorrato con un serbatoio dacqua,posto sulla linea della nervatura caricata,
per ripristinare il peso mancante rispettoalla reale situazione in opera ed evitare ilsollevamento del tegolo stesso durantela fase di trazione. Nei quattro appoggiFigura 7 Assetto delle prove particolari.
Figura 8 Assetto delle prove locali.
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
20/100
7 - industrie manufatti cementizi
S t u d i e r i c e r c h e18
sono inoltre interposti dei fogli di Teflonper minimizzare lattrito. In genere la con-nessione con la trave dappoggio vieneserrata solo ad una estremit della nerva-
tura caricata, lasciando sullaltra estremiti connettori metallici liberi di scorrere efunzionare da guida per la corretta dire-zionalit degli spostamenti.Il quadro complessivo delle prove effet-
tuate riportato nella Tabella 1, con indi-cazione del tipo, della data e del connet- tore sperimentato.
4. PROVE PARTICOLARICome gi accennato, le prove particolarihanno lo scopo di mettere in eviden-za il comportamento della sola partemetallica del sistema di connessione, cheviene montato su elementi di calcestruzzoarmati pi fortemente che nella correntepratica esecutiva.Ci nonostante, gi nella prova monotonalunione con angolari standard ha messoin evidenza una elevata rigidezza conforte crescita della forza trasmessa dalla
Tabella 1 Quadro delle prove effettuate.
connessione
connessione
Standard
Lamiera piegataLamiera piegataLamiera piegataLamiera piegataLamiera piegata
Lamiera piegata+zavorraLamiera piegata+zavorraLamiera piegata+zavorraLamiera piegata+zavorraLamiera piegata+zavorra asimmetrica, spost. realeLamiera piegata+zavorra asimmetrica, spost. realeLamiera piegata+zavorra, spostamento realeLamiera piegata+zavorra, spostamento reale
Standard+zavorra, spostamento realeScarpa di base+zavorra, spostamento realeScarpa di base+zavorra, spostamento reale
Lamiera piegata+zavorra
Lamiera piegataLamiera piegata
Lamiera piegata
tipo
tipo
monotona
monotonaciclicamonotonaciclicadenizione attrito
denizione attritomonotonaciclicaciclica 2monotonaciclicamonotonaciclica
ciclicaciclicamonotona
spost. trave
monotonaciclica
ciclica
data
data
28/03/2007
15/01/200829/02/200813/05/200813/05/200813/05/2008
15/05/200815/05/200815/05/200815/05/200805/08/200805/08/200824/06/200807/08/2008
08/08/200823/09/200802/10/2008
15/05/2008
05/06/200714/06/2007
09/11/2007
PROVE PARTICOLARI
PROVE LOCALI
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
21/100
industrie manufatti cementizi - 7
19S t u d i e r i c e r c h e
connessione. Ci ha condotto alla rotturafragile precoce del bordo di calcestruzzodel blocco mobile centrale per effettodellazione di spinotto esercitata dai tas-selli di ancoraggio (curva A nel diagrammadi Figura 9).Tale risultato ha sconsigliato, in questafase preliminare, lesecuzione della corri-spondente prova ciclica ed ha suggeritolo sviluppo di una versione alleggeritadella connessione, basata sullangolare inlamiera piegata a freddo descritto prece-dentemente (Paragrafo 2.2).Questo tipo di unione evidenzia un iden-
tico comportamento iniziale, legato allat- trito con gli elementi collegati, seguito daun tipico comportamento sovraresistente(curva B in Figura 9). Il minore carico tra-smesso scongiura con un adeguato mar-gine di sicurezza il verificarsi di fenomenilocali a carico degli elementi strutturali.
Nella successiva prova ciclica, svolta su unaconnessione nuova ma riutilizzando glistessi blocchi in calcestruzzo, la progressi-va abrasione delle superfici in calcestruzzoha ridotto la componente dovuta allattri-
to (curva C di Figura 9). I successivi gruppidi cicli mostrano una certa capacit didissipazione isteretica che si mantiene conbuona stabilit fino al limite di spostamen-
to 40 mm di conclusione della prova.Con questo assetto sperimentale nonsono invece state condotte prove sullunio-ne con scarpa di base.
5. PROVE LOCALILe prove locali mirano a riprodurrecon maggiore fedelt le reali condi-zioni di esercizio dellunione, coinvol-gendo delle porzioni significative deglielementi strutturali collegati. Questoassetto introduce per diversi problemidi natura sperimentale che hanno resonecessaria una serie di modifiche albanco di prova ideato inizialmente.Si gi citato il problema del solleva-mento del tegolo, dovuto alla diversaquota dellasse di carico rispetto allaconnessione, che stato risolto intro-ducendo una zavorra di 8 kN sullanervatura caricata. Unaltra modificaha riguardato il montaggio dei fogli di
teflon per la riduzione dellattrito. Oltread utilizzare dei fogli doppi con linter-posizione di un lubrificante, sono statidisposti degli strati di neoprene con
impronta di carico ridotta, in modo daevitare possibili frizioni con le superficiin calcestruzzo a causa del mutuo scivo-lamento dei fogli.Alcune prove di scorrimento senzaconnessione hanno indicato una forzadi trascinamento a vuoto di circa 2kN, che corrisponde ad un coefficientedattrito complessivo di 0.11.Infine, ci si resi conto che il fissaggiodelle travi di appoggio in c.a., posate sustrati di neoprene e bloccate ad attritoalla pavimentazione del laboratorio, pre-sentava una deformabilit non trascura-bile, rendendo necessario distinguere lamisura dello spostamento totale dellat-
tuatore idraulico dalla misura delleffet- tivo scorrimento impresso allunioneoggetto di prova.Le Figure 10-16 forniscono un quadrodei risultati pi significativi, ottenuti conriferimento alle tre tipologie di unione,una volta completata la messa a puntodel banco di prova.Avendo minimizzato leffetto dellattrito
sulle superfici di appoggio ed avendoutilizzato degli elementi in calcestruz-zo gi sottoposti a pi cicli di caricodurante le precedenti prove di messaFigura 9 Risultati delle prove particolari.
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
22/100
7 - industrie manufatti cementizi
S t u d i e r i c e r c h e20
a punto, lecito attendersi un minorcontributo dellabrasione tra le superficirispetto alle prove particolari discussein precedenza.Di questo occorre tenere conto in par-
ticolare nel confronto tra i due assettisperimentali con riferimento alle provemonotone sullunione con angolari inlamiera piegata. Il confronto vede, da unlato, la curva B di Figura 9, relativa adelementi in calcestruzzo nuovi e ad unaconnessione doppia con quattro ango-lari e, dallaltro, degli elementi rodatied una connessione semplice (Figura10). Se si prescinde dal diverso contri-buto dellattrito iniziale, vi una buonacoerenza tra i diagrammi.Pi immediato invece il confronto trale rispettive prove cicliche (Figura 9,curva C e Figura 11), eccetto che peri primi cicli con scorrimento negativo
effettuati nelle prove particolari, carat- terizzati ancora da un maggiore effettodellabrasione tra le superfici.Un risultato che invece stato possibileottenere solo nelle prove su elementi alvero riguarda il caso dellunione asim-metrica, dove il mancato bilanciamento,allinterno della connessione, delle forze
trasversali indotte dalla rotazione degliangolari si traduce in una minore resi-
stenza sia nella prova monotona (-15%,Figura 12) che in quella ciclica (-35%allo scorrimento massimo, Figura 13).Nel caso dellunione tradizionale conangolari tratti da profilati standard stata invece svolta solo la prova ciclicain configurazione simmetrica (Figura14), confermando la minore incidenzadellattrito in questo assetto di prova edil comportamento fortemente incru-dente della connessione, che ha sconsi-gliato lesecuzione dei cicli di maggioreampiezza per prevenire la rottura localedegli elementi collegati.Vi sono, infine, i risultati relativi allunionecon scarpa di base, che caratterizzatada una scarsa incidenza degli scorrimen-
ti sul piano dappoggio e dalla conse-guente attivazione della deformazione
torsionale della piastra inferiore. Questadeformazione porta, nella direzione di
scorrimento, ad un impuntamento dellapiastra stessa sullestradosso della travedappoggio, con una forte concentrazio-ne delle pressioni di contatto. Sul latoopposto la piastra tende a sollevarsi,sollecitando a taglio in direzione verti-cale il perno passante che attraversa lanervatura del tegolo e riducendo lef-ficacia delle piastrine zigrinate di bloc-caggio.
Figura 10 Monotona - lamiera piegata simmetrica. Figura 11 Ciclica - lamiera piegata simmetrica.
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
23/100
industrie manufatti cementizi - 7
Questi due meccanismi si traduconoin un comportamento abbastanza irre-golare, caratterizzato da un alternarsidi cadute e riprese di carico, specienella prova monotona (Figura 15). Nellaprova ciclica questi effetti sono menoevidenti e sono inoltre riconoscibili laresistenza e la dissipazione decisamentemaggiori rispetto al caso di due ango-lari indipendenti realizzati con la stessalamiera. Vi per da registrare, alla finedellultimo ciclo di carico, la rottura loca-le dello spigolo della trave dappoggio,causata dalla forte compressione localeindotta dallo spigolo della piastra.
6. CONCLUSIONINello stabilire lampiezza massima degliscorr imenti per le prove, con riferi-mento alle dimensioni della comuneproduzione di elementi prefabbricati,
si assunta una profondit minimadel contatto tegolo-trave di 12 cm.Con un valore massimo di 2,4 cmdello scorrimento ciclico allappoggio,resta come minima una profonditdi poco meno di 10 cm. Dal centrodellappoggio dunque i bordi di travee tegolo distano 5 cm, poco pi delprevisto copriferro delle armature.Questa viene intesa quale dimensioneminima che garantisce la resistenzadellappoggio, evitando, sotto i grandiscorrimenti previsti allo stato limiteultimo, la precoce rottura dei bordicon perdita dellappoggio stesso.Di fatto nelle prove si assunto ilvalore 24 mm quale scorrimentoammissibile in condizioni di stato limi-
te ultimo.Tutte le prove monotone hannomostrato, dopo il superamento dellasoglia di attrito, un andamento sostan-zialmente lineare, che stato fermatoal citato limite ammissibile dello spo-stamento senza segni evidenti di sner-
vamento o di incipiente rottura (vediFigure 10, 12 e 15). Si tratta dunque diun comportamento sovraresistente. Inparticolare la prova con scarpa di base
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
24/100
7 - industrie manufatti cementizi
S t u d i e r i c e r c h e22
mostra un diagramma con ir regolarita scatti dovute allimpuntamento dellalamiera dappoggio.Allo scarico rimangono grandi sposta-menti residui e questo testimonia la
presenza di assestamenti anelastici confenomeni dattrito correlati ai meccani-smi resistenti che insorgono al cresce-re dello spostamento (vedi Figure 2, 3e 6). Per le lamiere piegate detti sposta-menti irreversibili rappresentano circail 75% dello spostamento massimo. Perla scarpa di base la parte irreversibile un po minore (circa il 60%), ma ancorarilevante. La successiva ripresa del cari-co indica che il sistema si assestato sudi una nuova geometria.La prova ciclica con profilati com-merciali mostra una dissipazione dienergia molto modesta, tipica di uncomportamento fortemente sovraresistente (vedi Figura 14). La sagomadei diagrammi ciclici assomiglia a quel-la di un pendolo con fine corsa, vistala modestia delle forze iniziali rispettoa quelle che la connessione sa resti-
tuire ai grandi spostamenti, quando lageometria si modificata scontando,in modo non simmetrico, tutti gli asse-stamenti. La forza raggiunta a +18 mm
di spostamento (circa 70 kN) moltosuperiore a quella che si pu attende-re nelle reali condizioni sismiche allostato limite ultimo ed ha portato al
precoce arresto della prova.Le prove cicliche con lamiere piegatemostrano una dissipazione di energiamaggiore, dovuta alla distorsione pla-stica flesso-torsionale delle lamiere
stesse (vedi Figure 11 e 13).Nei limiti dello spostamento ammis-sibile e anche un passo oltre ( 30mm di Figura 13), non si evidenzia-
to alcun rilevante incrudimento, conforze contenute entro limiti moltominori (circa 25 kN) corrispondentialla resistenza flesso-torsionale dellelamiere.La prova ciclica con scarpa di basemostra anchessa una non trascurabiledissipazione di energia (vedi Figura16). Il notevole effetto pinching dei
Figura 12 Monotona - lamiera piegata asimmetrica. Figura 13 Ciclica - lamiera piegata asimmetrica.
Figura 14 Ciclica - standard simmetrica.
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
25/100
23S t u d i e r i c e r c h e
industrie manufatti cementizi - 7
cicli ne limita percentualmente lentitin rappor to alle grandi forze raggiunte.Queste superano, al limite ammissibiledello spostamento, i 75 kN mostrandouna grande sovraresistenza.
Quelle qui presentate sono le primenote di unindagine che si svilupper inmodo molto pi ampio negli anni suc-cessivi, riguardando molte altre cate-
gorie di connessioni, potendo contaresu di un adeguato fondo comunitario esulla partecipazione di diversi partnereuropei.Si potr cos formare una conoscenza
tecnica sul tema che dovr rientrarenel bagaglio culturale dei professionistiper una compiuta progettazione dellestrutture prefabbricate. n
B IBLIOGRAFIA
[01] R. Felicetti, G. Toniolo, C. Zenti, Comportamento sismico delle connessionidelle strutture prefabbricate: analisi sperimentale dellunione solaio-trave,Atti 2 Convegno Reluis Linea 2, Roma 2008.
[02] F. Biondini, L. Ferrara, G. Toniolo, Capacity design criteria for connections inprecast structures, Proceedings 14th WCEE Beijing 2008.
[03] A. Palermo, E. Camnasio, M. Poretti, Role of dissipative connections on the seismic response of one-storey industrial buildings, Proceedings 14th WCEE, Beijing 2008.
[04] M. Grendene, G. Mazzucco, C. Modena, M. Bonanni, Valutazione della capa-cit di un dispositivo di collegamento antisismico tra elementi secondari e
travi principali di una copertura prefabbricata: sperimentazione di laborato-rio e modellazione numerica, Atti 16 Congresso CTE, Parma 2006.
[05] F. Biondini, G. Toniolo, Analisi probabilistica e prove pseudodinamiche per lavalidazione dei criteri di progettazione sismica di strutture in c.a., Atti 15Congresso CTE, Bari 2004.
[06] F. Biondini, G. Toniolo, Probabilistic validation of the seismic design rules ofconcrete frames, 112 Congresso ANIDIS, Genova 2004.
[07] C. Bonfanti, A. Carabellese, G. Toniolo, Industrial precast structures: con-struction typologies and seismic vulnerability, Atti 2 Convegno ReluisLinea 2, Roma 2008.
Figura 16 Ciclica - scarpa di base.Figura 15 Monotona - scarpa di base.
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
26/100
7 - industrie manufatti cementizi
A m b i e n t e24
Bioedilizia:la sostenibilit delle
costruzionia livello europeoe internazionaleIntroduzione al programma LEED Rating System
per edifici Eco-Compatibili di Gian Luca Baldo, Laura Peano e Paolo Tecchio
Linteresse per i temi della sostenibilitsta coinvolgendo sempre di pi il setto-re delle costruzioni sia a livello naziona-le, sia europeo ed internazionale.In Italia, alcuni regolamenti edilizi a li-vello regionale e comunale hanno inse-rito il tema ambientale tra le propriepriorit, prevedendo per esempio sgra-vi sugli oneri di urbanizzazione per chicostruisce secondo i requisiti ambientaliprescritti.A livello europeo, invece, da anni operail TC 350, il Comitato Tecnico Europeocon lobiettivo di sviluppare standardin grado di denire una metodologiaarmonizzata per la valutazione delleperformance ambientali, economiche
e sanitarie (per maggiori dettagli sullastruttura e gli standard previsti si ri-manda ai tre precedenti articoli di Bal-do e Peano pubblicati su Industrie della
Prefabbricazione n. 16/2007 e su Indu-strie Manufatti Cementizi n. 1/2008 e5/2008).Negli ultimi dieci anni stata condottaa livello internazionale unintensa attivitdi ricerca volta allo sviluppo di sistemidi certicazione energetico-ambientaleper la valutazione della performancedegli edici durante lintero ciclo di vita.Sono metodi di valutazione per il mo-mento volontari, indicati come sistemidi classicazione complessi con cui sicalcolano le emissioni nocive in atmo-sfera e limpatto sullambiente.Tra questi alcuni hanno raggiunto unadenizione tale da essere diventati stru-menti riconosciuti e utilizzati da una
comunit di utenti, imprenditori e pro-gettisti sempre pi ampia: il caso delLEED Rating System, nato negli USA eapplicato in pi di 40 paesi nel Mondo.
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
27/100
industrie manufatti cementizi - 7
A m b i e n t e 25
1. TC 350: AVANZAMENTODELLE ATTIVITLe attivit di maggior interesse perle piccole e medie imprese risiedononelloperato del Working Group 3 del
TC 350 relativamente alle Dichiara-zioni Ambientali di Prodotto (EPD).La bozza del WI 00350004 dichiara-zione di prodotto ambientale regoleper la categoria di prodotto basa-
Tabella 1 Progetti allattivo nel TC 350.
00350004
00350006
00350008
00350010
00350009
003500111
003500122
00350005
00350007
Projectreference Title Deadline
Currentstatus
prEN 15804
prEN 15643-3
prEN 15643-2
prEN 15643-1
prEN 15643-4
Sustainability of construction works -Environmental product declarations -PRODUCT CATEGORY RULES
Sustainability of construction works -Environmental product declarations -
METHODOLOGY and DATAFOR GENERIC DATA
Sustainability of construction works -Integrated assessment of buildingperformance - Part 3 : Framework forthe assessment of social performance
Sustainability of construction works -Integrated assessment of buildingperformance - Part 2 : Framework for theassessment of environmental performance
Sustainability of construction works -Integrated assessment of buildingperformance - Part 4 : Framework forthe assessment of economic performance
Sustainability of construction works -Assessment of environmental performanceof buildings - Calculation methods
Sustainability of construction works -Integrated assessment of building
performance - Part 1 : General framework
Integrated performance of buildings -Environmental product declarations - COMMUNICATION FORMATS
Sustainability of construction works - Description of the building life cycle
2010-02
2009-10
2011-04
2011-01
2011-04
2011-05
2010-10
2011-04
2009-10
UnderApproval
Under
Drafting
UnderDrafting
UnderDrafting
UnderDrafting
UnderDrafting
UnderDrafting
UnderDrafting
UnderDrafting
1 Prima 00350002.2 Prima 00350001. stato diviso in 4 parti (8-9-10-12).
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
28/100
7 - industrie manufatti cementizi
A m b i e n t e26
ta sulla ISO FDIS 21930 richiedendoun totale senso di correttezza e re-sponsabilit da par te del produttorein ogni par te del ciclo di vita.Nel 2007, la bozza prCEN/TS 15643-1 Sostenibilit dei lavori di costruzio-ne Quadro per la valutazione delleperformance integrate degli edifici par te 1: Performance ambientali di si-curezza e comfort e di costo del ciclodi vita non stata approvata per lapubblicazione.Le principali obiezioni sollevate sonostate che gli aspetti sociali e ed econo-mici non sono considerati allo stessomodo di quelli ambientali, il contenu- to non in linea con lattuale orienta-mento del Gruppo di Lavoro TC 350e troppi punti sono contraddittori.Unaltra novit consiste nellattivazio-
ne dei seguenti work items:1. PrEN 15643-1 (Sostenibilitdei lavori di costruzione Valuta-zione delle performance integra- te degli edifici par te 1: QuadroGenerale);
2. PrEN 15643-2 (Sostenibilit deilavori di costruzione Valutazio-ne delle performance integratedegli edifici par te 2: Quadro perla valutazione delle perfomanceAmbientali).
Sono stati inoltre pre-attivati i se-guenti progetti:1. PrEN 15643-1 (Sostenibilit
dei lavori di costruzione Valuta-zione delle performance integra- te degli edifici par te 3: Quadroper la valutazione delle perfo-mance Sociali);
2. PrEN 15643-2 (Sostenibilit deilavori di costruzione Valutazio-ne delle performance integratedegli edifici par te 4: Quadro perla valutazione delle perfomanceEconomiche).La lista completa dei progetti che il
TC 350 sta affrontando riportata inTabella 1.
2. GLI STRUMENTI OPERATIVI:IL LEEDFondata negli Stati Uniti allinizio de-gli anni 90, ilGreen Building Council (USGBC), unassociazione no profitideata per favorire ed accelerare ladiffusione di una cultura dellediliziasostenibile.Con la collaborazione delle Universitstatunitensi e canadesi ha elaborato unsistema di rating per la realizzazione diedici eco-compatibili: il LEED,Leader-ship in Energy and Environmental Design.Il metodo LEED un insieme di pa-rametri per ledilizia sostenibile, checompongono un sistema flessibile earticolato, il quale prevede formula-zioni diversificate a seconda della si- tuazione: nuove costruzioni (NC,Newconstruction and major renovations),
edifici esistenti (EB,Existing Buildings),scuole (LEEDfor Schools), piccole abi- tazioni (LEEDHomes).Per misurare il rating finale di una co-struzione, il LEED si avvale di criteri acui attribuisce dei crediti proporzionaliai requisiti caratterizzanti la sostenibili- t delledificio. I criteri si possono divi-dere in 6 categorie (a titolo desempiosi riportano i crediti per LEED NC -New Construction):4 Siti sostenibili (1 prerequisito,
14 punti): gli edifici certificati ot- tengono un punteggio superiorese costruiti con ampio impiego dimateriale riciclato o prodotto lo-calmente, avendo un piano di smal- timento rifiuti studiato per ridurrequesti ultimi al minimo.
4 Gestione efficiente dellacqua (5 punti): gli edifici certificati otten-gono un punteggio elevato nel casoin cui garantiscano la massima effi-cienza nel consumo di acqua, conla presenza di sistemi per il recupe-ro dellacqua piovana o di rubinetticon regolatori di flusso.
4 Energia ed atmosfera (3 pre-requisiti, 17 punti): il punteggio
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
29/100
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
30/100
7 - industrie manufatti cementizi
A m b i e n t e28
aumenta in funzione del grado disfruttamento delle energie rinnova-bili e locali.
4 Materiali e risorse (1 prerequisi- to, 13 punti): gli edifici cer tificati ot- tengono un punteggio superiore secostruiti con limpiego di materialinaturali, rinnovabili e locali, come illegno.4 Qualit degli ambienti interni (2 prerequisiti, 15 punti): gli edificicertificati ottengono un punteggioelevato se gli spazi interni delledifi-cio sono progettati in maniera taleda consentire una sostanziale paritdel bilancio energetico e favorireil massimo comfort abitativo perlutente finale.
4 Progettazione ed innovazione (5 punti): limpiego di tecnologie
costruttive migliorative rispetto allebest practice un elemento di valo-
re aggiunto, ai fini della certificazio-ne LEED.
I crediti conseguiti determinano 4 li-velli progressivi di certificazione:4 certificazione Base (Certified
2632 punti);4 certificazione Argento (Silver
3338 punti);4 certificazioneOro (Gold 3951punti);4 certificazionePlatino (Platinum
5269 punti).Il metodo LEED evolve dinamicamen- te con il progresso tecnologico: al mo-mento in fase di perfezionamento laversione 2009, attesa per i primi mesidellanno.Con questo afnamento verranno ag-giornati i criteri e verr modicata lascala di valutazione, con un valore mas-
simo ottenibile di 110 per gli edici dinuova costruzione.
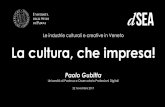
Figura 2 Beneci di un edicio certicato LEED.
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
31/100
A m b i e n t e 29
Lattenzione va alle opzioni impiantisti-che gi note (come lutilizzo di fontirinnovabili per la produzione locale dienergia termica ed elettrica) e sullascelta dei materiali, laddove si promuo-ve luso di materiali ad alto contenutoriciclato, locali, rinnovabili o provenien- ti da processi di riciclo, a bassa emis-sione di sostanze organiche e legnocertificato.Il valore aggiunto, quindi, consiste nelrecupero degli edici esistenti, dei ma- teriali e dei prodotti da costruzione.La Figura 2 dimostra i potenziali be-neci che il metodo LEED pu appor- tare sugli edici di nuova costruzione,stimati dallo United States Green Bu-ilding Council, rispetto alle tradizionali tecniche costruttive.
2.1 Green Building Council (GBC)ItaliaGBC Italia lorganizzazione fondatain Italia sia per linserimento e lade-guamento del metodo LEED, sia percollegare fra loro imprese italiane edinternazionali operanti nel segmentodelledilizia sostenibile, dando la possi-bilit di certicare gli edici sulla basedei pi avanzati standard internazionali. promossa dal Distretto Tecnologico
Trentino e da 46 soci fondatori ed halo scopo di raggruppare competenze trasversali per il giusto taglio del si-stema al clima e alla legislazione nazio-nale e di dare il via ad uno specicoprogramma di formazione per i futuricerticatori LEED, basato sugli stan-dard italiani.
2.2 LEED e la valorizzazioneimmobiliareCome espone Mario Zoccatelli, pre-sidente GBC Italia, il Green Building certicato gode di particolari vantaggi,soprattutto nel mercato americano.Un esempio la possibilit di accede-re a linee di nanziamento dedicate, daparte delle banche, e linee di prodottiassicurativi agevolati, aspetti molto im-portanti nel periodo di crisi che atta-
naglia il settore immobiliare e di buonauspicio per il settore europeo e nazio-nale. Inoltre, grazie alla cer ticazione daparte di un ente terzo, il professionista(o limpresa) ha il vantaggio di ottenereun riscontro positivo sul mercato e difornire un numero di informazioni si-curamente superiore alla semplice eti-chetta di efcienza energetica, aspettomolto importante per chi si trova adacquistare un bene immobiliare.n
industrie manufatti cementizi - 7
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
32/100
7 - industrie manufatti cementizi
A m b i e n t e30
Esempio di applicazione LEED
Progetto di riqualicazione urbana a Milano
Un importante progetto di riqualicazione urbana sta coinvolgendo le areeGaribaldi, Repubblica, Varesine e Isola. Lambizioso progetto interessa 290 milam2 di aree dismesse, la pi grande opera di riqualicazione europea, promossadal Gruppo Hines, che prevede la realizzazione di strutture per 360 mila m2 complessivi a destinazione terziaria, commerciale, residenziale, espositiva, cul- turale ed alberghiera, nonch di una zona verde centrale con giardini ed areepedonali pubbliche distribuite tra gli edici. Nellambito del progetto in corsodi realizzazione la nuova sede della Regione Lombardia ed previsto linsedia-mento degli ufci amministrativi nelledicio comunale.La progettazione, cos come il design, stata basata sulla funzionalit, sulleste- tica e soprattutto sulla sostenibilit, che ha rivestito un ruolo fondamentalenella scelta del progetto vincitore. Lo studio Pei Cobb Freed & Partners (conCaputo Partnership e Sistema Duemila di Milano) ha soddisfatto egregiamenteogni aspetto signicativo per la progettazione sostenibile, basandosi in modospecico sugli standard pi avanzati e completi di rating system, fra cui LEEDoccupa sicuramente un ruolo da protagonista.Alla base del grattacielo, alto 160 metri e formato da due torri che si fondonoin ununica struttura, si articoleranno quattro fabbricati dalle forme sinusoidalialti nove piani, dove saranno concentrate le funzioni culturali, di intrattenimen-
to e di servizio.La torre, invece, progettata per ospitare gli ufci politico-amministrativi, quellidi rappresentanza, del protocollo regionale, la presidenza ed uno Spazio Regio-ne, che servir a promuovere le iniziative e i servizi della Regione Lombardia.Oltre che sotto il prolo estetico e funzionale, il progetto si caratterizza per leinnovative soluzioni tecnologiche adottate:4 il forte impiego di materiali ecologici e di sistemi per il recupero e il riu-
tilizzo dellacqua;4 il sistema di condizionamento, sia estivo che invernale, che si avvale
dellutilizzo di pompe di calore ad acqua di falda, mentre un sistema diisolamento attivo a muro climatico, costituito da unintercapedine trala facciata esterna edi vetri interni, si oc-cupa della gestionedel calore solare aseconda delle condi-zioni di temperaturaed umidit interne edesterne;
4 i pannelli fotovoltaiciincorporati sulla fac-ciata delledicio checontribuiranno alla ri-duzione dei consumienergetici e al conse-guente abbattimentodi emissioni di anidri-de carbonica.
Figura 3 Il progetto proposto dallo studio vincitorePei Cobb Freed & Partners, in collaborazione con CaputoPartnership e Sistema Duemila di Milano.
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
33/100
Nel 2009 Industrie Manufatti Cementizi dedica in ogni numero uno spazio allapprofondimentodi alcuni temi che interessano da vicino il comparto della prefabbricazione, con articoli di analisi
tecnica, normativa e di mercato, per fornire al lettore unampia panoramica e, al tempo stesso, undettaglio sugli aspetti pi interessanti e innovativi.
GLI SPECIALI
I fornitori possono essere presenti con schede dedicate ai loro prodottiPer informazioni rivolgersi a:
Imready s.r.l. tel. 0549.941003 e-mail: [email protected]
N. 7 marzoMateriali innovativi in prefabbricazione
N. 8 maggioIsolamento Termico, Acusticoed Efficienza Energetica
N. 9 luglioSismica
N. 10 settembreMacchine per la Prefabbricazione
N. 11 novembreArchitettura e Prefabbricazione
N. 12 dicembreANNUARIO della PREFABBRICAZIONE
SPECIALI 2009
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
34/100
7 - industrie manufatti cementizi
S p e c i a l e32
Materialie sistemiinnovativi inprefabbricazione
La prefabbricazione edilizia, nata allafine degli anni 50, affront da subitole sfide pi difficili per emergere nelconfronto con la pratica costruttiva tradizionale , avvalendosi della fantasiadei progettisti , delle conquiste tecno-logiche dei leganti, della meccanica diprecisione nella tecnologia produtti-va e delle potenzialit connesse conle tecniche di precompressione cherappresentarono, in molti casi, la re-ale novit strutturale resa accessibilein quegli anni dalla tecnologia pro-duttiva degli acciai armonici.Oggi la sfida non pi semplice: ilmondo delle costruzioni si sta con-frontando con i problemi della so-stenibilit, del risparmio energetico,della sicurezza nei confronti di azioni
eccezionali quali lincendio ed il sisma,della fantasia creativa tipica dellar-chitettura che sempre pi spessoattribuisce alla generica costruzioneunalta pregnanza estetica.In questa sfida, i nuovi materiali dacostruzione sono in grado di giocareun ruolo da protagonisti, soprattuttose, ancora una volta, la fantasia pro-gettuale e la tecnologia pi avanzatasaranno in grado di sfruttarne tuttele potenzialit.Il calcestruzzo un materiale da co-struzione che si profondamenterinnovato negli ultimi venti anni.Il processo di rinnovamento statoprogressivamente favorito dalla in- troduzione tecnologica di par ticolariadditivi di natura minerale o sintetica:
La prefabbricazione:una palestra per linnovazionedi Marco di Prisco
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
35/100
industrie manufatti cementizi - 7
S p e c i a l e 33
i superfluidificanti ed i viscos izzanti.I primi sono necessari per ridurreil rapporto acqua/polvere reattiva,mentre i secondi sono mirati ad au-mentare il valore di iniziale scorri-mento plastico e la viscosit dellim-pasto al fine di r idurre i fenomeni disegregazione, risalita dacqua e lau- to-por tanza.Tali additivi hanno permesso un in-cremento della resistenza a com-pressione, che da 30 MPa giuntaa superare i 200 MPa, hanno offertola possibilit di evitare la vibrazioneper la compattazione del getto, giun-gendo alla definizione di un prodottodenominato calcestruzzo autocom-pattante, ed infine hanno consentitolintroduzione di quantit significati-ve di fibre, realizzate con materia-li metallici, naturali o sintetici, che,
caratterizzate da diverse geometrie,risultano in grado di modificare pro-fondamente il compor tamento mec-canico del composito giungendo agarantire resistenze a flessione pros-sime ai 30 MPa.Il calcestruzzo ad alta resistenza spesso confuso con il calcestruzzo adalte prestazioni, in quanto le presta-zioni principali richieste al conglome-rato, ovvero la durabilit e la capacitportante, sono legate a sue proprie- t, quali la resistenza, la tenacit, la ri-gidezza, la viscosit, la permeabilit ela diffusivit, strettamente connessealla sua resistenza a compressione,che rimane la misura quantitativa pisemplice e pi conosciuta.Tutti i materiali nella fascia 50 100MPa sono ovviamente di grande in- teresse per il mondo della prefabbri-cazione, in quanto in questo ambitosorge frequentemente lesigenza didisporre di sufficienti risorse statichenella fase di sformo ed inoltre pos-sibile garantire un migliore controllodel processo produttivo.Dal punto di vista strutturale, evi-dente che, se si immagina di incre-
mentare il contenuto e/o la qualitdel cemento, aggiungendo eventual-mente fumo di silice e additivo super-fluidificante, si perviene ad un van- taggio economico non solo legato almiglior rappor to resistenza specifica/costo, ma anche alla riduzione delpeso strutturale per unit di caricoportato. Tale ragionamento funzionafino a quando non si incontrano limi- tazioni legate alla deformabilit ed aeventuali fenomeni di instabilit tipicidi materiali, come lacciaio, caratte-rizzati da un alto rapporto specificoresistenza/peso.Limpiego di calcestruzzo ad alta resi-stenza, come noto, da molti addettiai lavori parzialmente temuto a causadella sua maggiore fragilit.Nasce allora la necessit di incre-mentarne la tenacit mediante lag-
giunta di fibre di varia natura cheallatto della fessurazione, sfruttandoil meccanismo dipull-out , ovvero atti-vando un processo di estrazione conscorrimento senza giungere alla rot- tura della fibra, permetta di dispor-re di uno sforzo residuo in trazioneuniassiale.Tale sforzo residuo dipendente damolti fattori: la resistenza della ma- tr ice, il r appor to daspetto della fibra(ovvero il rapporto lunghezza/diame- tro equivalente), la sua percentualevolumetrica, la sua natura superficia-le, la sua geometria, la sua resistenzache deve essere relazionata al rap-porto daspetto, alla resistenza dellamatrice, per evitare la rottura dellafibra, al mix design ed alla porositdel conglomerato.La difficolt di quantificare con esat- tezza ognuno di questi contributi hareso, per ora, impraticabile da unpunto di vista ingegneristico la capa-cit di definire le caratteristiche delmateriale fibrorinforzato sulla basedella caratterizzazione meccanicadei suoi costituenti, suggerendo laviaempirica che mira a considerare il
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
36/100
7 - industrie manufatti cementizi
S p e c i a l e34
calcestruzzo fibrorinforzato come unnuovo materiale composito, la cui ca-ratterizzazione meccanica deve esse-re identificata con prove concettual-mente simili a quelle generalmenteintrodotte per la caratterizzazionedei conglomerati, ma opportuna-mente modificate per considerarnela par ticolare natura micromeccanicadel composito.Si osservi ancora che la possibilit diincrementare la resistenza a trazionedi un conglomerato con unalta per-centuale di fibre implica un processodi multi-fessurazione e quindi un usosapiente del materiale lapideo, che faappello alla risorsa del meccanismodi aderenza.La grande capacit di assorbire urtie lottimo comportamento a fatica diquesto materiale aprono nuovi fronti
produttivi, come in parte gi intuitoda precursori come Pier Luigi Nervicon riferimento al ferro cemento.Luso di calcestruzzo ad alte pre-stazioni fibrorinforzato si prospet- ta interessante anche per str ut tureleggere, come quelle di copertura,che, adottando piccoli spessori inmodo da mantenere ragionevol-mente contenuto il rapporto pesostrutturale/carico portato, richie-dono unonerosa e spesso difficol- tosa posa in oper a dell armatura,che, nella migliore delle ipotesi,mira a disporre la tradizionale reteelettrosaldata lungo la superficiemedia della geometria strutturalebidimensionale per garantire gli op-portuni r icoprimenti.Il calcestruzzo fibrorinforzato sta su-scitando un notevole interesse nelleapplicazioni strutturali in quanto ilsuo impiego riduce i fenomeni di fes-surazione, migliora la durabilit dellestrutture in calcestruzzo ed in molticasi permette di integrare o sostitui-re larmatura convenzionale.Infine, il vantaggio economico asso-ciato al risparmio di mano dopera
e la spinta verso una maggiore in-dustrializzazione del processo pro-duttivo nello stabilimento di pre-fabbricazione ha sugger ito, e tuttoraincentiva, indagini finalizzate allusodi questo materiale nella produzionedi vari elementi strutturali.Il calcestruzzo auto-compattante, in-fine, pu considerarsi una vera rivo-luzione tecnologica con riferimentoalla durabilit, al tempo di posa edalla qualit del getto.La lavorabilit necessaria per il gettodipende da vari fattori come il tipodi costruzione, il metodo di deposi-zione e di consolidamento, la formadei casseri e la disposizione delle ar-mature.Il futuro di questo materiale sem-pre pi orientato alla ricerca del mix-design che favorisca lintroduzione di
un r inforzo diffuso (fibro-rinforzato)e lincremento delle prestazioni purconservando una buona lavorabilite una corretta fluidit.Mi piace infine ricordare che la nuovafrontiera per il materiale calcestruz-zo si pone oggi nel campo della na-notecnologia, sia per quanto riguardalo studio dellinterfaccia fibramatri-ce, sia per quanto riguarda lintrodu-zione di particolari polveri caratte-rizzate da dimensioni nanometricheche, seppure introdotte nellimpastoin modeste quantit, permettono dimodificare sensibilmente le caratte-ristiche fisico-meccaniche del com-posito.La sfida del progettista sar quella disapere inventare strutture funziona-li capaci di accoppiare le prestazionistrutturali a quelle fisico-meccanicheche si stanno affermando prepo- tentemente nel mercato delle co-struzioni, per consentire una siner-gia prestazionale ottimizzata al finedi massimizzare il comfort abitativo,il risparmio energetico, la sicurez-za strutturale, nel pieno rispettodellambiente. n
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
37/100
industrie manufatti cementizi - 7
S p e c i a l e 35
noto che nellultimo decennio nes-sun argomento ha riscosso tantointeresse, nellindustria della prefab-bricazione, quanto lutilizzo del Self-Compacting Concrete (SCC). Gi nel2003, nelle Interim Guidelines for the Use of Self-Consolidating Con-crete in Precast/Prestressed Plants- TR-6-03 del Precast/Prestressed
Concrete Institute (PCI) ci si inter-rogava su quanto, dal punto di vistapratico, il calcestruzzo autocom-pattante rappresentasse un nuovomateriale o, piuttosto, una sempliceestensione del calcestruzzo ordinario.Inoltre si ragionava su quali vantaggieconomici derivassero dallintrodu-zione dellSCC nella prefabbricazionee quali livelli di tecnologia ed espe-rienza fossero necessari per produrreSCC di qualit garantita. Daltra partela indubbia capacit dellSCC di fluireattorno alle armature, senza necessitdi vibrazione esterna, labbattimentodel rumore, la maggior omogeneit eresistenza alla segregazione del gettofacevano intravedere lopportunit dimigliorare la produzione e lefficienzadegli impianti. Lesame della lettera- tura tecnica specifica reper ibile oggiin Europa e negli Stati Uniti confermain generale queste valutazioni. Relati-vamente al nostro ambito nazionale,nel 2005 [1] veniva segnalata lintro-duzione dellSCC nellindustria dellaprefabbricazione in ragione del 10% edel 20% in molti paesi europei. In par- ticolare si documentava lincremento
di produttivit dellordine del 30%da parte di una importante aziendaitaliana. inoltre ben diffusa la con-sapevolezza [2] che, allorch lSCCviene gettato nelle casseforme, essogarantisce facili riempimenti, superfi-ci finali estremamente lisce e finituresicuramente migliori se confrontatecon il calcestruzzo ordinario [3]. Na-
turalmente, per beneficiare di questirisultati occorre tener conto di alcu-ni accorgimenti. La scelta di un op-portuno olio disarmante, ad esempio,rappresenta un fattore determinanteper beneficiare dei vantaggi in terminidi qualit delle finiture. La messa inopera dellSCC, in assenza di vibra-zione, determina inoltre un netto mi-glioramento delle condizioni di lavoronellimpianto e di rischio per le mae-stranze. LSCC minimizza la necessitdi camminare sulle casseforme elimi-nando, al contempo, la presenza dicavi e tubi connessi alluso dei vibra- tor i. Lassenza della vibrazione por taad un drastico abbattimento dellepolveri sospese e le casseforme be-neficiano, inoltre, di una maggiore vitautile [2], [4]. stato r iportato [2] chenegli impianti di prefabbricazione neiquali stato introdotto lSCC, il nu-mero degli incidenti e lassenteismodelle maestranze hanno mostrato si-gnificative riduzioni.Numerose aziende nel panorama in- ternazionale, gi nel 2003, avevanoprevisto lSCC nella produzione dicomponenti sia verticali che orizzon-
SullimpiegodellSCC nellindustriadella prefabbricazionedi Dante Galeota e Amedeo Gregori
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
38/100
7 - industrie manufatti cementizi
S p e c i a l e36
tali [2], [5]. Va per sottolineato comele stesse aziende abbiano da sempresollecitato la formulazione di oppor- tune linee guida che aiutassero nellagestione dei maggiori livelli di control-lo richiesti dallSCC rispetto ai calce-struzzi ordinari (dalla selezione degliaggregati, al controllo dellacqua dim-pasto, agli additivi superfluidifuicanti,ecc.). infatti noto sia ai produttoridi calcestruzzo che agli studiosi delsettore come le miscele di SCC sia-no ancora molto sensibili a variazio-ni anche piccole di composizione odi natura ambientale. Daltra parteesiste la consapevolezza che questiaspetti non possano rappresentareun impedimento per lindustria dellaprefabbricazione, i cui processi dim-pianto risultano ben controllati [4],[6]. Tuttavia bisogna ribadire che, per
la buona qualit dellSCC, essenzia-le la costanza delle caratteristiche deicostituenti di base (cemento, aggre-gati, fillers, additivi). Queste difficoltriguardano in maniera meno sensibilela produzione del calcestruzzo ordi-nario ed anche per questa ragioneche permane tuttora una certa titu-banza da parte di molte aziende adintraprendere la scelta dellSCC.Daltra parte, le analisi circa la con-venienza economica non dovrebberorestringersi al solo costo dei materialie comunque dovrebbero interessareun periodo di produzione variabile tra i sei mesi e lanno. In questo modo,infatti, possono essere meglio valutatii benefici in termini di incremento diproduttivit ed efficienza, di ridottodanneggiamento dei casseri, di minoridifetti di produzione e migliori condi-zioni di lavoro.Il processo di produzione, associatoalluso dellSCC, mostra inoltre unacontinua evoluzione nel tempo [2].Relativamente ai soli costi di mate-riale, si pu osservare come, neglianni, al maggior contenuto di pasta dicemento per m3, si sono affiancate
anche soluzioni di carattere pi eco-logico ed economico, quali la parzialesostituzione del cemento con mate-riali di recupero da altre lavorazioni(ceneri volanti fino al 30%, fumo disilice fino al 10%) oppure la possibilitdi mantenere il rapporto pasta/inertinon troppo elevato mediante oppor- tuni additivi chimici [7].Senza peraltro contemplare soluzio-ni di risparmio sul materiale, lanalisiquantitativa costi-benefici, consideran-do sia le maggiori spese di materia-le che lincremento di efficienza nellaproduzione, ha dimostrato la generaleconvenienza dellintroduzione dellSCCnella prefabbricazione [8], [9].Pu il tempo di messa in opera delcalcestruzzo essere ridotto? Pu, adesempio, essere cambiato il metododi trasporto allinterno dellimpian-
to? Pu, durante il ciclo di produzio-ne giornaliera, aumentare il tempo dimaturazione in aria e ridursi quellodella maturazione accelerata? Posso-no i metodi formatura e fissaggio del-le armature metalliche semplificarsigiacch, senza luso di vibrazioni, sonochiamati a sostenere sforzi notevol-mente ridotti in fase di formatura deipezzi prefabbricati? A queste ed altredomande numerosi studi pratici e ri-cerche, anche accademiche, si sonodedicati nel corso degli ultimi anni. Inmerito alla necessit di speciali ade-guamenti per lorganizzazione dellim-pianto, nel passaggio da calcestruzzoordinario allSCC, esistono oggi validiriferimenti. Secondo il parere di notistudiosi come J. Walraven, il processodi riconversione non sarebbe impe-gnativo per gli impianti di et compre-sa tra i 5 ed i 10 anni. Per questi im-pianti, in caso di conversione allSCC,alle tradizionali attrezzature sono in-fatti da aggiungere solo mescolatoriad alta efficienza ed installazioni per ilcorretto dosaggio dei fillers [4].A fronte di queste voci di spesa, quel-le di risparmio sono rappresentate
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
39/100
industrie manufatti cementizi - 7
S p e c i a l e 37
dalla riduzione della spesa energeticaper assenza di vibrazione, dalla mag-gior produttivit dellimpianto, dallapi lunga durata delle casserature [2],[4], dalla possibilit di produrre ele-menti pi sottili, leggeri ed efficienti,e dal resto dei benefici gi pi voltericordati (miglioramento condizioni dilavoro, ecc.) [10].In merito al modo di trasportodellSCC allinterno dellimpianto, tuttigli autori sono daccordo nellosser-vare che la percorrenza di eccessivedistanze, specialmente se fatta conmezzi non idonei, possa risultare sfa-vorevole per lSCC.Luso di veicoli che, ad esempio, nonprevedono rimescolamento e cheavanzano su percorsi non propria-mente regolari e lisci, pur non costi- tuendo impedimento nel caso di cal-
cestruzzi ordinari, costituisce inveceun aspetto critico da rimuovere nelpassaggio allSCC [11].Esistono per iniziative nelle quali,parallelamente alladozione dellSCC,
anche lorganizzazione dimpianto haseguito schemi produttivi del tuttonuovi rispetto al passato, proponen-do, ad esempio, la movimentazionedei pezzi a carosello sotto le bocchedi scarico del calcestruzzo, piuttostoche il trasporto e la distribuzione delcalcestruzzo a distanza.Questa innovativa tecnica di produ-zione (Figura 1) stata proposta eben documenta da K. Juvas in [12].Sebbene specifici aspetti operati-vi della produzione prefabbricata inSCC non siano comunemente discussinella letteratura, esiste qualche chiara testimonianza che include la possibili- t di mantenere inalterate gran par tedelle tecniche di produzione, comenel caso del calcestruzzo ordinario[11]. In queste fonti, gli autori conclu-dono infatti che sostituire gli aggre-
gati disponibili, livellare le casseformedi elementi gettati in pendenza, mo-dificare le caratteristiche del sito o le tecniche di traspor to del calcestruzzonon sempre necessario, mentre
Figura 1 Schema dellorganizzazione di un impianto a carosello; da K. Juvas [13].
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
40/100
7 - industrie manufatti cementizi
S p e c i a l e38
piuttosto conveniente manipolare op-portunamente le propriet del SCCper affrontare con successo ogni dif-ficolt [11]. per diffuso il parere che lassen-za di specifiche linee guida per lim-plementazione dellSCC in prefab-bricazione, abbia rallentato il rapidoraggiungimento di questo risultato,almeno in Europa [13]. Prima deglienti normativi ufficiali, lo sforzo diprodurre documenti di indirizzo perla tecnologia dellSCC stato com-piuto dalle maggiori organizzazionieuropee nel settore della produzionedi calcestruzzo, cemento ed additivi(come BIBM, CEMBUREAU, ERMCO,EFCA ed EFNARC) [13]. Va pur detto, tuttavia, che alcune indicazioni e re-gole apparentemente ben scr itte, nonsempre sono risultate applicabili ad
ogni tipo di impianto: i limiti di fluiditdellSCC indicati per la realizzazionedi certi elementi prefabbricati sonoad esempio risultati impraticabili indeterminate condizioni [11]. Risultainfatti che il vero sviluppo dellSCC inprefabbricazione avvenuto sul cam-po pratico pi che sui tavoli tecnici,e specialmente grazie al saper fare diquelle aziende che, imparando a pa-droneggiare il materiale e le sue pro-priet, hanno saputo adattare lSCCalle loro produzioni [11].Tale cammino non peraltro esen- te da difficolt, ma queste non rap-presentano veri ostacoli: occorre in-fatti solo il buon senso di impararedallesperienza senza pretendere chele soluzioni dei problemi arrivino alprimo tentativo. Il caso della scel- ta degli oppor tuni additivi chimici(superfluidificanti e viscosizzanti perlimpasto, disarmanti per i casseri) emblematico. Esso rappresenta unaspetto certamente cruciale per ilsuccesso dellSCC in prefabbricazio-ne [14], ma anche ladozione di cer- te accor tezze in fase di produzione ugualmente determinante.
Lobiettivo di superfici completamen- te libere da pori, ad esempio, non un risultato automatico e garantitodalla sola qualit dellolio disarmante.La porosit superficiale pu infatti di-pendere da cause anche ben diverse,come la sensibilit dellSCC alle varia-zioni di umidit degli aggregati, alla fi-nezza del cemento e dei fillers. Ancheil troppo rapido riempimento dei cas-seri, specialmente se associato a cadu- te dellSCC da altezze troppo elevate,dovrebbe essere evitato: luso di tubied imbuti spesso consigliato [13].Se poi, dagli aspetti di pura implemen- tazione dellimpianto, si passa a valuta-re quelli di carattere pi strettamenteingegneristico (che pure hanno rica-dute applicative ed economiche), lat- tenzione si sposta su questioni comelomogeneit delle resistenze lungo gli
elementi, laderenza tra calcestruzzoed armature da precompressione, ilcreep, il ritiro, la resistenza alla com-pressione ed alla trazione alle brevistagionature, lo sviluppo delle resi-stenze nel tempo.In un recente studio sono state valu- tate le variazioni di resistenza lungo laluce di travi e colonne prefabbricaterealizzate sia in calcestruzzo ordinarioche in SCC. Nel caso delle colonne,luso dellSCC ha prodotto distribu-zioni pi omogenee, con variazionidella resistenza a compressione lun-go laltezza del 13%, contro il 22%del calcestruzzo ordinario. Sulle travi invece risultato il contrario, con laresistenza dellSCC pi variabile lun-go la luce che non per il calcestruz-zo vibrato. In questultimo caso per,pi punti di scarico favoriscono flussipi brevi e maggiori omogeneit perlSCC [15].Altri studi ben documentati hannochiarito come lSCC garantisca eccel-lenti caratteristiche meccaniche chesono in tutto paragonabili a quelledei convenzionali calcestruzzi ad alteprestazioni usati, ad esempio, nella
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
41/100
industrie manufatti cementizi - 7
S p e c i a l e 39
produzione di travi prefabbricate daponte e non solo [10], [9]. Da ulte-riori fonti si apprende inoltre che, ol- tre a soddisfare pienamente i requisiti
di resistenza alle brevi stagionature(necessari per il trasferimento dellaprecompressione), luso dellSCC con-sente produzioni a doppio ciclo senzanecessit della maturazione al vapore[3], [16]. stato inoltre documentatoche luso del fumo di silice pu aiutarea ridurre le deformazioni lente per vi-scosit (creep) e che, sebbene i valoridel ritiro possano risultare maggiorinellSCC rispetto al calcestruzzo con-venzionale [17], intervenendo oppor- tunamente sul rapporto pasta/aggre-gati (da cui dipende lentit del r itiro)esso pu essere ridotto [6], [7].Anche alcuni recenti studi, condot- ti presso la Facolt di IngegneriadellAquila, sul comportamento a lun-go termine di elementi prefabbricatida copertura, confermano che le pre-stazioni di elementi realizzati in SCCsono sostanzialmente simili a quelledi analoghi elementi in calcestruzzoordinario di pari resistenza (Figura 2).Si inoltre sottolineato che le indica-zioni progettuali finora suggerite daiprincipali Codici Internazionali (Eu-rocodice 2, ACI and Japan Guidelinesfor Concrete) con riferimento al cal-
cestruzzo convenzionale si adattanocon uguale accuratezza allSCC [18].Alla luce di tutti gli elementi discussiin questa breve analisi e dei continui
contributi di studio dedicati al settore,emerge che, sebbene il calcestruzzoordinario difficilmente potr esserecompletamente sostituito dallSCC inprefabbricazione, la diffusione del cal-cestruzzo autocompattante in questosegmento delledilizia industrializzata destinato a compiersi con estremosuccesso e profitto delle aziende. anzi chiaro che tale implementa-zione consentir lo sviluppo di nuoviprocessi di manifattura e la produzio-ne di classi inedite di elementi prefab-bricati.Nel 2003, il Prestressed Concrete In-stitute gi prevedeva che lSCC po- tesse essere utilizzato nella prefabbri-cazione di elementi sempre pi sottili,dalle geometrie articolate, dal valoreaggiunto di perfette finiture superfi-ciali, di estrema durevolezza e quali- t garantita, arrivando ad includere ilcaso di lavabi, lavatoi, elementi darre-do per interni, ecc.Ulteriori interessanti evoluzioni perlSCC si intravedono sulla base di stu-di [5] relativi alla capacit dellSCCdi portare in sospensione significativiquantitativi di fibre. n
Figura 2 Prova di carico a lungo termine. Evoluzione della freccia in mezzeria: confronto calcestruzzo ordinario (NC) ed SCC.
-
8/10/2019 Industrie Manufatti Cementizi n. 7 del 2009
42/100
7 - industrie manufatti cementizi
S p e c i a l e40
R IFERIMENTI BIBLIOGRAFICI
[1] B. Pellerin, J. Lamotte , C. Gnagne and C. Canevet, Use of Dedicated Admixtures Eases the Implementation of SCC in the Precast Industry, SCC2005, Chicago, USA, vol. 1,pp.113-118.
[2] PCI, Precast/Prestressed Concrete Institute, Interim Guidelines for the Use of Self-Con-solidating Concrete in Precast/Prestressed Concrete Institute Member Plants, TR-6-03.
[3] R.E. Rodriguez Camacho, R. Uribe Afif, G. Martinez Corona, H. Montano Roman, B. Mar- tinez Sanchez, Applications of SCC Technology for Precast /Prestressed Elements. TheMexican Experiences, SCC 2007, Ghent, Belgium.
[4] J. Walraven, Self-Compacting Concrete: Challenge for Designer and Researcher,SCC2005, Chicago, USA, vol. 1, pp. 431-446.
[5] J. Walraven, Structural Aspects of Self-Compacting Concrete, 3rd International Sympo-sium on SCC, 2003, Reykjavik, Iceland.
[6] A. Ioani, P. Bratu, H. Szilagyi, Self-Consolidating Concrete for R/C Precast Elements inRomania, SCC 2008, Chicago, USA.
[7] S. Oesterheld, O.H. Wallevik, Effect of Stabiliser on Thixotropy and Reduction of For-mwork Pressure, SCC 2007, Ghent, Belgium.
[8] B.F. Tutikian, D.C.C. Dal Molin, R.A. Cremonini, R.L.M. Lamarca and F. Viecili, A comparisonof Production Costs Using Conventional Concrete and Self-Compacting Concrete inBrazilian Precast, SCC2005, Chicago, USA, vol. 2, pp.1161-1064.
[9] S. Uebachs, W. Brameshuber and G. Krage, Econo