IL GRUPPO - gastecvesta.com · 100 • • • • • Acciai alto/medio legati, leghe di...
16
-
Upload
duongthien -
Category
Documents
-
view
221 -
download
0
Transcript of IL GRUPPO - gastecvesta.com · 100 • • • • • Acciai alto/medio legati, leghe di...



IL GRUPPO
Gastec-Vesta, società del Gruppo MedicAir, opera nel settore della produzione e della commercializzazione dei gas industriali da oltre sessant’anni.
MedicAir, azienda leader nel settore dei servizi domiciliari - con 26 unità operative in Italia e in Germania e più di 33.000 consegne giornaliere - garantisce i più alti standard qualitativi di servizio, differenziandosi per la continua ricerca di nuove soluzioni in grado di migliorare la soddisfazione e la qualità della vita di pazienti affetti da patologie croniche.
Gastec-Vesta ha iniziato la propria attività occupandosi della commercializzazione dei gas tecnici e ha continuato a crescere, ampliando la gamma di prodotti e di servizi offerti.
Oggi l'azienda è strutturata secondo tre Business Unit:
GAS INDUSTRIALI
GAS ANTINCENDIO
GAS REFRIGERANTI
Ciascuna di esse è dedicata alla produzione e vendita di prodotti di alta qualità per il settore manifatturiero industriale e artigianale. Con il marchio Vesta, da oltre trent’anni, l'azienda sviluppa e offre soluzioni innovative per il controllo e l’estinzione degli incendi. Gastec-Vesta si distingue da sempre nei settori in cui opera per lo sviluppo di proposte all'avanguardia e la sperimentazione di soluzioni tecniche tese al raggiungimento dei più alti standard qualitativi, nel rispetto dell’ambiente e della società.
LA STRUTTURA OPERATIVA Gastec-Vesta, con sede principale a Origgio, opera in tutto il territorio nazionale attraverso la struttura del gruppo MedicAir.
INGEGNERIA ANTINCENDIO
Nella sua divisione antincendio, Gastec-Vesta è attiva con il marchio Vesta che, da molti decenni nel mercato internazionale dell’antincendio, è garanzia di qualità certificata e affidabilità.

I GAS INDUSTRIALI La Business Unit GAS INDUSTRIALI offre prodotti e servizi con quattro differenti linee:
GAS TECNICI GAS ALIMENTARI GAS PURI GAS REFRIGERANTI
L'OFFERTA TECNOLOGICA DI GASTECWELD
GAS TECNICI GAS ALIMENTARI GAS PURI Azoto Azoto (E 941) Argon
Argon Anidride carbonica (E 290) Azoto
Ossigeno Argon (E 938) Aria
Elio Ossigeno (E 948) Ossigeno
Idrogeno Protossido d’azoto (E942) Elio
Anidride carbonica Miscele Idrogeno
Acetilene Anidride carbonica
Aria Kripton
Miscele Xenon
Neon
Miscele
GAS PER TAGLIO E SALDATURA I principali gas della linea GastecWeld per applicazioni di taglio e saldatura sono: Acetilene, Anidride Carbonica, Argon, Azoto, Elio, Idrogeno, Ossigeno e Propano.
Anidride Carbonica, Argon, Azoto, Elio, Idrogeno, Ossigeno e le loro miscele sono utilizzati per creare le migliori condizioni per l’ottenimento di saldature di qualità con i procedimenti TIG, MIG, MAG, PLASMA e LASER.
Gli stessi gas sono utilizzati anche per i processi di taglio laser, taglio plasma e ossitaglio.
Acetilene, Propano ed Ossigeno sono utilizzati nei processi di taglio e saldatura autogena dei metalli.
I gas di protezione della saldatura, oltre a evitare l'ossidazione del bagno di fusione, garantiscono altri importanti benefici.

GAS RECIPIENTI
ACETILENE C2H2 Bombole da 1, 3, 5 e 7 kg
ANIDRIDE CO2 Bombole da 4, 5, 7, 10, 20 e 30 kg
Gruppi bombole
Bombole da 1 e 2 litri usa e getta
Serbatoi mobili da 500 e 1.000 litri e serbatoi fissi
ARGON Ar Bombole da 5 litri/200, 14 litri/200, 30 litri/300, 40 litri/200, 50 litri/200 e 50 litri/300 bar
Gruppi bombole
Argon liquido in serbatoi mobili da 500 e 1.000 litri e serbatoi fissi
Bombole da 1 e 2 litri usa e getta
AZOTO N2 Bombole da 5 litri/200, 14 litri/200, 30 litri/300, 40 litri/200, 50 litri/200 e 50 litri/300 bar
Gruppi bombole
Azoto liquido in serbatoi mobili da 180, 500 e 1.000 litri e serbatoi fissi
Bombole da 1 e 2 litri usa e getta
ELIO He Bombole da 5 litri/200, 14 litri/200, 40 litri/200, 50 litri/200 bar
Gruppi bombole
Bombole da 1 e 2 litri usa e getta
IDROGENO H2 Bombole da 14 litri/200, 40 litri/200, 50 litri/200 bar
Gruppi bombole
OSSIGENO O2 Bombole da 5 litri/200, 14 litri/200, 30 litri/300, 40 litri/200, 50 litri/200 e 50 litri/300 bar
Gruppi bombole
Ossigeno liquido in serbatoi mobili da 180, 500 e 1.000 litri e serbatoi fissi
Bombole da 1 e 2 litri usa e getta
PROPANO C3 H8 Bombole da 10, 15 e 25 kg
MISCELE Bombole da 5 litri/200, 14 litri/200, 30 litri/300, 40 litri/200, 50 litri/200 e 50 litri/300 bar
Gruppi bombole
Bombole da 1 e 2 litri usa e getta
CARBONICA

GAS E MISCELE PER LA SALDATURA
SALDATURA TIG
Ar CO2 O2 N2 H2 He (valori in percentuale) Argon Anidride Ossigeno Azoto Idrogeno Elio
100 • • • • • Acciai alto/medio legati, leghe di alluminio, altri metalli non ferrosi. Metalli sensibili all’ossidazione come Titanio, Niobio, Molibdeno, Tantalio e per la protezione a rovescio
98 • • • 2 • Acciai Inox - Saldatura manuale su materiale di spessore fino a 1,5 mm - Nickel e leghe di Nickel
97 • • • 3 • Acciai Inox - Saldatura manuale su materiale di spessore fino a 1,5 mm - Nickel e leghe di Nickel
95 • • • 5 • Acciai Inox - Spessori superiori a 1,5 mm. - Nickel e leghe di Nickel
92,5 • • • 7,5 • Gas per saldature a fusione passante inox, inconel, nickel, leghe rame nickel
65 • • • 35 • Acciai Inox
70 • • • 5 25 Acciai Inox austenitici - Nickel e sue leghe
• • • • • 100 Alluminio (saldatura polarità negativa) - Acciai (saldatura orbitale)
85 • • • • 15 Alluminio e sue leghe
70 • • • • 30 Metalli leggeri - Alluminio - Rame e leghe di rame ad alta conducibilità termica - Nickel e sue leghe
50 • • • • 50 Nickel
30 • • • • 70 Acciai (saldatura orbitale)
10 • • • • 90 Saldatura TIG DC
99,985 • • 0,015 • • Alluminio e sue leghe
84,985 • • 0,015 • 15 Alluminio e sue leghe per spessori superiori a 5 mm
69,985 • • 0,015 • 30 Alluminio e sue leghe per spessori superiori a 12 mm - Acciai al Nickel - Cromo
49,985 • • 0,015 • 50 Alluminio e sue leghe
Carbonica
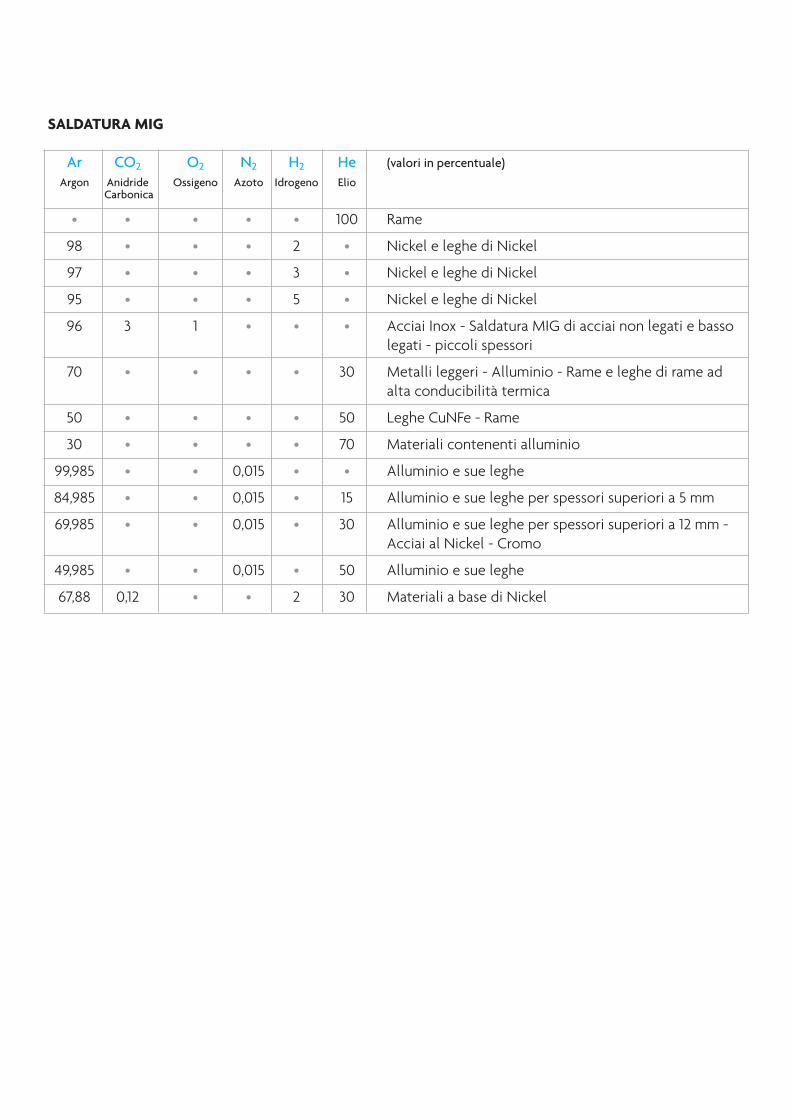
SALDATURA MIG
Ar CO2 O2 N2 H2 He (valori in percentuale) Argon Anidride Ossigeno Azoto Idrogeno Elio
• • • • • 100 Rame
98 • • • 2 • Nickel e leghe di Nickel
97 • • • 3 • Nickel e leghe di Nickel
95 • • • 5 • Nickel e leghe di Nickel
96 3 1 • • • Acciai Inox - Saldatura MIG di acciai non legati e basso legati - piccoli spessori
70 • • • • 30 Metalli leggeri - Alluminio - Rame e leghe di rame ad alta conducibilità termica
50 • • • • 50 Leghe CuNFe - Rame
30 • • • • 70 Materiali contenenti alluminio
99,985 • • 0,015 • • Alluminio e sue leghe
84,985 • • 0,015 • 15 Alluminio e sue leghe per spessori superiori a 5 mm
69,985 • • 0,015 • 30 Alluminio e sue leghe per spessori superiori a 12 mm - Acciai al Nickel - Cromo
49,985 • • 0,015 • 50 Alluminio e sue leghe
67,88 0,12 • • 2 30 Materiali a base di Nickel
Carbonica

SALDATURA MAG
Ar CO2 O2 N2 H2 He (valori in percentuale) Argon Anidride Ossigeno Azoto Idrogeno Elio
98 2 • • • • Saldatura MAG per acciai alto legati, specialmente Inox
96 4 • Saldatura MAG manuale e automatizzata di acciai non • • • legati e basso legati - spessori medio piccoli
92 8 • • • • Saldatura MAG manuale e automatizzata di acciai non legati e basso legati - spessori medio piccoli
87 13 • • • • Saldatura MAG manuale e automatizzata di acciai non legati e basso legati - spessori piccoli e medi
82 18 • • • • Saldatura MAG manuale e automatizzata di acciai non legati e basso legati - spessori medio grandi
90 5 5 • • • Saldatura MAG manuale e automatizzata di acciai non legati e basso legati - Particolarmente adatta per saldature di giunzione per spessori medio piccoli
80 15 5 • • • Saldatura MAG manuale e automatizzata di acciai non legati e basso legati - Particolarmente adatta per saldature di giunzione per spessori medio piccoli
92 • 8 • • • Saldatura MAG manuale e automatizzata di acciai non legati e basso legati e per molte applicazioni con acciai alto legati
96 • 4 • • • Saldatura MAG manuale e automatizzata di acciai non legati e basso legati e per molte applicazioni con acciai alto legati
83 2 • • • 15 Acciai inossidabili, applicazioni automatiche, alto deposito
96 3 1 • • • Saldatura MIG di piccoli spessori. Riduzione degli spruzzi
98 2 • • • • Saldatura di acciai inossidabili, nickel e sue leghe
99 • 1 • • • Cordoni di saldatura lisci e puliti per effetto della riduzione della tensione superficiale
98 • 2 • • • Particolarmente idoneo alla saldatura ad arco pulsato
97 • 3 • • • Velocità di saldatura, fluidificazione del bagno di saldatura ed appiattimento cordone
Carbonica

SALDATURA LASER
In questo processo, la sorgente di energia per il procedimento è garantita da un fascio laser.Dal punto di vista dei gas, si richiedono tre differenti prodotti:• gas laseranti per la produzione della luce nei laser a CO2
• gas di protezione dei percorsi ottici • gas di processo, protezione e sostegno nella saldatura
GAS LASERANTIÈ la miscela utilizzata per produrre il raggio laser: la corretta composizione varia in base al tipo di apparecchiatura.
CO2 N2 He Anidride Azoto Elio
Purezza minima 99,99 % 99,995 % 99,995 %
Miscela laserante per LASER a CO2 1 - 9 13 - 55 40 - 85
Carbonica
GAS DI PROTEZIONE DEI PERCORSI OTTICISono utilizzati per evitare l’infiltrazione di polvere e di altre sostanze contaminanti nel fascio luminoso generato dalla sorgente laser.
GAS DI PROCESSO Ha un ruolo fondamentale per garantire l’interazione ottimale tra raggio laser e materiale da saldare.Deve garantire un processo ottimale, evitando l’instaurarsi di un fenomeno fisico (effetto di schermo plasma) che provocherebbe la sfocalizzazione del raggio che comporta la riduzione dell’energia apportata dal raggio laser e conseguenti problemi di qualità di saldatura.I gas utilizzati sono scelti in base alle loro proprietà fisiche (peso molecolare, densità, conducibilità termica e potenziale di ionizzazione) e alle loro caratteristiche chimiche.

Ar 50 CO2 O2 N2 5.0 H2 He 4.8 (valori in percentuale) Argon Anidride Ossigeno Azoto Idrogeno Elio
100 • • • • • Acciai al carbonio - Acciai al Cr-Mn
• • • • • 100
70 • • • • 30 50 • • • • 50
92 • 8 • • •
82 18 • • • •
100 • • • • • Acciai Inox austenitici
95 • • • 5 •
90 • • • 10 •
• • • • • 100
70 • • • • 30
50 • • • • 50
• • • 100 • •
100 • • • • • Acciai Duplex
• • • • • 100
70 • • • • 30
50 • • • • 50
100 • • • • • Acciai Inox ferritici
• • • • • 100
70 • • • • 30
50 • • • • 50
• • • • • 100 Leghe di Alluminio
70 • • • • 30
50 • • • • 50
70 • • • • 30
Carbonica
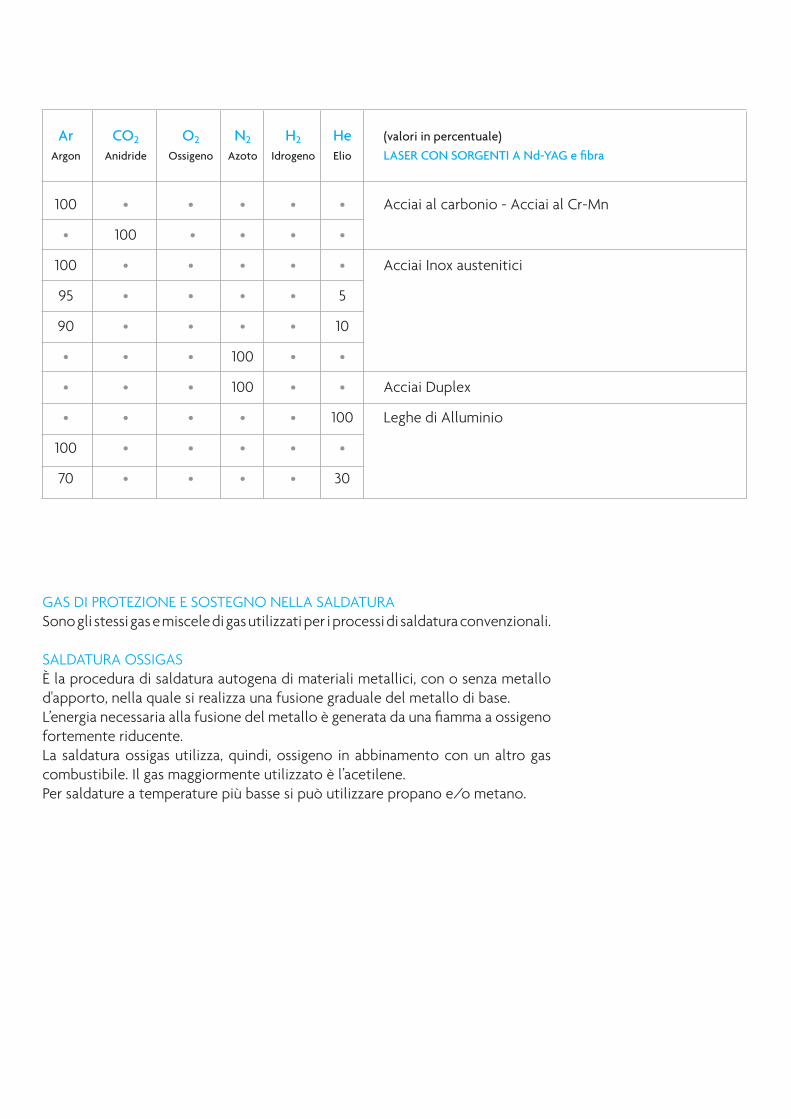
Ar CO2 O2 N2 H2 He (valori in percentuale) Argon Anidride Ossigeno Azoto Idrogeno Elio LASER CON SORGENTI A Nd-YAG e fibra
100 • • • • • Acciai al carbonio - Acciai al Cr-Mn
• 100 • • • •
100 • • • • • Acciai Inox austenitici
95 • • • • 5
90 • • • • 10
• • • 100 • •
• • • 100 • • Acciai Duplex
• • • • • 100 Leghe di Alluminio
100 • • • • •
70 • • • • 30
GAS DI PROTEZIONE E SOSTEGNO NELLA SALDATURASono gli stessi gas e miscele di gas utilizzati per i processi di saldatura convenzionali.
SALDATURA OSSIGASÈ la procedura di saldatura autogena di materiali metallici, con o senza metallo d'apporto, nella quale si realizza una fusione graduale del metallo di base. L’energia necessaria alla fusione del metallo è generata da una fiamma a ossigeno fortemente riducente.La saldatura ossigas utilizza, quindi, ossigeno in abbinamento con un altro gas combustibile. Il gas maggiormente utilizzato è l’acetilene.Per saldature a temperature più basse si può utilizzare propano e/o metano.
GAS E MISCELE PER IL TAGLIO
TAGLIO LASER
In questo processo, la sorgente di energia per il procedimento è garantita da un fascio laser.
Dal punto di vista dei gas, si richiedono tre differenti prodotti:
• gas laseranti per la produzione della luce nei laser a CO2
• gas di protezione dei percorsi ottici
• gas di assistenza nel taglio
Gas laseranti: miscele a base di Anidride Carbonica 1-9% Azoto 13-35% Elio 60-85%
Gas di protezione: Aria, Azoto
Gas di assistenza: Ossigeno Azoto Miscele ossigeno-azoto
TAGLIO PLASMA
Con questo procedimento, il taglio di metalli è realizzato utilizzando, come sorgente termica, un getto di plasma: il plasma è un gas ionizzato e quindi conduttore elettrico.
Il plasma, per funzionare, ha bisogno di:
• gas plasma, utilizzato per generare nella torcia il flusso di plasma
• gas d’assistenza che garantisce l’eliminazione del metallo fuso nel punto di taglio e protegge la superficie dall’azione dell’aria
Gas per taglio plasma: Argon Azoto Miscele argon - idrogeno Ossigeno
OSSITAGLIO
È il processo con il quale si tagliano metalli utilizzando un flusso di ossigeno, basandosi sul principio che i materiali ferrosi, portati ad alta temperatura, bruciano in atmosfera di ossigeno.
Si realizza utilizzando un cannello dal quale escono due flussi:
• il primo è realizzato miscelando gas combustibile e ossigeno, e ha il compito di apportare l’energia necessaria per innescare la combustione del metallo (gas combustibile + ossigeno)
• il secondo è realizzato con solo ossigeno per procedere al taglio del metallo portato ad alta temperatura, attraverso la sua combustione.
Gas per ossitaglio: Ossigeno Acetilene Propano
I gas tecnici, alimentari e puri possono essere forniti utilizzando modalità e recipienti differenziati.
I gas tecnici sono proposti:
• liquefatti (ossigeno, azoto, argon, anidride carbonica) • compressi in bombole, gruppi bombole e carri bombolai • prodotti in situ (azoto, ossigeno, idrogeno) I recipienti utilizzati hanno varie dimensioni e sono offerti sia a noleggio che in vendita. Oltre alle bombole per i gas compressi e liquefatti sono disponibili dewar e serbatoi mobili e fissi per i gas liquidi refrigerati.
RECIPIENTI PER GAS LIQUEFATTI • dewar di varia capacità • serbatoi mobili da 180 litri • serbatoi mobili da 500 e 1000 litri TPED• serbatoi fissi di varia capacità
Serbatoi fissi Serbatoi mobili RECIPIENTI IN PRESSIONE A 200 E 300 bar • 5 litri • 14 litri • 40 litri • 50 litri
Le bombole sono anche assemblabili in pacchi-bombola, sia orizzontali che verticali, composti da 16 o da 20 bombole, da 40, 50 e 80 litri.Sono disponibili anche i nuovi pacchi da 9 bombole da 140 litri di capacità, in grado di raddoppiare l’autonomia con lo stesso utilizzo di superficie. LINEA LIGHT La linea LIGHT è dedicata alle bombole di piccola capacità da 1 litro e da 2 litri usa e getta ad alta pressione (P=120 bar). Le bombole di piccole dimensioni risultano molto utili in numerose applicazioni; a differenza di quelle grandi si possono tenere in laboratorio, sono leggere e facilmente maneggevoli ed è possibile spostarle con estrema facilità.


è un marchio del gruppo
Via Stravazza ang. via Per Cantalupo, 3 21040 Origgio (Va)T +39.02.9396891F +39.02.93282342
www.gastecvesta.com - [email protected]