I FATTORI DI PROCESSO CHE INFLUENZANO LA … · i fattori di processo che influenzano la...
18
I FATTORI DI PROCESSO CHE INFLUENZANO LA DEFORMAZIONE DI PIASTRELLE E LASTRE CERAMICHE Benedetto Spinelli Convegno “LE TENSIONI INDOTTE DA PRESSATURA E COTTURA NELLE PIASTRELLE CERAMICHE” Sassuolo, 9 luglio 2015
Transcript of I FATTORI DI PROCESSO CHE INFLUENZANO LA … · i fattori di processo che influenzano la...
I FATTORI DI PROCESSO CHE INFLUENZANOLA DEFORMAZIONE
DI PIASTRELLE E LASTRE CERAMICHE
Benedetto Spinelli
Convegno “LE TENSIONI INDOTTE DA PRESSATURA E COTTURA NELLE PIASTRELLE CERAMICHE”
Sassuolo, 9 luglio 2015
2
PIASTRELLE CERAMICHE
EVOLUZIONE DEL PROCESSO PRODUTTIVO
Aumento del formato medio di produzione
Riduzione dei cicli di cottura
Produzione di grandi lastre ceramiche
NUOVE PROBLEMATICHE DI PRODUZIONE
Problemi di deformazione in cottura
Movimento di planarità dopo cottura
Tensioni sul prodotto finito con problemi di taglio

3
DEFORMAZIONEPIROPLASTICA
• Formazione di una fase vetrosa a bassa viscosità
DEFORMAZIONE DEI PRODOTTI
CERAMICI
DEFORMAZIONE DOPO USCITADAL FORNO
• Tensioni residue dovute al processo di
raffreddamento rapido
DEFORMAZIONE TECNOLOGICA
• Parametri di processo non adeguati:
� Uniformità di formatura
� Dilatazione termica
� Curva di cottura
TIPOLOGIE DI DEFORMAZIONI IN COTTURA
4
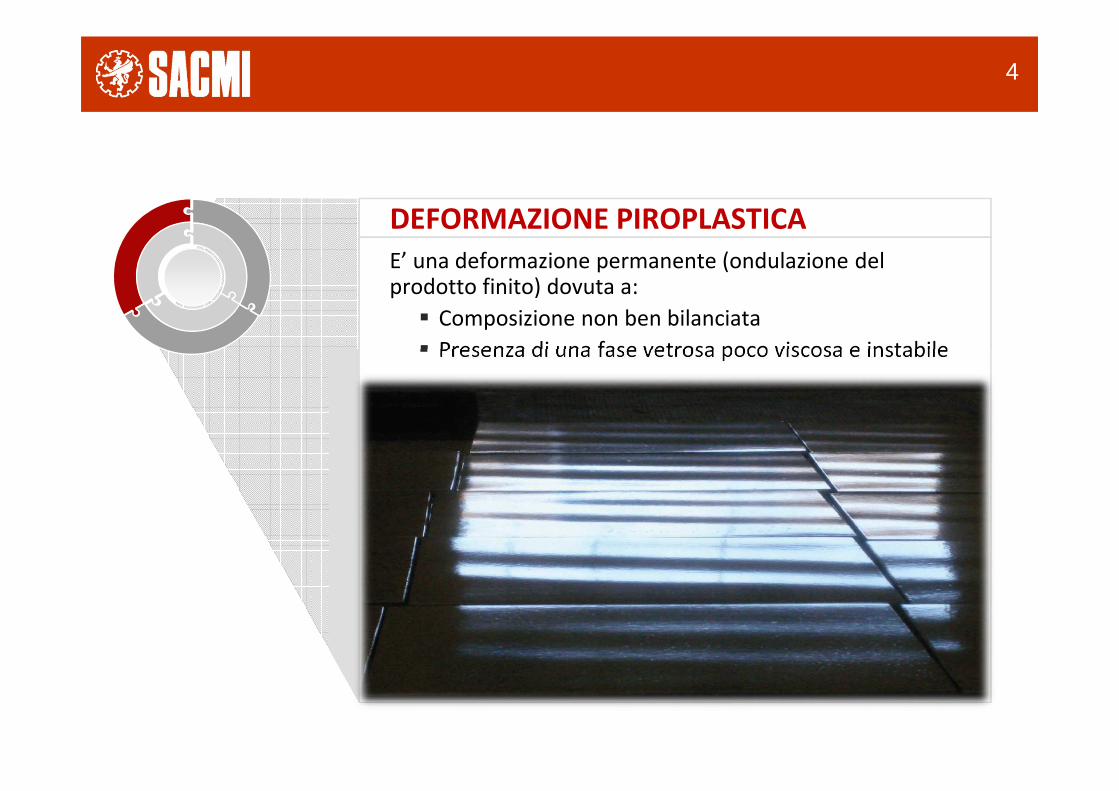
DEFORMAZIONE PIROPLASTICADEFORMAZIONE PIROPLASTICAE’ una deformazione permanente (ondulazione del prodotto finito) dovuta a:
� Composizione non ben bilanciata
� Presenza di una fase vetrosa poco viscosa e instabile
5
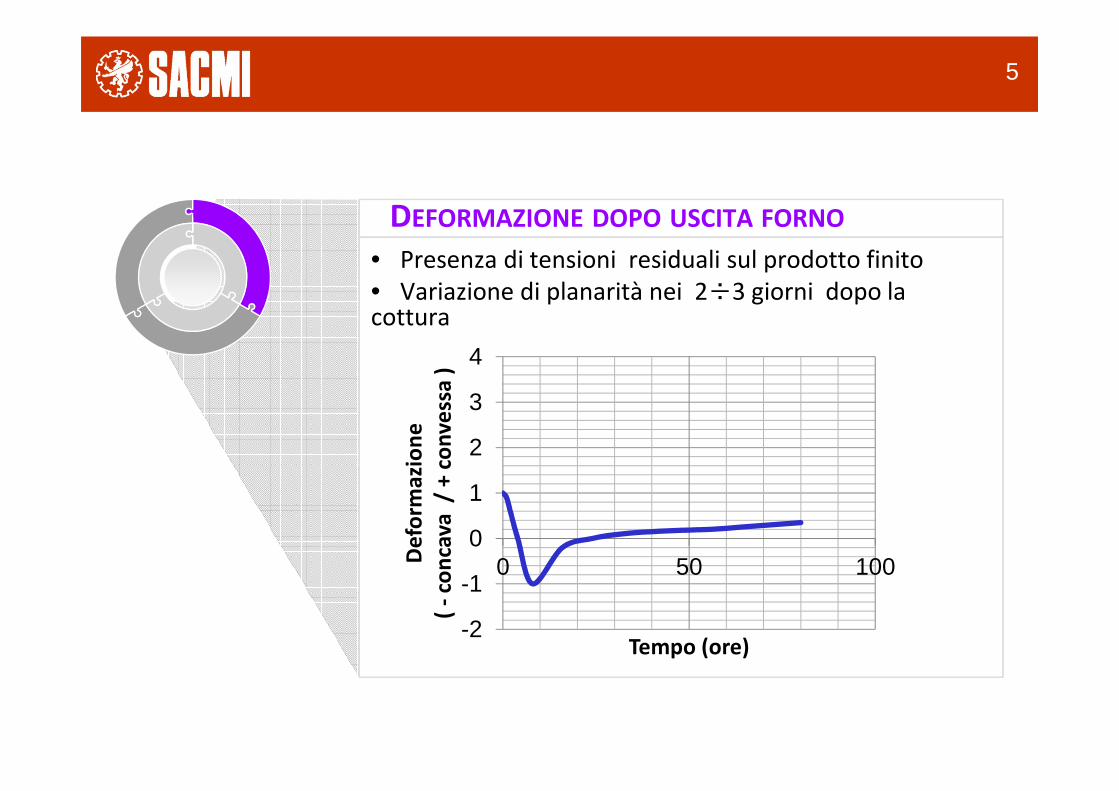
DDEFORMAZIONE DOPO USCITA FORNO
• Presenza di tensioni residuali sul prodotto finito
• Variazione di planarità nei 2÷3 giorni dopo la cottura
-2
-1
0
1
2
3
4
0 50 100Def
orm
azio
ne
(
-co
nca
va /
+ c
on
vess
a )
Tempo (ore)

6
DEFORMAZIONE TECNOLOGICADEFORMAZIONE TECNOLOGICA
• Parametri di processo non ottimale (pressatura, smaltatura e cottura)
• Mancanza di accordo dilatometrico tra supporto e smalto
7
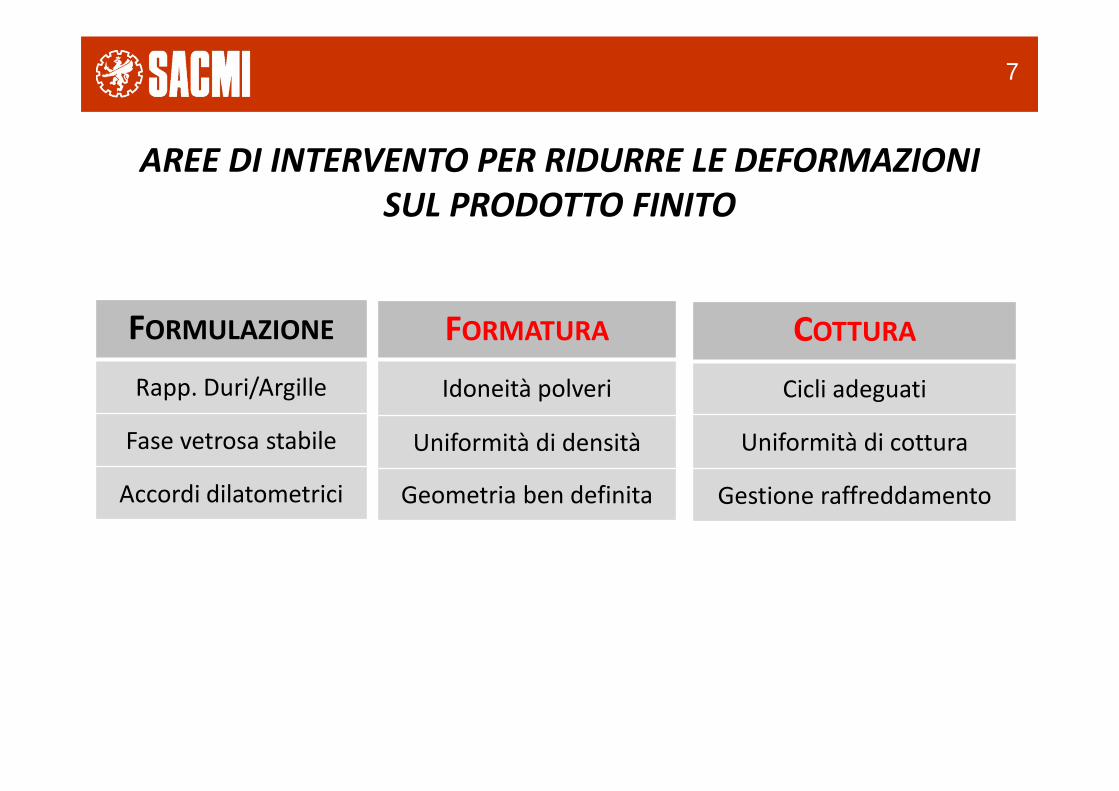
AREE DI INTERVENTO PER RIDURRE LE DEFORMAZIONI SUL PRODOTTO FINITO
FORMATURA
Idoneità polveri
Uniformità di densità
Geometria ben definita
COTTURA
Cicli adeguati
Uniformità di cottura
Gestione raffreddamento
FORMULAZIONE
Rapp. Duri/Argille
Fase vetrosa stabile
Accordi dilatometrici

8
TECNOLOGIE DI FORMATURA PER PIASTRELLE/LASTRE
SEMI-SECCO
5% - - - 7% 15% - - - 18%
COMPATTAZIONE AD ALTA PRESSIONE
CONTINUA+PRESSATURA ESTRUSIONE
PLASTICO
Umidità polveri
9
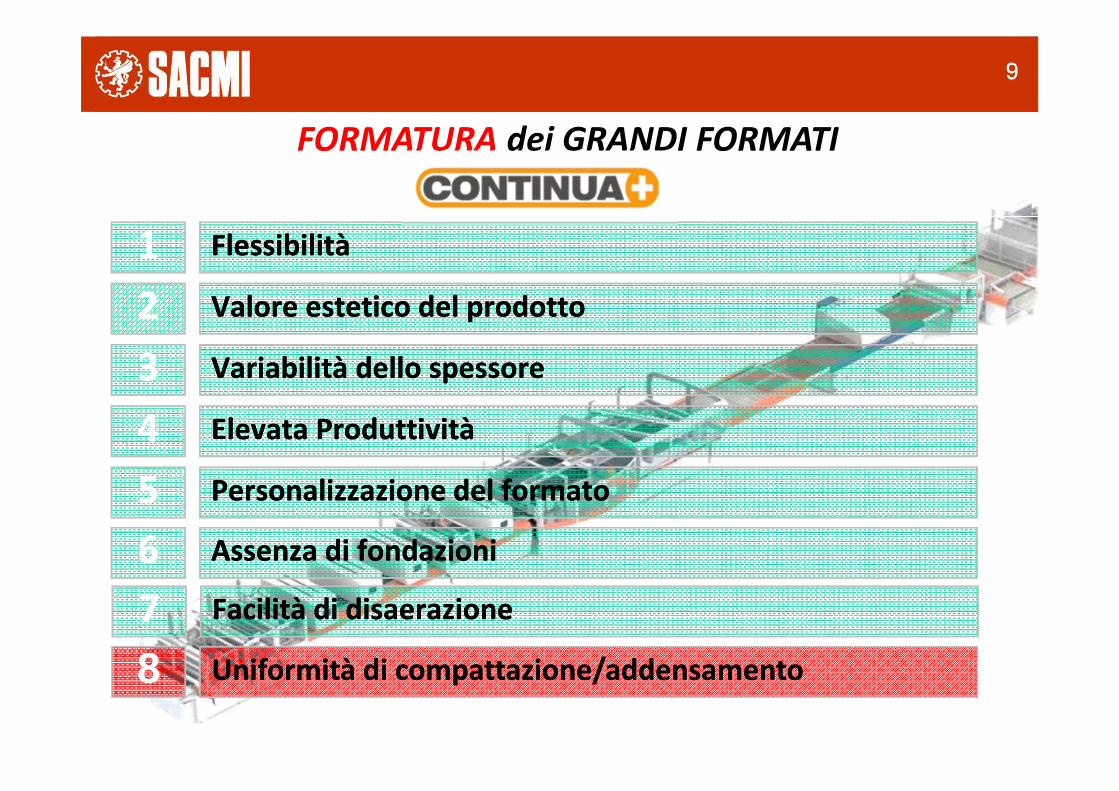
FlessibilitàFlessibilità
Valore estetico del prodottoValore estetico del prodotto
Variabilità dello spessoreVariabilità dello spessore
Elevata ProduttivitàElevata Produttività
Personalizzazione del formatoPersonalizzazione del formato
11
22
33
44
55
Assenza di fondazioniAssenza di fondazioni66
Facilità di disaerazioneFacilità di disaerazione77
Uniformità di compattazione/addensamento Uniformità di compattazione/addensamento 88
FORMATURA dei GRANDI FORMATI

10
UNIFORMITÀ di COMPATTAZIONE

11
E’ FONDAMENTALE GARANTIRE UNA ELEVATA UNIFORMITÀ DI COTTURA E RAFFREDDAMENTO
PROCESSO di COTTURA

12
Sacmi ha
progettato un
nuovo forno
denominato
EKO
che costituisce
una reale
evoluzione
tecnologica della
cottura
COTTURA
PROPOSTA SACMI: FORNI INNOVATIVI SERIE EKO

13
I FUMI SI MUOVONO LONGITUDINALMENTE DALLA ZONA DI COTTURA VERSO L’ENTRATA FORNO
AVANZAMENTO MATERIALE
RR RLW RF900 – 1250 °C500 – 899 °C30–499 °C
Forno Tradizionale
Forno EKOI FUMI IN ZONA COTTURA SI MUOVONO TRASVERSALMENTE
RR RLW RF900 – 1250 °C30 – 499 °C 500 – 899 °C

14
MODULO FORNO EKO
CELLA DI CALORE CON DISTRIBUZIONE UNIFORME DELLA TEMPERATURA NELLA SEZIONE
15
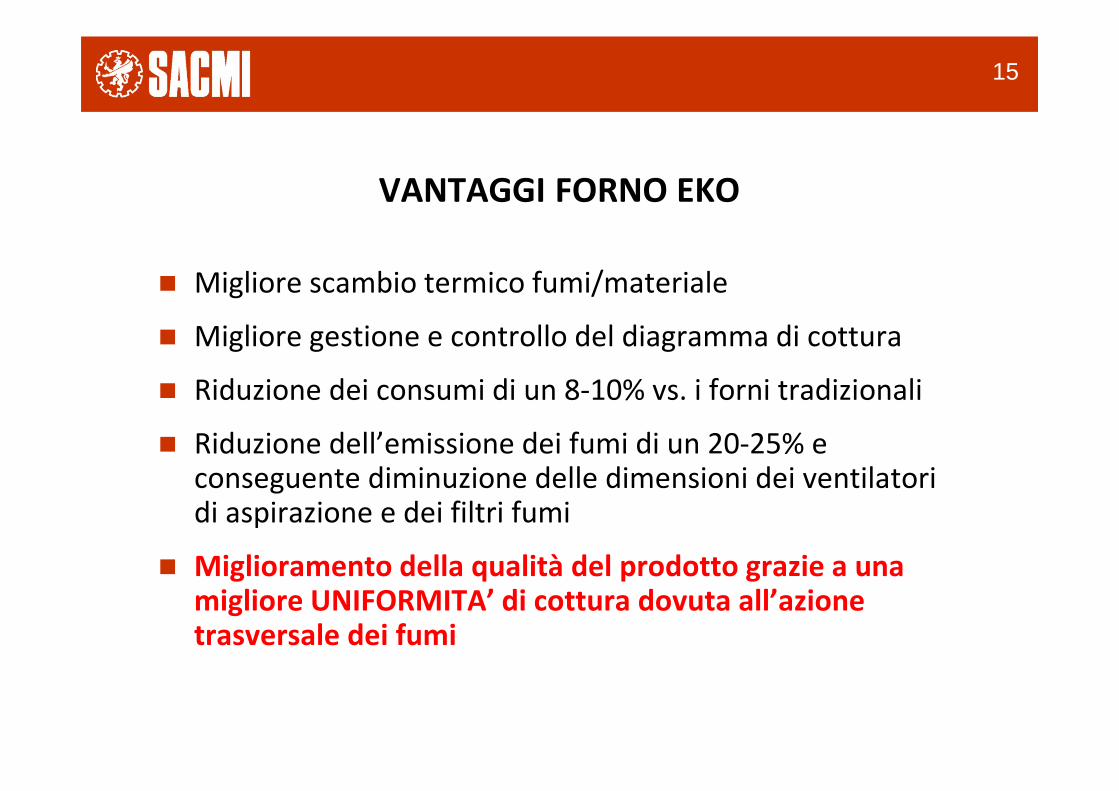
VANTAGGI FORNO EKO
� Migliore scambio termico fumi/materiale
� Migliore gestione e controllo del diagramma di cottura
� Riduzione dei consumi di un 8-10% vs. i forni tradizionali
� Riduzione dell’emissione dei fumi di un 20-25% e conseguente diminuzione delle dimensioni dei ventilatori di aspirazione e dei filtri fumi
� Miglioramento della qualità del prodotto grazie a una migliore UNIFORMITA’ di cottura dovuta all’azione trasversale dei fumi

16
CONTROLLO DEL RAFFREDDAMENTO
CON TUBI SOFFIATORI LONGITUDINALI

17
VANTAGGI RAFFREDDAMENTO LONGITUDINALE
� Migliore scambio termico convettivo aria/materiale (i getti dei tubi trasversali tradizionali dissipano energia cinetica nel raggiungere il prodotto)
� Il piano rulli non costituisce ostacolo al flusso d’aria di raffreddamento
� Gestione ottimizzata e modulabile del profilo termico trasversale (parete e centro hanno un ∆T molto contenuto)

18
RIASSUMENDO…
ADEGUATAFORMULAZIONE
IMPASTI
CORRETTOACCORDO
DILATOMETRICO
UNIFORMITÀ DI FORMATURA
UNIFORMITÀ DI COTTURA
FORNO EKO