H2 dai rifiuti
258
DIPARTIMENTO DI CHIMICA, MATERIALI E INGEGNERIA CHIMICA “Giulio Natta” Dottorato di Ricerca in Chimica Industriale e Ingegneria Chimica (CII) XVIII ciclo 2003 - 2006 Tesi di Dottorato di MARCO TELLINI Matricola D01585 HYDROGEN FROM WASTE AND CO2 SEQUESTRATION POLITECNICO DI MILANO Coordinatore: prof. Renato Rota Tutore: prof. Renato Del Rosso Relatore: prof. Paolo Céntola
-
Upload
mariailaria -
Category
Documents
-
view
156 -
download
8
Transcript of H2 dai rifiuti

DIPARTIMENTO DI CHIMICA, MATERIALI E INGEGNERIA CHIMICA “Giulio Natta” Dottorato di Ricerca in Chimica Industriale e Ingegneria Chimica (CII) XVIII ciclo 2003 - 2006
Tesi di Dottorato di MARCO TELLINIMatricola D01585
HYDROGEN FROM WASTE AND CO2 SEQUESTRATION
POLITECNICO DI MILANO
Coordinatore: prof. Renato Rota Tutore: prof. Renato Del Rosso Relatore: prof. Paolo Céntola

..

Acknowledgments
I refrain from making a long list of thanks, that might be interpreted as immodest self-appraisal to have worked with known men of science. I cannot however be silent on the advice and support that I received from professors P. Céntola and R. Del Rosso. I duly acknowledge Integrated Environmental Technologies, LLC that made possible my experimental work on their plasma pilot plant. Last but not least, I express my thanks to whomever will read this work. Marco Tellini Matricola D01585 Politecnico di Milano Dipartimento di Chimica, Materiali e Ingegneria Chimica “Giulio Natta” (Academic Year 2004-2005)

..

List of Publications Publications and Presentations to Conferences Tellini M., P. Céntola, R. Del Rosso and P. Gronchi, 2004, May. “Hydrogen from Waste.”
Chemical Engineering Transactions, Vol. 4, (Pisa, Italy: AIDIC Hydrogen Conference Proceedings), ISBN 88-900775-3-0.
Tellini M., P. Céntola, R. Del Rosso and P. Gronchi, 2004, June 28-July 1. “Viable H2 Production
from Carbon Waste by Dry Reforming.” (Evora, Portugal: Renewables International Conference Proceedings).
Tellini M., R. Del Rosso, P. Céntola, and P. Gronchi, 2004. "Solid Waste Thermal
Characterisation." La Rivista dei Combustibili e dell'Industria Chimica, Vol. 58, No. 6. Tellini M., R. Del Rosso and P. Céntola, 2005. "Solid and Carbon Waste Generation Impact."
Chemical Engineering Transactions, Vol. 7, (Naxos, Italy: PRES '05 8th International Conference Proceedings), ISBN 88-900775-8-1.
Tellini M., R. Del Rosso and P. Céntola, 2005, October. “Hydrogen from Fluff Destruction in a
Plasma Reactor.” Chemical Engineering Transactions, Vol. 8, (Palermo, Italy: AIDIC International Hydrogen Conference Proceedings), ISBN 88-901915-0-3.
Tellini M., 2005. Hydrogen from Waste and CO2 Sequestration. (Milano, Italy: AIDIC,
Associazione Italiana di Ingegneria Chimica), ISBN 88-900775-9-X. Tellini M., J. Batdorf, W. Quapp and P. Céntola, 2005. “Automobile Shredder Residue
Destruction in a Plasma Gasification Reactor.” Article submitted, under referees evaluation.
Tellini M., R. Del Rosso and S. Pierucci, 2005. “Low Pressure CO2 Partial Absorption from Flue
Gas in the New Carbon Tax Scenario.” Article submitted, under referees evaluation. Tellini M., 2005, December 5. “Syngas from Waste and CO2 in a Plasma Reactor.” (San Paolo,
Brazil: Sustainable Reuse, University of San Paolo – CIRRA International Conference Proceedings).
Tellini M., 2005, December 5. “Municipal Wastewater Recovery System for Oil Refinery Uses.”
(San Paolo, Brazil: Sustainable Reuse, University of San Paolo – CIRRA International Conference Proceedings).
Tellini M. and A. Marques, 2005, December 5. “Waste Impact and Characterisation.” (San Paolo,
Brazil: Sustainable Reuse, University of San Paolo – CIRRA International Conference Proceedings).

..

Table of Contents
TABLE OF CONTENTS I
LIST OF FIGURES V
LIST OF TABLES IX
ABSTRACT (final report to the Faculty, in Italian) A/1
INTRODUCTION I-1
1. SOLID WASTE GENERATION 1
1.1 Human and industrial activities generate waste 1 1.2 Solid waste 1 1.2.1 Municipal waste 1 1.2.2 Assimilated municipal waste 3 1.2.3 Biomass waste 3 1.2.4 Industrial waste 4 1.2.5 Special waste and inerts 4 1.3 Differentiated collection and means of waste reduction 5 1.4 Regulations, laws and carbon tax 6 1.4.1 Carbon dioxide and global warming 7 1.4.2 Carbon tax 7 1.5 References 9
2. WASTE REDUCTION AND CHARACTERISATION 11
2.1 Reduction of municipal solid waste 11 2.2 Block diagram of current treatment flows 11 2.3 Characterisation of municipal waste 14 2.4 Scenario of differentiated collection and heating values 18 2.5 Fluff 20 2.5 References 24
3. TRADITIONAL INCINERATION 25
3.1 Considerations common to incineration systems 25 3.2 Grate furnaces 29 3.2.1 Air cooled grates 30 3.2.2 Water cooled grates 31 3.3 Fluidised bed furnaces 31 3.4 Rotary kilns 33 3.5 References 35

ii
4. ALTERNATIVE THERMAL PROCESSES 37
4.1 Gasification 37 4.2 Pyrolysis 37 4.3 ThermoselectTM 40 4.4 Compact Power® 41 4.5 Continuous Melting ReactorTM 41 4.6 Recycled Clean ProductsTM 42 4.7 References 43
5. DIOXINS, FURANS AND RELATED COMPOUNDS 45
5.1 D/F formation mechanisms 45 5.2 Dioxins control 47 5.3 Dioxins analysis 48 5.4 References 49
6. LOW PRESSURE CO2 PARTIAL ABSORPTION FROM FLUE GAS 51
6.1 General considerations and selection of amine 52 6.2 Flue gas feed basis 54 6.3 Selection of the process simulator and operating conditions 54 6.4 Process flow diagram discussion and material balance 56 6.5 Primary equipment list and estimates 57 6.6 Investment offset 58 6.7 Alternative for CO2 concentration 60 6.8 References 62
Appendix 6.1 63
7. PLASMA AND CO2 REFORMING POSSIBILITY TO GENERATE SYNGAS 91
7.1 Types of plasma generators 92 7.2 Advantages of utilising a plasma process for treating waste 93 7.3 Feasibility to use plasma for CO2 conversion 94 7.4 Preliminary energy aspect for treating CO2 and waste 96 7.5 Preliminary thermodynamic aspect for CO2 reforming 98 7.6 Verification of the preliminary thermodynamic analysis 103 7.7 References 104

Table of Contents iii
8. APPROACH OF WASTE TO H2 AND CO IN A PLASMA REACTOR 105
8.1 Background and objective 105 8.2 Combustion and oxidation 107 8.3 Comparative material and heat balance of the model reaction via plasma conversion 108 8.4 Comparison between conventional incineration and added plasma plant 109 8.5 Promising means to develop a combined plant 111 8.6 References 113
9. THERMOCHEMISTRY AND TEST PREPARATORY CALCULATIONS 115
9.1 Introduction 115 9.2 Fluff, the feedstock of the process 116 9.3 Thermochemical evaluation 116 9.4 Heat losses and sensible heat compensation 122 9.5 The issue of carbon black 127 9.6 Testing objectives and summary of tests conditions 129 9.7 References 130
Appendices 9.1 to 9.5 131
10. PILOT TEST REPORTING AND DISCUSSION OF RESULTS 159
10.1 Introduction 159 10.2 Test apparatus description 159 10.3 Fluff feed 160 10.4 Plasma reactor 161 10.5 Testing procedure 164 10.6 Energy balance 164 10.7 Chemical analysis and material balance of inorganics 166 10.8 Syngas produced and operating input 169 10.9 Carbon balance and carbon black 173 10.10 Pseudo-order and rate of reaction 174 10.11 CSTR space time 176 10.12 Activation energy of the pseudo-reaction 177 10.13 Ash and vitrified material discharge 179 10.14 Coupling of CO2 emissions to the plasma plant 181 10.15 References 183
Appendices 10.1 to 10.3 184

iv
11. WRAPPING IT ALL UP: RESEARCH AND PROCESS DEVELOPMENT PLAN 205
11.1 Research facility 206 11.1.1 Plasma pilot plant and laboratory 206 11.1.2 Laboratory services 207 11.1.3 Research funding through a foundation 208 11.2 Demonstration plant 208 11.2.1 Basis of design 209 11.2.2 Process description 209 11.2.3 Process flow diagram (PFD) and Equipment list 210 11.2.4 Plot plan and layout 211 11.3 Uses of syngas 211 11.4 Preliminary economics to continue the research 212 11.4.1 PyroPlasma Lab 212 11.4.2 Demonstration plant 213
Appendices 11.1 to 11.3 214
12. CONCLUSIONS 223
12.1 Starting points validity confirmation 223 12.2 Experimentation and research findings 223 12.3 Avenues to continue the research and develop a plant 224

List of Figures
Chapter 2: Waste Reduction and Characterisation 11
Figure 1. MSW in Italy 12 Figure 2. Material flow of waste in Switzerland 13 Figure 3. Waste to Swiss incinerators 14
Chapter 3: Traditional Incineration 25
Figure 1. Low Heating Value and constituents feed composition 26 Figure 2. Calculation of adiabatic temperature for two cases 27 Figure 3. Explanatory combustion diagram 28 Figure 4. Power conversion typical yield, input basis = 100 28 Figure 5. Incineration plant block diagram 29 Figure 6. Grate incineration/boiler conceptual layout 30 Figure 7. Scheme of bubbling and circulating fluidised beds Incineration 32 Figure 8. Conceptual rendering of a rotary kiln 34
Chapter 4: Alternative Thermal Processes 37
Figure 1. Scheme for ThermoselectTM 40 Figure 2. Conceptual scheme for Romelt furnace 42
Chapter 6: Low Pressure CO2 Absorption from Flue Gas 51
Figure 1. Amine mole to weight concentrations 52 Figure 2. CO2 Absorption with different amine combinations 55 Figure 3. Amine absorption scheme 57 Figure 4. Cryogenic absorption scheme 60 Figure 5. Appendix 6 Simulator run scheme and balance of the preferred amine case 68

vi Figure 6. Appendix 6 Simulator run scheme and balance of the cryogenic case 70
Chapter 8: Approach of Waste to H2 and CO in a Plasma Reactor 105
Figure 1. Usable Energy referred to 1 kg input of waste 106 Figure 2. Block diagram of the conventional incineration plus the added section that concentrates and converts CO2 to syngas 112
Chapter 9: Thermochemistry and Test Preparatory Calculations 115
Figure 1. Syngas from PVC: Energy from different O2 supplier 119 Figure 2. Syngas from PVC: Feed (O2, H2O, CO2) and H2/CO ratios 119 Figure 3. Syngas from Mix: Energy from different O2 supplier 119 Figure 4. Syngas from Mix: Feed (O2, H2O, CO2) and H2/CO ratios 120 Figure 5. Syngas versus feed energy on a triangular diagram for O2 supply 120 Figure 6. Energy of syngas from PVC and PE, orthogonal plot 121 Figure 7. Syngas from PVC: energy from different O2 supply with kW, P.Ox. & losses 125 Figure 8. PVC Syngas: Feed (O2, H2O, CO2) and H2/CO ratios with kW, P.Ox & losses 125 Figure 9. Syngas from Mix: Energy from different O2 supply with kW, P.Ox. & losses 126 Figure 10. Mix syngas, (O2, H2O, CO2) feed and H2/CO ratios with kW, P.Ox. & losses 126 Figure 11. Kp(T) of representative and water shift reactions 128 Figure 12. Carbon conversion referred to temperature and carbon ratios with Kp(x,T). 128 Figures --. Appendix 9.1, Details of calculated charts and tables 131-134 Figures --. Appendix 9.4, Details of calculated charts and tables 136-153 Figures --. Appendix 9.5, Details of calculated charts and tables 154-157

List of Figures vii
Chapter 10: Pilot Test Reporting and Discussion of Results 159
Figure 1. Block diagram 159 Figure 2. Fluff as it was made available 160 Figure 3. Fluff after fine shredding 161 Figure 4. PEMTM Conceptual Scheme 162 Figure 5. Hot section of the IET Plasma Pilot Plant 163 Figure 6. Main streams and energy flows 165 Figure 7. Cullet and inorganic materials leaving the reactor 168 Figure 8. Syngas generation 169 Figure 9. Offgas generation 170 Figure 10. Oct 6, trial 1 171 Figure 11. Oct 6, trial 5 171 Figure 12. k(T) and activation constant determination 177 Figure 13. Possible reuse products from poured glass 180 Figures --. Appendix10.2, Tables and figures of 13 trial tests. 187-201

..

List of Tables Chapter 1: Solid Waste Generation 1
Table 1. Municipal waste typical characterization 2 Table 2. Municipal waste production in Italy 3 Table 3. Special waste in Italy 4 Table 4. Differentiated waste collection by macro-areas in Italy 6 Chapter 2: Waste Reduction and Characterisation 11
Table 1. Municipal waste management in the European Union 13 Table 2. MSW classification from referenced sources 15 Table 3. MSW composition and LHV from urban areas 15 Table 4. Comparison of reported and calculated LHV 17 Table 5. Base data for the waste simulation 18 Table 6. 30% differentiation, 2600 kcal/kg 19 Table 7. 30% differentiation, 1880 kcal/kg 19 Table 8. 40% differentiation, 3000 kcal/kg 19 Table 9. 35% differentiation, 2500 kcal/kg 21 Table 10. Upfront separation for RDF, 4000 kcal/kg 21 Table 11. Fluff average constituents (wt-%) 22 Table 12. Fluff average composition (wt-%) 23
Chapter 3: Traditional incineration 25
Table 1. Municipal waste material flows 25 Chapter 6: Low Pressure CO2 Absorption from Flue Gas 51
Table 1. CO2/Acqueous amine reactions 53 Table 2. List of primary equipment in the absorption scheme 58

x Table 3. Appendix 6: Summary table of various amine absorption trials 64 Table 4. Appendix 6: Simulator report tables for the amine case 71 Chapter 7: Plasma and CO2 Reforming Possibility to Generate Syngas 91
Table 1. Plasma conductivity compared to copper 92 Chapter 8: Approach of Waste to H2 and CO in a Plasma Reactor 105
Table 1. Thermodynamic reaction parameters. 107 Table 2. Potential use from the reactions. 109 Table 3. Comparison in MWh (1 t/h waste incineration @ 3500 kcal/kg yields ≈ 1 MWh) 110 Chapter 9: Thermochemistry and Test Preparatory Calculations 115
Table 1. Fluff average constituents (wt-%) . 116 Table 2. Elemental composition used for simulation (wt-%). 117 Table 3. Typical model reactions for ∆Hi 117 Table 4. Heating values shown on the orthogonal plot 121 Table 5. Estimate of heat losses 122 Table 6. P.Ox. extra requirement of PVC for sensible heat and losses 123 Table 7. P.Ox. extra requirement of PVC for sensible heat and losses less DC power 123 Table 8. Cumulative reaction advancement and water gas shift 127 Table 9. Testing operating range 129 Tables --. Appendix 9.: Details of calculated charts and tables 131-134 Table A9.2. Appendix 9.: Conversion with sensible heat, no losses 135 Table A9.3. Appendix 9.3: Conversion with sensible heat, no losses + DC 135 Tables --. Appendix 9.4: Details of calculated charts and tables 136-153 Tables --. Appendix 9.5, Details of calculated charts and tables 154-157

List of Tables xi
Chapter 10: Pilot Test Reporting and Discussion of Results 159
Table 1. Main streams and energy flows, heat and material balance 165 Table 2. Analysis of solids 167 Table 3. Cullet glass composition 167 Table 4. Main data pertinent to October 6th experimentation 170 Table 5. Electric power input vs. H2O and CO2 feed ratios 172 Table 6. Abatement of CO2 173 Table 7. Average feed wt-ratios and temperatures in the reactor and TRC 175 Table 8. Cumulative stoichiometry and ∆H of reaction @ 1300°C 178 Table 9. Ash constituents (wt-%) 179 Table 10. UNI 10802_2002 limits and analysed leachate from residual glass 180 Table --. Appendix 10.1, Inorganic materials balance 183 Table --. Appendix 10.2, T61 test data extract 184 Tables --. Appendix10.2, Tables and figures of 13 trial tests 187-201 Tables --. Appendix10.3, Carbon balance @ 41 wt-% 202 Tables --. Appendix10.3, Carbon balance @ 54 wt-% 203 Chapter 11: Wrapping it all up: Research and Process Development 205
Table 1. Appendix 11.1, Process book index 215-217 Table 2. Appendix 11.2, Income Statement: Pyro Plasma Lab Foundation 218 Table 3. Appendix 11.3, Income Statement: Demonstration Plant 219-222

..

Abstract Motivazione del lavoro
L’idea di questa ricerca iniziò col mio precedente impiego nell’incenerimento dei rifiuti, in cui si trattano enormi e crescenti quantità di rifiuti, remunerati dal conferimento degli stessi all’impianto (tariffa o tipping fee), ed al tempo stesso mi chiedevo come potesse essere ridotta l’emissione di anidride carbonica che per questo tipo di impianti, e per le combustioni industriali in genere, assume portate di grande rilievo. Qualora lo smaltimento dei rifiuti, ancorché tossici, e la riduzione dell’emissione di CO2 potessero avvenire o essere sfruttati con operazioni simultanee, o comunque una operazione potesse supportare ed integrarsi alla seconda, ne risulterebbe un accresciuto vantaggio ambientale, auspicabilmente sostenibile. Le mie considerazioni non avrebbero studiato, né ambìto a qualificarsi per un contesto ecologico quantificabile in bilanci o soluzioni dell’ecosistema planetario, ben altri studi interdisciplinari relazionano l’importanza dell’anidride carbonica all’effetto serra. Stabilita comunque l’esistenza grande o presunta del problema, da ingegnere chimico mi interessava come eventualmente ridurre le emissioni. L’attualità di una prossima tassazione sulle emissioni (carbon tax) era inoltre un incentivo per trovare possibili metodi ed applicazioni della ricerca. Va inoltre aggiunto che tutti gli incenerimenti di rifiuti mirano al recupero termico ed alla produzione di energia elettrica, energia che viene venduta a tariffe agevolate, premianti in Italia, motivo che induce interessi ancor più forti a “bruciare rifiuti” e ad aumentare quindi le emissioni di anidride carbonica.
L’anidride carbonica emessa con i fumi (trattati) è circa in ragione del 10% in volume, diluita in una pari percentuale di umidità e di ossigeno in eccesso ed il resto costituito da azoto. La compressione di tali gas, emessi in volumi enormi, costituisce un problema di costo e non è automatico dedurre che i fumi verranno smaltiti in cavità sotterranee o profondità marine in modo che l’anidride carbonica resti intrappolata e gradualmente reagisca od evolva verso futuri equilibri ambientali. E’ dunque interessante porsi il problema di assorbire e concentrare la CO2 a basse pressioni, e rimane poi da chiedersi come si possa convertire o fissare il gas per farne qualcosa di conveniente o utile, a costi economicamente sostenibili per una dimensione industriale.
Operando in un settore mirato a risolvere una problematica ecologica, era altresì necessario porsi il problema che qualsiasi soluzione o processo risolutivo non fosse per così dire “unfriendly” da generare altri e nuovi problemi ambientali, per esempio la generazione di gas tossici o sostanze o metalli dilavabili in acque o nel sottosuolo. La considerazione, a rigore banale, verrà meglio compresa quando si proporrà di convertire la CO2 a spese di un rifiuto tossico di matrice organica, che solo organico non è, e contiene quindi metalli, cloro e sostanze eterogenee di vario tipo.
Obiettivi e modalità
Visti i presupposti e le motivazioni descritte, era imprescindibile analizzare macchine e processi correntemente in uso e pubblicazioni che almeno sul piano scientifico, sono da considerare di frontiera, giustificabili da un punto di vista teorico e speculativo, ancora non applicate o sperimentali dal punto di vista realizzativo. Non si doveva sottovalutare l’aspetto applicativo e tecnologico perché la dimensione dei problemi è tale che piccoli impianti non attraggono alcun interesse e rimangono confinati a pubblicazioni pur validissime di uso accademico. Era giocoforza chiedersi se processi esistenti (varie tipologie di incenerimento e di assorbimento rigenerativo del gas) potevano rispondere ai quesiti iniziali e la risposta è stata solo parzialmente affermativa. Sotto l’aspetto teorico, anche la modifica di processi esistenti avrebbe comportato un sostanziale re-design o problemi impiantistici nuovi. La mia analisi iniziale e

A/2 Relazione Finale sull’Attività di Tesi per il Collegio dei Docenti Rev.1
ricerca bibliografica sono state inevitabilmente diluite nell’apprendere e tentare possibilità esistenti, poi abbandonate, e di caratterizzare i solidi eterogenei di partenza, sia per capire come poterli trattare ma anche per poterli rendere maneggiabili, alimentati e fruibili in modo affidabile per un sistema continuo. In estrema sintesi, il contenuto di carbonio ed il calcolo empirico del potere calorifico sono stati eletti a caratterizzazione del rifiuto solido per i riferimenti successivi. La possibile formazione di diossine, a causa di forte contenuto di cloro, precursori aromatici e superfici catalizzanti è stata valutata per concludere l’opportunità di parcellizzare lo scambio termico solo ad alta temperatura, fuori dalla finestra di temperature di formazione delle stesse. In tal senso, i primi capitoli della tesi sono speculativi e mirati a definire problematiche e fattibilità del processo che viene successivamente sperimentato. Il metodo procede per argomenti e gradi di complessità progressivi, una cinematica che risponde in modo veritiero all’affinamento per approssimazioni successive che ho seguito anche per i metodi previsionali di calcolo, completati alla fine con un simulatore termochimico per le reazioni e simulatori di processo per la parte di assorbimento della CO2.
Per convertire la CO2, molecola molto stabile, e riformarla a CO, vengono generalmente usati processi catalitici, cosa che ho subito escluso nell’ottica di voler partire da rifiuti solidi, la cui disomogeneità e contaminazione sono molto elevate. La scelta sarebbe dunque diventata possibile con un reattore ad alta temperatura, in modo da spostare la conversione verso il CO, limitando o controllando la formazione di nerofumo. Oltre trenta società al mondo, per non parlare di laboratori di ricerca, hanno o tentano di commercializzare processi al plasma, per le applicazioni più svariate, ma nessuna pubblicizza il dry reforming di sostanze organiche. La cosa forse non interessava, è costosa o comunque non erano ancora maturi i tempi per occuparsi della conversione della CO2.
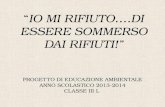
Usable Energy referred to 1 kg input of waste (do not scale) Energy input
WasteIncineration
1 kg Waste3500 kcal/kg
Waste Plasma4876
El. Power700 kcal/kg
El. Power1074 kcal/kgEl. Power
975 kcal/kg
CO2 CO2
Plasma onflue gas 5371
CO2112
CO9598
H21432
H2315
Plus Carbon7800 kcal/kg
Plasma +carbon 13501
El. Power2700 kcal/kg
La prima analisi termochimica ha preso in considerazione il confronto di 3 casi con l’incenerimento di rifiuti: trattamento al plasma su rifiuto tal quale, l’uso del plasma solo sui gas ed infine l’integrazione dell’incenerimento con il trattamento al plasma del gas più una fonte di carbonio (riquadri verdi). In questo modo si è evidenziata la possibilità di ottenere energia chimica (CO + H2, curve viola) ed energia elettrica (curva nera) crescenti, sia pure a spese di materiale organico da smaltire (curva energetica nera superiore). Dopo aver analizzato ed escluso forme di processo esistenti, l’obiettivo più cogente e curioso da risolvere era quello se un reattore al plasma non avesse richiesto dispendi energetici tali da giudicarlo improponibile. Si è quindi affrontata la possibilità di convertire i gas di combustione prodotti da un incenerimento

“Hydrogen from Waste and CO2 Sequestration” A/3
Rev. 1
convenzionale (avevamo già studiato ed escluso di agire sui rifiuti tal quali) in un reattore al plasma, alimentato a sua volta da una matrice organica, o per meglio dire da altri rifiuti (ancorché tossici o plastiche) con contenuto di carbonio nell’intorno del 50% ponderale. Oltre alla validità di acquisire familiarità e sensibilità con l’ordine delle grandezze in gioco, i calcoli basati su consumi e recuperi energetici da letteratura hanno consentito di stabilire che il processo tandem è fattibile e di questo abbiamo ampiamente pubblicato il confronto con l’incenerimento tradizionale. In tal caso, la primissima critica che fu fatta al reattore all’arco elettrico è che i consumi sono elevati perché lo si raffronta all’energia netta che se ne può ricavare (elettrica e/o termica).
La forza del nostro argomento non era ovviamente in disaccordo con questa posizione, ma la validità di dimostrare che la conversione è fattibile e che l’energia nobile che se ne può ricavare supera il 50% se si ragiona in termini di energia chimica, cioè uso anziché combustione di H2 e di CO, ricavati da rifiuti e non diversamente ottenibili dall’incenerimento convenzionale.
Dimostrata a noi stessi la fattibilità, bisognava studiare la “macchina” ed in soccorso ci è venuta la Integrated Environmental Technology (IET) americana, che interessata a proporre impianti in Italia e disponibile a sperimentare il dry reforming da me proposto sul loro impianto pilota, mi ha aperto strade insperate se avessimo voluto e potuto realizzare l’impianto siffatto all’interno dell’Ateneo. Tempi e costi realizzativi, manodopera e costi operativi ci sono stati messi a disposizione gratuitamente ed abbiamo deciso di sperimentare con CO2 pura e con residuo di frantumazione di auto (ASR o fluff), sperando che alcuni imprenditori italiani avrebbero poi aderito a realizzare un impianto modulare in Italia. E’ comprensibile come IET avesse già un modello di calcolo e di controllo del reattore, ma per non entrare in conflittualità di segretezza e per testare gli assunti iniziali, ho preferito sviluppare un modello autonomo durante la fase di programmazione, prima di avviare la sperimentazione.
Sostanzialmente il modello ipotizza di superare in modo autotermico le temperature termodinamiche di equilibrio per la conversione a CO ed H2 e di convertire una parte del rifiuto

A/4 Relazione Finale sull’Attività di Tesi per il Collegio dei Docenti Rev.1
per ossidazione parziale a CO, in tal modo si riducono i consumi elettrici dell’arco e si compensano le notevoli dissipazioni di calore, che in qualsiasi impianto pilota, corredato di decine di bocchelli, strumenti e variazioni di flusso non ottiene l’efficienza e l’isolamento di un impianto continuo industriale. Data l’eterogeneità del rifiuto, si sono ipotizzate delle composizioni di costituenti fittizi (PVC, PE, polistirene, gomma), in rapporti tali da ottenere la composizione elementare media analizzata nel rifiuto vero. A reagire con il carbonio sono stati considerati ossigeno, per l’ossidazione parziale, acqua per conversione a idrogeno (steam reforming) e CO2 per la conversione del gas inizialmente voluta (dry reforming). L’esempio sottoriportato è limitato al caso del PVC ed il mix finale di calcolo è dettagliato nella tesi.
Ovviamente la sostituibilità d’impiego dell’ossigeno “usato” sposta calcoli e condizioni
operative verso diversi consumi e qualità del gas di sintesi prodotto. In tal modo è stato calcolato il rapporto dei reagenti O/C, H2O/C, CO2/C e l’energia elettrica necessaria per le reazioni del modello. Si sono pertanto definiti dei parametri operativi da sperimentare e da verificare con la composizione dei gas uscente dal reattore pilota. Rimanendo sui calcoli del materiale e dei gas era necessario prevedere la possibile formazione di nerofumo e verificare sul campo che tale quantitativo fosse riciclabile al reattore e non costituisse, in quantità e qualità, un deterrente per l’eventuale caldaia a recupero da posizionare tra l’uscita del reattore ed il quenching/trattamento dei gas prodotti. Per non diluirsi in eccessivi dettagli, il trattamento gas, ampiamente sperimentato per altri tipi di alimentazione allo stesso impianto pilota (ad esempio per PCB e rifiuti farmaceutici), è stato ignorato nel lavoro relativo alla tesi. Sono invece stati oggetto di ulteriore analisi sul campo tanto il modo più sicuro per alimentare in continuo i materiali solidi quanto l’analisi del dilavamento delle scorie vetrificate scaricate dal reattore.

“Hydrogen from Waste and CO2 Sequestration” A/5
Rev. 1
E’ altresì peculiarità del reattore prescelto che inerti e sostanze non gassificate vengano inglobate in una matrice vetrosa che si forma da silicati e inorganici alimentati ma soprattutto dall’aggiunta di vetro (rottame di vetro, glass cullet) al reattore per i vantaggi descritti nella tesi.La sperimentazione programmata si è preposta dunque di verificare la possibilità di alimentare in continuo il fluff, ottenere quantità significative di CO e di H2, avere un riscontro sulle proprietà di dilavamento del residuo vetrificato, raccogliere dati su ceneri e carbon black ottenuti, in modo da validare le ipotesi ed avere dati operativi utili per l’eventuale scale-up dell’impianto. Risultati, discussione
Prima di trattare della sperimentazione sull’impianto pilota al plasma, conviene riassumere il Capitolo 6 della Tesi in cui si discute della fattibilità di assorbire l’anidride carbonica dai fumi di combustione, tramite un processo rigenerativo amminico a bassa pressione.
La scelta dell’ammina è ricaduta sulla MDEA con abbondante rapporto d’acqua (10:1 molare), di per sé termicamente sfavorevole ma tale da assicurare basse perdite di assorbente senza ricorrere a post-trattamenti di recupero. La MEA avrebbe presentato maggiore reattività ma perdite superiori, tanto nell’assorbitore, quanto nel rigeneratore. Temperatura, pressione e rapporto acqua/assorbente sono stati calcolati, a convergenza, con tre diversi simulatori di processo (C=Chemcad, P=ProII, H=Hysys). Non potendo infatti sperimentare anche questa sezione di impianto ho preferito arrivare ad un compromesso condivisibile da più simulatori. Il processo di assorbimento con reazione non garantirebbe necessariamente la convergenza dei simulatori per condizioni operative arbitrarie, e bisognerebbe modificare i parametri di assorbimento (Hatta’s enhancement factors) con dati sperimentali o già testati per simulazioni analoghe. Per il mio scopo è stato sufficiente raggiungere risultati ottenibili con sistemi diversi ed il risultato finale è stato quello di poter assorbire a 1.2 bar circa 63% dell’anidride carbonica entrante, senza cioè ricorrere a gravose compressioni del gas per lavorare in colonne in pressione. Nel diagramma riportato, il diametro ed il numero in alto della bolla indica il grado di assorbimento dell’assorbente costituito dal rapporto acqua/ammina caratterizzato dal centro della bolla. Ciascuna bolla riporta una lettera (C, H, P) che evidenzia il simulatore usato e la temperatura di testa dell’assorbitore, correlabile alla volatilità ed al quantitativo di ammina che si perderebbe. Risulta altresì evidente che l’uso di meno acqua aumenta la tonalità dell’assorbimento e le perdite di ammina, ma ottiene risparmi sul bilancio termico del sistema.

A/6 Relazione Finale sull’Attività di Tesi per il Collegio dei Docenti Rev.1
Analoghe considerazioni si applicano all’uso di quantità diverse di ammina, da cui la necessità di ottimizzare le scelte operative.
Un separatore d’acqua (apparecchio 4), posto dopo la compressione e raffreddamento del gas grezzo ed un cooler-flash-condenser (apparecchi 6, 7) con riciclo della MDEA sono stati introdotti allo schema classico di lavaggio amminico, sempre allo scopo di migliorare l’operatività del sistema e ridurre le perdite. Il risultato è migliorabile, per esempio anche attraverso l’uso di ammine miste, ma bastava qui dimostrare che forti compressioni (dai 7 ai 20 bar) possono essere evitate. Quanto al risparmio dell’eventuale carbon tax, in questo caso non sarebbe totale, ma pur sempre significativo, anche per l’assorbimento parziale detto. La stima preliminare del costo di investimento del sistema alcanolamminico e dei costi di esercizio, ha permesso di calcolare che il sistema si ripagherebbe in due anni di esercizio, ovviamente se la CO2 è poi convertita e se la carbon tax (ancora inesistente) avrà una monetizzazione del tipo ipotizzato (Tesi: Cap. 6, Para. 6) confrontabile col valore dei cosiddetti “Certificati Verdi”.
Veniamo ora alle prove sperimentali sul reattore al plasma. La sperimentazione condotta dopo aver stabilizzato il sistema è avvenuta nell’arco di tredici campagne di prove, rilevando i dati e le misure sia manualmente che tramite il DCS dell’impianto. Il solido è stato alimentato a circa 6 kg/h costanti mentre il rapporto O/C, H2O/C, CO2/C è variato come dal diagramma riassuntivo a bolle, per ottenere la conversione riportata nel seguito in due test tipici (Run #1 e Run #5). Ogni bolla rappresenta la frequenza di ottenimento della concentrazione media molare per H2 e CO, con il rapporto operativo di H2O e/o CO2 indicato. Nelle misurazioni, il gas prodotto è fortemente diluito dall’azoto iniettato per il quenching dei gas a valle del reattore; mentre le concentrazioni ottenute di H2 e di CO, riferite al secco, sono rispettivamente del 45 e 55 vol-%.
Syngas across all trials
1920
1861
7.009.00
11.0013.0015.0017.0019.0021.0023.0025.00
0 1 2 3 4 5 6 7 8 9 10CO2/C ratio: 1 to 4 = .2, .45, 1, 1.5
H2O/C ratio: 5 to 9 = .3, .45, 1, 1.5, 1.8(overlapping ratios at points 3 to 6)
Vol-%
avg
com
posi
tion
H2
CO
Offgas generated in 13 trials(Pure syngas basis: CO = 55.3 vol-% and H2 = 44.7 vol-%)
vol-% Avg; 54.1
vol-% Avg; 16.1
vol-% Avg; 10.3
vol-% Avg; 19.6
COCO2H2N2

“Hydrogen from Waste and CO2 Sequestration” A/7
Rev. 1
Negli Stati Uniti il costo di ossigeno ed elettricità sono comparabili e non si è potuto testarne l’assoluta equivalenza in termini di apporto energetico per l’impossibilità di superare la potenza installata di 14 kW. Questo ha limitato il campo di sperimentazione simultanea con H2O e CO2; ma si è comunque stabilita la necessità di alimentare vapore per contenere la formazione di carbon black al 5%, nerofumo che estratto dai filtri a manica può essere riciclato al reattore. L’iniezione di vapore ha pure il pregio di produrre più idrogeno e di costituire un volano termico per propria capacità termica e reazione di shift. Per alimentazione costante di solido (era troppo gravoso ed erratico cambiare e stabilizzare la portata del materiale) il valore medio di ossigeno e di acqua è stato pari a circa 2/3 del contenuto di carbonio, mentre la CO2 convertita è stata di circa 3 kg/kg fluff. Ragionando in termini di conversione della CO2, si riporta la tabella estratta dalle prove e si vede che circa il 90% dell’anidride carbonica viene convertita (riga c-g), con un vantaggio sensibile rispetto all’emissione della stessa ed alla trasformazione del carbonio del rifiuto in CO2, qualora questo potesse venire bruciato. Nella tabella sottoriportata le righe si riferiscono a tests diversi, tutti i test hanno avuto la portata di ossigeno (0.03 #mol) alimentazione e potenza elettrica costanti. Le altre variabili erano vapore ed anidride carbonica in entrata (righe c e c’) mentre la combustione parziale per generare calore/CO è stata della stessa entità. Per convertire più CO2 nella riga c’ avremmo dovuto aumentare ossigeno o potenza elettrica. Il carbonio entrante (C + elettrodi + CO2) si ritrova come CO2, CO e frazione carbon black residua.
A B B-A Abatement of CO2
C CO2 CO2 CO2 Diff.#mol in # #mol in # #mol out # # combustion
0.4717 5.66 0 0 0.133 5.870 20.753 14.883g 0.4717 5.66 0 0 0.159 6.980 20.753 13.773c 0.4717 5.66 0.1 4.4 0.169 7.445 25.153 17.709 70%
c-g 0.464 11% 3.9360.4717 5.66 0 0 0.145 6.379 20.753 14.375
g' 0.4717 5.66 0 0 0.158 6.936 20.753 13.818c' 0.4717 5.66 0.2 8.8 0.211 9.297 29.553 20.256 69%
c'-g' 2.362 27% 6.438
#mol entranti
Test H2O O2 CO2 T61 .12 .03 - riga sopra g T63 .37 .03 - riga g T66 .03 .03 .1 riga c T62 .27 .03 - riga sopra g’ T64 .53 .03 - riga g’ T65 .26 .03 .2 riga c’
In termini di bilancio termico e di materia, la figura sottoriportata evidenzia che il processo non sarebbe certamente efficiente se si ragionasse in termini di incenerimento (cosa peraltro vietata per il fluff) ma considerando i recuperi energetici ed il valore intrinseco ottenibile dall’uso di H2 e CO, l’efficienza diventa molto superiore nel rispetto degli obiettivi iniziali, cioè la termodistruzione sicura e la riduzione delle emissioni di CO2. Riferendoci al bilancio del reattore pilota, la colonna 1 di sinistra riporta i valori che caratterizzerebbero il solo ed eventuale incenerimento: tramutando la sostanza incenerita in energia equivalente, si otterrebbero 2.05 KW elettrici (20%). Lo stesso rifiuto, richiede ulteriore energia per fare il reforming al plasma e pensando di recuperare termicamente ed elettricamente energia, saremmo ancora a valori bassi, 8.19 kW (marcati in rosso nelle colonne 7 ed 8) contro i 24.56 immessi (33%). La bontà del processo non va dunque ricercata quale metodo per trasformare energia o

A/8 Relazione Finale sull’Attività di Tesi per il Collegio dei Docenti Rev.1
produrre energia elettrica tramite un ciclo termico, ma si misura sull’uso “chimico” del syngas e sulla validità di inertizzare sostanze tossiche diversamente inutilizzabili, oltre alla capacità di convertire CO2, anziché immetterla nell’atmosfera. Per un confronto diretto, il riquadro azzurro, elenca la scala di energia immessa e fruibile dal processo.
Per mostrare la qualità del gas prodotto (ordinata di sinistra), in funzione delle variabili operative (ordinata di destra), vengono riportati i risultati di 2 test tipici. Il test #1 non alimenta
Oct 6, Run # 1Plenum T=1080°C, PEM T=820°C, TRC T= 1050°C, DC Feed = 14 kW
20.2%
11.5 %
0.3 %
18.2%
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0
11.0
4.00
11.0
4.30
11.0
5.00
11.0
5.30
11.0
6.00
11.0
6.30
11.0
7.00
11.0
7.30
11.0
8.00
11.0
8.30
11.0
9.00
11.0
9.30
11.1
0.00
11.1
0.30
11.1
1.00
11.1
1.30
11.1
2.00
11.1
2.30
11.1
3.00
11.1
3.30
11.1
4.00
11.1
4.30
11.1
5.00
11.1
5.30
11.1
6.00
11.1
6.30
11.1
7.00
11.1
7.30
11.1
8.00
11.1
8.30
11.1
9.00
11.1
9.30
Solar time
Vol-%
, syn
gas
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
1.80
2.00
Wt-R
atio
s
COCO2CH4H2CO/(CO+CO2)H2O/CCO2/C (n.a.)O2/CPolinom. H2Polinom. COPolinom. CO2

“Hydrogen from Waste and CO2 Sequestration” A/9
Rev. 1
CO2 ma realizza una conversione con solo vapore. A costanza di rifiuti solidi alimentati (circa 6 kg/h) e di energia elettrica (14 kW), l’alimentazione di ossigeno è per entrambi i casi di circa 1.7 O2/C ponderale. Il test #5 evidenzia un valore di H2O/C superiore (0.8) ed un’immissione di CO2/C pari a 1.4 ponderale, ottenendo percentuali di CO di oltre 3 punti più alte rispetto al test #1. Le fluttuazioni della qualità del syngas sono essenzialmente da attribuire all’alimentazione della coclea e del materiale eterogeneo; tramite interpolazione polinomiale delle curve si evidenzia l’andamento omotetico della generazione di H2 e CO: in corrispondenza a picchi di prodotto, si osservano gli avallamenti della curva della CO2.
Oct 6, Run # 5Plenum T=1065°C, PEM T=807°C, TRC T= 1115°C, DC Feed = 14 kW
24.7%
0.3 %
18.5%
15.7
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0
22.0
24.0
26.0
12.5
0.00
12.5
0.40
12.5
1.20
12.5
2.00
12.5
2.40
12.5
3.20
12.5
4.00
12.5
4.40
12.5
5.20
12.5
6.00
12.5
6.40
12.5
7.20
12.5
8.00
12.5
8.40
12.5
9.20
13.0
0.00
13.0
0.40
13.0
1.20
13.0
2.00
13.0
2.40
13.0
3.20
13.0
4.00
13.0
4.40
13.0
5.20
13.0
6.00
13.0
6.40
13.0
7.20
13.0
8.00
13.0
8.40
13.0
9.20
13.1
0.00
13.1
0.40
Solar time
Vol-%
, syn
gas
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
1.80
Wt-R
atio
s
COCO2CH4H2CO/(CO+CO2)H2O/CCO2/CO2/CPolinom. H2Polinom. COPolinom. CO2
%
Le ceneri ottenute sono state inferiori all’8% ponderale, anch’esse possono essere
riciclate e inglobate nel solido vetrificato, che per l’aggiunta di rottame di vetro è risultato di circa 10% del fluff caricato. Il materiale vetrificato presenta caratteristiche di dilavamento compatibili con le norme US EPA/TCLP ed UNI 10802/2002, è pertanto ipotizzabile che il materiale possa essere usato come riempitivo da costruzione, o nel peggiore dei casi, è smaltibile in maniera compatta e sicura. Dal punto di vista cinetico non ci si attendevano sorprese, data l’elevata temperatura e la turbolenza nella zona di reazione. Il calcolo a posteriori basato su prove avvenute a temperature controllate hanno permesso di determinare l’ordine della pseudo-reazione ed una energia di attivazione di regime chimico, mentre il calcolo della velocità spaziale ha dato un tempo di permanenza nel reattore di poco superiore al secondo, compatibile con le reazioni di cracking termico. Nel bilancio globale il consumo medio di corrente continua all’arco è stato di 1.1 kW/kg di fluff e ci si attende che un impianto di grande scala avrà meno dissipazioni termiche, un’alimentazione pressoché costante del solido ed un’efficienza migliore.

A/10 Relazione Finale sull’Attività di Tesi per il Collegio dei Docenti Rev.1
Conclusioni
I risultati della ricerca illustrati vengono dettagliati nel Capitolo 10 della Tesi. Fondamentalmente si è ottenuta la riprova che materiale eterogeneo, tipo rifiuti solidi, può essere inertizzato e gassificato in un reattore al plasma autotermico, alimentato con anidride carbonica recuperata da fumi di combustione di un impianto congiunto. Le reazioni portano alla produzione di gas di sintesi la cui qualità può essere ottimale per celle a combustibile, per separare idrogeno e/o per usarlo quale materia prima per sintesi chimiche. Sintesi di trasformazione potrebbero essere alcoli, aldeidi, colle, plastiche, combustibili Fisher Tropsch per esempio. I casi applicativi specifici andranno studiati in relazione al rifiuto usato per produrre il gas di sintesi (specifiche del gas) ed ai processi a valle, verosimilmente catalitici, per assicurare compatibilità e protezione da avvelenamento. L’intero discorso può essere valorizzato in previsione di una tassa sulle emissioni e divieti più severi circa lo smaltimento in discarica; diversamente, il motore economico della ricerca perderebbe possibilità attuative.
Già con i risultati della sperimentazione pilota, si possono fissare le dimensioni impressionanti del problema reale. Emissioni da 100'000 Nm3/h, valore assolutamente modesto per un inceneritore, per un forno industriale o per una centrale di potenza, significano circa 20 t/h di CO2, che sulla base della nostra sperimentazione possiamo convertire con 27 t/h di fluff (circa 143'000 t/anno) per generare 1.5 t/h di H2 e 25 t/h di CO. Questo dimostra che l’eventuale accoppiamento tandem ad una qualsiasi applicazione esistente prospetta un notevole esercizio di scale- up. In mancanza di una carbon tax (varie fonti Europee stanno speculando su prossimi valori che dal 2007 verranno applicati tra i 40 ed i 100 Euro/t di CO2 rispetto alle eccedenze di quota assegnate), i calcoli e le ipotesi che abbiamo fatto si attestano attorno ai 75 Euro/t (Capitolo 6). Questo significa che per una portata di 20 t/h la penalizzazione sui fumi è di 20●75●24 = 36'000 Euro/giorno ed i processi meno efficienti dovranno essere ripensati per compensare la perdita di remuneratività. Il Capitolo 11 della Tesi affronta con il piano di sviluppo e due modelli economici la possibilità di continuare la ricerca in due direzioni parallele, integrabili e non mutuamente escludibili: una ricerca di tipo accademico e di servizi, da svolgere e fruibili attraverso l’Università, ed una ricerca applicata per arrivare ad un impianto modularizzato, dimostrativo. Alcuni industriali contattati sembrerebbero, almeno a parole, interessati ai risultati esposti e potrebbero essere pronti ad investire dopo aver visto un impianto esistente e funzionante, ma va detto di più. La scala dei problemi (60 miliardi di tonnellate annue di CO2, 6 milioni di tonnellate annue di fluff, tanto per fissare gli ordini di grandezza) è talmente grande che qualsiasi imprenditore pensa a grandi impianti, che non sono fattibili per rischio e per scale-up, se non per gradi e per miglioramenti successivi.
E’ ancora prematuro sperare in una realizzazione impiantistica a breve, ma per il momento mi rimane la vera soddisfazione di aver vissuto questa intensa avventura di studio e di avere avuto il supporto di vari docenti, tra cui il prof. Céntola ed il prof. Del Rosso. Ringrazio anche l’AIDIC che ha reso possibile la pubblicazione del mio libro, sostanzialmente codesta tesi di dottorato, Hydrogen from Waste and CO2 Sequestration, (ISBN 88-900775-9-X).
Da ultimo è doveroso riconoscere che solo l’interesse, la collaborazione ed il supporto gratuito della Integrated Environmental Technology hanno reso possibile la sperimentazione pilota di questa ricerca. Marco Tellini

HYDROGEN FROM WASTE
AND CO2 SEQUESTRATION
Marco Tellini
H2
CO

..

Introduction
The idea of this research started from my previous employment in waste incineration and when I wondered about means conducive to reduce carbon dioxide emissions. If the operations could be done simultaneously, or one at the expense of the destruction of waste, even toxic waste, the environmental advantage would be greater, perhaps economically sustainable. I started without direct aim, training nor specific knowledge on the measurable and definitive extent that CO2 bears for the greenhouse warming of our planet. The whole matter is far more complex and inter-disciplinary, but given the problem, I thought that it becomes a chemical engineering challenge to study methods to reduce or eliminate the emissions. The side issue of upcoming taxation on emissions (Carbon Tax) was also the incentive to find a possible application of the research.
A possibility that I considered was the feasibility of dry reforming organic matter with CO2 since I ignored the optimal conditions and existing equipment where such reaction could efficiently take place. I therefore started to scout possible furnaces and reactors, among which a conventional or modified incinerator could have merit. The initial analysis and bibliographic investigation was definitely diluted in learning and probing possibilities that were later abandoned, the dealing with heterogeneous solids evidenced handling difficulties, erratic characterisation and unreliable operation of the systems. To say the least, even the modification of existing processes would imply a redesign of the same and new engineering solutions. Types of organic waste exhibited characteristics unsuitable for use and the fact of having carbon dioxide dispersed in huge flue gas flowrates makes the CO2 sequestering attempt hard to apply in viable and economical terms for large and industrial installations. For these reasons, the first chapters of this dissertation can be seen as a wondering around to learn and condense what others have already studied or implemented. It is true that I learned by doing and spent a great amount of efforts in trying to accommodate existing technologies to my original scope. This gave me time and opportunities to study and re-analyse different notions and appreciate details that I had presumed to know, but that I actually learned when I studied them over and over and I made calculations to gain direct feeling with the numbers and the order of magnitude involved. The dissertation is written through progressive and thematic approach to the experimentation, prepared and reported under Chapters 9 and 10, and the sequencing shows how the work developed through the exclusion of a variety of alternatives. Some sections, that are found in Chapters 1, 2, 6, 7, 8 and 10, and the whole book which I published through AIDIC (ISBN 88-900775-9-X), have been laborious in their preparation because they were at that time singled out and considered for publication. Publishing became the tool for deeper investigation and critique by the referees; altogether, the exercise had the value for me to challenge, to discuss at conferences and to focus the subjects better, which was a gratifying and worthwhile learning practice.
To summarise the evolution of my research, I became progressively aware and discarded avenues of treatment by fine tuning the method and goals to be achieved. The first chapters of this work are speculative and aim to make the subsequent operating decisions. Feasibilities were tested first from the theoretical and economical point of view, until arriving at a preferred case to test. I ultimately

I-2
abandoned the various forms of waste incineration to treat CO2 with sources of organic carbon. After familiarising with empirical methods, in order to characterise the waste, I resorted to elect the heating value and the carbon composition as indicative parameters of any potential treatment. I realised that municipal solid waste, large and important feedstock as it may be, is not the optimal waste to use, at least not directly as it is. Automobile shredder residue, or “recycled” plastics, or heavy organic sludge could be better sources of carbon; medical waste itself is also a good candidate to process, which brings the collateral benefit of being well paid for processing, advantage that enables a faster repayment of the investment in a commercial plant.
Steam reforming of organic matter was planned to be partly substituted by dry reforming and I was intrigued from the start in developing a scheme to absorb CO2 at low pressure from flue gases (Chapter 6). The capture of CO2 from flue gases is in fact a crucial economic problem, it is a problem of concentrating the gas out of diluted and great streams of emissions. Once the gas is captured and compressed, it appears that most geophysicists have no concern on how the Earth will naturally neutralise it, but for me the advantage was to capture the gas at near atmospheric pressure and then find a possibility to use it or convert the CO2 at low pressure, avoiding thus heavy compression costs of the diluted emissions.
Upon obtaining the gas at suitable pressure and concentration, the issue becomes on how to treat it. Due to the combined use of heterogeneous waste, I excluded catalytic processes and the initial analysis of a plasma reactor feasibility encountered diffused skepticism. Indeed a plasma process can be highly energy intensive, but the external energy input can be reduced via autothermal consumption of part of the waste and by limiting its operating temperature to the necessary level for conversion. To that effect, I presented thermochemical calculations at the 2004 Pisa H2 Convention and when the syngas product is not burnt, the ultimate chemical energy, or usefulness, of the syngas compensates for the overall energy balance of a plasma processing.
The reactor was thus chosen to be a plasma reactor, which needed also to be safe and technologically reliable, resist to corrosion, erosion and thermal stress, aggravated by the use of waste of changing variety. Among all preliminary contacts and evaluations, I was blessed by the cooperation with Integrated Environmental Technologies (Richland, WA, USA), so that I could plan and execute the experimentation on their pilot unit. The quality of the syngas product demonstrated in line with pre-calculated predictions and is suitable for chemical use rather than burning the gas to produce electricity, operation that is widely spread and promoted in Italy and various Countries. The plasma brings several advantages in terms of destruction and non-formation of dioxins, it operates in reducing atmosphere and no air, so NOx are not formed, it generates safe and non leachable vitrified solids, compact enough to save on ultimate landfilling or reused as construction filler or inert material.
When dealing with waste thermal treatments there is also a variety of related technologies, for instance De-SOx and auxiliary plants, which are deliberately ignored to avoid unnecessary branching of the work and because they are less pertinent to the main theme of this research.

Introduction I-3
Last to be mentioned and yet no less important, finding resources external to the University took a considerable amount of time and documentation was prepared to promote and secure partners or sponsors for further research. The cooperation with other Universities was established, but no real investor has been found to date. The plan for possible later development is discussed under Chapter 11.
Hoping to assist in the reading of this thesis, the document is organised in four sections. The first section (Chapters 1 to 5) presents issues related to waste treatments and CO2 • Human and industrial activities generate waste (Chapter 1) • Waste is differentiated and reduced (Chapter 2) • Aside from the type of treatment, a percentage of waste is sent to incineration
(Chapter 3) • Alternative thermal destruction processes (Chapter 4) • Thermal processes open discussion concerning dioxins (Chapter 5) The second section (Chapters 6 to 8) develops reasoning and calculations for absorbing CO2 at near atmospheric pressure and the feasibility to reuse the gas by feeding it to a plasma process to make H2 and CO • CO2 absorption for dry reforming from flue gas at low pressure (Chapter 6) • Among treatment alternatives, plasma is a viable pathway from waste to hydrogen
and syngas, offering the potential saving of a “Carbon Tax” and greenhouse impact benefits (Chapters 7 to 8)
The third section (Chapters 9 and 10) is the preparation and the experimental work on the plasma reactor • Thermodynamic conceptual design of a new process (Chapter 9) • Pilot testing for the plasma core plant and results (Chapter 10) The fourth section (Chapters 11 and 12) is the preliminary plan to continue the research in two main directions and drafts the conclusion of this work • Experimental laboratory research and Demonstration plant (Chapter 11) • Conclusions (Chapter 12).

..

1 SOLID WASTE GENERATION
1.1 Human and Industrial Activities Generate Waste Waste is any substance, object, material derived from human activities or
natural cycles that is abandoned or destined to be abandoned. Intrinsic inefficiency of activities and ways of life end up generating a portion of waste, be it damaged materials and equipment, refuse, contaminated or deteriorated substances, out of norm or defective products and last, but not least, a number of throw-away items because people discard non fashionable, useless or no longer cared objects and materials. In less evolved economies, the tendency is generally to delay disposal as long as possible and to recover objects, pieces or materials to the maximum extent, generating also opportunities of work for lower skill labour or even skilled recovery craftsmanship.
The cost of labour and time, mass production, distributed spending power, fast technological substitution, marketing and taste that prevail in higher income economies have practically reduced selective recovery to the lowest level: an example is the duration and re-use of automobiles and parts in different Countries. This trend in the economic and social evolution generally disposes and dumps away in bulk, re-processes, recycles and recovers only what is utmost convenient, or easy, or dangerous to dispose. Industrial processing is more sophisticated in the sense that a process is born with a clear knowledge of waste and out of norm re-processing or inertisation, but even so, subtle convenience and regulated activities become the criteria to implement. Ultimately, without making an exaggerated generalisation, our economies dispose all that can be legally permitted and recover as little as regulations impose.
The subject of waste practically covers all areas of livelihood, production and decay. Waste disposal and treatment constitutes a general public interest and is therefore regulated to ensure welfare, hygiene, safety of inhabitants and preservation and protection of natural flora and fauna. Public regulation and planning are often short-seen as hindrance or delay to activities themselves, but with the increase of social awareness, take noise reduction for instance, they become everyone’s assurance for the future.1
We can have a broad classification into solid, gaseous and liquid waste, but we shall only deal with solid waste here. Liquid waste, mainly wastewater from all sources, is a separate subject that will only concern us for the solids and sludge separated from their treatment. Gaseous waste will also be ignored with the exception of considering the carbon dioxide conspicuous fraction that comes from combustion processes.
1.2 Solid Waste 1.2.1 Municipal waste
Since the seventies, it has been observed that there is a vast difference between the municipal waste quantity of industrialised economies and the waste of less developed Countries.
1 The general principles are found in ambient protection legislation, such as the Italian DPR 915/82, Art. 1.

2 Chapter 1
Data published in 2001 by Swiss statistics about OECD world indicators showed pro-capita annual production of waste at 380 kg in Italy, 450 kg in Switzerland, over 600 kg in USA and Canada, to list a few (Statistica Svizzera, 2001: pp. 20-23). The average waste production was about 500 kg/person-year in Europe. Figures and trends were confirmed by later sources: the trend is for a moderate increase which is however counterbalanced by the overall waste contraction due to higher recycling and differentiated collection. The waste is generally characterised by higher heating value, due to differentiated composition (vegetables and humid content separated from metals, glass, paper and plastics) and it is substantially increased by the amount of packing material (paper, plastic foils, bags and containers exceed 45 wt-% of the waste) that modern settlements generate. The issue of packing material is becoming a growing quantity and concern for its little or very slow decay features, the volume and the heating value of the plastic materials mainly. Rural and city settlements are also very different producers of waste. In the cities, paper, plastic and metals are approximately twice as relevant as their percentages referred to the countryside. An intuitive yet dramatic difference assessed by a French study was to indicate that 250 kg of packing were used in USA and 4 kg in Burundi (Atochem, 1990): their interest, at the time, was to pinpoint different packing consumptions, and we observe however that 4 kg of plastic uncontrolled dumping in a rural under-developed infrastructure constitute a progressive accumulation that, if unprepared to solve the problem, constitutes a relatively important environmental and ecological issue. Twenty years ago, the average Low Heating Value of municipal waste was around 2000 kcal/kg, today the LHV averages around 3500 kcal/kg which often imposes new technological means of treatment.2 According to several published data and national statistics often found as design basis for treatments of municipal waste, we can summarise reported figures (IRER, 2000: p. 11) in which the waste is typically characterised as per Table 1 below. Table 1: Municipal waste typical characterisationFractions wt-% min wt-% max wt-% avg Paper and cardboard 12 44.7 Textiles 1.4 9.4 Plastics 4.1 21.4 Metals 2.3 6.9 Organics 16.1 51.8 Inerts 3.4 16.5 Carbon 28.47 Nitrogen 0.68 Sulfur 0.49 Chlorine 2.07
The same figures are consistent with the November 2003 report published by
APAT, which also confirms their preliminary projections of 2002: incineration of waste is nationwide accounted for about 8.5 wt-%, with peaks of 18% in the North, where
2 Courtesy of Von Roll Environmental, Zürich -CH- about evolution of design data for air and water cooled grates incineration.

Solid Waste Generation 3
three Regions -Lombardia, Veneto and Emilia Romagna- incinerate over 70% of that (APAT, 2003: pp. 36, 51, 134). The quantity of waste produced in Italy is approaching 30 million tons per year with the broad classification reported in Table 2 below. Table 2: Municipal waste production in Italy North Centre South Waste production [t/y 106 ] 29 +3.3% +2.4% +0.3% Production pro-capita [kg/y] 514 557 454 in metropolitan areas [kg/y] 650 Differentiated prod. [t/y 106 ] 4.2 3.25 0.7 0.23 Differentiated prod. [%] 14.4 24.4 11.4 2.4 Paper [t/y 103 ] 1308 957 266 85 Organics [t/y 103 ] 1298 1073 173 47 Plastics(*) [t/y 103 ] 174.7 131.5 27.5 15.7 Glass [t/y 103 ] 759 609 106.7 43 Metals [t/y 103 ] 213 148 53 11
(*) the plastics introduced with packaging are about 750000 t/year
The Italian Environmental Ministry recently issued the waste management report referred to the year 2002, in which, the 7th chapter provides a synthesis of most significant data (Ministero dell’Ambiente, 2002: pp. 177-181). Similarly, up-to-date Swiss statistics reinforce the trend validity of differentiated collection and justify specific local variations: to have a comparison with Italy, 88% of the municipal waste in Switzerland is sent to incineration (Statistica Svizzera, 2002: pp. 130-137, 141). 1.2.2 Assimilated municipal waste
Reconcilable to municipal waste problems, in the sense that collection, treatment and safe disposal of end products is needed, are those industrial wastes that are generated by artisanship, small electro-mechanical industries and manufacturers, large commerce and storage facilities, natural product processing like edible oil manufacturing, food processing or wood sizing and preparation. Sanitary and hospital waste without risk of hazard or infections are found here. The packaging material is also an issue in this category. In general, the absence of relevant toxic substances enable to consider these waste as if they were originated by municipal settlements. 1.2.3 Biomass waste
Biomasses present an interesting instructive case, since they can be a viable source for energy recovery or constitute a substrate or a natural media useful for some other purpose, like nutrient irrigation/spread, for instance. Biomass wastes are also classified, take for example the CTI directive which lists their coding, composition, heating value and norms that apply for re-utilisation and dispatch to specific destinations after the substance full characterisation (CTI, 2003: pp. 3-53). With respect to the production of energy, the report identifies permissible constituents concentration and the various heating values that become interesting for planning a waste-to-energy recovery.

4 Chapter 1
1.2.4 Industrial waste The industrial waste scenario is highly mutable and varies within each
industrial production, depending also on the size, the age, the technology, the legislation ruling at the time that a plant was constructed, implying also that environmentally minded and skilled operators can make a difference in the overall waste products. Going through each category may become a monumental task and would not modify the fundamental tenet that each industry, for instance the oil refining industry, has its own established means of treatment, recycling and safe disposal, because the technological know-how and the economic efficiency are also well spread and shared criteria. The novelties are often induced by technological breakthroughs and socio-political awareness, regulations and demand for efficiency or safety. For these reasons, specific industrial wastes and treatments are not discussed here, as they constitute a specific part in the overall process of any industry. Examples for type, quantity, recycling and treatment are easily found for all chemical plants. 1.2.5 Special waste and inerts
Special wastes, like toxic substances, have their own classification and regulated means of treatment. Here we can also identify the classification of packing materials, large or special waste like worn, obsolete or broken machinery and inerts, largely originated from civil construction and refurbishing industry.
Table 3: Special waste in Italy 2000 2000 2001 2001
Economic activities Non-toxic Toxic Non-toxic Toxic Agriculture and fishing 340,465 6,552 421,667 9,066 Extraction industry 794,775 9,929 775,604 10,595 Food industry 4,360,603 32,171 4,660,865 14,520 Textile industry 710,811 76,708 868,707 78,730 Garments, dye, furs 115,832 1,336 138,367 1,043 Tanneries 876,093 4,686 1,066,955 5,461 Wood industry, paper printing 3,617,459 60,528 3,775,920 50,742 Oil refineries, coke and chemical industry 3,206,517 1,222,480 3,053,884 1,144,236 Rubber industry and plastics 637,122 56,016 665,497 110,841 Mining industry, non metals 5,466,666 33,535 5,533,144 42,019 Metals and alloys 6,489,798 651,836 7,416,112 702,473 Metal fabrication less machinery/plants 2,644,402 253,215 2,683,244 318,149 Electronic and electrical fabrication 1,456,561 202,231 1,395,052 219,794 Transport machinery fabrication 1,090,804 128,291 987,619 147,950 Other manufacturing 1,858,474 112,194 2,353,946 139,017 Electric power, water and gas 2,837,435 83,209 2,632,203 72,089 Constructions 571,868 33,745 709,579 37,116 Commerce, repairs, other services 2,028,657 308,975 2,144,250 409,368 Transports, communications 867,935 52,358 574,551 8,444 Finance, insurance, professional services 656,203 50,889 371,050 7,676 Public administration, instruction, sanitary 463,164 167,128 809,663 190,183 Waste treatment, waste water purification 10,348,265 320,042 11,610,004 369,018 Various, non determined (N.D.) 406,710 32,964 325,516 60,704
Totals [metric tons/year] 51,846,621 3,911,016 54,973,399 4,279,233 Table 3 data are extracted from the APAT report on waste (APAT, 2003: p.
368). Hospital waste, for the portion not assimilated to municipal waste is also treated as a special waste. The waste is segregated, catalogued and boxed. Exception made for

Solid Waste Generation 5
human limbs and surgery parts - to be buried - the materials are fed to authorised incinerators with prescribed precautions to avoid infections (Vercelli’s Province, 2004). Some materials are hard to classify or have dangerous concentrations of toxic constituents to enable their treatment blended with other materials.
A peculiarity of the Italian law prohibits dilution or uncontrolled blending when constituents, like chlorine for instance, exceed tabulated values. The example of automobile demolition shredded plastics and textiles, fluff, is one case (WWF, 2004: pp. 3-8). Plastic of different type and origin represent over 15% of the disposed auto in which the thermoplastic portion varies around 50% of the material, but PVC is also heavily present with the frequent result that chlorine exceeds 3.5 wt-% of the fluff (ANPA, 2002: pp. 33-35, 45, 46). The technology of fluff disposal is an open matter that we shall address later.
1.3 Differentiated Collection and Means of Waste Reduction The aim to differentiated collection is to separate voluminous waste, metal and
highly polluting substances from normal household waste and also to recycle valuable materials. The trend in recent years indicates a certain progress and recoverable materials differentiated from households and small businesses with scrap paper, organic waste and glass accounting for the highest percentage. The relative quantities for other waste material is low, with salvage material collected from trade and industry that largely consists of metals. The recycling rate for paper, plastic-packaging and glass is still lower with respect to northern European Countries.
It is not straightforward to elaborate on Italian statistic data due to the delay by which official data are published and because the huge amount of data available through newspapers and web-collection is somehow biased by the writing source. An example is the data of differentiated garbage collection. It seems that every politician jumped on the bandwagon to demonstrate that their town or electorate accomplished or exceeded the minimum target of differentiated collection. The target was set by the “Legge Ronchi” to reach 35% in the year 2003, in order to get Italy near European averages, mitigate the municipal garbage disposal problem without justifying a huge concession to build incinerators but also to prohibit new landfills and make a better use of the insufficient existing ones (Decreto Legislativo, 1997). We read about Milano, exceeding 39% and being the champion accomplisher, but we also read of several Veneto cities like Treviso (52%), Vicenza (49%), Padova (46%), Verona (36%), exceeding 40 to 50% in the differentiation (ANSA, 2004). Where is the truth? The matter is not so important if we stay out of local prize or quarrel. It is important to note that differentiation has progressed, and still can make relative progress, although it appears improbable that it will exceed the percentages of about 40% reached by northern European Countries, where we observe civic commitment, relatively scarce population with a proven background of differentiation exercise, monitored over decades. The latest official data available is found in the APAT-ONR 2002 Report on Waste sponsored by the Environmental Ministry (APAT, 2003: p.65) that we report in Table 4.

6 Chapter 1
Table 4: Differentiated waste collection by macro-areas in Italy 1999 2000 2001 2002 (t) % (t) % (t) % (t) % North 2,969,455 23.1 3,244,390 24.4 3,833,462 28.6 4,165,810 30.6 Centre 547,404 9.0 706,325 11.4 835,084 12.8 953,069 14.5 South 190,705 2.0 230,333 2.4 446,250 4.7 575,022 6,0 Italy 3,707,564 13.1 4,181,048 14.4 5,114,795 17.4 5,693,900 19.1 Out of the almost 30 million tons/year of municipal waste, the Italian nationwide percent of differentiated collection is currently reported slightly over 19%, registering the predominant percentage in the northern regions and metropolitan areas. Progress has been noticeable, in 1999 the production of waste was 28.4 million tons/year and the differentiated collection amounted to about 13% of the total. Aside from the obvious benefit of separating and not dumping waste as-is in one hypothetical site or method of treatment, segregation of waste leaves the real and effective recycling issue still open. Large quantities of paper are picked, but paper mills hardly tolerate this feed into their pure cellulosic production and machinery. Plastic poses a similar problem because it is not easily fractionated into homogeneous constituents and the reuse for any quality workcraft needs the respect, at least, of a minimum specification range. Electronic components, shredded circuit boards have high contents of valuable metals but represent in general a scarcely tapped source. Metals and glass appear to respond best to the purpose of recycling segregated waste.
1.4 Regulations, Laws and Carbon Tax Prior to “Legge Ronchi”, landfilling was quite diffuse in Italy and classified by
categories, depending on the waste. The first category was for municipal waste, assimilated waste and non toxic shovelable, stabilised sludge. The second category was divided into Class 2A, mainly suitable for inerts and non toxic minerals, while Class 2B was for special and toxic waste having less than 1/100th of prescribed toxic concentrations. Class 2C landfill could instead receive higher toxic waste, up to 10 times said tabulated concentrations and finally, third category landfills could receive materials of exceeding toxicity (DPR 915, 1982: attached Limit Concentration tables). This observation makes reference to current terminology and is for some respects obsolete, but it is the evidence of how public legislation detailed permissible dumps and alternatives to landfilling, addressing treatment with the same general classification for types of waste.
The regulation of “Legge Ronchi” maintained in general terms the same concepts, adopting however a more specific classification of the wastes, labelled as per the European regulations, with “D” if they go to landfill, destruction or disposal (Attachment B), and “R” followed by a characterising number to imply recovery of some sort for the different types of waste (Attachment C).

Solid Waste Generation 7
1.4.1 Carbon dioxide and global warming A portion of waste is sent to incineration, less than 9% of the municipal waste and about 1% of the special waste to pinpoint figures for Italy (Ministero dell’Ambiente, 2003: pp. 185, 191). Carbon dioxide is a greenhouse gas, it absorbs 21 times less infrared radiations than methane and 16000 times less than chlorofluorocarbons, but its massive emission to the atmosphere appears to represent one-half of the potential global warming (United Nations, 1995: p. 7). Discussion on whether the world is warming is still inconclusive and yet attempts are being proposed to reduce emissions, mainly CO2, because of its quantity and more is known about its sources, sinks and life cycle. The issue has therefore been moved to list major CO2 contributors, resulting in a dozen of Countries that account for nearly 80% of the emissions, USA and industrialised economies ahead, and check if a global policy can be implemented. While developed Countries have agreed to cut on emissions and underdeveloped Countries also agree, the underdeveloped Countries need to industrialise, generate fossil power and cannot penalise their development, delay or suffer a drop in their standard of living. After the Kyoto global session in Japan, broadly minded ambitious plans were to be implemented by the year 2010, interestingly enough to promote up to 22% of the power generation from renewable sources (European Commission, 1997: pp. 10-20). Presently, most factual results are still verbal and discussions are periodically adjourned or proposed again for the international new sessions. Facts remain controversial not simply because of complexity and the great number of scientific and social disciplines being involved. Measurements over extensive period of times, like temperature, to assess the alleged amount of global and persistent planetary warming is very problematic and tied to the territorial boundaries of investigation. Some global numbers are relatively simple to get and adjourn, like the yearly quantity of fossil fuels being extracted (5 billion tons of oil, plus the same of coal and about half that quantity in natural gas). Burning part of fossil fuels generates carbon dioxide for an approximate carbon equivalent of 6x10E9 t/y. Much harder becomes to establish how much of that CO2, subtracts from accumulating in the atmosphere, by absorption via plants, minerals, water bodies and oceans and to which extent all natural sinks affect the overall balance. From the social point of view, given a greenhouse effect problem and unbalance, which cannot be confined to the air of a given responsible contributor, the matter becomes on how to limit that someone’s contribution, without arresting social development, without damaging the development of others and who and how can control such matters. 1.4.2 Carbon Tax Governments can promote the increase of carbon sinks, by planting forests for instance, and have a number of policy options to induce and enforce the reduction of CO2 emission. Energy price can be controlled, subsidy to environment damaging production can be removed, fuels and emissions can be taxed and new technologies can be sponsored to commercialisation. Without underestimating market inter-relations and competitive advantages among Countries, all options can be left to the autonomous free actions of each Nation. An overall measurable instrument to police the system is however needed. A brilliant idea

8 Chapter 1
was to fix quotas of CO2 emission for each Country and consider that permit tradeable among the same, so that one can exceed it indeed, but only if so counterbalanced with another Country that lowered emissions, in exchange for some other benefit (United Nations, 1995: pp. 9-21). One example of this “Joint Implementation” can be that a developed Country invests in machinery in an underdeveloped Country to reduce emissions or invests in reforestation in another Country as one way to offset its exceeded quota. Such an idea is not untested, it was already introduced by the Environmental Protection Agency in USA for limiting SO2 emissions since the seventies and later studied for NOx and other pollutants. The attribute “tradeable” opens indeed to a market of options, swaps, futures of the permit commodities and one credit can actually offset another penalty: in the global balance the targets should match. Although issues are not new, they are yet unresolved, mainly for political reasons.
A relatively easy, even speculative solution to the above inaction can certainly be a tax on emissions. That means to ignore why and how we got there to pollute or to prevent pollution, it simply states that whoever pollutes pays. Dealing with CO2 emissions, mainly referred to fossil fuels, the name became “carbon tax”. Since we aimed at investigating possible means to reduce or re-utilise CO2 emissions from industrial combustion processes, it becomes therefore important to check the status and implications of such a tax, if yet applied or near to be applied in any part of the world.
Contrary to the abundance of publications, the carbon tax is not applied anywhere yet. The scanning of legislation in those Countries where debate and green parties manifested higher urgency and interest shows that only Ireland, New Zealand, Australia, Canada have plans to apply the tax but no certain deadline. Few European Community members have kept discussions alive, the United States took a negative political approach in the international arena, but the economic and scientific community still debates over a possible future carbon tax. In essence, the political stands are not resolved, the future is not predictable, but studies and possible solutions are being investigated because the tax may eventually come and new technologies may then gain economic advantage and viability.
In view of the carbon tax regulations, new technologies formerly neglected, mainly for costs, are likely to induce strong modifications, at least, at the level of industrial and power generation combustion (Tellini et al., 2005: pp. 363-368). This will also impact on the waste treatment sector, from collection to ultimate destination and special attention to waste having relevant carbon content. Segregation and reuse of materials like plastics and paper will become more efficient since partial recycle followed by combustion will not be economically competitive. Anaerobic biodigestion, dry reforming, arc or plasma in presence of CO2, for instance, may become challenging processes. Ultimately, it is likely that innovation will partially or totally offset the tax, or gain an equivalent credit, like “green certificates” in Italy, which can be correlated to the quantity of greenhouse gas sequestered.

Solid Waste Generation 9
1.5 References
ANPA, 2002, February. “La Caratterizzazione del Fluff di Frantumazione dei Veicoli.” Report 15/2002, (Roma: Agenzia Nazionale per la Protezione dell’Ambiente).
ANSA, 2004. via Internet, www.ecodallecitta.it/old/apr2003/rifiuti/noncrescono/ commentorifiuti.doc, and ANSA of Venice, Jan.7, 2004 notizie.msn.it/ ambiente/notizie/notiziari/ rifiuti/20040107155032805849.html.
APAT, 2003, November. “Rapporto Rifiuti.” (Roma: Agenzia per la Protezione dell’Ambiente e per i servizi Tecnici plus Osservatorio Nazionale sui Rifiuti).
Atochem, 1990. Commercial flier on polyethylene and plastics used for packaging.
CTI, 2003, April. “Biocombustibili Specifiche e Classificazione - Raccomandazione SC 9, Fonti rinnovabili di energia, CTI – R 03/1.” (Milano: Comitato Termotecnico Italiano).
Decreto Legislativo, 1997, February. Nr. 22/1997, also named as “Legge Ronchi” (Roma: Gazzetta Ufficiale).
DPR, 1982. Decreto Presidente della Repubblica Nr. 915/1982, Art. 1, (Roma: Gazzetta Ufficiale).
European Commission, 1997. “Energy for the Future: Renewable Sources of Energy. White Paper for a Community Strategy and Action Plan.” (Brussels: COM(97) Final Report).
IRER, 2000, February. “L’eliminazione dei rifiuti mediante termodistruzione: effetti globali sull’ambiente.” Final Report, (Milano: IRER).
Ministero dell’Ambiente, 2003, November. “Rapporto Annuale sulla Gestione dei Rifiuti.”(Roma: Osservatorio Nazionale sui Rifiuti).
Statistica Svizzera, 2001. “L’ambiente in Svizzera. Statistiche e Analisi.” (Neuchâtel: UFAFP, Ufficio Federale Statistica).
Statistica Svizzera, 2002. “L’ambiente in Svizzera. Statistiche e Analisi.” (Neuchâtel: UFAFP, Ufficio Federale Statistica).
Tellini M., R. Del Rosso and P. Céntola, 2005. "Solid and Carbon Waste Generation Impact." Chemical Engineering Transactions, Vol. 7, (Naxos, Italy: PRES '05 8th Conference Proceedings), ISBN 88-900775-8-1.
United Nations, 1995. “Controlling Carbon Dioxide Emissions: the Tradeable Permit System.” (Geneva: UNCTAD/GID/11).
Vercelli’s Province, 2004. -January, Internet: www.provincia.vercelli.it/ organiz/tutamb/tut_ris_ambien/dwd/P_rif_Sez3.doc.
WWF, 2000, October. “Relazione Tecnica sui Rifiuti derivanti dalla Frantumazione delle Carcasse di Autoveicoli.” (Torino: WWF Italia, Piemonte Val d’Aosta Regional Section).

..

2 WASTE REDUCTION AND CHARACTERISATION
2.1 Reduction of Municipal Solid Waste In the previous chapter we focussed on a broad scenario of waste generation
and collection. Among various wastes, it is reasonable to concentrate on municipal solid waste (MSW), due to the fact that other types of waste have a special, toxic or industrial nature which already involves or requires a peculiar, industrial type of processing. We shall deal with MSW and we now start from these tenets:
• There are substantial and growing quantities of waste • Waste is classified and differentiated still insufficiently, < 20% in Italy • Recycling is still unable to exploit all the differentiated waste • Only about 1/10th of the waste is incinerated in Italy and generates CO2 • Laws regulate and limit emissions.
Since the days of unregulated landfill are fading away rapidly, treatment of waste is the pressing issue and all means of processing or recycling lead to reduce the initial quantities and volumes. Quantities recycled and readmitted to any natural cycle subtract from the ultimate portion delivered to waste treatment plants. The treatment is not normally limited to one form of processing and the differentiated collection implies a separation that justifies parallel and alternative processes, all integrated in a planned scheme for a given territory. In this chapter we aim at quantifying a balance of the possible streams of waste, their treatment destinations and pinpoint the flow to thermal degradation-incineration. 2.2 Block Diagram of Current Treatment Flows
The integration of various treatments exploits physical and chemical characteristics of the waste, ideally to its optimum valorisation and without generating harm or nuisance to people and to the environment. A small portion of MSW is differentiated and it is therefore hard to appreciate its reuse and massive reduction: a great portion of waste is still delivered to landfills as it can be seen from the weight percentages, all referred to 100 basis of MSW (Ministero dell’Ambiente, 2003: pp. 177-186). When referring to the flows of municipal waste in Figure 1, we look at the initial 86% passing through the right arrow: almost 84% of it goes straight to landfill, 10.5% is incinerated, less than 6% is to produce RDF. Adding the ultimate residues of incineration, we obtain the worrisome conclusion that material to landfills is subject to very limited reduction. This represents both a safe disposal problem and a simple loss of energy that could be recovered via incineration. If we assume a 3000 kcal/kg heating value of the waste and an overall conversion of 20% to electricity, we estimate to lose more than 20 million kWh every year, i.e. about 4% of all the power produced by ENEL (referred to a nominal capacity of 60 thousand MWhe).

12 Chapter 2
Figure 1: MSW in Italy
72%
6% 86%
Electric power
8%
9%5%
High HV material
Plastic, metals, glass, paper ...
Organic + green
Year 2000 data: MSW = 29 x10e6 t/yUndifferentiated (24.8) +
Differentiated collection (4.2)
ResidueComposting + biostabilisation
Recoverable material
Compost, fertiliser
IncinerationDrying, fuel
LandfillRDFRaw material substitute, use
Recoverable material follows a pattern of industrial substitution and addition to
prime materials, sometimes with lower grade or lower cost reuse. Aerobic composting degrades the organic and the green portion of the waste: the resulting product is suitable to fertilise, to spread or dispose on agricultural and forest land. The degradation releases CO2 and water, so the final compost may be reduced to about 50% of the initial mass. Incineration degrades the waste thermally: in addition to heat recovery and/or power production, the resulting products are ashes, slag, inorganic salts and gas emissions. The thermal degradation releases CO2 and the final solids are reduced to about 25% of the initial mass.A potential development and declared target of Italy is to arrive to European average levels of incineration (Istituto per l’Ambiente, 2002: p. 9). A low average means around 27% for Countries like France and Norway, while high levels of incineration are common to Denmark and Switzerland with percentages above 88%. Practically, incineration in Switzerland (Figure 2) covers the entire municipal waste production and landfills are not used as direct means of disposal but receive only classified streams of material, as reported by the copied figure taken from the Swiss Environmental Report (Statistica Svizzera, 2002: p. 142). The 2002 incineration relevant to about 4.8 million tons for households and commercial waste produced 1.1 million tons of material to landfills still. However, almost 2 million tons were

Waste Reduction and Characterisation 13
composted and disposed in environmentally safe manners. Out of the 6.4 millions tons of building and construction waste only 26% required landfilling. Figure 2: Material flow of waste in Switzerland (Environment Swiss Agency, Forest & Landscape)
Data published on the latest report of APAT are reproduced in Table 1 and refer
to older statistics collected by ENEA, the validity of the table is for comparative assessment and it confirms that Italy is way behind the European percentages for waste incineration (APAT, 2003: p. 37).
Table 1: Municipal waste management in the European UnionCountry Year Landfill Incinerator Other
t/y % t/y % t/y %
Austria 1999 1,551,936 35.0 452,658 10.2 2,432,983 54.8 Belgium 1999 1,486,800 27.7 1,356,112 25.8 2,499,272 46.5 Denmark 1999 361,352 10.8 1,673,910 50.2 1,296,616 38.9 Finland 1999 1,465,440 61.1 196,080 8.2 737,880 30.8 France 1999 13,268,925 41.7 9,966,437 31.4 8,551,085 26.9 Germany 1998 14,113,804 35.5 9,682,726 24.3 16,001,115 40.2 Greece 1997 3,565,580 91.4 335,584 8.6 Ireland 1998 1,765,732 91.4 166,230 8.6 Italy 2001 20,002,859 67.1 2,999,190 8.7 8,037,841 24.2 Luxembourg 1999 60,060 21.6 132,990 47.8 84,942 30.6 Holland 2000 1,221,528 12.6 3,950,136 40.8 4,521,240 46.6 Portugal 2000 3,409,318 75.3 929,814 20.5 189,962 4.2 Spain 1999 17,490,936 71.5 2,678,792 11.0 4,293,946 17.6 Sweden 1998 1,300,656 32.5 1,397,981 35.0 1,300,656 32.5 UK 1999 26,785,341 80.8 2,553,813 7.7 3,801,024 11.5 TOTAL 107,849,267 54.0 37,600,632 18.8 54,250,376 27.2

14 Chapter 2
Due to the nature of the modern waste and irrespective of the chain of treatments, a portion of the waste needs to be thermally treated. High percentages have sustainable validity, like it is shown in the picture below (Figure 3, copied from the referenced Swiss report) that exhibits the number of incinerators and the approximate flows of materials in Switzerland (Statistica Svizzera, 2002: p.142). In 2002, 28 incineration plants processed about 2.6 million tons, producing 580 thousand tons of material to landfills. In such heavy use of thermal treatment, the problem is eventually to decide the type of treatment and the level of overall emissions, discharges and efficiency that may result. Figure 3: Waste to Swiss incinerators (Environment Swiss Agency, Forest & Landscape)
2.3 Characterisation of Municipal Waste We discussed how the predominant classification and the average composition
of waste has changed over the years and how sampling of heterogeneous solids can be grossly inaccurate (World Bank, 1999: pp. 11-18). The natural organic fraction of waste is derived from households and food. The artificial organic and paper portions may come in small or larger quantities, depending on the differentiated collection. Each fraction exhibits also great variability in composition and humidity. For instance, paper humidity can range from 20 to 80%. Light plastic is mainly made of polyethylene, polypropylene and polystyrene originated by bottles, bags, sheets and films or packing: its heating value is high, moderately impoverished by weather humidity and water bound to transportation and storage. Heavy plastic is mostly made of high density polyethylene and co-polymers plus PVC: in addition to high heating value, this exhibits high concentrations of chlorine. Fabric and textiles, whether made by natural or artificial

Waste Reduction and Characterisation 15
fibres from clothing or carpeting, have high heating value but variable humidity for the same reasons. To characterise and study all possibilities, waste should be divided into various classes, but for historical and statistic convenience, the classification that is often found in Italy is reduced to the main categories that we used to summarise variations in Table 2 below (IRER, 2000: pp. 12-15). Table 2: MSW classification from referenced sources
North A% North B% Torino% Carpi% IT-2000% IT-2003£ CH-2002$ W. Bank& RANGEOrganic 23,99 29,07 26,24 9,42 16-52 31 30 32,40 9-32Undersieve 8,48 10,43 14,90 4,42 n.a. n.a. n.a. n.a. 8-15Plastic 12,43 12,49 10,90 20,05 4-21,4 4 25 7,50 4-25Paper 31,66 21,43 26,94 37,08 12-45 31 29 25,20 12-32Textile, wood 5,08 13,38 5,09 23,72 1,4-9,4 n.a. 2 n.a. 1-23Metals 4,52 2,90 2,79 1,89 2,3-6,9 5 3 4,70 1-7Inert, glass 12,72 7,32 12,53 1,03 3,4-16,5 18 11 6,20 1-18
% 98,88 97,02 99,39 97,61:Notes
% IRER, 2000, op. cit. pp. 11-15£ Ministero dell'Ambiente, 2003, op. cit., pp.177-181$ Statistica Svizzera, 2002, op. cit., p. 139 &
World Bank Report, 1999, op. cit., p. 11
Things vary so much that even a single indicative parameter like the heating value is strongly affected by the different urbanisation where the waste originates from. Similarly, the analytical weight percent composition varies and can hardly be taken as a reference. For ease of comparison we indicated min-max ranges in Table 3. Table 3: MSW composition and LHV from urban areas
kcal/kg H2O C H O N Cl
S2196 35.10 24.60 5.20 14.90 0.80 0.50 0.102232 34.10 26.40 2.80 16.10 0.50 1.10 0.401984 35.00 29.20 4.30 14.50 0.80 0.10 0.202312 35.10 30.20 3.80 13.30 0.40 0.60 0.402279 16.70 30.10 4.60 12.40 0.40 0.50 0.402147 34.60 27.00 2.90 15.20 0.40 0.50 0.30
RANGE
MilanoRomaPalermoReggio E.CarpiParma
1980-2310 16-35 25-30 2.8-5.2 12-16 0.4-0.8 0.1-1.1 0.1-0.4
As it can be seen, the cases of Palermo and Carpi shown in the table appear incongruent. Palermo exhibits low heating value and high carbon content, Carpi has high water content and somehow higher HV with a good percent of carbon. Samples are not available to our analysis and the data, although good, might refer to slightly different grab samples or may refer to an average over various samples. In general, the variation range of the samples composition is erratic, depending on place, country, time, transport and weather conditions … even the validity of a given sample or statistics is not necessarily reproduced. We therefore consider valid to assimilate the waste to a probable composition and avoid to characterise it or analyse it chemically in further details. In conclusion and irrespective of how recently these studies were reported, we can reasonably use these published statistics for the purpose of understanding the main variables and attempt a modelling of the same.

16 Chapter 2
Of all the properties of fuels or assimilated fuels, the net calorific value, or lower heating value, is the most important. The lower heating value of a fuel is defined as the energy content per unit weight released through total combustion (total oxidation of C, H and S, but no oxidation of N) with the exclusion of the latent heat of water condensation. The laboratory analyses of fuels are coded (for instance, ASTM D2015 or D3286 in USA and DIN 51900 in Europe are used for heating value determination in a bomb calorimeter) and may be complex or erroneous when applied to heterogeneous solids like waste. The theoretical calculations are based instead on the analytical knowledge of the combustible portion, ashes and constituents of the starting sample. The difficulty and the accuracy are clearly dependent on the availability of reproducible analysis and significance of the sample constituents. Various results, indicating the presumed burning potential of the material, may be plotted and confined within an area of a Tanner triangle diagram in which the vertex variables are the combustible, the ash and the moisture percentage of the sample. Furthermore, to overcome the difficulty and to quicken the determination of HV, empirical formulas have been proposed, such as Dulong’s (a) or Francis and Lloyd’s (b) correlations (Black & Veatch, Drbal et al., 1996: p. 105). These formulas were mainly conceived for coal and natural combustibles which may be locally heterogeneous but they repeat on the average their bulk properties.
(a) HHV = 146 C + 620(H - 0.125 O) + 40.5 S [BTU/#] (b) HHV = 149 C + 530(H - 0.104 O) + 26.7 S [BTU/#] We modified such correlations to obtain the formulas (c) and (d) below in order to calculate the LHV (with the water condensation subtraction term) in MJ/kg units. (c) LHV = 33.96 C + 144.21(H - 0.125 O) + 9.42 S - 2.5 H2O (d) LHV = 34.66 C + 123.28(H - 0.104 O) + 6.21 S - 2.5 H2O
(atomic species expressed in [kg/kg] and LHV in [MJ/kg]) The same formulas do not fit well the case of solid waste that does not have bulk homogeneity and repetitiveness. Even by averaging characteristics over several grab samples, mixed and ground, repetitiveness is seldom possible. It is also difficult to assimilate the composite waste to a pseudo-component, or a sum of pseudo-components. If this were possible, calculation could be attempted by simulating constituents rather than atomic components or via group contribution methods. For example, if we could make the hypothesis of dealing with benzene, phenol, polyethylene or a number of defined chemicals, calculations can be made, affected by good approximation. If we then refer to vegetables, organic food, wood and whatever composite materials come into the waste, the algorithms become increasingly laborious and the results break down.
Various formulas were introduced, based on the weight percentage of elementary constituents, mainly C, H, S, O, N and H2O, but empirical correlations cannot account for the real energy released by combustion and lead to approximated results. In attempting to utilise the empirical criteria for municipal waste, M. Lemann reports a correlation that exceeds the heating values calculated from the thermochemical reaction of elementary constituents and the formula sometimes yields values lower than

Waste Reduction and Characterisation 17
the heat actually released by the combustion of complex organic species (Lemann, 1992: p. 68).
LHV = 34.8 C + 93.9 H + 10.5 S + 6.3 N - 10.8 O - 2.5 H2O (atomic species expressed in [kg/kg] and LHV in [MJ/kg])
Normally, these calculations predict the heating values reported for published
samples with a 5 to 10% accuracy. Chlorine, sometimes present in significant concentrations, does not actually bear a relevant heat contribution and is not included in the correlation. In view of the intrinsic empiricism of any formula, one may well drastically aim to work with a lower number of factors, say C and H only, plus the deduction due to humidity and oxygen already present in the weight analysis. Although no better prediction or simplification is obtained, one may also prefer to use the predictive formulas of any leading engineering/supplier company of incinerators, such as Von Roll Environmental, that modify their correlations periodically, depending on the experience derived from their reference plants and observations.1
LHV = 34.04 C + 101.74 H + 19.092 S + 6.28 N - 9.839 O - 2.5 H2O
(atomic species expressed in [kg/kg] and LHV in [MJ/kg]) Aiming to obtain a practical assessment of the LHV calculated with empirical formulas versus the experimental value for the same type and composition of waste already reported, we tabled the LHV calculated with formulas (c) and (d). Other comparisons reported in Table 4 are the thermal release column achievable by stoichiometric full combustion of the atomic constituents and the LHV calculated with Lemann’s and VonRoll’s empirical formulas. Table 4: Comparison of reported and calculated LHV
LHV: Reported Calculated with approximated correlations kcal/kg (c) (d) Thermoch. Lemann VonRoll
Milano 2196 2938 2904 2657 2632 2721 Roma 2232 2218 2320 2075 2221 2271 Palermo 1984 3021 3034 2775 2826 2891 Reggio E. 2312 2986 3009 2763 2826 2881 Carpi 2279 3402 3373 3131 3131 3199 Parma 2147 2335 2422 2181 2310 2356
In spite of the calculated variance, it appears that the formulas give acceptable and indicative values in as much as the chemical constituents of the waste are consistently and reasonably determined. We ignore whether the reported LHV of each city is indeed the exact and repetitive measurement associated with the given
1 Source: Von Roll Environmental, Zürich, CH, conceptual design indicative criteria provided to author.

18 Chapter 2
composition of waste, but we would face the same uncertainty if we were to make repetitive determinations of LHV and the corresponding chemical analyses. This observation is meant to annotate the operation limit and difficulty to characterise the waste so that formulas provide a practical tool of evaluation, sufficiently reliable when the starting composition is determined. A practical consequence of this reality is that any incinerator is designed and meant to operate within a combustion diagram and it is not realistic to pinpoint its throughput and efficiency as if it were a furnace fired with coal or gasoil.
2.4 Scenario of Differentiated Collection and Heating Values It is now interesting to see how the heating value changes, starting from the
same real or hypothetical waste source, as a function of the differentiation. Conversely, the fraction which is sent to incineration will be greatly affected by differentiation and the LHV of the feed will become a major advantage or concern for the applied technology (Tellini et al., 2004: pp. 242-250). For ease of discussion, we focus on the possible waste composition reported below in Table 5, which will be later used for several simulations. Table 5: Base data for the waste simulation
Firstly, we can make the hypothesis of 30% differentiation, so that 50% of the
organic, 20% of the paper, 50% of the hazardous, 20% of the plastic plus 80% of inert is separated upstream. The portion that remains for incineration is characterised by a heating value around 2600 kcal/kg and by the composition of Table 6.
We can otherwise make the hypothesis of 30% differentiation in another way so
that 50% of the paper, hazardous and plastic plus 80% of inert is separated upstream. The portion that remains for incineration is characterised by a lower heating value, around 1880 kcal/kg and by the composition of Table 7.
If we make an up-front mechanical separation, the portion to incineration results
of greater heating value, above 3000 kcal/kg, since we can deplete the waste from most of the wet organic and under-sieve, say 85%, plus 50% of the metals, while leaving plastic, textiles and combustible materials to incineration as per Table 8 that follows.

Waste Reduction and Characterisation 19
Table 6: 30% differentiation, 2600 kcal/kg
Table 7: 30% differentiation, 1880 kcal/kg
Table 8: 40% differentiation, 3000 kcal/kg

20 Chapter 2
Coming closer to the Italian target of achieving the average European level of 35% differentiation, we can assume to separate upstream 40% of the organic, 50% of the paper and hazardous, 10% of the metals and plastic plus 80% of glass and inert. The portion that remains for incineration is characterised by a heating value around 2500 kcal/kg, and by the composition of Table 9.
A variety of cases can therefore be simulated, with one interesting case that may actually be sought when we seek an efficient up-front separation to recover materials and send a rich portion for an RDF plant or palletise it for fluidised bed incineration. The end-result can be a differentiation leaving behind percentages of 90% for under-sieve and organic matter, 50% of the paper and hazardous, 80% of the metals and plastic plus 80% of glass and inert. The portions found in the incineration stream depends of the degree of reuse and it has a high heating value of about 4000 kcal/kg with the composition summarised in Table 10.
We now have a numeric appreciation on how humidity and composition variables can change and how important is to define the type and range of waste for designing the treatment plant.
2.5 Fluff A source of organic waste, important for its carbon content that can exceed 50%
on a weight basis, is the shredded plastic originated from automobile demolition. This suggests that fluff can be a valuable source of energy, or chemicals, if it is looked at as a possible feedstock to make syngas.
Automobile wrecks contain about 70% steel, 5% of odd materials and about 25% of textile, rubbers, glass and plastic components of different kind. This last portion, denominated fluff, is classified in Italy as non-conventional fuel, it contains high levels of metals, chlorine and contaminants which make it unsuitable for incineration as it is. The level of various leachable metals (Zn, Cu, Pb, Cd, Cr) make the fluff dangerous for aquifers. Under general terms the Italian law prohibits the use of high heating value substances as fuels when they are highly contaminated, with chlorine, for example. Such substances that could be considered for blending with cement or power plants fuels must however be treated only within plants authorised for waste disposal. Since we shall later consider fluff interesting for supplying carbon in a plasma process, we wish to familiarise better with this material even because fluff restrictions in Europe are set to progressively achieve the ultimate 2015 goal of putting only 5 wt-% of the fluff in safe landfills (European Community Directive, 2000). In addition to environmental issues, the average landfill costs are in the range of 160 $/t in Germany and Japan, 80 $/t in Italy to 50 $/t in USA: these costs become significant offsets for any treatment process (Zoboli et al., 2000).
Internationally, fluff is also denominated Automobile Shredder Residue (ASR). The shredded material derived from automobile demolition-recycling represents a growing concern for all industrialised economies, where end-of-life vehicle recycling is prevalent.

Waste Reduction and Characterisation 21
Table 9: 35% differentiation, 2500 kcal/kg
Table 10: upfront separation for RDF, 4000 kcal/kg

22 Chapter 2
Although some fluff is derived from domestic appliances like refrigerators, the greatest quantity comes from shredded automobiles already stripped of most of their reusable metals. The vehicles that are deregistered every year are 80 to 90% of the new vehicle annual registrations or about 7% of the circulating stock (Development Bank of Japan, 2003). In the early years of this century the worldwide car production remains stable and close to 60 million vehicles, of which 20 millions in North America, the same in Europe and about 10 millions are manufactured in Japan (ACEA, 2003).
Annual quantities of ASR were reported in the range of 4 million tons in 1999, about 22% of the ferrous scrap recovered from an estimate of 18 million deregistered automobiles in USA (Daniels, 1999). ASR quantities in Europe are estimated to exceed 2 million metric tons per year and about 800 thousand tons per year is the amount to be disposed in Japan (Development Bank of Japan, 2003: p. 32). The 10% fluff over scrap metal in Europe and Japan are nearly half the percent that is expected in USA and this can be explained with EoL auto export to nearby countries, higher degree of stripping and the fact that the USA market includes a greater percentage of large cars, SUVs, and light trucks with heavier engines, transmissions and bodies. For our purpose it is not essential to understand the real material flow of fluff but is enough to stress its worldwide abundance. Main indicative constituents for ASR are given in Table 11 below. Table 11: Fluff average constituents (wt-%)
Data source: D. Bank of Japan
Phillips WWF (op. cit. pp. 3-8)
ANPA (op. cit. pp. 33-35, 45)
classified as V = old cars % and N = new cars %
Glass and Inert 16.1 7 44V ÷25N 0.14 Wood 3 0.50 Paper 2 0.84 Fabric 17.1 15 24.90 Plastics to include 50 38V ÷ 60N 13.86 PP 10V ÷ 25N PE 1.5V ÷ 4.5N PVC 10V ÷ 3.5N ABS 5V ÷ 8N PU 5.5V ÷ 7.5N PA 1V ÷ 5N Resin 39.3 Rubber 8.7 6 15V ÷ 10N 22. Aluminium 5.1 5 Copper 4.4 4 1.5V ÷ 3N 1.89 Iron 8.0 8 1.5V ÷ 3N 2.50 Lead 0.2 Zinc & related materials 1.1 1.5÷2
Total 100.0 100

Waste Reduction and Characterisation 23
Vehicle demolition and recycling generates fluff of variable characterisation since the technological changes in the auto making affect the fluff relative quantities and composition evidenced by substantial differences in published data. ASR contains plastics, rubber, paper, wood, fabrics, sand, dirt, glass, teflon hoses, ferrous and non-ferrous metal pieces and possibly automotive fluids and refrigerants. Subclasses of plastic-base materials and foams are polyurethanes, PP, PE, ABS, nylons, paints and acrylic varnishes, whereas the PVC content has decreased from 8 ÷ 10% to about 3% in modern cars. Sheet molded composites and resins, polyesters and so called “engineered plastics” are also found since more and more structurally respondent plastics are used in the auto industry (Phillips, 1996). The chlorine content of the fluff is generally prohibitive for incineration and landfilling is currently the widespread method of disposal, while selective recovery of even valuable materials is practically impossible due to constituents mixing and the way of obtaining ASR from any junked vehicle. PVC is gradually being replaced in auto making and this explains how the chlorine concentration in modern cars fluff has decreased (ANPA, 2002: p. 46). As a summary indication, the chemical composition of ASR is reported in Table 12 constructed with data taken from the sources referenced above. Table 12: Fluff average composition (wt-%)
Data source: Prelimin. estimate
Dev. Bank of Japan
ANPA WWF Last own Sample
LHV [kcal/kg] 4300÷4600 6131 Spec.Wt [kg/l] 0.60 Carbon 46.89 47÷49 40 54.40 Hydrogen 6.25 6÷6.15 5 6.48 Oxygen 8.72 Nitrogen 1.96 1.6÷2.4 1 2.01 Chlorine 3.61 2.87 3.5 1.97 Fluorine 0.13 Sulfur 0.43 0.27÷0.33 0.95 3.47 Inert 13.68 Water 10.46 Aluminum 5.1 0.42 Arsenic 0.0006 0.00038 Cadmium 0.0017 0.0008 0.0012 Chromium 0.00004 0.00005 0.021 Copper 2 4.4 0.62 0.56 0.36 Iron 3 8 3.30 Lead 2 0.2 0.178 0.28 0.14 Mercury 0.0002 <0.00005 Selenium 0.0001 <0.00005 Silicon 11.25 Zinc 1 1.1 0.35 0.7 0.33

24 Chapter 2
2.6 References ACEA, 2003.“Auto Data, Automotive Production Historical Series 1995-2002”,
Brussels, Belgium. www.acea.be.
ANPA, 2002. February. “La Caratterizzazione del Fluff di Frantumazione dei Veicoli.” Report 15/2002, (Roma: Agenzia Nazionale per la Protezione dell’Ambiente).
APAT, 2003, November. “Rapporto Rifiuti.” (Roma: Agenzia per la Protezione dell’Ambiente e per i servizi Tecnici plus Osservatorio Nazionale sui Rifiuti).
Black & Veatch, Drbal L. et al., 1996. Power Plant Engineering, (Norwell, Massa: Kluwer Academic Publishers).
Daniels E., 1999. “Recovering the Plastic in Junked Cars, Argonne National Laboratory.” www.pprc.org/pprc/rpd/fedfund/doe/doe_oit/automobi.html.
Development Bank of Japan, 2003, May. “Prospects and Challenges for End-of-Life Vehicle Recycling.” Research Report no. 41.
European Community Directive 2000/53 on End-of-Life Vehicles, Official Journal of the European Community, October 21st, 2000.
Lemann M., 1992. Abfalltechnik. (Dübendorf, CH: Dorema Texteam Verlag).
IRER, 2000, February. “L’eliminazione dei rifiuti mediante termodistruzione: effetti globali sull’ambiente.” Final Report, (Milano: IRER).
Istituto per l’Ambiente, 2002. “Il ruolo della termovalorizzazione nella gestione integrata dei rifiuti.” Corepla Report, (Milano: IPA).
Ministero dell’Ambiente, 2003, November. “Rapporto Annuale sulla Gestione dei Rifiuti.” (Roma: Osservatorio Nazionale sui Rifiuti).
Phillips M., 1996, October. “Plastic Growth in Auto Steadies.” Recycling Today, www.recyclingtoday.com/articles.
Statistica Svizzera, 2002. “L’ambiente in Svizzera. Statistiche e Analisi.” (Neuchâtel: UFAFP, Ufficio Federale Statistica).
Tellini M., R. Del Rosso, P. Céntola, and P. Gronchi, 2004. "Solid Waste Thermal Characterisation." La Rivista dei Combustibili e dell'Industria Chimica, Vol. 58, No. 6.
World Bank, 1999, August. “Municipal Solid Waste Incineration.” Technical Guidance Report, (Washington D.C.: The World Bank).
WWF, 2000, October. “Relazione Tecnica sui Rifiuti derivanti dalla Frantumazione delle Carcasse di Autoveicoli.” (Torino: WWF Italia, Piemonte Val d’Aosta Regional Section).
Zoboli R., et al., 2000. “Regulation and Innovation in the Area of EoL Vehicles.” (Milano, Italy: IDSE-CNR).

3 TRADITIONAL INCINERATION
3.1 Considerations Common to Incineration Systems In the previous chapter we assessed that a portion of waste inevitably goes to
incineration. Even the differentiation of garbage collection opens to various material balances which however bring a portion of waste to non recoverable material and such material can undergo incineration in order to have a substantial volume reduction other than being disposed in landfills. Indicative although approximated mass flows of possible MSW current treatments are compared in Table 1 and allow an appreciation of the relative quantities we are referring to. The elaboration is based on input data taken and consolidated from the IRER Report that simulates different venues of treatment (IRER, 2000: pp. 26-32, 103-118). Table 1: Municipal waste material flows
MATERIAL FLOW COMPARISON FOR VARIOUS COMBINATIONS OF TREATMENT
Landfill Incineration Mechan. Different. Different. Different. Different. Different.as such as such Separation up to 30% up to 30% up to 35% up to 35% up to 35%
50% paper 20% paper gasification50% plastic 10% plastic
TREATMENT [ dim.]
MSW kg 100 100 100 100 100 100 100 100
NO DIFFERENTIATION 100 100 100 71 64.3 64.3 64.3Recoveries kg 27.5 23.5 23.5 23.5Residue to incineration kg 1.5 2.2 2.2 2.2Composting kg 9.5 9.5 9.5Hazardous waste kg 0.3 0.3 0.3 0.3Compost product kg 5.6 5.6 5.6
MECHANICAL SELECTION 100 64.3 64.3Recoveries kg 1 2 2Dry kg 64 34.2 34.2Wet kg 35 26 26
BIOSTABILISATION kg 35 26 26
INCINERATOR 100 64 71 64.3 34.2 34.2Air + kg 1121 713 793 721 385 96Flue gas - kg 1215 773 860 781 416 128Water + kg 143 91 101 92 49 49Water - kg 120 76 85 77 41 41Dust - kg 3.3 2 2.3 2.1 1.1 1.1Slag - kg 28 18 20 18 9.6 9.6Sludge - kg 1.6 1 1.1 1 0.55 0.55
To Landfill from differentiation kg 1.5 2.2 2.2 2.2To Landfill from incineration kg 33 21 23.5 21.2 13.21 13.21To Landfill from biostabilisation kg 21 15.6 15.6TOTAL to LANDFILL kg 100 33 42 25 23.4 31 31
LHV of waste to incineration kcal/kg 2180 2180 3030 1880 2618 2500 4000 4000
Source of data: IRER 2/2000 Report
The differentiated garbage collection generates higher heating value waste due
to the subtraction of green, humid, inert materials and for leaving large quantities of packaging and plastic residues. Historically, the incineration process could have been assimilated to a burning pit or to a household oven. Later concern about residual material, toxicity and gas emissions, as well as the advantage of recovering energy in some usable form of heat or electric power, brought to develop different methods, the most commercialised being today grate incineration, fluidised bed incineration and rotary kiln thermal destruction.

26 Charter 3
Essentially, all the processes seek to render the waste inert, reduce the ultimate volume of the portion being discharged from the processing, eliminate or segregate hazardous substances while reclaiming as much energy as possible as electric power. From the theoretical aspect, one incineration method equals the others, in the sense that the thermochemistry involved is the same: heat supplied from outside or self-generated by reaction, brings to free volatile components and humidity, the waste cracks into more gas and reactions proceed to partial or complete oxidation. Full oxidation is generally required as a sign of good combustion, avoidance of CO emissions and a diffused creed that high temperature plus excess oxygen in the flue gases prevent toxic substances emission.
The energy input depends on the LHV of the waste that we learned how to characterise and to calculate, based on its major constituents. With variable components of the waste, like plastic, we would see higher percentages of H and C and a much higher heating value as evidenced by Figure 1.
Figure 1: Low Heating Value and constituents feed composition Once we determine the heating value, we know the potential heat entering the system. Based on the composition of the waste, we can also calculate the quantity of combustion air requirement and the quantity of flue gases exiting the system. From composition and physical properties of the exiting gases, an average specific heat is determined for the gas, which enables also to determine the theoretical adiabatic
temperature increase, upon oxidising dry material that contains mainly C, H, S, to CO2, H2O and SO2. Other reactions would obviously occur and yet these would not drastically modify the calculation. For instance, HCl is formed during the combustion, but its heating contribution is negligible. Analogously, from the heat subtraction point of view, cracking requires energy, but this is also neglected when speculating about the preliminary theoretical approach. In reality, it becomes merely speculative to make hypotheses about the cracking of species, due to the heterogeneous variability of the constituents in the waste.
F e e d c o m p o s itio n v s L H V
05
1 01 52 02 53 03 54 04 5
1 8 0 3 2 1 7 9 2 5 1 6 4 0 0 0 4 2 0 0
k c a l/k g
%
H 2 OCHONC lS
Finally, it is however true that the adiabatic temperature actually achieved accounts for the thermal impoverishment of endothermic reactions like cracking and the thermal losses that the closed system may have indeed. Failing to know or to have repetitive occurrence of any given model of reactions, we can simply disregard the single species and refer our thermal calculations to the cumulative LHV of the waste. The heat of reaction increases the exiting gas temperature and their specific heat Cp will vary. Simulation with various molar percentages of the main constituents (CO, CO2, O2, humidity) enables to consider an average Cp of 0.25 kcal/°C-kg. A range between 0.25 and 0.3 is easily calculated from published physical data (Aerstin and Street, 1980: p. 227). Furthermore, by deducting an average 5% for heat losses and unburned material

Traditional Incineration 27
we find the possible adiabatic gas temperature between 1100 and 1500 °C. Even higher temperatures would result from highly organic materials, but limitations are set to prevent damages of the mechanical systems.
The two examples calculated below (case of LHV = 2100 kcal/kg and LHV = 4000 kcal/kg) are indicative of what a high variance can signify on the systems and are exhibited in Figure 2. For simplicity the calculation is made for carbon and hydrogen conversion to CO2 and H2O, major constituents for the process. Since all plants are actually operated with a light under-pressure and are therefore under the ultimate suction of the tail ventilator, it is evident how a significant variation on the design conditions, or design operating point, can bring substantial inadequacy of the machinery when operation is attempted at different conditions. The induced fan ventilator, for instance, is normally designed with a 50% extra capacity, but the examples indicate that this margin would still be insufficient for the machinery.
Figure 2: Calculation of adiabatic temperature for two cases
C + O2 = CO2H2 + ½ O2 = H2O
Cases: waste @ 2100 and 4000 kcal/kgPCI C H O H2O Subtot. Other Tot.
4000 40 6 22 15 83 17 1
Flue Gas (kg out
2100 13 2 12 63 90 10 10000
The excess air is to be seen as a peculiarity of the technology being used (Goerner, 2003: p. 10). A variable quantity of 20 to 80% air is normally found in all types of combustors but here we deal with heterogeneous, variable fuel, which contains also a variable and non-uniform quantity of water and inert materials, unevenly distributed in the overall mass fed to the furnace (Black & Veatch, 2001: p. 173) . With this regard, it is necessary to have an excess of air over the burning stoichiometry, but also an excess over the overall mass feed that may hinder or create preferential paths to the air that is used for the combustion. The method to assure that air is in excess and compliant to standard practices and law requirements for this industry is to impose that a minimum 6% oxygen content is measured in the flue gas after the combustion chamber. The variable feed (quantity and quality) demands to set a range of parameters acceptable for the intended system and machinery. A combustion diagram, shown in Figure 3, is the operating design tool that restricts mechanical and thermal inputs within the acceptable range of variance of the waste for a given system (Lemann, 1992: p. 69-72).
/ kg in) In OutCO2 13 x 44/12= 47.7H2O 2 x 18/2= 18.0
Air: Oxygen for reaction13 x 32/12 + 2 x 16/2 = 50.7
less oxygen in waste 12 -12.0O2 to feed with airO2 excess, + 80 wt-% 30.9N2 in air x 78/21 x 32/28 = 4.25 295.8Umidity in waste 63.0Excess: 80 wt-% air on remaining waste 73 131.4 (depends on sizing, technology, grates, cooling ...) 586.8
Assuming average Cp of gases = 0.25 kcal/kg°Cdelta T adiabatic becomes:
x 100/.25 / kg gas = 1431 °C
38.730.933295.8
131.4496.8
2100
C + O2 = CO2H2 + ½ O2 = H2O
Cases: waste @ 2100 and 4000 kcal/kgPCI C H O H2O Subtot. Other Tot.
0 13 2 12 63 90 10 100
Flue Gas (kg out
2104000 40 6 22 15 83 17 100
/ kg in) In OutCO2 40 x 44/12= 146.7H2O 6 x 18/2= 54.0
Air: Oxygen for reaction40 x 32/12 + 6 x 16/2 = 154.7
less oxygen in waste 22 -22.0O2 to feed with airO2 excess, + 80 wt-% 106.1N2 in air x 78/21 x 32/28 = 4.25 1014.9Umidity in waste 15.0Excess: 80 wt-% air on remaining waste 32 57.6 (depends on sizing, technology, grates, cooling ...) 1394.3
Assuming average Cp of gases = 0.25 kcal/kg°Cdelta T adiabatic becomes:
x 100/.25 / kg gas = 1148 °C
132.7106.131014.9
57.61311.3
4000

28 Charter 3
Figure 3: Explanatory combustion diagram
• Vertical right limit for max mechanical load
• Horizontal upper limit for max thermal load
• Diagonals = heating values • Zone below the optimum
requires air pre-heaters and auxiliary burners.
To provide an order of loading magnitude, grates accept about 300 kg/h-m2 of
waste and about 1000 kW/m2 thermal input. Mechanical and thermal overloading can be tolerated temporarily and a 10% margin is acceptable. It is however important to note that such margin is evidently small if we recall how variable the waste can be and how inaccurate can be the determination of its heating value.
Figure 4: Power conversion typical yield, input basis = 100
Regardless of the type of combustion method being utilised, the overall power conversion (net energy obtained versus the energy input with waste) is affected by various heat losses and transformation efficiencies. An overall 20% efficiency is obtained by the energy balance that is practically affected by input-output streams shown in Figure 4. When speaking in terms of chemical usable energy or possible heat reuse, the efficiency would become greater, but it is customary to refer to achievable electric power generation, energy transferable at a noble level whereas millions of kilocalories at low temperature would not be indicative of a useful transformation. Different
methods and technologies imply modifications and improvements but the present results are fairly consistent with the picture below.
100Energy in waste
96Furnace
95Boiler
82Turbine cycle
24Gross Elect. Gross
20Net Elect.
Energy
Flue gas
4 Unburnt, slag
1 Thermal losses
13 Flue gas sensible heat
1 Mechanical losses57 Condenser heat
1 Steam cycle auxiliaries2 FGT auxiliaries1 Furnace auxiliaries ...
Given the same type of input, variations of the thermal treatment reflect on variations for emissions and a different extent in flue gas treatment, in handling the feed and discharge of solids. Since we are mainly concerned here on the combustion or hot

Traditional Incineration 29
portion of the processes -shaded box in Figure 5 - ancillary and downstream systems can be presently neglected as if they were conceptually alike for all the types of technology.
Figure 5: Incineration plant block diagram
3.2 Grate Furnaces
In its very essence, the grate furnace does not conceptually differ from the early oven furnaces, but technologies have been applied for over 80 years and are regularly updated for changing requirements, legislation, operability and effectiveness. Waste is dumped into an air-tight feed hopper and a controlled ram feeder pushes the material to the grate, whether this be air or water cooled. The downward sloped grate is the footing of the combustion chamber as shown in the explanatory sketch, Figure 6.
In a grate system the feed hopper and the pushing/feeding devices are also important to avoid air windage and fires upstream of the grate itself. The combustion primary air rising through the grate at the bottom of the furnace and the movement of the grate enable even distribution, homogenisation and travelling of the waste feed toward the solid exit. Homogeneous distribution and controlled even air paths are essential to obtain efficient combustion. Along with the sloping down of the grate, several phases take place: the material is dried, releases gases, is ignited, it cracks to release more gas, is incinerated and burnt out to non-reacting inert slag.
The primary air source is fed through the grate for the purpose of being preheated, to stir and create turbulence in the burning material, but most importantly to cool the steel grate. Secondary air and also additional air used to cool the furnace sides adds to the air admitted through the grate. Air and waste have a pseudo co-current flow with a longer residence time that reduces the formation of CO, NOx and unburned organics. The furnace walls and the heat exchange sections recover radiant and convection heat to generate steam whereas particles disengagement, collection and

30 Charter 3
cleaning of the exchange surfaces is necessary to enable continuous operation of the boiler. The furnace walls are protected with refractory and tiles and the design features for membrane walls, the configuration of the chamber, the air swirl injection and control as well as the SNCR vary among different technologies or remain somehow subject to proprietary know-how.
The SNCR (selective non catalytic reduction of nitrogen oxides) is conceptually done in the same manner, by feeding ammonia or urea to convert the oxides to nitrogen and water. The thermochemistry is well known but the mechanics to feed and control the process conditions are peculiar to each supplier.
Figure 6: Grate incineration/boiler conceptual layout
Cleaned flue gas recirculation to the burning chamber was first introduced to
increase thermal efficiency and reduce NOx formation due to lower oxygen content and lower flue gas generation. Some problems were found on the return lines where corrosive condensation was experienced but the method is excellent from the process point of view. For all grates, slag is extracted at the lower or exiting end of the furnace grate: it is dumped in a sealed water tank or sprayed with water to quench and disgregate the biggest pieces. 3.2.1 Air cooled grates Main constituents of grates operation are the hydraulic driven mechanisms and the mechanical moving parts. The grate provides simplicity but high heating value waste require higher air flowrates since this serves the process but also the metallurgical cooling requirements of the grate. The air quantity and means to control the grate skin temperature may also lead to higher NOx formation.
Grates are divided into compartments, call them row or sectors, and have some sort of moving blocks or rolling cylinders that embody a controlled travelling- pushing method to rotate and move the waste material toward the exit in a uniform and planned

Traditional Incineration 31
way so that the residual material reaches the end with homogeneous air contact. The air flow through the grates is also controlled in each compartment. 3.2.2 Water cooled grates The increased heating values and the flexibility in changing waste composition brought to develop different methods to cool the grates. The system mainly splits the cooling of the grate with air but also with a closed circuit coolant, normally a pressurised closed water piping loop, embedded in preferred grate blocks exposed to the direct flames. Only the hottest zones of the grate, having the highest thermal load, are normally water cooled, the rest being air cooled.1
The exchanged heat is recovered for district heating or to have higher efficiency in the thermal cycle by means of air preheating. Extended durability and lower parts replacements are obtained not simply for the reduced stress on mechanical parts but also because higher grade metallurgy is used to manufacture the components of the water cooled grates. By utilising a method that better protects from local overheating, these grates enable a better distribution of the waste load over their surface. Improved combustion enables also to slag out the residual material with a lower content of entrapped incombustible material. 3.3 Fluidised Bed Furnaces
This type of furnace is frequently used when the material fed to the reactor is pre-treated or has predictable reology like sludge, shredded or minute pieces. A large piece of organic material could also be fed indeed without damage and float until destroyed in the bed, the bed exhibits an upper level and behaves like a fluid. One problem would however occur when high density non homogeneous materials can fall to the bottom, accumulate or create problems with the air distribution that fluidises the particles bed. In fact, a number of nozzles sized to evenly distribute the air is placed at the bottom of the bed, this keeps the waste and the inert material, normally sand, in a homogeneous swirling medium, characterised by little wear, high resistance, high heat capacity and uniform distribution, simple design, flexible turn-down and operable conditions (Zenz, 1977: pp. 81-91). The bed is practically isothermal, temperature distribution is normally within 3 to 5°C and this is important to control the temperature in highly exothermic reactions (McCabe and Smith, 1976: p.167). While on grate furnaces we can distinguish between different phases of degassing, cracking of the substance, release of gases and combustion of the same, in a fluidised bed the gases flash out of the substance and ignite immediately.
The high turbulence created in the fluid-solid mixture leads to efficient mixing, full backmixing and heat transfer coefficients higher than those achievable in fixed bed, waste is therefore exposed to ideal burning conditions, resistant to upset conditions and unaffected by lumps or concentrated material hot spots that are damaging for conventional furnaces (Froment and Bischoff, 1979: pp. 662-669). Low fusion ash materials are less troublesome than they are in stationary or grate furnaces because the
1 Courtesy of Von Roll Environmental (Zürich, CH), evolution of design data for air and water cooled grates incineration.

32 Charter 3
overall temperature is evenly kept lower here, slagging and fouling are thus eliminated (Smith, 1985: pp. 27-31). The gasification and combustion occurs in a bubbling or circulating bed, depending on the gas velocity that leaves the bed stationary or sufficiently fast to travel out of the reactor and circulate the inert media back, Figure 7. The inert material is kept within the system to provide thermal capacity and exchange so that the bed behaves like a heat sink, slow to cool off when a temporary stop occurs. Fluidised beds allow extended residence time at temperatures above 850°C.2 Stationary or circulating are chosen for the LHV and the heat sink tolerates and performs also with high heating values materials by keeping the quantity of non-combusted material around 0.5% versus averages of 2% for grate incinerators. The excess air through the bed is about 30-50% versus the excess of 80-100% for the grates, amounts that can be reduced in the grate plants by flue gas recirculation.
Figure 7: Scheme of bubbling and circulating fluidised beds (Courtesy from Von Roll)
The boiling reactor has a practical constant bed level and to integrate the fluidisation primary air feed a secondary air stream is injected over the bed for air control, added turbulence and staged combustion. In such a manner the bed temperature is kept well below the melting point of the ashes, since the ash sintering would create irregular fluidisation and problems at the bottom distributors. The circulating bed is not
2 The general principles are found in many ambient protection legislation, such as the Italian DPR 915/82 where residence time in excess of 2 seconds is to be guaranteed (Article 1).

Traditional Incineration 33
staged and the ashes are practically maintained in constant quantity due to solid recirculation. The gas separation and blow down of the ashes needs to be resolved prior to recycling and this solid classification is not easy due to the nature of waste. In generalised terms, it is preferable to use a boiling bed reactor, which by evidence is mechanically simpler, but the circulated bed enables to load higher heating value material.
For circulating beds, the air flow fills the entire combustion reactor, it is necessary to trap the material blown out in a cyclone and return it to the system. The flue gas free from the largest part of entrained inert solids can then proceed to the heat exchange and flue gas treatment section. The technology is effective in generating lower volumes of flue gas, with low contaminant concentration. The reduced air flow and high uniform temperature generates lower NOx emissions: the quantity of NOx in a fluid bed is about half the oxides generated in a grate combustion, about 200 mg/Nm3 due to the lower operating temperature. Similarly, dioxins formation is lower but still high to require removal which is done by spraying activated carbon as adsorbent media, captured onto the tail end filter bags. The inert material can be easily mixed with some reactant, limestone or sodium bicarbonate for instance, to combine with acid gases like H2S, but since HCl is hard to capture, neutralising chemicals are generally added downstream in the flue gas treatment.
Fluidised beds can reach 85% thermal efficiency (approximately 10% greater than grate systems) but the advantage is reduced by higher auto-consumption of power, mainly to move or recirculate the conspicuous inert material. Various provisions need to be tackled, the air distribution system must be uniform and depends on particles, air and nozzles, located on a plate stressed by high temperatures and great weight when the bed collapses or is no longer fluidised during outages (Pell, 2002: pp.72-75). 3.4 Rotary Kilns
The mass burning incineration is based on a rotating inclined cylinder in which the waste burns and moves downward as shown in Figure 8 (Statistica Svizzera, 2001: p. 36). The kiln is usually water wall cooled or refractory lined. The equipment was relatively simple and popular initially, similar to cement kilns; presently, its application is mainly for toxic and hospital waste. The systems have the peculiarity of being relatively small and compact, sturdy and maintenance free. They accept industrial or odd variable waste, coming in non homogeneous form and quantities but also with relatively high humidity. The residence time of material is generally high, in the order of hours, so cracking and gasification kinetics is not the controlling step for the design. When a high residence time and temperature is required for the exiting flue gas, an afterburner is found prior to the recovery boiler. Contrary to grates which are designed for a given feed homogeneity, the mechanical equipment can accept irregular loads: barrels of liquid waste can also be fed directly and this can favour the treatment of toxic materials, difficult or hazardous to handle. Toxic waste is also peculiar for discontinuous operation and while idle time is not convenient for grate and fluidised bed incinerators the discontinuities do not affect the rotary equipment operation.

34 Charter 3
Figure 8: Conceptual rendering of a rotary kiln (Courtesy from UFAFP)

Traditional Incineration 35
3.5 References Aerstin F. and G. Street, 1980. Applied Chemical Process Design. 2nd ed., (New York:
Plenum Press).
Black & Veatch, Drbal L. et al., 2001. Power Plant Engineering. 5th ed., (Norwell, Massa: Kluwer Academic Publishers).
DPR, 1982. Decreto Presidente della Repubblica Nr. 915/1982, Art. 1, (Roma: Gazzetta Ufficiale).
Froment G. and K. Bischoff, 1979. Chemical Reactor Analysis & Design. (New York: John Wiley & Sons).
Goerner K., 2003, July. “Waste Incineration European State of the Art and new Developments.” IFRF Combustion Journal, Nr. 2003-03.
IRER, 2000, February. “L’eliminazione dei rifiuti mediante termodistruzione: effetti globali sull’ambiente.” Final Report, (Milano: IRER).
Lemann M., 1992. Abfalltechnik. (Dübendorf, CH: Dorema Texteam Verlag).
McCabe W.and J. Smith, 1976. Unit Operations of Chemical Engineering. 3rd ed., (New York: McGraw-Hill).
Pell M., 2002, August. “Understanding the Design of Fluid-Bed Distributors.”, Chemical Engineering, No. 8.
Smith D., 1985, October. “Advances in Fluidised Bed Combustion and Cogeneration.” Power Engineering, No. 10.
Statistica Svizzera, 2001. “L’ambiente in Svizzera. Statistiche e Analisi.” (Neuchâtel: UFAFP, Ufficio Federale Statistica).
Zenz F. A., 1977, December. ”How Flow Phenomena Affect Design of a Fluidized Beds.” Chemical Engineering, No. 12.

..

4 ALTERNATIVE THERMAL PROCESSES
There is a number of alternative processes, some are novel or still referenced by
very few commercial applications, others are conceptually clear but with no significant or repetitive reference at all. In the treatment of waste, which exhibits variable physical and chemical properties, it may also happen that due to relative simplicity, plants are sometimes manned by unskilled operating personnel. With this regard, the safe application of novel technologies is often seen as a hindrance to regular and efficient operation. End users, municipalities, local purpose companies and the banks that are present for project financed installations demand continuous trouble-free operation, normally between 7500 and 8000 hours per year, a risk hard to choose from when considering unproven processes.
One feature common to alternative technologies is that pyrolysis, gasification,
and thermal oxidation happen in distinct process equipment whereas they all take place in one reaction equipment, the furnace, for incineration. While mass burn incineration finds a most general and proven application, each alternative system attempts to improve the overall efficiency or reusability of products with valid arguments that ought to be taken in consideration for specific and selective applications.
Among known cases, few technologies are summarised below as they exhibit
points of innovation that will be later resumed or comparatively analysed in discussing the merit of the plasma process.
4.1 Gasification
Within a variety of high and low temperature possibilities, or system configurations, gasification of waste with air, but also with oxygen enriched air or pure oxygen, have been proposed for processes that are all designed to work under partial oxidation of the organic material. The majority of carbon is converted to syngas and water contributes to enrich the H2/CO ratio (Probstein and Hicks, 1982: pp.144-189). Residual solids are discharged as metal and ashes, one problem being that low melting point ashes may evaporate at the high operating temperatures of the gasifier and then escape to downstream treatments or clog in discharge chutes. Heavy metals are encapsulated in the glassy slag, with little or no risk of leaching out of the conglomerate. Another advantageous feature is the lower flue gas discharged from the plants. Starving air conditions reduce in fact the nitrogen dilution of the gases, resulting in lower volumes to treat, or higher heating value of the same, when they are meant to burn in downstream equipment like engines or gas turbines.
4.2 Pyrolysis Pyrolysis is the chemical decomposition process induced by heat. The process is not new, town gas was formerly made by retorting of coal, a thermal degradation of organic material in the absence of oxygen (Shreve and Brink, 1977: pp. 65-70). Airless pyrolysis, or its arrangement in defect of O2, aims to crack decomposable materials at moderately low temperature and utilise the synthetic gases exiting the retort either for

38 Chapter 4
chemical uses or to burn them to recover heat and electricity produced in a combustion engine. Globally, it is an endothermic process where the organic material is distilled. Organic macromolecules like rubber, plastic, amid, cellulose etc. become thermally unstable and crack into smaller molecular constituents, gases and elementary carbon to yield: - a solid residue, with a high carbon content of organic origin, char, plus metals,
glass and inert contained in the waste. The char can be separated and used as fuel, while metals and glass can be recovered.
- a gas, incondensable phase, mainly made of hydrogen, low CHx, CO and CO2, that is generally burned within the process to integrate the energy requirement
- a separable condensable residue that can be described in three portions. A portion made with lower molecular weight organic fractions like aliphatic and aromatic hydrocarbons, alcohols, acids and ketones. A heavier portion made of naphtenes, oils, and tars that are difficult to use and a third watery portion of small and polar organic substances dissolved or emulsified in the water humidity freed by the pyrolysis.
Major variables are temperature and permanence time. The conventional pyrolysis operates within 300 and 500 °C with slow heating rates of a few degrees per minute, ambient pressure and residence time in the order of hours. The long residence time is forgiving in terms of heterogeneous and variable capacity feed, the modest thermal gradient enables low cost and less troublesome technological solutions. Flash pyrolysis operates at temperatures around 1000 °C, with high temperature gradients in the range of 200 °C/sec and residence times of few seconds. This second process aims at the quasi-full gasification of the products at the expense of residual solids, generates more CO and H2: at first, this appears ideal for the treatment of waste. Its difficulty is however that the material needs to have greater homogeneity and finer particle sizes for handling and to enable the greater heat fluxes.
Residence time of one hour is usually sufficient to carbonisation of the waste, i.e. the production of inert residues free from organic compounds with the objective to mineralise the waste, reduce its solid volume and recover materials that are thermally sterilised. The pyrolysis rate mainly depends upon the thermal diffusivity or the heated material property to increase its temperature. At equilibrium, gases reach a steady flow proportional to the quality and quantity of cracked material. The heat transport inside the material is favoured by mechanical mixing. The main pyrolytic steps are such that up to 150 °C drying and water desorption occur, then, up to 250 °C cracking begins, -COOH, CO, CO2 are released and cellulose is destroyed. Raising the temperature to 400 °C organic substances undergo further cracking and coking, CH4 and C2 to C6 hydrocarbons are generated, HCl, HCN, H2S are released and NH-bonds are broken. At higher temperatures, up to above 600 °C the full thermal cracking of aromatics can happen and some carbonates also decompose (Lemann, 1992: p. 74). Ultimately, the low cracking temperature does not enhance formation of cyclic compounds and aromatisation. Since flames are not generated here, there is no limit of reaching dangerous adiabatic temperatures and very high heating value waste can be accepted in the pyrolysis process. Upstream differentiated collection appears of marginal usefulness

Alternative Thermal Processes 39
since the pyrolysis accepts all types of waste and converts all organic material: plastic, fluff, compost suitable material, tires, hospital waste, paper and wood, varnish and paints, etc. About 60 to 80% of the acidic gaseous pollutants are formed during the pyrolysis, like HCl, HF, H2S. Quicklime may be added to the waste feed so to neutralise the flue gas from pyrolysis in situ, neutral salts can thus be discharged with the solid residues and the exiting flue gas will only need a reduced cleaning treatment downstream. Contrary to incinerators that burn solids and have their operation complicated by the need to have turbulence and high temperature, pyrolysis only generates gases which have a smoother operation if burned downstream. Forced convection thermal exchange is not used here, so particulate and fines are not carried in the gas phase. The pyrolysis gas is sent to hot cyclones that remove about 70% of the dust. The dust can be mixed with the pyrolysis coke, either recycled back or sent to some thermal disposal.
Gases released by pyrolysis are less prone to dioxin formation than it can possibly occur while cooling gases cracked by direct combustion. Dioxins actually form, de novo, through carbon catalysis, enhanced by metals like Cu, between 200 and 500 °C. The reaction time is fairly long while precursors like chlorophenols and chloro-benzene generate radicals that rapidly react within seconds in oxidising atmosphere and form dioxins in the temperature range of 200 to 650 °C (Tuppurainen, et al., 2003: pp. 653-654). The pyrolysis releases a quantity of tars and oils, these latter being a complex mix of condensable hydrocarbons (aliphatic HC, aromatics, alcohols, aldehydes, ketones, tars, oils, naphthenes) and char which are difficult to fractionate: local burning is however difficult and requires great handling caution to prevent clogging, odours and pollution. Due to the mild operating conditions, most inorganic material is not affected by the thermal cracking, solids and inert materials are found in the bottom char where porous charcoal, metals and inorganic salts are mixed. The char is quenched and sent to classification via magnetic field, a Foucault drum separator is used to separate non-ferrous metals, gravimetric separation of carbon from glass and minerals is then made in water. Grinding is not necessary because no melting, no slag and no big blocks are generally formed. The pyrolysis of waste needs to assure mechanical continuity and the movement of the residual material, it is therefore most commonly made in rotating, sloped equipment. Kilns operate under a slight under-pressure. When the pyrolysis is made in a fluidised bed, the temperature control is very fine and uniformity is achieved by introducing inert materials like sand for quick heat transfer and flashing of pyrolysed substances. A concluding remark about pyrolysis is that the heating value of the waste that is not used up in compensating the endothermic reactions is ultimately found in the solids and in the syngas as chemical energy, usable or transportable for another use.

40 Chapter 4
4.3 Thermoselect™ Process The process is a combination of pyrolysis and high temperature gasification. The waste is first compacted to high density, say 2 kg/cm3 by means of high compression in excess of 140 atm, so that the waste overall thermal conductivity is raised, the waste is freed from entrapped air and its initial volume is reduced to about 1/10th. The waste is then slowly pushed through a degassing tunnel, externally and coaxially heated indirectly by the hot gases obtained by burning a portion of the syngas developed within the same process. Heating up to about 600°C for about 2 hours in defect of air releases humidity, gases and achieves the pyrolysis of organic constituents. This reduced mass is then gasified at over 2000 °C in a reducing atmosphere by injecting CH4 or C3H8 and pure O2. Oxygen instead of air is used to reduce volumes, to reach high temperatures with the torches and to reduce NOx. The full destruction of organics at extreme temperatures is a sign of safety even when treating toxic substances. Carbon black, soot and fly ash are also minimised due to the higher temperature and smaller airflow compared to other combustors. The high temperature in the reactor enables both dry and steam reforming, conversion of CO2 and H2O with a carbon source to H2 and CO. Carbon is actually present in the compact mass fed to the reactor and the gases are stabilised at the mid height of the refractory lined reactor.
Melted vitrified solids are water quenched and granulated from the bottom of the reactor, while the syngas (CO + H2) is cleaned from particulate and acidic contaminants like HCl prior to utilisation in a combustion engine or gas turbine to generate power. The first step in treating the gases exiting the reactor is a water quenching, down to about 90 °C, as it is shown in Figure 1, taken from the the Swiss Report on Environment (Statistica Svizzera, 2001: p. 43). The rapid temperature decrease is conceptually conducive to prevent dioxins reformation. Gases are further scrubbed and treated with straightforward methods.
Figure 1: Scheme for ThermoselectTM

Alternative Thermal Processes 41
4.4 Compact Power®
In this process a pyrolysis is first made for the organic material, followed by a gasification and an ultimate oxidation at 1250°C. A steam boiler recovers the waste heat from the gas engine exhaust, while the syngas is used as engine fuel (Compact Power, 2004, via internet). A preliminary evaluation shows that starting from a basis of 100 kg/h of waste, about 650 kg/h of air are introduced to obtain about 750 kg/h of flue gas. The syngas from pyrolysis is about 70 kg/h and the syngas from gasification is about 90 kg/h. The combined efficiency is claimed to be higher and easier to control, char is also expected to be less than it can be obtained in a simpler pyrolysis. The continuous combined process attempts to exploit the best from every piece of technology in a thoroughly integrated manner. The complexity of the system can also be viewed as a tolerance to feedstock variations and better controllability of each process stage. 4.5 CMR™ “Continuous Melting Reactor”
The process is proposed by the Italian firm Sogeni and is an example of incineration furnace able to accept various types of waste, metals included: it is derived from casting operations and enables to slag out high temperature inorganics, unleachable in their ultimate vitrified state, thus suitable to reuse or to safe disposal. Molten metals are periodically tapped out from the bottom ports and their relative separability enables differential recovery of constituents. In the case of scrap steel heavy loading, the furnace produces high grade cast iron, since iron oxides are reduced and low contents of Si, S, P remain in the sluiced product. A carbon source is fed either through the waste content itself or by pulverised coal addition.
The furnace is very similar to blast ovens used in steel manufacturing, it is continuously loaded from the top and the high temperature is maintained by oxygen torches firing the organic material above the molten bottom bath. The bath has a great heat capacity that maintains the temperature uniform throughout the furnace geometry. The operation above 1600 °C and the low oxygen reducing atmosphere promote the coking of the organic material that works as a reducing agent and with humidity generates syngas. The gas leaving the furnace at about 1200 °C can either burn or be sent to outside engine burners after cleaning.
The whole equipment is versatile and fairly simple, proven in steel manufacturing plant built according to the original invention of the Russian professor Romenets back in the ‘80s. An advantage of the equipment is that it has no moving parts, metals and slag stratify and overflow out of the system from different level siphons, as exhibited by the sketch of Figure 2. The thermochemistry is no different from other incinerators, although care is taken to introduce the reducing agent (carbon) rapidly, so that metal oxidation does not occur.
The quantity of air is less than the amount required in traditional incinerators and the combination with the high temperature generates lesser NOx and destroys dioxins that may have eventually formed. Fly ash is entrapped and reprocessed in the

42 Chapter 4
high temperature metal bath, its removal with the slag is a substantial reduction in voluminous solid treatment and disposal. Figure 2: Conceptual scheme for Romelt furnace
4.6 RCP™ “Recycled Clean Products” The process combines two thermal processes, a pyrolysis chamber above a water-cooled grate and gasification at high temperature in a secondary combustion chamber. The difficulty to feed heterogeneous waste to the gasifier is overcome by putting an upfront pyrolysis without pre-treatment, and the gasifier works on gases and not on a solid feed (VonRoll, 2004: via internet). The pyrolysis coke is oxidised in a smelting furnace so that the combustible material is fully depleted while inert components melt at temperatures exceeding 1400 °C. Heavy metals (copper, iron alloys) are extracted from the molten liquid while volatile metals (zinc, cadmium, lead) transfer to the gas phase.
The hot gases from the smelting bath pass through the fluidised bed second combustion chamber and are then mixed with sand which serves as a heat carrier for the steam generator (Pell, 2002: pp.72-75). The sand has also the purpose of homogenising the temperature and to prevent damaging hot spots (Froment and Bischoff, 1979: pp.662-669). A similar process was developed by Noell and several companies are currently combining different features of gasification or traditional incineration to exploit and add separate advantages of each technology.

Alternative Thermal Processes 43
4.7 References
Compact Power Ltd., Avonmouth, 2004. Literature and internet commercial information at www.compactpower.co.uk.
Froment G. and K. Bischoff, 1979. Chemical Reactor Analysis & Design. (New York: John Wiley & Sons).
Lemann M., 1992. Abfalltechnik. (Dübendorf, CH: Dorema Texteam Verlag).
Pell M., 2002, August. “Understanding the Design of Fluid-Bed Distributors.”, Chemical Engineering, No. 8.
Probstein R. and R.E. Hicks, 1982. Synthetic Fuels. (New York, NY: McGraw-Hill).
Shreve R. and J. Brink, 1977. Chemical Process Industries. IV Ed., (New York, NY: McGraw-Hill).
Statistica Svizzera, 2001. “L’ambiente in Svizzera. Statistiche e Analisi.” (Neuchâtel: UFAFP, Ufficio Federale Statistica).
Tuppurainen K., et al., 2003. “Perspectives on the Formation of Polychlorinated Dibenzo-p-dioxins and Dibenzofurans during Municipal Solid Waste (MSW) Incineration and other Combustion Processes.” Accounts of Chemical Research, Vol. 36, No. 9.
Von Roll Environmental, Zürich, 2004. RCP data available through their corporate web site: www.vonroll.ch.

..

5 DIOXINS, FURANS AND RELATED COMPOUNDS
Among various compounds and isomers, the following are the most often referenced because of their toxicity (TCDD is identified as the known most powerful chloracne producing compound since the ’70s) and literature reports:
2,3,7,8-Tetrachlorodibenzo-p-dioxin (C12H4Cl4O2 = MW: 322)
Cl
Cl
Cl
Cl O
O
2,3,7,8-Tetrachlorodibenzofuran (C12H4Cl4O = MW: 306)
OCl
Cl
Cl
Cl As many as 212 compounds can be identified in considering possible dioxins and furans formation. Equilibrium thermodynamics data base calculated with the group additivity approach and with computational molecular modelling methods minimise free energy to form dioxins within the 550 and 750 °K window, stable at PO2 lower than 10-30 bar. While calculations appear to attribute higher stability to furans, practical observations do not seem to sustain such conclusion (Pengfu et al., 2001: pp.1870-1873). According to the same authors, the assumption that dioxins and furans do not noticeably interact with each other appears to be close to reality and their partial pressures in their stable existence temperature range are around 10-10 bar. To appreciate this result, we made the hypothesis of gas phase ideality and derived D/F partial pressure with the admissible D/F flue gas concentration. We calculated the D/F partial pressure at the imposed emission level of 0.1 ng/Nm3 and found an order of magnitude of 10-18 bar, a prescribed value well below the values that appear necessary to fall within the attainable stability range. 5.1 D/F Formation Mechanisms
Dioxins that are completely destroyed in the combustion chamber, form between 250 and 650 °C or according to more recent evaluations between 250 and 400 °C via three possible pathways, listed in ascending importance:
- pyrosynthesis, i.e. high temperature formation in the gas phase - de novo i.e. formation from macromolecular carbon and chlorine - from various precursors.

46 Chapter 5
The D/F formation should be addressed simultaneously and not as if it may occur through a single independent pathway. D/F precursors formation is 102 to 105 faster than de novo synthesis, indicating that this route may dominate in the real incineration: radical/molecule reactions are actually an insignificant pathway in incinerators, compared with the condensation of two Cl-phenoxyl radicals. Thermodynamically stabilised dioxins do not find experimental evidence and this evidences that the PCDF isomers distribution is kinetically controlled other than thermodynamically controlled (Tuppurainen, et al., 2003: pp. 653-654). According to their model and pilot plant analysis, the authors found over 60 most probable paths to form D/F from phenol via oxy-chlorination whereas only marginal quantities appear to form during combustion (Tuppurainen, op. cit. p. 656). Kinetics is enhanced when precursors come into contact with fly ash which is also a way to justify D/F formation when residual carbon is negligible and de novo synthesis is thus irrelevant.
The mechanisms are uncertain as to the ability to predict D/F formation, although they have been studied since the ‘70s: D/F already present in traces in the fuel cannot justify and account for the level in emissions, particularly when synthetic feed is made, with no starting D/F. Furthermore, the products decompose above 900°C, they would be destroyed at the flame temperatures (Shaub and Tsang, 1983: p. 721).
Gas-gas homogeneous reactions also play a minor role because the complexity of D/F formation must follow a multi-step formation kinetic, much greater than high temperature destruction kinetics. Various measurements of D/F right after the combustion chamber are demonstrated lower than concentrations measured downstream: formation by aggregation, condensation of D/F precursors must occur at lower temperatures, i. e. in the gas treatment sections. A recent study (Evans and Dellinger, 2003: pp. 1325-1330) analysed the kinetics of D/F formation and concluded that gas-phase reactions of chlorinated phenols are fast enough to compete with surface-catalysed reactions. Experiments were conducted with a reaction time of 2 seconds over a temperature range of 300 to 1000°C and differ from other reports related to longer reaction times between 10 and 100 seconds and temperatures below 700 °C. The difference may indicate and support that extended pyrolysis generates less D/F, or at least that the gas phase formation mechanism is not so relevant for the pyrolytic process.
Gas-solid heterogeneous condensation reactions between gas phase chloro-aromatic precursors (existing or formed by incomplete combustion) and catalytic particles like particulate, metallic or divalent copper, appear to be significant. The temperature range can be within 200 and 400°C (Kilgroe and Nelson et al., 1990: pp. 223-244). Fast reactions involving Cl-aromatics condensations may be expected to dominate in the boiler where temperatures range between 200 and 600 °C and the residence time is in the range of seconds, feasible in less than 5 seconds for some authors (Gullett and Lemieux, 1994: pp. 107-118). The aromatic ring is chlorinated by molecular chlorine substitution, one may observe that molecular chlorine is not present, we rather have HCl, but the acid reacts with O2 in presence of metallic surfaces to generate Cl2. Once the aromatic ring has been chlorinated, the metal catalyst supports condensation reactions enhancing the kinetic by three orders of magnitude and D/F can form. Sulphur decreases D/F emissions. SO2 can oxidise with water to SO3 and reduce the Cl2 to HCl, impoverishing thus the molecular chlorine available for the ring chlorination. SO2 may also poison the catalytic particles or eliminate copper as CuSO4 to produce the same effect. Presently, we have no operating evidence of kinetic models capable to predict accurately the formation of D/F that may occur even for good combustion and any

Dioxins, Furans and Related Compounds 47
combination of Cl, C, H2, O2 (Altwicker, Ravi et al., 1990: pp. 1935-1944). In order to derive a reasonable fit with values of D/F measured in commercial plants, the same authors utilise a four steps D/F formation model and assume arbitrary factor modifications of the Arrhenius pre-exponential rates, previously published by Shaub and Tsang (op. cit. 1983: pp. 721-730). In all cases of industrial combustion, the measurement of low CO levels is taken to indicate that combustion is complete. Poor combustion can moreover increase the quantity of particulates, as well as soot, and generate organic precursors (Santoleri, 1995).
Gas-solid heterogeneous reactions can also generate brand new D/F from inorganic chlorine and non-ring carbon compounds in dry pollution control equipment where the particulate residence time varies from seconds to dozens of minutes and activated carbon is observed as an effective catalyst (Dickson et al., 1992: pp. 1822-1827). Improvements may derive from rapid wet quenching (milliseconds) of the flue gas, in a venturi scrubber, to preclude D/F formation reactions (Doolittle et al., 2002: pp. 50-57). If a partially wet quencher is used, water saturation is not reached and temperatures are maintained above the dew point. D/F may form de novo in the equipment where the 200°-400°C temperature window exists, for instance in ductwork, ESP, cyclones, filters, and care should be exerted to keep the residence time very low in those potential forming spots. This is not clearly possible in equipment like filters. The reheater is also a case of potential formation: although the gas temperature is relatively low, say 130°C, the metallic surface and some minor particulate hold-up may catalyse D/F formation. 5.2 Dioxins Control
The D/F control technologies are targeted to limit the conditions that form D/F. Failing prevention, activated carbon injection, carbon beds, catalytic oxidisers and inhibitors are used. The use of activated carbon, in fact, generates D/F in situ and reduces or removes the risk of downstream formation/leakage; D/F concentrations are therefore greater by far in the filtering beds due to the fact that D/F are artificially made and built up there, so great care needs to be taken in handling the carbon and the particles captured downstream onto the fabric filters. Inhibitors tend to eliminate one or more reacting effects. We discussed about SO2 presence to inhibit Cl2 by reducing it to HCl. Injection of Na2CO3 at the fuel feed side enhances the reaction with Cl2 and avoids to add excess sulphur that ultimately needs to be removed.
Given the probability, the mechanism of formation and the modest prediction capability of current models, it is hard to exclude that one combustion process like incineration will not generate D/F. It is therefore useful to implement treatments that minimise the risk of emitting such toxic substances to the atmosphere. Leveraging upon the discussions above, it appears evident that D/F may form when the gases are treated or exchange heat in cooler equipment: metals as well as carbon particles are proven catalysts for D/F formation. One safe way to treat the gases is thus to enhance whatever possible formation of D/F in a controlled environment, to prevent the possibility that such potential formation occurs downstream. Activated carbon is an effective catalytic media to capture and form D/F prior to the bag-house filtration of particulates. D/F form and adsorb onto the carbon, they are then captured and disposed with the media itself. Means of ultimate disposal include combustion by recycling the media to the furnace or send the materials to authorised landfill.

48 Chapter 5
Studies on the adsorption of D/F on carbon demonstrate commercial plants removals to concentrations well below the prescribed European emission limits of 0.1 ng/Nm3 of flue gas. The methods include fixed bed activated carbon units and injection of small amount of adsorbent into the flowing gas, separated downstream before discharging the purified gas. The former method exhibits higher pressure drops but better efficiency, mainly to the distributed use and operability of the bed and longer contact time while the gas permeates through different bed layers. In both cases, the dioxin partitions between the gas and the solid phase as a function of temperature and partial pressure. Higher chlorine D/F have lower vapour pressure as compared to lower chlorine dioxins and exhibit greater tendency to condense onto the carbon. The adsorption kinetics fits well with the prediction based on Henry’s law and relative pressure (partial pressure over the vapour pressure) in the range of 10-9 to 10-7. The trend is a corollary to saying that higher chlorine D/F heavier molecules are more efficiently adsorbed. Since dioxins are tightly adsorbed by activated carbon, other flue gas constituents such as HCl, volatile organics, and incomplete combustion products show no clear effect on the dioxins removal (Karademir et al., 2004: pp. 1201-1207). According to the same authors of the study, high humidity can negatively affect the adsorption on carbon by filling up the pores with condensed water.
5.3 Dioxins Analysis The concentrations of D/F limits tolerated in emissions are so low that the
reproducibility and accuracy of the analytical methods being adopted may sometimes become an issue. Detection limits have to be orders of magnitude below limits of pesticide residue analysis, i.e. below the level of 1 ppt (1 part in 1012 parts). Mass fragmentography is the exclusive use of the spectrometer for the mass specific recording of preselected ions. A mass fragmentogram is obtained by focussing on the masses where the ion abundance is expected and it achieves 10-12 grams sensitivities as opposed to a 10-7 gram sensitivity of mass chromatography. For D/F search the mass spectrometer is adjusted to monitor indicative ions where the highest sensitivity and selectivity is observed, like m/e values of 320, 322 and 324 peaks (Cattabeni et al., 1978: pp. 34-35). Any analysis is planned with the care to avoid co-eluting components and it is also complicated by the presence of interfering compounds. Furthermore, the mass spectrographic methods practically decompose the D/F to be measured and determine the initial D/F quantity from the measurement of fractioned particles like CO and Cl against a referenced, standardised graph of the method. This can eventually generate the suspicion that the fundamental constituents being measured do not come from D/F source but from other less lethal substances of the gas stream. For this reason, it is very important that the analysis be carried out by very experienced personnel and performed on accurately calibrated equipment.

Dioxins, Furans and Related Compounds 49
5.4 References
Altwicker, E., K. Ravi et al., 1990. “The role of Precursors in Formation of Polychloro-dibenzo-p.dioxins and Polychloro-dibenzofurans during Heterogeneous Combustion.” Chemosphere, Vol. 20, No. 10-12.
Cattabeni F., A. Cavallaro and G. Galli, 1978. Dioxin Toxicological and Chemical Aspects. (New York: Halsted Press Division of John Wiley & Sons).
Dickson, L., D. Lenoir, and O. Hutzinger,1992. “Quantitative Comparison of de novo and Precursor Formation of Polychlorinated Dibenzo-p-dioxins under Simulated Municipal Solid Waste Incinerator Postcombustion Conditions.” Environmental Science and Technology, Vol. 26.
Doolittle C., J. Woodhull and M.Venketesh, 2002, December. “Managing Emissions during Hazardous Waste Combustion.” Chemical Engineering, No. 12.
Evans C. and B. Dellinger, 2003. “Mechanisms of Dioxin Formation from the High-Temperature Pyrolysis of 2-Chlorophenol.” Environmental Science and Technology, Vol. 37, No. 7.
Gullett, B. and P. Lemieux, 1994. “Role of Combustion and Sorbent Parameters in Prevention of Polychlorinated Dibenzo-p-dioxin and Polychlorinated Dibenzofuran Formation during Waste Combustion.” Environmental Science and Technology, Vol. 28.
Karademir A. et al., 2004. “Removal of PCDD/Fs from Flue Gas by a Fixed-Bed Activated Carbon Filter in a Hazardous Waste Incinerator.” Environmental Science and Technology, Vol. 38, No. 4.
Kilgroe, J., P. Nelson et al., 1990. “Combustion Control of Organic Emissions from Municipal Waste Combustors.” Combustion, Science and Technology, No.74.
Pengfu T., I. Hurtado and D. Neuschütz, 2001. “Thermodynamic Modeling of PCDD/Fs Formation in Thermal Processes.” Environmental Science and Technology, Vol. 35, No. 9.
Santoleri, J., 1995, May. “Dioxin Emissions - Effect of Chlorine/Time/Temperature Relationship at 300 °C.” International Conference on Incineration and Thermal Treatment Technologies, (Bellevue, Washington: 2005 Conference Proceedings).
Shaub, W.M. and W. Tsang, 1983. “Dioxin Formation in Incinerators.” Environmental Science and Technology, Vol. 17, No. 12.
Tuppurainen K., et al., 2003. “Perspectives on the Formation of Polychlorinated Dibenzo-p-dioxins and Dibenzofurans during Municipal Solid Waste (MSW) Incineration and other Combustion Processes.” Accounts of Chemical Research, Vol. 36, No. 9.

..

6 LOW PRESSURE CO2 PARTIAL ABSORPTION FROM FLUE GAS
The capture and absorption of carbon dioxide from flue gases still attracts
limited attention as do methods that separate CO2 and dispose it underground or under the sea. The recovery of CO2 has long been studied, indeed, by chemical firms who had a captive industrial use or reuse of the gas, but utilisation and interest has been orders of magnitude less consistent than the huge quantities regularly dumped freely to the atmosphere, under the general acceptance that CO2 was harmless prior to the modern acknowledgement that the gas bears greenhouse effects. Carbon dioxide used in the industry is also relatively cheap and of little concern for significant recovery. In simplified terms, we can say that CO2 is selectively captured and purified for specific chemical processing, or it is extracted and concentrated as a corollary effect of other gas operations, or it is just discharged. Operating conditions and plant complexity are clearly dependent on the chosen option and a fourth option of delivering the gas in some safe storage or natural depletion for environmental/ecological reasons is somehow derived or not yet detailed in economically feasible terms from existing methods. It does not therefore surprise that a flue gas compression under the sea is economically unacceptable or that the complete selective absorption of CO2 is discouraging. This scenario will however change in view of the most probable application of a carbon tax or the possibility to attract financial benefits from reducing CO2 emissions. The compelling drives for the partial if not total offset of the carbon tax will make acceptable even treatments that defect from reaching a premium removal efficiency.
The treatment of flue gases traditionally deals with gas de-dusting and scrubbing of acidic constituents, while production plants, like for instance the Claus tail gas treatment of residual H2S, adopt selective and well studied solvent regenerated processes. The optimisation of amine absorption plants is mostly made at pressures exceeding 20 bar and the choice of the amine type and water concentration depends on the selectivity, efficiency, corrosion inhibition and various operating variables. CO2 is also absorbed but as a side effect, the plants are optimised to abate H2S selectively. In the case of carbon dioxide recovery from flue gas, the crucial variable is the possibility to operate at low pressure to avoid costly compression costs of the enormous flow rates of inert gas in which the CO2 is dispersed (mainly nitrogen) while good absorption percentages or selectivity are not necessarily as critical.
Our study started from the direct scope to recover CO2 from flue gas and feed the concentrated gas to a downstream plasma dry reforming. The general aim was thus to keep the plant configuration as simple as possible and to verify the feasibility of the process. Based on the choices discussed below, a CO2 capture of about 63% is achievable with a modest loss of amine. The investment and operating costs estimated for the plant are lower than the equivalent loss in “green certificate” benefit for emitting that same CO2.
A cryogenic alternative of separating water ice and then solid carbon dioxide (CO2 sublimates at low pressure) was also considered. Technological difficulties in exchanging heat between gas and solids appear to hinder the feasibility and the investment costs. Operation wise, the running costs of the low pressure cryogenic method are far greater than costs for an amine system.

52 Chapter 6
6.1 General Considerations and Selection of Amine
A variety of commercial methods is available for carbon dioxide absorption from gases and flue gases. Historically, the methods have been proven and optimised for working at moderate to high pressures. Membranes separate over 25 bar, hot potassium carbonate work at 7 bar or higher, various MEA, DEA, MDEA, DIPA, regenerable alkanolamine processes are encountered to work between 20 and 40 bar. Selectivity is very important for gas purification and recovery, like H2S for instance, and hindered amines are also used.
CO2 absorption is controlled by mass transfer and is slow because, before reacting with the amine, CO2 must first react with water to form carbonic acid. Depending on the amine, the carbamate that may form is stable and takes 2 moles of amine for 1 mole CO2, RNHCOONH3R, but tertiary amines are unable to form carbamates and are generally easier to regenerate. MEA has the tendency to react with CO2 in the vapour phase to form carbamic salts. When the amine forms the carbamate, this can hydrolyse and form bicarbonate. For selective H2S absorption the amine structure would be chosen to impede carbamate formation and consequently CO2 absorption. Without thinking of using sterically hindered amines such as AMP or MDA, MDEA is a tertiary amine that ultimately achieves higher CO2 absorption (Kohl and Riesenfeld, 1985: p. 35). The graph of Figure 1 was made for an immediate correlation between molar and weight percentages of amine.
Figure 1: Amine mole to weight concentrations MEA is very alkaline and highly reactive, it presents greater corrosivity problems particularly at concentrat-ions in water exceeding 20 wt-% and when the solution is heavily loaded with acidic gas.
Molar to weight concentration in H2O
0
10
20
30
40
50
60
70
0 5 10 15 20 25
mole-%
wt-%
MEA
MDEA
Mole weight:MEA = 61MDEA = 119
Several corrosion inhibitors are available. For instance, Fluor describes how their Econamine technology, that is based on inhibited 30 wt-% MEA, can absorb CO2
satisfactorily near atmospheric pressure, utilising a carbon steel equipment process scheme, highly tolerant to O2 and SOx present in the flue gas (Chapel and Mariz, 1999). The cost of MEA is about half the cost of MDEA.
Operation wise, the quantity of amine and H2O relate to the absorbed gas, primary amine capacity for CO2 is about 0.5 molar CO2/amine even at high PCO2. Our case of 1,000 kmol/h MDEA and 373 kmol/h CO2 feed, gives a ratio of 0.37 with an end result of 245 moles of CO2 in rich MDEA i.e. a mole ratio of 0.24. Typically, the molar

Low Pressure CO2 Partial Absorption from Flue Gas 53
ratio of acid gas to MEA in the lean amine recycle is lower, CO2/MEA = 0.15 when moderate stripping is used (Kohl and Riesenfeld, 1985: pp. 33, 74).
Although vapour pressures of alkanolamines are relatively low (MEA = 0.36 mmHg, MDEA = 0.01 mmHg as compared to 17.53 mmHg for water at 20°C), vaporisation losses occur. Lowering the absorber top temperature around or below 80°F = 27°C to condense the amine is satisfactory unless stronger downstream captures are conceived with packed towers water wash or bauxite filter adsorption, methods that become expensive due to the high volume rates of the flue gas.
According to the findings of Savage and associates, MDEA apparently acts as a base catalyst for hydration of CO2 so the operation in water abundance appears consistent and encouraging for flue gas absorption at atmospheric pressure (Savage et al., 1981: p. 3). MDEA shows selectivity and can be used, because of its low vapour pressure, in aqueous solution concentrations up to 60 wt-% without appreciable evaporation loss. The possibility of using a higher concentration without incurring in corrosion problems allows to decrease the required solution recirculation rate and therefore the cost of the plant. MDEA is highly resistant to thermal and chemical degradation, essentially non-corrosive, it has low specific heat and heat of reaction with CO2 of 475 btu/#-gas or 264 kcal/kg-gas, opposite to MEA having heat of reaction with CO2 of 825 btu/#-gas or 459 kcal/kg-gas (Kohl and Riesenfeld, 1985: pp. 42, 79). In reality, the heat of reactions should be down-rated and cannot be applied as such to the moles of CO2 absorbed because the reaction of carbon dioxide to carbamic acid is slow and a portion of the gas will be simply absorbed in water, without appreciable heat of reaction.
The chemical equilibria in a CO2/H2S/Amine system are described by reactions of Table 1:
Table 1: CO2/Acqueous amine reactions1. RR'NH + H2O OH- + RR'NH2
+ K1
2. CO2 + H2O HCO3- + H+ K2
3. RR'NH + HCO3- RR'NCOO- + H2O K3
4. HCO3- CO3
-- + H+ K4
5. H2O H+ + OH- K5
6. H2S HS- + H+ K6
7. HS- S-- + H+ K7
where R and R' represent –CH2OH or –C2H4OH alcohol groups. In our case, equations 6 and 7 do not apply and water is in such quantity that subtracts from the equilibrium. We therefore have 2 molecular and 6 ionic species, 8 equations need to be solved simultaneously to obtain the free concentration of CO2 with the partial pressure of CO2 that can be calculated by the Henry's constants and free concentration in the liquid phase. With respect to cases without chemical reaction, the absorption rate will be greater due to enhanced absorption and the enthalpy variation will also be significant since the reaction will be exothermic (Biardi, 2002). Conversely, in desorption, the release of CO2 from the amine will not be easy and hindrance to strip it off can be expected (Pacheco and Rochelle, 1998). Rather than setting up a solver method with experimental

54 Chapter 6
data and Hatta’s enhancement factor, the feasibility of low pressure absorption can be tested by running a process simulator. Several commercial simulators can be compared and ultimately choose one to elaborate process conditions that may fit them all.
In spite of the fact that combustion flue gases arrive already scrubbed, their ultimate SO2 content can be as high as 300 ppmv. Even a small quantity of SO2 will complicate matters because it will readily dissolve in water and amines, will bind and degrade the amine and will not freely exit from the process recirculation loop. The process BSR/MDEA by Parsons, has provisions for water condensation and separation upstream of the amine section with caustic recirculation to protect against SO2 break through that would degrade the MDEA and induce corrosion (Keller et al., 2002 and Rameshi, 2000). 6.2 Flue Gas Feed Basis
Flue gases to the chimney of a combustion furnace or a waste incinerator are already treated to comply with emission regulations and vary depending upon the fuel, the equipment, the operating and ambient conditions. For the simulation design basis the parameters can be fixed on the average gas composition from an incinerator treating 250 t/d of MSW and producing the following: Flue Gas weight rate 107,500. kg/h molar rate 3,700. kmol/h T 60. °C P atmospheric CO2 10. vol-% H2O 9.5 vol-% N2 71.1 vol-% O2 9.3 vol-% SOx .03 vol-% 6.3 Selection of the Process Simulator and Operating Conditions
The analysis of different process simulators had the purpose to find a suitable tool and provide reproducible results on different systems to achieve convergence and compare the loss of absorbent, operability at low pressure, for a minimum extraction of CO2, say greater than 40% (> 150 kmol/h).
The first step was to consider only a hypothetical absorber and see the kind of absoption that could be achieved at moderate pressures but with heavy quantities of amine and water. Trials at 6 bar, reduced to 1 bar were made, which would have reduced compression costs when feeding a flue gas. While the amine absorbs 100% of the CO2 at 40 bars, at 1 bara the capture remains high only with amine to CO2 molar ratio over 5.
Water to amine molar ratio was first attempted above 6. The next step was to check the sensitivity to water quantity and the possibility to reduce both amine and water streams to the absorber. Trials to find a reasonable number of absorber stages were then made: whether the column operated with excess water or excess amine, a limited number of stages, ultimately decided to vary between 6 and 16, worked satisfactorily. The addition of substantial quantities of water did not improve CO2 absorption but has a good

Low Pressure CO2 Partial Absorption from Flue Gas 55
effect in lowering the absorber top temperature and reduce amine losses. The reaction of CO2 absorption is slow and controlled by liquid diffusion, but the higher absorption temperature did not bring significant improvements. On the contrary, a higher top temperature bears higher loss of amine and it was decided to keep it below 50°C. The heat of reaction, greater when using MEA, does not generate large temperature differences due to the use of large quantities of water. As a trial, a strong concentration of amine in water was used, over 50 mol-% but it proved effective to use a more diluted amine and excess water (< 10 mol-%). This holds true even by using an amine to CO2 molar ratio of 3, the absorption was practically unchanged.
Among possible choices, we tried three process simulators: SimSci PRO/II 6.0, HYSYS v3.1 and ChemCAD v5.2, software of Simulation Sciences Inc., Hyprotech Ltd-Aspen Technologies and Chemstations Inc., respectively. Each one has merits of use and brings to the same fundamental results. The difficulty may actually be in the selection of the appropriate thermodynamic methods and data bank for calculating phase properties and enthalpies. The trials on the three simulators evidenced different absorption in relation to the quantity of water and amine fed to the absorber. Dozens of combinatory trials were made to select promising operating conditions. Major runs at 1.1 bara pressure are collected in the summary table under Appendix 6.1 at the end of this Chapter. Such trials enabled to condense results in the bubble chart of Figure 2 that shows the degree of CO2 absorption that was calculated with the various methods.
Figure 2: CO2 Absorption with different amine combinations
CO2 absorption for a 373 kmole/h feed( bubble size = %)
10070
56 5748
28 42
73
35
76
30
35
200
400
600
800
1000
1200
1400
1600
3500 4500 5500 6500 7500 8500 9500 10500 11500Kmole/h H2O
Km
ole/
h A
min
e
MEA
MDEA
C-60P-60
H-54
H-46
C-47
H-48
P-41
H-55H-50
C-45C-46
P-45
P-40
500 kmole/h MDEA = 12000 kCal/h-°C
5000 kmole/h H2O = 90000 kCal/h-°C
In the chart, the bubble diameter relates to the absorbed percent of carbon dioxide, indicated also in large digits, while the letter inside each bubble is indicative of the simulator used (C=ChemCad, H=Hysys or P=ProII), followed by the absorber column top temperature in Celsius. The loss of absorbent was high with MEA, due to heat of reaction and to higher volatility, but with the introduction of the absorber head cooler and flash separator the losses are reduced. MEA was also lost at the stripper (about 0.6

56 Chapter 6
kmol/h) whereas MDEA did not. Higher volatility and boiling point MEA resulted in losses at the stripper section even when operated at 60°C. MEA has also the disadvantage of reacting to make irreversible salt with SOx and it exhibits high corrosive metal attack for the hot equipment, exalted by the presence of oxygen (Kohl and Riesenfeld, 1985: pp. 119-122). The conclusion of the absorber trials was that MDEA was preferable to MEA and the feed rates to be used for the system simulation were chosen to be 1,000 and 10,500 kmol/h for MDEA and H2O respectively.
The selection of using ChemCad version 5.2 to simulate the whole system has been a matter of convenience. ChemCad5.2 practically resumes the main features of the other simulators, it allows to feed MEA and MDEA simultaneously and includes also a modifiable electrolyte package that calculates reactions equilibria to give credit to enhanced absorption occurring with strong polar components. Theoretically, the thermodynamic properties could be set for ideal vapour behaviour, but fearing numerical inconsistencies, the “Amine” package for K volatility and for enthalpies was adopted. The crucial equipment of the simulations are the columns (absorber and regenerator) which were defined as SCDS rigorous simultaneous multi-stage distillation, models that allow to specify Murphree efficiency by tray for key components. The amount of water and MDEA were fed at rates compatible with those that other simulators would also handle.
6.4 Process Flow Diagram Discussion and Material Balance The scheme is a straightforward amine absorption-regeneration scheme with the
topology shown in Figure 3 which is reported below to simplify the description. More details are attached under Appendix 6.1. Attempts were made with a rich amine split feed to the stripper and also with a top pumparound where the regenerator top 6 trays section worked like a contact cooler/condenser. Marginal advantages were obtained in terms of CO2 release and the column would become higher, so the simpler scheme was chosen. Similarly, a device for capturing or preventing SO2 from entering the system is necessary. Trials even at 10 ppmv would suggest that a chemical capture and blowdown is needed for the system convergence. To bring the whole system to convergence, the columns were first simulated separately, with a nominal start-up feed, before cut streams connections were made. The calculation is in fact easily offset if accumulation of a constituent builds up. Water coming from flue gas humidity, for instance, is condensed from the separator that operates at the absorber feed temperature and the recycle excess is drained off. Ideally, a higher absorber top temperature could be preferred because the purged offgas would then go to a chimney, most likely after pre-heating. That would also save on the trim cooler of the lean amine return, but higher absorber temperature means higher water evaporation and higher amine losses.

Low Pressure CO2 Partial Absorption from Flue Gas 57
Figure 3: Amine absorption scheme
The absorber has a loss of amine as it can be seen from stream Nr. 3 of the material balance reported in Appendix 6.1. Adding to concerns of not losing valuable absorbent, the idea of cooling and flashing the gas appeared viable and economical for recycling most of the amine to the circuit. The stripper was tested at various bottom temperatures up to 115°C, with the initial desire to strip more CO2 or SO2 off the lean amine leaving the regenerator. The increase of bottom temperature lead to pinch the rich amine feed exchanger because the fluid currents have practically the same flow rates due to a small reflux and offgas rate in the stripper column. A higher reboiler duty reflecting also into greater cooling (stripper condenser and trim cooler) brings no advantages since the freedom is limited by the great quantity of water that sets the bottom boiling range. Pressure was clearly not a variable because the whole scope was to operate at the lowest compression costs. No amine is lost with the CO2 enriched gas leaving the stripper.
In conclusion, the simulation evidenced a variety of viable schemes that for the purpose of this work need not to superimpose to the attached results but might be considered for detailed design. The absorber number of stages was optimised at 10 and the stripper was tried for a number of stages up to 30 but with no practical improvement over the final selection that was made for 16.
6.5 Primary Equipment List and Estimates Based on the preliminary conceptual study major equipment can be constructed
in carbon steel or S.S. AISI 304 and their +/- 30% FOB costs are summarised as follows to total the 1.3E6 Euro shown in Table 2 below: The FOB costs must be increased by all other itemised equipment costs, piping, instrumentation and electrical equipment, reinforced concrete and steel structures, paint, insulation … plus engineering, construction and erection, indirect costs and contingencies. The cost of an estimate itself increases fivefold as the accuracy is increased from 30 to 10% (Chauvel, 1981: p. 85).

58 Chapter 6
Table 2: List of primary equipment in the absorption scheme
Nr. Description Data Wt Duty Area Estim See PFD
t
kcal/h 10E6
m2
Eu 10E3
1 FG compressor 0.3 barg, 860 kW 210 11 Absorber D= 3.5 m, H= 8 m
P=1.2 barg 14 35
2 Regenerator D= 1.2 m, H= 12 m P=1.2 barg
8 - 0.529
+ 14.430
25+ 70+ 160
3 FG cooler - 2.938 500 50 7 Offgas cooler - 0.576 200 110 9 Amine exchanger + 7.420 400 120 12 Amine trim cooler - 12.951 4500 310 4 Water separator D= 3.6 m, H= 3.5 m 9 25 6 Offgas flash separator D= 3.6 m, H= 3.5 m 9 25 -- MDEA Inventory 120 160
Rather than breaking down the details of such preliminary estimate, it is reasonable to utilise module factors that are common to the industry (Guthrie, 1974: pp. 108-118). The simplicity of the plant justifies to choose the factor 2.6 that multiplied by the “bare module” cost estimated above brings to a total investment of 3.4E6 Euro.
Operating unit cost rates were derived from adjusting published averages (Peters and Timmerhaus, 1991: p. 815). The optimisation of heat flows and actual consumption has not been done as they will also depend on the selection of machinery and heat exchangers. Labour and utilities consumption over a period of 7,500 hours/year yields to running costs that are estimated as follows:
Operators = 2 @ 35,000 Eu/y-person = 70,000 Eu/y Electric power = 900 kW/h @ 7 ¢Eu/kWh = 472,500 Eu/y Amine make-up = 6 kg/h @ 1.5 Eu/kg = 67,500 Eu/y Cooling water = 460 m3/h @ 1.5 ¢Eu/m3 = 51,750 Eu/y Low P. steam = 30 t/h @ 1.1 Eu/t = 247,500 Eu/yTotal operating costs = 976,750 Eu/y 6.6 Investment Offset
Investment and operating costs are recoverable against the saving of a future carbon tax and presently, in lack of that, it appears reasonable to make the tax equivalent to the monetary benefit of current Green Certificates in Italy (Tedeschi, 2004). Each one of such certificates corresponds to a “clean power” production of 100 MWh and is presently worth about 84 Euro/MWh. Certificates are traded on the financial market with a face value established by the Italian Electric Authority GRTN, in compliance to the 79/1999 "Bersani" Decree created for the gradual substitution of the CIP 6 government subsidy (Italian Law Decree D.L. 79, 1999). The decree enticed power producers to generate at least 2% of their production as green power, escalatable percentage that

Low Pressure CO2 Partial Absorption from Flue Gas 59
increased in 2004 to 2.35% because of the 239/2004 Law amendment. Producers that do not make green power are therefore forced to purchase the certificates from the market. On the long run, when all power producers will be sufficiently “clean” the market will disappear, but today is still unbalanced by far: in 2003, the demand of certificates was for 3.46 TWh and only 1.3 TWh were offered.
For clarity, it is worth saying that a “pure green power” producer sees the full income benefit of the bonds related to its production; a conventional producer with no green power would now purchase certificates up to 2.35% of its production and would therefore dilute such cost in the overall production that he makes. This consideration enables to set boundary limits and each case needs to be weighted. In general terms, 14 kg of crude oil generate 44 kg of CO2. With an average heating value of 10,000 kcal/kg and an energy to electric power efficiency of 25%, the 44 kg of CO2 would be equivalent to 40.7 kWe or 1 ton of CO2 corresponds to 925 kWe, let us simply say 1tCO2 : 1MWe. Comparing to the certificates face value of 84Eu/MWh, 1tCO2 : 84Eu and by referencing to the average oil price of 40 Eu/barrel ≈ 250Eu/toil we get 1tCO2 : 0.3toil : 75Eu in fuel cost. Aside from approximations, this means that a sole green producer (100% credit) gets a CO2 bonus about equal to the fuel cost that a sole fossil power producer has, whereas the big fossil power producer perspective is to dilute the “tax” to 2.35% of its production, that translated into fuel cost is 1tCO2 : (84 ● 0.0235+75) = 77Eu. All numbers are subjective and any consideration would need to be framed in an econometric model; nonetheless, all matters may become a serious concern for environmental reasons but also for the economics forced by the enormous hourly rates of power generation and flue gas emissions. For this same consideration, even a partial CO2 recovery, useless or unattractive for other industrial segments, would become very important.
The ancillary plant that we considered has a CO2 partial recovery of 63% and was considered coupled to a municipal waste-to-energy incinerator of 250 t/d, having a potential net power average export of 8.5 MWh. The certificates equivalent benefit would therefore be 8.5 ● 7500 ● 0.63 = 40,000 MWh/y or 400 certificates, which means 3.36E6 Euro per year.
By all means, whichever the calculation method, it is moreover evident that the rich CO2 stream must be sent to a downstream plant for reuse and the conversion, use of the gas will bear its own costs and economic analysis. The syngas will not be burnt to produce electricity or the carbon tax offset will void the whole exercise.
The penalisation/benefit that we discussed can be considered excessively prudent, as any political drive could bear a reducing or power leverage effect. For instance, the green certificate criteria is a positive incentive for clean power, it is not reasonable to think that the disincentive will be of the same magnitude. Punishment is generally calibrated on a lower damaging scale in the industry. Nonetheless, this is pure speculation, the fines for traffic rules violation, for instance, go with the opposite trend. The new laws could also call for a gradual application of any tax to be, or could consider a grace period of non-application or even establish that the tax is applied for a limited number of years. The fines may also apply for such quotas that exceed an authorised limit that any given producer has declared and obtained permission from the Authorities. This last mechanism, in fact, appears the method adopted by the European Directive, after the Kyoto decisions, (European Directive Nr. 2003/87/CE, 2003), and the legislation of the local Governments (Italian Law 316, 30/12/2004, 2005). According to

60 Chapter 6
such laws, a limit of 40 Euro/t CO2 is talked about, increased to 100 Euro/t of emitted CO2, from 2007 to 2012. Many fail to reckon however that these fines are not applied yet. The Italian law established that all producers declare their emissions and the Authority makes a list and quotas to allow such emission. Should one exceed the authorised quota, then the fines come into play. Things are also scheduled to allow improvements/revamping of the plants and meanwhile mechanisms of trading the permits, across companies and States of the European Community, so it is still unclear what the real cost of these emissions will be. Aside from fault and misbehaviour, no matter how big is the fine, its importance appears strongly related to the amount and to the percent of emissions exceeding a pre-established limit. Certainty is, that in a matter of few years, some form of carbon tax will affect operators having substantial greenhouse gas emissions.
6.7 Alternative for CO2 Concentration A possibility of concentrating CO2 from flue gas via cryogenic separation can
also be considered. The gas has the peculiarity of solid to vapour sublimation; at atmospheric pressure the melting point is -78.6°C and the boiling point is -56°C. Since low temperature must be reached to make CO2 separable from the other gas, the first step would obtain the ice separation of water humidity. A detailed calculation of the cryogenic cycle and the crystallisation equipment were not simulated because the heat exchange solid-gas, refrigeration efficiency and the details of the crystallisers require specialised experience from systems manufacturers. For illustrative purposes, the scheme with the features that enabled the simulation is reported in Figure 4 below.
Figure 4: Cryogenic absorption scheme

Low Pressure CO2 Partial Absorption from Flue Gas 61
Both operating and investment costs of refrigeration systems increase dramatically with the lowering of the refrigerant level temperature. Base-price estimates increase with a fourfold factor if the refrigerant level drops from 0° to -50°C (Chauvel, op. cit.: p. 381). Technological difficulties would affect the ice separation, freezing of lines, the refrigerating loop and exchangers.
Additional details are grouped under Appendix 1 that exhibits the possible flow scheme and the preliminary heat/material balance for the major streams. It is however evident that to overcome the higher pressure drops through the circuit, higher power requirements are necessary to compress the flue gases and higher cooling is necessary to remove the compression heat. Refrigerated streams returns (offgas and CO2) are used to recover and balance the enthalpy for cooling. The cost of refrigeration is operatively obtained by multiplying by 3 the subtracted heat to convert it to electric power, and divide it by 500 kcal/kg to assimilate it to a steam consumption.
The comparison with the amine flowsheet brings to the higher operating costs presented below. As a first approximation, the investment costs were assumed to be equivalent for both methods, but the investment for crystallisers and low temperature heat transfer is likely to exceed the estimate for the amine plant. Two advantages are however obtainable from a cryogenic CO2 system: the first advantage is the elimination and potential loss of amine, the second advantage is the full recovery of CO2, which means the full benefit of non paying the carbon tax. Operators = 2 @ 35,000 Eu/y-person = 70,000 Eu/y Electric power = 1600 kW/h @ 7 ¢Eu/kWh = 840,000 Eu/y Cooling water = 150 m3/h @ 1.5 ¢Eu/m3 = 20,000 Eu/y Low P. steam = 100 t/h @ 1.1 Eu/t = 830,000 Eu/yTotal operating costs = 1,760,000 Eu/y
Should we pro-rate the cryogenic operating costs to the 63% CO2 capture considered for the amine system, we would get 1.1E6 as opposed to 0.98E6 Euro/year, a close difference. On the other hand, the annual saving or green certificates calculated for the amine system increase from 3.36E6 Euro to 5.4E6 Euro. Indeed, this second advantage proves to be the crucial balancing factor when more complicated systems or operations are compared.
Notwithstanding the detailed method for capturing and concentrating the CO2 from flue gas, we identified a viable system that may serve the purpose of feeding the concentrated gas to the dry reforming converter that will be discussed in later chapters and potential savings will largely depend on the level of a future tax on CO2 emissions.

62 Chapter 6
6.8 References Biardi, G., Academic Year 2002-2003. ”Absorption Columns with Chemical Reaction.”
Chemical Engineering Post-Graduate Lectures at Politecnico di Milano.
Chapel D. and Carl Mariz (Fluor Daniel), 1999, October 4-6. “Recovery of CO2 from Flue Gases: Commercial Trends.” Canadian Society of Chemical Engineers, (Saskatoon, Canada: Annual Meeting Proceedings).
Chauvel A. et al., (Istitut Française du Pétrole), 1981. Manual of Economic Analysis of Chemical Processes. (New York: McGraw-Hill Co.).
D.L. 79, (Italian Law Decree), dated 03/16/1999. (Roma: Gazzetta Ufficiale 75).
European Directive Nr. 2003/87/CE, 2003. “Emission Trading on Quotas for Greenhouse Gases.” (Luxembourg: 13/10/2003).
Guthrie K., 1974. Process Plant Estimating Evaluation and Control. (Solana Beach, Cal: Craftsman Book Company of America).
Italian Law 316, dated 30/12/2004, 2005. “Disposizioni urgenti per l’applicazione della direttiva 2003/87/CE in materia di scambio di quote di emissione dei gas ad effetto serra nella Comunità Europea.” (Roma: Gazzetta Ufficiale 2, 4/1/2005).
Keller A. et al., 2002, September. US Patent No. 20020134706.
Kohl A. and F. Riesenfeld, 1985. Gas Purification. 4th ed., (Houston: Gulf Publishing).
Pacheco M. and G. Rochelle, 1998. “Rate-Based Modeling of Reactive Absorption of CO2 and H2S into Acqueous Methyldiethanolamine.” Ind. Eng. Chem. Research, 37, 4107-4117.
Peters M. and K. Timmerhaus, 1991. Plant Design and Economics for Chemical Engineers. 4th ed., (New York: McGraw-Hill Co.).
Rameshi M. (Parsons Energy & Chemicals Group), 2000, November. “State of the Art in Gas Treating.” (San Francisco: British Sulphur 2000 Convention).
Savage D. et al., 1981, April 5. “Selective Absorption of H2S and CO2 into Acqueous Solutions of Methyldiethanolamine.” (Houston: AIChE Meeting).
Tedeschi E., 2004. “Dal CIP N. 6/1992 ai certificati verdi.” Via internet: www.ambientediritto.it/dottrina.
Tellini M., R. Del Rosso and S. Pierucci, 2005. “Low Pressure CO2 Partial Absorption from Flue Gas in the new Carbon Tax Scenario.” Article submitted, under referees evaluation.

Low Pressure CO2 Partial Absorption from Flue Gas 63
Appendix 6.1 to Chapter 6
Table 3: Summary of various amine absorption trials
Figure 5: Simulator run scheme and balance of the preferred amine case
Figure 6: Simulator run scheme and balance of the cryogenic case
Table 4: Simulator report for the amine case

64 Chapter 6
Appendix 6.1, Table 3
Amine make-up (w/o stripper losses)
H2O DFG Off Amine Rich Am. Differen. Excess H2O1 2 3 4 5 (4 - 5) (1 - diff.)
Case AHYSYS °C 38 38 47 35 44
All cases at 1.1 bar abs FG and 1.05 bar Amine feedOffgas
Wet FG Dry FG 3 Amine
Flash Absorber2 5 4
H2O Rich Am.1
H2O 1621352436 3869 6228 159776 2359 77MEA 21 21358 21358MDEA 0.4 11915CO2 16424 8442 7981
Total kg/h 105043 99440 195431 201034
Case
11916
AHYSYS °C 38 38 47 35 44
135.23 214.76 345.73 8869 131 4.23MEH2O 9000
A 0.35 350 349.65MDEA 0 100CO2 373.2 191.83 181.35 48.6%
Total kmol/h 3563 3513 9450 9500
Case
100
AChemCAD °C 38 38 46.6 35 41.6
135.23 214.76 328.28 9387.35 112.65 22.58MEH2O 9500
A 0.01 350 349.99MDEA 0.01 99.99CO2 373.2 205.48 167.7 44.9%
Total kmol/h 3563 3513 9950 9500
Case BHYSYS °C 38 38 48 35 51
135.23 214.76 343 10371.7 128.3 6.93ME
100
H2O 10500A 0.64 740 739.36
MDEA 0 0CO2 373.2 114.4 258.79 69.3%
Total kmol/h 3563 3433 11240 11370
Case BPRO II °C 38 38 50.4 35 52.5
135.23 214.76 376.56 10338.2 161.8 -26.57ME
0
H2O 10500A 0.684 740 739.32
MDEA 0 0CO2 373.2 0 373.19 100.0%
Total kmol/h 3563 3352 11240 11451
0

Low Pressure CO2 Partial Absorption from Flue Gas 65
H2O DFG Off Amine Rich Am. Differen. Excess H2O1 2 3 4 5 (4 - 5) (1 - diff.)
Case BChemCAD °C 38 38 50.1 35 54
H2O 10500135.23 214.76 371.59 10344.05 155.95 -20.72MEA 0.7 740 739.3MDEA 0 0CO2 373.2 0 373.19 100.0%
Total kmol/h 3563 3347.56 11240 11456.6
Case B'ChemCAD °C 38 38 61.8 35 45.3
135.23 214.76 634.02 3581.6 418.4 -283.17ME
0
H2O 4000A 3.75 740 736.25
MDEA 0 0CO2 373.2 0 373.19 100.0%
Total kmol/h 3563 3613.1 4740 4691.1strong water evaporation and Amine losses
Case CHYSYS °C 38 38 50 35 43
135.23 214.76 400 6315 185 -49.77ME
0
H2O 6500A 0.594 350 349.4
MDEA 0 0CO2 373.2 195.15 178 47.7%
Total kmol/h 3563 3571 6850 6842
Case DHYSYS °C 38 38 36.4 35 39.2
135.23 214.76 194.39 6520 -20 155.23ME
0
H2O 6500A 0 0 0
MDEA 0.007 349.99CO2 373.2 348.72 24.47 6.6%
Total kmol/h 3563 3518 6850 6895
Case DPRO II °C 38 38 41 35 39
135.23 214.76 246.5 6468 32 103.23ME
350
H2O 6500A 0 0 0
MDEA 0.007 349.99CO2 373.2 304.5 68.75 18.4%
Total kmol/h 3563 3526 6850 6887
Case DChemCad °C 38 38 45 35 40
135.23 214.76 300 6414.7 85.3 49.93ME
350
H2O 6500A 0 0 0
MDEA 0.01 349.99 (w/o electrolyte package)CO2 373.2 262.5 110.7 29.7%
Total kmol/h 3563 3538 6850 6876
350

66 Chapter 6
H2O DFG Off Amine Rich Am. Differen. Excess H2O1 2 3 4 5 (4 - 5) (1 - diff.)
Case D'ChemCad °C 38 38 45.5 35 40
H2O 4500135.23 214.76 302.75 4412.89 87.11 48.12MEA 0 0 0MDEA 0.01 349.99CO2 373.2 272.82 100.36 26.9%
Total kmol/h 3563 3551 4850 4863.31
Case D''ChemCad °C 38 38 46.2 35 40.7
135.23 214.76 286.5 1929.12 70.88 64.35ME
350
H2O 2000A 0 0 0
MDEA 0.03 349.97CO2 373.2 292 81.19 21.8%
Total kmol/h 3563 3554 2350 2360.35no more heat, no more reaction of CO2
Case EHYSYS °C 38 38 35.3 35 38.2
135.23 214.76 175 10540 -40 175.23ME
350
H2O 10500A 0 0 0
MDEA 0.01 1000CO2 373.2 348.37 24.82 6.7%
Total kmol/h 3563 3498 11500 11565
Case EPRO II °C 38 38 41.1 35 40.8
135.23 214.76 233.4 10481.37 18.63 116.6ME
1000
H2O 10500A 0 0 0
MDEA 0.01 1000CO2 373.2 249.2 124 33.2%
Total kmol/h 3563 3457 11500 11606
Case FPRO II °C 38 38 40.8 35 40
135.23 214.76 242.9 10607.1 -107.1 242.33ME
1000
H2O 10500A 0 0 0
MDEA 0.006 500CO2 373.2 267.6 105.5 28.3%
Total kmol/h 3563 3485.2 11000 11213
Case FChemCAD °C 38 38 44.7 35 41.6
135.23 214.76 296.8 10418.8 81.2 54.03ME
500
H2O 10500A 0 0 0
MDEA 0.01 499.99CO2 373.2 216.66 156.5 41.9%
Total kmol/h 3563 3488.8 11000 11075.5
500

Low Pressure CO2 Partial Absorption from Flue Gas 67
This page is left intentionally blank

68 Chapter 6

Low Pressure CO2 Partial Absorption from Flue Gas 69

70 Chapter 6

Low Pressure CO2 Partial Absorption from Flue Gas 71
Appendix 6.1 Table 4: Simulator report for the amine case Name: ASSORBITORE RIGENERATORE MDEA Rev3 Date: 04/05/2005 Time: 13:15:59 Calculation mode : Sequential Flash algorithm : Electrolyte Equipment Calculation Sequence 1 3 4 15 11 7 6 5 13 9 2 12 16 14 8 Equipment Recycle Sequence 11 7 6 5 13 9 2 12 16 14 8 Recycle Cut Streams 11 16 Recycle Convergence Method: Direct Substitution Max. loop iterations 40 Flash Damping factor 0.30 Recycle Convergence Tolerance Flow rate 1.000E-003 Temperature 1.000E-003 Pressure 1.000E-003 Enthalpy 1.000E-003 Vapor frac. 1.000E-003 Recycle calculation has converged. COMPONENTS ID # Name 1 46 Nitrogen 2 49 Carbon Dioxide 3 62 Water 4 47 Oxygen 5 744 C1-2Ethanolamine THERMODYNAMICS K-value model : Amine Enthalpy model : Amine Liquid density : Library ELECTROLYTE DATA INPUT Electrolyte model: Pitzer ID # Species 1 1005 H2O 2 1002 H+ 3 1004 OH- 4 1058 CO2 5 1059 CO3-- 6 1060 HCO3- 7 1025 SO2 8 1026 SO3-- 9 1030 HSO3- 10 744 C1-2Ethanolamine 11 1622 MDEA+ No. of reactions 6 Reaction Stoichiometrics and Parameters: Reaction Ln K = A + B / T + C Ln T + D * T + E * T * T; T, deg K Reaction 1 Base = Molal A B C D E 1.4093e+002 -1.3446e+004 -2.2477e+001 0.0000e+000 0.0000e+000 Species Stoichiometrics Form 1 -1.0 H2O 2 1.0 H+ 3 1.0 OH- Reaction 2 Base = Molal A B C D E 2.3548e+002 -1.2092e+004 -3.6782e+001 0.0000e+000 0.0000e+000 Species Stoichiometrics Form 4 -1.0 CO2 1 -1.0 H2O

72 Chapter 6
2 1.0 H+ 6 1.0 HCO3- Reaction 3 Base = Molal A B C D E 2.2007e+002 -1.2432e+004 -3.5482e+001 0.0000e+000 0.0000e+000 Species Stoichiometrics Form 6 -1.0 HCO3- 2 1.0 H+ 5 1.0 CO3-- Reaction 4 Base = Molal A B C D E -1.9621e+000 6.3740e+002 0.0000e+000 -1.5134e-002 0.0000e+000 Species Stoichiometrics Form 7 -1.0 SO2 1 -1.0 H2O 2 1.0 H+ 9 1.0 HSO3- Reaction 5 Base = Molal A B C D E -2.1274e+001 1.3334e+003 0.0000e+000 0.0000e+000 0.0000e+000 Species Stoichiometrics Form 9 -1.0 HSO3- 2 1.0 H+ 8 1.0 SO3-- Reaction 6 Base = Molal A B C D E -2.1224e+000 -5.1299e+003 0.0000e+000 0.0000e+000 0.0000e+000 Species Stoichiometrics Form 11 -1.0 MDEA+ 10 1.0 C1-2Ethanolamine 2 1.0 H+ Henry's Constants: Ln H = A + B / T + C Ln T + D * T H = kg-atm/mole; T, deg K A B C D 2 Carbon Dioxide 9.4491e+001 -6.7890e+003 -1.1452e+001 -1.0454e-002 4 Oxygen 1.0459e+001 -1.0854e+003 0.0000e+000 0.0000e+000 Pitzer Interaction Parameters: Id1 Id2 Eq. form B0a B0b B0c B1 B2 C 1002 1004 0 0.2080 0.0000 0.0000 0.6545 0.0000 0.0000 1002 1058 0 0.0330 0.0000 0.0000 0.0000 0.0000 0.0000 1002 1059 0 0.0860 0.0000 0.0000 0.2812 0.0000 0.0000 1002 1060 0 0.0710 0.0000 0.0000 0.2352 0.0000 0.0000 1002 1026 0 0.1030 0.0000 0.0000 0.3332 0.0000 0.0000 1002 1030 0 0.0850 0.0000 0.0000 0.2781 0.0000 0.0000 1004 1058 1 0.2600 -0.0016 0.0000 0.0000 0.0000 0.0000 1058 1058 2 -0.4922 149.2000 0.0000 0.0000 0.0000 0.0000 1058 1026 0 0.0680 0.0000 0.0000 0.0000 0.0000 0.0000 1058 1030 0 -0.0300 0.0000 0.0000 0.0000 0.0000 0.0000 1059 1622 0 0.0035 0.0000 0.0000 0.0122 0.0000 0.0000 1060 744 0 -0.0453 0.0000 0.0000 0.1500 0.0000 0.0000 1060 1622 2 1.1132 -366.7140 0.0000 -0.0716 0.0000 0.0000 1025 1025 0 0.0275 0.0000 0.0000 0.0000 0.0000 0.0000 Overall Mass Balance kmol/h kg/h Input Output Input Output Nitrogen 2630.952 2631.065 73703.484 73706.667 Carbon Dioxide 373.184 373.200 16423.844 16424.527 Water 350.793 350.518 6319.543 6314.578 Oxygen 343.330 343.330 10986.204 10986.207 C1-2Ethanolamine 0.050 0.049 5.958 5.873 Total 3698.309 3698.163 107439.037 107437.860

Low Pressure CO2 Partial Absorption from Flue Gas 73
EQUIPMENT SUMMARIES Compressor Summary Equip. No. 1 Name Pressure out bar 1.3000 Type of Compressor 3 Efficiency 0.8000 Actual power kW 861.4009 Cp/Cv 1.3732 Theoretical power kW 683.6613 Ideal Cp/Cv 1.3701 Calc Pout bar 1.3000 Motor RPM 1 Calc. mass flowrate 107433 (kg/h) Scds Rigorous Distillation Summary Equip. No. 2 11 Name No. of stages 16 10 1st feed stage 6 1 2nd feed stage 0 10 Condenser type 1 0 Condenser mode 3 0 Condenser spec. 60.0000 Reboiler mode 3 0 Reboiler spec. 111.0000 Cond press drop bar 0.1000 Colm press drop bar 0.2000 0.1000 Est. dist. rate 1000.0000 11700.0000 (kmol/h) Est. reflux rate 800.0000 (kmol/h) Est. stage 1 T C 55.0000 45.0000 Est. bottom T C 105.0000 50.0000 Est. stage 2 T C 70.0000 40.0000 Top pressure bar 1.1000 1.1000 Cond duty kcal/h -528649.3125 Reblr duty kcal/h 1.4454e+007 Iterations 150 0 Damping factor 1.0000 Reflux mole kmol/h 48.2389 11685.3301 Tray Efficiency Profile 2 2 Reflux ratio 0.1664 Reflux mass kg/h 869.3550 312997.2500 Tray type 3 3 Column diameter m 1.9812 3.6576 Tray space m 0.6096 0.6096 Thickness (top) cm 0.1587 0.1587 Thickness (bot) cm 0.3175 0.1587 No of sections 1 1 No of passes (S1) 1 1 Weir side width cm 36.8300 65.4050 Weir height cm 5.0800 5.0800 System factor 1.0000 1.0000 Component/Tray Efficiency Specification for Equip. 2 Tray # Component Efficiency 1 Nitrogen 1 1 Carbon Dioxide 1 2 Nitrogen 1 2 Carbon Dioxide 0.2 5 Nitrogen 1 5 Carbon Dioxide 0.3 6 Nitrogen 1 6 Carbon Dioxide 0.2

74 Chapter 6
15 Nitrogen 1 15 Carbon Dioxide 0.7 16 Nitrogen 1 16 Carbon Dioxide 1 Component/Tray Efficiency Specification for Equip. 11 Tray # Component Efficiency 1 Nitrogen 1 1 Carbon Dioxide 0.2 1 Oxygen 1 10 Nitrogen 1 10 Carbon Dioxide 0.21 10 Oxygen 1 Heat Exchanger Summary Equip. No. 3 7 9 12 Pressure drop 1 bar 0.1000 0.1000 0.2000 0.1000 Pressure drop 2 bar 0.1500 T Out Str 1 C 38.0000 35.0000 75.0000 35.0000 Calc Ht Duty kcal/h -2.9384e+006 -575686.0000 7.4199e+006 -1.2951e+007 LMTD (End points) C 35.9138 LMTD Corr Factor 1.0000 Str1 Pout bar 1.2000 1.0000 1.1000 1.1500 Str2 Pout bar 1.2500 Shell and tube 0 0 2 0 Design pressure bar 2.0000 Pump Summary Equip. No. 5 13 Output pressure bar 1.1500 Pressure increase bar 0.1500 0.1000 Efficiency 0.8000 Calculated power kW 0.0039 0.7566 Calculated Pout bar 1.1500 1.3000 Head m 1.4448 0.8687 Vol. flow rate m3/h 0.7442 272.1846 Mass flow rate kg/h 787.9258 319490.0000 Flash Summary Equip. No. 6 Type 1 Diameter m 3.6576 Length m 3.3599 Vessel thickness cm 0.6350 Head thickness cm 0.6350 Straight flange cm 5.0800 Metal density kg/m3 7833.4126 K values: Nitrogen 1.113E+005 Carbon Dioxide 6.174 Water 0.057 Oxygen 55613.570 C1-2Ethanolamin 8.772E-004 STREAM PROPERTIES Stream 1 FG properties: Overall Vapor Liquid Solid Temperature deg C 60.000 Pressure bar 1.030 Std sp. gr. * air = 1 1.003 Enthalpy kcal/h -5.441E+007 -5.441E+007 0.000E+000 0.000E+000 Molar flow kmol/h 3698.259 3698.259 0.000 0.000 Mass flow kg/h 107433.076 107433.076 0.000 0.000 Avg. mol. wt. 29.050 29.050 0.000 0.000

Low Pressure CO2 Partial Absorption from Flue Gas 75
Actual dens kg/m3 1.081 1.081 0.000 0.000 Actual vol m3/h 99374.327 99374.327 0.000 0.000 Cp kcal/kmol-C 7.356 0.000 0.000 Cp/Cv 1.373 Flowrates in kg/h Nitrogen 73703.4871 73703.4871 0.0000 0.0000 Carbon Dioxide 16423.8444 16423.8444 0.0000 0.0000 Water 6319.5428 6319.5428 0.0000 0.0000 Oxygen 10986.2039 10986.2039 0.0000 0.0000 C1-2Ethanolamine 0.0000 0.0000 0.0000 0.0000 Stream 2 Compr. FG properties: Overall Vapor Liquid Solid Temperature deg C 87.251 Pressure bar 1.300 Std sp. gr. * air = 1 1.003 Enthalpy kcal/h -5.367E+007 -5.367E+007 0.000E+000 0.000E+000 Molar flow kmol/h 3698.259 3698.259 0.000 0.000 Mass flow kg/h 107433.076 107433.076 0.000 0.000 Avg. mol. wt. 29.050 29.050 0.000 0.000 Actual dens kg/m3 1.261 1.261 0.000 0.000 Actual vol m3/h 85190.652 85190.652 0.000 0.000 Cp kcal/kmol-C 7.385 0.000 0.000 Cp/Cv 1.371 Flowrates in kg/h Nitrogen 73703.4871 73703.4871 0.0000 0.0000 Carbon Dioxide 16423.8444 16423.8444 0.0000 0.0000 Water 6319.5428 6319.5428 0.0000 0.0000 Oxygen 10986.2039 10986.2039 0.0000 0.0000 C1-2Ethanolamine 0.0000 0.0000 0.0000 0.0000 Stream 3 Abs head properties: Overall Vapor Liquid Solid Temperature deg C 41.494 Pressure bar 1.100 Std sp. gr. * air = 1 0.982 Enthalpy kcal/h -2.525E+007 -2.525E+007 0.000E+000 0.000E+000 Molar flow kmol/h 3332.065 3332.065 0.000 0.000 Mass flow kg/h 94753.334 94753.334 0.000 0.000 Avg. mol. wt. 28.437 28.437 0.000 0.000 Actual dens kg/m3 1.197 1.197 0.000 0.000 Actual vol m3/h 79189.966 79189.966 0.000 0.000 Cp kcal/kmol-C 7.175 0.000 0.000 Cp/Cv 1.386 Flowrates in kg/h Nitrogen 73704.4864 73704.4864 0.0000 0.0000 Carbon Dioxide 6001.4536 6001.4536 0.0000 0.0000 Water 3975.5041 3975.5041 0.0000 0.0000 Oxygen 10985.5731 10985.5731 0.0000 0.0000 C1-2Ethanolamine 86.3174 86.3174 0.0000 0.0000 Stream 4 Rich amine properties: Overall Vapor Liquid Solid Temperature deg C 75.000 Pressure bar 1.100 Std sp. gr. * air = 1 0.938 Enthalpy kcal/h -8.463E+008 -6.190E+004 -8.462E+008 0.000E+000 Molar flow kmol/h 11766.476 0.854 11765.622 0.000 Mass flow kg/h 319490.000 29.397 319460.430 0.000 Avg. mol. wt. 27.153 34.429 27.152 0.000 Actual dens kg/m3 1050.465 1.315 1133.708 0.000 Actual vol m3/h 304.141 22.358 281.784 0.000 Cp kcal/kmol-C 9.061 23.272 0.000 Cp/Cv 1.293

76 Chapter 6
Latent heat kcal/kmol 10966.5610 Flowrates in kg/h Nitrogen 2.1602 1.9778 0.1824 0.0000 Carbon Dioxide 10774.8041 21.7661 10753.0388 0.0000 Water 189545.3369 4.8576 189540.4607 0.0000 Oxygen 0.6288 0.5398 0.0890 0.0000 C1-2Ethanolamine 119167.0000 0.2555 119166.6535 0.0000 Stream 5 MDEA makeup properties: Overall Vapor Liquid Solid Temperature deg C 20.000 Pressure bar 1.150 Std sp. gr. * air = 1 4.114 Vpress bar 0.00 Enthalpy kcal/h -5.725E+003 0.000E+000 -5.725E+003 0.000E+000 Molar flow kmol/h 0.050 0.000 0.050 0.000 Mass flow kg/h 5.958 0.000 5.958 0.000 Avg. mol. wt. 119.164 0.000 119.164 0.000 Actual dens kg/m3 1038.024 0.000 1038.024 0.000 Actual vol m3/h 0.006 0.000 0.006 0.000 Cp kcal/kmol-C 0.000 74.382 0.000 Latent heat kcal/kmol 22531.9354 Flowrates in kg/h Nitrogen 0.0000 0.0000 0.0000 0.0000 Carbon Dioxide 0.0000 0.0000 0.0000 0.0000 Water 0.0000 0.0000 0.0000 0.0000 Oxygen 0.0000 0.0000 0.0000 0.0000 C1-2Ethanolamine 5.9582 0.0000 5.9582 0.0000 Stream 6 Cooled FG properties: Overall Vapor Liquid Solid Temperature deg C 38.000 Pressure bar 1.200 Std sp. gr. * air = 1 1.003 Enthalpy kcal/h -5.661E+007 -4.611E+007 -1.050E+007 0.000E+000 Molar flow kmol/h 3698.259 3544.012 154.247 0.000 Mass flow kg/h 107433.076 104654.081 2778.995 0.000 Avg. mol. wt. 29.050 29.530 18.017 0.000 Actual dens kg/m3 1.407 1.371 992.518 0.000 Actual vol m3/h 76334.148 76331.345 2.800 0.000 Cp kcal/kmol-C 7.303 18.009 0.000 Cp/Cv 1.378 Latent heat kcal/kmol 10365.6370 Flowrates in kg/h Nitrogen 73703.4871 73703.4517 0.0330 0.0000 Carbon Dioxide 16423.8444 16423.4564 0.3882 0.0000 Water 6319.5428 3540.9724 2778.5638 0.0000 Oxygen 10986.2039 10986.1941 0.0098 0.0000 C1-2Ethanolamine 0.0000 0.0000 0.0000 0.0000 Stream 7 Condensate properties: Overall Vapor Liquid Solid Temperature deg C 34.976 Pressure bar 1.150 Std sp. gr. * air = 1 0.926 Vpress bar 0.26 Enthalpy kcal/h -8.301E+008 -2.735E+003 -8.176E+008 0.000E+000 Molar flow kmol/h 11514.962 0.000 11514.962 0.000 Mass flow kg/h 308801.093 2.821 308798.272 0.000 Avg. mol. wt. 26.817 24.495 26.817 0.000 Actual dens kg/m3 1004.249 1.105 1012.649 0.000 Actual vol m3/h 307.494 2.553 304.941 0.000 Cp kcal/kmol-C 8.418 23.012 0.000 Cp/Cv 1.359

Low Pressure CO2 Partial Absorption from Flue Gas 77
Latent heat kcal/kmol 11412.3719 Flowrates in kg/h Nitrogen 3.1827 1.8906 1.2921 0.0000 Carbon Dioxide 341.1288 0.0141 341.1148 0.0000 Water 189284.0251 0.8406 189283.1888 0.0000 Oxygen 0.0049 0.0022 0.0026 0.0000 C1-2Ethanolamine 119172.7770 0.0732 119172.6919 0.0000 Stream 8 Dry FG properties: Overall Vapor Liquid Solid Temperature deg C 38.000 Pressure bar 1.200 Std sp. gr. * air = 1 1.020 Enthalpy kcal/h -4.611E+007 -4.611E+007 0.000E+000 0.000E+000 Molar flow kmol/h 3544.016 3544.016 0.000 0.000 Mass flow kg/h 104654.136 104654.136 0.000 0.000 Avg. mol. wt. 29.530 29.530 0.000 0.000 Actual dens kg/m3 1.371 1.371 0.000 0.000 Actual vol m3/h 76331.472 76331.472 0.000 0.000 Cp kcal/kmol-C 7.303 0.000 0.000 Cp/Cv 1.378 Flowrates in kg/h Nitrogen 73703.4517 73703.4517 0.0000 0.0000 Carbon Dioxide 16423.4741 16423.4741 0.0000 0.0000 Water 3541.0213 3541.0213 0.0000 0.0000 Oxygen 10986.1950 10986.1950 0.0000 0.0000 C1-2Ethanolamine 0.0000 0.0000 0.0000 0.0000 Stream 9 FG to flash properties: Overall Vapor Liquid Solid Temperature deg C 35.000 Pressure bar 1.000 Std sp. gr. * air = 1 0.982 Enthalpy kcal/h -2.583E+007 -2.309E+007 -2.737E+006 0.000E+000 Molar flow kmol/h 3332.065 3292.501 39.564 0.000 Mass flow kg/h 94753.334 93965.418 787.916 0.000 Avg. mol. wt. 28.437 28.539 19.915 0.000 Actual dens kg/m3 1.124 1.115 1058.694 0.000 Actual vol m3/h 84303.500 84302.757 0.744 0.000 Cp kcal/kmol-C 7.152 19.009 0.000 Cp/Cv 1.388 Latent heat kcal/kmol 10593.8837 Flowrates in kg/h Nitrogen 73704.4864 73704.4793 0.0080 0.0000 Carbon Dioxide 6001.4536 5989.7962 11.6581 0.0000 Water 3975.5041 3279.6974 695.8050 0.0000 Oxygen 10985.5731 10985.5704 0.0024 0.0000 C1-2Ethanolamine 86.3174 5.8726 80.4446 0.0000 Stream 10 Flash drain properties: Overall Vapor Liquid Solid Temperature deg C 35.000 Pressure bar 1.150 Std sp. gr. * air = 1 0.688 Vpress bar 0.31 Enthalpy kcal/h -2.737E+006 0.000E+000 -2.737E+006 0.000E+000 Molar flow kmol/h 39.564 0.000 39.564 0.000 Mass flow kg/h 787.926 0.000 787.926 0.000 Avg. mol. wt. 19.915 0.000 19.915 0.000 Actual dens kg/m3 1058.692 0.000 1058.692 0.000 Actual vol m3/h 0.744 0.000 0.744 0.000 Cp kcal/kmol-C 0.000 19.008 0.000 Latent heat kcal/kmol 10593.8816 Flowrates in kg/h

78 Chapter 6
Nitrogen 0.0080 0.0000 0.0080 0.0000 Carbon Dioxide 11.6578 0.0000 11.6578 0.0000 Water 695.8131 0.0000 695.8131 0.0000 Oxygen 0.0024 0.0000 0.0024 0.0000 C1-2Ethanolamine 80.4446 0.0000 80.4446 0.0000 Stream 11 To absorber properties: Overall Vapor Liquid Solid Temperature deg C 34.975 Pressure bar 1.150 Std sp. gr. * air = 1 0.925 Vpress bar 0.26 Enthalpy kcal/h -8.329E+008 -2.744E+003 -8.203E+008 0.000E+000 Molar flow kmol/h 11554.527 0.000 11554.527 0.000 Mass flow kg/h 309589.040 2.831 309586.209 0.000 Avg. mol. wt. 26.794 24.498 26.794 0.000 Actual dens kg/m3 1004.429 1.105 1012.839 0.000 Actual vol m3/h 308.224 2.562 305.662 0.000 Cp kcal/kmol-C 8.416 22.994 0.000 Cp/Cv 1.359 Latent heat kcal/kmol 11409.5931 Flowrates in kg/h Nitrogen 3.1925 1.8963 1.2962 0.0000 Carbon Dioxide 352.7867 0.0147 352.7720 0.0000 Water 189980.0000 0.8431 189979.0137 0.0000 Oxygen 0.0075 0.0034 0.0041 0.0000 C1-2Ethanolamine 119253.2187 0.0731 119253.1479 0.0000 Stream 12 Offgas properties: Overall Vapor Liquid Solid Temperature deg C 35.000 Pressure bar 1.000 Std sp. gr. * air = 1 0.985 Enthalpy kcal/h -2.309E+007 -2.309E+007 0.000E+000 0.000E+000 Molar flow kmol/h 3292.501 3292.501 0.000 0.000 Mass flow kg/h 93965.402 93965.402 0.000 0.000 Avg. mol. wt. 28.539 28.539 0.000 0.000 Actual dens kg/m3 1.115 1.115 0.000 0.000 Actual vol m3/h 84302.735 84302.735 0.000 0.000 Cp kcal/kmol-C 7.152 0.000 0.000 Cp/Cv 1.388 Flowrates in kg/h Nitrogen 73704.4793 73704.4793 0.0000 0.0000 Carbon Dioxide 5989.7962 5989.7962 0.0000 0.0000 Water 3279.6886 3279.6886 0.0000 0.0000 Oxygen 10985.5713 10985.5713 0.0000 0.0000 C1-2Ethanolamine 5.8725 5.8725 0.0000 0.0000 Stream 13 properties: Overall Vapor Liquid Solid Temperature deg C 35.000 Pressure bar 1.000 Std sp. gr. * air = 1 0.688 Vpress bar 0.31 Enthalpy kcal/h -2.737E+006 0.000E+000 -2.737E+006 0.000E+000 Molar flow kmol/h 39.564 0.000 39.564 0.000 Mass flow kg/h 787.926 0.000 787.926 0.000 Avg. mol. wt. 19.915 0.000 19.915 0.000 Actual dens kg/m3 1058.692 0.000 1058.692 0.000 Actual vol m3/h 0.744 0.000 0.744 0.000 Cp kcal/kmol-C 0.000 19.008 0.000 Latent heat kcal/kmol 10593.8816 Flowrates in kg/h Nitrogen 0.0080 0.0000 0.0080 0.0000

Low Pressure CO2 Partial Absorption from Flue Gas 79
Carbon Dioxide 11.6578 0.0000 11.6578 0.0000 Water 695.8131 0.0000 695.8131 0.0000 Oxygen 0.0024 0.0000 0.0024 0.0000 C1-2Ethanolamine 80.4446 0.0000 80.4446 0.0000 Stream 14 properties: Overall Vapor Liquid Solid Temperature deg C 47.802 Pressure bar 1.200 Std sp. gr. * air = 1 0.938 Vpress bar 0.43 Enthalpy kcal/h -8.537E+008 0.000E+000 -8.537E+008 0.000E+000 Molar flow kmol/h 11766.476 0.000 11766.476 0.000 Mass flow kg/h 319490.000 0.000 319490.000 0.000 Avg. mol. wt. 27.153 0.000 27.153 0.000 Actual dens kg/m3 1173.798 0.000 1173.798 0.000 Actual vol m3/h 272.185 0.000 272.185 0.000 Cp kcal/kmol-C 0.000 23.014 0.000 Latent heat kcal/kmol 11274.4302 Flowrates in kg/h Nitrogen 2.1602 0.0000 2.1602 0.0000 Carbon Dioxide 10774.8041 0.0000 10774.8041 0.0000 Water 189545.3369 0.0000 189545.3369 0.0000 Oxygen 0.6288 0.0000 0.6288 0.0000 C1-2Ethanolamine 119167.0000 0.0000 119167.0000 0.0000 Stream 15 CO2 Gas properties: Overall Vapor Liquid Solid Temperature deg C 60.000 Pressure bar 1.100 Std sp. gr. * air = 1 1.356 Enthalpy kcal/h -2.524E+007 -2.524E+007 0.000E+000 0.000E+000 Molar flow kmol/h 289.812 289.812 0.000 0.000 Mass flow kg/h 11385.228 11385.228 0.000 0.000 Avg. mol. wt. 39.285 39.285 0.000 0.000 Actual dens kg/m3 1.568 1.568 0.000 0.000 Actual vol m3/h 7260.203 7260.203 0.000 0.000 Cp kcal/kmol-C 9.259 0.000 0.000 Cp/Cv 1.282 Flowrates in kg/h Nitrogen 2.1602 2.1602 0.0000 0.0000 Carbon Dioxide 10434.4522 10434.4522 0.0000 0.0000 Water 947.9865 947.9865 0.0000 0.0000 Oxygen 0.6288 0.6288 0.0000 0.0000 C1-2Ethanolamine 0.0000 0.0000 0.0000 0.0000 Stream 16 Recycle properties: Overall Vapor Liquid Solid Temperature deg C 111.000 Pressure bar 1.400 Std sp. gr. * air = 1 0.927 Vpress bar 1.40 Enthalpy kcal/h -8.071E+008 0.000E+000 -8.071E+008 0.000E+000 Molar flow kmol/h 11476.520 0.000 11476.520 0.000 Mass flow kg/h 308103.326 0.000 308103.326 0.000 Avg. mol. wt. 26.846 0.000 26.846 0.000 Actual dens kg/m3 955.230 0.000 955.230 0.000 Actual vol m3/h 322.544 0.000 322.544 0.000 Cp kcal/kmol-C 0.000 23.777 0.000 Latent heat kcal/kmol 10518.6113 Flowrates in kg/h Nitrogen 0.0000 0.0000 0.0000 0.0000 Carbon Dioxide 341.0399 0.0000 341.0399 0.0000 Water 188594.2812 0.0000 188594.2812 0.0000

80 Chapter 6
Oxygen 0.0000 0.0000 0.0000 0.0000 C1-2Ethanolamine 119168.0001 0.0000 119168.0001 0.0000 Stream 17 properties: Overall Vapor Liquid Solid Temperature deg C 47.779 Pressure bar 1.300 Std sp. gr. * air = 1 0.938 Vpress bar 0.43 Enthalpy kcal/h -8.537E+008 0.000E+000 -8.537E+008 0.000E+000 Molar flow kmol/h 11766.476 0.000 11766.476 0.000 Mass flow kg/h 319490.000 0.000 319490.000 0.000 Avg. mol. wt. 27.153 0.000 27.153 0.000 Actual dens kg/m3 1173.833 0.000 1173.833 0.000 Actual vol m3/h 272.177 0.000 272.177 0.000 Cp kcal/kmol-C 0.000 23.014 0.000 Latent heat kcal/kmol 11274.6873 Flowrates in kg/h Nitrogen 2.1602 0.0000 2.1602 0.0000 Carbon Dioxide 10774.8041 0.0000 10774.8041 0.0000 Water 189545.3369 0.0000 189545.3369 0.0000 Oxygen 0.6288 0.0000 0.6288 0.0000 C1-2Ethanolamine 119167.0000 0.0000 119167.0000 0.0000 Stream 18 properties: Overall Vapor Liquid Solid Temperature deg C 83.606 Pressure bar 1.250 Std sp. gr. * air = 1 0.927 Vpress bar 0.51 Enthalpy kcal/h -8.146E+008 0.000E+000 -8.146E+008 0.000E+000 Molar flow kmol/h 11476.520 0.000 11476.520 0.000 Mass flow kg/h 308103.326 0.000 308103.326 0.000 Avg. mol. wt. 26.846 0.000 26.846 0.000 Actual dens kg/m3 978.480 0.000 978.480 0.000 Actual vol m3/h 314.879 0.000 314.879 0.000 Cp kcal/kmol-C 0.000 23.443 0.000 Latent heat kcal/kmol 10867.7523 Flowrates in kg/h Nitrogen 0.0000 0.0000 0.0000 0.0000 Carbon Dioxide 341.0399 0.0000 341.0399 0.0000 Water 188594.2812 0.0000 188594.2812 0.0000 Oxygen 0.0000 0.0000 0.0000 0.0000 C1-2Ethanolamine 119168.0001 0.0000 119168.0001 0.0000 Stream 19 Cool recycle properties: Overall Vapor Liquid Solid Temperature deg C 35.000 Pressure bar 1.150 Std sp. gr. * air = 1 0.927 Vpress bar 0.05 Enthalpy kcal/h -8.275E+008 0.000E+000 -8.275E+008 0.000E+000 Molar flow kmol/h 11476.520 0.000 11476.520 0.000 Mass flow kg/h 308103.326 0.000 308103.326 0.000 Avg. mol. wt. 26.846 0.000 26.846 0.000 Actual dens kg/m3 1012.688 0.000 1012.688 0.000 Actual vol m3/h 304.243 0.000 304.243 0.000 Cp kcal/kmol-C 0.000 23.029 0.000 Latent heat kcal/kmol 11415.4828 Flowrates in kg/h Nitrogen 0.0000 0.0000 0.0000 0.0000 Carbon Dioxide 341.0399 0.0000 341.0399 0.0000 Water 188594.2812 0.0000 188594.2812 0.0000 Oxygen 0.0000 0.0000 0.0000 0.0000

Low Pressure CO2 Partial Absorption from Flue Gas 81
C1-2Ethanolamine 119168.0001 0.0000 119168.0001 0.0000 Stream 20 H2O back properties: Overall Vapor Liquid Solid Temperature deg C 38.000 Pressure bar 1.200 Std sp. gr. * air = 1 0.622 Vpress bar 0.51 Enthalpy kcal/h -1.050E+007 0.000E+000 -1.050E+007 0.000E+000 Molar flow kmol/h 154.244 0.000 154.244 0.000 Mass flow kg/h 2778.941 0.000 2778.941 0.000 Avg. mol. wt. 18.017 0.000 18.017 0.000 Actual dens kg/m3 992.525 0.000 992.525 0.000 Actual vol m3/h 2.800 0.000 2.800 0.000 Cp kcal/kmol-C 0.000 18.009 0.000 Latent heat kcal/kmol 10365.6348 Flowrates in kg/h Nitrogen 0.0330 0.0000 0.0330 0.0000 Carbon Dioxide 0.3708 0.0000 0.3708 0.0000 Water 2778.5275 0.0000 2778.5275 0.0000 Oxygen 0.0098 0.0000 0.0098 0.0000 C1-2Ethanolamine 0.0000 0.0000 0.0000 0.0000 Stream 23 Recycle properties: Overall Vapor Liquid Solid Temperature deg C 35.008 Pressure bar 1.150 Std sp. gr. * air = 1 0.926 Vpress bar 0.26 Enthalpy kcal/h -8.301E+008 0.000E+000 -8.301E+008 0.000E+000 Molar flow kmol/h 11514.912 0.000 11514.912 0.000 Mass flow kg/h 308795.168 0.000 308795.168 0.000 Avg. mol. wt. 26.817 0.000 26.817 0.000 Actual dens kg/m3 1012.617 0.000 1012.617 0.000 Actual vol m3/h 304.948 0.000 304.948 0.000 Cp kcal/kmol-C 0.000 23.002 0.000 Latent heat kcal/kmol 11411.9867 Flowrates in kg/h Nitrogen 3.1824 0.0000 3.1824 0.0000 Carbon Dioxide 341.1289 0.0000 341.1289 0.0000 Water 189284.0393 0.0000 189284.0393 0.0000 Oxygen 0.0049 0.0000 0.0049 0.0000 C1-2Ethanolamine 119166.8236 0.0000 119166.8236 0.0000 Stream 26 H2O back properties: Overall Vapor Liquid Solid Temperature deg C 38.000 Pressure bar 1.200 Std sp. gr. * air = 1 0.622 Vpress bar 0.51 Enthalpy kcal/h -2.614E+006 0.000E+000 -2.614E+006 0.000E+000 Molar flow kmol/h 38.394 0.000 38.394 0.000 Mass flow kg/h 691.727 0.000 691.727 0.000 Avg. mol. wt. 18.017 0.000 18.017 0.000 Actual dens kg/m3 992.525 0.000 992.525 0.000 Actual vol m3/h 0.697 0.000 0.697 0.000 Cp kcal/kmol-C 0.000 18.017 0.000 Latent heat kcal/kmol 10365.6348 Flowrates in kg/h Nitrogen 0.0082 0.0000 0.0082 0.0000 Carbon Dioxide 0.0923 0.0000 0.0923 0.0000 Water 691.6239 0.0000 691.6239 0.0000 Oxygen 0.0024 0.0000 0.0024 0.0000 C1-2Ethanolamine 0.0000 0.0000 0.0000 0.0000

82 Chapter 6
Stream 27 Water Bleed properties: Overall Vapor Liquid Solid Temperature deg C 38.000 Pressure bar 1.200 Std sp. gr. * air = 1 0.622 Vpress bar 0.51 Enthalpy kcal/h -7.887E+006 0.000E+000 -7.887E+006 0.000E+000 Molar flow kmol/h 115.850 0.000 115.850 0.000 Mass flow kg/h 2087.214 0.000 2087.214 0.000 Avg. mol. wt. 18.017 0.000 18.017 0.000 Actual dens kg/m3 992.525 0.000 992.525 0.000 Actual vol m3/h 2.103 0.000 2.103 0.000 Cp kcal/kmol-C 0.000 18.018 0.000 Latent heat kcal/kmol 10365.6348 Flowrates in kg/h Nitrogen 0.0248 0.0000 0.0248 0.0000 Carbon Dioxide 0.2785 0.0000 0.2785 0.0000 Water 2086.9036 0.0000 2086.9036 0.0000 Oxygen 0.0074 0.0000 0.0074 0.0000 C1-2Ethanolamine 0.0000 0.0000 0.0000 0.0000 FLOW SUMMARIES Stream No. 1 2 3 4 Stream Name FG Compr. FG Abs head Rich amine Temp C 60.0000 87.2507 41.4941 75.0000 Pres bar 1.0300 1.3000 1.1000 1.1000 Enth kcal/h -5.4415E+007 -5.3674E+007 -2.5253E+007 -8.4632E+008 Vapor mole fraction 1.0000 1.0000 1.0000 7.2564E-005 Component mole fractions Nitrogen 0.7114 0.7114 0.7896 0.0000 Carbon Dioxide 0.1009 0.1009 0.0409 0.0208 Water 0.0949 0.0949 0.0662 0.8942 Oxygen 0.0928 0.0928 0.1030 0.0000 C1-2Ethanolamine 0.0000 0.0000 0.0002 0.0850 Total kmol/h 3698.259 3698.259 3332.067 11766.574 Flowrates in kmol/h Nitrogen 2630.952 2630.952 2630.988 0.077 Carbon Dioxide 373.184 373.184 136.366 244.826 Water 350.793 350.793 220.677 10521.529 Oxygen 343.330 343.330 343.310 0.020 C1-2Ethanolamine 0.000 0.000 0.724 1000.024 Electrolytes: H2O 0.000 0.000 0.000 10278.455 H+ 0.000 0.000 0.000 0.000 OH- 0.000 0.000 0.000 0.011 CO2 0.000 0.000 0.000 1.538 CO3-- 0.000 0.000 0.000 33.525 HCO3- 0.000 0.000 0.000 209.269 C1-2Ethanolamine 0.000 0.000 0.000 723.694 MDEA+ 0.000 0.000 0.000 276.329 Total kg/h 107433.076 107433.076 94753.334 319490.000 Component mass fractions Nitrogen 0.6860 0.6860 0.7779 0.0000 Carbon Dioxide 0.1529 0.1529 0.0633 0.0337 Water 0.0588 0.0588 0.0420 0.5933 Oxygen 0.1023 0.1023 0.1159 0.0000 C1-2Ethanolamine 0.0000 0.0000 0.0009 0.3730 Stream No. 5 6 7 8 Stream Name MDEA makeup Cooled FG Condensate Dry FG Temp C 20.0000 38.0000 34.9759 38.0003 Pres bar 1.1500 1.2000 1.1500 1.2000

Low Pressure CO2 Partial Absorption from Flue Gas 83
Enth kcal/h -5725.0 -5.6612E+007 -8.3014E+008 -4.6111E+007 Vapor mole fraction 0.00000 0.95829 4.7146E-023 1.0000 Component mole fractions Nitrogen 0.0000 0.7114 0.0000 0.7424 Carbon Dioxide 0.0000 0.1009 0.0007 0.1053 Water 0.0000 0.0949 0.9125 0.0555 Oxygen 0.0000 0.0928 0.0000 0.0969 C1-2Ethanolamine 1.0000 0.0000 0.0868 0.0000 Total kmol/h 0.050 3698.259 11514.962 3544.016 Flowrates in kmol/h Nitrogen 0.000 2630.952 0.114 2630.951 Carbon Dioxide 0.000 373.184 7.751 373.176 Water 0.000 350.793 10507.023 196.560 Oxygen 0.000 343.330 0.000 343.329 C1-2Ethanolamine 0.050 0.000 1000.074 0.000 Electrolytes: H2O 0.000 154.236 10499.205 0.000 H+ 0.000 0.000 0.000 0.000 OH- 0.000 0.000 0.068 0.000 CO2 0.000 0.009 0.000 0.000 CO3-- 0.000 0.000 6.019 0.000 HCO3- 0.000 0.000 1.732 0.000 C1-2Ethanolamine 0.000 0.000 986.236 0.000 MDEA+ 0.000 0.000 13.838 0.000 Total kg/h 5.958 107433.076 308801.093 104654.136 Component mass fractions Nitrogen 0.0000 0.6860 0.0000 0.7043 Carbon Dioxide 0.0000 0.1529 0.0011 0.1569 Water 0.0000 0.0588 0.6130 0.0338 Oxygen 0.0000 0.1023 0.0000 0.1050 C1-2Ethanolamine 1.0000 0.0000 0.3859 0.0000 Stream No. 9 10 11 12 Stream Name FG to flash Flash drain To absorber Offgas Temp C 35.0000 35.0000 34.9754 35.0000 Pres bar 1.0000 1.1500 1.1500 1.0000 Enth kcal/h -2.5829E+007 -2.7373E+006 -8.3288E+008 -2.3091E+007 Vapor mole fraction 0.98813 0.00000 3.9257E-032 1.0000 Component mole fractions Nitrogen 0.7896 0.0000 0.0000 0.7991 Carbon Dioxide 0.0409 0.0067 0.0007 0.0413 Water 0.0662 0.9762 0.9127 0.0553 Oxygen 0.1030 0.0000 0.0000 0.1043 C1-2Ethanolamine 0.0002 0.0171 0.0866 0.0000 Total kmol/h 3332.067 39.564 11554.527 3292.501 Flowrates in kmol/h Nitrogen 2630.988 0.000 0.114 2630.987 Carbon Dioxide 136.366 0.265 8.016 136.101 Water 220.677 38.624 10545.648 182.053 Oxygen 343.310 0.000 0.000 343.310 C1-2Ethanolamine 0.724 0.675 1000.749 0.049 Electrolytes: H2O 38.360 38.360 10537.566 0.000 H+ 0.000 0.000 0.000 0.000 OH- 0.000 0.000 0.067 0.000 CO2 0.001 0.001 0.000 0.000 CO3-- 0.023 0.023 6.191 0.000 HCO3- 0.241 0.241 1.825 0.000 C1-2Ethanolamine 0.388 0.388 986.475 0.000 MDEA+ 0.287 0.287 14.274 0.000 Total kg/h 94753.334 787.926 309589.040 93965.402 Component mass fractions Nitrogen 0.7779 0.0000 0.0000 0.7844

84 Chapter 6
Carbon Dioxide 0.0633 0.0148 0.0011 0.0637 Water 0.0420 0.8831 0.6137 0.0349 Oxygen 0.1159 0.0000 0.0000 0.1169 C1-2Ethanolamine 0.0009 0.1021 0.3852 0.0001 Stream No. 13 14 15 16 Stream Name CO2 Gas Recycle Temp C 35.0000 47.8023 60.0000 111.0000 Pres bar 1.0000 1.2000 1.1000 1.4000 Enth kcal/h -2.7373E+006 -8.5374E+008 -2.5237E+007 -8.0715E+008 Vapor mole fraction 0.00000 0.00000 1.0000 0.00000 Component mole fractions Nitrogen 0.0000 0.0000 0.0003 0.0000 Carbon Dioxide 0.0067 0.0208 0.8181 0.0007 Water 0.9762 0.8942 0.1816 0.9122 Oxygen 0.0000 0.0000 0.0001 0.0000 C1-2Ethanolamine 0.0171 0.0850 0.0000 0.0871 Total kmol/h 39.564 11766.574 289.812 11476.520 Flowrates in kmol/h Nitrogen 0.000 0.077 0.077 0.000 Carbon Dioxide 0.265 244.826 237.093 7.749 Water 38.624 10521.529 52.622 10468.736 Oxygen 0.000 0.020 0.020 0.000 C1-2Ethanolamine 0.675 1000.024 0.000 1000.034 Electrolytes: H2O 38.360 10276.968 0.000 10460.872 H+ 0.000 0.000 0.000 0.000 OH- 0.000 0.009 0.000 0.151 CO2 0.001 0.274 0.000 0.036 CO3-- 0.023 61.729 0.000 1.663 HCO3- 0.241 182.822 0.000 6.050 C1-2Ethanolamine 0.388 693.734 0.000 990.506 MDEA+ 0.287 306.290 0.000 9.527 Total kg/h 787.926 319490.000 11385.228 308103.326 Component mass fractions Nitrogen 0.0000 0.0000 0.0002 0.0000 Carbon Dioxide 0.0148 0.0337 0.9165 0.0011 Water 0.8831 0.5933 0.0833 0.6121 Oxygen 0.0000 0.0000 0.0001 0.0000 C1-2Ethanolamine 0.1021 0.3730 0.0000 0.3868 Stream No. 17 18 19 20 Stream Name Cool recycle H2O back Temp C 47.7786 83.6063 35.0000 38.0003 Pres bar 1.3000 1.2500 1.1500 1.2000 Enth kcal/h -8.5374E+008 -8.1457E+008 -8.2752E+008 -1.0501E+007 Vapor mole fraction 0.00000 0.00000 0.00000 0.00000 Component mole fractions Nitrogen 0.0000 0.0000 0.0000 0.0000 Carbon Dioxide 0.0208 0.0007 0.0007 0.0001 Water 0.8942 0.9122 0.9122 0.9999 Oxygen 0.0000 0.0000 0.0000 0.0000 C1-2Ethanolamine 0.0850 0.0871 0.0871 0.0000 Total kmol/h 11766.574 11476.520 11476.520 154.244 Flowrates in kmol/h Nitrogen 0.077 0.000 0.000 0.001 Carbon Dioxide 244.826 7.749 7.749 0.008 Water 10521.529 10468.736 10468.736 154.234 Oxygen 0.020 0.000 0.000 0.000 C1-2Ethanolamine 1000.024 1000.034 1000.034 0.000 Electrolytes: H2O 10276.968 10460.867 10460.920 0.000 H+ 0.000 0.000 0.000 0.000 OH- 0.009 0.128 0.068 0.000

Low Pressure CO2 Partial Absorption from Flue Gas 85
CO2 0.274 0.008 0.000 0.000 CO3-- 61.756 3.186 6.021 0.000 HCO3- 182.796 4.555 1.728 0.000 C1-2Ethanolamine 693.707 988.978 986.196 0.000 MDEA+ 306.317 11.055 13.837 0.000 Total kg/h 319490.000 308103.326 308103.326 2778.941 Component mass fractions Nitrogen 0.0000 0.0000 0.0000 0.0000 Carbon Dioxide 0.0337 0.0011 0.0011 0.0001 Water 0.5933 0.6121 0.6121 0.9999 Oxygen 0.0000 0.0000 0.0000 0.0000 C1-2Ethanolamine 0.3730 0.3868 0.3868 0.0000 Stream No. 23 26 27 Stream Name Recycle H2O back Water Bleed Temp C 35.0079 38.0003 38.0003 Pres bar 1.1500 1.2000 1.2000 Enth kcal/h -8.3013E+008 -2.6139E+006 -7.8873E+006 Vapor mole fraction 0.00000 0.00000 0.00000 Component mole fractions Nitrogen 0.0000 0.0000 0.0000 Carbon Dioxide 0.0007 0.0001 0.0001 Water 0.9125 0.9999 0.9999 Oxygen 0.0000 0.0000 0.0000 C1-2Ethanolamine 0.0868 0.0000 0.0000 Total kmol/h 11514.912 38.394 115.850 Flowrates in kmol/h Nitrogen 0.114 0.000 0.001 Carbon Dioxide 7.751 0.002 0.006 Water 10507.024 38.392 115.843 Oxygen 0.000 0.000 0.000 C1-2Ethanolamine 1000.024 0.000 0.000 Electrolytes: H2O 10499.309 38.392 115.842 H+ 0.000 0.000 0.000 OH- 0.068 0.000 0.000 CO2 0.000 0.002 0.006 CO3-- 6.018 0.000 0.000 HCO3- 1.733 0.000 0.000 C1-2Ethanolamine 986.197 0.000 0.000 MDEA+ 13.837 0.000 0.000 Total kg/h 308795.168 691.727 2087.214 Component mass fractions Nitrogen 0.0000 0.0000 0.0000 Carbon Dioxide 0.0011 0.0001 0.0001 Water 0.6130 0.9999 0.9999 Oxygen 0.0000 0.0000 0.0000 C1-2Ethanolamine 0.3859 0.0000 0.0000
SIEVE TRAY SIZING Vapor load is defined as the vapor from the tray below. Liquid load is defined as the liquid on the tray. Equip. 2 Tray No. 1 Tray Loadings Vapor Liquid 12254.582 kg/h 869.355 kg/h 8064.921 m3/h 0.885 m3/h Density 1.519 kg/m3 982.235 kg/m3 Tower internal diameter, m ................ 1.067 Tray spacing, cm ................ 60.960 No. of tray liquid passes ................ 1 Downcomer dimension, Width cm Length cm Area m2 Side 19.685 82.765 0.113 Avg. weir length cm ................ 82.765 Weir height, cm ................ 5.080

86 Chapter 6
Flow path length cm ................ 67.310 Flow path width cm ................ 99.104 Tray area, m2 ................ 0.894 Tray active area m2 ................ 0.667 % flood ................ 72.065 Fractional entrainment ................ 0.537 Aeration factor ................ 0.562 Minimum (Weeping) vapor flow kg/h ........... 4130.734 Tray press loss, cm ................ 12.312 Tray press loss, bar ................ 0.012 Downcomer clearance cm ................ 4.445 Downcomer backup cm ................ 17.690 Downcomer residence time, sec ................ 81.582 Liquid holdup m3 ................ 0.040 Liquid holdup kg ................ 39.506 Design pressure, bar ................ 1.100 Joint efficiency ................ 0.850 Allowable stress bar ................ 944.582 Corrosion allowance cm ................ 0.079 Column thickness cm ................ 0.159 Bottom thickness cm ................ 0.318 Equip. 2 Tray No. 2 omissis Equip. 2 Tray No. 5 Tray Loadings Vapor Liquid 12328.325 kg/h 943.098 kg/h 7750.115 m3/h 0.906 m3/h Density 1.591 kg/m3 1040.625 kg/m3 Tower internal diameter, m ................ 1.067 Tray spacing, cm ................ 60.960 No. of tray liquid passes ................ 1 Downcomer dimension, Width cm Length cm Area m2 Side 19.685 82.765 0.113 Avg. weir length cm ................ 82.765 Weir height, cm ................ 5.080 Flow path length cm ................ 67.310 Flow path width cm ................ 99.104 Tray area, m2 ................ 0.894 Tray active area m2 ................ 0.667 % flood ................ 72.463 Fractional entrainment ................ 0.514 Aeration factor ................ 0.563 Minimum (Weeping) vapor flow kg/h ........... 4586.515 Tray press loss, cm ................ 11.435 Tray press loss, bar ................ 0.012 Downcomer clearance cm ................ 4.445 Downcomer backup cm ................ 16.817 Downcomer residence time, sec ................ 75.743 Liquid holdup m3 ................ 0.039 Liquid holdup kg ................ 40.886 Design pressure, bar ................ 1.243 Joint efficiency ................ 0.850 Allowable stress bar ................ 944.582 Corrosion allowance cm ................ 0.079 Column thickness cm ................ 0.159 Bottom thickness cm ................ 0.318 Equip. 2 Tray No. 6 Tray Loadings Vapor Liquid 13473.970 kg/h 321577.287 kg/h 8361.365 m3/h 280.706 m3/h Density 1.611 kg/m3 1145.602 kg/m3 Tower internal diameter, m ................ 1.981 Tray spacing, cm ................ 60.960 No. of tray liquid passes ................ 1 Downcomer dimension, Width cm Length cm Area m2

Low Pressure CO2 Partial Absorption from Flue Gas 87
Side 36.830 154.147 0.395 Avg. weir length cm ................ 154.147 Weir height, cm ................ 5.080 Flow path length cm ................ 124.460 Flow path width cm ................ 184.182 Tray area, m2 ................ 3.083 Tray active area m2 ................ 2.292 % flood ................ 73.762 Fractional entrainment ................ 0.001 Aeration factor ................ 0.645 Minimum (Weeping) vapor flow kg/h ........... 24397.796 Tray press loss, cm ................ 10.635 Tray press loss, bar ................ 0.012 Downcomer clearance cm ................ 4.445 Downcomer backup cm ................ 47.076 Downcomer residence time, sec ................ 2.386 Liquid holdup m3 ................ 0.408 Liquid holdup kg ................ 467.891 Design pressure, bar ................ 1.257 Joint efficiency ................ 0.850 Allowable stress bar ................ 944.582 Corrosion allowance cm ................ 0.079 Column thickness cm ................ 0.159 Bottom thickness cm ................ 0.238 Total column pressure drop = 0.071 bar Equip. 11 Tray No. 1 Tray Loadings Vapor Liquid 98159.657 kg/h 312997.248 kg/h 83066.614 m3/h 301.358 m3/h Density 1.182 kg/m3 1038.624 kg/m3 Tower internal diameter, m ................ 3.505 Tray spacing, cm ................ 60.960 No. of tray liquid passes ................ 1 Downcomer dimension, Width cm Length cm Area m2 Side 63.500 270.006 1.192 Avg. weir length cm ................ 270.006 Weir height, cm ................ 5.080 Flow path length cm ................ 223.520 Flow path width cm ................ 325.051 Tray area, m2 ................ 9.650 Tray active area m2 ................ 7.266 % flood ................ 78.785 Fractional entrainment ................ 0.024 Aeration factor ................ 0.573 Minimum (Weeping) vapor flow kg/h ........... 54567.112 Tray press loss, cm ................ 13.067 Tray press loss, bar ................ 0.013 Downcomer clearance cm ................ 4.445 Downcomer backup cm ................ 32.957 Downcomer residence time, sec ................ 4.693 Liquid holdup m3 ................ 0.887 Liquid holdup kg ................ 920.966 Design pressure, bar ................ 1.100 Joint efficiency ................ 0.850 Allowable stress bar ................ 944.582 Corrosion allowance cm ................ 0.079 Column thickness cm ................ 0.159 Bottom thickness cm ................ 0.159 Equip. 11 Tray No. 2 omissis Equip. 11 Tray No. 10 Tray Loadings Vapor Liquid 105608.352 kg/h 319492.000 kg/h 80583.432 m3/h 272.186 m3/h

88 Chapter 6
Density 1.311 kg/m3 1173.797 kg/m3 Tower internal diameter, m ................ 3.505 Tray spacing, cm ................ 60.960 No. of tray liquid passes ................ 1 Downcomer dimension, Width cm Length cm Area m2 Side 63.500 270.006 1.192 Avg. weir length cm ................ 270.006 Weir height, cm ................ 5.080 Flow path length cm ................ 223.520 Flow path width cm ................ 325.051 Tray area, m2 ................ 9.650 Tray active area m2 ................ 7.266 % flood ................ 78.834 Fractional entrainment ................ 0.026 Aeration factor ................ 0.572 Minimum (Weeping) vapor flow kg/h ........... 61780.377 Tray press loss, cm ................ 12.232 Tray press loss, bar ................ 0.014 Downcomer clearance cm ................ 4.445 Downcomer backup cm ................ 30.183 Downcomer residence time, sec ................ 4.759 Liquid holdup m3 ................ 0.834 Liquid holdup kg ................ 978.362 Design pressure, bar ................ 1.200 Joint efficiency ................ 0.850 Allowable stress bar ................ 944.582 Corrosion allowance cm ................ 0.079 Column thickness cm ................ 0.159 Bottom thickness cm ................ 0.159 Total column pressure drop = 0.134 bar HEATING CURVES SUMMARY Eqp # 2 Unit type : SCDS Unit name: Condenser NP Temp Pres Del H Vapor Liquid Vap mole Vap mass C bar kcal/h kg/h kg/h frac. frac. 1 73.2 1.2 5.29E+005 12255 0 1.0000 1.0000 2 71.7 1.2 4.52E+005 12124 131 0.9785 0.9893 3 70.3 1.2 3.80E+005 12004 251 0.9588 0.9795 4 68.8 1.2 3.14E+005 11893 362 0.9406 0.9705 5 67.3 1.2 2.52E+005 11791 463 0.9239 0.9622 6 65.9 1.1 1.95E+005 11697 558 0.9085 0.9545 7 64.4 1.1 1.41E+005 11610 645 0.8942 0.9474 8 62.9 1.1 9.11E+004 11529 725 0.8810 0.9408 9 61.5 1.1 4.41E+004 11455 800 0.8687 0.9347 10 60.0 1.1 6.05 11385 869 0.8573 0.9291 Reboiler NP Temp Pres Del H Vapor Liquid Vap mole Vap mass C bar kcal/h kg/h kg/h frac. frac. 1 109.1 1.4 0.000 0 337367 0.0000 0.0000 2 109.3 1.4 1.20E+006 2419 334948 0.0087 0.0072 3 109.5 1.4 1.66E+006 3253 334114 0.0117 0.0096 4 109.7 1.4 2.27E+006 4415 332952 0.0160 0.0131 5 109.9 1.4 3.05E+006 5930 331438 0.0216 0.0176 6 110.2 1.4 4.08E+006 7942 329426 0.0291 0.0235 7 110.4 1.4 5.47E+006 10735 326632 0.0395 0.0318 8 110.6 1.4 7.41E+006 14680 322688 0.0543 0.0435 9 110.8 1.4 1.03E+007 20526 316841 0.0761 0.0608 10 111.0 1.4 1.45E+007 29319 308049 0.1088 0.0869 Eqp # 3 Unit type : HTXR Unit name: Stream 2 NP Temp Pres Del H Vapor Liquid Vap mole Vap mass C bar kcal/h kg/h kg/h frac. frac. 1 87.3 1.3 2.94E+006 107433 0 1.0000 1.0000

Low Pressure CO2 Partial Absorption from Flue Gas 89
2 81.8 1.3 2.79E+006 107433 0 1.0000 1.0000 3 76.3 1.3 2.64E+006 107433 0 1.0000 1.0000 4 70.8 1.3 2.49E+006 107433 0 1.0000 1.0000 5 65.4 1.3 2.34E+006 107433 0 1.0000 1.0000 6 59.9 1.2 2.19E+006 107433 0 1.0000 1.0000 7 54.4 1.2 2.04E+006 107433 0 1.0000 1.0000 8 48.9 1.2 1.90E+006 107433 0 1.0000 1.0000 9 43.5 1.2 8.65E+005 105892 1541 0.9769 0.9857 10 38.0 1.2 8.06 104654 2779 0.9583 0.9741 Eqp # 7 Unit type : HTXR Unit name: Stream 3 NP Temp Pres Del H Vapor Liquid Vap mole Vap mass C bar kcal/h kg/h kg/h frac. frac. 1 41.5 1.1 5.76E+005 94753 0 1.0000 1.0000 2 40.8 1.1 5.11E+005 94645 108 0.9987 0.9989 3 40.1 1.1 4.63E+005 94582 172 0.9979 0.9982 4 39.3 1.1 4.08E+005 94509 244 0.9968 0.9974 5 38.6 1.1 3.47E+005 94428 325 0.9956 0.9966 6 37.9 1.0 2.81E+005 94340 413 0.9942 0.9956 7 37.2 1.0 2.13E+005 94249 505 0.9927 0.9947 8 36.4 1.0 1.42E+005 94155 599 0.9912 0.9937 9 35.7 1.0 7.12E+004 94060 694 0.9897 0.9927 10 35.0 1.0 14.1 93965 788 0.9881 0.9917 Eqp # 9 Unit type : HTXR Unit name: Stream 17 NP Temp Pres Del H Vapor Liquid Vap mole Vap mass C bar kcal/h kg/h kg/h frac. frac. 1 47.8 1.3 0.000 0 319490 0.0000 0.0000 2 50.8 1.3 8.19E+005 0 319490 0.0000 0.0000 3 53.8 1.3 1.64E+006 0 319490 0.0000 0.0000 4 56.9 1.2 2.46E+006 1 319489 0.0000 0.0000 5 59.9 1.2 3.28E+006 1 319489 0.0000 0.0000 6 62.9 1.2 4.11E+006 2 319488 0.0000 0.0000 7 65.9 1.2 4.93E+006 3 319487 0.0000 0.0000 8 69.0 1.1 5.76E+006 4 319485 0.0000 0.0000 9 72.0 1.1 6.58E+006 9 319481 0.0000 0.0000 10 75.0 1.1 7.42E+006 29 319461 0.0001 0.0001 Stream 16 NP Temp Pres Del H Vapor Liquid Vap mole Vap mass C bar kcal/h kg/h kg/h frac. frac. 1 111.0 1.4 7.42E+006 0 308103 0.0000 0.0000 2 108.0 1.4 6.59E+006 0 308103 0.0000 0.0000 3 104.9 1.4 5.76E+006 0 308103 0.0000 0.0000 4 101.9 1.3 4.93E+006 0 308103 0.0000 0.0000 5 98.8 1.3 4.11E+006 0 308103 0.0000 0.0000 6 95.8 1.3 3.28E+006 0 308103 0.0000 0.0000 7 92.7 1.3 2.46E+006 0 308103 0.0000 0.0000 8 89.7 1.3 1.64E+006 0 308103 0.0000 0.0000 9 86.7 1.3 8.19E+005 0 308103 0.0000 0.0000 10 83.6 1.2 0.000 0 308103 0.0000 0.0000 Eqp # 11 Unit type : SCDS Unit name: Eqp # 12 Unit type : HTXR Unit name: Stream 18 NP Temp Pres Del H Vapor Liquid Vap mole Vap mass C bar kcal/h kg/h kg/h frac. frac. 1 83.6 1.2 1.30E+007 0 308103 0.0000 0.0000 2 78.2 1.2 1.15E+007 0 308103 0.0000 0.0000 3 72.8 1.2 1.01E+007 0 308103 0.0000 0.0000 4 67.4 1.2 8.61E+006 0 308103 0.0000 0.0000 5 62.0 1.2 7.17E+006 0 308103 0.0000 0.0000 6 56.6 1.2 5.73E+006 0 308103 0.0000 0.0000 7 51.2 1.2 4.29E+006 0 308103 0.0000 0.0000 8 45.8 1.2 2.86E+006 0 308103 0.0000 0.0000 9 40.4 1.2 1.43E+006 0 308103 0.0000 0.0000

90 Chapter 6
10 35.0 1.1 64.5 0 308103 0.0000 0.0000 Line Sizing for Stream 1 FG Flowrate Viscosity Density kg/h cP Vapor 107433.076 0.018 1.081 kg/m3 Liquid 0.000 0.000 0.000 kg/m3 Total 107433.076 1.081 kg/m3 Pipe ID Nominal Dia. Schedule Total Press Drop Velocity cm cm psi/100 ft m/sec 71.125 71.125 10 0.1931 69.4369 Line Sizing for Stream 2 Compr. FG Flowrate Viscosity Density kg/h cP Vapor 107433.076 0.020 1.261 kg/m3 Liquid 0.000 0.000 0.000 kg/m3 Total 107433.076 1.261 kg/m3 Pipe ID Nominal Dia. Schedule Total Press Drop Velocity cm cm psi/100 ft m/sec 60.325 60.325 10 0.3834 82.7464 Line Sizing for Stream 3 Abs head Flowrate Viscosity Density kg/h cP Vapor 94753.334 0.018 1.197 kg/m3 Liquid 0.000 0.000 0.000 kg/m3 Total 94753.334 1.197 kg/m3 Pipe ID Nominal Dia. Schedule Total Press Drop Velocity cm cm psi/100 ft m/sec 44.450 45.720 10 1.4982 141.6713 Line Sizing for Stream 4 Rich amine Flowrate Viscosity Density kg/h cP Vapor 29.400 0.016 1.315 kg/m3 Liquid 319460.400 0.631 1133.708 kg/m3 Total 319490.000 1050.457 kg/m3 Pipe ID Nominal Dia. Schedule Total Press Drop Velocity cm cm psi/100 ft m/sec 34.290 35.560 10 0.0938 0.9143 Line Sizing for Stream 5 MDEA makeup Flowrate Viscosity Density kg/h cP Vapor 0.000 0.000 0.000 kg/m3 Liquid 5.958 108.334 1038.024 kg/m3 Total 5.958 1038.024 kg/m3 Pipe ID Nominal Dia. Schedule Total Press Drop Velocity cm cm psi/100 ft m/sec 1.712 1.270 10 0.3623 0.0069

7 PLASMA AND CO2 REFORMING POSSIBILITY
TO GENERATE SYNGAS
Plasma, the 4th state of matter, is for about 99% the most common form of
matter in the visible universe and, closer to us, is found in the highest atmosphere layers where solar UV radiations strip electrons from air molecules and create a mix of ions and free electrons. Plasma is the state of gaseous matter in which a mixture of ionic particles or electrically charged particles co-exist (Alonso and Finn, 1969: Vol. I, p. 5). Although its local characterisation is influenced by particles charge, plasma is electrically neutral in its overall undisturbed equilibrium. Excitation and gas ionisation processes depend on local gas density and electric properties, being influenced by the gas propensity to yield outer electrons free. The motion of charges implies denser, immediately followed by thinner distribution due to repulsion, with harmonic oscillations that evidence the plasma frequency footprint, inversely proportional to the mass of the participating particles. Among charges, electrons are thousands of times lighter and faster than the other particles: heavier atoms and ions oscillations become therefore relatively irrelevant (Feynman, 1964: Vol. II, p. 7-3). Oscillations are also associated to electromagnetic radiations and indicate the state of plasma, starting from the moment in which the gas glows and increases its electric conductivity.
Matter and energy are necessary to produce a gas plasma. Conversely, plasma
becomes a source of matter and energy or, from this point of view, it becomes a transducer, vector for matter and energy (Kirk-Othmer, 1998: Vol. IXX, pp. 232-233). Artificial plasma is normally generated by electric discharge and by maintaining an electric current flow that ionises the gas. The main transport of charge is tied to the flow of electrons, accelerated by the electric field. When electromagnetic energy is applied to a gas, a rapid temperature increase is obtained, molecules are brought to partial or total dissociation into ions and atoms, radicals and electrons that interact and randomly move (Kirk-Othmer, op. cit. 1998: Vol. XVII, p. 226). The energy content of plasma is superior by far than the energy content of the originating gas because the plasma possesses ionisation energy that adds to translational, vibrational and dissociation energy (Ullmann, 1992: Vol. A20, pp. 427-437). Ignoring gravitational effects, we can assume that the energy variation supplied to the gas is found as potential and kinetic energy of the plasma, the potential energy being described in terms of gas correlations in an electric field with k=Boltzmann’s constant qV = f(T, ne, k, …) and the kinetic energy expressed through the particles mean velocity (Kirk-Othmer, 1984: Supplement, p. 599).
E = Ek + Ep = ½ mv2 + qV for an isolated system ∆E=0
| ½ mv2 | = | qV | and vavg = f( T/Atomic weight)½
where the atomic weight pertains to species that generate the plasma. If the plasma is therefore reached at a certain minimum energy, it is reached at a particle velocity that for lighter particles has a small denominator and quadratically greater temperatures. To bring a metal or a heavy gas to the plasma state, we can expect that the temperature be raised to greater values than if we were to make an hydrogen plasma. Having a variety of

92 Chapter 7
species, the plasma will not be in equilibrium and thermal uniformity. The fastest particles will exhibit hotter temperatures and the heavier particles will be relatively colder. Indicatively, Telectrons ≅ 20,000 °K >> Tions > Tatoms ≅ 6,000 °K (Artsimovich, 1978: p. 16). By increasing the pressure of the system, collisions and probability that electrons collide with heavier particles (ions) will increase or the electric discharge potential will decrease. Slightly above atmospheric pressure, a thermal uniformity local thermodynamic equilibrium (LTE) is reached and the plasma is often referred to as thermal plasma (Venugopalan, 1971: Vol. 1, pp. 8, 10).
For industrial applications, the objective is not to conceive a partial or total state of plasma for all the species in the region where the use of plasma is planned: the plasma is rather made with a light gas, for instance methane or argon and the materials of interest are brought to react within the plasma stream. It is not the plasmatic gas that influences the reaction but the high temperature and the heat transfer rate that become crucial for the plasma chemical reactions. In order to have an appreciation on how properties are magnified in plasma conditions we report few indicative values in Table 1:
Table 1: Plasma conductivity compared to copperProperty affecting
transfer of N2 gas Copper
@ 373°K N2 Plasma @ 8,000° K
Thermal conductivity [W/m °K]
Energy 0.03 @ 373°K 0.15 @ 1500°K
385 5,000
Electrical conductivity [S/m]
Charge -- 6,250 2,000
7.1 Types of Plasma Generators They are classified according to the interaction between the discharge and the
substance that receives the arc discharge. In non-transferred arc generators the electrodes do not participate to the process, they could, but it is normally better they do not consume or erode, they have the function to conduct the electric arc that generates the plasma. The reaction substances are injected and carried in the plasma gas in between the electrodes. The electrodes maintain the electric flux, the reaction occurs between the electrodes or downstream the arc generator. A strong electrodes cooling is to be foreseen to avoid their rapid wear. A transferred arc generator has at least one electrode made by the substance to be treated. The thermal flux at the point of the arc attack is extremely high and concentrated, which easily brings to the fusion of the treated material. Normally, the electrode of the material to be treated is the anode (examples of metal fabrication, CaC2 synthesis, bulk processes). Voltage is kept low in such processes and the electric amperage is maximised. The cathode or the negative electrode emitting electrons, can be C or W, water cooled, unless the cathode is also chosen as a consumable substance such as graphite that supplies also carbon to the reaction. When materials like sludge or RDF are used directly, they may require calcining or additives to make them conductors. Dielectric materials, like plastics, can be possibly put inside conductor crucibles or sunk in a conducting bath where molten metals or conductive salts will close the arc and keep

Plasma and CO2 Reforming Possibility to Generate Syngas 93
the temperature uniform. The electrode(s) consumption implies the substitutive advancement to replenish the worn part and importantly, to maintain the design distance between electrodes. To achieve good direction and avoid the trembling or flickering of the arc, the carrier gas is often injected tangentially, and it is further confined along and around the main axis of the equipment by means of a magnetic field that creates a ring type, a cylinder shaped stabilisation of the reaction zone. An inert plasma carrier gas like argon enables electrodes duration because it prevents metal oxidation and subsequent embrittlement of the electrodes. The gas can also be a reactive gas like carbon dioxide (Inaba, Nagano and Endo, 1999: pp. 73, 74). In spite of the greater work to excite CO2, the gas may become a convenient carrier when it participates to the reactions and either the corrosion is prevented or electrodes are made of a wearable material (Blair, 1978: pp. 533-653).
7.2 Advantages of Utilising a Plasma Process for Treating Waste For comparatively equal results, the high energy intensity of a thermal plasma
allows to treat equal amounts in smaller plants. The high energy flux, for instance, 4.5 kW/cm2 with an argon jet, are 15 times greater than the energy flux of an oxygen-fuel free flame which is in the order of 0.3 kW/cm2 (Hooke,1992: p. 3). The high temperature is normally synonymous for higher reaction velocity and readiness to reach thermodynamic equilibrium. Verification of probable reaction mechanisms and thermodynamic equilibria, extended over a wide temperature spectrum, indicate that high temperature kinetics will not be the governing variable. This reflects in smaller permanence and contact time, equilibria are attained more rapidly in smaller equipment and better controlled. In the case of batch processes, faster means also quasi-continuous processes with start-up or shut-downs that are also quicker.
When plasma is applied to treat waste or toxic waste there are advantages of slagging out inert materials, vitrified metals and minerals are practically encapsulated in a non-leachable glassy matrix, and gases are released at high temperature with limited risk to generate undesired pollutants. Dioxins and furans, for instance, would not form and would destroy at the plasma conditions, the peculiarity of quenching the gases after the reaction section are also a safe protection against dioxin condensation from precursors onto cold surfaces or formation onto catalytic centers like soot, which is not formed, or moderately formed, at the high temperature of plasma.
All combustions and conventional incineration of waste operate in oxidising atmosphere. The plasma process can also be made in reducing or inert atmosphere. The reducing atmosphere (CO + H2) and the null or reduced amount of air introduced into the system drastically reduce NOx formation. The non-use of air also reflects in smaller volumes to treat: gas cleaning equipment are therefore more compact and cheaper (Inaba, op. cit.: p. 73). The high temperature gradient between plasma and surrounding circulating gas, outside the plasma shroud, enables the rapid quench of the products of reaction. Having the purpose to reduce the quantity of CO2 dumped to the atmosphere and to use recoverable materials or plastics that are certainly abundant, like PET or used paper,

94 Chapter 7
which are valid carbon sources otherwise unutilised or unwanted, the plasma processing at high temperatures, (above 1500 °K), makes possible to reduce CO2 with a C donor. CO2 + C = 2CO ∆H ≅ 40 kcal/mole CO2 + CH4 = 2CO + 2H2 ∆H ≅ 62.3 kcal/mole, favoured @ T > 973°K (∆G° = 62354 – 64.05T cal/mole) 7.3 Feasibility to Use Plasma for CO2 Conversion
The following considerations are developed by progressive approximation of the order of magnitude as the method makes the analysis easier and treatable by simple mathematics. By removing approximations as the study develops, the comprehension improves, but remains rooted on the previous learning and the figures that were experienced.
The first feasibility step pertains to conversions and the energetic aspect for reactions below 1500°K, starting from a treated flue gas. We have already seen that flue gas has an average percent of CO2 around 10 vol-% and we aim to see if the thermodynamic conversion can be energetically and economically sustained. As a first approximation we may think to convert a gas with the same number of moles of CO2 and H2O and reduce it to CO and H2. Flue Gas mol-% Base 100: mol in mol outCO2 12-10 10 - O2 6-5 5 5 N2 75-60 75 75 H2O 6-25 10 - H2 - - 10 CO - - 30 Total: 100 100 120 CO2 + C(s) = 2CO ∆Q = -38.5 kcal H2O + C(s) = CO + H2 ∆Q = -28.1 kcal ------------------------------------------------ CO2 + H2O + 2C(s) = 3CO + H2 ∆Q = -66.5 kcal The global heat of reaction is negative, i.e. the highly endothermic reaction will force us to work at high temperature (Meneghini, 1966: Vol. I, pp. 100-103). Enthalpies of formation are approximated. Literature values are not always consistent, owing to the conditions they refer to. Practically, the reference state for state variables is just a matter of convenience. Any reference state and the path to lead to the final products agree with the same physical observation, i.e. ∆G°= 0 at the same equilibrium temperature. From the starting CO2 and H2O, we can calculate the necessary C, source that is assumed to be carbon but may well become organic material, refuse plastics, carbon black, methane, graphite electrodes or any carbon rich material.

Plasma and CO2 Reforming Possibility to Generate Syngas 95
We can also have simultaneous counter-reactions that would regress the process, the presence of oxygen could reform water and carbon dioxide: CO2 + H2 = CO + H2O ∆Q = -10.4 kcal 2CO + O2 = 2CO2 ∆Q = 68.08 kcal 2H2 + O2 = 2H2O ∆Q = 114.6 kcal Due to starving O2 conditions and excess steam, we can momentarily make the assumption that these exothermal reactions be shifted towards the syngas formation as we also have already assumed to operate at high temperature. We can pinpoint a raw flue gas rate of 100,000 Nm3/h and ignore kinetic and thermodynamic figures just to start.1 We shall later remove such initial simplifications. 100,000 (0.1) /22.414 = 446.15 kmol/h of H2O and CO2
446.15 (18) = 8.03 t/h H2O 446.15 (44) = 19.63 t/h CO2
by first ignoring the process efficiency, the stoichiometric consumption requires 2 kmol C/kmol CO2
446.15 ● 2 = 892.3 kmol/h C 892.3 ● 12 = 10.707 t/h of carbon to produce 1 kmol of H2 and 3 kmol of CO 446.15 ● 2 = 0.892 t/h H2
446.15 ● 3 ● (12+16 = 28) = 37.477 t/h of CO 2C CO2, H2O 3CO, H2
kmoCO2 446.H2O 446.C 892.CO 1338.H2 446.
We can now have two cases: aconcentration of CO2) or the case o
1 Flow rate pro-rated from mun(Courtesy of Von Roll Environmental - 2 D. Meneghini, op. cit., p. 38.
Flue G. Conversion (base 100000 Nm3/h)
l/h t/h LHV2mix = kcal/Nm3
15 19.63015 8.030 30 10.707 45 37.477 3017 966 15 0.892 2550 with N2
gas without nitrogen (after the absorption and f flue gas, as such, with N2. For the first case, the
icipal incineration plants -Uppsala, Alkmaar, Trezzo- Zürich, CH).

96 Chapter 7
Low Heating Value (LHV) is similar to the water-gas (H2:CO ≈ 1:1 @ 2300 kcal/Nm3), with a marginal enrichment to about 2400 kcal/Nm3 due to its ratio H2 : 3CO. In the second case, the LHV will be lower, like it is for air-syngas, (CO ≈ 30 vol-%, H2 ≈ 5 vol-%, LHV ≈ 950 kcal/m3):3 [¾(3017) + ¼(2550)] ● 40/120 + (0 ● 80/120) = 2900 ● 0.333 = 966 kcal/m3 LHV to make a preliminary conservative calculation, we can assume to have this kind of poor fuel LHV (nitrogen ignored) (37.477 / 28 + 0.892 / 2) ● 22.414 = 40,000 Nm3/h 40,000 ● 966 / 10,000 kcal equivalent to 1 kg oil = 3864 kg/h oil 3864 / 0.92 / 159 l/barrel = 26.4 barrels/hr 26.4 ● 35 Eu/barrel = 925 Euro/hr 925 ● 24 ● 320 day/year = 7.1 ● 106 Euro/year
Thinking about investing half the equivalent revenue, we get 3.5E6 Eu/year to repay the investment in 10 years or 35E6 Euro to spend. The investment would need to cover the CO2 absorption/concentration and the plasma plant capable to convert the gas with the organic feed to syngas. In reality, the available figure could be much greater, in consideration of saving on the carbon tax and considering tipping fee revenues. These preliminary considerations have not clearly solved the feasibility query but they provide a rock-bottom indication that a substantial investment can be justified if a plant technically viable and reliable can be made. 7.4 Preliminary Energy Aspect for Treating CO2 and Waste We have not so far checked the energetic convenience to burn the municipal waste but we have only addressed the conversion of the derived gas. Differently, we would have to start with a thermal balance upstream and from data that result in the flue gas quantity that we have used. 500 t/d / 24 ● 8000 hrs ● 3500 kcal/kg-waste / 860 = 678,300 MW 17.5 MW ● 8000 = 140,000 MW power export/year the efficiency order of magnitude is thus 140,000 / 678,300 = 20% a kg-waste possesses the energy content of 3500/860 = 4 kW and after a conventional valorisation yields 0.8 kW.
3 D. Meneghini, op. cit., pp. 103-106.

Plasma and CO2 Reforming Possibility to Generate Syngas 97
MSW 4 kW
El. 0.8 kW
Cumulative efficiency 20% The flue gas originated from this reference incinerator are100,000 Nm3/h : 500,000/24 = 4.8 Nm3/kg waste, that when expressed in terms of calories obtained from syngas would be 4.8 ● 40/100 ● 966 = 1855 kcal / 860 = 2.15 kW. The balance so far would appear positive, but we also consumed the carbon feed, i.e. 10707 kg ● 4.8/100000 ● 8000 = 4111/860 = 4.78 kW. In total, we get 0.8 + 2.15 - 4.78 - 4 = - 5.83 kW. The count is definitely negative, but we can consider that even the carbon is fed as a waste, plastics for instance, in such a case it is not energy added to the process, but energy re-valued from being thrown away. The plasma process consumes electric energy also, we can claim that the extra safety or the non-production of toxic by-products is a premium for the process, yet we are likely to have a specific power consumption of about 1 kW/kg, data derived from Westinghouse information, that will be later verified with other literature sources and with the experimental tests on the plasma pilot plant. The heat recovery with a turbine cycle would be likely to remain the same, although at higher temperature the efficiency can be higher. We can conclude that the specific generation of power equals about 1 kW/kg-waste. The specific electricity consumption of the plasma process applied to flue gas are not identified here, but we can assimilate them to the specific mass consumption that we would have on solids as such. In that case, the mass feed rate with the flue gas is 27.66 t/h which is like obtaining a specific consumption of 1.1 kW/kg. Summing up the above calculations, the preliminary comparison results as follows: C 4.78 kW El. 1.1 kW MSW 4 kW syngas 2.15 kW
El. 1.0 kW
Cumulative efficiency 20% 29%
Conventional Plasma
Conventional

98 Chapter 7
C 4.78 kW El. 1.0 kW MSW 4 kW syngas 2.15 kW
El. 1.0 kW
Plasma
Cumulative efficiency 32% In view of this preliminary reasoning, one could be encouraged to think that the
direct treatment on the waste itself would exhibit a higher efficiency and, as a minimum, it would eliminate the complication of the equipment for the extra section of the plant. This should be further investigated, not simply for the energy balance but also for its technological feasibility and to consider that the direct plasma on the waste generates untreated syngas, while the two steps operation with the CO2 conversion generates a clean current of syngas ready for export (Tellini et al., 2004).
7.5 Preliminary Thermodynamic Aspect for CO2 Reforming Species ∆H°f=298° ∆G°f=298° S° Cp° [kcal/mol] [kcal/mol] [cal/°K-mol] [cal/°K-mol] C(s) 0 0 1.361 2.066 CH4 -17.889 -12.140 44.520 8.540 C2H2 54.190 50.000 48.000 10.500 C2H6 -20.236 -7.860 54.760 12.540 CO -26.420 -32.810 47.300 6.970 CO2(g) -94.050 -94.260 51.070 8.870 H2 0 0 31.211 6.892 H2O(g) -57.796 -54.634 45.104 8.025 H2O(l) -68.315 -56.687 16.710 17.995 O2(g) 0 0 49.003 7.016 N2 (g) 0 0 45.770 6.961 ∆HT = ∆H°f + H(T) ∆T ∆GT = ∆G°f + G(T) ∆T
Calculating the free energy of reaction ∆G react. we made use of tabled ∆G°f to have a first hand feeling on the feasibility of the reaction with standard conditions (Lange, 1979: Table 9-1). The same data were checked to agree with other sources: Pasquon, Rossini, Perry 3-137). Since we operate far from 298°K, we shall equal to zero the free energy and calculate the minimum temperature over which the reaction can take place: ∆GT = ∆H° – T∆S° ∆GT = 0 T∆GT=0 = ∆H° / ∆S° ● 1000 (multiplier 1000 for [S°] )

Plasma and CO2 Reforming Possibility to Generate Syngas 99
In which ∆S° react.@298° = ∑i ni S°i is calculated with the respective stoichiometric coefficients. In spite of the approximation, it is verified that ∆GT calculated at 298°K effectively is the ∆G°react. obtained with the tabled ∆G°formation . By increasing the temperature, ∆G° is influenced more by the ∆S°. For very negative ∆H° we have very exothermic reactions, the fact that ∆S° is also negative signifies the reactions are subject to equilibrium. When the sign are the same, the reaction goes to equilibrium in which the greater addendum makes the reaction thermodynamically possible or impossible (Natta and Pasquon, 1966: Vol I, p. 29). very favoured reaction VF ∆H°<0 & ∆S°>0 not very favoured reaction NF ∆H°>0 & ∆S°<0 favoured, equilibrium reaction FE ∆H°<0 & ∆S°<0 not favoured, equilibrium reaction NE ∆H°>0 & ∆S°>0 Desired reactions: [Kcal] [Kcal] [cal/°K-mol] [°K] ∆H°reac.@298° ∆G°reac.@298° ∆S°reac.@298° T(∆G°≤0)
NE CO2 + C(s) = 2CO 41.21 28.64 42.169 977 NE H2O + C(s) = CO + H2 31.376 21.824 32.046 979 -------------------------------------- NE CO2 + H2O + 2C(s) = 3CO + H2 72.586 50.464 74.215 978 NE CO2 + H2 = CO + H2O 9.834 6.816 10.123 971 VF 2C + 2O2 = 2CO2 -188.1 -188.52 1.412 -133215 NE 2CO2 = 2CO + O2 135.26 122.9 41.463 3262 ------------------------------------- VF 2C + O2 = 2CO -52.84 -65.62 42.875 -1232 The partial oxidation of carbon is shifted to the right due to low pressure and high temperature; another way to look at the desired reactions is: VF C + O2 = CO2 -94.05 -94.26 0.706 -133215 NE 2CO2 = 2CO + O2 135.26 122.9 41.463 3262 ------------------------------------ NE C(s) + CO2 = 2CO 41.21 28.64 42.169 977 The last reaction is endothermic and occurs with moles increase: it will be shifted to the right by low pressure and high temperature. Undesired reactions: FE 2CO + O2 = 2CO2 -135.26 -122.9 -41.463 3262 FE 2H2 + O2 = 2H2O -115.6 -109.268 -21.217 5448 NE C + 2H2O = CO2 + 2H2 21.542 15.008 21.921 983

100 Chapter 7
Other reactions: [Kcal] [Kcal] [cal/°K-mol] [°K] ∆H°reac.@298° ∆G°reac.@298° ∆S°reac.@298° T(∆G°≤0)
FE C + 2H2 = CH4 -17.889 -12.14 -19.263 928 FE CO + 3H2 =4 CH4 + H2O -49.265 -33.964 -51.309 960 NE CO2 + CH4 =5 2CO + 2H2 59.099 41.78 61.432 962NE 2CH4 = C2H2 + 3H2 89.968 74.28 52.593 1710 NE 3CH4 + H2O = C2H2 + CO + 6H2 139.233 108.244 103.902 1340
The case of ∆H < 0 and ∆S > 0 maintains ∆G always < 0 and makes it zero for T<0. This is not physically possible since T > 0, i.e. the reaction is always favoured. At the temperature of nullifying the free energy the tendency inverts, or a thermodynamically favoured reaction FE will gradually revert with further increase of the temperature beyond T∆GT= 0 . Conversely, a non favoured reaction NE will start to generate the written products as the temperature creeps over the limit of T∆GT= 0 . From the calculation of the table above, it becomes evident that a reaction FE becomes NE (for instance 2CO2 2CO + O2 not favoured to the right, favoured to the left). FE and NE are two ways to look at the same limiting condition. For convenience of graphical representation all FE reactions below are inverted to become NE. The trick is banal but is introduced to make the graph homogeneous and all reactions are therefore written above their limiting temperature Ti,∆GT= 0 . In this manner, we can easily identify along the direction of increasing temperatures the tendency and the existence of a given equilibrium, condition generally verified for obtaining acceptable yields from exothermic reactions (Natta and Pasquon, op. cit.: p. 93). Before we refine the thermodynamic analysis with correlations related to high temperatures, let us look at the reaction fields determined so far. Reactions are all written above their Ti,∆GT=0. Under the line, the reaction does not occur or it is not thermodynamically relevant. By referencing to all the equilibrium non favoured reactions, NE, their advancement will occur only for temperatures above the indicated temperature limit. Although we have not made kinetic considerations yet, the above picture seems to encourage to operate not above 1300°K and to remain between the two bold line temperature frontiers for the following reasons: • unless necessary, to limit the thermal expenditures • avoid undesired reactions that bring to ethyne and unsaturated compounds • methane that eventually forms near 900°K will degrade with CO2 above 1000°K. We observe also that even by limiting the analysis to few constituents and equilibria, the characterising temperatures are very far from each other. That means that once an operating temperature range is set, to maintain and to control the temperature becomes very important to control the selectivity and the end-products.
4 Inverse reaction of steam reforming. 5 Dry reforming reaction.

Plasma and CO2 Reforming Possibility to Generate Syngas 101
T°K Reactions VF Reactions NE Reactions NE from FE 5448 2H2O 2H2 + O2
3262 2CO2 2CO + O2
2CH4 C2H2 + 3H2
1340 3CH4 + H2O C2H2 + CO + 6H2
C+ 2H2O CO2 + 2H2
CO2 + H2 CO + H2O C(s) + CO2 2CO C(s) + H2O CO + H2
CO2 + H2O + 2C(s) 3CO + H2 cumulative reaction of interest
960 CO2+ CH4 2CO+ 2H2 928 CO + 3H2 CH4 + H2O900 C + 2H2 CH4
2C + O2 2CO these VF reactions C + O2 CO2 are very favoured The simple scale reported below compacts the reactions that we considered around their feasible temperatures and it becomes quite evident that a plasma reactor, capable of reaching very high temperatures needs to be controlled and could represent a technological challenge by itself. 930 1230 1710 3260 5450 980 1340 T° [K]
Cumulatively, the overall reaction of the example involves carbon dioxide conversion and water becomes determinant for shifting the equilibrium to the right. The reaction doubles the number of moles and will be favoured by low pressure. One method to reduce the reagents pressure is to reduce their partial pressure by means of injecting a diluent gas, that in this case can be steam. CO2 + H2O + 2C(s) 3CO + H2
Let us calculate the maximum thermodynamic conversion, without recycles, that we can expect at the equilibrium temperature T°= 978°K at which ∆G°reaction = 0, i.e. Keq = 1. We can then consider the same equilibrium, but with a strong water steam excess. Keq = [CO]3 [H2] / [CO2] [H2O] equilibrium concentrations are in between brackets, the concentration of C(s) in the gas

102 Chapter 7
phase is ignored due to activity = ∞ In Out Mol calc. [fract. ] mol-% CO - 3x 1.581 0.517 51.7 H2 - x 0.527 0.173 17.3 H2O 1 1-x 0.473 0.155 15.5 CO2 1 1-x 0.473 0.155 15.5 Tot. 2 2+ 2x 3.054 1. 100.0
Keq = 1 = (3x)3/(2+ 2x)3 ● x/(2+ 2x) ● (2+ 2x)/(1-x) ● (2+ 2x)/(1-x) = 33x4/4(1+ x)2(1-x)2
= { 3√3 x2 / (2 (1+ x) (1-x)) }2
1 = 3√3 x2 / (2 (1+ x) (1-x))
2.598 x2 = (1-x2) 3.598 x2 = 1 x = (1 / 3.6)1/2 = 0.527
upon finding x , we can calculate the other moles at the equilibrium and the molar percent tabled above. Let us now repeat the calculation with a strong water excess to have a mass drive to the right with steam. To develop sensitivity, let us triple the water moles.
In Out Mole calc. [fract. ] mol-% CO - 3x 2.469 0.437 43.7 H2 - x 0.823 0.146 14.6 H2O 3 3-x 2.177 0.386 38.6 CO2 1 1-x 0.177 0.031 3.1 Tot. 4 4+ 2x 5.646 1. 100.0 Keq = 1 = (3x)3/(4+ 2x)3 ● x/(4+ 2x) ● (4+ 2x)/(3-x) ● (4+ 2x)/(1-x)
= 33x4/(4+ 2x)2(3-x)(1-x) x = 0.823 via numerical solution.
We note that the hydrogen yield has dramatically increased from 52.7 to 82.3%, while the non converted CO2 is reduced from 47.3% to 17.7%. Similarly, we could triple carbon dioxide.
In Out Mole calc. [fract. ] mol-% CO - 3x 2.469 0.437 43.7 H2 - x 0.823 0.146 14.6 H2O 1 1-x 0.177 0.031 3.1 CO2 3 3-x 2.177 0.386 38.6 Tot. 4 4+ 2x 5.646 1. 100.0 Keq = 1 = (3x)3/(4+ 2x)3 ● x/(4+ 2x) ● (4+ 2x)/(1-x) ● (4+ 2x)/(3-x)
= 33x4/(4+ 2x)2(3-x)(1-x) x = 0.823 with identical numerical solution.
In this case, we note that the hydrogen yield has increased from 52.7 to 82.3% as it was for the case of using three times the quantity of steam.

Plasma and CO2 Reforming Possibility to Generate Syngas 103
On the contrary, the non converted CO2 goes from 47.3% to 72.5%. The use of extra CO2, that implies also compression/absorption costs and poses more difficulties for the recycle, does not appear convenient. We could furthermore analyse the thermodynamic equilibria kp in terms of partial pressures pi. The gases are reasonably assumed to have ideal behaviour due to low pressure and high temperatures. PV = nRT [ai] = ni/V = Pi/RT Keq = [CO]3 [H2] / [CO2] [H2O] kp = pCO
3 pH2 / pCO2 pH2O
Keq = kp / R2T2 pCO + pH2 + pCO2 + pH2O = P It does not however appear useful to continue on the elaboration of absolute partial pressure values, since we already have gas volume (molar) compositions and by fixing T and P, we do not introduce further data to improve our understanding of the problem (keq = cost . kp). 7.6 Verification of the Preliminary Thermodynamic Analysis The thermodynamic variables used so far were taken at the reference conditions of P° = 1 atm e T°=298°K, they should be corrected for temperature. (∂(∆H°)/∂T)P = ∑i ni Cp,i Kirchhoff’s (∂(∆S°)/∂T)P = ∑i ni Cp,i /T For free energy, Van Krevelen-Chermin offer relatively simple interpolations, accurate from 600° < T < 1500°K (Natta and Pasquon, op. cit.: pp. 40-53). Let us check if the table already prepared is significantly modified with new correlations. Species ∆G° f=298° ∆G°f≤1500°K = A + BT/100 [kcal/mole] [kcal/mole]
A B C(s) 0. 0. CH4 -12.140 -21.161 2.587 CO -32.810 -26.582 -2.122 CO2(g) -94.260 -94.234 -0.035 H2O(g) -54.634 -59.138 1.316 By reconsidering some of the written reactions we obtain that even wider application correlations (600° < T < 1500°K) do not improve our earlier accuracy and the zeroing of ∆G°reaction . It is therefore possible to confirm the temperature limits that were calculated for the equilibria with the first reasoning based on the thermodynamic properties at standard conditions.

104 Chapter 7
T° Precedent T° Recalculated [Kcal] [°K] [°K] ∆G°react.@298° T A B T∆G°=0 NE CO2 + C(s) = 2CO 28.64 977 41.07 -4.21 976 NE H2O + C(s) = CO + H2 21.82 979 32.55 -3.44 947 -------------------------------------- NE CO2 + H2O + 2C(s) = 3CO + H2 50.46 978 73.63 -7.65 962 VF 2C + O2 = 2CO -65.62 -1232 -53.16 -4.24 -1253 FE 2CO + O2 = 2CO2 -122.9 3262 -135.30 4.17 3241 FE 2H2 + O2 = 2H2O -109.27 5448 -118.27 2.63 4493 7.7 References Alonso M. and E. Finn, 1969. Fundamental University Physics. (Reading,
Massachusetts: Addison Wesley).
Artsimovich L., 1978. A Physicist’s ABC on Plasma. (Moscow: MIR Publishers).
Blair D., 1978. Electrical Breakdown of Gases. (New York: Wiley)
Feynman R., 1964. Lectures on Physics. (Reading, Massachusetts: Addison Wesley).
Hooke W., 1992. “Some Implications of the Cariplo International Workshop on Plasma Destruction of Hazardous Wastes.” (Como: Italian Phys. Society, Conference Proceedings).
Inaba T., M. Nagano and M. Endo, 1999. “Investigation of Plasma Treatment for Hazardous Wastes such as Fly Ash and Asbestos.” Electrical Engineering in Japan, Vol. 126, No. 3.
Kirk-Othmer Encyclopedia of Chemical Technology, 1998. 4th ed. (New York: Wiley).
Kirk-Othmer Encyclopedia of Chemical Technology, 1984. 3rd ed. Supplement. (New York: Wiley).
Lange’s Handbook of Chemistry, 1979. 12th ed. (New York: Wiley). Meneghini D., 1966. Chimica Applicata e Industriale. (Milano: Casa Editrice Vallardi).
Natta G. and I. Pasquon, 1966. Principi della Chimica Industriale. Vol. I. (Milano: Tamburini).
Tellini M., P. Céntola, R. Del Rosso and P. Gronchi, 2004, June 28-July 1. “Viable H2 Production from Carbon Waste by Dry Reforming.” (Evora, Portugal: Renewables International Conference Proceedings).
Ullmann’s Encyclopedia of Industrial Chemistry, 1992. 5th ed. (Basel: VCH Verlags-AG).
Venugopalan M., 1971. Reactions under Plasma Conditions. (NY: Wiley-Interscience).

8 APPROACH OF WASTE TO H2 AND CO
IN A PLASMA REACTOR
The growing concern about fuels progressive depletion demands alternative sources
compatible with the environment. Within this frame, waste valorisation other than simple incineration may offer a solution if enhanced recovery of energy is coupled with the production of electric energy or steam or district heat distribution. The use of high energy plasma is targeted to accomplish a high level of energy available through the production of syngas plus conventional energy recovery and a safer degradation of materials. This chapter aims to discuss the energy differential scenario when a plasma-to-waste approach is compared to conventional burning, and consider the reaction of “used” oxygen bound to carbon dioxide and water to produce hydrogen.
8.1 Background and Objective Following differentiated collection of the garbage and classification of materials
with partial recovery, a variety of treatments exist, and yet a large portion, ranging between 70 to 30% of the waste, is sent to incinerators. Incineration with heat recovery is the most used and quickest way to reduce the volume of the ultimate fraction of waste while the overall scheme of waste treatment possibilities returns approximately 25 to 40% of the material to authorised dumps (IRER, 2002: pp. 101-116). The processing via incineration is quite extensive and is often referred to as thermo-valorisation, implying that materials otherwise useless or noxious are upgraded to the value of a usable form or energy. The process is also enticed in Countries like Italy where there is a premium revenue for the electricity exported to the grid.
Essentially, incineration yields low grade heat, useful for heating and or electricity, the latter being in the range of 20% of the total power input carried by the waste. The process is far from what one would consider efficient and produces corollary side effects, like NOx and dioxins generation, acidic and pollutant laden gases which all require treatment prior to ultimate release to the ambient. Another unresolved issue for incinerators is the total loss of valuable materials, electronic circuit board metals for instance, and their difficulty to cope with the growing calorific value of the modern waste feed (Hairston, 2002: pp. 27-28). Alternate routes to decompose materials via thermal destruction at high temperatures exist. In a plasma reactor we would have fast reactions in smaller volumes, metastable products attained with rapid quenching, high heat fluxes and reduced gas flow and relevant treatment (Pfender, 1999: p. 21), since the excess air used in a normal combustor is not necessary. In addition to safety, improved kinetic and process favourable operation, the flue gas volume of sealed pyrolysis or plasma treatment is tenfold less than the volume of conventional waste incinerators and its treatment is thus more efficient and uses smaller equipment. The melted residues recover molten metals and safely dispose vetrified unleachable materials.

106 Chapter 8
The use of plasma would put more energy into the process and recover some of it in the same unattractive manner. However, when the greater energy input allows higher grade energy recovery or products permissible with that energy expense, the recovery is greater by far. Hydrogen carries a high heat content, if not otherwise considered for chemical industry uses. The subsequent topic of this study is to couple the plasma reaction with a water and waste carbon injection so to obtain more CO and H2 via reforming. Hydrogen is obtained from the same feed mass and the process “burns the used oxygen” from inexpensive sources of water and carbon dioxide as it is explained in the following pages: the added energy output or usefulness of CO and H2 compensates for the additional electric power input. The first option (white boxes) is to burn waste, obtain electric power and discharge CO2. In a second option we could make the same process, enhanced at greater temperature, in a plasma reactor (blue boxes). A third possibility (addition of the green boxes) is to make the process in two sections as shown in Figure 1: conventional incineration followed by concentration of the CO2 discharged from the first section and utilise another cheap source of carbon like plastic waste, not otherwise usable, in a CO2 plasma reforming to produce syngas. This apparently simple thermochemical comparative study did rapidly bring to discard the usefulness to use a plasma process directly on waste, as such, but it also had the advantage to show that the conversion is viable, in spite of diffused criticism and unsustainable energy consumptions attributed to a plasma reactor (Tellini et al., 2004: pp. 143-150). Figure 1: Usable Energy referred to 1 kg input of waste (not to scale)
WasteIncineration
1 kg Waste ˜3500 kcal/kg
Plasma onwaste, direct
Electricity
ElectricityElectricity
CO2 CO2
Plasma onCO2 flue gas
CO
CO
H2
H2
Carbonaddition
Plasma onCO2 gas + C
Electricity
02000400060008000
100001200014000
kCal
Std.Incin-
eration
Plasmaon waste
Plasmaon gas
Plasmaon gas +
C
Energy referred to 1 kg input of waste
Energy inEnergy outCO energy outH2 energy out

Approach of Waste to H2 and CO in a Plasma Reactor 107
8.2 Combustion and Oxidation From the chemical point of view, conventional combustion may take a variety of
forms, depending on the feedstock and it generally involves large volumes of air, rarely enriched air or pure oxygen. To simplify this analysis we may think of reacting carbon, to avoid discussion of collateral reactions, by-products and pollutants and we shall limit ourselves to the thermodynamic and stoichiometric aspects of desired reactions. Some combustions exhibit very favoured equilibria and some others are favoured at any temperature. The combustion of H2 and CO is favoured, runs up to equilibrium, and reverses above the calculated temperature (Lange, 1979, Table 9-1). The reactions with O2 supplied by H2O and CO2 (∆H°>0 & ∆S°>0) are equilibrium endothermic reactions, unfavoured, but they can happen above the calculated temperature (Natta and Pasquon, 1966: Vol I, p. 29). Without gain nor prejudice from kinetic considerations, let us say that they may well happen above 1000°K (Rostrup et al., 1975: pp. 21-25). Since we aim at burning waste, or at the carbon portion of the waste, in Table 1 we also report as a model the cumulative reaction of carbon with water and carbon dioxide. Table 1: Thermodynamic reaction parameters
∆H°@298° ∆G°@298° ∆S°@298° T(∆G°=0)[Kcal] [Kcal] [cal/°K-mol] [°K]
Combustion reactions:2C(s) + O2 = 2CO (partial ox.) -52.84 -65.62 42.87 -12322CO + O2 = 2CO2 -135.26 -122.90 -41.46 32622H2 + O2 = 2H2O -115.60 -109.27 -21.22 5448Oxidation with O2 supplied by H2O:H2O + C(s) = H2 + CO 31.37 21.82 32.04 979H2O + CH4 = 3H2 + CO 49.26 33.96 51.31 960Oxidation with O2 supplied by CO2
CO2 + C(s) = 2CO 41.21 28.64 42.17 977CO2 + CH4 = 2CO + 2H2 59.10 41.78 61.43 962Conversion of Carbon WasteCO2 + C(s) = 2COH2O + C(s) = CO + H2CO2 + H2O + 2C(s) = 3CO + H2 72.58 50.46 74.21 978
From the model reaction, if a greater injection of steam is chosen we can obtain a greater quantity of hydrogen, possibility not so attractive if we are interested to dispatch the syngas as fuel because of the relative heating values of the gases. H2 has in fact a Low Heating Value (LHV) of approximately 2,550 kcal/Nm3 whereas CO has a LHV of 3,017 kcal/Nm3. For a reaction with an overall gas H2:3CO volume ratio and a marginal heating

108 Chapter 8
value difference of about 15% the production of CO is desirable. On a weight basis, the heating values of the gases are 28,577 and 2,415 kcal/kg for H2 and CO respectively.
8.3 Comparative Material and Heat Balance of the Model Reaction via Plasma Conversion While oxygen combustion generates heat, the reactions or assimilated combustions
that we have seen require heat to produce valuable or usable compounds. By comparing ideal reactions, a kilomole of C releases +94,050 kcal, whereas the same kilomole requires –31,376 kcal to react with water or –41,210 kcal to react with CO2. Energy wise, the latter two possibilities immediately exhibit a net energy deficit. Let us consider each material with the energy input of its heating value. This is not the ∆H° of that substance, but its energy usefulness if it were alternatively burned to completion in a conventional combustion. CO2 and H2O enthalpy are considered in calculating the heat of reaction, but have no heating value -LHV- in our considerations, neither as input nor as end product of the process. The first process, i.e. the actual combustion, brings the end result of dumping CO2 and to recover a fraction of the combustion energy, say 20% via heat transfer, steam generation and production of electricity.1
In other words, we get 94,050/860 = 109 x .2 = 22 kW/kmole-C.
(109 kW) C kW 22. O2
The H2O oxidation ofproducts are not a waste, do nopartially oxidise C with CO2, wequivalent to 157.2 kW. The cis thus as follows:
(218 kW) 2C
CO2 + H2O
Usa
To carry our analysiuseful energy, mainly the el
1 Most waste-to-energy pturbine, plants have an overall po
Combustion (∆Q = -∆H° = + 109 kW)
CO2 0.0Usable η ≈ 20% 22.0 kW
C generate no CO2 and absorb heat; however, the reaction t have a spent energy content, so to speak. Being able to e obtain 2 moles of CO, that for a later thermal use are
umulative sum of the two partial reactions, referred to carbon,
H2 67.2
3CO 235.8
∑ Conversions (∆Q = -∆H° = -84.4 kW)
ble η ≈ (303-84.4)/218 = 100% 303. kW
s further, we must deplete the balance by the input of other ectric power input, necessary to react the materials at high
lants burn the waste; through a thermal cycle, coupled to a steam wer generation of about 20%.

Approach of Waste to H2 and CO in a Plasma Reactor 109
temperature in a plasma reaction. Preliminarily, we may assume that a plasma process has a specific electric power consumption of about 1 kW/kg.2,3 Different cases calculated above are summarised in Table 2 below. Exiting the plasma, there will also be heat recovery to mitigate the power consumption. Experimental data are reported in the range of 80-90% heat recovery based on heat transport analysis and quantity of heat measured on the experimental reactor cooling water (Iwata and Shibuya, 1998: pp. 10, 14). Under these conditions, it is reasonable to assume that the heat recovery from the thermal cycle coupled to the reactor would reasonably recover about 20 % electric power of the plasma input, proportional to the treated mass, percentage already stated for a conventional waste-to-energy incinerator. Table 2: Potential use from the reactions
H react Plasma 80% thermal 20% electr Net UsablekW in kW out 1 kW/kg recovery kW kW Effic. %
C + O2 109 22 22 20C + H2O -36,50 145,80 -30 24 5 84 77C + CO2 -47,90 157,20 -56 45 9 62 57C + ½H2O + ½CO2 -42,20 151,50 -62 50 10 57 52
Reheating of flue gas and downstream processing of syngas, like H2 enriched via PSA (Pressure Swing Absorption) for instance, are not detailed here. Another skepticism about plasma reactors refers to high electrode consumptions. It must be recognised that for the chemical conversion that we aim at, it is not necessary to push the plasma operating temperature higher than 3,000 °K (to lower also power consumption) since it only suffices to start and maintain the arc and to stay above the material limiting temperature for electrons emission. By the same token, electrodes can be consumable materials like graphite, or tungsten electrodes, having a melting temperature in excess of 3,660 °K, with consequent lower wear in a “low” temperature plasma (Iwata and Shibuya, 1998: p. 15). In all cases, the plasma gas consumption, air or a noble gas like Argon, is fairly limited and is reported to be less than 1% of the total gas flow (Fox et al., 2001: pp. 6-9). 8.4 Comparison between Conventional Incineration and Added
Plasma Plant To consider transformation efficiency, a 20.3 t/h conventional incineration plant
generates about 20 MWh (depending on the heating value of the waste) and a flue gas of
2 Commercial information of Westinghouse. The Canadian company Pyrogenesis indicates a consumption of 0.26 kW/kg-waste, value that we calculated for raising adiabatically the temperature of reactants above 1000 °K. 3 For a semi industrial pilot plant used in a SITE program soil remediation in USA consumption for plasma is reported at 1.2 kW/kg (Retech Inc., 1992: p. 22). Other sources triple the consumption (Lemann, 1992: p. 192).

110 Chapter 8
about 100,000 Nm3/h.4 Assuming that CO2 and H2O represent each 10 vol-% of the gas, we have 19.6 t/h and 8. t/h of the respective constituents for a total of 27.6 t/h and a mass ratio between suitable gas outlet and charge of 1.36. Based on published information, a plasma for solid has a mass specific consumption between 0.22 and 1.6 kW/kg, (Fox et al., 2001) or even lower consumption of 0.1 kW/kg-waste.5 If we were to make a plasma on the waste as such, we would therefore consume power for an order of magnitude between 0.22 and 1.6 MW/t. Let us now consider to process the suitable gases coming from the conventional incineration in a plasma reactor, adding the necessary carbon, to perform our model reaction: (CO2 + H2O) + 2C = H2 + 3CO The total feed to the gases from the CO2 humid concentrator has a stoichiometric mass ratio of 86/62 = 1.387 that multiplied by the 1.36 ratio calculated above gives a factor of 1.886. In this manner, a comparative equivalence can be made with the power feed of the conventional incinerator above and results are summarised in Table 3. The cumulative plasma power input becomes thus 1.6 x 1.886 = 3 MW/t of waste feed or 0.41 MW/t if we use the lower 0.22 specific consumption referenced above.
C = 0.886 Waste = 1. 1.36 1.886 mass ratios
Incinerator a
Table 3: Comparison in MWh (1 t/h waste incineration @
Incinerator Plasma Plasmaonly on Waste on Gas
1. Conventional incinerator 1. - -2. Plasma on waste as such (max) - -1.6 -3. (min) - -0.22 -4. Conventional incinerator 2.96 - -
5. Plasma on waste as such (max) - -3. -6. (min) - -0.41 -7. Plasma on flue gas (max) 1. - -3.8. (min) 1. - -0.41
For lines 1, 2 and 3 above, the feed is 1 t/h of wasteincreased by the waste carbon source (as if plastic were
4 Indicative data from reference plants of Von Roll Env5 Divulgative material for plants made by Hitachi Meta
Plasm
3500 kcal/kg yields ≈ 1 MWh)
20% Grand Recovery Total +LHV Total
- +1. 0 +1. 0.32 -1.28 n.a. -1.28 0.04 -0.18 n.a. -0.18 - +2.96 0 +2.96 0.6 -2.4 11. +8.6 0.08 -0.33 11. +10.67 0.6 -1.4 11. +9.6 0.08 0.67 11. +11.67
. For lines 4, 5, and 6 the feed is processed together with the waste).
ironmental, Zürich, 2003. ls, Japan, 2001.

Approach of Waste to H2 and CO in a Plasma Reactor 111
Carbon equivalent addition is 7800/3500(.88) = 1.96. For lines 7 and 8 the feed is increased by the waste carbon source and plasma treated with the gases originated by the incinerator. Associated to the table above, we have the potential use or the heating value of the gases that we generate: 3CO and H2. From the scheme of cumulative conversions calculated in our previous paragraph, we derived a LHV syngas content of 303 kW for every two kg-moles of C feed, or 303 / 24 = 12.6 kW/kg, for 0.88 t/h of carbon feed, we get a LHV of 11 MW/t. At lines 2 and 3 a small portion of CO2 is converted to CO and H2 (Wen and Jiang, 2001: p. 666), but for our comparison the exact quantity (n.a.) is only marginal and it is not shown.
8.5 Promising Means to Develop a Combined Plant In this chapter we did not try to couple in details an existing technology, like an
incinerator, and a plasma reactor to accomplish the dry reforming of a carbonaceous source. The purpose was still speculative, to start gaining an appreciation of where things are feasible and where inconsistencies need to be addressed in a specific analysis. We discussed the feasibility to “burn” substances by supplying oxygen already used up in a stable molecule (CO2 or H2O). We can also supply the necessary organic or plastics waste. CO2 is produced everywhere and dumped to the atmosphere. Residue Derived Fuels (rich of carbon) are also produced in large quantities and hardly reutilised. Practically, we can state that we have abundant and cheap feedstocks to process safely. The energy balance, unfavourable in general terms, becomes favourable when we bench mark it to usable energy/products obtained from a waste or even harmful inputs.
Specific sections of the process that is being integrated here have been demonstrated or have current applications. We discussed about carbon dioxide absorption at low pressure, which appeared to be viable, and it appears that the direct destruction of waste in a plasma reactor are claimed by various firms (Fünfshilling, 1993: pp. 89-100). These facts are encouraging reasons to initiate a specific research project and match the various aspects of a process scheme. We have shown that based on the preliminary consumption of a plasma plant the ultimate usable efficiency for the overall model reaction can reach beyond 50%. Results can be sustained or helped when the source of carbon is a no cost waste material and its energy input can be regarded as a free add on. Concluding our considerations, the process that we propose, shown in Figure 2, exhibits chemical processing potential and allows to see things from a new perspective if we want to get rid of waste, of CO2 and of unusable plastics or organic materials.

112 Chapter 8
Figure 2: Block diagram of the conventional incineration plus the added section that concentrates and converts CO2 to syngas.
u se a )
C lean F . G .
k W
k W
C O + H 2
H 2u se b )
H 2O
C
A r
k W
S team
C O 2
H 2OC O 2 + res id ual S O 2
P artial reh eat, if any
Z ero S O 2
S team
C le a n
W a s te F GC o n ve n tio n a l In c in e ra tio n
C o n ve n tio n a lF .G .T .
C O 2
A b so rp tio nC O 2
S tr ip p in g- S O 2, w a sh &n e u tra l isa tio n
P la s m aC o n v e rte r
C o m p re ssio n P S A
F u e lU se
B oiler
R eheat
T u rb ine
S tac k
B oiler T u rb ine
- d u s t- H C l- H F- H 2 S- S O 2
AD D - O NP L AN T
C O N V E N T IO N ALP L AN T
R e fe re n ce :M u n ic ip a l W a ste = 2 0 .8 t/h F lu e G a s = 1 0 0 '0 0 0 N m 3 /hC O 2 in F G = 1 0 '0 0 0 N m 3 /h C O 2 = 1 9 .6 t/hC fe e d = 1 0 .7 t/h C O (g ) = 3 7 .5 t/h H 2 (g ) = 0 .9 t/h
C O
E tO H m ake-up

Approach of Waste to H2 and CO in a Plasma Reactor 113
8.6 References
Fox C., et al., 2001. “In situ Plasma Remediation of Contaminated Soils.” Remediation Journal, Vol. 11, Issue 4, Autumn.
Fünfschilling M., et al., 1993. “Test Results with the Plasma Centrifugal Furnace at Muttenz, Switzerland.” Vol. 37, (Bologna: Società Italiana di Fisica, Plasma Technologies for Hazardous Waste Destruction Conference Proceedings), ISBN 88-7794-052-2.
Hairston D., 2002. “Pyrolysis gets All Fired up.” Chemical Engineering, No. 3.
IRER, 2002, February. “L’eliminazione dei rifiuti mediante termodistruzione: effetti globali sull’ambiente.” Final Report, (Milano: IRER).
Iwata M. and M. Shibuya, 1998. “Effects of Arc Current and Electrode Size on Electrode Erosion in AC Plasma Torches.” Electrical Engineering in Japan, Vol. 124, N.4.
Lange’s Handbook of Chemistry, 1979. 12th ed. (New York: Wiley).
Lemann M., 1992. Abfalltechnik. (Dübendorf, CH: Dorema Texteam Verlag).
Meneghini D., 1966. Chimica Applicata e Industriale. (Milano: Casa Editrice Vallardi).
Natta G. and I. Pasquon, 1966. Principi della Chimica Industriale. Vol. I. (Milano: Tamburini).
Pfender E., 1999. “Thermal Plasma Technology: Where Do We Stand and Where Are We Going?” Plasma Chemistry & Plasma Processing, Vol.19, N. 1.
Retech, Inc., 1992, “Plasma Centrifugal Furnace.” Applications Analysis Report, U.S. Environmental Protection Agency, (Cincinnati, OH: June) EPA/540/A5-91/007.
Rostrup J., Nielsen, 1975. Steam Reforming Catalysts. (Copenhagen: Teknisk Forlag A/S).
Tellini M., P. Céntola, R. Del Rosso and P. Gronchi, 2004, May. “Hydrogen from Waste.” Chemical Engineering Transactions, Vol. 4, (Pisa, Italy: AIDIC Hydrogen Conference Proceedings), ISBN 88-900775-3-0.
Wen Y., Jiang X., 2001, December. “Decomposition of CO2 Using Pulsed Corona Discharges Combined with Catalyst.” Plasma Chemistry and Plasma Processing, Vol. 21, N.4.

..

9 THERMOCHEMISTRY AND TEST PREPARATORY CALCULATIONS
Based on the considerations and studies of the previous chapters, we have come to the planning of the experimental work. The source of CO2 from flue gas will not be tested since a regenerable amine pilot plant is not in the scope of this research, but the experimental work will test the conversion and dry reforming of the organic source of carbon in a plasma reactor. The chosen waste organic source will be automobile shredder material.
9.1 Introduction
Shredded material derived (ASR) from automobile demolition/recycling has a good quantity of organics, the carbon content can exceed 50% on a weight basis. This suggests that fluff can be a valuable source of energy, or chemicals, if it is looked at as a possible feedstock to make syngas. The plasma reactor product gas after treatment, i.e. quenching, scrubbing and dust cleaning can be used as clean syngas fuel or feedstock to downstream chemical processes. The electric energy demand of the plasma process is reduced by consuming part of the fluff feed in an oxygen starved combustion, achieve a quasi auto-thermal process and still allow CO and H2 generation. Starting from fluff, hydrogen production is enhanced by steam reforming and carbon conversion to CO with minimal formation of carbon black and consumption of the plasma electrodes are accounted. A promising feasibility is also the fluff carbon portion conversion by dry reforming, by means of CO2 fed to the reactor. Due to the power optimization requirements, oxygen is used to make the process quasi autothermal and the cracking of the organic source with O2 is difficult to control: starving O2 brings to elementary carbon deposition and high O2 implies fast kinetics, CO2 formation and overheating. In such a context, the high temperature thermodynamic comparison of ternary equilibrium systems C-CO2-O2 and C-H2O-O2, where C stands for any organic source, is less energy intensive for steam reforming and it is yet feasible and controllable when CO2 is used alone or in combination with water.
When choosing from different sources of “spent or reacted” oxygen, dry
reforming exhibits higher ∆HR than steam reforming. For methane reforming, for instance, both reactions are endothermic, ∆HR = 49 kcal/mol and ∆HR = 59 kcal/mol for H2O and CO2 respectively. The use of water brings three substantial advantages. The first advantage is that hydrogen is supplied and this is important when low hydrogen feedstocks are used and hydrogen is the ultimate product. The second advantage is that a water excess is introduced. This acts as a beneficial operating tool to control and stabilize the temperature due to the water thermal capacity and through the parallel reactions of water-gas shift (moderately exothermic) and steam reforming (endothermic). The third advantage is that the formation of carbon soot is limited, or easier to control: the CO concentration of the shift reaction limits the parallel Boudouard carbon equilibrium.

116 Chapter 9
9.2 Fluff, the Feedstock of the Process
Fluff or ASR quantity, type and concerns were already discussed under Chapter 2 and the summary table is repeated here for ease of discussion. Table 1 below gives main indicative constituents for ASR, with data that are taken from referenced sources: Development Bank of Japan, 2003: p. 32, Phillips, 1996, WWF, 2000: pp. 3-8 and ANPA, 2002: pp. 33-35, 45. Table 1: Fluff average constituents (wt-%)
Data source: D. Bank of Japan
Phillips WWF (op. cit. pp. 3-8)
ANPA (op. cit. pp. 33-35, 45)
classified as V = old cars % and N = new cars %
Glass and Inert 16.1 7 44V ÷25N 0.14 Wood 3 0.50 Paper 2 0.84 Fabric 17.1 15 24.90 Plastics to include 50 38V ÷ 60N 13.86 PP 10V ÷ 25N PE 1.5V ÷ 4.5N PVC 10V ÷ 3.5N ABS 5V ÷ 8N PU 5.5V ÷ 7.5N PA 1V ÷ 5N Resin 39.3 Rubber 8.7 6 15V ÷ 10N 22. Aluminium 5.1 5 Copper 4.4 4 1.5V ÷ 3N 1.89 Iron 8.0 8 1.5V ÷ 3N 2.50 Lead 0.2 Zinc & related materials 1.1 1.5÷2
Total 100.0 100 Because of the difficulty to make calculations on heterogeneous and variable solid mixtures, a set of simulating constituents were chosen, with the evident advantage of referring to something repetitive, best if significantly close to the possible real cases.
9.3 Thermochemical Evaluation
A series of preparatory calculations were performed to evaluate high temperature syngas formation, starting from model constituents reacting with oxygen, water and carbon dioxide or a combination thereof. The model constituents (organics) were chosen among a variety of reacting materials commonly reported in the fluff: polystyrene, polyethylene, polypropylene, PVC, polycarbonates, rubber, polyurethanes.

Thermochemistry and Test Preparatory Calculations 117
Materials that do not react in the plasma reactor gasifier to produce syngas, or materials that exit as glass, metals, silica and inert, were not modelled. The four selected constituents relative mix was then adjusted to approach the elemental composition actually analysed in the shredded, mixed, homogenized fluff sample. Simulated compositions of PVC, PE, rubber, polystyrene and mix are shown in Table 2. Table 2: Elemental Composition used for simulation (wt-%)
Simulant and Fluff C H Cl S N % Factor PVC 38.00 5.90 56.10 5 PE 85.00 15.00 9 Isoprene rubber 78.80 10.70 10.50 30 Polystyrene 92.20 7.80 56 100 Analysed Fluff sample 54.40 6.48 1.97 3.40&& 2.01 Mix @ 25% for each type** 51.45 6.90 9.82 1.84
Mix @ % Factor** 59.38 6.46 1.96 2.21 &&determined as total sulphur ** factored for the 30% sample inert content allowance
Calculations were meant to provide preliminary operating ranges and compositions for the tests. Model reactions of the type described in Table 3 were considered at 1300° and 1100°C, but ultimately the 1100°C case was dropped. Only thermodynamic data at 1300°C were considered since this is the core reactor temperature experimented in the pilot plant later. Table 3: Typical model reactions for ∆Hi (Stoichiometry not shown)
Set 1 Case/Index i=1 CxHy + zS + tiO2 = CO + zH2S + H2
i=2 CxHy + zS + tiO2 + riH2O = CO + zH2S + H2
i=3 CxHy + zS + tiO2 + riH2O = CO + zH2S + H2
i=4 CxHy + zS + tiO2 + siCO2 = CO + zH2S + H2
i=5 CxHy + zS + tiO2 + siCO2 + riH2O = CO + zH2S + H2
i=6 CxHy + zS + tiO2 + siCO2 + riH2O = CO + zH2S + H2
i=7 CxHy + zS + tiO2 + siCO2 + riH2O = CO + zH2S + H2
Each set of model reactions was studied to allow an intrinsic heat and material
balance and the overall result was then factored to match the ultimate feed composition of the fluff sample. Assumptions for the calculations were that all gas-phase molecules behave ideally, pressure is practically atmospheric or slightly negative and plasma kinetics are non influential since temperatures are well above the minimum equilibrium temperatures that minimise Gibbs free energy. The decision to limit the number of sample constituents to the selected four sets was therefore justified, although a more realistic modelling would involve hundreds of species.

118 Chapter 9
Our purpose was to run the reactions near auto-thermal conditions, to furnish as much energy as possible by means of auto-combustion with pure oxygen (partial oxidation to CO) and so avoiding high consumptions of electric power. For this reason, the great variety of CO2 or H2O combinatory feeds was also limited and reactions of extremely endothermic stoichiometry were simply ignored. Given a fixed electric power input, the quantity of O2 starved combustion was calculated for various feed input of H2O and CO2. On such a basis, molar balances and gas compositions were calculated. In spite of narrowing the spectrum of reagent feeds, enough data were collected to obtain a relative appreciation of the specific weight energy input versus the energy derived from the syngas generated for given O2 amounts to sustain the endothermic reactions. The initial energy input was practically the heat of reaction, whereas the syngas output energy is made up with the specific enthalpy that can be derived from 1 gram of CO and H2, i.e. 2.4 kcal/g and 29.7 kcal/g respectively. The conspicuous extent of calculations was resolved by running each model reaction through a thermochemical simulator, the HSC program that utilises data taken from JANAF Thermochemical Tables (Chase, 1985 plus previous editions and Roine, 1999). ∆Qr and specific quantities were registered in a spreadsheet for the additional numerical elaboration that followed in order to table results and make diagrams.
The exact species (speaking of polymers like PVC, PE …) were not available in the simulator data bank, so constituents were assimilated to a similar sub-structure polymer to make calculations easy. The simplification was however checked: PVC, for instance, assimilated to a vinyl trimer of -CH=CHCl gives an error < 0.8% on hydrogen that already vanishes with the vinyl pentamer. Polyethylene, to take another case, assimilated to a C20 paraffin, gives no appreciable error. The data-base similitude constituents are identified in the tables of Appendix 9.1 to this Chapter with the graphs of all runs for all sets. The case of rubber was integrated with 0.25 mol of reticulating sulphur, although this addition did not significantly change the ultimate effect (gas or heat) of the simulation.
To shorten our discussion here, we refer to the Appendix 9.1 and we present 4 diagrams below for one of the constituents, Polyvinylchloride, and for the combined mix of all four simulated species. The abscissa number identifies the reaction considered for the set. As initially expected, the energy associated to syngas (HV/gram) is always greater than the required energy input (∆Q/gram), Figure 1 and Figure 3, while quantities of CO and H2 are clearly dependent on operating parameters (CO2/C and H2O/C), i.e. the degree of dry or steam reforming, Figure 2 and Figure 4.

Thermochemistry and Test Preparatory Calculations 119
Figure 1: Syngas from PVC: Energy from different O2 supplier
Syngas from PVC
0255075
100125150175200
1 2 3 4 5 6 7
PVC Reactions
Syng
as G
ram
s
-1.000.001.002.003.004.005.00
kCal
/g
CO grH2 grHV/gr-syn∆Q/gr
Figure 2: Syngas from PVC: Feed (O2, H2O, CO2) and H2/CO ratios
Syngas from PVC
0.000.100.200.300.400.50
1 2 3 4 5 6 7
PVC Reactions
Gas
in: w
t-rat
io
0.400.600.801.001.201.40
Gas
out
: mol
ar
ratio
O/C wt-ratioCO2/C wt-ratioH2O/C wt-ratioH2/CO molar
Figure 3: Syngas from Mix: Energy from different O2 supplier
Syngas from Mix
-50
50
150
250
350
1 2 3 4 5 6 7Mix Reactions
Syng
as
Gra
ms
-1.10
0.90
2.90
4.90
kCal
/g
CO grH2 grHV/gr-syn∆Q/gr

120 Chapter 9
Figure 4: Syngas from Mix: Feed (O2, H2O, CO2) and H2/CO ratios
Syngas from Mix
0.00
0.10
0.20
0.30
0.40
1 2 3 4 5 6 7
Mix Reactions
Gas
in: w
t-rat
io
0.200.400.600.801.001.201.40
Gas
out
: mol
ar
ratio
O/C wt-ratioCO2/C wt-ratioH2O/C wt-ratioH2/CO molar
The idea of using a triangular base three-dimensional graph was long but uselessly pursued in order to present specific weight energy surfaces (process input and syngas output) to compare the demand and possible gain of reactions directly from the reactants coordinates located on the triangular base. In this manner each point of the base triangle would be a mix and the O2 vertex would represent pure combustion, the CO2 vertex would signify dry reforming and the H2O vertex stand for steam reforming. Trials were made in many ways and with AutocadTM but suitable software capable of running three-dimensional triangular based diagrams do not exist commercially, and became too laborious to generate a vectorial one similar to the trial drawing prepared and shown on the right side of Figure 5 below. Figure 5: Syngas versus feed energy on a triangular diagram for O2 supply

Thermochemistry and Test Preparatory Calculations 121
Ultimately, it was decided to make orthogonal the triangular base plot. While the ordinate remains indicative of energy variables, the 90° base axes became X=CO2/(O2+H2O), direction of dry reforming, and Y=H2O/(O2+H2O), direction of steam reforming. In such a way, the energy surface diagrams were made plottable, although graphs turned out to be hardly useful and legible, as it can be seen from the graph for PVC and PE specific weight energy reported in Figure 6 below, having the transformed coordinates given in Table 4.
Figure 6: Energy of syngas from PVC and PE, orthogonal plot
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7
-2 0 2 4 6 8
10 12
kcal/g DQ/g-PVC
HV-PVC/g-syngas
HV-PVC/g-PVC
DQ/g-PE
HV-PE/g-syngas
HV-PE/g-PE
X = CO2/(O2+H2O)Y = H2O/(O2+H2O)
kcal/g Table 4: Heating values shown on the orthogonal plot
X Y ∆Q/gsubstance HV/gsyngas HV/gsubstance
PVC 0 0 0.776 3.643 3.386 0.000 0.333 0.309 4.226 4.018 0.000 0.667 -0.323 4.784 4.649 0.400 0.000 0.588 3.472 3.739 0.400 0.600 -0.360 4.226 4.687 0.400 0.200 0.272 3.728 4.055 0.400 0.360 0.019 3.930 4.308 PE 0.000 0.000 1.488 4.311 9.194 0.000 0.400 -0.207 4.973 10.889 0.000 0.600 -1.055 5.291 11.737 0.857 0.000 0.067 3.893 10.618 0.857 0.143 -0.357 4.027 11.041 0.500 0.250 -0.307 4.297 10.991 0.667 0.100 -0.014 4.054 10.698

122 Chapter 9
9.4 Heat Losses and Sensible Heat Compensation
Prior to calculating the operating ranges of experimental feed rates, it is necessary to account for two important energy dissipation sources: the heat losses of the pilot plant, that given topology, heavy instrumentation, nozzles, penetrations and limited insulation make it inevitably greater than any industrial plant would have, but also the sensible heat to supply for bringing reactants to 1300°C. Supported by earlier experimentation, we derived an empirical correlation for thermal losses in relation to the size of the plant:
ln(kW) = ln(#/h feed)/(1.23 + (#/h feed)/164000) with the feed in lbs/h
Another way to look at thermal losses is to account them between 10 and 30% of the sensible heat given to the reacting inlet material, which for the geometry and conditions of our hot reactor can be estimated by natural convection air dissipation in Table 5 which is based on a basic calculation procedure of Roine, op. cit. given in their chapter 10.1: Table 5: Estimate of heat losses
Heat loss = (6.8 + 0.046 * T2) * (T2 - T1) * A 2677 kcal/h 3.1 kW A = m2 reactor surface, say 1 m diam, L = < 2.m 8.74 use 8 T2 = surface outer temperature of reactor °C 60 T1 = room temperature °C 25 The same loss for processing about 20 #/h comes to 0.3 kcal/gram feed, or as a percent of sensible heat supplied to the feed (PE max ∆Qsens case) 7.6% as a percent of sensible heat supplied to the feed (PVC min ∆Qsens case) 26.8%
Heat losses are essentially tied to geometry and lagging. When feeding material
with low heat of reaction, since the adiabatic temperature is kept at 1300°, more sensible heat is to be supplied and the loss becomes more significant in relation to the quantity of feed or heat loss referred to inlet substance. The sensible heat to furnish to the gas is eventually recoverable, in a boiler or in a gas pre-heater, for instance, but we need to determine the heat input here to make the reactions happen. The heat can either come from electric power, which is normally more expensive and limited in the specific case of a pilot plant operation or chemical energy from the combustion of a portion of the feed. This latter method is typical of auto-thermal processes and we shall study it by limiting the combustion of the organic material to CO (partial oxidation), the heat evolved will thus be lower than burning to CO2, but the ultimate constituent is already the product gas. An abstract from Appendix 9.2 is presented here for PVC only: the sensible heat deficiency can be covered by adiabatic partial oxidation (reaction 1 of each set of reactions) of the substance; therefore, the quantity that needs to be fed to the reactor is increased according to its heat generating capability. Figures are referred to grams of simulating substance, since a molar base would be misleading when the real

Thermochemistry and Test Preparatory Calculations 123
species or mix are considered. The first reaction is the substance oxidation exothermic reaction and needs no modifications. Calculations refer to the exact reactions already written for each simulated set and the sensible heats were derived with Cp taken from thermochemical tables. We deducted the heat of reaction from the products total heat and introduced a quantity of “disposable” extra feed for supplying the unbalance of heat via partial oxidation. The results show that even more than twice the original reacted quantity may be needed, Table 6.
Table 6: P.Ox. extra requirement of PVC for sensible heat and losses
∆Q reaction
B = A - ∆Q Sensible heat to supply to feed (if>0)
A = Sensible heat of products at
1300°
B/g = heat deficiency for gram of 100%
substance
Extra gr-feed for ∆Q, effect of
reaction 1
Total substance
feed
Cases kCal/g-mol kCal/g-mol kCal/g-mol kCal/g-feed gPVC 1 147.000 -11.771 135.229 n.a. 1.000(simulated 2 58.553 96.551 155.104 -0.509 0.657 1.657via HSC 3 -61.209 236.187 174.978 -1.246 1.607 2.607111TCH g) 4 111.383 34.594 145.977 -0.183 0.235 1.235
5 -68.260 244.049 175.789 -1.288 1.660 2.660Mol. Wt. 6 51.502 104.413 155.915 -0.551 0.710 1.710
189.512 7 3.597 160.268 163.865 -0.846 1.090 2.090 The plasma reactor receives also a DC power input (14 kW max) which deducted by estimated losses yields a net input of +6 kW. This energy amount is the maximum capability that was exploited for running the tests with the average feed rate of 6 kg/h fluff. The same cases described above were therefore calculated and are presented under Appendix 9.3: for some reactions, it is quite evident that the power input still requires substance to be consumed by partial oxidation in order to reach the equilibrium temperature, Table 7. Table 7: P.Ox. extra requirement of PVC for sensible heat and losses less DC power
∆Q reaction
B = A - ∆Q Sensible heat to supply to feed (if>0)
A = Sensible heat of products at
1300°
(B-DC)/g = heat deficit
every gram of 100%
substance
Extra gr-feed for ∆Q, effect of
reaction 1
Total substance
feed
Cases kCal/g-mol kCal/g-mol kCal/g-mol kCal/g-feed gPVC 1 147.000 -11.771 135.229 n.a. 1.000(simulated 2 58.553 96.551 155.104 0.351 1.000via HSC 3 -61.209 236.187 174.978 -0.386 0.498 1.498111TCH g) 4 111.383 34.594 145.977 0.677 1.000
5 -68.260 244.049 175.789 -0.428 0.551 1.551Mol. Wt. 6 51.502 104.413 155.915 0.309 1.000
189.512 7 3.597 160.268 163.865 0.014 1.000
The calculation of CO, H2 quantities or operating ratios resulting from the thermochemical analysis is straightforward and simple but very laborious, so we ran the

124 Chapter 9
model reactions with the same method already described and the stoichiometry for each case was fed to the “Heat and Material Balance” subroutine of the HSC program. Quantities are referred to kmol and kg as compared to the tables that were previously used. The desired base reaction was entered as per the previous analysis and an add-on partial oxidation reaction of the same species was separately superimposed to evidence the material quantity required for reaching auto-thermal conditions with gases exiting the reactor at the ultimate adiabatic temperature of 1300°. Thermal losses were set to 8 kW = 6,880 kcal/h. The electric power input was constrained to 14 kW DC. It will also be seen that the pilot plant accepts AC power, but we can consider that the principal purpose of alternate current is to maintain warm the reactor and the molten glass bath by joule effect. Although the pilot plant consumption of graphite electrodes is limited to about half a kg/h, such input has been considered for its partial oxidation contribution: 2C + O2 2CO. The contribution is not marginal, for the case of simulated PVC the graphite corresponds to about 0.5 kmoles of substance. Correspondence between substance to be oxidised and input DC power is also possible: for instance, 1.8 kmol of simulated PVC correspond to a power input of 14 kW. Considerations and checks of this type validated the figures calculated with the two methods and enable sufficient confidence for establishing the operating ranges of the experiments. Under Appendix 9.4 calculations for each simulation case are presented for reactions 2 through 7. The Appendix is introduced with two summary tables that enable to trace how operating variables affect H2 and CO generation in respect of extra partial oxidation material and graphite electrodes that are being consumed. Graphs of the same type already presented above are copied below and give an appreciation on how the new conditions make the parameters move. The new CO and H2 productions, both for simulated PVC (Figure 7 and Figure 8) and for the mix (Figure 9 and Figure 10) are greater, the reactants to carbon (O/C, CO2/C and H2O/C) increase three to five folds and the H2/CO molar ratio remains practically unchanged. An interesting consideration is also to ascertain the extent of chemical energy input (via partial oxidation of some of the organic feedstock) compared to the DC power supplied to the system. The exercise has been calculated in steps, moving from the first approximation model reactions and mix of Appendix 9.1 to the more accurate predictions of Appendix 9.4, calculations that take into consideration heat dissipation, electrodes, DC power and sensible heat. The table that compares initial base values with the revised calculation exhibits that the O/C ratio creeps to 0.8, four to five times higher, having introduced more CO2 (CO2/C about 3 times more) and more H2O (H2O/C about 5 to 6 times more). The net DC power input, estimated to be 6 kW for a 6 kg/h feed, equals to 0.860 kcal/g-substance and is smaller by a factor of 2.4 when compared to 2.132 kcal/g, generated by the POx heat of reaction. If the 0.2 O/C factor calculated with the base case is applied as POx and we downrate it for the 83% carbon content of the mix that we simulated, we conclude that our modeling is for an operation in which the POx energy contribution is (2.132)(0.166):0.86 = 0.41 or say 40% of the DC useful input.

Thermochemistry and Test Preparatory Calculations 125
Figure 7: Syngas from PVC: energy from different O2 supply with kW, P.Ox. & losses
Syngas from PVC with kW, P. Ox., Losses & Electrodes
0255075
100125150175200225250
1 2 3 4 5 6 7
PVC Reactions
Syng
as G
ram
s
-1.00
0.00
1.00
2.00
3.00
4.00
5.00
kCal
/g
CO grH2 grHV/gr-syn∆Q/gr
Figure 8: PVC Syngas: Feed (O2, H2O, CO2) and H2/CO ratios w/ kW, P.Ox & losses
Syngas from PVC with kW, P. Ox., Losses & Electrodes
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1 2 3 4 5 6 7
PVC Reactions
Gas
in: w
t-rat
io
0.40
0.60
0.80
1.00
1.20
Gas
out
: mol
ar
ratio
O/C wt-ratioCO2/C wt-ratioH2O/C wt-ratioH2/CO molar

126 Chapter 9
Figure 9: Syngas from Mix: Energy from different O2 supply w/ kW, P.Ox. & losses
Syngas from Mixwith kW, P. Ox., Losses & Electrodes
050
100150200250300350400450500
1 2 3 4 5 6 7
Mix Reactions
Syng
as G
ram
s
-1.10-0.60-0.100.400.901.401.902.402.903.403.904.404.90
kCal
/g
CO grH2 grHV/gr-syn∆Q/gr
Figure 10: Mix syngas, (O2, H2O, CO2) feed and H2/CO ratios w/ kW, P.Ox. & losses
Syngas from Mixwith kW, P. Ox., Losses & Electrodes
0.000.100.200.300.400.500.600.700.800.901.001.101.201.30
1 2 3 4 5 6 7
Mix Reactions
Gas
in: w
t-rat
io
0.400.500.600.700.800.901.001.101.20
Gas
out
: mol
ar ra
tio
O/C wt-ratioCO2/C wt-ratioH2O/C wt-ratioH2/CO molar

Thermochemistry and Test Preparatory Calculations 127
9.5 The Issue of Carbon Black
The last, yet important, issue to be addressed before setting the operating ranges of the experiments was to find the limitations that minimise or exclude the formation of carbon black. From the preliminary thermochemical aspect of reforming given under Chapter 7, and the heat/products calculations of Appendix 9.2, we observed that when the heat supplied as electric power or as quantity “burned” to furnish chemical energy exceed the thermodynamic equilibrium limit, the adiabatic temperature exceeds 1300°C and reactions go to the right. On the contrary, if the temperature remains too low, parallel and counter-reactions become more influential and we can expect a considerable portion of unconverted C, noticeable as carbon soot or carbon black. Simultaneous competing reactions are certainly numerous and the variety of the feedstock can expand them to hundreds or even thousands when hydrocarbon precursors and intermediates are considered, as it could be simulated with the thermodynamic model available at the Politecnico di Milano (Dente, Ranzi et al., 2002: pp. 919-927; Ranzi et al., 2001: pp. 99-139). For the purposes of our discussion, we considered few reactions, which can be added together to make a cumulative reaction, and the parallel shift reaction under the hypothesis of reaching thermodynamic equilibrium. Kp constants were written for an arbitrary advancement producing methane or gaseous carbon constituents. Kps calculated by means of thermochemical data were tabled against temperature and the Kp would enable to calculate a limiting advancement x. Based on the advancement, we could predict the trend and the value of non-reacted carbon. In reality, things proved not so accurate, because the calculated thermodynamic equilibrium (∆G°=0) of reactions do not necessarily converge to the same temperature and the analysis could only determine a temperature range, around 725°C, at which Kp is read and the x is calculated, Figure 11. Table 8 and the diagrams below are extracted from Appendix 9.5 where the cumulative carbon reaction and the shift reaction are considered in terms of x, the mole advancement of methane formation. Table 8: Cumulative reaction advancement and water gas shift

128 Chapter 9
Figure 11: Kp(T) of representative and water shift reactions
Kp(T)
5
0.5
1.5
2.5
3.5
4.5
4
3
2
1
0
T °C
Kp
A
B
C
D
Shift
Cumul.
Figure 12: Carbon conversion referred to temperature and carbon ratios with Kp(x,T)
Shift vs. Cumulative Carbon Reaction
0.000.100.200.300.400.500.600.700.800.901.001.101.201.301.40
1.0 0.9 0.8 0.7 0.6 0.5 0.4 0.3 0.2 0.1
x = CH4
CO/(C
O+C
O2)
and
Kp(
x,T)
400
500
600
700
800
900
1000
1100
1200
1300
1400
1500
1600
Equ
il. T
°C
CO/(CO+CO2)Kp shiftKp cumT° shiftT° cumPotenza (Kp shift)Potenza (T° cum)Poli. (T° shift)

Thermochemistry and Test Preparatory Calculations 129
As it is shown in Figure 12, a value of x = 0.54 (corresponding to a CO/(CO + CO2) ratio = 0.7) relates to a unitary Kpshift and a thermodynamic equilibrium temperature around 800°C. This means that a higher concentration of x, makes a greater Kp value and the reaction is shifted to the right. Having little CO, the cumulative simultaneous carbon reaction is hindered or moved to the left, thus carbon black formation. The formation or non-reaction of carbon can actually be influenced by having a greater quantity of steam, which again is like saying that CO partial pressure is lowered. Conversely, if x is low, Kpshift is low, we would have a large quantity of CO that does not react with water. This effect on the cumulative carbon reaction is that C is being transformed, thus little carbon black is to be expected. The addition of CO2 for the tests of dry reforming will therefore influence the ratio of CO/(CO + CO2) with the subsequent potential formation of carbon soot. From the theoretical point of view it will prove effective to limit such an operating ratio below 0.7 and test the physical quantity of carbon that forms within a low percent, indicatively, below 5% of the total carbon feed rate (Tellini et al., 2005).
9.6 Testing Objectives and Summary of Test Conditions The key objectives that were set for the test are to demonstrate the following:
• consistent, controllable, and reliable feeding of the fluff • efficient conversion to syngas • possibility of dry reforming within power input capability • limitation of carbon black formation • ascertain the possibility to recover waste heat in a conventional boiler • permissible leach characteristics of the discharged glass.
At the end of preparatory calculations, the operating ranges to be tested were set according to the table below:
Table 9: Testing operating range
Fluff feed rate: 6 kg/h Reaction temperature: > 850°C DC power input to electrodes: 14 kW H2O/C wt-ratio 0 ÷ 0.9 (0.2 central) Max to substance H2O/C wt-ratio 0.5 CO2/C wt-ratio 0 ÷ 1.2 (0.3 central) Max to substance CO2/C wt-ratio 0.6 O/C wt-ratio 0 ÷ 1.1 (0.2 central) Max to substance O/C wt-ratio 0.6 Testing, instrumentation as well as the analytical work had been planned and limited for the purposes above. It is obviously recognised that the quality and the extent of syngas treatment are clearly important, but they had already been widely demonstrated in previous tests on chlorinated organics and similar waste (Quapp et al., 2003).

130 Chapter 9
Routine testing were not taken into specific consideration. Similarly, the dolomite neutralising and coating agent which is preloaded to the bag filter for particles screening affects the composition of the ashes (discharged or recycled to the reactor), but such details were not part of our experimentation and were only considered for reporting results, analyses and making the material balance. Results and discussion of the tests are reported under Chapter 10.
9.7. References ANPA, 2002, February. “La Caratterizzazione del Fluff di Frantumazione dei Veicoli.”
Report 15/2002, (Roma: Agenzia Nazionale per la Protezione dell’Ambiente).
Chase M.W., et al., 1985. JANAF Thermochemical Tables Supplement. J. of Phys. and Chem. plus previous editions.
Dente M., E. Ranzi, et al., 2002. Applied Thermal Engineering. No. 22, Issue 8, pp. 919-927.
Development Bank of Japan, 2003, May. “Prospects and Challenges for End-of-Life Vehicle Recycling.” Research Report No. 41.
Phillips M., 1996, October. “Plastic Growth in Auto Steadies.” Recycling Today, www.recyclingtoday.com/articles.
Quapp W., et al. 2003, May. “Waste Gasification - Test Results from Plasma Destruction of Hazardous, Electronic and Medical Wastes-.” IT3 2003 Florida Conference.
Ranzi E., M. Dente, G. Bozzano, et al., 2001. “Lumping Procedures in Detailed Kinetic Modeling of Gasification, Pyrolysis, Partial Oxidation and Combustion of Hydrocarbon Mixtures.” Progress in Energy and Combustion Science, 27.
Roine A., et al., 1999. HSC Chemistry for Windows version 4.0, Outokumpu Research Oy, Pori, Finland.
Tellini M., R. Del Rosso and P. Céntola, 2005, October. “Hydrogen from Fluff Destruction in a Plasma Reactor.” Chemical Engineering Transactions, Vol. 8, (Palermo, Italy: AIDIC Hydrogen Conference Proceedings), ISBN 88-901915-0-3.
WWF, 2000, October. “Relazione Tecnica sui Rifiuti derivanti dalla Frantumazione delle Carcasse di Autoveicoli.” (Torino: WWF Italia, Piemonte Val d’Aosta Regional Section).

Thermochemistry and Test Preparatory Calculations 131
Chapter 9: APPENDIX 9.1
Thermodynamic simulation of full conversion to syngas at 1300° C(calculations were made at 1100° and 1300°C, results are reported for 1300°C only)
The first step of the study is referred to individual sample species, then results are combined for a possible mix of feed constituents.We refer to PVC, Polyethylene, Isoprene (plus 0.25S) and Polystyrene (n1).
Notes to the tables below:
n1 Since gas is formed @ high T by destruction of constituents, it is assumed that results are additive, i.e. there is no interactionin the mixture syngas, as if individual species were separately decomposed and syngas added together.Reactions fully to CO and H2.
n2 All the oxygen is assumed to come from O2, from CO2 and from H2O, the reagent oxygen fractional sum is = 1 in all case reactions.
n3 The heat of reaction is referred to 1 gram of the simulated formula, which is stoichiometrically similar to the feed constituent.Simulation for ease of calculation from available data bank formulas. Higher chain MW does not change order of magnitude.
n4 We assumed that all C, even added as CO2, is converted to CO. Some C will actually convert to CO2, depending also on the pure O2 feed.
n5 Heating value of syngas referred to unit weight of substance feed (calculated at 2.393 kcal/g for CO and 29.7 kcal/g for H2).
n6 Heating value of syngas referred to unit weight of syngas produced (water as non condensed steam).
n7 Weight ratios of oxygen reagents versus carbon in the material feed.
First Constituent: wt-% within feed Syngas mol-% ratio HVsyngasCase C in Cl in H in HCl out H2 out CO out H2/CO kcal/gr
PVC (n2) 1 C6H11Cl3 + 3O2 = 3HCl + 6CO + 4H2 0.380 0.562 0.059 0.231 0.308 0.462 0.667 3.6432 C6H11Cl3 + 2O2 + 2H2O = 3HCl + 6CO + 6H2 unchanged 0.200 0.400 0.400 1.000 4.2263 C6H11Cl3 + O2 + 4H2O = 3HCl + 6CO + 8H2 0.176 0.471 0.353 1.334 4.7844 C6H11Cl3 + 2.5O2 + CO2 = 3HCl + 7CO + 4H2 0.214 0.286 0.500 0.571 3.4725 C6H11Cl3 + O2 + 3H2O + CO2 = 3HCl + 7CO + 7H2 0.176 0.412 0.412 1.000 4.2266 C6H11Cl3 + 2O2 + H2O + CO2 = 3HCl + 7CO + 5H2 0.200 0.333 0.467 0.713 3.7287 C6H11Cl3 + 1.6O2 + 1.8H2O + CO2 = 3HCl + 7CO + 5.8H2 0.190 0.367 0.443 0.828 3.9308 C6H11Cl3 + 3H2O + 3CO2 = 3HCl + 9CO + 7H2 0.158 0.368 0.474 0.777 3.8409 C6H11Cl3 + H2O + 5CO2 = 3HCl + 11CO + 5H2 0.158 0.263 0.579 0.454 3.258
At 1300° C (n3) (n4) (n5) (n6) Oxygen portion in Wt-ratios in (n7)∆H reaction∆Q reaction ∆Q/gr CO H2 Syngas HV/gr-sub. HV/gr-syn
kcal kcal kcal/gr gr gr gr kcal/gr kcal/gr+Oxygen mix Case (gas to substance) (syngas prod.)
PVC O2 1 147.00 0.776 168.062 8.063 176.125 3.386 3.643 1.000 0.444(simulated O2+H2O 2 58.55 0.309 168.062 12.095 180.157 4.018 4.226 0.667 0.333 0.296 0.083via HSC H2O+O2 3 -61.21 -0.323 168.062 16.126 184.188 4.649 4.784 0.333 0.667 0.148 0.167111TCH g) O2+CO2 4 111.38 0.588 196.073 8.063 204.136 3.739 3.472 0.714 0.286 0.317 0.190
H2O+O2+CO
O2 CO2 H2O
-147.00-58.5561.21
-111.38
O/C CO2/C H2O/C
2 5 -68.26 -0.360 196.073 14.111 210.184 4.687 4.226 0.286 0.286 0.429 0.127 0.190 0.107Mol. Wt. O2+H2O+CO
68.262 6 51.50 0.272 196.073 10.079 206.152 4.055 3.728 0.571 0.286 0.143 0.254 0.190 0.036
189.512 Autothermal 7 3.60 0.019 196.073 11.692 207.765 4.308 3.930 0.457 0.286 0.257 0.203 0.190 0.064H2O+CO2 8 -202.12 -1.067 252.094 14.11 266.205 5.395 3.840 0.333 0.667 0.222 0.167H2O+CO2 9 -188.02 -0.992 308.114 10.08 318.193 5.470 3.258 0.909 0.091 0.606 0.023
-51.50-3.60
202.12188.02
Syngas from PVC
0255075
100125150175200
1 2 3 4 5 6 7
PVC Reactions
Syng
as G
ram
s
-1.000.001.002.003.004.005.00
kCal
/g
CO grH2 grHV/gr-syn∆Q/gr
Syngas from PVC
0.000.100.200.300.400.50
1 2 3 4 5 6 7
PVC Reactions
Gas
in: w
t-rat
io
0.400.600.801.001.201.40
Gas
out
: mol
ar
ratio
O/C wt-ratioCO2/C wt-ratioH2O/C wt-ratioH2/CO molar

132 Chapter 9
Second Constituent: wt-% within feed Syngas mol-% ratio HVs
Oxygen portion in
yngasCase C in H in H2 out CO out H2/CO kcal/gr
PE (n2) 1 C20H42 + 10O2 = 20CO + 21H2 0.850 0.150 0.512 0.488 1.049 4.3112 C20H42 + 6O2 + 8H2O = 20CO + 29H2 unchanged 0.592 0.408 1.451 4.9733 C20H42 + 4O2 + 12H2O = 20CO + 33H2 0.623 0.377 1.653 5.2914 C20H42 + 7O2 + 6CO2 = 26CO + 21H2 0.447 0.553 0.808 3.8935 C20H42 + 6O2 + 2H2O + 6CO2 = 26CO + 23H2 0.469 0.531 0.883 4.0276 C20H42 + 6O2 + 4H2O + 4CO2 = 24CO + 25H2 0.510 0.490 1.041 4.2977 C20H42 + 6.75O2 + 1.5H2O + 5CO2 = 25CO + 22.5H2 0.474 0.526 0.901 4.054
At 1300° C (n3) (n4) (n5) (n6) Wt-ratios in (n7)∆H reaction∆Q reaction ∆Q/gr CO H2 Syngas HV/gr-sub. HV/gr-syn
kcal kcal kcal/gr gr gr gr kcal/gr kcal/gr+Oxygen mix Case (gas to substance) (syngas prod.)
PE O2 1 420.51 1.488 560.208 42.332 602.540 9.194 4.311 1.000 0.133(simulated O2+H2O 2 -58.54 -0.207 560.208 58.458 618.666 10.889 4.973 0.600 0.400 0.080 0.030via HSC H2O+O2 3 -298.06 -1.055 560.208 66.521 626.729 11.737 5.291 0.400 0.600 0.053 0.045EIC g) O2+CO2 4 18.92 0.067 728.270 42.332 770.602 10.618 3.893 0.538 0.462 0.072 0.092
H2O+O2+CO
O2 CO2 H2O
-420.5158.54
298.06-18.92
O/C CO2/C H2O/C
2 5 -100.84 -0.357 728.270 46.363 774.633 11.041 4.027 0.462 0.462 0.077 0.062 0.092 0.006Mol. Wt. O2+H2O+CO
100.842 6 -86.74 -0.307 672.250 50.395 722.645 10.991 4.297 0.500 0.333 0.167 0.067 0.067 0.013
282.552 Autothermal 7 -3.97 -0.014 700.260 45.356 745.616 10.698 4.054 0.540 0.400 0.060 0.072 0.080 0.00586.743.97
Syngas from PE
0100200300400500600700800
1 2 3 4 5 6 7
PE Reactions
Syng
as G
ram
s
-1.00
0.00
1.00
2.00
3.00
4.00
5.00
kCal
/g
CO grH2 grHV/gr-syn∆Q/gr
Syngas from PE
0.000.020.040.060.080.100.120.14
1 2 3 4 5 6 7
PE Reactions
Gas
in: w
t-rat
io
0.700.800.901.001.101.201.301.401.501.601.70
Gas
out
: mol
ar ra
tio
O/C wt-ratioCO2/C wt-ratioH2O/C wt-ratioH2/CO molar
ratio HVsyThird Constituent: wt-% within feed Syngas mol-% ngas
Case C in S in H in H2S ou H2 out CO out H2/CO kcal/grIsoprene (n2) 1 C5H8 + 0.25S + 2.5O2 = 5CO + 0.25H2S + 3.75H2 0.788 0.105 0.106 0.028 0.417 0.556 0.750 3.791
2 C5H8 + 0.25S + 1.5O2 + 2H2O = 5CO + 0.25H2S + 5.75H2 unchanged 0.023 0.523 0.455 1.149 4.4803 C5H8 + 0.25S + 0.5O2 + 4H2O = 5CO + 0.25H2S + 7.75H2 0.019 0.596 0.385 1.548 5.1334 C5H8 + 0.25S + 1.5O2 + 2CO2 = 7CO + 0.25H2S + 3.75H2 0.023 0.341 0.636 0.536 3.4075 C5H8 + 0.25S + 0.75O2 + 1.25CO2 + 2.25H2O = 6.25CO + 0.25H2S + 6H2 0.020 0.480 0.500 0.960 4.1586 C5H8 + 0.25S + O2 + 2CO2 + H2O = 7CO + 0.25H2S + 4.75H2 0.021 0.396 0.583 0.679 3.6647 C5H8 + 0.25S + 1.3O2 + 2CO2 +0.4H2O = 7CO + 0.25H2S + 4.15H2 0.022 0.364 0.614 0.593 3.510
At 1300° C (n3) (n4) (n5) (n6) Oxygen portion in Wt-ratios in∆H reaction∆Q reaction ∆Q/gr CO H2 Syngas HV/gr-sub. HV/gr-syn
kcal kcal kcal/gr gr gr gr kcal/gr kcal/gr+Oxygen mix Case (gas to substance) (syngas prod.)
Isoprene O2 1 156.98 2.062 140.052 7.559 147.611 7.351 3.791 1.000 0.533(simulated O2+H2O 2 37.22 0.489 140.052 11.591 151.643 8.924 4.480 0.600 0.400 0.320 0.120via HSC H2O+O2 3 -82.54 -1.084 140.052 15.622 155.674 10.496 5.133 0.200 0.800 0.107 0.2402M13B g O2+CO2 4 23.12 0.304 196.073 7.559 203.632 9.112 3.407 0.429 0.571 0.229 0.457plus 0.25S) H2O+O2+CO
O2 CO2 H2O
-156.98-37.2282.54
-23.12
O/C CO2/C H2O/C
2 5 -61.42 -0.807 175.065 12.095 187.160 10.221 4.158 0.240 0.400 0.360 0.128 0.320 0.108Mol. Wt. O2+H2O+CO
61.422 6 -36.77 -0.483 196.073 9.575 205.648 9.898 3.664 0.286 0.571 0.143 0.152 0.457 0.043
76.133 Autothermal 7 -0.84 -0.011 196.073 8.366 204.439 9.427 3.510 0.371 0.571 0.057 0.198 0.457 0.01736.770.84
Syngas from Rubber
0255075
100125150175200
1 2 3 4 5 6 7
Rubber Reactions
Syng
as G
ram
s
-1.10-0.100.901.902.903.904.90
kCal
/g
CO grH2 grHV/gr-syn∆Q/gr
Syngas from Rubber
0.00
0.10
0.20
0.30
0.40
0.50
0.60
1 2 3 4 5 6 7
Rubber Reactions
Gas
in: w
t-rat
io
0.50
0.70
0.90
1.10
1.30
1.50
Gas
out
: mol
ar ra
tio
O/C wt-ratioCO2/C wt-ratioH2O/C wt-ratioH2/CO molar

Thermochemistry and Test Preparatory Calculations 133
Appendix 9.1, cont.’d:
Fourth Constituent: wt-% within feed Syngas mol-% ratio HVs
Oxygen portion in
yngasCase C in H in H2 out CO out H2/CO kcal/gr
Poly- (n2) 1 C8H8 + 4O2 = 8CO + 4H2 0.922 0.077 0.333 0.667 0.499 3.341styrene 2 C8H8 + 2O2 + 4H2O = 8CO + 8H2 unchanged 0.500 0.500 1.000 4.226
3 C8H8 + O2 + 6H2O = 8CO + 10H2 0.556 0.444 1.252 4.6474 C8H8 + 2O2 + 4CO2 = 12CO + 4H2 0.250 0.750 0.333 3.0335 C8H8 + 2O2 + 2CO2 + 2H2O = 10CO + 6H2 0.375 0.625 0.600 3.5236 C8H8 + 2O2 + 3CO2 + H2O = 11CO + 5H2 0.312 0.688 0.453 3.2587 C8H8 + 2.1O2 + 3CO2 + 0.8H2O = 11CO + 4.8H2 0.304 0.696 0.437 3.224
At 1300° C (n3) (n4) (n5) (n6)∆H reactio
Wt-ratios in (n7)n∆Q reaction ∆Q/gr CO H2 Syngas HV/gr-sub. HV/gr-syn
kcal kcal kcal/gr gr gr gr kcal/gr kcal/grPoly- +Oxygen mix Case (gas to substance) (syngas prod.)
styrene O2 1 249.34 2.394 224.083 8.063 232.146 7.448 3.341 1.000 0.333(simulated O2+H2O 2 9.81 0.094 224.083 16.126 240.209 9.747 4.226 0.500 0.500 0.167 0.094via HSC H2O+O2 3 -109.95 -1.056 224.083 20.158 244.241 10.897 4.647 0.250 0.750 0.083 0.141STY g) O2+CO2 4 -18.39 -0.177 336.125 8.063 344.188 10.022 3.033 0.333 0.667 0.111 0.333
H2O+O2+CO
O2 CO2 H2O
-249.34-9.81
109.9518.39
O/C CO2/C H2O/C
2 5 -4.29 -0.041 280.104 12.095 292.199 9.885 3.523 0.400 0.400 0.200 0.133 0.200 0.038Mol. Wt. O2+H2O+CO
4.292 6 -11.34 -0.109 308.114 10.079 318.193 9.953 3.258 0.364 0.545 0.091 0.121 0.273 0.017
104.151 Autothermal 7 0.64 0.006 308.114 9.676 317.790 9.839 3.224 0.382 0.545 0.073 0.127 0.273 0.01411.34-0.64
Syngas from Polystyrene
050
100150200250300350
1 2 3 4 5 6 7
Polystyrene Reactions
Syng
as G
ram
s
-1.10-0.100.901.902.903.904.90
kCal
/g
CO grH2 grHV/gr-syn∆Q/gr
Syngas from Polystyrene
0.00
0.10
0.20
0.30
0.40
1 2 3 4 5 6 7
Polystyrene Reactions
Gas
in: w
t-rat
io
0.20
0.40
0.60
0.80
1.00
1.20
Gas
out
: mol
ar ra
tio
O/C wt-ratioCO2/C wt-ratioH2O/C wt-ratioH2/CO molar
The figure that follows in the next page represents the starting base case, calculated for the reactions (1 through 7) of each constituent. The identified boxes for the pro-rated mix composition have the following meaning: A (specific HV of syngas), B (specific heat of reaction), and C (O/C wt-ratio). Specific values are referred to 1 gram of substance since we used simulated species (moles may not correspond) and it is useful to refer to units of carbon feed. While the energy of the products is comprehensively characterized by the specific heating value of the syngas (3.2 to 4.9 kcal/gram-syngas), the heats of reaction for the mix depend on the constituents and are kept low (negative to +0.2 kcal/g) near the autothermal level, by consuming substance and burning O2 to CO. By looking at the O/C ratios, we estimated an appreciable consumption of oxygen (O/C = 0.1 to 0.2 or 10 to 20 wt-% of the organic carbon source). This consumption relates to the partial oxidation of the substance since we attribute all H2O and CO2 transformation to CO and H2. Given this amount of partial oxidation we can observe that the smaller amount of POx is required when no CO2 is fed. At combined or apportioned feed of CO2 and H2O, POx is always needed to sustain the endothermic reactions. CO grams were between 226 and 323, H2 was between 11 and 23 grams, starting from the organic carbon feed mix of 97 grams.

134 Chapter 9
We now take the mix that was suggested from the chemical analysis of fluff & maintain the same model reactions pro-quota for each constituent:Basecase: elaboration from reactions 1 through 7, carbon downrating for inerts is not applied yet.
PVC PE ISO STY Mix (sum)5% 9% 30% 56% 100% -wt
H2/CO
H2O/C
CO2/C
O/C
1 0.0333 0.0944 0.2250 0.2796 0.63232 0.0500 0.1306 0.3448 0.5600 1.08543 0.0667 0.1487 0.4644 0.7013 1.38114 0.0286 0.0727 0.1608 0.1867 0.44885 0.0500 0.0795 0.2880 0.3360 0.75356 0.0357 0.0937 0.2038 0.2540 0.58717 0.0414 0.0811 0.1779 0.2446 0.5450
1 0.0000 0.0000 0.0000 0.0000 0.00002 0.0042 0.0027 0.0360 0.0525 0.09543 0.0083 0.0041 0.0720 0.0788 0.16314 0.0000 0.0000 0.0000 0.0000 0.00005 0.0054 0.0005 0.0324 0.0210 0.05936 0.0018 0.0011 0.0129 0.0095 0.02537 0.0032 0.0004 0.0051 0.0076 0.0164
1 0.0000 0.0000 0.0000 0.0000 0.00002 0.0000 0.0000 0.0000 0.0000 0.00003 0.0000 0.0000 0.0000 0.0000 0.00004 0.0095 0.0083 0.1371 0.1867 0.34165 0.0095 0.0083 0.0960 0.1120 0.22586 0.0095 0.0060 0.1371 0.1527 0.30547 0.0095 0.0072 0.1371 0.1527 0.3066
1 0.0222 0.0120 0.1600 0.1867 0.38092 0.0148 0.0072 0.0960 0.0933 0.21133 0.0074 0.0048 0.0320 0.0467 0.09094 0.0159 0.0065 0.0686 0.0622 Box 0.15315 0.0063 0.0055 0.0384 0.0747 C 0.12506 0.0127 0.0060 0.0457 0.0679 0.13237 0.0102 0.0065 0.0594 0.0713 0.1473
Syngas from Mix
0.00
0.10
0.20
0.30
0.40
1 2 3 4 5 6 7
Mix Reactions
Gas
in: w
t-rat
io
0.200.300.400.500.600.700.800.901.001.101.201.301.40
Gas
out
: mol
ar ra
tio
O/C wt-ratioCO2/C wt-ratioH2O/C wt-ratioH2/CO molar
PVC PE ISO STY Mix (sum)5% 9% 30% 56% 100% -wt
gramsCO
1 8.4031 50.4187 42.0156 125.4865 226.32392 8.4031 50.4187 42.0156 125.4865 226.32393 8.4031 50.4187 42.0156 125.4865 226.32394 9.8037 65.5443 58.8219 188.2300 322.39995 9.8037 65.5443 52.5195 156.8582 284.72576 9.8037 60.5025 58.8219 172.5438 301.67197 9.8037 63.0234 58.8219 172.5438 304.1928
gramsH2
1 0.4032 3.8099 2.2677 4.5153 10.99602 0.6048 5.2612 3.4773 9.0306 18.37383 0.8063 5.9869 4.6866 11.2885 22.76834 0.4032 3.8099 2.2677 4.5153 10.99605 0.7056 4.1727 3.6285 6.7732 15.27996 0.5040 4.5356 2.8725 5.6442 13.55627 0.5846 4.0820 2.5098 5.4186 12.5950
kcal/gHV-syn
1 0.1822 0.3880 1.1374 1.8712 3.57882 0.2113 0.4476 1.3441 2.3667 4.36973 0.2392 0.4762 1.5400 2.6022 4.85764 0.1736 0.3504 1.0220 1.6983 Box 3.24435 0.2113 0.3625 1.2473 1.9731 A 3.79416 0.1864 0.3868 1.0993 1.8245 3.49697 0.1965 0.3649 1.0531 1.8057 3.4202
kcal/g∆Q/gr
1 0.0388 0.1339 0.6186 1.3406 2.13192 0.0154 -0.0186 0.1467 0.0528 0.19623 -0.0161 -0.0949 -0.3253 -0.5912 -1.02754 0.0294 0.0060 0.0911 -0.0989 Box 0.02765 -0.0180 -0.0321 -0.2420 -0.0231 B -0.31526 0.0136 -0.0276 -0.1449 -0.0610 -0.21997 0.0009 -0.0013 -0.0033 0.0034 -0.0002
Syngas from Mix
0
50
100
150
200
250
300
350
1 2 3 4 5 6 7
Mix Reactions
Syng
as G
ram
s
-1.10
-0.10
0.90
1.90
2.90
3.90
4.90
kCal
/g
CO grH2 grHV/gr-syn∆Q/gr

Thermochemistry and Test Preparatory Calculations 135
Chapter 9: APPENDIX 9.2Thermodynamic simulation of full conversion to syngas at 1300° C with sensible heat (no losses)
∆Q reaction
B = A - ∆Q Sensible heat to supply to feed (if>0)
A = Sensible heat of
products at 1300°
B/g = heat deficiency for gram of 100%
substance
Extra gr-feed for ∆Q,
effect of reaction 1
Total substance
feedStoichio-metric O2 O2 addition Total O2
O2/feed wt-ratio
Cases kCal/g-mol kCal/g-mol kCal/g-mol kCal/g-feed g g g gPVC 1 147.000 -11.771 135.229 n.a. 1.000 0.5066 0.5066 0.5066(simulated 2 58.553 96.551 155.104 -0.509 0.657 1.657 0.3377 0.3327 0.6704 0.4046via HSC 3 -61.209 236.187 174.978 -1.246 1.607 2.607 0.1689 0.8139 0.9828 0.3770111TCH g) 4 111.383 34.594 145.977 -0.183 0.235 1.235 0.4221 0.1192 0.5413 0.4382
5 -68.260 244.049 175.789 -1.288 1.660 2.660 0.1689 0.8410 1.0099 0.3796Mol. Wt. 6 51.502 104.413 155.915 -0.551 0.710 1.710 0.3377 0.3598 0.6975 0.4078
189.512 7 3.597 160.268 163.865 -0.846 1.090 2.090 0.2702 0.5523 0.8225 0.39350.37÷0.5 min÷Max
PE 1 420.512 3.137 423.649 -0.011 0.007 1.007 1.1325 0.0084 1.1410 1.1325(simulated 2 -58.535 561.683 503.148 -1.988 1.336 2.336 0.6795 1.5127 2.1923 0.9386via HSC 3 -298.058 840.956 542.898 -2.976 2.000 3.000 0.4530 2.2649 2.7179 0.9060EIC g) 4 18.922 469.217 488.139 -1.661 1.116 2.116 0.7928 1.2637 2.0565 0.9720
5 -100.840 524.489 423.649 -1.856 1.247 2.247 0.6795 1.4126 2.0921 0.9310Mol. Wt. 6 -86.738 593.130 506.392 -2.099 1.410 2.410 0.6795 1.5974 2.2770 0.9446
282.552 7 -3.968 496.265 492.297 -1.756 1.180 2.180 0.7645 1.3366 2.1010 0.96370.9÷1.13 min÷Max
Isoprene 1 156.980 -61.905 95.075 n.a. 1.000 1.0508 1.0508 1.0508(simulated 2 37.217 77.733 114.950 -1.021 0.495 1.495 0.6305 0.5203 1.1508 0.7697via HSC 3 -82.544 217.369 134.825 -2.855 1.385 2.385 0.2102 1.4550 1.6652 0.69832M13B g 4 23.116 93.456 116.572 -1.228 0.595 1.595 0.6305 0.6256 1.2561 0.7873plus 0.25S) 5 -61.418 192.288 130.870 -2.526 1.225 2.225 0.3152 1.2871 1.6024 0.7202
Mol. Wt. 6 -36.765 163.274 126.509 -2.145 1.040 2.040 0.4203 1.0929 1.5132 0.741876.133 7 -0.837 121.384 120.547 -1.594 0.773 1.773 0.5464 0.8125 1.3589 0.7664
0.7÷1.05 min÷MaxPoly- 1 249.335 -123.600 125.735 n.a. 1.000 1.2290 1.2290 1.2290styrene 2 9.812 155.673 165.485 -1.495 0.624 1.624 0.6145 0.7673 1.3818 0.8507(simulated 3 -109.950 295.310 185.360 -2.835 1.184 2.184 0.3072 1.4556 1.7628 0.8070via HSC 4 -18.391 187.119 168.728 -1.797 0.750 1.750 0.6145 0.9223 1.5368 0.8779STY g) 5 -4.290 171.397 167.107 -1.646 0.687 1.687 0.6145 0.8448 1.4593 0.8648
Mol. Wt. 6 -11.340 179.258 167.918 -1.721 0.719 1.719 0.6145 0.8836 1.4981 0.8715104.151 7 0.636 165.294 165.930 -1.587 0.663 1.663 0.6544 0.8147 1.4692 0.8835
.8÷1.23 min÷Max
Chapter 9: APPENDIX 9.3Thermodynamic simulation of full conversion to syngas at 1300° C with sensible heat (+DC-losses)
∆Q reaction
B = A - ∆Q Sensible heat to supply to feed (if>0)
A = Sensible heat of
products at 1300°
(B-DC)/g = heat deficit
every gram of 100%
substance
Extra gr-feed for ∆Q,
effect of reaction 1
Total substance
feedStoichio-metric O2 O2 addition Total O2
O2/feed wt-ratio
Cases kCal/g-mol kCal/g-mol kCal/g-mol kCal/g-feed g g g gPVC 1 147.000 -11.771 135.229 n.a. 1.000 0.5066 0.5066 0.5066(simulated 2 58.553 96.551 155.104 0.351 1.000 0.3377 0.3377 0.3377via HSC 3 -61.209 236.187 174.978 -0.386 0.498 1.498 0.1689 0.2523 0.4211 0.2811111TCH g) 4 111.383 34.594 145.977 0.677 1.000 0.4221 0.4221 0.4221
5 -68.260 244.049 175.789 -0.428 0.551 1.551 0.1689 0.2794 0.4482 0.2889Mol. Wt. 6 51.502 104.413 155.915 0.309 1.000 0.3377 0.3377 0.3377
189.512 7 3.597 160.268 163.865 0.014 1.000 0.2702 0.2702 0.27020.27÷0.5 min÷Max
PE 1 420.512 3.137 423.649 0.849 1.000 1.1325 1.1325 1.1325(simulated 2 -58.535 561.683 503.148 -1.128 0.758 1.758 0.6795 0.8583 1.5378 0.8748via HSC 3 -298.058 840.956 542.898 -2.116 1.422 2.422 0.4530 1.6104 2.0635 0.8520EIC g) 4 18.922 469.217 488.139 -0.801 0.538 1.538 0.7928 0.6093 1.4020 0.9116
5 -100.840 524.489 423.649 -0.996 0.669 1.669 0.6795 0.7581 1.4377 0.8612Mol. Wt. 6 -86.738 593.130 506.392 -1.239 0.833 1.833 0.6795 0.9430 1.6225 0.8853
282.552 7 -3.968 496.265 492.297 -0.896 0.602 1.602 0.7645 0.6821 1.4466 0.90280.85÷1.13 min÷Max
Isoprene 1 156.980 -61.905 95.075 n.a. 1.000 1.0508 1.0508 1.0508(simulated 2 37.217 77.733 114.950 -0.161 0.078 1.078 0.6305 0.0821 0.7125 0.6609via HSC 3 -82.544 217.369 134.825 -1.995 0.968 1.968 0.2102 1.0168 1.2269 0.62362M13B g 4 23.116 93.456 116.572 -0.368 0.178 1.178 0.6305 0.1873 0.8178 0.6941plus 0.25S) 5 -61.418 192.288 130.870 -1.666 0.808 1.808 0.3152 0.8489 1.1641 0.6439
Mol. Wt. 6 -36.765 163.274 126.509 -1.285 0.623 1.623 0.4203 0.6547 1.0750 0.662376.133 7 -0.837 121.384 120.547 -0.734 0.356 1.356 0.5464 0.3742 0.9207 0.6789
0.62÷1.05 min÷MaxPoly- 1 249.335 -123.600 125.735 n.a. 1.000 1.2290 1.2290 1.2290styrene 2 9.812 155.673 165.485 -0.635 0.265 1.265 0.6145 0.3258 0.9403 0.7433(simulated 3 -109.950 295.310 185.360 -1.975 0.825 1.825 0.3072 1.0141 1.3213 0.7240via HSC 4 -18.391 187.119 168.728 -0.937 0.391 1.391 0.6145 0.4808 1.0953 0.7873STY g) 5 -4.290 171.397 167.107 -0.786 0.328 1.328 0.6145 0.4033 1.0178 0.7663
Mol. Wt. 6 -11.340 179.258 167.918 -0.861 0.360 1.360 0.6145 0.4421 1.0566 0.7771104.151 7 0.636 165.294 165.930 -0.727 0.304 1.304 0.6544 0.3732 1.0277 0.7883
.72÷1.23 min÷Max

136 Chapter 9
APPENDIX 9.4: Summary and notes
1 This summary tables all cases reaching 1300°C, PVC cases are omitted because numerous and used to check parameters2 All cases involve 14 kW DC power in, 8 kW estimated heat losses3 Graphite electrodes input is considered, proportional to experiment, 1/2 Kg for a 6 Kg substance feed4 The comparison is made with the calculation of extra power originated by partial oxidation (no electrodes) of Appendix 9.35 The quantity of C in column H is always greater because it is proportional to the feed and extra substance to partial oxidation6 When the extra substance is high (PE2, PE3, PE5, ISO5) the electrodes, proportional to substance, make a great difference7 When the extra substance is little, the electrode C is significant (PSTY2, ISO4) or very significant (ISO2), which means
that the difference of calculation is little or the methods are comparable8 The calculation sheets of Appendix 9.4 are detailed and provide results consistent with those of Appendix 9.3 (gram based)9 Mass ratios and molar syngas ratios are calculated with all contributions (substance, p.ox. electrodes)
Extra substance C C C % = tot. C previoulsly = C C C %Reaction Kmol in Katom electrodes electrodes Katom calculated Katom Katom extrafilename.BAL (base = 1 Kmol) a b H =a+b E H-E
PE2 0.773 x 20 15.460 3.479 23% 18.939 0.758 15.157 3.782 25%PE3 1.659 33.180 5.117 15% 38.297 1.422 28.440 9.857 35%PE4 0.538 10.760 3.018 28% 13.778 0.538 10.759 3.019 28%PE5 0.981 19.620 3.887 20% 23.507 0.669 13.388 10.119 76%PE6 0.911 18.220 3.750 21% 21.970 0.833 16.653 5.317 32%PE7 0.614 12.280 3.167 26% 15.447 0.602 12.046 3.401 28%ISO2 0.035 x 5 0.175 0.490 280% 0.665 0.078 0.390 0.275 70%ISO3 1.07 5.350 0.979 18% 6.329 0.968 4.838 1.491 31%ISO4 0.197 0.985 0.566 57% 1.551 0.178 0.891 0.660 74%ISO5 0.912 4.560 0.904 20% 5.464 0.808 4.039 1.425 35%ISO6 0.715 3.575 0.811 23% 4.386 0.623 3.115 1.271 41%ISO7 0.404 2.020 0.664 33% 2.684 0.356 1.781 0.903 51%PSTY2 0.156 x 8 1.248 0.836 67% 2.084 0.265 2.121 -0.037 -2%PSTY3 0.734 5.872 1.254 21% 7.126 0.825 6.601 0.525 8%PSTY4 0.338 2.704 0.968 36% 3.672 0.391 3.130 0.542 17%PSTY5 0.247 1.976 0.902 46% 2.878 0.328 2.625 0.253 10%PSTY6 0.292 2.336 0.934 40% 3.270 0.360 2.878 0.392 14%PSTY7 0.234 1.872 0.893 48% 2.765 0.304 2.430 0.335 14%
extra tot tot tot CO tot H2 O/C-sub CO2/C-sub H2O/C-sub H2/C-sub H2/COCase gmol gmol g g g wt wt wt wt molar
species species speciesPVC2 0 1.000 189.512 168.062 12.095 0.890 0.000 0.500 0.168 1.000PVC3 0.163 1.163 220.402 195.457 17.441 0.569 0.000 0.861 0.208 1.240PVC4 0 1.000 189.512 196.073 8.063 1.111 0.611 0.000 0.112 0.571PVC5 0.209 1.209 229.120 231.198 15.796 0.597 0.505 0.621 0.181 0.949PVC6 0 1.000 189.512 196.073 10.079 0.890 0.611 0.250 0.140 0.714PVC7 0 1.000 189.512 196.073 11.692 0.711 0.611 0.450 0.162 0.829PE2 0.773 1.773 500.965 993.249 91.181 1.032 0.000 0.339 0.214 1.276PE3 1.659 2.659 751.306 1489.593 136.750 1.032 0.000 0.339 0.214 1.276PE4 0.538 1.538 434.565 1029.662 65.106 1.074 0.716 0.000 0.176 0.879PE5 0.981 1.981 559.736 1277.834 87.891 1.064 0.556 0.075 0.185 0.956PE6 0.911 1.911 539.957 1182.599 88.959 1.054 0.384 0.157 0.194 1.045PE7 0.614 1.614 456.039 1044.228 71.347 1.064 0.569 0.069 0.184 0.949ISO2 0.035 1.035 70.502 144.954 11.855 0.819 0.000 0.580 0.191 1.136ISO3 1.07 2.070 141.004 289.908 23.711 0.819 0.000 0.580 0.191 1.136ISO4 0.197 1.197 81.537 223.663 9.048 0.888 1.225 0.000 0.126 0.562ISO5 0.912 1.912 130.242 302.792 18.989 0.845 0.479 0.353 0.166 0.871ISO6 0.715 1.715 116.822 296.210 14.980 0.867 0.855 0.175 0.146 0.703ISO7 0.404 1.404 95.638 252.654 11.420 0.878 1.044 0.085 0.136 0.628PSTY2 0.156 1.156 120.399 259.040 17.384 0.756 0.000 0.650 0.157 0.933PSTY3 0.734 1.734 180.598 388.560 26.076 0.756 0.000 0.650 0.157 0.933PSTY4 0.338 1.338 139.354 411.865 10.789 0.835 1.370 0.000 0.084 0.364PSTY5 0.247 1.247 129.876 335.453 14.086 0.798 0.736 0.301 0.118 0.584PSTY6 0.292 1.292 134.563 373.547 12.433 0.817 1.064 0.145 0.100 0.463PSTY7 0.234 1.234 128.522 360.550 11.563 0.820 1.114 0.122 0.098 0.446

Thermochemistry and Test Preparatory Calculations 137
Appendix 9.4, cont.’d:
The summary table just exhibited collects data that were run by individual sheets for the significant reactions of each simulated component, in near to autothermal conditions. To appreciate how such calculations were made, sheets for Polyethylene and for Isoprene like rubber are attached hereunder, prior to presenting the tables that enable to graph feed ratios and outputs.

138 Chapter 9

Thermochemistry and Test Preparatory Calculations 139

140 Chapter 9

Thermochemistry and Test Preparatory Calculations 141

142 Chapter 9

Thermochemistry and Test Preparatory Calculations 143
Appendix 9. 4: ISOPRENE LIKE, second reaction

144 Chapter 9
Appendix 9. 4: ISOPRENE LIKE, third reaction

Thermochemistry and Test Preparatory Calculations 145
Appendix 9. 4: ISOPRENE LIKE, fourth reaction

146 Chapter 9
Appendix 9. 4: ISOPRENE LIKE, fifth reaction

Thermochemistry and Test Preparatory Calculations 147
Appendix 9. 4: ISOPRENE LIKE, sixth reaction

148 Chapter 9
Appendix 9. 4: ISOPRENE LIKE, seventh reaction

Thermochemistry and Test Preparatory Calculations 149
Appendix 9.4, cont.’d:
In analogy to Appendix 9.1, we used the HSC calculated data for the same reactions and constituents and utilised the same graphs. Only the bold data in the framed yellow boxes are valid and are the data summarised in the opening page of this Appendix. The other numbers are shaded in light colours because they are not necessarily used in these graphs. The frames were simply utilised for making the graphs.
Thermochemical data calculated with HSC were inputed to the same identical frames of Appendix 9.1,simply to exploit the same graphs. New and solely valid data in dark boxes.
First Constituent: wt-% within feed Syngas mol-% ratio HVsyngasCase C in Cl in H in HCl out H2 out CO out H2/CO kcal/gr
PVC (n2) 1 C6H11Cl3 + 3O2 = 3HCl + 6CO + 4H2 0.380 0.562 0.059 0.231 0.308 0.462 0.667 3.6432 C6H11Cl3 + 2O2 + 2H2O = 3HCl + 6CO + 6H2 unchanged 0.200 0.400 0.400 1.000 4.2263 C6H11Cl3 + O2 + 4H2O = 3HCl + 6CO + 8H2 0.176 0.471 0.353 1.240 4.6304 C6H11Cl3 + 2.5O2 + CO2 = 3HCl + 7CO + 4H2 0.214 0.286 0.500 0.571 3.4725 C6H11Cl3 + O2 + 3H2O + CO2 = 3HCl + 7CO + 7H2 0.176 0.412 0.412 0.949 4.1396 C6H11Cl3 + 2O2 + H2O + CO2 = 3HCl + 7CO + 5H2 0.200 0.333 0.467 0.714 3.7287 C6H11Cl3 + 1.6O2 + 1.8H2O + CO2 = 3HCl + 7CO + 5.8H2 0.190 0.367 0.443 0.829 3.9308 C6H11Cl3 + 3H2O + 3CO2 = 3HCl + 9CO + 7H2 0.158 0.368 0.474 0.777 3.8409 C6H11Cl3 + H2O + 5CO2 = 3HCl + 11CO + 5H2 0.158 0.263 0.579 0.454 3.258
At 1300° C (n3) (n4) (n5) (n6) Oxygen portion in Wt-ratios in (n7)∆H reaction∆Q reaction ∆Q/gr CO H2 Syngas HV/gr-sub. HV/gr-syn O2 CO2 H2O O/C CO2/C H2O/C
kcal kcal kcal/gr gr gr gr kcal/gr kcal/gr+Oxygen mix Case (gas to substance) (syngas prod.)
PVC O2 1 -147.00 147.00 0.776 168.062 8.063 176.125 3.386 3.643 1.000 0.444(simulated O2+H2O 2 -58.55 58.55 0.309 168.062 12.095 180.157 4.018 4.226 0.667 0.333 0.890 0.000 0.500via HSC H2O+O2 3 61.21 -61.21 -0.323 195.457 17.441 212.898 5.201 4.630 0.333 0.667 0.569 0.000 0.861111TCH g) O2+CO2 4 -111.38 111.38 0.588 196.073 8.063 204.136 3.739 3.472 0.714 0.286 1.111 0.611 0.000
H2O+O2+CO2 5 68.26 -68.26 -0.360 231.198 15.796 246.994 5.395 4.139 0.286 0.286 0.429 0.597 0.505 0.621Mol. Wt. O2+H2O+CO2 6 -51.50 51.50 0.272 196.073 10.079 206.152 4.055 3.728 0.571 0.286 0.143 0.890 0.611 0.250
189.512 Autothermal 7 -3.60 3.60 0.019 196.073 11.692 207.765 4.308 3.930 0.457 0.286 0.257 0.711 0.611 0.450H2O+CO2 8 202.12 -202.12 -1.067 252.094 14.111 266.205 5.395 3.840 0.333 0.667 0.222 0.167H2O+CO2 9 188.02 -188.02 -0.992 308.114 10.079 318.193 5.470 3.258 0.909 0.091 0.606 0.023
Syngas from PVC with kW, P. Ox., Losses & Electrodes
0255075
100125150175200225250
1 2 3 4 5 6 7
PVC Reactions
Syng
as G
ram
s
-1.00
0.00
1.00
2.00
3.00
4.00
5.00
kCal
/g
CO grH2 grHV/gr-syn∆Q/gr
Syngas from PVC with kW, P. Ox., Losses & Electrodes
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1 2 3 4 5 6 7
PVC Reactions
Gas
in: w
t-rat
io
0.40
0.60
0.80
1.00
1.20
Gas
out
: mol
ar ra
tio
O/C wt-ratioCO2/C wt-ratioH2O/C wt-ratioH2/CO molar
All other graphs that follow are generated in the same manner.

150 Chapter 9
Syngas from Rubber with kW, P. Ox., Losses & Electrodes
0255075
100125150175200225250275300
1 2 3 4 5 6 7
Rubber Reactions
Syng
as G
ram
s
-1.10
-0.10
0.90
1.90
2.90
3.90
4.90
kCal
/gCO grH2 grHV/gr-syn∆Q/gr
Syngas from Rubberwith kW, P. Ox., Losses & Electrodes
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1 2 3 4 5 6 7
Rubber ReactionsG
as in
: wt-r
atio
0.50
0.60
0.70
0.80
0.90
1.00
1.10
1.20
Gas
out
: mol
ar ra
tio
O/C wt-ratioCO2/C wt-ratioH2O/C wt-ratioH2/CO molar
Syngas from PEwith kW, P. Ox., Losses & Electrodes
0
200
400
600
800
1000
1200
1400
1600
1 2 3 4 5 6 7-1.00
0.00
1.00
2.00
3.00
4.00
5.00
CO grH2 grHV/gr-syn∆Q/gr
Syngas from PE with kW, P. Ox., Losses & Electrodes
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1 2 3 4 5 6 70.70
0.80
0.90
1.00
1.10
1.20
1.30
1.40
O/C wt-ratioCO2/C wt-ratioH2O/C wt-ratioH2/CO molar
Syngas from Polystyrene with kW, P. Ox., Losses & Electrodes
050
100150200250300350400450
1 2 3 4 5 6 7
Polystyrene Reactions
Syng
as G
ram
s
-1.10
-0.10
0.90
1.90
2.90
3.90
kCal
/g
CO grH2 grHV/gr-syn∆Q/gr
Syngas from Polystyrenewith kW, P. Ox., Losses & Electrodes
0.000.100.200.300.400.500.600.700.800.901.001.101.201.301.40
1 2 3 4 5 6 7
Polystyrene Reactions
Gas
in: w
t-rat
io
0.30
0.40
0.50
0.60
0.70
0.80
0.90
1.00
Gas
out
: mol
ar ra
tio
O/C wt-ratioCO2/C wt-ratioH2O/C wt-ratioH2/CO molar

Thermochemistry and Test Preparatory Calculations 151
Syngas from Mixwith kW, P. Ox., Losses & Electrodes
0
50
100
150
200
250
300
350
400
450
500
1 2 3 4 5 6 7
Mix Reactions
Syng
as G
ram
s
-1.10-0.60-0.100.400.901.401.902.402.903.403.904.404.90
kCal
/g
CO grH2 grHV/gr-syn∆Q/gr
Syngas from Mixwith kW, P. Ox., Losses & Electrodes
0.000.100.200.300.400.500.600.700.800.901.001.101.201.30
1 2 3 4 5 6 7
Mix Reactions
Gas
in: w
t-rat
io
0.40
0.50
0.60
0.70
0.80
0.90
1.00
1.10
1.20
Gas
out
: mol
ar ra
tio
O/C wt-ratioCO2/C wt-ratioH2O/C wt-ratioH2/CO molar

152 Chapter 9
In analogy to the table prepared for the base case, the recalculated summary follows:
We now take the mix that was suggested from the chemical analysis of fluff & maintain the same model reactions (1 through 7) pro-quota for each constituent. Data elaborated from HSC simulations, carbon downrating for inerts is not applied yet.
PVC PE ISO STY Mix (sum)5% 9% 30% 56% 100% -wt
H2/CO
H2O/C
CO2/C
O/C
1 0.0333 0.0944 0.2250 0.2796 0.63232 0.0500 0.1148 0.3408 0.5225 1.02813 0.0620 0.1148 0.3408 0.5225 1.04014 0.0286 0.0791 0.1686 0.2038 0.48015 0.0475 0.0860 0.2613 0.3270 0.72186 0.0357 0.0941 0.2109 0.2593 0.59997 0.0415 0.0854 0.1884 0.2498 0.5650
1 0.0000 0.0000 0.0000 0.0000 0.00002 0.0250 0.0305 0.1740 0.3639 0.59353 0.0430 0.0305 0.1740 0.3639 0.61154 0.0000 0.0000 0.0000 0.0000 0.00005 0.0311 0.0068 0.1059 0.1683 0.31216 0.0125 0.0141 0.0525 0.0814 0.16057 0.0225 0.0063 0.0255 0.0680 0.1223
1 0.0000 0.0000 0.0000 0.0000 0.00002 0.0000 0.0000 0.0000 0.0000 0.00003 0.0000 0.0000 0.0000 0.0000 0.00004 0.0305 0.0644 0.3675 0.7673 1.22985 0.0253 0.0500 0.1437 0.4119 0.63096 0.0305 0.0345 0.2565 0.5960 0.91757 0.0305 0.0512 0.3133 0.6240 1.0190
1 0.0222 0.0120 0.1600 0.1867 0.38092 0.0445 0.0929 0.2456 0.4235 0.80643 0.0284 0.0929 0.2456 0.4235 0.79044 0.0555 0.0966 0.2663 0.4678 Box 0.88635 0.0299 0.0958 0.2534 0.4472 C 0.82626 0.0445 0.0948 0.2602 0.4575 0.85707 0.0355 0.0958 0.2633 0.4593 0.8539
Syngas from Mixwith kW, P. Ox., Losses & Electrodes
0.000.100.200.300.400.500.600.700.800.901.001.101.201.30
1 2 3 4 5 6 7
Mix Reactions
Gas
in: w
t-rat
io
0.40
0.50
0.60
0.70
0.80
0.90
1.00
1.10
1.20
Gas
out
: mol
ar ra
tio
O/C wt-ratioCO2/C wt-ratioH2O/C wt-ratioH2/CO molar
PVC PE ISO STY Mix (sum)5% 9% 30% 56% 100% -wt
gramsCO
1 8.4031 50.4187 42.0156 125.4865 226.32392 8.4031 89.3924 43.4862 145.0624 286.34413 9.7729 134.0634 86.9724 217.5936 448.40224 9.8037 92.6696 67.0989 230.6444 400.21655 11.5599 115.0051 90.8376 187.8537 405.25626 9.8037 106.4339 88.8630 209.1863 414.28697 9.8037 93.9805 75.7962 201.9080 381.4884
gramsH2
1 0.4032 3.8099 2.2677 4.5153 10.99602 0.6048 8.2063 3.5565 9.7350 22.10263 0.8721 12.3075 7.1133 14.6026 34.89544 0.4032 5.8595 2.7144 6.0418 15.01895 0.7898 7.9102 5.6967 7.8882 22.28496 0.5040 8.0063 4.4940 6.9625 19.96677 0.5846 6.4212 3.4260 6.4753 16.9071
kcal/gHV-syn
1 0.1822 0.3880 1.1374 1.8712 3.57882 0.2113 0.4220 1.3372 2.3018 4.27233 0.2315 0.4220 1.3373 2.3018 4.29264 0.1736 0.3615 1.0364 1.7304 Box 3.30205 0.2070 0.3735 1.2013 1.9563 A 3.73826 0.1864 0.3873 1.1122 1.8327 3.51867 0.1965 0.3725 1.0722 1.8153 3.4565
kcal/g∆Q/gr
1 0.0388 0.1339 0.6186 1.3406 2.13192 0.0154 -0.0186 0.1467 0.0528 0.19623 -0.0161 -0.0949 -0.3253 -0.5912 -1.02754 0.0294 0.0060 0.0911 -0.0989 Box 0.02765 -0.0180 -0.0321 -0.2420 -0.0231 B -0.31526 0.0136 -0.0276 -0.1449 -0.0610 -0.21997 0.0009 -0.0013 -0.0033 0.0034 -0.0002
Syngas from Mixwith kW, P. Ox., Losses & Electrodes
0
50
100
150
200
250
300
350
400
450
500
1 2 3 4 5 6 7
Mix Reactions
Syng
as G
ram
s
-1.10-0.60-0.100.400.901.401.902.402.903.403.904.404.90
kCal
/g
CO grH2 grHV/gr-syn∆Q/gr

Thermochemistry and Test Preparatory Calculations 153
The comparison between the first calculated base case and the mixed case is reported below:
C o m p a riso n o f b ase ca se w ith s im u la tio n o f rea c tio n sth a t in c lu d es kW , lo sse s an d s en s ib le h e a t (H S C )
B ase H S C In creas en -fo ld
P . O x . 1 0 .38 09 sam e2 0 .21 13 0 .806 4 3 .8
O /C
H 2 O /C
C O 2/C
3 0 .09 09 0 .790 4 8 .74 0 .15 31 0 .886 3 5 .85 0 .12 50 0 .826 2 6 .66 0 .13 23 0 .857 0 6 .57 0 .14 73 0 .853 9 5 .8
P . O x . 1 0 .00 00 0 .000 02 0 .09 54 0 .593 5 6 .23 0 .16 31 0 .611 5 3 .74 0 .00 00 0 .000 05 0 .05 93 0 .312 1 5 .36 0 .02 53 0 .160 5 6 .37 0 .01 64 0 .122 3 7 .5
P . O x . 1 0 .00 00 0 .000 02 0 .00 00 0 .000 03 0 .00 00 0 .000 04 0 .34 16 1 .229 8 3 .65 0 .22 58 0 .630 9 2 .86 0 .30 54 0 .917 5 3 .07 0 .30 66 1 .019 0 3 .3
P . O x . 1 226 .32 39 sam eg ram s 2 226 .32 39 2 86 .344 1 1 .3C O 3 226 .32 39 4 48 .402 2 2 .0
4 322 .39 99 4 00 .216 5 1 .25 284 .72 57 4 05 .256 2 1 .46 301 .67 19 4 14 .286 9 1 .47 304 .19 28 3 81 .488 4 1 .3
P . O x . 1 10 .99 60 sam eg ram s 2 18 .37 38 22 .102 6 1 .2H 2 3 22 .76 83 34 .895 4 1 .5
4 10 .99 60 15 .018 9 1 .45 15 .27 99 22 .284 9 1 .56 13 .55 62 19 .966 7 1 .57 12 .59 50 16 .907 1 1 .3
P . O x . 1 3 .57 88 sam ekc a l/g 2 4 .36 97 4 .272 3 1 .0H V -sy n 3 4 .85 76 4 .292 6 0 .9
4 3 .24 43 3 .302 0 1 .05 3 .79 41 3 .738 2 1 .06 3 .49 69 3 .518 6 1 .07 3 .42 02 3 .456 5 1 .0
P . O x . 1 2 .13 19 sam ekc a l/g 2 0 .19 62 sam e∆Q /g r 3 -1 .02 75 sam e
4 0 .02 76 sam e5 -0 .31 52 sam e6 -0 .21 99 sam e7 -0 .00 02 sam e

154 Chapter 9
CARBON EQUILIBRIUM STUDY
We can start by considering the following simultaneous reactions, with Kp(T) and a proper advancement
Kp(T) at 500° 525° 550° 560° 570° 580° 590° 600° 610° 620° 630° 640° 650° 660° 670° 680° 690° 700° 750°
A C+2H2=CH4 2.21 1.45 0.97 0.84 0.72 0.62 0.54 0.47 0.4 0.35 0.31 0.27 0.24 0.21 0.19 0.17 0.15 0.13 0.08B C+2H2O=CO2+2H2 0.1 0.17 0.26 0.31 0.37 0.44 0.51 0.6 0.7 0.82 0.95 1.1 1.27 1.5 1.69 1.9 2.2 2.5 4.6C C+H2O=CO+H2 0.02 0.04 0.07 0.1 0.12 0.15 0.19 0.23 0.29 0.35 0.43 0.52 0.64 0.77 0.93 1.1 1.33 1.58 3.59D C+CO2=2CO 0.01 0.02 0.03 0.04 0.05 0.07 0.09 0.11 0.15 0.2 0.25 0.31 0.4 0.5 0.64 0.8 1 2.8
a CH4+2O2=CO2+2H2Ob CH4+CO2=2CO+2H2c CH4+H2O=CO+3H2
shift H2O+CO=CO2+H2 5 4.2 3.5 3.31 3.11 2.9 2.76 2.6 2.47 2.34 2.22 2.1 2 1.9 1.8 1.73 1.65 1.58 1.28
a+b+c 3CH4+2O2=2CO+CO2+6H2
A+B+C+D 4C+3H2O=CH4+3CO+H2 0.001 0.002 0.003 0.006 0.009 0.015 0.025 0.040 0.06 0.100 0.150 0.230 0.350 0.53 3.61
reactions a) and a+b+c) could be ignored because their high Kp indicates they are fully driven to the rightwe want to write the other reactions, cumulatively, with a degree of advancement, if we use only stoichiometric factorsit would be like implying they already are at the equilibrium, which may be not true
if reactions are simultaneous, given infinite activity of solid carbon and availability of reactants, we can state
y=1-w z=2w 1-x=y s=y
we can write all equations for x to find the T that satisfies the equilibria x=w z=2x s=1-x y=1-x
mol IN mol OUTH2 H2O CO2 CO CH4 Total H2 H2O CO2 CO CH4 Total Kp=
A C+2H2=CH4 2 2 2-2x x 2-x x(2-x)/(2(1-x))^2B C+2H2O=CO2+2H2 2 2 2y 2-2y y 2+y y(2y)^2/((2+y)(2(1-y))^2)C C+H2O=CO+H2 1 1 z 1-z z 1+z z^2/(1-z^2)D C+CO2=2CO 1 1 1-w 2w 1+w (2w)^2/(1-w^2)
shift H2O+CO=CO2+H2 1 1 s 1-s s 1-s (1-s)^2/s^2A+B+C+D 4C+3H2O=CH4+3CO+H2 3 3 x 3-3x 3x x 3+2x 27x^5/(3+2x)^2/(3-3x)^3
if we now combine the cumulative and the shift reaction in terms of xxH2O + xCO = (1-x)CO2 + (1-x)H24xC + (3-3x)H2O = xCH4 + 3xCO + xH2
i.e. 4xC + (3-2x)H2O = xCH4 + 2xCO + H2 + (1-x)CO2 and we can express the ratio
775° 800° 850° 900° 1000° 1200° 1300°C
0.06 0.048 0.03 0.02 0.009 0.003 0.0026.1 8 13.4 21 49 187 323
5.26 7.6 15 28 82 470 10004.5 7.1 17 36 139 1179 10000
1.00E+41 1.00E+32210 800 10000 1.00E+06205 655 860 1.00E+05
1.16 1 0.89 0.77 0.6 0.4 0.341
1.00E+43 1.00E+40
8.800 20 100 426 5448 3.00E+05 1.60E+06
CO/(CO+CO2) = 2x/(1+x)
CHAPTER 9
APPENDIX 9.5

Thermochemistry and Test Preparatory Calculations 155
Appendix 9.5, cont.’d:
Kp(T)
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
T °C
Kp
A
B
C
D
Shift
Cumul.

156 Chapter 9
Trials:x=w= 0.83 0.49 0.41 0.39 0.22 0.49 0.485 0.48 0.475 0.47s=y= 0.17 0.51 0.59 0.61 0.78 0.51 0.515 0.52 0.525 0.53
z= 1.66 0.98 0.82 0.78 0.44 0.98 0.97 0.96 0.95 0.94
KpA 8.401 0.711 0.468 0.422 0.161 0.711 0.693 0.675 0.657 0.640KpB 0.003 0.220 0.472 0.572 3.527 0.220 0.231 0.242 0.254 0.266KpC -1.570 24.253 2.053 1.554 0.240 24.253 15.920 11.755 9.256 7.591KpD 8.858 1.264 0.808 0.718 0.203 1.264 1.230 1.198 1.165 1.134
Kpshift 23.837 0.923 0.483 0.409 0.080 0.923 0.887 0.852 0.819 0.7863.692 0.013 0.004 0.003 0.000 0.013 0.012 0.012 0.011 0.010
0.503 0.483 0.463 0.444 0.426 0.409 0.392 0.376 0.360 0.3450.004 0.004 0.004 0.003 0.003 0.003 0.003 0.002 0.002 0.002
0.211 0.202 0.193 0.184 0.175 0.167 0.159 0.151 0.144 0.1370.001 0.001 0.001 0.001 0.000 0.000 0.000 0.000 0.000 0.000
Kpcum
x=w= 0.415 0.41 0.405 0.4 0.395 0.39 0.385 0.38 0.375 0.3s=y= 0.585 0.59 0.595 0.6 0.605 0.61 0.615 0.62 0.625 0.6
z= 0.83 0.82 0.81 0.8 0.79 0.78 0.77 0.76 0.75 0.7
KpA 0.481 0.468 0.456 0.444 0.433 0.422 0.411 0.400 0.390 0.38KpB 0.450 0.472 0.495 0.519 0.545 0.572 0.600 0.630 0.661 0.69KpC 2.214 2.053 1.908 1.778 1.660 1.554 1.456 1.367 1.286 1.21KpD 0.832 0.808 0.785 0.762 0.739 0.718 0.696 0.675 0.655 0.63
KpshiftKpcum
x=w= 0.315 0.31 0.305 0.3 0.295 0.29 0.285 0.28 0.275 0.27s=y= 0.685 0.69 0.695 0.7 0.705 0.71 0.715 0.72 0.725 0.73
z= 0.63 0.62 0.61 0.6 0.59 0.58 0.57 0.56 0.55 0.54
KpA 0.283 0.275 0.268 0.260 0.253 0.246 0.239 0.232 0.226 0.219KpB 1.206 1.271 1.339 1.412 1.489 1.570 1.658 1.750 1.849 1.955KpC 0.658 0.624 0.593 0.562 0.534 0.507 0.481 0.457 0.434 0.412KpD 0.441 0.425 0.410 0.396 0.381 0.367 0.354 0.340 0.327 0.315
KpshiftKpcum
734
0404
0.465 0.46 0.455 0.45 0.445 0.44 0.435 0.43 0.425 0.420.535 0.54 0.545 0.55 0.555 0.56 0.565 0.57 0.575 0.580.93 0.92 0.91 0.9 0.89 0.88 0.87 0.86 0.85 0.84
0.623 0.607 0.592 0.576 0.562 0.547 0.533 0.519 0.506 0.4930.279 0.293 0.307 0.322 0.338 0.354 0.372 0.390 0.409 0.4296.402 5.510 4.817 4.263 3.810 3.433 3.114 2.840 2.604 2.3971.104 1.074 1.044 1.016 0.988 0.960 0.934 0.907 0.882 0.857
0.365 0.36 0.355 0.35 0.345 0.34 0.335 0.33 0.325 0.320.635 0.64 0.645 0.65 0.655 0.66 0.665 0.67 0.675 0.680.73 0.72 0.71 0.7 0.69 0.68 0.67 0.66 0.65 0.64
0.370 0.360 0.351 0.342 0.333 0.324 0.315 0.307 0.299 0.2910.729 0.766 0.805 0.846 0.889 0.935 0.983 1.034 1.088 1.1461.141 1.076 1.017 0.961 0.909 0.860 0.815 0.772 0.732 0.6940.615 0.596 0.577 0.558 0.540 0.523 0.506 0.489 0.472 0.456
Trials: 0.49 0.49 0.41 0.41 0.39 0.39 0.22 0.220.51 0.59 0.61 0.78
T 0.98 T 0.82 T 0.78 T 0.44
570 0.711 600 0.468 605 0.422 685 0.161530 0.220 580 0.472 595 0.572 725 3.527870 24.253 720 2.053 695 1.554 725 0.240725 1.264 690 0.808 685 0.718 725 0.203
800 1100 1200 1400665 595 590 560
0.755 0.726 0.697 0.669 0.643 0.617 0.593 0.569 0.546 0.5240.009 0.009 0.008 0.007 0.007 0.006 0.006 0.005 0.005 0.005
0.330 0.316 0.303 0.290 0.277 0.265 0.254 0.243 0.232 0.2210.002 0.002 0.002 0.001 0.001 0.001 0.001 0.001 0.001 0.001
0.923 0.483 0.409 0.0800.013 0.004 0.003 0.000

Thermochemistry and Test Preparatory Calculations 157
Kp versus x
0.000
0.500
1.000
1.500
2.000
2.500
3.000
3.500
4.000
0.41 0.42 0.43 0.44 0.45 0.46 0.47 0.48 0.49 0.5
x
Kp
A
B
C
D
Shift
Kp versus x
0.000
0.200
0.400
0.600
0.800
1.000
1.200
1.400
1.600
1.800
2.000
0.3 0.32 0.34 0.36 0.38 0.4
x
Kp
A
B
C
D
Shift

..

10 PILOT TEST REPORTING AND
DISCUSSION OF RESULTS
10.1 Introduction The planning of the test was based on the waste organic source characterized in
Chapter 9 and the plasma reactor processing of the automobile shedder material was made in a series of thirteen tests. Successful tests were conducted to demonstrate that the material, heterogeneous and irregular in form as it may arrive to the processing plant, can be made flowable and suitable for continuous and controllable feed. The product gas after quenching, scrubbing and dust cleaning can be used as clean syngas fuel or feedstock to downstream chemical processes. Hydrogen and carbon monoxide were obtained in the range between 20 and 22 vol-% respectively, or 45 and 55 vol-% dry basis, when corrected for nitrogen dilution specific to the pilot plant. The composition was most dependent on the selected operating conditions and use of steam versus dry reforming. Starting from 6.5 wt-% hydrogen content in the fluff, hydrogen production is enhanced by steam reforming. Concerning the aspect of dry reforming, conversion levels depend on the power input and averaged to exceed 3 kg of CO2 per kg of fluff feed. The leach rate (of toxic compounds) from the solid products is well beneath limits set by UNI 10802_2002, or equivalent methods, and allow to consider the ultimate vitrified material safely disposable or a filler for road and construction works. The electric energy demand of the plasma process can be reduced in two ways. A boiler can fit after the plasma reactor to recover waste heat in the product gas and steam would be generated to produce electric energy via a thermal cycle turbine generator. The other substantial method to reduce the electric power input is obtained by consuming part of the fluff feed in an oxygen starved combustion, achieve a quasi auto-thermal process and still allow CO and H2 generation.
10.2 Test Apparatus Description The pilot plant main sections of interest for these experiments are the solid feed
and the plasma reactor. The quench and gas scrubbing, dust removal, carbon purification adsorption of the gases and the feed of gases and utilities like steam and nitrogen purge need not to be detailed as they are regular ancillary parts of the existing system. A simplified block diagram is shown in Figure 1 below.
Plasma Thermal Resident Chamber Quench Baghouse Scrubber Carbon filter
Syngas Feed Figure 1: Block diagram
AshGlass

160 Chapter 10
The solid feed-rate was standardised and maintained for the duration of the test as well as the supply of DC and AC power, H2O, CO2, O2 and N2 were manually recorded at regular intervals. The offgas was continuously measured throughout the test to read the vol-% of H2, CO, CO2, O2, N2 and CH4. Main variables were measured by local instruments and all gases were measured with rotameters, calibrated prior to the beginning of the experiments. Main variables measurements like temperature and pressure at various points, as well as gas feeds and utilities were also measured with on-line instruments and recorded in the process computer tied to the main control system. The off gas volumetric composition was automatically measured by a process gas analyzer, manufactured by NOVA, in which the product gas sample was drawn through a series of heated particulate filters and then dried by passing the syngas over a semi-permeable membrane that allows for transport of water in the sample to a dry nitrogen stream. The resulting clean, dry syngas is analyzed by several different detectors. Simultaneous measurement of carbon monoxide, carbon dioxide, and methane is accomplished with a high stability infra red detector. Hydrogen is detected with a methane compensated thermal conductivity cell. Oxygen is detected with a long-life electrochemical “fuel-cell” sensor. Calibration gases are used at the start of each test to ensure measurement accuracy.
10.3 Fluff Feed Heterogeneous materials, variable in size, quality and physical properties are
typically difficult to feed (Figure 2). Ideally, the material should be finely divided and homogenized before processing. An auger or belt or feed device can then be calibrated to obtain constant, controllable, reproducible and reliable federates. Otherwise, the testing would be erratic and hard to interpret. Figure 2: Fluff as it was made available

Pilot Test Reporting and Discussion of Results 161
After adequate shredding (courtesy of Shredding Systems Inc., Portland, Oregon) and mixing (Figure 3), the pieces of fluff had an apparent uniform size of about one-half centimetre and the mechanical auger feed ran flawless for the whole weight calibration test (several hours at variable speeds) and then for the tests, which altogether lasted several days. Figure 3: Fluff after fine shredding
5 mm
10.4 Plasma Reactor The pilot plant of Integrated Environmental Technologies (IET) has been used
for the tests, thanks to their support and active participation in this research. This plasma reactor accomplishes two distinct operations simultaneously, gasification and vitrification. Organic material is gasified in a chemically reducing environment and inorganic materials (metals and minerals) are melted and incorporated into the glassy product. With regard to product gas emissions, the system had already been demonstrated to produce very low values of dioxin, certainly due to destruction of precursors, lack of free chlorine (the raw syngas contains HCl not Cl2), minimal catalysing metals such as copper, and temperatures well above the dioxin formation window followed by quenching of the gases to below 200°C in a fraction of a second (Tuppurainen, 2003: pp. 652-658). Extensive testing on the destruction of PCBs using this exact technology was conducted by Kawasaki Heavy Industries in Japan in 2003 with the result that the Japanese government approved the use of this technology for treatment of PCBs (Quapp, et al., 2004). NOx compounds are not formed because the

162 Chapter 10
plasma operates in a high temperature reducing environment. Under these conditions oxygen in the system reacts preferentially with excess hydrogen, with CO and other organic compounds. Chlorine in the process reacts with hydrogen to form hydrogen chloride, which is easily scrubbed from the synthesis gas. Thus the offgas has low concentrations of chlorine (in any form), this non-corrosive characteristic becomes important for any subsequent utilisation. Copper and metals present in the electronic scrap remain in the molten glass bath. A small quantity of glass, carbon particles, and other materials will exit the plasma reactor with the gases. These materials form a particulate that is readily removed in the baghouse filter.
Figure 4: PEMTM Conceptual Scheme
The patented Plasma Enhanced Melter (PEM™) system, outlined here just for its process features and shown in Figure 4, has been previously described and its emissions are reported while treating hazardous waste, electronic scrap and medical waste (Quapp, et al., 2003). The process chamber is the heart of the system, it is contained in a double-walled vessel having the sides and the lid cooled with forced air, while the floor is water cooled. The interior of this vessel is lined with layers of refractory materials to contain the molten product, resist to the glass contact and insulate the shell from the high process temperatures. The PEM™ system is operated with a molten glass pool in the bottom of the process vessel. Two drains are located in the process chamber, one in the side wall of the glass pool for normal glass product removal and one in the center of the floor for removal of molten glass or metal. The bottom of the glass pool is fabricated from graphite, covered by an electrically conductive refractory, thus allowing the furnace floor to be used as an electrode in the power supply system. Glass is heated by AC joule-effect to a temperature exceeding 1200°C while the zone above the bath, in vicinity and between the arc electrodes, can reach 1300° to 1500°C, depending on the power input. The DC plasma arc is produced by a pair of graphite electrodes, which arc to the surface of the molten glass and produce heat for the endothermic gasification reactions.

Pilot Test Reporting and Discussion of Results 163
Organic materials are reacted above the glass surface with steam and a small amount of oxygen. Inorganic materials are typically dissolved into the glass pool as oxides. Non-oxidized metals sink to the bottom of the vessel where they melt and alloy together to form a pool of molten metal at the bottom of the glass pool. The PEM™ is a very energy efficient waste plasma processor since the DC and the AC electrodes require minimal cooling water (total losses to electrode holders are less than 5%). There are also small losses on the DC side due to rectifier losses and transformer impedance losses on the AC side. It should be noted that in this plasma system heat is not just added to the top but is added throughout the glass bath in a tri-dimensional manner.
Figure 5: Hot section of the IET Plasma Pilot Plant
The single heating from the top used in other systems often results in glass overheating with possible damages of the refractory and volatilisation of the lighter parts of the glass, like Na2O which are important instead as fluxing agent and keep uniform bath viscosity

164 Chapter 10
and temperature. The proprietary electrode design, cooling and replenishment advancement enables trouble-free and continuous operation, qualities that are also exploited in the laboratory scale pilot plant (Figure 5). As with most small-scale test units, the efficiency is less than a full-scale system due to the relative sizes of nozzles, un-insulated flanges, and the high heat losses with respect to material processing rate. The small scale pilot system uses a proportionately larger quantities of nitrogen for purges and atomization. This increases the relative amount of nitrogen and thus decreases the concentration of hydrogen and other product gases.
10.5 Testing Procedure The key objectives of the test were to demonstrate consistent, controllable, and
reliable feeding of the ASR material, demonstrate efficient conversion to a syngas, evaluate waste heat recovery, and demonstrate permissible leach characteristics of the discharged glass. The quality and treatability of the syngas are also important but they had already been widely demonstrated in previous tests on chlorinated organics and similar waste. After bringing reactor and extended residence chamber to about 900°C, fluff and oxygen were brought to react under a nominal power input of 14 kW to the plasma. The process variables were steam, oxygen and carbon dioxide addition, at constant fluff feed rate. Each run had the duration of about 15 to 20 minutes of stable operation, while approximately 10 minutes were allowed between operating conditions changes, to avoid upsets or erroneous readings. The volume of the pilot plant reactor is such that negligible and yet repetitive lag is observed between variations, hydrogen is faster to displace than carbon monoxide and sufficient time was used to flush the system with nitrogen between heavy CO2 dosages to avoid misinterpretations. About 10 vol-% CO2 was allowed to remain in the syngas, which was achieved by controlling the steam injection with the ultimate result to measure a CO/(CO+CO2) ratio of about 0.7. The procedure was explained for establishing a degree of water-shift-reaction and simultaneous carbon Boudouard equilibria to yield and limit the carbon black formation to about 5% of the total feed rate. The testing feed rate was held constant at 6.3 kg/h for all the selected tests except for the last few runs, which were operated at double capacity feed. Solid glass and ashes were taken out, batch-wise, at the end of each day run, and they are therefore homogeneous averages of the day.
10.6 Energy Balance In terms of heat balance, the process would not be efficient if we were to reason
in terms of a single conversion in a type of incinerator, thing which is incidentally prohibited when treating ASR. If we are however to consider the recovery of valuable products, H2 and CO, the conversion content is very high and the comparison is marked by the blue box reported below. The same waste, requires more energy input in a plasma converter and if only thermal power recovery is then considered, a higher value is obtained, due to the greater input that has been used. The balance described below is based on the quantities and fluxes of the pilot plant, figures that cannot be rated as

Pilot Test Reporting and Discussion of Results 165
optimal for an industrial case, but enough to appreciate the relative efficiency of the intended use, application of Figure 6 below.
Looking at column 5 of Table 1, the power input of the pilot plant appears to penalize the possible application of the process; in reality, 8 of the 14 kWh shown on the table are estimated to be attributable to heat dissipation. A larger system could easily offset the high relative thermal losses of the experimental equipment; nonetheless, it is possible to foresee an efficient application of this study, particularly for the feed stocks that are noxious, or cheap or even a source of revenue -tipping fee- for being treated (Tellini et al., 2004:pp. 143-150). The end result of the left column 1 would obtain 2.05 kWe (20%) and the red value of column 7 and 8 would get 8.19 kWe, against the 24.56 fed to the system (33%). The system is not however meant to transform and extract electric power, so the input and output scale of energies in the blue frame, colour coded as per Table 1, is only meant to fix the relative figures of the discussion.
Figure 6: Main streams and energy flows
AC and DC Power
5
Electrodes
4
Glass
3
O2, N2, H2O, CO2
2
Steam, kW
7
C recycle9
81 Reactor Boiler (expected)
FGTFlufffeed
SyngasCO = 18 vol-%H2 = 22 vol-%
Table 1: Main streams and energy flows, heat and material balance (hourly base)

166 Chapter 10
The efficiency of producing electricity through an incinerator is stated at 20% of the total thermal input as it would be exceeded only with additional heat recovery like district heating, heat pumps or thermo-compression (Chapter 3). The efficiency of the heat recovery was taken higher, as 25% which is justified by higher operating temperatures of the thermal cycle, while the genset can reach 35% or higher efficiency, depending on the combustion engine. The comparison of alternative efficiencies, calculated from the pilot plant operation (bottom line of the table) is favourable to the plasma process, due to the HV of the syngas, 6.62+1.57=8.19 kWhe as opposed to 2.05 kWhe that could be obtained from conventional incineration, but insufficient if we were to subtract the power input of about 14.3 kWh. Understanding that a commercial plasma plant would not have such heavy losses, most of the wasted 8 kW would be spared and the overall balance would close or be slightly positive (6.62+1.57-6)= 2.19 kWhe, value that compares to incineration. In this case, the only advantage of the plasma treatment would need to be sought in plant and emission safety, as well as operating and investment costs or advantages that may derive from CO2 abatement tied to the application of a carbon tax. The greater efficiency would however be gained if the syngas is used as such and it is not thermally down-rated to burn and produce electricity via a thermal engine. The compared efficiency would thus increase to (18.9+1.57)/(14.3+10.26)≥83%, depending on losses and other accounts like electrodes, reheats or ancillary utilities.
10.7 Chemical Analysis and Material Balance of Inorganics
Fluff feed as well as vitrified solid discharge and FGT ash were analysed as reported in Table 2. The analyses were made on samples taken from the bulk of solids, with the miner’s method, i.e. after mixing the solid, a pile of one quart of the material was segregated, the material mixed again and a fourth of that pile segregated again. The operation was repeated until a small pile of sample was obtained, from which a grab sample was taken for chemical analysis. The procedure is clearly affected by the starting heterogeneity, but we can say that each sample was fairly representative of the initial solids. The sample of fluff was taken from the finely shredded material: inaccuracy may occur if a piece of metal is included or excluded from the sample, the same can be said for a tiny rock and glass, but data were reproducible on the average of several determinations. Initially, the resolution of a dozen independent equations linear system was attempted to balance the same number of constituents. Even by using robust algorithms, the system did not converge. We introduced an error compensation for each constituents (physically, that could mean that a constituent was taken in or out by some unit operation or was not correctly accounted, as it could be due to erroneous chemical analysis). The method works and is intrinsically justifiable, but the accuracy of results is merely a mathematical consistency. We then preferred to impose the balance of silicon and the mass flowrate ratio derived accordingly. Silicon is introduced with fluff, is also introduced with a nominal initial charge of glass cullet (used as aid to control the viscosity of the bath), it is drawn from the system with the pouring of the vitrified slag and with the ash.

Pilot Test Reporting and Discussion of Results 167
Table 2: Analysis of solids
1Plasma Baghouse
2 3 Stream units 1 2 3Spec. Weight Kg/l 0.6 2.2 0.3Cl (total) ppm 19,700 201 82,080F (total) ppm 0 370 1,368S (total) ppm 34,763 < 29 24,082Al ppm 4,227 60.7 1,920Ca ppm 16,135 24,311 7,610Cu ppm 3,635 50.9 3,580Fe ppm 33,090 97.4 3,370Mg ppm 2,036 < 247 3,040Pb ppm 1,378 1.5 10,660Zn ppm 3,338 167 25,140Si ppm 112,530 288,490 119,200K ppm 653 29.4 14,900Na ppm 880 614 171,540Hg ppm < 0.5 < 0.5 7.4Sn ppm 55.9 < 2.5 824P ppm 465 12.2 349B ppm 110 2.7 461Ba ppm 692 10.9 508Be ppm < 0.09 < 0.1 0.1Cd ppm 11.9 < 0.5 61.3Co ppm 16.2 < 0.1 3.6Cr ppm 210 9.4 63.7Mn ppm 304 34.6 322Mo ppm 39.2 < 2.5 79.1Ni ppm 90.6 0.6 43.9As ppm 3.8 < 0.5 22.5Sb ppm 140 < 0.5 260Se ppm < 0.5 < 0.5 28.9V ppm 15.1 < 0.2 4.1
The poured molten glass contains silicon of the slag but also the unbalance of silicon coming from the reactor glass pool, having quality assimilated to ordinary glass, Table 3.
Table 3: Cullet glass composition Since the system was started afresh, it is reasonable to make the hypothesis that the extra glass lining input contribution had the same composition of the cullet, while the glass pool exiting portion had the same composition of the poured glass. We had measured the quantity of fluff introduced in the repetitive tests, not
simply by calibrating the auger feed, but by difference of all the material weighted in a starting bucket and in the final leftover bin (28.6 kg for the October 6th tests).
wt-% wt-%K2O 1.9 as K 1.6SiO2 70.5 as Si 33.0Al2O3 1.9 as Al 1.0Fe2O3 0.4 as Fe 0.28CaO 13 as Ca 9.3Na2O 12 as Na 8.9
99.7 54.08

168 Chapter 10
Similarly, we knew the quantity of cullet (4.5 kg) and the quantity of poured glass (20 kg at the end of the tests). It is not known how much glass remained inside the reactor (a quantity of molten glass is always left inside, even during idle conservation of the equipment), we can assume about 1/4th of the reactor useful volume, say 7 liters or 15 kg at the end of the tests. The quantity of ash (2.1 kg after drying the water off) was measured and was also affected by the quantity of dolomite, MgCO3●CaCO3, which was actually added to pre-coat the baghouse filter at the start of operation (0.7 kg). We considered that only about one third of the dolomite, 0.25 kg, exited as Ca and Mg with the ash, but this contribution plays a marginal role in the overall balance indeed. The material balanced for silicon, which may well be considered inert, relevant to a 28.6 kg fluff feed and 20 kg residual glass pouring is reported under Appendix 10.1. To conclude considerations on the material balance of inorganics, the metals and species that are not accounted in the analyses of solids are abated in the scrubber section of the gas cleaning system and are exhibited in the material balance as exiting stream “Off”, whereas gases and organics are discussed in separate sections of this Chapter.
Figure 7: Cullet and inorganic materials leaving the reactor
7 Dolomite1 4 To scrubber
Inorganic materialsBalance (dry)
Feed6 Plasma Baghouse 5
Cullet+molten inside Adjustment2 3
Slag - kg Cullet - kg Off - kg Q1/Q2 Q1/Q615 4.15 3.4 1.9 6.920 8.5 4.1 1.4 3.425 13 5 1.1 229 16 5.5 1 1.835 22 6.5 0.8 140 26 7.3 0.7 1
Mass balance at 28.6 kg fluff feed
0
5
10
15
20
25
30
15 20 25 29 35 40
Glass slag, kg
Kg
0
1
2
3
4
5
6
7
Rat
ios
Cullet, kgOff, kgQ1/Q2Q1/Q6

Pilot Test Reporting and Discussion of Results 169
Referring to the table of Appendix 10.1 and to Figure 7, the unbalance of 4.1 kg is not necessarily to constitute the whole load to the scrubbing system. There can be pieces of metals, steel for instance, having a melting point >1570°C, that might have sunk to the bottom of the glass bath and were not extracted, therefore it escaped the analysis used as base of the material balance. Similarly, there may be some metal oxides and pieces of rock that did not melt and remained on the bottom of the bath of the pilot plant. Such problems would not occur with a continuous industrial reactor blow-down and would be items to consider for a scale-up design.
10.8 Syngas Produced and Operating Input It is reasonable to assume that all gas-phase molecules behave ideally, pressure
is practically atmospheric or slightly negative, kinetics are non influential since the temperatures are well above the minimum equilibrium temperatures that minimise Gibbs free energy. On such basis, molar balances and gas compositions were calculated. The mass feed ratios of O/C, H2O/C and CO2/C were varied between 0.2 and 2.0 and the resulting syngas composition is shown on the gas diagrams reported below. Given the 14 kW DC power feed limitations of the experimental unit, the first issue was to feed sufficient pure oxygen to establish a quasi auto-thermal process when it is well known that most gasification reactions are endothermic. Oxygen feed ratios were varied with the main criteria to sustain the fluff conversion and syngas generation, depending on the water or carbon dioxide feed to the reactor. The power consumption is also affected by thermal dissipation, but since there is equivalence between electric power and oxygen supply, the choice becomes a matter of relative cost: performance of the process and the attained temperatures are interchangeable irrespective of the power source.
Figure 8: Syngas generation
Experimental water to carbon feed ratio, or to that effect, CO2 to carbon feed ratio ranged from 0.2 to 1.8 and the amount of CO and H2 is shown in Figure 8. Each bubble represents the gas average concentration for a given operating parameter. The size of the bubbles is proportional to the number of repetitive measurements at the indicated feed ratios. The maximisation of the H2 concentration and bubble
frequency was obtained for the higher steam to carbon ratios whereas excessive steam injection did not significantly improve the hydrogen production, although it increased the power input need. The mid points (3 to 6) have dual feed of H2O and CO2. As the water increases, with lower CO2 feed, H2 increases and the CO production diminishes.

170 Chapter 10
Figure 9: Offgas generation
Repeatability for the CO and H2 production in 13 selected trials is shown in Figure 9. The trials were characterised by stable run-lengths of about 20 minutes, and the operating variables (O2, H2O, CO2) were ratioed to the carbon feed. The
diagram swith nitrothe gases,
Offgas generated in 13 (Pure syngas basis: CO = 55.3 vol-% and H2 = 44.7 vol-%)
vol-% Avg; 1
vol-% Avg; 10.3
vol-% Avg; 19.6
COCO2H2
On the bareported discussionof the expdiagrams
Table 4:
StableTrials
T61T62T63T64T65T66T67
F
fluff and been precommerchomogena 6th degrdevelops note diagr
54.N2
CO, H2, CO2 measured in the syngas were manually taken every 5 minutes whereas the vol-% process instrumentation recorded every 2 seconds. Thehows that the product gas is strongly diluted by nitrogen. The reactor is not fed gen nor air, but N2 is largely utilised with water injection in the quenching of downstream the plasma reactor.
vol-% Avg; 16.1
N2
sis of the process computer recordings, all significant trials of October 6th are and diagrammed in Appendix 10.2 to this chapter. For convenience of , we report under Table 4 the exiting gas composition with main reagents input eriments performed on that day, followed by Figure 10 and Figure 11 relevant of two significant runs (Tellini et al., 2005).
Main data pertinent to October 6th experimentation
Averages report for each run of October 6
Exiting gas vol-% wt-ratio feed wt-ratiosCO H2O/C CO2/C O2/C
CO CO2 CH4 H2 (CO+CO2)
18.2 10.2 0.4 16.2 0.6 0.3 0.0 1.719.0 9.7 0.7 19.7 0.7 0.8 0.0 1.717.9 11.0 0.5 19.7 0.6 1.2 0.0 1.817.5 11.5 0.4 21.1 0.6 1.7 0.0 1.822.4 13.4 0.4 15.4 0.6 0.8 1.4 1.719.6 13.8 0.0 9.3 0.6 0.0 0.9 1.724.6 7.6 0.0 19.1 0.8 0.9 0.0 2.1
luctuations are explainable with the variable composition of the heterogeneous by the irregularities in feeding the solid with an auger, although the auger had viously calibrated. Results would clearly be much smoothened out for a ial plant where the large solid feed-rate is likely to resemble continuity and eity. For practical purposes, the gas measurements are also superimposed with ee polynomial interpolation and it becomes quite evident that the H2 production homothetically with the CO production. Correspondent to syngas peaks, we am valleys for the CO2 that also exits with the product gas.

Pilot Test Reporting and Discussion of Results 171
Figure 10: Oct 6, trial 1
Oct 6, Run # 1Plenum T=1080°C, PEM T=820°C, TRC T= 1050°C, DC Feed = 14 kW
20.2%
11.5 %
0.3 %
18.2%17.7
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0
11.0
4.00
11.0
4.30
11.0
5.00
11.0
5.30
11.0
6.00
11.0
6.30
11.0
7.00
11.0
7.30
11.0
8.00
11.0
8.30
11.0
9.00
11.0
9.30
11.1
0.00
11.1
0.30
11.1
1.00
11.1
1.30
11.1
2.00
11.1
2.30
11.1
3.00
11.1
3.30
11.1
4.00
11.1
4.30
11.1
5.00
11.1
5.30
11.1
6.00
11.1
6.30
11.1
7.00
11.1
7.30
11.1
8.00
11.1
8.30
11.1
9.00
11.1
9.30
Solar time
Vol-%
, syn
gas
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
1.80
2.00
Wt-R
atio
s
COCO2CH4H2CO/(CO+CO2)H2O/CCO2/C (n.a.)O2/CPolinom. H2Polinom. COPolinom. CO2
Figure 11: Oct 6, trial 5
Oct 6, Run # 5Plenum T=1065°C, PEM T=807°C, TRC T= 1115°C, DC Feed = 14 kW
24.7%
14.9%
0.3 %
18.5%
15.7
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0
22.0
24.0
26.0
12.5
0.00
12.5
0.40
12.5
1.20
12.5
2.00
12.5
2.40
12.5
3.20
12.5
4.00
12.5
4.40
12.5
5.20
12.5
6.00
12.5
6.40
12.5
7.20
12.5
8.00
12.5
8.40
12.5
9.20
13.0
0.00
13.0
0.40
13.0
1.20
13.0
2.00
13.0
2.40
13.0
3.20
13.0
4.00
13.0
4.40
13.0
5.20
13.0
6.00
13.0
6.40
13.0
7.20
13.0
8.00
13.0
8.40
13.0
9.20
13.1
0.00
13.1
0.40
Solar time
Vol-%
, syn
gas
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
1.80
Wt-R
atio
s
COCO2CH4H2CO/(CO+CO2)H2O/CCO2/CO2/CPolinom. H2Polinom. COPolinom. CO2

172 Chapter 10
Test # 1 had no CO2 feed, but H2O. At constant material and power feed , the oxygen to carbon weight ratio was kept at 1.7 for both tests. Test #5 exhibits a greater H2O/C (0.8) and an admission of CO2/C of 1.4 weight ratio, yielding a CO percent of about 3 points greater. The limitation effect of electric power feed versus the possibility to obtain a satisfactory dry reforming was one aspect of the experiments. In preparatory tests it has been possible to run experiments to “crash”, in the sense to obtain no better output or no output for a given feed ratio of CO2/C and H2O/C as opposed to O2/C. In other words, a test was visibly satisfactory when syngas was analysed by the process instruments (CO and H2 above 10. vol-% plus O2 nil, evidence of reducing atmosphere), with limited carbon black formation (indicated by no increase of pressure drops in the baghouse, as compared to the normal operating level of ∆P ≈ 1 psi that maintained the measured reactor pressure slightly negative or atmospheric), and temperature stable above 900 °C in the reactor. The test crashed when missing said objectives as the water and carbon dioxide feed combination was increased. The footing for energy is the burning or partial oxidation of the carbon, ideally this consumes no electric power, it releases thermal power. As water and CO2 to carbon ratios are increased, without feeding oxygen, electric power must be increased or cracking and gasification would not occur or stop. The attempt was to draw a tri-dimensional power envelope (ordinate z) dependent upon steam and dry reforming characterised by H2O/C and CO2/C axes (x, y), as initially planned and explained under Chapter 9. Losses and available power input limitations allowed few points of measurements that are summarised in Table 5 and easily allow the equation of a limiting useful power plane. Feed combinations exceeding the power of the plane require oxygen, or conversely, for a given useful power input only permissible combinations of water and CO2 to carbon ratios would be possible.
Table 5: Electric power input vs. H2O and CO2 feed ratios z = kW (net of losses) x = H2O/C y = CO2/C
4.3 0.2 0 8. 1. 0 9. 0.2 1.
0
1912.180113.402.1
=
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡ zyx
z = 3.375 + 4.625 x + 4.7 y [kW]
In a tri-dimensional graph, the plane cuts the permissible boundary region of feed combinations, for example at z = 9 kW x = 0.5, y = 0.7 or x = 0.8, y = 0.4, while x ≤ 0, y = 1.5 is a non permissible locus. The result is more speculative than useful, with additional experimental data in a wider power range, a surface intersection boundary could be determined, but even that case would mainly offer a graphic representation rather than a tool for operation.

Pilot Test Reporting and Discussion of Results 173
10.9 Carbon Balance and Carbon Black From the quality of measured syngas we have seen that methane production was
marginal, non detectable or below 0.3 vol-%. From the ash analysis, carbon black was generated, particularly when only CO2 was fed to the reactor, experience that was attempted with the preliminary tests. As we have already discussed, we had the need to use O2 to compensate for lack of electrical power. This could have been avoided by feeding a relatively smaller rate of fluff (higher power intensity input), but we would have then suffered a discontinuous feed of the solids, bridging inside the feed bin and unreliable calibration of the auger feed. The use of extra oxygen may actually generate CO2 because the combustion has very rapid kinetics and the reaction is not necessarily controllable to stop short at partial oxidation. We have seen that water introduction brings control benefits and reduces soot or carbon black formation. All considerations enable to conclude that a large reactor, starved with oxygen and with steam reforming sustained by adequate power feed would work satisfactorily and the dry reforming would actually convert CO2 plus carbon to greater concentration of syngas. Based on measured results taken from the pilot plant size and type of experimentation, the carbon balance for the significant tests of October 6th is reported under Appendix 10.3 to this Chapter. The gas vol-% are those taken from the experiments and the consistency has been verified for two fluff feed carbon concentrations. The quantities of carbon, are the same that are exhibited in the run sheets of Appendix 10.2, tables that are placed in front of each exhibited diagram. Conversions are expressed with and without recycle of the residual carbon black.
Concerning the CO2 abatement, it is interesting to observe Table 6 below, which reports plasma results but also the amount of CO2 that would be generated in a full combustion of the carbon source plus the CO2 intended as plasma reagent.
Table 6: Abatement of CO2
Abatement of CO2
C CO2 CO2 CO2 Diff.#mol in # #mol in # #mol out # # combustion
0.4717 5.66 0 0 0.133 5.870 20.753 14.883g 0.4717 5.66 0 0 0.159 6.980 20.753 13.773c 0.4717 5.66 0.1 4.4 0.169 7.445 25.153 17.709
A B B-A
70%c-g 0.464 11% 3.936
0.4717 5.66 0 0 0.145 6.379 20.753 14.375g' 0.4717 5.66 0 0 0.158 6.936 20.753 13.818c' 0.4717 5.66 0.2 8.8 0.211 9.297 29.553 20.256 69%
c'-g' 2.362 27% 6.438
#mol entering Test H2O O2 CO2 T61 .12 .03 - line above line g T63 .37 .03 - line g T66 .03 .03 .1 line c T62 .27 .03 - line above line g’ T64 .53 .03 - line g’ T65 .26 .03 .2 line c’

174 Chapter 10
The carbon enters as organic fraction of the material, graphite electrodes and CO2 and it exits as CO2, CO and residual carbon black fraction. It is clear that allowing oxygen and also the degree of CO2 formation already explained, even the plasma reactor generates CO2 with a converted quantity of input CO2 greater when higher power to carbon feed is available. The CO2 introduced into the plasma process, as a reagent, is mostly converted. Furthermore, the CO2 that would be generated in a conventional burning of the fluff would be much greater. By reading the balance (lbs and lbs-mol/h) of lines “g” and “c”, that start with the same carbon content and have CO2 added for line c”, the ultimate quantity of CO2 that leaves the system is only 11 wt-% of the CO2 that was introduced. In a combustion process all carbon and CO2 would go to CO2, and the difference that we read is 70%. Based on other tests data ( T64 and T65) we read different percentages due to different operating parameters, but the end result is always that a substantial percent of the CO2 is taken out from emissions.
Carbon calculations were based from the beginning of the experiments on the 41 wt-% carbon content that was firstly analysed; later carbon analysis indicated a higher carbon content up to 54 wt-%, difference that might be attributable to two major facts. The latter sample, taken from the same shredded material, needed very fine grinding for the laboratory microanalysis and it is possible that some heavy solids like scrap metals or rocks were not included or even that the material first analysed had greater humidity. All variations are likely to occur again with any processing of fluff and for that reason we remained with the initial carbon concentration of 41 wt-%. Compared to the same gas results and to the same feed of reagents (CO2, O2 and H2O), a greater carbon concentration in the fluff would reduce the conversion and increase the carbon black recycling.
A table was generated for the forms of carbon of each run (C input, carbon black, graphite from electrodes, CO, CO2, CH4) and significant tables are reported for the October 6th tests under Appendix 10.2. The initial percent of carbon black was estimated to vary between 7 and 15 % of the feed that justifies to recycle it back in a commercial reactor. During the tests, a lower residual portion of carbon black was found, 12.9 wt-% of the total ash quantity accumulated for all tests in one day. The quantity of dry ash of that day was 2. kg as opposed to the total fluff feed of 28.6 kg, i.e. 2.2 wt-% of the incoming fluff carbon. 10.10 Pseudo-order and Rate of Reaction
When considering high temperatures reactions, the chemical states of combination are very fast and the chemistry kinetics is not the controlling variable, the study is essentially thermodynamic and the reactions can be considered at their equilibrium. The problem can be studied with macroscopic balances at the inlet and outlet of the system, without the need to analyse the evolution with local temperature or concentrations profiles. We made the hypothesis that reactions go on irreversibly until the reactants are exhausted because we operate above the equilibrium temperature. Starting from heterogeneous material this implies that all the reacting material is decomposed and/or converted to the gas phase.

Pilot Test Reporting and Discussion of Results 175
We can ascertain if the two hypotheses hold true or if the hindrance to gasification can prevent that reactions reach the equilibrium.
-r = k(T) ● f(CA, CB, …)
the kinetic constant is independent from concentrations and generally depends on temperature, catalyst, pressure and/or less importantly, on phase variables for liquid systems. The constant can easily be expressed in the form of Arrhenius formula in which the pre-exponential factor is an indication of the collision frequency and the minimum energy to react is given by the activation term E.
k(T) = A ● exp(-E/RT) or in log form ln k = ln A – E/R (1/T)
constants are found for most species, but we dealt with an unidentified solid mixture so we derive the values from our experimental data. We only use data measured at fairly homogeneous temperatures. Firstly, we determine the pseudo-order of reaction for the gas reactants
-r = k ● CAa ● CB
b● CC
c for a cumulative order of reaction n= a+b+c exponents that are not necessarily linked to the pseudo-reaction stoichiometry. Since the reactor volume was fixed, we can simply write concentrations●Volume=moles
|r| = k(T) ● [O2]a ● [H2O]b ● [CO2]c
the rate becomes moles of carbon consumed in 1 hour for a reaction volume V in m3. Table 7: Average feed wt-ratios and temperatures in the reactor and TRC chamber
Test H2O/C CO2/C PEM °C TRC °C
T51 0.20 1010 990 T52 0.43 1070 1050 T53 0.12 1050 1080 T54 0.09 1090 1085 T55 0.19 1080 1110 T56 0.41 1095 1130 T61 0.30 1080 1045 T62 0.82 1062 1065 T63 1.18 1080 1090 T64 1.71 1075 1110 T65 0.78 1.41 1075 1115 T66 0.95 1100 1135 T67 0.93 1150 1150

176 Chapter 10
We utilise the reactions tests of Table 7 that indicates main feed ratios and operating temperatures. Mole rates are in #mole/h and details are reported in Appendix 10.3.
T62 0.399 = k62 (.03+.29)a (.27)b
T64 0.421 = k64 (.03+.3)a (.53)b
T65 0.558 = k65 (.03+.27)a (.26)b (.2)c
T67 0.81 = k67 (.06+.34)a (.32)b
passing to logarithms, for the same average temperature Tavg=1071°C, we have identical ln k for all reactions
T62 0.9188 + ln k = 1.1394 a + 1.3093 b T64 0.8651 + ln k = 1.10866 a + 0.63488 b T67 0.2107 + ln k = 0.9163 a + 1.1394 b
solving and substituting into T65, we get
a= 3.13, b= -0.05, c= -0.334 and n= 2.75 plus k= 13.2
The same pseudo-order of reaction introduced into T61 and T63 yield k61= 13.71 and k63= 13.47, while things are not as good for reaction T66: this is explained by the fact that we ran the reaction without practical addition of H2O other than humidity and the molecular water of the substance. Water is important, even when dry reforming is made because both reforming reactions are endothermic, ∆HR = 49 kcal/mol and ∆HR = 59 kcal/mol for H2O and CO2 respectively. The water excess acts to control and stabilize the temperature due to its thermal capacity and through the parallel reactions of water-gas shift (moderately exothermic) and steam reforming (endothermic) with the additional advantage that hydrogen is supplied and this is a further help when using low hydrogen feedstocks (Natta and Piontelli, 1937: pp. 177-182). We also verified the pseudo-constants for reactions of the series T5. Reaction T55(1095°C) gave k=18., T52(1060°C) gave k=14.78 and T54 (1088°C) gave k=15.35. In consideration and adjusting for different temperatures, the fit was however moderately consistent because we ran those tests with little or no steam. Notwithstanding these considerations, it appears that we are within the order of magnitude of the calculated rate constant. 10.11 CSTR Space Time
The reactor behaves like a backmixed reactor. One doubt could be that if a plug flow reactor fits the data, we would obtain a significantly smaller reactor volume, but these considerations cannot apply to the turbulent chamber where the plasma is generated. In other types of plasma reactors, the reaction is confined to an annular cylinder but even within such region, where for example gases are conveyed and constrained by a magnetic field, turbulence and local temperature uniformity allow to consider the reaction volume fully mixed. The objection could possibly hold in the thermal residence chamber (TRC) of our apparatus, where the gases transit without

Pilot Test Reporting and Discussion of Results 177
catalyst or additional reagent, just to prolong their residence time at high temperature, or in special cases, are assisted by a flame when low heating value feedstock are used. This last case did not apply to our experiments: we had the potential post-combustion disabled. We therefore assimilate the whole available reaction volume to a continuous stirred tank reactor, practically operated to exceed the thermodynamic equilibrium temperature, and we can apply the integral design formula of a CSTR:
V = FA0
● X /(-r)exit or t = CA0
● X /(-r)exit
written to obtain the volume or the reactor space time for a given feed-rate FA0 or initial concentration CA0 in terms of conversion X and exiting rate of reaction. Reactions consumed fluff at the rate of 13 lbs/h, having the average carbon content of 41 wt-%, in a volume of reaction that can be estimated from visual physical dimensions as follows: a molten glass overhead space of about one third of a cubic foot plus a TRC volume of about 90 liters, for a total of say 100 liters (detailed size and internals of the reactor are not disclosed as they are proprietary information of IET, owner of the pilot plant). This means that we obtain a reactor space time calculated as follows:
13(0.41)/12 = 0.4441 #mol converted carbon moles 13.2/0.100 = 132. #mol/h/m3 rv rate, 100 l reactor 0.4441/132 = 0.0033 h = 11.8 s space time in seconds
The residence time calculated from such apparent geometry appears to be
consistent with the 10 to 15 seconds lag that we observed between gas displacement readings during the experiments. Speculating on the TRC, which is actually seen as an additional safety for operating a system that treats (variable quality) waste, one may infer that if we limit our space time to the volume of the plasma zone itself, the time reduces to one tenth, approximately 1.2 seconds, which compares to literature values found for the thermal cracking of hydrocarbons. 10.12 Activation Energy of the Pseudo-reaction
The next calculation is E, the energy of activation in Arrhenius’ formula, Figure 12: k(T) and activation constant determination
k(T) = A ● exp(-E/RT)

178 Chapter 10
we can ratio two constants, at different operating temperatures (Figure 12),
ln k1 = A’ + (-E/RT1) and ln k2 = A’ + (-E/RT2) ln k1 - ln k2 = -E/R(1/T1 - 1/T2) (2.6 – 2.58)/((7.3-7.44)●10-4) = - E/1.987 E = 2838 cal/g-mol = 2.84 kcal/g-mol
The order of magnitude of 3 kcal/g-mol seems to support the hypothesis that we are in chemical regime and it makes sense because we operate at high temperature with minute solid pieces and turbulence in the plasma gasification volume. The rate of reaction often follows the rule of thumb to double for every 10°C temperature increase, but it also becomes more sensitive as the activation energy becomes larger. A possibility to verify the value that we obtained is the relation of activation energy with the heat of reaction, through the empirical method of Polanyi-Semenov (Fogler, 1992: p. 102).
E = C – α (-∆HR) with C = 48 kJ/mol and α = -0.75 for endothermic reactions (we aim to convert to CO and H2)
The gasification/conversion reaction(s) of our carbonaceous solid mix may be quite involved, as we also burn some carbon with O2 to supply heat. To carry out this type of check let us write the hypothetical reaction with the moles measured at the balance of the experiment test T65, subtracting the moles of non reacted C and found as carbon black, and ignoring methane which is in nominal quantity (0.005 #mol/h or less), we obtain a cumulative, hypothetical stoichiometry as per Table 8: Table 8: Cumulative stoichiometry and ∆H of reaction @ 1300°C
C +H2O = CO +H2 C +CO2 = 2CO C +O2 = CO2
0.354 0.29 0.2 0.27 = 0.342 0.228 0.211 ultimately we have to correlate the ni to calculate the ∆HR 0.342 0.228 0.057 = 0.342 0.228 +4.2 kcal/g-mol referred to one entering mol of C we get 1. 0.6666 0.1666 = 1. 0.6666 12.28 kcal/g-mol
The quantity of H2 was derived from the ratio with CO obtained for the experiment T65 in which H2/CO ≈ 1/1.5.
E = 11.47 - 0.75(+12.28) = 2.26 kcal/g-mol
This value is 20% smaller than we calculated, but we know that we had significant heat losses (it is like saying that our operation converted less C and burned it to supply heat, so the end result was like forcing a greater ∆HR that reflects in a smaller E).

Pilot Test Reporting and Discussion of Results 179
10.13 Ash and Vitrified Material Discharge Ashes were collected after quenching, at the bottom of the bag filter. Their
quality was checked, not for disposable characteristics, but to investigate the possibility to design a conventionally rapped waste heat boiler for the offgas downstream the plasma reactor.
Table 9: Ash constituents (wt-%) The amount of carbon black and ashes are suitable to be recycled back to the reactor and the inert portion is purged with the molten glass. Constituents of the ash are marginally affected by the dolomitic neutralising and coating agent as already explained. Major ash constituents are reported in Table 9.
Specific weight [kg/l] 0.3Carbon 12.90Chlorine 8.20
Fluorine 0.13Sulfur (as total) 3.47Cadmium 0.0061Chromium 0.0064Copper 0.36Mercury 0.00074Zinc 2.51
The testing had been planned for the gasification purposes above and further analytical work was beyond the purposes of this test. Only gaseous effluents were measured whereas the glass leaching test and the analysis of the ashes were done afterward. No analysis was made for the ultimate gases released by the system nor the constituents of the scrubbed water were investigated. In previous tests, dealing with high chlorine waste (PCBs) and mercury hospital wastes, it had been ascertained that contaminants released by the plasma reactor as HCl, HF, or Cd, Pb, Zn and Hg for the metallic treatment case, can be captured safely and neutralised without fear to release them to the atmosphere (Batdorf et al., 2005). As to the water cooling, water effluent quality and treatment, no investigations were planned since the topics are fully studied and applied already in plasma plants commercialised by IET. The discharged glass well compares to the glass scoured from the reactor in similar tests. Leaching tests were performed according to the Italian method UNI 10802_2002, a water leaching test that recently homogenised European norms set for disposable or safe reusable solids. Similar favourable testing can be obtained according to EPA TCLP 1311. The comparison of the sample analysis and the permissible values are given in Table 10.

180 Chapter 10
Table 10: UNI 10802_2002 Limits and Analysed Leachate from residual glass Species US / EPA TCLP
Test Limit (ppm) UNI 10802_2002 Test Limit (mg/l)
Leach Analysis (mg/l)
pH 9.83 TDS 400 100 DOC 50 < 1 Phenol Index Not Applicable 0.1 < 0.01 Arsenic (As) 5.0 0.05 < 0.001 Barium (Ba) 100.0 2 0.05 Cadmium (Cd) 1.0 0.004 < 0.001 Chromium (Cr) 5.0 0.05 0.001 Copper (Cu) Not Applicable 0.2 0.003 Lead (Pb) 5.0 0.05 0.002 Mercury (Hg) 0.2 0.001 < 0.001 Molibdenum (Mo) Not Applicable 0.05 < 0.001 Nickel (Ni) Not Applicable 0.04 0.001 Antimonium (Sb) Not Applicable 0.006 < 0.001 Selenium (Se) 1.0 0.01 < 0.001 Silver (Ag) 5.0 Not Applicable Zinc (Zn) Not Applicable 0.4 0.01 Chlorides (Cl) Not Applicable 80 3.4 Fluorides (F) Not Applicable 1 < 0.1 Sulphates (SO4) Not Applicable 100 < 1
Figure 13: Possible reuse products from poured glass
Value and possible reuse of the glass discharge will greatly vary on location and use. From tests and reuse studies in USA, the glass matrix can be modified to make grit blasting media, low density aggregates, roofing tiles, bricks and blocks (Surma et al., 2001). The recycle concept uses the coarse fraction of the crushed glass for grit blasting media and the finer fraction for low density foam glass products (Figure 13). While the glass density is between 2.3 and 2.8 g/cm3, the density of the foam glass tiles and bricks can be adjusted between 0.4 and 1 g/cm3, or depend upon the strength of the required material.

Pilot Test Reporting and Discussion of Results 181
10.14 Coupling of CO2 Emissions to the Plasma Plant
On the basis of utilising the results of the pilot plant tests, it is possible to extrapolate to a possible plant the results in order to have an appreciation of the key figures that we should deal with. The scaling up of the plant will clearly modify the parameters; nonetheless, higher efficiency, the possibility to feed higher specific power and achieve better conversion with lower recycling will enable to exceed the minimum base results that we can summarise below.
Let us start from some fundamental figures to trace the minimum achievements of the possible plant that couples an emission gas treatment with a plasma dry reformer. 100,000 Nm3/h of flue gas with an average content of 10 vol-% CO2 = 20 t/h CO2
Using a CO2/C wt-ratio = 1.5, we need 13.3 t/h C or 27 t/h fluff, which already gives the impressive capacity of 648 t/day or say 142,560 t/year. Based on the material conversion of the pilot plant, and ignoring for the moment the recycling, we can express the balance in terms of C t-moles/h and such a plant would have 1.54 t-mol/h entering C, found at the end of the process in 0.15 t-mole/h of carbon black, the same of un-reacted CO2 and 1.23 t-mole/h of CO for an overall yield of 34.5 t/h CO and about 2 t/h H2 in product gases. These orders of magnitude can better be visualised for the exact balance, constructed on the flow apportionment of the experiments:
• The product gas was diluted to 50 vol-% by the quenching nitrogen introduced after the reactor in the FGT
• The vol-% of the CO2 bleed was 10% of the gas exiting the system • The carbon black formation was about 10 wt-% of the raw carbon fed as CO2
and fluff • The dry syngas ratios were 55 vol-% for CO and 45 vol-% for H2
Given that we wish to start with 20 t/h = 0.455 t-mole/h CO2 and use a CO2/C wt-ratio of 1.5, the equations and the solutions are as follows:
Reactor
t = CO
r = H2
x = CO 2
y = C
z = CO 2 recyc.
s = C recyc.
Overall C mole balance x + y = z + t + s CO2 recycle z ≤ (0.1) 2 (z + t + r) Carbon black recycle s ≤ 0.1 (44 x + 12 y) /12 Syngas quality t = 0.55 (t + r)

182 Chapter 10
Given x = 0.455 Given 44 x / 12 y = 1.5 or x / y = 0.41 molar Solving for the variables, the values become as follows:
t-mol/h t/h x 0.455 20. y 1.11 13.32 t 0.885 24.78 z 0.402 17.67 s 0.278 3.34 r 0.724 1.45
If we were to consider a 5% bleed and recycle of CO2, which is likely to be achieved with higher power to the electrodes, the results would be as follows:
t-mol/h t/h x 0.455 20. y 1.11 13.32 t 1.05 29.4 18 % greater than 24.78 z 0.238 10.47 40 % lower than 17.67 s 0.278 3.34 r 0.909 1.81 25 % higher than 1.45
These order of magnitude are a clear sign of the necessity of a substantial scale-up and the necessity of a major investment to accomplish it.

Pilot Test Reporting and Discussion of Results 183
10.15 References
Batdorf J., D. Lamar and W. Quapp, May 9-13, 2005. “Demonstration of Mercury Capture Efficiency during Medical Waste Processing in a PEMTM.” 24th Int.’l Conf. on Incineration and Thermal Treatment Technologies, Galverston, Texas.
Fogler S., 1992. Elements of Chemical Reaction Engineering. 2nd ed., (Englewood Cliffs, NJ: Prentice Hall).
Natta G. and R. Piontelli, April, 1937. “Sull’utilizzazione del metano per la produzione di idrogeno.” La Chimica e l’Industria, XV, Anno XIX, No. 4.
Quapp W. and D. Lamar, May 12-16, 2003. “Waste Gasification - Test Results from Plasma Destruction of Hazardous, Electronic, and Medical Wastes.” IT3 Conference, Florida.
Quapp W., J.Batdorf, D. Lamar et al., May 10-14, 2004. “Destruction of Electrical Equipment and PCB Oil in a PEMTM.” IT3 Conference, Arizona.
Surma J., W. Quapp and R. Dejaiffe, 2001. “Production of Recycled Products from Coal Ash Using a PEMTM.“ International Ash Utilisation Symposium, Paper # 101, Center for Applied Energy Research, University of Kentucky.
Tellini M., P. Céntola, R. Del Rosso and P. Gronchi, 2004, May. “Hydrogen from Waste.” Chemical Engineering Transactions, Vol. 4, (Pisa, Italy: AIDIC Hydrogen Conference Proceedings), ISBN 88-900775-3-0.
Tellini M., J. Batdorf, W. Quapp and P. Céntola, 2005. “Automobile Shredder Residue Destruction in a Plasma Gasification Reactor.” Article submitted, under referees evaluation.
Tuppurainen K., A. Asikainen, P. Ruokojarvi and J. Ruuskanen, 2003. “Perspectives on the Formation of Polychlorinated Dibenzo-p-dioxins and Dibenzofurans during Municipal Solid Waste (MSW) Incineration and other Combustion Processes.” Acc. Chem. Res., 36 (9).

184 Chapter 10
Appendix 10.1: Balance of Inorganics Appendix 10.2: Syngas Diagrams and Balances Appendix 10.3: Balance of Carbon

Pilot Test Reporting and Discussion of Results 185
7 Dolomite1 4 To scrubber
Inorganic materialsBalance (dry)
Feed6 Plasma Baghouse 5
Cullet+molten inside Adjustment 2 3
(concentrations, ppm can be seen as wt-ratios) in-out [g] deltaStream M.W. units +1 -2 -3 +6 +7 1+6+7-2-3 g-moleSpec. Wt. Kg/l 0.6 2.2 0.3 2.86Cl (total) 35.5 ppm 19,700 201 82,080 384 10.8F (total) 19 ppm 0 370 1,368 -10 -0.5 (-)S (total) 32 ppm 34,763 29 24,082 942 29.4 69Al 27 ppm 4,227 60.7 1,920 10000 201 7.4 94 25Ca 40 ppm 16,135 24,311 7,610 93000 217000 804 20.1 (+)Cu 63.5 ppm 3,635 50.9 3,580 95 1.5Fe 55.8 ppm 33,090 97.4 3,370 2800 961 17.2 drop, melt.point >1500°CMg 24.3 ppm 2,036 247 3,040 132000 80 3.3 and FeS2 pyrite, melts @ 1171°Pb 207 ppm 1,378 1.5 10,660 17 0.1Zn 65.4 ppm 3,338 167 25,140 38 0.6Si 28 ppm 112,530 288,490 119,200 330,000 -1 0.0 must balanceK 39 ppm 653 29.4 14,900 16000 122 3.1Na 23 ppm 880 614 171,540 89000 403 17.5Hg 200.6 ppm 0.5 0.5 7.4 0 Sn 118.7 ppm 55.9 2.5 824 0 P 31 ppm 465 12.2 349 12 B 11 ppm 110 2.7 461 2 Ba 137.3 ppm 692 10.9 508 18 Be 9 ppm 0.09 0.1 0.1 0 Cd 112.4 ppm 11.9 0.5 61.3 0 Co 59 ppm 16.2 0.1 3.6 0 Cr 52 ppm 210 9.4 63.7 6 Mn 55 ppm 304 34.6 322 7 Mo 96 ppm 39.2 2.5 79.1 1 Ni 58.7 ppm 90.6 0.6 43.9 2 As 75 ppm 3.8 0.5 22.5 0 Sb 121.7 ppm 140 0.5 260 3 Se 79 ppm 0.5 0.5 28.9 0 V 51 ppm 15.1 0.2 4.1 0 Sum g/t 234,520 314,747 471,529 540,800 349,000 n.a.
6,708 -6,295 -1,006 4,597 87 4,091 in/o t in 6+1 trials 1 batch 1dry batch 1 batch 1dry batch
kg 28.602 2.134 0.250 4.091 1.4 3.4measured measured measured calculated
gu
20 8.5
Appendix 10.1

186 Chapter 10
Date Time TI-0115 TI-0119 TI-0674 Carbon Fluff6/10 every 2" CO CO2 CH4 H2 Plenum Offgas Inside CO H2O/C O2/C feed #/h feed #/h Steam Steam SteamO2 PEMO2 PEM O2 PEM O2 TRCO2 TRCO2 TRC Tot O2
(solar) vol-% after PEMTRC (CO+CO2) feed feed @ carbon % PSI SCFM #/hr PSI SCFH #mol/hr PSI SCFH #mol/hr #/hr4.00.00 0.2 0.3 0.0 0.3 704 500 533 416.00.00 0.6 6.9 0.0 0.1 843 593 752
10.00.02 0.3 1.6 0.0 0.4 1059 752 986T61 11.06.02 18.5 10.3 0.4 17.0 1085 824 1034 0.64 0.3049 1.7189 5.248 12.8 15 10.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.06.04 18.4 10.3 0.4 16.9 1085 824 1034 0.64 0.3049 1.7189 5.248 12.8 15 10.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.06.06 18.3 10.4 0.4 16.8 1085 824 1034 0.64 0.3049 1.7189 5.248 12.8 15 10.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.06.08 18.2 10.4 0.4 16.8 1085 824 1034 0.64 0.3049 1.7189 5.248 12.8 15 10.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.12.12 19.4 9.5 0.5 16.9 1080 824 1040 0.67 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.12.14 19.3 9.5 0.5 16.9 1080 824 1040 0.67 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.12.16 19.3 9.6 0.5 16.8 1080 824 1040 0.67 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.14.20 18.4 10.8 0.5 16.4 1068 818 1052 0.63 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.14.22 18.4 10.9 0.4 16.4 1068 818 1052 0.63 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.14.24 18.3 10.9 0.4 16.4 1068 818 1052 0.63 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.14.26 18.2 10.8 0.4 16.4 1068 818 1052 0.63 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.14.28 18.1 10.8 0.4 16.4 1068 818 1046 0.63 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.14.30 18.1 10.8 0.4 16.5 1068 818 1046 0.63 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.14.32 18.0 10.9 0.4 16.5 1068 818 1046 0.62 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.14.34 18.1 10.9 0.4 16.5 1068 818 1046 0.62 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.15.36 18.1 10.9 0.3 16.4 1068 818 1052 0.62 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.15.38 18.0 10.8 0.3 16.2 1068 818 1052 0.63 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.15.40 17.9 10.7 0.2 16.1 1068 818 1052 0.63 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.15.42 17.8 10.6 0.2 16.0 1068 818 1052 0.63 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.15.44 17.7 10.5 0.2 15.9 1068 818 1052 0.63 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.15.46 17.6 10.4 0.2 15.8 1068 818 1052 0.63 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.15.48 17.5 10.4 0.2 15.7 1068 818 1052 0.63 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.15.50 17.5 10.3 0.3 15.6 1068 818 1052 0.63 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.15.52 17.5 10.2 0.3 15.5 1068 818 1052 0.63 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.15.54 17.5 10.1 0.3 15.5 1068 818 1052 0.63 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.15.56 17.4 10.0 0.2 15.4 1068 818 1052 0.64 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.15.58 17.4 10.0 0.3 15.4 1068 818 1052 0.64 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.16.00 17.5 9.9 0.3 15.3 1068 818 1052 0.64 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.16.02 17.4 9.9 0.2 15.3 1074 818 1052 0.64 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.16.34 18.0 9.3 0.3 15.5 1074 818 1052 0.66 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.16.50 18.4 9.3 0.3 15.8 1080 818 1052 0.66 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.16.52 18.5 9.4 0.3 15.9 1080 818 1052 0.66 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.16.54 18.5 9.4 0.3 15.9 1080 818 1052 0.66 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.18.02 18.9 9.9 0.3 17.0 1080 818 1052 0.66 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021T61 11.18.04 18.9 9.9 0.3 17.1 1080 818 1052 0.66 0.3049 1.7189 5.248 12.8 15 11.5 1.6 40 4 0.113 45 18 0.169 9.021
Chapter 10, Appendix 10.2Test T61
Some central data for main variables(more than 1000 lines were recorded for each run)

Pilot Test Reporting and Discussion of Results 187
Offgas generated in 13 trials(Pure syngas basis: CO = 55.3 vol-% and H2 = 44.7 vol-%)
54.1
16.1
10.3
19.6
COCO2H2N2

188 Chapter 10
1 Nitrogen flow rate 1 6 Gas measurement is dry 11 Carbon solid by difference1.70 scfh SCFM 2.68
21P correct to air
7 Gas Composition 1.5 C(s) 0.98 lb/hr88.0 psig O2 0.0% 8% of feed4.6 scfm SCFM
1 air#mole @SC =379CO 19.0% 12 Water from Equilibrium Calculation
0.7 lbmols/hr ft3 CO2 10.1% T (°C) 1,069 2 Material feed rate CH4 0.4% Factor 0.49
0% Error term H2 16.3% H2O 0.23 lbmols/hr12.8 lb/hr lbmol/hr subtotal 45.8% 13 Composition
C 40.7% 5.21 0.43 N2 54.2% CO 0.25 lbmols/hrH2 5.4% 0.69 0.35 100.0% CO2 0.13 lbmols/hrO2 7.6% 0.97 0.0304 8 Flow rate calculation based on nitrogen H2 0.22 lbmols/hrH2O 4.0% 0.51 0.03 Offgas 8.4 scfm CH4 0.01 lbmols/hr
3 Steam flow rate 9 Carbon in offgas H2O 0.23 lbmols/hr1.6 lb/hr C in CO 0.25 lbmols/hr N2 0.72 lbmols/hr
0.09 lbmols/hr C in CO2 0.13 lbmols/hr Total 0.96 lbmols/hr4 Oxygen flow rate - PEM C in CH4 0.01 lbmols/hr 14 Oxygen Balance
40.0 scfh subtotal 0.39 lbmols/hr O2 In 0.37 lbmols/hr4.0 psig 4.73 lb/hr O2 Out 0.38 lbmols/hr0.7 scfm 10 Hydrogen and methane by ratio Delta (0.0081) -2%
0.11 lbmols/hr H2 0.22 lbmols/hr 15 Hydrogen balance5 Oxygen flow rate - TRC CH4 0.01 lbmols/hr H2 In 0.46
45.0 scfh 11 Oxygen in offgas H2 Out 0.46 18.0 psig O2 - lbmols/hr Delta 0.0000 1.1 scfm 16 Combined Delta
0.17 lbmols/hr Delta 0.0081 5a Carbon dioxide flow rate - PEM
- scfh 3.0 psig - scfm - lbmols/hr
2a Carbon from electrodes 0.5 lb/hr
October 6th, Test number 1 Material balance on manual average readings
Appendix 10.2

Pilot Test Reporting and Discussion of Results 189
Oct 6, Run # 1Plenum T=1080°C, PEM T=820°C, TRC T= 1050°C, DC Feed = 14 kW
20.2%
11.5 %
0.3 %
18.2%17.7
16.3
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0
11.0
4.00
11.0
4.30
11.0
5.00
11.0
5.30
11.0
6.00
11.0
6.30
11.0
7.00
11.0
7.30
11.0
8.00
11.0
8.30
11.0
9.00
11.0
9.30
11.1
0.00
11.1
0.30
11.1
1.00
11.1
1.30
11.1
2.00
11.1
2.30
11.1
3.00
11.1
3.30
11.1
4.00
11.1
4.30
11.1
5.00
11.1
5.30
11.1
6.00
11.1
6.30
11.1
7.00
11.1
7.30
11.1
8.00
11.1
8.30
11.1
9.00
11.1
9.30
Solar time
Vol-%
, syn
gas
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
1.80
2.00
Wt-R
atio
s
COCO2CH4H2CO/(CO+CO2)H2O/CCO2/C (n.a.)O2/CPolinom. H2Polinom. COPolinom. CO2
O2/C
H2O/C

190 Chapter 10
1 Nitrogen flow rate 1 6 Gas measurement is dry 11 Carbon solid by difference1.70 scfh 7 Gas Composition 1.5 2.57
20C(s) 0.87 lb/hr
88.0 psig O2 0.0% 7% of feed4.6 scfm CO 18.4% 12 Water from Equilibrium Calculation0.7 lbmols/hr CO2 10.8% T (°C) 1,215
2 Material feed rate CH4 0.5% Factor 0.37 0% Error term H2 17.0% H2O 0.37 lbmols/hr
12.8 lb/hr lbmol/hr subtotal 46.7% 13 CompositionC 40.7% 5.21 0.43 N2 53.3% CO 0.25 lbmols/hrH2 5.4% 0.69 0.35 100.0% CO2 0.15 lbmols/hrO2 7.6% 0.97 0.0304 8 Flow rate calculation based on nitrogen H2 0.23 lbmols/hrH2O 4.0% 0.51 0.03 Offgas 8.6 scfm CH4 0.01 lbmols/hr
3 Steam flow rate 9 Carbon in offgas H2O 0.37 lbmols/hr4.3 lb/hr C in CO 0.25 lbmols/hr N2 0.72 lbmols/hr
0.24 lbmols/hr C in CO2 0.15 lbmols/hr Total 1.09 lbmols/hr4 Oxygen flow rate - PEM C in CH4 0.01 lbmols/hr 14 Oxygen Balance
40.0 scfh subtotal 0.40 lbmols/hr O2 In 0.45 lbmols/hr5.0 psig 4.84 lb/hr O2 Out 0.46 lbmols/hr0.7 scfm 10 Hydrogen and methane by ratio Delta (0.0069) -2%
0.12 lbmols/hr H2 0.23 lbmols/hr 15 Hydrogen balance5 Oxygen flow rate - TRC CH4 0.01 lbmols/hr H2 In 0.61
45.0 scfh 11 Oxygen in offgas H2 Out 0.61 18.0 psig O2 - lbmols/hr Delta 0.0000 1.1 scfm 16 Combined Delta
0.17 lbmols/hr Delta 0.0069 5a Carbon dioxide flow rate - PEM
- scfh 6.0 psig - scfm - lbmols/hr
2a Carbon from electrodes 0.5 lb/hr
Chapter 10, Appendix 10.2 October 6th, Test number 2Material balance on manual average readings

Pilot Test Reporting and Discussion of Results 191
Oct 6, Run # 2Plenum T=1060°C, PEM T=812°C, TRC T= 1060°C, DC Feed = 14 kW
21.4%
12.0%
0.3 %
23.4%
18.6
22.6
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0
22.0
24.0
11.2
3.00
11.2
3.44
11.2
4.28
11.2
5.12
11.2
5.56
11.2
6.40
11.2
7.24
11.2
8.08
11.2
8.52
11.2
9.36
11.3
0.20
11.3
1.04
11.3
1.48
11.3
2.32
11.3
3.16
11.3
4.00
11.3
4.44
11.3
5.28
11.3
6.12
11.3
6.56
11.3
7.40
11.3
8.24
11.3
9.08
11.3
9.52
11.4
0.36
11.4
1.20
11.4
2.04
11.4
2.48
11.4
3.32
11.4
4.16
11.4
5.00
11.4
5.44
11.4
6.28
Solar time
Vol-%
, syn
gas
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
1.80
2.00
Wt-R
atio
s, fe
ed
COCO2CH4H2CO/(CO+CO2)H2O/CCO2/C (n.a.)O2/CPolinom. H2Polinom. COPolinom. CO2
O2/C
H2O/C

192 Chapter 10
1 Nitrogen flow rate 1 6 Gas measurement is dry 11 Carbon solid by difference1.70 scfh 7 Gas Composition 1.5 2.56
20C(s) 0.86 lb/hr
88.0 psig O2 0.0% 7% of feed4.6 scfm CO 17.5% 12 Water from Equilibrium Calculation0.7 lbmols/hr CO2 11.7% T (°C) 1,241
2 Material feed rate CH4 0.3% Factor 0.35 0% Error term H2 17.8% H2O 0.47 lbmols/hr
12.8 lb/hr lbmol/hr subtotal 47.3% 13 CompositionC 40.7% 5.21 0.43 N2 52.8% CO 0.24 lbmols/hrH2 5.4% 0.69 0.35 100.0% CO2 0.16 lbmols/hrO2 7.6% 0.97 0.0304 8 Flow rate calculation based on nitrogen H2 0.24 lbmols/hrH2O 4.0% 0.51 0.03 Offgas 8.7 scfm CH4 0.00 lbmols/hr
3 Steam flow rate 9 Carbon in offgas H2O 0.47 lbmols/hr6.2 lb/hr C in CO 0.24 lbmols/hr N2 0.72 lbmols/hr
0.34 lbmols/hr C in CO2 0.16 lbmols/hr Total 1.19 lbmols/hr4 Oxygen flow rate - PEM C in CH4 0.00 lbmols/hr 14 Oxygen Balance
40.0 scfh subtotal 0.40 lbmols/hr O2 In 0.51 lbmols/hr8.0 psig 4.85 lb/hr O2 Out 0.51 lbmols/hr0.8 scfm 10 Hydrogen and methane by ratio Delta (0.0030) -1%
0.12 lbmols/hr H2 0.24 lbmols/hr 15 Hydrogen balance5 Oxygen flow rate - TRC CH4 0.00 lbmols/hr H2 In 0.72
45.0 scfh 11 Oxygen in offgas H2 Out 0.72 18.0 psig O2 - lbmols/hr Delta 0.0000 1.1 scfm 16 Combined Delta
0.17 lbmols/hr Delta 0.0030 5a Carbon dioxide flow rate - PEM
- scfh 4.0 psig - scfm- lbmols/hr
2a Carbon from electrodes 0.5 lb/hr
Chapter 10, Appendix 10.2 October 6th, Test number 3 Material balance on manual average readings

Pilot Test Reporting and Discussion of Results 193
Oct 6, Run # 3Plenum T=1080°C, PEM T=812°C, TRC T= 1090°C, DC Feed = 14 kW
20.7%
12.0%
0.3 %
24.3%
18.3
22.6
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0
22.0
24.0
11.5
1.00
11.5
1.42
11.5
2.24
11.5
3.06
11.5
3.48
11.5
4.30
11.5
5.12
11.5
5.54
11.5
6.36
11.5
7.18
11.5
8.00
11.5
8.42
11.5
9.24
12.0
0.06
12.0
0.48
12.0
1.30
12.0
2.12
12.0
2.54
12.0
3.36
12.0
4.18
12.0
5.00
12.0
5.42
12.0
6.24
12.0
7.06
12.0
7.48
12.0
8.30
12.0
9.12
12.0
9.54
12.1
0.36
12.1
1.18
12.1
2.00
12.1
2.42
12.1
3.24
Solar time
Vol-%
, syn
gas
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
1.80
2.00
Wt-R
atio
s, fe
ed
COCO2CH4H2CO/(CO+CO2)H2O/CCO2/C (n.a.)O2/CPolinom. H2Polinom. COPolinom. CO2
O2/C
H2O/C

194 Chapter 10
1 Nitrogen flow rate 1 6 Gas measurement is dry 11 Carbon solid by difference1.70 scfh 7 Gas Composition 1.5 2.31
18C(s) 0.61 lb/hr
87.0 psig O2 0.0% 5% of feed4.6 scfm CO 17.7% 12 Water from Equilibrium Calculation0.7 lbmols/hr CO2 10.9% T (°C) 1,229
2 Material feed rate CH4 0.5% Factor 0.36 0% Error term H2 21.7% H2O 0.54 lbmols/hr
12.8 lb/hr lbmol/hr subtotal 50.8% 13 CompositionC 40.7% 5.21 0.43 N2 49.3% CO 0.26 lbmols/hrH2 5.4% 0.69 0.35 100.0% CO2 0.16 lbmols/hrO2 7.6% 0.97 0.03 8 Flow rate calculation based on nitrogen H2 0.32 lbmols/hrH2O 4.0% 0.51 0.03 Offgas 9.2 scfm CH4 0.01 lbmols/hr
3 Steam flow rate 9 Carbon in offgas H2O 0.54 lbmols/hr9.0 lb/hr C in CO 0.26 lbmols/hr N2 0.72 lbmols/hr
0.50 lbmols/hr C in CO2 0.16 lbmols/hr Total 1.26 lbmols/hr4 Oxygen flow rate - PEM C in CH4 0.01 lbmols/hr 14 Oxygen Balance
40.0 scfh subtotal 0.42 lbmols/hr O2 In 0.59 lbmols/hr9.0 psig 5.10 lb/hr O2 Out 0.56 lbmols/hr0.8 scfm 10 Hydrogen and methane by ratio Delta 0.0316 5%
0.13 lbmols/hr H2 0.32 lbmols/hr 15 Hydrogen balance5 Oxygen flow rate - TRC CH4 0.01 lbmols/hr H2 In 0.87
45.0 scfh 11 Oxygen in offgas H2 Out 0.87 18.0 psig O2 - lbmols/hr Delta (0.0000) 1.1 scfm 16 Combined Delta
0.17 lbmols/hr Delta 0.0316 5a Carbon dioxide flow rate - PEM
- scfh 4.0 psig - scfm- lbmols/hr
2a Carbon from electrodes 0.5 lb/hr
Chapter 10, Appendix 10.2 October 6th, Test number 4 Material balance on manual average readings

Pilot Test Reporting and Discussion of Results 195
Oct 6, Run # 4Plenum T=1060°C, PEM T=810°C, TRC T= 1110°C, DC Feed = 14 kW
19.5%
13.0%
0.3 %
24.2%22.9
23.5
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0
22.0
24.0
12.1
9.00
12.1
9.40
12.2
0.20
12.2
1.00
12.2
1.40
12.2
2.20
12.2
3.00
12.2
3.40
12.2
4.20
12.2
5.00
12.2
5.40
12.2
6.20
12.2
7.00
12.2
7.40
12.2
8.20
12.2
9.00
12.2
9.40
12.3
0.20
12.3
1.00
12.3
1.40
12.3
2.20
12.3
3.00
12.3
3.40
12.3
4.20
12.3
5.00
12.3
5.40
12.3
6.20
12.3
7.00
12.3
7.40
12.3
8.20
12.3
9.00
12.3
9.40
Solar time
Vol-%
, syn
gas
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
1.80
2.00
Wt-R
atio
s, fe
ed
COCO2CH4H2CO/(CO+CO2)H2O/CCO2/C (n.a.)O2/CPolinom. H2Polinom. COPolinom. CO2
%
O2/C
H2O/C

196 Chapter 10
1 Nitrogen flow rate 1 6 Gas measurement is dry 11 Carbon solid by difference1.70 scfh 7 Gas Composition 1.5 3.07
24C(s) 1.36 lb/hr
87.0 psig O2 0.0% 11% of feed4.6 scfm CO 22.2% 12 Water from Equilibrium Calculation0.7 lbmols/hr CO2 13.7% T (°C) 1,238
2 Material feed rate CH4 0.3% Factor 0.35 0% Error term H2 14.8% H2O 0.38 lbmols/hr
12.8 lb/hr lbmol/hr subtotal 50.9% 13 CompositionC 40.7% 5.21 0.43 N2 49.1% CO 0.33 lbmols/hrH2 5.4% 0.69 0.35 100.0% CO2 0.20 lbmols/hrO2 7.6% 0.97 0.03 8 Flow rate calculation based on nitrogen H2 0.22 lbmols/hrH2O 4.0% 0.51 0.03 Offgas 9.3 scfm CH4 0.00 lbmols/hr
3 Steam flow rate 9 Carbon in offgas H2O 0.38 lbmols/hr4.1 lb/hr C in CO 0.33 lbmols/hr N2 0.72 lbmols/hr
0.23 lbmols/hr C in CO2 0.20 lbmols/hr Total 1.10 lbmols/hr4 Oxygen flow rate - PEM C in CH4 0.00 lbmols/hr 14 Oxygen Balance
25.0 scfh subtotal 0.53 lbmols/hr O2 In 0.60 lbmols/hr42.0 psig 6.36 lb/hr O2 Out 0.55 lbmols/hr0.8 scfm 10 Hydrogen and methane by ratio Delta 0.0471 8%
0.12 lbmols/hr H2 0.22 lbmols/hr 15 Hydrogen balance5 Oxygen flow rate - TRC CH4 0.00 lbmols/hr H2 In 0.60
40.0 scfh 11 Oxygen in offgas H2 Out 0.60 18.0 psig O2 - lbmols/hr Delta 0.0000 0.9 scfm 16 Combined Delta
0.15 lbmols/hr Delta 0.0471 5a Carbon dioxide flow rate - PEM
40.0 scfh 42.0 psig 1.1 scfm 0.2 lbmols/hr
2a Carbon from electrodes 0.5 lb/hr
Chapter 10, Appendix 10.2 October 6th, Test number 5 Material balance on manual average readings

Pilot Test Reporting and Discussion of Results 197
Oct 6, Run # 5Plenum T=1065°C, PEM T=807°C, TRC T= 1115°C, DC Feed = 14 kW
24.7%
14.9%
0.3 %
18.5%
15.7
17.9
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0
22.0
24.0
26.0
12.5
0.00
12.5
0.40
12.5
1.20
12.5
2.00
12.5
2.40
12.5
3.20
12.5
4.00
12.5
4.40
12.5
5.20
12.5
6.00
12.5
6.40
12.5
7.20
12.5
8.00
12.5
8.40
12.5
9.20
13.0
0.00
13.0
0.40
13.0
1.20
13.0
2.00
13.0
2.40
13.0
3.20
13.0
4.00
13.0
4.40
13.0
5.20
13.0
6.00
13.0
6.40
13.0
7.20
13.0
8.00
13.0
8.40
13.0
9.20
13.1
0.00
13.1
0.40
Solar time
Vol-%
, syn
gas
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
1.80
Wt-R
atio
s
COCO2CH4H2CO/(CO+CO2)H2O/CCO2/CO2/CPolinom. H2Polinom. COPolinom. CO2
O2/C
H2O/C

198 Chapter 10
1 Nitrogen flow rate 1 6 Gas measurement is dry 11 Carbon solid by difference1.70 scfh 7 Gas Composition 1.5 4.18
33C(s) 2.47 lb/hr
87.0 psig O2 0.0% 19% of feed4.6 scfm CO 17.2% 12 Water from Equilibrium Calculation0.7 lbmols/hr CO2 14.8% T (°C) 1,368
2 Material feed rate CH4 0.0% Factor 0.29 0% Error term H2 7.8% H2O 0.28 lbmols/hr
12.8 lb/hr lbmol/hr subtotal 39.8% 13 CompositionC 40.7% 5.21 0.43 N2 60.2% CO 0.21 lbmols/hrH2 5.4% 0.69 0.35 100.0% CO2 0.18 lbmols/hrO2 7.6% 0.97 0.03 8 Flow rate calculation based on nitrogen H2 0.09 lbmols/hrH2O 4.0% 0.51 0.03 Offgas 7.6 scfm CH4 - lbmols/hr
3 Steam flow rate 9 Carbon in offgas H2O 0.28 lbmols/hr- lb/hr C in CO 0.21 lbmols/hr N2 0.72 lbmols/hr- lbmols/hr C in CO2 0.18 lbmols/hr Total 1.00 lbmols/hr
4 Oxygen flow rate - PEM C in CH4 - lbmols/hr 14 Oxygen Balance29.0 scfh subtotal 0.38 lbmols/hr O2 In 0.44 lbmols/hr31.0 psig 4.60 lb/hr O2 Out 0.42 lbmols/hr0.8 scfm 10 Hydrogen and methane by ratio Delta 0.0181 4%
0.13 lbmols/hr H2 0.09 lbmols/hr 15 Hydrogen balance5 Oxygen flow rate - TRC CH4 - lbmols/hr H2 In 0.37
40.0 scfh 11 Oxygen in offgas H2 Out 0.37 19.0 psig O2 - lbmols/hr Delta 0.0000 1.0 scfm 16 Combined Delta
0.15 lbmols/hr Delta 0.0181 5a Carbon dioxide flow rate - PEM
30.0 scfh 31.0 psig 0.7 scfm 0.1 lbmols/hr
2a Carbon from electrodes 0.5 lb/hr
Chapter 10, Appendix 10.2 October 6th, Test number 6 Material balance on manual average readings

Pilot Test Reporting and Discussion of Results 199
Oct 6, Run # 6Plenum T=1100°C, PEM T=800°C, TRC T= 1135°C, DC Feed = 14 kW
23.8%
14.8%
0.0%
12.6%
8.1
12.9
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0
22.0
24.0
13.3
0.00
13.3
0.42
13.3
1.24
13.3
2.06
13.3
2.48
13.3
3.30
13.3
4.12
13.3
4.54
13.3
5.36
13.3
6.18
13.3
7.00
13.3
7.42
13.3
8.24
13.3
9.06
13.3
9.48
13.4
0.30
13.4
1.12
13.4
1.54
13.4
2.36
13.4
3.18
13.4
4.00
13.4
4.42
13.4
5.24
13.4
6.06
13.4
6.48
13.4
7.30
13.4
8.12
13.4
8.54
13.4
9.36
13.5
0.18
13.5
1.00
13.5
1.42
13.5
2.24
Solar time
Vol-%
, syn
gas
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
1.80
Wt-R
atio
s, fe
ed
COCO2CH4H2CO/(CO+CO2)H2O/C (n.a.)CO2/CO2/CPolinom. H2Polinom. COPolinom. CO2
%
O2/C

200 Chapter 10
1 Nitrogen flow rate 1 6 Gas measurement is dry 11 Carbon solid by difference1.70 scfh 7 Gas Composition 1.5 7.51
31C(s) 4.32 lb/hr
87.0 psig O2 0.0% 18% of feed4.6 scfm CO 25.4% 12 Water from Equilibrium Calculation0.7 lbmols/hr CO2 6.8% T (°C) 1,500
2 Material feed rate CH4 0.0% Factor 0.24 0% Error term H2 21.0% H2O 0.36 lbmols/hr
24.0 lb/hr lbmol/hr subtotal 53.2% 13 CompositionC 40.7% 9.77 0.81 N2 46.8% CO 0.39 lbmols/hrH2 5.4% 1.30 0.65 100.0% CO2 0.10 lbmols/hrO2 7.6% 1.82 0.06 8 Flow rate calculation based on nitrogen H2 0.32 lbmols/hrH2O 4.0% 0.96 0.05 Offgas 9.7 scfm CH4 - lbmols/hr
3 Steam flow rate 9 Carbon in offgas H2O 0.36 lbmols/hr4.9 lb/hr C in CO 0.39 lbmols/hr N2 0.72 lbmols/hr
0.27 lbmols/hr C in CO2 0.10 lbmols/hr Total 1.08 lbmols/hr4 Oxygen flow rate - PEM C in CH4 - lbmols/hr 14 Oxygen Balance
50.0 scfh subtotal 0.50 lbmols/hr O2 In 0.56 lbmols/hr18.0 psig 5.95 lb/hr O2 Out 0.48 lbmols/hr1.2 scfm 10 Hydrogen and methane by ratio Delta 0.0776 14%
0.19 lbmols/hr H2 0.32 lbmols/hr 15 Hydrogen balance5 Oxygen flow rate - TRC CH4 - lbmols/hr H2 In 0.97
40.0 scfh 11 Oxygen in offgas H2 Out 0.69 19.0 psig O2 - lbmols/hr Delta 0.2873 1.0 scfm 16 Combined Delta
0.15 lbmols/hr Delta 0.3649 5a Carbon dioxide flow rate - PEM
- scfh 4.0 psig - scfm- lbmols/hr
2a Carbon from electrodes 0.5 lb/hr
Chapter 10, Appendix 10.2 October 6th, Test number 7 Material balance on manual average readings

Pilot Test Reporting and Discussion of Results 201
Oct 6, Run # 7Plenum T=1150°C, PEM T=800°C, TRC T= 1140°C, DC Feed = 14 kW
26.5%
9.4%
0.2%
23.4%
19.5
23.5
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0
22.0
24.0
26.0
14.0
0.00
14.0
0.32
14.0
1.04
14.0
1.36
14.0
2.08
14.0
2.40
14.0
3.12
14.0
3.44
14.0
4.16
14.0
4.48
14.0
5.20
14.0
5.52
14.0
6.24
14.0
6.56
14.0
7.28
14.0
8.00
14.0
8.32
14.0
9.04
14.0
9.36
14.1
0.08
14.1
0.40
14.1
1.12
14.1
1.44
14.1
2.16
14.1
2.48
14.1
3.20
14.1
3.52
14.1
4.24
14.1
4.56
14.1
5.28
14.1
6.00
14.1
6.32
Solar time
Vol-%
, syn
gas
0.00
0.50
1.00
1.50
2.00
2.50
Wt-R
atio
s, fe
ed
COCO2CH4H2CO/(CO+CO2)H2O/CCO2/C (n.a.)O2/CPolinom. H2Polinom. COPolinom. CO2
%
O2/C
H2O/C

202 Chapter 10
#mol/h a #mol/ha-b (a-b)/cIN ** Sum OUT Process conv. C%
1087° Subst. C CO2 Electr. C Sum C N2 Subst.O2 H2O CO2 O2 mol O2 C black Conv.'d to CO to CO2 to CH4 COT61 0.43 0.042 0.472 0.72 0.03 0.12 0.28 0.370 0.082 0.390 0.251 0.133 0.005 53.2T63 0.43 0.042 0.472 0.72 0.03 0.37 0.29 0.505 0.072 0.400 0.237 0.159 0.004 50.3T66 0.43 0.1 0.042 0.572 0.72 0.03 0.03 0.1 0.28 0.425 No steam addition 0.206 0.366 0.197 0.169 0.000 34.41071°
T62 0.43 0.042 0.472 0.72 0.03 0.27 0.29 0.455 0.073 0.399 0.247 0.145 0.007 52.4T64 0.43 0.042 0.472 0.72 0.03 0.53 0.3 0.595 0.051 0.421 0.256 0.158 0.007 54.3T65 0.43 0.2 0.042 0.672 0.72 0.03 0.26 0.2 0.27 0.630 0.113 0.558 0.342 0.211 0.005 51.0T67 0.81 0.042 0.852 0.72 0.06 0.32 0.7 0.920 0.360 0.492 0.388 0.104 0.000 45.5
Process conversionGas vol-% vol-% dry C in gas expressed as CO to total C feed
OUT as per process analyser ultimate C conversion (No carbon black,1087° H2 N2 CO CO2 CH4 CO CO2 CH4 separated upstream or recycled)
T61 16.3 54.2 19.0 10.1 0.400 64.4 34.2 1.4 100.0T63 17.8 52.8 17.5 11.7 0.300 59.3 39.7 1.0 100.0 Conversion expressed hereT66 7.8 60.2 17.2 14.8 0.000 53.8 46.3 0.0 100.0 as CO to total gasified C.1071° If the total C black is recycled,
T62 17 53.3 18.4 10.8 0.500 62.0 36.4 1.7 100.0 it is like stating that all CT64 21.7 49.3 17.7 10.9 0.500 60.8 37.5 1.7 100.0 is converted to gases.T65 14.8 49.1 22.2 13.7 0.300 61.3 37.8 0.8 100.0T67 19.1 46.8 25.4 6.8 0.000 78.9 21.1 0.0 100.0
Trial T61, material balances:** Graphite electrodes consumed @ 0.5 #/h .473 moles C in = .082 C 0 combined O2
.251 CO 0.126
.133 CO2 0.133CO .005 CH4 0
CO2 PEM Separator CO2 0.471 0.259C + electrodes CH4 We started with .37 moles, .37-.259=.111 extra oxygen, must be in H2O
due to reducing environment, recombination with H2 and nil measurements.111x2=.222 H2O out, which is separated and not measured by NOVA.222-.12=.102 H2O generated or about .05 moles O2
C black recycle Exiting water from shift reaction=.22(.13)/.25/.0247exp(4020/T°K)=.23, ok. H2in=.34+.12=.46 and H2out=.22H2+.01CH4+.23H2O=.46 ok
41 wt-% Carbon content of fluff
Appendix 10.3

Pilot Test Reporting and Discussion of Results 203
#mol/h a #mol/ha-b (a-b)/cIN ** Sum OUT Process conv. C%
1087° Subst. C CO2 Electr. C Sum C N2 Subst.O2 H2O CO2 O2 mol O2 C black Conv.'d to CO to CO2 to CH4 COT61 0.571 0.042 0.612 0.72 0.03 0.12 0.28 0.370 0.223 0.389 0.250 0.133 0.005 40.9T63 0.571 0.042 0.612 0.72 0.03 0.37 0.29 0.505 0.213 0.399 0.237 0.158 0.004 38.6T66 0.571 0.1 0.042 0.712 0.72 0.03 0.03 0.1 0.28 0.425 No steam addition 0.348 0.364 0.196 0.168 0.000 27.51071°
T62 0.571 0.042 0.612 0.72 0.03 0.27 0.29 0.455 0.214 0.398 0.247 0.145 0.007 40.3T64 0.571 0.042 0.612 0.72 0.03 0.53 0.3 0.595 0.193 0.420 0.255 0.157 0.007 41.7T65 0.571 0.2 0.042 0.812 0.72 0.03 0.26 0.2 0.27 0.630 0.256 0.556 0.341 0.211 0.005 42.0T67 1.075 0.042 1.116 0.72 0.06 0.32 0.7 0.920 0.626 0.491 0.387 0.104 0.000 34.7
Process conversionGas vol-% vol-% dry C in gas expressed as CO to total C feed
OUT as per process analyser ultimate C conversion (No carbon black,1087° H2 N2 CO CO2 CH4 CO CO2 CH4 separated upstream or recycled)
T61 16.3 54.2 19.0 10.1 0.400 64.4 34.2 1.4 100.0T63 17.8 52.8 17.5 11.7 0.300 59.3 39.7 1.0 100.0 Conversion expressed hereT66 7.8 60.2 17.2 14.8 0.000 53.8 46.3 0.0 100.0 as CO to total gasified C.1071° If the total C black is recycled,
T62 17 53.3 18.4 10.8 0.500 62.0 36.4 1.7 100.0 it is like stating that all CT64 21.7 49.3 17.7 10.9 0.500 60.8 37.5 1.7 100.0 is converted to gases.T65 14.8 49.1 22.2 13.7 0.300 61.3 37.8 0.8 100.0T67 19.1 46.8 25.4 6.8 0.000 78.9 21.1 0.0 100.0
Trial T61, material balances:** Graphite electrodes consumed @ 0.5 #/h .612 moles C in = .223 C 0 combined O2
.251 CO 0.126
.133 CO2 0.133CO .005 CH4 0
CO2 PEM Separator CO2 0.612 0.259C + electrodes CH4 We started with .37 moles, .37-.259=.111 extra oxygen, must be in H2O
due to reducing environment, recombination with H2 and nil measurements.111x2=.222 H2O out, which is separated and not measured by NOVA.222-.12=.102 H2O generated or about .05 moles O2
C black recycle Exiting water from shift reaction=.22(.13)/.25/.0247exp(4020/T°K)=.23, ok
. H2in=.34+.12=.46 and H2out=.22H2+.01CH4+.23H2O=.46 ok
54 wt-% Carbon content of fluff

..

11 WRAPPING IT ALL UP: RESEARCH AND PROCESS DEVELOPMENT
PLAN
It becomes natural, after describing the experimentation, to capitalise on main
results and wonder if additional activities can be planned. Activities may be planned on two levels, one parallel to the other, and without mutual exclusion. The first activity is to continue the research, both theoretical and experimental. The second activity is to scale-up the plant (in steps) to commercialise the type and size of plants that will remunerate investors, but also sizeable and visible enough to resolve an existing problem into appreciable applications. Both avenues are synergistic, one may learn from the other and feed substantial benefits and information back to the other. Actually, the making of sole research confined to university work will certainly improve the understanding and the results accomplished so far, but the limited scale of a pilot plant plus the human and tangible resources to deploy would still be an enormous investment for any university. The end result may be further publications and accomplishments of students, but we presently do not have the possibility to set up a dedicated Pilot Plant with annexed Laboratory that would cost in the range of half a million Euros. On the other hand, it would be hard to propose and difficult to gain from additional experimental research sponsored by IET, because these former MIT and Battelle researchers are already promoting their technology and they wish to protect their know-how from disclosing facts to competitors. From the applied research side, the needs to treat fluff or to knock out appreciable amounts of CO2 are so vast that the few investors that were contacted do not intend to initiate a journey of applied research for a small industrial plant (certain or doubtful as it may prove): their needs are indeed ten fold bigger than we can aim at building with a first prototype. For instance, the largest fluff treatment ever attempted (in Japan) has a capacity of 165 t/d.1 A first demonstration plant of our type could have a capacity of about 30 t/d and we found one local investor having a fluff accumulating capacity (treatment plant availability) of 750 t/d or greater. Other potential investors with fluff disposal problems, in Italy and in Europe, are looking for medium to long term solutions and plant capacities of similar magnitude. In all cases, the order of magnitude for building a Demonstration Plant is expected in the range of 15 to 20 million Euros. It is evident that a lot remains to be done, the crucial issue is to assemble the team that can sustain the expenses for applied research and development of a demonstration plant, further scalable or modularised to the desired capacity.
To recap the research that was presented, the results come from a series of thirteen stabilised tests in which fluff was continuously treated in a plasma reactor in different feed matrices. The tests demonstrated the effectiveness of the chemically reducing environment of the plasma reactor to destroy fluff and to produce syngas. The ashes collected from the test enable to approach the design of a waste heat boiler located between the plasma reactor and the quench/flue gas treatment. The clean syngas can be used to produce electric power in an internal combustion engine generator or for production of hydrogen or chemical syntheses from CO. Leaching data on the
1 Hitachi Metals, mixed waste feed plant (municipal solid waste plus 2 lines for fluff treatment, each one having a design capacity of 82.5 t/d), Utashinai Project, Japan.

206 Chapter 11
discharged vitrified solids were determined below the appropriate regulatory standards and allow to consider their possible utilisation. There are economic advantages associated to the treatment of the fluff, which can be considered and tailored to the specific reality of the Country where a plant is to be built. From the energetic point of view, the overall balance closes if consideration is given to produce base chemicals (CO + H2). Fluff is voluminous, leachable, hard to treat and landfills are not going to remain its preferred means of disposal. The saving on land and associated costs justifies a tipping fee for the materials, becoming thus a revenue for the processing plant operator. Recycling of usable solid material is also to be compared against the necessity of disposing to a landfill the solid ashes, dusts or materials that would be generated by an alternative process. Glass aggregate can be used for construction or blasting grit or brick blocks, or tiles. Another use is to fill excavations and road works or the ultimate saving can be to dispose such materials in cheaper class landfills, in much smaller volumes than a conventional incineration slag and ash disposal would need.
The above results are also expressed quantitatively and from such data we can extrapolate costs and goals for the possible new research and for the research applied to an external demonstration plant. The first can be structured in the form of a Foundation, in which the University and Private Investors join to build and operate a pilot unit. Personnel would mainly come from the University in order to limit costs and fulfil academic goals aimed at research and education. The foundation will also transpose know-how and services to third parties so to gain revenues re-invested in the foundation laboratory. The off-premises Demonstration Plant would be run by industry personnel and built in an industrial area, given the size, the continuous operation, the extent of raw feed, products and effluents as well as the ancillary and utility units with permits and regulations to be observed. The size, funding and management of such investment would be structured and planned with the Foundation, but it is a private exercise to be detailed upon concluding the detailed engineering of the plant. Ultimately, revenues for the Foundation but also for the Demonstration Plant Investors will be royalties from licensing out the technology of new plants.
The small demonstration plant is going to require the implementation steps, design, planning and construction, of any full scale plant. The basic design and the process guarantees of the demonstration plant will be developed within the Foundation on the basis of the research in what the industry could assimilate to a so called “Process Package” or a “UOP Schedule A” design package. From such information, any qualified contractor could bid and build the plant.
For both lines of activities foreign institutions or partners are also possible and yet, redundant as it may sound, nothing will start without investors. The following paragraphs are organised for attracting possible interest and outline the work that may then follow, both in the areas of University activities and Demonstration Plant activities.
11.1 Research Facility 11.1.1 Plasma pilot plant and laboratory
Building a pilot test unit identical or similar to the one where this experimentation was made may appear redundant or inefficient. In reality, making a

Wrapping it all up: Research and Process Development Plan 207
solid waste processing system at the Politecnico di Milano (Dipartimento di Chimica, Materiali e Ingegneria Chimica), having about 10 kg/h nominal capacity, is an effort that will treat a variety of waste and involve several researchers and students with obvious educational and innovation purposes. The continuous analysis monitoring on the gaseous products is an effective tool to gain a deeper knowledge on various tests and to provide validation for specific tests that may be commissioned by third parties. The hot temperature laboratory would be controlled and have adequate instrumentation to investigate heat losses and kinetics for different materials, while heat conservation and recovery, lining, refractory tests and gas purification would enhance the experimentation. Nothing prevents cooperation with external firms and entities, but since the laboratory is on university premises it is likely to exploit cooperation with other research institutions in terms of specialised topics to be developed by a selected entity and results to promote common goals plus joint publications. The method is conducive to mobilise more scholars, located in several research centres, even foreign institutions. The method may assure higher efficiency and quality of results with the potential benefit of becoming more visible and capable to attract European funds or a greater number of sponsors. Some sponsors may actually become interested due to the return on professionality and training of their personnel that might involve with the research projects. The starting goals of the research centre are deducible from the basic tenets of this research that with moderate expansion can be summarised as follows:
• Waste to hydrogen • Carbon dioxide sequestering • Production and export of CO and syngas • Response and contacts with the need of small communities and chemical/power
producers in view of the starting waste (organics, plastics, toxic waste, CO2…) or materials to valorise or make inert
• Safety and ambient concern • Non-conventional waste-to-energy plants • Scale-up and assistance to the Demonstration Plant.
11.1.2 Laboratory services
The research centre and laboratory, that for simplicity we shall call Pyro Plasma Lab, would develop services for third parties and for the Demonstration Plant. Services will vary from testing on new feeds and materials to process engineering and procedures for optimisation and start-up. A certain amount of analytical work can also be envisioned, particularly in the area of hot gases. Once the laboratory is affirmed, the comparative analysis of alternative hot treatments may be requested by clients (even via multi-clients studies) and this serves the purpose of wider investigations or improvement of the proprietary process. Based on the success of the Demonstration Plant, the staff of the laboratory may become the instrument or part of the team that makes the technology available to new users. Such availability may take the form of a license or a joint venture. We have actually developed schemes of licensing and base contracts of cooperation which however are still premature and would bring no further clarity if detailed here.

208 Chapter 11
11.1.3 Research funding through a foundation
The Pyro Plasma Lab will not be possible without an upfront contribution from various investors and financial contributors. In fact, it appears presently unrealistic to hope for exclusive university or governmental funds to start a new laboratory. Many industrialists who contact universities allure the idea that a good project would be funded from the beginning by university or public funds, so that they can later join and somehow participate to commercialising the project. Quite the contrary appears to be realistic instead, and a pool of Private Corporate Participants (PCP) and sponsors, together with the university that takes the lead, can raise sufficient operating money to make things happen. As it happens in all tests, the risk may fail but the starting entities have the freedom and flexibility to start, at their own pace. It is also likely that PCPs would inject entrepreneurship into the initiative and if the group is well assorted with interests and business diversification, it is possible that some immediate returns are paid back to the participants.
For the PCPs the benefits are of fiscal nature, direct knowledge and/or participation in scientific works with possible training of their own selected personnel, exposure to sector conferences, advertising as nominated sponsor/member of the initiative and secure the ultimate benefits of commercialising the program to which they decided to adhere in the first place. In other words, these matters are likely to be complementary to their own activity since they showed active interest and participation.
For the University, which would take and govern the initiative, yet with a limited participation of say 20% of the starting capital, the benefits are far more wider since a group of researchers can work and the investment goes in laboratory, modern equipment and advanced instrumentation for the starting purposes, but also for collateral research uses. In terms of human return, the research laboratory would gain higher visibility with other universities and research centres, stimulate personnel even by larger participation to symposia and expert panels, generate and support undergraduate and graduate research. As the people get trained and proficiently organised they may develop synergistic processes or improvements, possibly candidates for patents or know-how.
The organisation or formal structure of this funding tool would be a non-profit foundation, in which all financial gains are re-invested to acquire tools and equipment or to expand scope and number of the research staff.
11.2 Demonstration Plant In order to make a demonstration plant that starts from the experimental results
and later research development it is necessary to make a basic engineering design followed by a detailed engineering and construction project. Only the basic engineering activities will be practically executed by the research team and will be embodied in a Process Book. The preliminary index of the Process Book is attached at the end of this Chapter, under Appendix 11.1, while major guidelines concerning its content are described hereunder.

Wrapping it all up: Research and Process Development Plan 209
11.2.1 Basis of design
Fluff with the characteristics listed under Chapters 3 and 9 will be chosen as major feedstock for the plant, having a 1 t/h minimum continuous processing capacity. Upon detailing the engineering of the plant, further analytical work may vary the initial constituent composition and it will be appropriate to design for a range of material characteristics. In the most probable case that a continuum of variability cannot be found, the system design will be done for points, or through a limiting envelope of min-max operating points as it is customarily utilised for the “combustion diagrams” of incinerators (Chapter 3). This technique will furthermore become necessary because fluff will be mixed with a portion of medical waste, so to gain higher remuneration and faster repayment of the investment. The treatment of municipal waste, as such, is not foreseen due to low heating value and heterogeneity and because MSW does not generally justify the deployment of plasma destruction.
At the beginning of the design work, it is necessary to be clear on all design parameters and expected performance of the plant. The process engineering activities will embody the design philosophy that in our case is derived from the previous experimental experience. Design parameters will be detailed and grouped by category:
• Site and ambient conditions • Capacity and quality, influent streams and outflows • Operating and design temperature and pressure • Availability or requirement of utilities and chemicals • Mode of operation and required controls • Battery limits and interfaces • Storage and hold-up • Codes and applicable standards • Safety requirements.
11.2.2 Process description
The planning and execution of the described experimentation make possible to trace the guidelines that will characterise the design of the Demonstration Plant. We learned unique advantages, features and optimisations that will be considered in developing the process scheme. While a description of the main features is already found under Chapters 6 through 10, a brief process features recap is given below.
The raw solid waste, practically inodorous, but yet to be stored in respect of handling, water leaching and emissions precautions, is admitted to a two step shredding system, consisting of a gross breaking and blending machine, followed by a shredder capable to reduce particles to a minute 5 mm average apparent size. This flowable material is mixed with other shredded solids, that could be medical waste, and is transported by means of belt conveyors to the tight sealed plasma reactor feed hopper. A feed auger or a coclea type conveyor would then take the solids to the chute of the plasma reactor controlled by adequate no-clog and weight calibration valve. The reactor, operating in slight depression and equipped with nitrogen purge, sees the controlled admission of pure oxygen and steam plus the desired flow of carbon dioxide, coming from the adjoined flue gas adsorption/concentration system. The multi-layer refractory

210 Chapter 11
lined reactor is periodically loaded with glass cullet, introduced to replenish the molten lining bath, that is periodically discharged to blow-down inert and residual metal oxides. Among the reactor entering streams, carbon laden solids are recycled from the gas cleaning system and from the boiler ash hoppers. The syngas leaving the reactor is passed through a waste heat boiler to recover the heat of the gas down to approximately 400°C to prevent dioxins formation. Quenching of the syngas is then followed by particulate removal and scrubbing. An activated carbon filter is also foreseen for mercury adsorption prior to the tail end induced fan that keeps the depression throughout the process. The syngas is ultimately delivered to CO/H2 separation or to downstream users. The waste heat, recovered as steam, is utilised for the closed thermal cycle power generation that integrates the plasma electric power consumption.
Ancillary plant systems (N2, O2, plant and instrument air, demineralised water, scrubbed water treatment and reuse, the steam-power cycle details, glass and vitrified solids handling, filtration, storage and dilution of MDEA …) are not described here for simplicity and they can yet represent a significant part of the plant, if the same is to be a stand-alone or grass root installation.
The absorption and concentration of CO2, taken from a nearby flue gas emission source, is part of the on-site units instead. By recalling the study described under Chapter 6, the system is characterised by low operating pressure to offset unnecessary compression costs. The absorber will follow an SO2 scavenging unit and an inlet flash contactor to reduce the cooled compressed gas to equilibrium humidity and eliminate excess water; part of which is being recirculated with MDEA and maintain the amine to water operating ratio that we experimented. The flue gas leaving the absorber is disposed to the chimney after cooling and passing through a top absorber flash drum to minimise absorbent losses. The absorber bottom rich amine/water solution goes to the stripper. The stripper overhead wet gas, rich of CO2, goes then to the plasma reactor, while the bottom reboiled lean amine/water solution is cooled with the stripper feed stream and in a water trim cooler prior to recycling back to the absorber. 11.2.3 Process Flow Diagram (PFD) and Equipment List
The above process description is simple enough to be followed without drafting a comprehensive PFD and Equipment List, even because the main sections are already reported under Chapters 6 and 9. The PFD(s) will be prepared with tagged items, major control loops and major interconnecting piping during the basic engineering of the Demonstration Plant. For all major equipment, a process specification or a duty specification, at least, will be prepared to enable further definition, design and procurement of the items. There will be proprietary items, such as the plasma reactor and related patented features like the electrodes advancement system or the molten glass exiting ports, for instance, for which the process specification will identify the intended scope and the design/supply that will be performed by the proprietary technology owner.
The normal operating or nominal capacity overall material and heat balance will be prepared for the Demonstration Plant. A basic difference exists between production plants and waste treatment plants. In a production plant the target is the net end production and quality. The balance is generally worked backwards, so the net flow plus the intermediate streams are accounted to calculate the necessary inputs. A waste plant

Wrapping it all up: Research and Process Development Plan 211
material balance is generally calculated from upstream, because the major concern is to ensure the treatment capacity of the delivered waste. The two concepts go hand in hand, due to recycles and re-use around specific blocks.
The balances will be developed during the engineering phase with specific attention to peak and minimum values or transitory conditions for start-up or upset studies that ensure the safe operation of the plant. For the purpose of running a first preliminary economic model of the investment, the major assumption and variables on capacity and consumption are summarised in the first pages of the model.
A combined Equipment List will be generated to detail the equipment shown on the PFDs, mainly to group and guide the process design work, while all details will be defined during the detailed engineering phase and upon choosing the equipment for the project. 11.2.4 Plot Plan and layout
A detailed study needs to be done for the final size of the plant. The addition of the plant to existing facilities or the grass-root settlement of the plant involve a variety of utilities and sub-units, all affecting the ultimate distribution and layout of the equipment. A preliminary study for the on-site equipment of the 30 t/d plasma treatment can well be affected by the off-sites and can only be prepared when battery limits and location of the plant are defined. On a preliminary basis, the plot area is anticipated in the range of 2000 m2.
11.3 Uses of Syngas The plasma plant gaseous products, after scrubbing and particulate removal,
constitute building blocks for chemical syntheses. In many Countries, Italy in particular, there are strong incentives for producing electricity and the syngas is commonly burnt. Hydrogen can be separated instead and CO sent to processing. The separation of hydrogen, for instance with Pressure Swing Absorption (PSA) membranes, requires pressurisation, but the volume and concentration of the gaseous products are however limited and the compression costs become acceptable. Lower purity purge hydrogen from PSA can be used as fuel, when only partial recovery is tolerated. For CO, the possibilities are numerous and in some industrialised areas, like central Germany for instance, there are gas pipelines distributing the gas. For local uses, methanation of CO with hydrogen to yield methane, or a Fisher Tropsch synthesis would produce low molecular weight hydrocarbons and gasoline. CO can produce formic acid and formaldehyde, methanol and higher alcohols, or make acetic acid via carbonylation. With ethanol and acetylene CO makes acrylates and there is a variety of plastics, fibers and glues that can be derived. Hydroformylation of alkenes or chlorination to phosgene or caprolactam with butadiene are few examples that open a variety of applications. It would be long to describe and it is well documented by all Organic Chemistry books that numerous syntheses derive from alcohols, aldehydes or just from the few referenced intermediates obtainable from CO.
Notwithstanding the production of chemicals and intermediates is the kind of activity that power plant or solid waste treatment plant personnel or managers are not

212 Chapter 11
prepared to start readily, it is however conceivable that, in terms of integrated economies and technologies, the drive for optimisation and profitability may combine different types of useful processing to end products, starting from the treatment and conversion of solid waste.
11.4 Preliminary Economics to Continue the Research The modelling and planning of activities needs to be tailored to specific cases
and will largely depend on the influence and number of the participating partners. On a preliminary basis, the following considerations and income statements are foreseen. Approximate as they may be, the figures provide the order of magnitude and the targets that appear realistic for producing a commercial result. Although it is not simple wishful thinking that one affluent investor be readily available and interested to fund the project alone, the working hypothesis is that a pool of investors is found. On the account of fluff spread availability that was discussed under Chapter 2, it appears conceivable to aggregate few European end users. Based on leads or signs that a study will generate a potential agreement and development, it would be necessary to prepare a business plan, set schedule and milestones, seek additional sources of European grants or CNR funding and corporate supporters. Preparatory work would also be needed for setting preliminary contracts, legal advice and protecting intellectual property rights, as well as increasing on going cooperation with foreign universities, but the more one speculates about undertaking a serious and multi-facet approach, the more evident becomes that a team is necessary and the team will only exist if initial support or funding becomes available. 11.4.1 Pyro Plasma Lab
As we explained above, the foundation would start with limited scope and personnel to reduce the initial money outlay. Captive services will be first sold to the partners or sponsors of the initiative, in order to plan for guaranteed sources of income, that will immediately help in acquiring equipment and instrumentation for the laboratory. Key figures that help to understand the five-years plan presented under Appendix 11.2 are summarised below:
• Politecnico di Milano annual minimum grant of 20E3 Eu/y, for 5 years • 5 PCP initial participants at a minimum of 17E3 Eu/y each, for 5 years • Annual turnover in billable research/services, 200E3 Eu to 600E3 Eu ( 5th year) • Equipment/apparatus 70E3 Eu initial to over 650E3 Eu ( 5th year) • Offices of 30 m2 and laboratory of 100 m2 • Gradual increase of personnel, starting from 2, with contract assistantships • Full reinvestment of profits • Working capital limited to cover 3 months operation • Royalties starting after the 3rd year • From the foundation point of view, although everything is reinvested, the payback
period of the project is about four years.

Wrapping it all up: Research and Process Development Plan 213
11.4.2 Demonstration Plant The scaling up for a commercial plant requires to be executed in steps of
progressive size and the core part of the first size (plasma hot section), nominally of 30 t/d, can constitute a module to expand from. This method of risk reduction is also necessary to learn by doing and to model the system under a variety of real case problems still untested. For preliminary purposes, the cost figures of the model presented under Appendix 11.3 to this chapter were provided by IET and we pro-rated ancillary systems from similar cases. The ultimate configuration of the plant and the size of investment will be established during the engineering phase. Conferring the waste to be treated will generate tipping fee revenues and we assimilated the fluff gain equivalent to treating MSW. A portion of the material is anticipated to be medical waste, which commands a much higher fee and helps to repay the investment more rapidly. For the demonstration unit, which has high relative costs, compared to capacity and productivity, it is possible to envision that a large percent, say 30% of the capacity, will be used for the medical waste. Personnel, chemicals and utilities are among the variables found and detailed in the first pages of the model report. Although the plant would produce syngas, the model makes the assumption that the chemical energy has a commercial value like if it produced electric power. The revenue from using broken bottles or recycled glass (cullet) is presently ignored as well as the revenue that is likely to come from the treatment of CO2 from the sequestering of flue gas. These are precautionary assumptions to investigate if the plant can be sustainable with a reduced number of favourable economic inputs.
As it is customary when referring to energy intensive projects, an important factor that is going to weigh the financial impact and payback period of the Demonstration Plant is the crude oil price. A sensitivity analysis will provide an accurate evaluation at the stage of detailing the engineering and the financial model with actual design figures and estimates. There are many variables in the financial model and the ultimate return on investment depends on their inter-relation. Assumptions used for the ten-years plan are summarised in the first pages of the model and key figures are reported below:
• Plant capacity 30 metric ton/day • Fluff processing capacity in excess of 7100 t/y • Medical waste processing capacity about 30 wt-% • Fluff tipping fee 8 cent/kg, medical waste tipping fee 80 cent/kg • Base investment in excess of 16 million Euros • Self-financing of 80% with a 20% possible zero interest grant • Debt financing rate at 4% • Cash flow is discounted at 3% for an IRR exceeding 7%.
In conclusion, the projects of continuing the research and the possible commercialisation of the plant via a demonstration size installation stand a good possibility of repayment. Prior to undertaking the final investment decisions, further support can be gained from specific feasibility studies so that the limited commitment to

214 Chapter 11
detail further the process and the economics can reduce the risks of a larger scale investment.
Appendix 11.1 Process Book
Appendix 11.2 Income Statement: Pyro Plasma Lab Foundation
Appendix 11.3 Income Statement: Demonstration Plant

Wrapping it all up: Research and Process Development Plan 215
APPENDIX 11.1: PROCESS BOOK INDEX
INTRODUCTION
SECTION 100 (General)
101 BASIS OF DESIGN
102 BATTERY LIMIT CONDITIONS
103 EQUIPMENT LIST
104 LIST OF MAIN DUTY SPECIFICATIONS
105 LIST OF DATA SHEETS AND FORMS
SECTION 200 (Flows)
201 DESCRIPTION OF THE PLANT
202 PROCESS FLOW DIAGRAMS
203 MASS / ENERGY BALANCE
204 NORMAL OPERATION
205 CO RELIEF AND FLARE
206 START-UP
207 SHUT-DOWN
SECTION 300 (Analyses and Specifications)
301 WASTE COMPOSITION AND ANALYSIS
302 SYNGAS AND PRODUCTS SPECIFICATION
303 INCOMING WATER ANALYSIS
304 NEUTRALISATION OF WASTEWATER
305 REJECTS AND BLOWDOWNS
SECTION 400 (Tankage and Plasma System)
401 VESSELS, TANKS, DRUMS AND FLASH DRUMS
402 REACTORS
403 COLUMNS AND SCRUBBERS
404 ASH HOPPERS
405 AIR FILTERS AND ELECTROSTATIC PRECIPITATORS
406 LININGS AND INSULATION
407 REFRACTORIES

216 Chapter 11
SECTION 500 (Heat Transfer)
501 SHELL AND TUBE EXCHANGERS
502 ELECTRIC HEATERS AND PLASMA ELECTRODES
503 AIR COOLERS
504 CONDENSERS
505 COOLING TOWERS
506 WASTE HEAT BOILERS
SECTION 600 (Machinery)
601 CENTRIFUGAL PUMPS
602 METERING PUMPS
603 COMPRESSORS
604 BLOWERS
605 FANS
606 MIXERS AND AGITATORS
607 SHREDDERS AND GRINDERS
608 CONVEYORS
609 TURBINES
SECTION 700 700 (Instrumentation and Controls)
701 CONTROL VALVES
702 CONTROLLERS
703 RELIEF AND SAFETY VALVES
704 INDICATORS AND TOTALIZERS
705 ANALYSERS
706 ALARMS AND INTERLOCKS
707 DCS
708 ESD
SECTION 800 (Chemical Feed Systems)
801 CAUSTIC SODA
802 HYDROCHLORIC ACID
803 OXYGEN FEED SYSTEM
804 COATINGS AND GLASS CULLET FEED

Wrapping it all up: Research and Process Development Plan 217
805 MDEA
806 BOILER ADDITIVES
SECTION 900 (Other Systems)
901 PLANT AND INSTRUMENT AIR
902 NITROGEN DISTRIBUTION
903 ION EXCHANGERS
902 CARBON ADSORBERS
904 DEAERATORS
SECTION 1000 (Piping)
1001 LINE LIST
1002 LINE CLASSIFICATION
1003 LINE SPECIFICATIONS
SECTION 1100 (Electrical Equipment)
1101 USER LIST
1102 MOTORS
1103 SINGLE LINE DIAGRAM
SECTION 1200 (Miscellanea)
-------
SECTION 2000 (Safety)
-------
SECTION 3000 (Process Guarantees)
3001 PERFORMANCE GUARANTEES
3002 PERFORMANCE TEST AND DURATION

218 Chapter 11
Simplified Income Statement for the first 5 years operation of Pyro Plasma Lab APPENDIX 11.2
(Euro x 1000 unless differently noted)Line 1 2 3 4 5 5 years
1 Sales of services 120 170 180 190 2002 Margin on services 50% 60 85 90 95 1003 Total sales of Engin'g services 180 255 270 285 3004 Reworks, discounts, allowances 5% -9 -13 -14 -14 -155 Pilot tests, paid develop. technol 25 40 60 60 706 Feasibility Studies incl 20 30 30 407 Basic License Package design incl incl 100 150 200
---------------- ---------------- ---------------- ---------------- ---------------- ---------- NET SALES 196 302 447 511 595 2051
8 Depreciable equipment 40 45 60 120 180 6639 Analytical equipment 30 31 32 50 75
10 Salaries, staff directly hired 100 120 140 150 15011 Officers, advisors compensation 30 31 32 35 4512 Outside professionals (for contracts) 25 26 27 28 2913 Outside consultants, legal …licensing 20 20 22 25 3014 Travels 7 15 17 18 1915 Office consummables 3 4 6 7 818 Research unpaid expenses 20 25 30 35 40
---------------- ---------------- ---------------- ---------------- ---------------- ---------- TOTAL COSTS 275 317 366 468 576 2003
19 GROSS OPERATING MARGIN -79 -15 80 43 19 47% of net sales -40.3% -4.9% 17.9% 8.3% 3.2% 2.3%
20 DEPRECIATION Not considered here, we'll see how it works in a foundation
21 NET OPERATING INCOME -79 -15 80 43 19 47
22 FINANCIAL BURDEN (**) -3 -4 -5 -6 -7 -25
23 CUMULATIVE RESIDUAL LOSS -82 -101 -26 0 0
24 TAXES (46%, reinvested in lines 8,9) 0 0 0 -5 -5 -10
NET PROFIT -82 -19 75 32 6 12========================== ================ ========= ========= ========= ========= =====
25 PAYBACK PERIOD: three to four years
26 CAPITAL PAID-IN INVESTMENT 620 Euros (000) or more if other grants are obtained27 Politecnico Grant @ kEu 20 20 20 20 20 2028 5 sponsors, PCP @ kEu 17 85 85 85 85 8529 CNR or EU or else 15 15 20 20 25
120 120 125 125 130 620
30 WORKING CAPITAL (&&) 3 months 69 79 92 117 144
31 Short term debt with banks -31 22 109 40 -8========================== = ==== ========= ========= ========= ========= =========
32 Personnel Tech/Assist. 1/1= 1/2= 1/2= 1/3= 1/3= # total staff 2 3 3 4 4
Notes (**) Calculated @ 5% on entire working capital. Does NOT consider positive interests on financial short term investments
(&&) Exposure with Banks on operating expenses, NOT on orders or procurement delays between buy/sell of goods

Wrapping it all up: Research and Process Development Plan 219
123456789
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37
A B C D E F G H I J K LIncome statement first 10 years of operation 1000 x Euro APPENDIX 11.3
Constant Eu Main hypotheses of model @ capacity of t/day= 30 (metric t/d total)
Fluff t/y 7150 c/kg 8 (tipping fee)Medical waste t/y say 30% 2100 c/kg 80 (tipping fee)Plant productivity h/y 7400Export capacity MWh 1.80 including thermal recoveryGreen certificates h/y 7400 c/kwh 8.4 Green C.Power current price h/y 7400 c/kwh 7.5CH4 post-combustion, start-up m3/y 222000 c/m3 7N2 kg/h 33 c/kg 20O2 kg/h 350 c/kg 15Electrodes Eu/h 5.6 from 7 $/hGlass sales t/y 0Personnel 1000/ySalary increase/year percentChemicals 1000/yFly-ash disposal t/yWastewater and salts t/y 0 c/kg 0Leasing and various percent/y 0 on turnover or actual valueOrdinary maintenance percent/y 1% on investment or actual valueConsumable materials percent/y 1% on investment or actual value
Depreciable investments million Eu 16
315 see prospect or input0.5% (percent over inflation)
594 see prospect or input0 c/kg 0
see prospect or inputAdditional investments percent/y 0Zero interest grant from institutions percent/y 20%Own resource financing or via j.v. percent/y 80%Financing rate percent/y 4%Duration of financing years 15 duration to optimise with taxes and cash-flowNet profit portion to repay debt percent 90% less possible new investments
(approximates legal reserves and TFR)Discount rate percent 3%Salvage value hypothesis 0Financing entity(ies) - TBATaxation of profits percent 46.34%
poliannual financial burdens are calculed on this portion only

220 Chapter 11
38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81
A B C D E F G H I J K L
PERSONNEL DETAILS nomin. req. * Unit Eu x 1000 APPENDIX 11.3# shifts Cost /year
Managers 0 0 50 0 Supervisors 1 1 25 25 External analysis laboratory 0 1 10 10 Switchboard, services, storage 1 1 20 20 Guards, reception 2 2 15 30
-------------- -------------- -------------- Total administrative personnel 4 5 85 Daily maintenance 2 1 2 2 20 40 Shift maintenance 1 0 0 0 20 0
-------------- -------------- -------------- 2 2 40
Shift operators Control room 1 3 3 5 17 85 Boiler, gas treatment, power gen. 1 1 1 1 15 15 General duty daily operators 1 1 1 1 15 15 Others 0 0 0 0 15 0 Utilities, demi, chemicals included above 1 0 0 0 15 0 Waste loading and operation 1 3 3 5 15 75 Weigh scale, included above 1 0 0 0 15 0
-------------- -------------- -------------- 8 12 190
======== ======== PERSONNEL, TOTAL 19 315 Eu x 1000* For shifts, inclusive of vacations, weekends, absenteism (5%) (7/5)(1.05)(1+1/12) = 1.6 / person 363.636
CHEMICALS CONSUMPTION DETAILS t/y Eu/kg EuroH2SO4 10 0.05 500NaOH 222 0.1 22200HCl 100 0.15 15000O2 2590 0.15 388500N2 244 0.2 48840Glass cullet (could become a revenue) 336 0.03 10091Biocides and additives 3 1 3000Oil 1 2 2000Water 2000 0.05 100000Bag house additives 25 0.15 3750Others 0 0 0(Fuel, separate) --------------
593,881 Euro/y

Wrapping it all up: Research and Process Development Plan 221
828384858687888990919293949596979899
100101102103104105106
A B C D E F G H I J K LAPPENDIX 11.3
DEPRECIABLE INVESTMENTS % depreciation million mixedINITIAL (1/2 1st year) initial product
Buildings 4 1 4Light constructions, insulation 10 1 10Machinery, equipment 8 6 48Specific units:Switchgears, transformers 7 0.5 3.5Distribution grid, power netw. 8 0.5 4Boiler, gas treatment 9 2 18Lines and piping 4 2 8Instrumentation and various 10 1 10Computers, CPU Controls 20 1 20Furniture 12 0.5 6Office machines 20 0.5 10
---------------------------initial base around 23 million $ => 16.1 MM Eu 16 141.5
Depreciation weighed, yearly percent 8.84%Lifetime of depreciable goods (based on depreciation in Italy) 12.31 yearsyear= 1/(% legal)+1, half rate for 1st and pertaining last year 13 rounded off

222 Chapter 11
107108109110111112113114115116117118119120121122123124125126127128129130131132133134135136137138139140141142143144145146147148149150151152153154155156157158159160
A B C D E F G H I J K L M N O PPreliminary Income Statement 1 2 3 4 5 6 7 8 9 10 APPENDIX 11.3SalesFluff tipping fee 572 572 572 572 572 572 572 572 572 572Medical waste tipping fee hypothesis 1680 1680 1680 1680 1680 1680 1680 1680 1680 1680Electric power green certificates 1119 1119 1119 1119 1119 1119 1119 1119 1119 1119Exported electric power equivalent 999 999 999 999 999 999 999 999 999 999Secondary products (like CO2, glass cautiously put=0) 0 0 0 0 0 0 0 0 0 0
-------------- --------------------------- -------------- ------------- --------------------------- ---------------------------- --------------TOTAL REVENUES (Eu x 1000) 4370 4370 4370 4370 4370 4370 4370 4370 4370 4370 43699
Salaries 0.5% 315 317 318 320 321 323 325 326 328 329Fuels 16 16 16 16 16 16 16 16 16 16Ordinary maintenance 1.0% 160 160 160 160 160 160 160 160 160 160Maintenance consumable material 1.0% 160 160 160 160 160 160 160 160 160 160Chemicals 594 594 594 594 594 594 594 594 594 594Electrodes 41 41 41 41 41 41 41 41 41 41Ash disposal and salts 0 0 0 0 0 0 0 0 0 0New deductible investments 0% 0 0 0 0 0 0 0 0 0 0Leasing and others 0% 0 0 0 0 0 0 0 0 0 0
-------------- --------------------------- -------------- ------------- --------------------------- ---------------------------- --------------TOTAL COSTS 1286 1287 1289 1291 1292 1294 1295 1297 1299 1300 12930
GROSS OPERATING MARGIN 3084 3082 3081 3079 3078 3076 3074 3073 3071 3070 30768 % on turnover 71% 71% 71% 70% 70% 70% 70% 70% 70% 70%DEPRECIATION (on initial value) 667 1333 1333 1333 1333 1333 1333 1333 1333 1333New Depreciable Investments 0 0 0 0 0 0 0 0 0 0 0Depreciation on new investments 0 0 0 0 0 0 0 0 0 0CUMULATIVE DEPRECIATION 667 1333 1333 1333 1333 1333 1333 1333 1333 1333
NET OPERATING INCOME 2417 1749 1748 1746 1744 1743 1741 1739 1738 1736 18102
FINANCIAL BURDENS, POLIANNUAL 4.0% -1151 -1151 -1151 -1151 -1151 -1151 -1151 -1151 -1151 -1151interest credit, not paid for anticipated repayment 0 166 261 328 395 466 539 615 693 776interests on advanced repayments (###) 42 56 58 59 60 61 62 64 65INTERESTS/BURDENS ON PREVIOUS PROFIT 20 13 15 16 17 18 19 21 22TOTAL BURDENS AND INTERESTS -1151 -922 -821 -751 -681 -609 -533 -455 -373 -289
CUMULATIVE RESIDUAL LOSS 0 0 0 0 0 0 0 0 0 0FISCAL BURDENS 46.34% -587 -383 -429 -461 -493 -526 -560 -595 -632 -671 -5337
could be eliminated for the 1st yearNET OPERATING PROFIT (NOP) 679 444 497 534 571 609 648 689 732 777 6180==================================================== ======== ================ ================ ================ ======== ========CASH FLOW (NOP + DEPRECIATION) 1346 1777 1831 1867 1904 1942 1981 2023 2066 2110ACCELERATED REPAY of INITIAL INVEST 90% 1211 1599 1648 1680 1713 1748 1783 1820 1859 1899(% NOP + 100% DEPRECIATION)YEAR END RESIDUAL DEBT TO PAY 10949 9896 9157 8405 7624 6812 5968 5089 4176 3226==================================================== ======== ================ ================ ================ ======== ========
year 1 2 3 4 5 6 7 8 9 10(###) for the advanced repayment of initial the financing, an interest can be negotiated with the bankfor instance, equal to the discount rate plus half the spread with the poliannual interest rateIRR CALCULATED ON THE TOTAL INVESTMENT AS OW N DEBTDiscount of NET PROFITS, @ 3% 5,220 Eu x 1000Discount of CASH FLOW , (NPVc) 3,054 " with Inv. = 16,000 initial Eu x 1000 having own financing = 12,800 Eu x1000IRR (%) (cash flow on total invested capital) 7.3%

12 CONCLUSIONS
The conclusions of this work, condensed in a bullet-type list, are derived from
the pilot plant experimental data and can therefore be optimised during scale-up. Details of the experimental results were exhibited under Chapter 10 and the possible avenues to continue this research, both theoretical and applied for a demonstration plant, are found under Chapter 11.
12.1 Starting Points Validity Confirmation
a) Abundant organic-based waste (among which ASR), abundant and near-to-be-taxed emissions of CO2 suggest the need to find a treatment solution.
b) The calculation of a scheme to capture and concentrate CO2 from flue gases, at nearly atmospheric pressure with MDEA, is feasible. It needs further development and optimisation to accomplish a capture rate higher than the achieved 63%. The scheme appears fairly economical and it can have a few years payback time (depending on the carbon tax level).
c) The use of a plasma converter is a viable possibility to recover usable energy (more than it is fed to the system) provided that the syngas is used chemically and not burnt/transformed into electric power.
d) The carbon tax will be offset by the conversion of CO2, economics will clearly depend on the tax. By similitude, we modelled a tax derived from Green Certificates (about 75 Eu/t-CO2); current speculations, in Europe, indicate that the emissions tax may vary between 40 and 100 Eu/t-CO2.
12.2 Experimentation and Research Findings
a) Experiments proved that an autothermal plasma process, operating at fairly low temperatures, near 1300°C, and equipped with anti-corrosion, energy minded technological features can be used.
b) The autothermal partial combustion was made with pure O2. c) The continuous feed reliability of the solids has been demonstrated. d) Steam reforming was compared to dry reforming, and it is generally
convenient to inject a quantity of steam to reduce carbon black formation (recyclable) and enhance H2 production.
e) Water steam consumption varied between 0.2 and 1.8 kg/kg-C or 0.1 and 0.9 kg/kg-fluff.
f) Oxygen consumption was practically held constant at about 0.9 kg/kg-fluff. g) CO2 conversion was approximately 3 kg/kg-fluff. The conversion rate
reached 90% of the gas feed, depending on operating conditions and on the available DC power level.
h) The DC power to the electrodes was practically held constant at 14 kW for an average input to the arc of about 1.1 kW/kg-fluff. The average electrode consumption was limited to 0.05 kg/kg-fluff.
i) The solid vitrified end-product exhibited leaching releases below norm and it can be used or disposed in safe and very compact volumes.

224 Chapter 12
j) Ashes discharged from the bag-house were in the range of 0.08 kg/kg-fluff and can be recycled to the reactor.
k) The syngas obtained from the plasma reactor has promising quantities of CO and H2, about 55-45 vol-%, dry basis, and it is likely to be used for chemical syntheses. Its actual suitability will depend on the downstream specification, particularly if the product gas is used in a catalytic process.
12.3 Avenues to Continue the Research and Develop a Plant
a) A variety of applications can apply to the product syngas: organic syntheses, Fisher-Tropsch fuels, fuel cells, formaldehyde, alcohols, acetic acid, glues, plastics, hydrogen by itself, … to name a few.
b) The research within the University can also have a monetary payback (as sunk re-investment) in terms of services and royalties obtained from external users, not necessarily from captive services requested by the initial subscribers to the initiative. A universities-third parties foundation type mechanism has been considered for starting up funds and generate a non-profit academic institution.
c) The pilot plant experimentation exhibited a variety of issues, among which, thermal losses, scale-up of the reactor, heat recovery, layout optimisation, O2 vs. power feed, recycling, vitrified discharge use … that will need to be addressed in the design of a commercial but also for a demonstration plant.
d) The size of the CO2 and waste generation is very big, the worldwide order of magnitude for emitted CO2 is 60 billion t/year and fluff generation amounts to about 6 million t/year (almost a third in Europe). Aside from cost of oil/energy acceleration and the application of a carbon tax, any meaningful plant is likely to be considered after being able to exhibit or reference a sizable demonstration plant.
e) For our purposes, we focussed on the possibility to arrive at a demonstration plant of 30 t/day, fluff feed basis, but also in a mix of multi-feeds that are to exploit the best tipping fees from the supply of waste. The demonstration plant would thus have a repay period below 10 years with a safe IRR of about 7%. Such economic model would obviously need to be tailored on energy and financial burdens, during detailed design.
f) Given the case of treating 100,000 Nm3/h emissions (about 20 t/h CO2, which is a modest rate for any industrial combustion), we could adjoin the CO2 treatment in a plasma plant fed with 27 t/h of fluff, to generate 1.5 t/h H2 and 25 t/h CO. Even this plant size represents a 20 fold scale-up of the possible demonstration plant size given under point e) above.
It becomes quite evident that major activities of research and engineering will
be necessary, but these can only happen if adequate financial funding will be found. Furthermore, funds will be necessary to secure additional human resources since the new scale of operation requires a multidisciplinary team, acting beyond the scheme and the limits of a doctoral work.

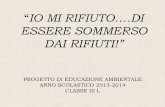






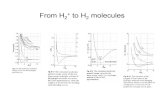
![CITTÀ METROPOLITANA DI CATANIA · rifiuti di ferro, acciaio e ghisa e, limitatamente ai cascami di lavorazione, i rifiuti identificati dai codici [100299] e [120199] 7.4 sfridi di](https://static.fdocumenti.com/doc/165x107/5c6c864909d3f28d128c5752/citta-metropolitana-di-catania-rifiuti-di-ferro-acciaio-e-ghisa-e-limitatamente.jpg)