F. Micari Lavorazioni per Deformazione...
91
F. Micari Lavorazioni per Deformazione Plastica 1 INTRODUZIONE Nelle lavorazioni per deformazione plastica un semilavorato di forma inizialmente semplice - ad esempio una billetta od una lamiera - viene deformato permanentemente mediante l'azione di stampi allo scopo di ottenere una configurazione finale anche piuttosto complessa. Pertanto la geometria dell'elemento viene modificata, da semplice a complessa, per effetto delle azioni scambiate all'interfaccia pezzo in lavorazione - stampi: questi ultimi sono evidentemente sagomati in modo tale da imprimere sul pezzo la forma finale desiderata. Le lavorazioni per deformazione plastica causano generalmente un limitato sfrido di materiale e permettono l'ottenimento della forma finale desiderata in un tempo complessivamente piuttosto contenuto: sono infatti sufficienti, di solito, alcune corse dell'elemento mobile della pressa per il completamento dell'operazione. Pertanto i processi di formatura offrono rilevanti vantaggi rispetto ad altre lavorazioni, dal punto di vista dei costi connessi al materiale ed all'energia in gioco, specialmente nel caso di lotti di produzione di media e grande dimensione in cui i costi relativi alla fabbricazione ed al set- up degli stampi possono essere facilmente ammortizzati. Inoltre i componenti prodotti per deformazione plastica presentano caratteristiche meccaniche e metallurgiche notevolmente migliori rispetto a quelli ottenuti con processi di fonderia o per asportazione di truciolo. I processi per deformazione plastica sono antichissimi: le prime testimonianze di lavorazioni di forgiatura risalgono addirittura al 5000 a.C.; tuttavia soltanto negli ultimi trenta - quaranta anni gli studi e le applicazioni industriali di processi di formatura hanno assunto un aspetto ed una valenza scientifica, grazie, in una prima fase, alla definizione delle leggi fondamentali che definiscono il comportamento dei materiali sottoposti a deformazioni permanenti, e successivamente allo sviluppo di accurate ed affidabili metodologie di analisi basate su tecniche di simulazione numerica. In altri termini mentre fino a pochi decenni or sono lo sviluppo di un processo di formatura rappresentava un'arte, ed i parametri operativi che caratterizzavano il processo venivano prescelti esclusivamente sulla base dell'esperienza e della pratica industriale, oggigiorno le
Transcript of F. Micari Lavorazioni per Deformazione...
F. Micari Lavorazioni per Deformazione Plastica
1
INTRODUZIONE
Nelle lavorazioni per deformazione plastica un semilavorato di forma inizialmente semplice
- ad esempio una billetta od una lamiera - viene deformato permanentemente mediante
l'azione di stampi allo scopo di ottenere una configurazione finale anche piuttosto
complessa. Pertanto la geometria dell'elemento viene modificata, da semplice a complessa,
per effetto delle azioni scambiate all'interfaccia pezzo in lavorazione - stampi: questi ultimi
sono evidentemente sagomati in modo tale da imprimere sul pezzo la forma finale
desiderata.
Le lavorazioni per deformazione plastica causano generalmente un limitato sfrido di
materiale e permettono l'ottenimento della forma finale desiderata in un tempo
complessivamente piuttosto contenuto: sono infatti sufficienti, di solito, alcune corse
dell'elemento mobile della pressa per il completamento dell'operazione. Pertanto i processi
di formatura offrono rilevanti vantaggi rispetto ad altre lavorazioni, dal punto di vista dei
costi connessi al materiale ed all'energia in gioco, specialmente nel caso di lotti di
produzione di media e grande dimensione in cui i costi relativi alla fabbricazione ed al set-
up degli stampi possono essere facilmente ammortizzati. Inoltre i componenti prodotti per
deformazione plastica presentano caratteristiche meccaniche e metallurgiche notevolmente
migliori rispetto a quelli ottenuti con processi di fonderia o per asportazione di truciolo.
I processi per deformazione plastica sono antichissimi: le prime testimonianze di
lavorazioni di forgiatura risalgono addirittura al 5000 a.C.; tuttavia soltanto negli ultimi
trenta - quaranta anni gli studi e le applicazioni industriali di processi di formatura hanno
assunto un aspetto ed una valenza scientifica, grazie, in una prima fase, alla definizione
delle leggi fondamentali che definiscono il comportamento dei materiali sottoposti a
deformazioni permanenti, e successivamente allo sviluppo di accurate ed affidabili
metodologie di analisi basate su tecniche di simulazione numerica.
In altri termini mentre fino a pochi decenni or sono lo sviluppo di un processo di formatura
rappresentava un'arte, ed i parametri operativi che caratterizzavano il processo venivano
prescelti esclusivamente sulla base dell'esperienza e della pratica industriale, oggigiorno le
F. Micari Lavorazioni per Deformazione Plastica
2
metodologie di analisi disponibili permettono una progettazione del processo medesimo,
secondo le fasi e le procedure che saranno descritte nel seguito.
Il fine dell'analisi dei fenomeni che intervengono nelle lavorazioni per deformazione
plastica è quello di stabilire l’influenza di ciascuno dei parametri operativi sulla meccanica
del processo deformativo: solo questa conoscenza infatti, come meglio sarà spiegato nei
capitoli che seguono, potrà consentire di pervenire ad una progettazione ottimale dei
processi. Per condurre un analisi di questo tipo è ovviamente di fondamentale importanza la
conoscenza delle leggi che governano il comportamento dei materiali solidi soggetti a
deformazione plastica. Tale conoscenza, nel campo delle applicazioni pratiche, può essere
ottenuta mediante una analisi di tipo macroscopico, riferendosi ad un corpo ideale,
omogeneo e, nella maggior parte dei casi anche isotropo. Le semplificazioni introdotte in
questo modo, sempre nel campo delle applicazioni pratiche, non ledono la validità generale
dei risultati, ed offrono il vantaggio di poter condurre a modelli matematici relativamente
semplici.
Nel prosieguo della presente trattazione sarà inizialmente dato un cenno alle leggi che
governano il comportamento del materiale in campo plastico con particolare riferimento alle
condizioni di plasticità proposte in letteratura e maggiormente impiegate nella pratica.
Successivamente saranno descritte le principali lavorazioni per deformazione plastica,
analizzando per ciascuna di esse la meccanica del processo, i principali parametri operativi e
fornendo una stima dei carichi e delle potenze richieste alle macchine utensili sulle quali
dette lavorazioni verranno eseguite. Si avrà peraltro cura di evidenziare i limiti di ciascuna
di tali lavorazioni con particolare riferimento al pericolo di insorgenza dei difetti.

F. Micari Lavorazioni per Deformazione Plastica
3
1. CENNI SULLE LEGGI CHE GOVERNANO IL COMPORTA-
MENTO PLASTICO DEI MATERIALI METALLICI
1.1 DIAGRAMMI TENSIONI-DEFORMAZIONI
Le leggi che governano il comportamento dei materiali in campo plastico sono ottenute
facendo riferimento ad uno stato di sollecitazione unidirezionale eseguendo prove unificate
di trazione o di compressione.
I risultati di una prova di trazione possono essere riassunti in un diagramma tensioni
nominali-deformazioni convenzionali, usualmente chiamato diagramma ingegneristico, nel
quale le deformazioni sono definite come e = l/l0 = (l – l0)/l0 mentre le tensioni sono date
da n=P/A0.
Nelle espressioni ora riportate l0 ed A0 sono le dimensioni iniziali del provino cilindrico sul
quale viene condotta la prova, l la lunghezza attuale dello stesso ed infine P il carico
richiesto alla macchina di prova per vincere istante, per istante la resistenza alla
deformazione offerta dal materiale.
F. Micari Lavorazioni per Deformazione Plastica
4
Da un grafico di questo tipo, è possibile ottenere:
• la tensione limite di proporzionalità, p, che individua la fine del tratto di comportamento
elastico e lineare del materiale;
• la tensione limite di elasticità, e, in corrispondenza del limite delle deformazioni
reversibili;
• la tensione di snervamento, 0, in corrispondenza dell'inizio delle deformazioni plastiche;
• la tensione di rottura, R;
• l'allungamento e la strizione percentuale.
La differenza tra il limite di proporzionalità, il limite elastico ed il limite di snervamento è
in genere molto piccola e spesso si ricorre ad un unico valore della tensione di snervamento
0, assumendolo pari al carico specifico atto ad assicurare una deformazione permanente
assegnata (secondo le norme UNI, pari allo 0,2%). Pertanto, nel seguito della trattazione,
per ragioni di semplicità supporremo che il diagramma tensioni - deformazioni si possa
considerare suddiviso in due tratti: un primo tratto lineare al quale corrisponde un
comportamento elastico, cioè reversibile, del materiale, ed un secondo tratto, non lineare,
corrispondente alla fase delle deformazioni permanenti. Il valore della tensione di
scorrimento 0 segna il confine tra la zona delle deformazioni elastiche e quella delle
deformazioni plastiche.
E' da notare che precipua caratteristica del diagramma tensioni nominali - deformazioni
convenzionali è quella di presentare, in corrispondenza al verificarsi del fenomeno della
strizione, un andamento decrescente della tensione nominale. Va infatti sottolineato che il
carico richiesto alla macchina di prova per realizzare la deformazione dipende, non soltanto
dalla resistenza offerta dal materiale, la quale cresce a causa del fenomeno
dell’incrudimento, ma anche dalla sezione resistente del provino. Nel momento in cui si
verifica la strizione, la riduzione della sezione resistente determina una riduzione del carico
necessario, riduzione più ingente rispetto all'incremento di carico derivante
dall'incrudimento del materiale.
F. Micari Lavorazioni per Deformazione Plastica
5
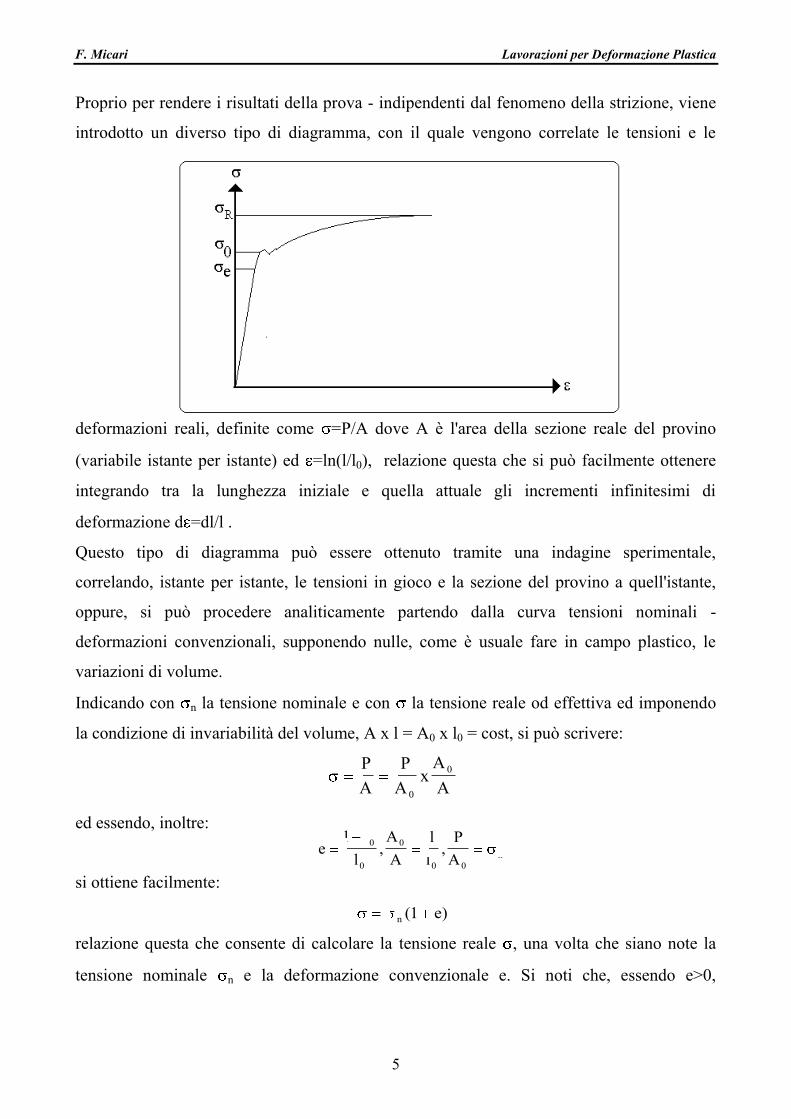
Proprio per rendere i risultati della prova - indipendenti dal fenomeno della strizione, viene
introdotto un diverso tipo di diagramma, con il quale vengono correlate le tensioni e le
deformazioni reali, definite come =P/A dove A è l'area della sezione reale del provino
(variabile istante per istante) ed =ln(l/l0), relazione questa che si può facilmente ottenere
integrando tra la lunghezza iniziale e quella attuale gli incrementi infinitesimi di
deformazione d =dl/l .
Questo tipo di diagramma può essere ottenuto tramite una indagine sperimentale,
correlando, istante per istante, le tensioni in gioco e la sezione del provino a quell'istante,
oppure, si può procedere analiticamente partendo dalla curva tensioni nominali -
deformazioni convenzionali, supponendo nulle, come è usuale fare in campo plastico, le
variazioni di volume.
Indicando con n la tensione nominale e con la tensione reale od effettiva ed imponendo
la condizione di invariabilità del volume, A x l = A0 x l0 = cost, si può scrivere:
ed essendo, inoltre:
si ottiene facilmente:
relazione questa che consente di calcolare la tensione reale , una volta che siano note la
tensione nominale n e la deformazione convenzionale e. Si noti che, essendo e>0,
P
A
P
Ax
A
A0
0
el l
l
A
A
l
l
P
A n
0
0
0
0 0
, ,
n e( )1
F. Micari Lavorazioni per Deformazione Plastica
6
risulterà > n, anche se la differenza tra le due tensioni diventa apprezzabile solo per valori
relativamente elevati della deformazione.
E' ancora da osservare che il calcolo della tensione reale mediante la relazione appena
riportata è possibile solo per valori della deformazione inferiori a quelli per cui si manifesta
la strizione. Oltre tale punto infatti, nella zona soggetta a deformazione si stabilisce un
campo tensionale di tipo tridimensionale, sicché il calcolo della richiede l'impiego di un
coefficiente di correzione.
L'impiego delle tensioni reali, in luogo di quelle convenzionali permette di ottenere
diagrammi caratterizzati da un andamento sempre crescente della curva, i quali tengono in
conto esclusivamente del comportamento del materiale, mentre non sono influenzati dalle
caratteristiche geometriche del provino né dal verificarsi della strizione.
Con le considerazioni che precedono sono state introdotte due diverse metodologie per
definire le deformazioni, rispettivamente le deformazioni nominali o convenzionali e le
deformazioni reali o logaritmiche. In effetti l’impiego delle deformazioni reali presenta,
nelle applicazioni pratiche, alcuni rilevanti vantaggi. Innanzi tutto le deformazioni reali
possono essere sommate: se supponiamo di imprimere un certo livello di deformazione su di
un provino attraverso più fasi successive, la deformazione totale dovrà evidentemente essere
pari alla somma dei valori di deformazione impressi in ciascuno degli stadi; tale condizione
è verificata impiegando le deformazioni logaritmiche grazie alle note proprietà dei
logaritmi, mentre non è verificata utilizzando le deformazioni convenzionali.
Occorre inoltre aggiungere che solo le deformazioni reali o logaritmiche sono in grado di
fornire una rappresentazione efficace e fisicamente adeguata: tale considerazione può essere
giustificata mediante un semplice esempio. Si immagini di partire da un provino di
lunghezza l e di effettuare una lavorazione di trazione portando la lunghezza al valore finale
2l od una lavorazione di compressione annullando completamente l'altezza del provino,
lavorazione quest'ultima naturalmente impossibile. L'impiego delle deformazioni
convenzionali porterebbe alla valutazione di deformazioni pari a + 1 e –1 rispettivamente,
mentre, con le deformazioni reali, i valori sono pari a ln 2 e E’ evidente come
quest'ultima rappresentazione è certamente assai più adeguata ed efficace.
F. Micari Lavorazioni per Deformazione Plastica
7
1.2 EFFETTO BAUSHINGER
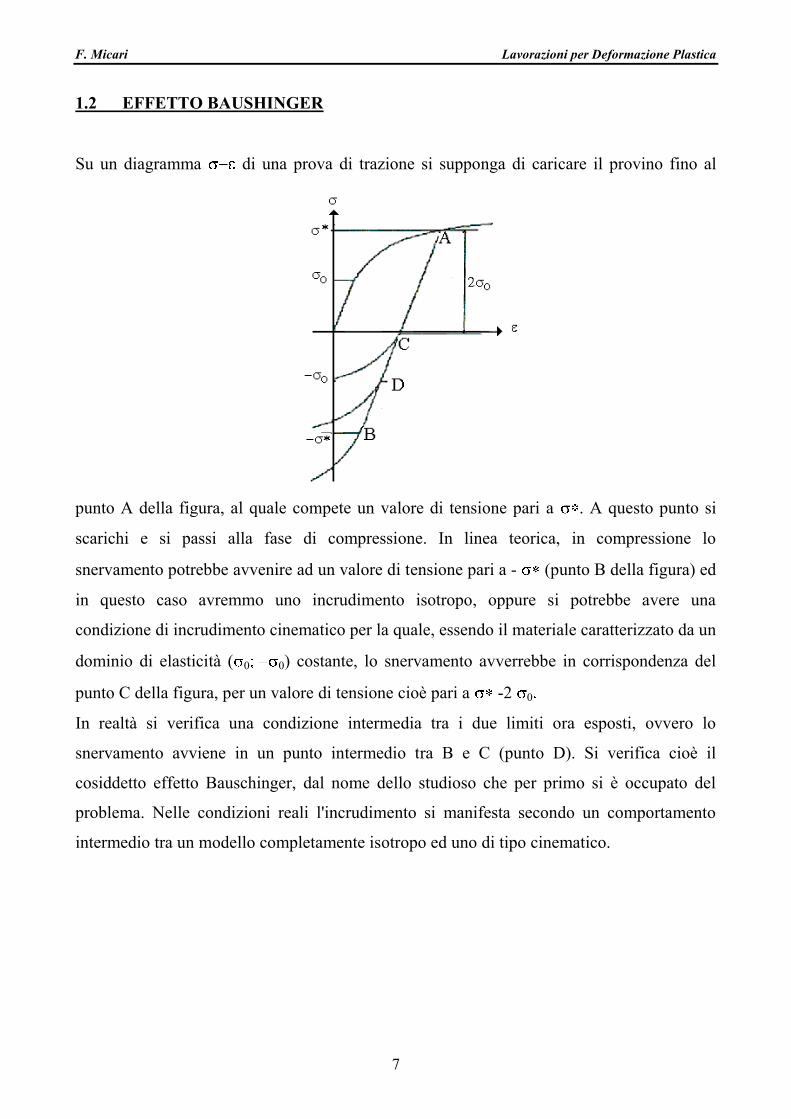
Su un diagramma di una prova di trazione si supponga di caricare il provino fino al
punto A della figura, al quale compete un valore di tensione pari a . A questo punto si
scarichi e si passi alla fase di compressione. In linea teorica, in compressione lo
snervamento potrebbe avvenire ad un valore di tensione pari a - (punto B della figura) ed
in questo caso avremmo uno incrudimento isotropo, oppure si potrebbe avere una
condizione di incrudimento cinematico per la quale, essendo il materiale caratterizzato da un
dominio di elasticità ( 0 0) costante, lo snervamento avverrebbe in corrispondenza del
punto C della figura, per un valore di tensione cioè pari a -2 0
In realtà si verifica una condizione intermedia tra i due limiti ora esposti, ovvero lo
snervamento avviene in un punto intermedio tra B e C (punto D). Si verifica cioè il
cosiddetto effetto Bauschinger, dal nome dello studioso che per primo si è occupato del
problema. Nelle condizioni reali l'incrudimento si manifesta secondo un comportamento
intermedio tra un modello completamente isotropo ed uno di tipo cinematico.
F. Micari Lavorazioni per Deformazione Plastica
8
1.3 DEFORMAZIONI PLASTICHE ED ELASTICHE
Le considerazioni prima esposte in merito ai diagrammi ottenibili eseguendo una prova di
trazione permettono di evidenziare due aspetti che differenziano in modo preciso il
comportamento elastico ed il comportamento plastico dei materiali:
• le deformazioni plastiche sono, per loro natura, permanenti, cioè non scompaiono al
cessare dell'applicazione del carico che le ha provocate, così come avviene per le
deformazioni elastiche;
• con riferimento a condizioni di tensione monoassiale, il legame tra le tensioni e le
deformazioni è lineare in campo elastico, =E (nella quale E è il modulo di Young o di
rigidezza longitudinale), mentre assume forma non lineare in campo plastico; ivi infatti, vale
una legge del tipo =C n, essendo C ed n due costanti caratteristiche del materiale.
L'esponente n viene chiamato indice di incrudimento e permette di rappresentare la
resistenza che il materiale offre nel subire ulteriori deformazioni permanenti dopo lo
snervamento. E' opportuno aggiungere che alcuni materiali (perfettamente plastici) non
esibiscono alcun incrudimento: per essi, quindi, n=0.
La legge =C n vale nelle condizioni di deformazione plastica a freddo; nelle lavorazioni a
caldo (caratterizzate per esempio da temperature dell'ordine di 1200°C nei primi passaggi
dei processi di laminazione dell'acciaio, o di 400-450°C nelle lavorazioni dell'alluminio)
infatti, i materiali non esibiscono in genere incrudimento, mentre il loro comportamento
dipende dalla temperatura e dalla velocità di deformazione; in questo caso il valore della
tensione di flusso plastico andrà quindi espresso mediante una funzione del tipo
Occorre inoltre aggiungere un ulteriore elemento che differenzia nettamente il
comportamento elastico da quello plastico dei materiali; in campo elastico esiste una
corrispondenza biunivoca tra tensioni e deformazioni: noto lo stato tensionale, da esso è
possibile ricavare in modo univoco il campo deformativo e viceversa. Tale circostanza non
è più vera in campo plastico, ove, al fine di valutare lo stato di deformazione non è più
sufficiente conoscere il campo tensionale, ma è necessario analizzare l'intera storia di carico
che ha portato allo stato tensionale finale.
f T)( ,
F. Micari Lavorazioni per Deformazione Plastica
9
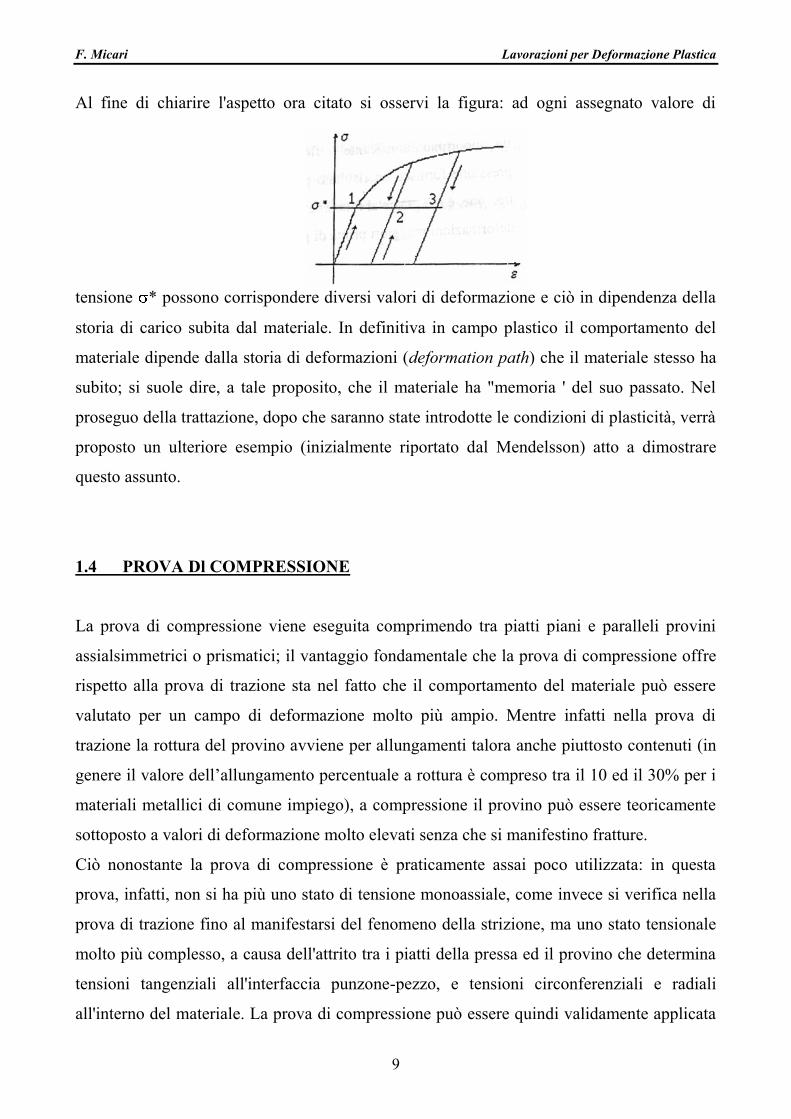
Al fine di chiarire l'aspetto ora citato si osservi la figura: ad ogni assegnato valore di
tensione * possono corrispondere diversi valori di deformazione e ciò in dipendenza della
storia di carico subita dal materiale. In definitiva in campo plastico il comportamento del
materiale dipende dalla storia di deformazioni (deformation path) che il materiale stesso ha
subito; si suole dire, a tale proposito, che il materiale ha "memoria ' del suo passato. Nel
proseguo della trattazione, dopo che saranno state introdotte le condizioni di plasticità, verrà
proposto un ulteriore esempio (inizialmente riportato dal Mendelsson) atto a dimostrare
questo assunto.
1.4 PROVA Dl COMPRESSIONE
La prova di compressione viene eseguita comprimendo tra piatti piani e paralleli provini
assialsimmetrici o prismatici; il vantaggio fondamentale che la prova di compressione offre
rispetto alla prova di trazione sta nel fatto che il comportamento del materiale può essere
valutato per un campo di deformazione molto più ampio. Mentre infatti nella prova di
trazione la rottura del provino avviene per allungamenti talora anche piuttosto contenuti (in
genere il valore dell’allungamento percentuale a rottura è compreso tra il 10 ed il 30% per i
materiali metallici di comune impiego), a compressione il provino può essere teoricamente
sottoposto a valori di deformazione molto elevati senza che si manifestino fratture.
Ciò nonostante la prova di compressione è praticamente assai poco utilizzata: in questa
prova, infatti, non si ha più uno stato di tensione monoassiale, come invece si verifica nella
prova di trazione fino al manifestarsi del fenomeno della strizione, ma uno stato tensionale
molto più complesso, a causa dell'attrito tra i piatti della pressa ed il provino che determina
tensioni tangenziali all'interfaccia punzone-pezzo, e tensioni circonferenziali e radiali
all'interno del materiale. La prova di compressione può essere quindi validamente applicata
F. Micari Lavorazioni per Deformazione Plastica
10
solo se si riesce a ridurre sufficientemente l'attrito, tramite l'uso di un opportuno lubrificante
(teflon o bisolfuro di molibdeno): in tal caso la prova di compressione fornisce un risultato
più completo ed esauriente rispetto alla prova di trazione, e ciò appunto grazie al fatto che in
compressione i materiali riescono a sopportare deformazioni maggiori prima di giungere a
rottura.
1.5 CONDIZIONI Dl PLASTICITA’
Si è fino a questo momento esaminato il comportamento elasto-plastico di un provino
soggetto a carico unidirezionale: le soluzioni raggiunte sono pertanto applicabili a tutti quei
casi in cui si può supporre che il solido in esame sia soggetto ad una sola tensione. Nella
pratica, però, si presenta più spesso il caso di solidi soggetti a stati tensionali bidimensionali
o tridimensionali.
In questo caso si pone il problema di individuare sia gli stati tensionali che provocano
l'inizio del flusso plastico, che le relazioni esistenti tra tensioni e deformazioni in campo
plastico. Si tratta di problematiche che hanno suscitato l’interesse degli studiosi già a partire
dal XV secolo, portando alla formulazione di numerose teorie che hanno trovato un
riscontro sperimentale più o meno adeguato. Tra le principali teorie di plasticità vanno
ricordate:
1.5.1 Teoria di Galileo (o della massima tensione principale positiva)
Secondo questa teoria lo stato plastico è individuato esclusivamente dalla massima tensione
principale positiva: se la massima tensione principale positiva raggiunge il valore della
tensione di scorrimento, il materiale subisce deformazione plastica. E’ immediato apportare
alcune critiche a tale condizione: essa infatti non tiene in alcuna considerazione l’effetto
delle altre tensioni agenti e quindi non è in grado di analizzare correttamente gli stati di
tensione composti. Non sono inoltre limitati in alcun modo gli stati di compressione:
secondo Galileo una sollecitazione di compressione, qualunque sia il suo valore, non è in
grado di procurare deformazione plastica.

F. Micari Lavorazioni per Deformazione Plastica
11
1.5.2 Teoria della massima tensione principale positiva e negativa
Questa teoria costituisce l’immediato sviluppo della teoria di Galileo: in questo caso infatti
gli indici presi in considerazione sono la massima tensione principale positiva e la minima
tensione principale negativa, o meglio le tensioni principali massima e minima. Si avrà
deformazione plastica se la massima tensione principale supera la tensione di scorrimento o
se la minima tensione principale è minore di – 0. Rispetto alla teoria di Galileo, viene
definito un limite con riferimento agli stati tensionali di compressione; tuttavia anche in
questo caso non è considerato l’effetto complessivo dell’intero stato tensionale.
1.5.3 Teoria di Tresca (della massima tensione tangenziale)
Secondo questa teoria lo scorrimento plastico si verifica quando la massima sollecitazione
tangenziale raggiunge un valore limite, calcolabile facendo riferimento al caso della trazione
semplice monoassiale. Occorre anzitutto premettere che nel caso di uno stato tensionale
tridimensionale, ed ammettendo che 1< 2< 3, la tensione tangenziale massima può
essere espressa nella forma max=( 3- 1)/2, come sarebbe possibile dimostrare utilizzando la
teoria dei cerchi di Mohr.
Nel caso della prova di trazione, al momento dello snervamento 1= 2=0, 3= 0 e pertanto
0= 0/2. Sulla base di tali considerazioni, la condizione di Tresca va scritta nella forma:
per cui la condizione limite risulta
3 - 1 0
Nelle condizioni più generali, nelle quali non è noto l'ordine delle tensioni principali la
condizione di Tresca si traduce nelle sei equazioni che si ottengono dalla precedente
max
3 1
0
0
2 2

F. Micari Lavorazioni per Deformazione Plastica
12
permutando gli indici ed invertendone successivamente i segni, ovvero:
3 - 1 0
1 - 2 0
2 - 3 0
3 - 1 0
1 - 2 0
2 - 3 0
delle quali si sceglierà, di volta in volta, l'equazione che contiene la tensione principale
massima e quella minima, in modo da soddisfare la condizione alla base della teoria.
Nello spazio di Haigh-Westergaard (spazio 1, 2, 3), le sei equazioni ora scritte,
rappresentano un prisma a base esagonale con l'asse coincidente con la trisettrice
dell’ottante positivo. Tale prisma rappresenta quindi una superficie «aperta»: la condizione
di Tresca, quindi, non limita gli stati di trazione e di compressione idrostatica, aspetto sul
quale si avrà modo di tornare nel proseguo della presente trattazione. Occorre inoltre
sottolineare che il prisma rappresentativo della condizione di Tresca presenta degli spigoli,
certamente poco giustificabili dal punto di vista teorico, ed infine che la condizione è di
fatto indipendente dalla tensione intermedia.

F. Micari Lavorazioni per Deformazione Plastica
13
1.5.4 Teoria di Beltrami-Haigh (dell'energia di deformazione)
Gli autori propongono che la deformazione plastica si verifichi quando l'energia di
deformazione elastica raggiunge un valore limite. Con lo stesso ragionamento seguito in
precedenza detto valore limite può esser calcolato con riferimento al caso di sollecitazione
monoassiale, tipico, come si è visto della prova di trazione sino al manifestarsi della
strizione. In questo caso si raggiungono condizioni di deformazione plastica in
corrispondenza alla coppia di valori ( 0, 0); pertanto l'energia di deformazione elastica
limite vale W0= ½ 0 0, dal momento che l’area sottesa dalla curva - si riduce in questo
tratto ad un triangolo.
Nel caso di sollecitazione il più generale possibile, l'energia di deformazione elastica vale
invece
We = ½ ( 1 1 + 2 2 + 3 3), dove 1, 2, 3 e 1, 2, 3 sono le tensioni e le deformazioni
lungo le tre direzioni principali.
In campo elastico valgono le note relazioni tra tensione e deformazione:
Pertanto, ponendo l'uguaglianza W0=We si può facilmente ricavare la relazione che esprime
la condizione di plasticità, data da:
il cui dominio, sul piano di Haigh-Westergaard, è rappresentato da un ellissoide di
rivoluzione con asse coincidente con la trisettrice del primo ottante.
La teoria di Beltrami-Haigh consente quindi di prendere in considerazione lo stato
tensionale nella sua completezza: anche la tensione intermedia compare infatti nella
formulazione del criterio, a differenza di quanto accade nella condizione proposta dal
Tresca. Inoltre la formulazione di tipo energetico consente di ottenere una funzione di
plasticità quadratica, la cui rappresentazione grafica è costituita da una superficie continua,
esente da spigoli.
2133
1322
3211
1
1
1
E
E
E
0
2
1
2
2
2
3
2
1 2 2 3 3 12
F. Micari Lavorazioni per Deformazione Plastica
14
A fronte di tali vantaggi è necessario osservare che la superficie di plasticità proposta da
Beltrami ed Haigh è una superficie chiusa: pertanto se immaginiamo di caricare un cubetto
ideale con una sollecitazione di tipo idrostatico, sia essa positiva o negativa, (cioè con sei
trazioni o sei compressioni uguali in modulo, agenti sulle facce del cubetto), è possibile
raggiungere sul materiale condizioni di deformazione plastica.
Nello spazio di Haigh-Westergaard una sollecitazione di tipo idrostatico positivo si traduce
in un punto giacente sulla trisettrice dell'ottante positivo, così come una sollecitazione
idrostatica negativa è rappresentata da un punto sulla trisettrice dell'ottante negativo. Al
variare di tale sollecitazione il punto si sposta lungo la trisettrice. Se la superficie di
plasticità è chiusa, essa ammette un punto di intersezione con la trisettrice e pertanto esiste
un opportuno valore della sollecitazione idrostatica, sia positiva che negativa, per il quale è
possibile attingere condizioni di deformazione plastica.
La situazione è completamente diversa nel caso della condizione di plasticità proposta da
Tresca: ivi la superficie è un prisma indefinito a base esagonale, avente per asse la trisettrice
dell'ottante positivo ed aperta sia dal lato delle tensioni idrostatiche positive che da quello
delle tensioni idrostatiche negative. Non è quindi possibile, secondo Tresca, raggiungere
condizioni di deformazione plastica con sollecitazioni di tipo idrostatico.
Le verifiche sperimentali che sono state condotte hanno dimostrato che nel caso di
compressioni idrostatiche, anche in presenza di elevatissime pressioni, non si verificano
deformazioni permanenti; non si. hanno infatti né variazioni permanenti della forma del
provino sollecitato (le quali non potrebbero del resto verificarsi essendo lo stesso provino
caricato con pressioni uguali su tutte le facce), né si sono riscontrate variazioni permanenti
del volume. Pertanto uno stato tensionale idrostatico negativo non è in grado di causare
deformazioni permanenti, confermando in tal modo la validità dell'ipotesi del Tresca. La
superficie di plasticità deve quindi essere aperta dalla parte delle tensioni idrostatiche
negative.
Per quanto riguarda l’ottante positivo, occorre in primo luogo osservare che, mentre è
relativamente facile realizzare sperimentalmente compressioni idrostatiche (si pensi che un
siffatto stato tensionale si realizza ad esempio immergendo una sfera di metallo in un
liquido), è molto più complesso riprodurre condizioni di trazione idrostatica. Tuttavia, già
da un punto di vista semplicemente intuitivo, ammettere che un provino tirato con eguale
forza su tutte le facce resista indefinitamente senza subire deformazioni permanenti è assai
F. Micari Lavorazioni per Deformazione Plastica
15
arduo. L'ipotesi che gli studiosi che si sono occupati dell'argomento hanno proposto e che
viene ormai comunemente accettata prevede che nel caso di trazione idrostatica il materiale
resista in condizioni di deformazione elastica fino a rompersi con un meccanismo
tipicamente fragile, senza cioè esibire alcuna deformazione permanente precedente la
rottura.
In tale ipotesi la superficie di plasticità deve essere aperta anche dalla parte delle tensioni
idrostatiche positive ed ad essa va sovrapposta una ulteriore superficie, luogo dei punti per i
quali si verifica la rottura fragile del materiale.
1.5.5 Teoria di Von Mises (dell’energia di distorsione)
Le considerazioni esposte in precedenza mostrano che la superficie di plasticità deve essere
aperta sia dal lato delle tensioni idrostatiche positive che dal lato delle tensioni idrostatiche
negative, conferendo validità alla condizione proposta dal Tresca. Tale condizione, tuttavia,
presentava il limite di non tenere conto dell'intero stato tensionale, trascurando, di fatto,
l'effetto della tensione intermedia.
Il Von Mises, partendo dalla considerazione, validata sperimentalmente, che in campo
plastico non si ha variazione di volume, ma solo variazione di forma, propose che non tutta
l'energia di deformazione elastica per unità di volume dovesse essere presa in
considerazione - come era stato assunto da Beltrami ed Haigh - ma solo l'aliquota di energia
di deformazione correlata alla variazione di forma.
Egli, pertanto, suggerì che il tensore degli sforzi agenti sul cubetto ideale, fosse scomposto
in un tensore idrostatico, responsabile della variazione di volume, ed in un tensore
deviatorico, responsabile della variazione di forma.
Alla luce dei ragionamenti precedenti solo l'energia associata al tensore deviatorico,
denominata energia di distorsione, deve essere tenuta in considerazione al fine di valutare
l'instaurarsi di condizioni di deformazione plastica. E' quindi necessario procedere al calcolo
di tale termine di energia.

F. Micari Lavorazioni per Deformazione Plastica
16
Come già osservato lo stato tensionale, rappresentato dal seguente tensore:
si può considerare composto da due tensori: uno rappresentativo dello stato idrostatico, ed
uno rappresentativo di quello deviatorico. in altri termini, cioè, vale la seguente relazione:
nella quale la tensione media m è data da:
m = ( 1+ 2+ 3) / 3
L'energia, per unità di volume, associata allo stato idrostatico vale:
ed essendo sempre valide le
dalle quali si ottiene:
si può ricavare, in definitiva:
Ricordando l'espressione dell'energia di deformazione elastica totale, data da:
1
2
3
0 0
0 0
0 0
1
2
3
1
2
3
0 0
0 0
0 0
0 0
0 0
0 0
0 0
0 0
0 0
m
m
m
m
m
m
Wv m i i i
1
2
1
2
1
3
1 1 2 3
2 2 3 1
3 3 1 2
1
1
1
E
E
E
i iE
11 2
WE Ev i i i j
i j
1
61 2
1
61 2
22
1
3
,
WE Ev i i i j
i j
1
61 2
1
61 2
22
1
3
,
WEe i i
ii i
i jj
i
1
2
1
21
3
2
1
3
1
3
,

F. Micari Lavorazioni per Deformazione Plastica
17
l'energia responsabile della variazione di forma risulta:
Nel caso di tensione unidirezionale ( 2= 3=0), ed al limite di scorrimento ( 1= 0),
l'energia di distorsione vale:
Imponendo l'uguaglianza tra l'energia di distorsione nei due casi e sviluppando i calcoli, si
perviene alla nota relazione:
oppure alla analoga, scritta in funzione di tensioni non principali:
Queste ultime due relazioni rappresentano appunto la condizione di plasticità di Von Mises,
la cui rappresentazione nello spazio ( 1, 2, 3) è data da una superficie cilindrica indefinita
1 2
2
2 3
2
3 1
2
0
22
x y y z z x xy yz zx
2 2 22 2 2
0
26 2
W W WE E
E G
d e v ii
i ji j
ii
i ji j
ii
i ji j
1
2
1
61 2
1
62
1
12
2
1
3
1
3
2
1
3
1
3
2
1
3
1
3
1 2
2
2 3
2
3 1
2
, ,
,
WEd
1
62 0
2

F. Micari Lavorazioni per Deformazione Plastica
18
(vedi pagina precedente) avente per asse la trisettrice del primo ottante, superficie aperta sia
dal lato delle tensioni idrostatiche positive che dal lato delle tensioni idrostatiche negative.
Tale cilindro risulta circoscritto al prisma a sezione retta esagonale che esprime la
condizione di Tresca.
L'espressione precedente è riferita ad una condizione di prima plasticizzazione, con il
materiale allo stato ricotto, pertanto in essa figura la tensione di snervamento 0. Se invece
la condizione di plasticità va impiegata per analizzare condizioni di deformazione riferite a
materiali già sottoposti a processi plastici, per i quali si è quindi avuto un fenomeno di
incrudimento, al posto della tensione 0 dovrà comparire la tensione di flusso plastico
calcolabile mediante la ben nota relazione Cn.
Nelle condizioni di taglio puro, ottenibili applicando, ad esempio, una pura torsione,
secondo la teoria di Von Mises la deformazione plastica si raggiunge quando la tensione
tangenziale raggiunge il valore limite 0=0,577 0, mentre secondo la teoria di Tresca
(massima tensione tangenziale) vale la relazione: 0=0,5 0.
1.5.6 Verifiche sperimentali delle condizioni di Plasticità
Nella realtà si è osservato sperimentalmente che alcuni materiali rispondono meglio alla
condizione di Von Mises, mentre altri sono meglio caratterizzati dalla condizione di Tresca.
Sulla base delle considerazioni esposte al termine del precedente paragrafo, al fine di
accertare a quale condizione risponde meglio il materiale, potrà essere sufficiente fare due
prove, una di trazione ed una di torsione e valutare il rapporto 0/ 0. Se esso dovesse
risultare più vicino a 0,577 varrà la condizione di Von Mises, nel caso in cui, invece, risulti
più prossimo a 0,5 varrà la condizione di Tresca.
Altre esperienze, finalizzate alla determinazione del criterio di plasticità più adeguato,
furono condotte dal Lode; quest'ultimo, osservando che nella condizione di Von Mises
viene tenuta in considerazione anche la tensione intermedia, di fatto trascurata dal Tresca,
ideò un esperimento nel quale un provino di grosso spessore è sottoposto a tensione assiale
e pressione interna. In tal modo è possibile far variare, in un range piuttosto ampio, la
tensione intermedia al fine di valutarne l'influenza sul determinarsi delle condizioni di
plasticizzazione.

F. Micari Lavorazioni per Deformazione Plastica
19
Il Lode definì un parametro nella forma:
Le condizioni di Von Mises e di Tresca possono essere quindi espresse in funzione di ; in
particolare la condizione di Von Mises diviene:
mentre la condizione di Tresca, ( 3 - 1) / 0 = 1, è indipendente dalla tensione intermedia
2 e quindi anche da
Diagrammando ( 3 - 1) / 0 in funzione di si ottiene il grafico riportato in figura; è
possibile dimostrare che =0 equivale a condizioni di torsione pura, mentre per =±1 si ha
trazione o compressione. Si può osservare come la massima differenza tra i due criteri si
abbia per la torsione, come d'altra parte già osservato discutendo a proposito della tensione
tangenziale limite 0.
Facendo diverse prove sul materiale al variare del parametro si verifica se i punti
corrispondenti al manifestarsi di deformazioni permanenti si addensano sulla condizione di
Tresca oppure su quella di Von Mises. L’esperienza ha dimostrato che la condizione di Von
Mises interpreta meglio i risultati sperimentali, pur in presenza di una significativa
dispersione.
2
1 3
3 1
2
2
3 1
02
2
3
F. Micari Lavorazioni per Deformazione Plastica
20
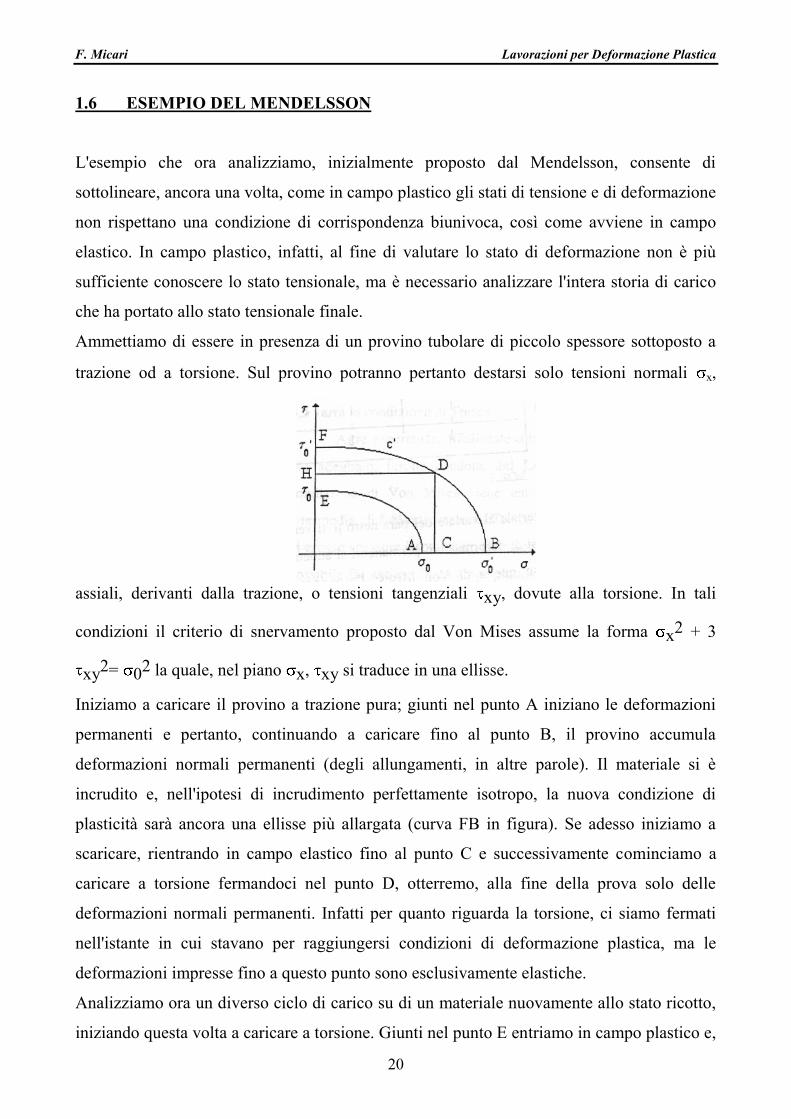
1.6 ESEMPIO DEL MENDELSSON
L'esempio che ora analizziamo, inizialmente proposto dal Mendelsson, consente di
sottolineare, ancora una volta, come in campo plastico gli stati di tensione e di deformazione
non rispettano una condizione di corrispondenza biunivoca, così come avviene in campo
elastico. In campo plastico, infatti, al fine di valutare lo stato di deformazione non è più
sufficiente conoscere lo stato tensionale, ma è necessario analizzare l'intera storia di carico
che ha portato allo stato tensionale finale.
Ammettiamo di essere in presenza di un provino tubolare di piccolo spessore sottoposto a
trazione od a torsione. Sul provino potranno pertanto destarsi solo tensioni normali x,
assiali, derivanti dalla trazione, o tensioni tangenziali xy, dovute alla torsione. In tali
condizioni il criterio di snervamento proposto dal Von Mises assume la forma x2
+ 3
xy2= 0
2 la quale, nel piano x, xy si traduce in una ellisse.
Iniziamo a caricare il provino a trazione pura; giunti nel punto A iniziano le deformazioni
permanenti e pertanto, continuando a caricare fino al punto B, il provino accumula
deformazioni normali permanenti (degli allungamenti, in altre parole). Il materiale si è
incrudito e, nell'ipotesi di incrudimento perfettamente isotropo, la nuova condizione di
plasticità sarà ancora una ellisse più allargata (curva FB in figura). Se adesso iniziamo a
scaricare, rientrando in campo elastico fino al punto C e successivamente cominciamo a
caricare a torsione fermandoci nel punto D, otterremo, alla fine della prova solo delle
deformazioni normali permanenti. Infatti per quanto riguarda la torsione, ci siamo fermati
nell'istante in cui stavano per raggiungersi condizioni di deformazione plastica, ma le
deformazioni impresse fino a questo punto sono esclusivamente elastiche.
Analizziamo ora un diverso ciclo di carico su di un materiale nuovamente allo stato ricotto,
iniziando questa volta a caricare a torsione. Giunti nel punto E entriamo in campo plastico e,
F. Micari Lavorazioni per Deformazione Plastica
21
caricando fino al punto F accumuliamo sul pezzo deformazioni tangenziali permanenti
(degli scorrimenti, in questo caso). Se adesso scarichiamo sino al punto H e poi iniziamo a
caricare a trazione fino ad arrivare al punto D, avremo ottenuto sul pezzo alla fine della
prova solo delle deformazioni permanenti di tipo "scorrimenti", mentre gli allungamenti
sono soltanto elastici.
E' pertanto possibile concludere che, pur se con i due cicli di carico analizzati siamo arrivati
allo stesso stato tensionale finale, lo stato deformativo ottenuto è completamente differente,
appunto dipendentemente dal cammino di deformazione percorso. Tale risultato conferma la
validità dell'affermazione esposta in precedenza: in campo plastico il materiale conserva
"memoria" del suo passato e pertanto al fine di valutare lo stato deformativo del pezzo è
necessario ripercorrere l'intera storia di carico.

F. Micari Lavorazioni per Deformazione Plastica
22
2. LAVORAZIONI PER DEFORMAZIONE PLASTICA
2.1 CLASSIFICAZIONE DEI PROCESSI DI FORMATURA
Una classificazione dei processi di formatura può essere condotta facendo riferimento a
numerosi elementi, tra i quali la temperatura alla quale il processo si svolge, le dimensioni e
la forma del pezzo in lavorazione, la tipologia del processo nell'ambito dell'intero ciclo di
lavorazioni, le caratteristiche del meccanismo di deformazione che si instaura nel
semilavorato durante il processo.
Per quanto riguarda la prima metodologia di classificazione, i processi di formatura
possono essere discriminati confrontando la temperatura alla quale vengono eseguiti con la
temperatura di ricristallizzazione, proprietà caratteristica di ogni materiale ed
approssimabile, in prima analisi, alla metà della temperatura di fusione.
Il fenomeno della ricristallizzazione, come pure il fenomeno del riassetto (recovery) che si
verifica a temperature leggermente inferiori (tra 0.3Tm e 0.5Tm), è legato alla mobilità
degli atomi all'interno del reticolo cristallino. In particolare nella prima fase del riassetto si
assiste ad un riarrangiamento delle dislocazioni secondo configurazioni più regolari, ciò che
comporta la crescita delle caratteristiche di duttilità del materiale e la riduzione della
tensione di flusso plastico (softening) senza tuttavia che la struttura granulare del materiale
venga a subire visibili trasformazioni.
Al contrario nella fase della ricristallizzazione, gli atomi hanno acquisito una mobilità ed
una capacità di diffusione tale da poter formare nuovi nuclei di cristallizzazione,
relativamente esenti da dislocazioni, e quindi una struttura granulare completamente nuova.
Normalmente la struttura cui si perviene è caratterizzata da grani orientati in modo casuale
nello spazio - il materiale pertanto assume caratteristiche isotrope -, con una dimensione dei
grani cristallini funzione della temperatura, del tempo in cui si permane a quella temperatura
e dell'esistenza di eventuale lavoro plastico a freddo compiuto su quel materiale.
Le considerazioni che precedono mostrano l'importanza della temperatura affinché si
verifichino i fenomeni del riassetto e della ricristallizzazione, fenomeni che conducono ad
un addolcimento (softening) delle caratteristiche del materiale, con la riduzione della
F. Micari Lavorazioni per Deformazione Plastica
23
tensione di snervamento e di rottura e l'incremento della duttilità del materiale, della
capacità cioè di subire deformazioni permanenti prima che avvenga la frattura.
Pertanto una prima classificazione dei processi di lavorazione, per la verità piuttosto
approssimata, prevede una distinzione tra processi "a freddo" od "a caldo",
dipendentemente se la temperatura di lavorazione è minore o maggiore di 0.5Tm.
In realtà la classificazione che oggigiorno viene più frequentemente adottata distingue i
processi di formatura in processi "a freddo" (cold working), "a tiepido" (warm working) ed
"a caldo" (hot working).
Le lavorazioni per deformazione plastica a freddo sono quelle condotte a temperatura
ambiente, anche se, per la trasformazione dell'energia di deformazione in calore
(normalmente si ammette che almeno il 90-95% dell'energia di deformazione viene
trasformata in calore), la temperatura del pezzo in lavorazione può, in alcuni casi,
raggiungere anche i 100-200°C.
Lo scopo delle lavorazioni a freddo è quello di produrre componenti "finiti", in possesso
della forma e delle dimensioni richieste per la specifica applicazione cui sono destinati, i
quali pertanto non richiedono l'esecuzione di successive lavorazioni per asportazione di
truciolo, se non per alcune superfici particolari. Le lavorazioni a freddo consentono
infatti di raggiungere un livello di accuratezza dimensionale assai elevato.
Le prime applicazioni di processi a freddo risalgono al diciannovesimo secolo, ed erano
relative a componenti in materiali "teneri", quali il piombo e l'alluminio: la forgiatura di
pezzi in acciaio non era possibile sia per problemi connessi alla capacità di carico delle
macchine allora disponibile e soprattutto per l'assenza di efficaci metodologie di
lubrificazione, che comportavano problemi di aderenza al contatto stampi-pezzo in
lavorazione. Questi problemi furono risolti con lo sviluppo, in Germania, dei trattamenti
di fosfatazione superficiale, accompagnati dall'impiego di efficaci lubrificanti quali i
saponi metallici
Oggigiorno i processi per deformazione plastica a freddo sono largamente impiegati per
la produzione di componenti di dimensioni non molto elevate (in generale il cui peso è
inferiore ad un chilogrammo), costruiti in acciai a basso e medio tenore di carbonio. La
riduzione ed in alcuni casi la totale cancellazione di successive, costose, lavorazioni per
asportazione di truciolo, rendono questi processi assai attraenti dal punto di vista dei
costi, in una produzione su larga serie.
F. Micari Lavorazioni per Deformazione Plastica
24
Tuttavia vi sono alcuni aspetti da tenere presente, che, in qualche modo, limitano le
possibilità di applicazione di questi processi. In primo luogo si è già osservato che le
lavorazioni a freddo richiedono una attenta ed efficace lubrificazione, lubrificazione che
va ripristinata tra una lavorazione e l'altra nel caso in cui, ed è certamente il caso più
frequente, la realizzazione di un pezzo richieda una sequenza di operazioni di formatura.
I problemi connessi alla lubrificazione coinvolgono peraltro aspetti di carattere
ambientale, dal momento che la scelta di adottare processi di formatura a freddo,
determina per l'azienda la necessità di dotarsi di consistenti e costosi impianti per lo
scarico od eventualmente per il riciclaggio dei liquidi esausti.
Occorre inoltre tenere in considerazione che il materiale, lavorato a freddo, incrudisce,
con un conseguente aumento della tensione di flusso plastico (e quindi del carico di
formatura richiesto alla macchina utensile perché la lavorazione possa svolgersi) ed una
riduzione della capacità di subire ulteriori deformazioni permanenti senza che si
manifestino fratture. Tutto ciò comporta che il processo produttivo deve essere
continuamente interrotto per effettuare processi intermedi di ricottura, con i quali
vengono annullati gli effetti del lavoro plastico condotto sul materiale.
In definitiva la necessità di frequenti interruzioni del processo produttivo, legata ad
operazioni di ricottura ed al ripristino della lubrificazione, limita la validità, dal punto di
vista economico, dei processi di formatura a freddo.
le lavorazioni per deformazione plastica a caldo vengono condotte a temperature al di
sopra della temperatura di ricristallizzazione 0.5Tm, generalmente a temperature
comprese tra 0.7Tm. e 0.9Tm. Per quanto riguarda gli acciai, il tipico processo di
forgiatura tra stampi semi-chiusi (largamente impiegato nell'industria automobilistica ad
esempio per la produzione delle bielle) è realizzato intorno ai 1200°C. A queste
temperature il materiale esibisce un notevole addolcimento (softening), dovuto ai
fenomeni di riassetto e di ricristallizzazione (talvolta indotti dalla stessa esecuzione del
processo di formatura, nel qual caso si parla di un riassetto o di una ricristallizzazione
dinamica), o, più in generale, dalla notevole mobilità e capacità di diffusione degli atomi
che rende più agevole il movimento delle dislocazioni.
Nei processi per deformazione plastica a caldo si ha quindi il notevole vantaggio di
dover lavorare un materiale caratterizzato da tensioni di flusso plastico alquanto
F. Micari Lavorazioni per Deformazione Plastica
25
modeste e da elevata duttilità: è quindi possibile ottenere componenti anche di rilevanti
dimensioni con macchinari non troppo potenti, ed imprimere elevate deformazioni in
pochi passaggi. La lubrificazione, peraltro, non rappresenta un rilevante problema, dal
momento che viene di solito impiegata acqua allo scopo sia di lubrificare il pezzo in
lavorazione, che di raffreddare gli stampi.
Tuttavia i processi a caldo presentano notevoli inconvenienti dal punto di vista
dell'accuratezza dimensionale e della possibilità di formazione di ossidi sulle superfici
dei pezzi lavorati. Per quanto riguarda gli acciai i fenomeni di ossidazione assumono
particolare rilevanza al di sopra dei 900°C e determinano la necessità di un successivo
processo di asportazione dello strato superficiale decarburato: a tale problema, tuttavia,
si riesce almeno parzialmente ad ovviare rendendo più veloce il processo di
riscaldamento (riscaldamento ad induzione) o riducendo a 1000°C la temperatura alla
quale la lavorazione viene condotta, pur se, in tal modo, la tensione di flusso plastico è
leggermente maggiore. Da un punto di vista economico vanno infine evidentemente
tenuti nella dovuta considerazione i costi connessi al riscaldamento dei semilavorati alle
temperature di processo.
I principali difetti connessi alle lavorazioni di formatura a freddo ed a caldo sono,
almeno parzialmente, risolti ricorrendo alle lavorazioni di formatura "a tiepido"
(warm forming). Si tratta di una tipologia di processo in rapido sviluppo, in particolare
per quanto riguarda la produzione di pezzi in acciaio a medio ed alto tenore di carbonio
ed in acciaio legato per l'industria automobilistica.
I primi studi relativi alla formatura tiepida risalgono all'inizio degli anni '70, in
Giappone, in quanto essa fu vista come una metodologia potenzialmente in grado di
consentire la costruzione di pezzi caratterizzati da un livello di accuratezza
dimensionale prossimo a quella tipico del "cold forming", ma, rispetto a questo, molto
più complessi dal punto di vista della forma. Inoltre, aumentando la temperatura di
lavorazione rispetto alla temperatura ambiente, era possibile deformare plasticamente
materiali quali gli acciai a medio ed alto tenore di carbonio e gli acciai legati, i quali a
temperatura ambiente sono caratterizzati da una tensione di flusso plastico troppo
elevata e da una duttilità troppo limitata per poter essere sottoposti a deformazione.
La scelta della temperatura di processo deriva pertanto da un compromesso: da una
parte le esigenze di un elevato livello di accuratezza dimensionale e di una buona
F. Micari Lavorazioni per Deformazione Plastica
26
finitura superficiale (ciò che evidentemente rende i fenomeni di ossidazione superficiale
assolutamente indesiderati e da evitare), nonchè evidenti considerazioni di carattere
economico-energetico, indurrebbero a tenere quanto più bassa possibile la temperatura
di preriscaldo del semilavorato prima del processo. Essa tuttavia deve essere
sufficientemente elevata da consentire una congrua riduzione della tensione di flusso
plastico e soprattutto una elevata duttilità tale da garantire il riempimento completo
dello stampo e quindi il corretto ottenimento della forma finale desiderata, naturalmente
senza che si manifestino fratture.
Per tale ragione gli acciai al carbonio e gli acciai legati sono normalmente forgiati a
tiepido nell'intervallo di temperature compreso tra i 600°C e gli 850°C. Recentemente la
forgiatura tiepida è stata applicata con successo anche su componenti in acciaio
inossidabile austenitico (AISI 304), per i quali la temperatura di preriscaldo è fissata
intorno a 200-300°C.
Le considerazioni precedenti mostrano i notevoli vantaggi offerti dalla formatura
tiepida, tra i quali va altresì annoverato il fatto che i processi di ricottura, da effettuare
frequentemente nella formatura a freddo, non sono più necessari. Tuttavia l'applicazione
a livello industriale di questi processi è tutt'oggi limitata dalla carenza di efficaci
tecniche di lubrificazione: i metodi impiegati nelle lavorazioni a freddo (fosfatazione
della superficie ed impiego di saponi metallici) non possono essere impiegati, in quanto
lo strato di rivestimento della superficie si distrugge intorno ai 300-400°C ed i
lubrificanti si decompongono intorno ai 200°C. I metodi maggiormente impiegati
prevedono l'impiego di finissime particelle di grafite che aderiscono al pezzo quando
questo, preventivamente riscaldato, viene immerso in una soluzione di acqua e grafite;
si tratta tuttavia di una metodologia fortemente inquinante.
In definitiva il "warm forming" rappresenta un settore non ancora sufficientemente
consolidato, soprattutto per quanto riguarda gli aspetti connessi alla lubrificazione;
recentemente peraltro la formatura a tiepido è stata proposta per componenti in MMC
(compositi a matrice metallica) od in leghe di titanio per applicazioni aerospaziali. Si
tratta, in sostanza, di un settore nel quale è necessario un ulteriore, notevole, sforzo di
ricerca.
F. Micari Lavorazioni per Deformazione Plastica
27
La seconda metodologia di classificazione dei processi di formatura fa riferimento alle
dimensioni ed alla forma del semilavorato: in questo caso i processi di formatura vengono
distinti in "processi di formatura di pezzi pieni" (bulk metal forming processes) e "processi
di formatura delle lamiere" (sheet metal forming processes).
I processi di formatura di pezzi pieni sono quelli relativi a semilavorati per i quali il
rapporto tra la superficie ed il volume è relativamente basso: in questi processi lo spessore
o, più in generale, la sezione trasversale del semilavorato subiscono notevoli variazioni
durante la lavorazione.
Di contro, i processi di formatura delle lamiere sono condotti su semilavorati (le lamiere,
per l'appunto), caratterizzati da una dimensione (lo spessore) molto più piccola rispetto alle
altre due e quindi da un rapporto tra la superficie ed il volume relativamente alto. In questi
processi la riduzione dello spessore della lamiera è generalmente un effetto indesiderato e
può portare alla frattura duttile del componente.
Stabilita questa prima fondamentale differenza, numerosi ulteriori aspetti distinguono i
processi di formatura di pezzi pieni da quelli eseguiti su lamiere:
in primo luogo nel "bulk forming" sul pezzo in lavorazione vengono impresse elevate
deformazioni (si tratta in larga parte di processi caratterizzati da uno stato tensionale
prevalentemente di compressione, nei quali vengono sovente raggiunti valori di
deformazione equivalente anche superiori a 2), deformazioni distribuite, in modo più o
meno uniforme, nell'intero volume del pezzo. Nel caso delle lavorazioni delle lamiere lo
stato tensionale è prevalentemente di trazione e le deformazioni impresse sono molto più
contenute: inoltre esse sono applicate nelle zone in cui gli stampi vengono a contatto con la
lamiera, mentre ampie zone della lamiera medesima subiscono esclusivamente moti rigidi
(si pensi, ad esempio al caso della piegatura libera in aria od alla stessa piegatura a V, prima
che intervenga il fenomeno della coniatura della lamiera contro la matrice);
a causa di ciò lo studio dei processi di formatura di pezzi pieni può essere condotto con
riferimento alla sola componente plastica della deformazione (di gran lunga preponderante
rispetto alla componente elastica, per cui quest'ultima può essere trascurata senza tema di
incorrere in rilevanti errori). Quest'assunzione non può essere invece effettuata nel caso
delle lavorazioni delle lamiere, in cui la componente elastica ha un ruolo rilevante e deve
essere necessariamente tenuta in considerazione: trascurare la parte elastica della
F. Micari Lavorazioni per Deformazione Plastica
28
deformazione non permetterebbe, ad esempio, di spiegare e di analizzare il fenomeno del
ritorno elastico, estremamente importante, ad esempio, nel caso della piegatura;
le lavorazioni per deformazione plastica delle lamiere inoltre vengono condotte su
semilavorati ottenuti mediante precedenti processi di laminazione su tavola piana; tali
processi determinano notevoli fenomeni di incrudimento sul materiale, in particolare lungo
la direzione di laminazione. In generale, pertanto, le lamiere non presentano un
comportamento isotropo, ma le loro caratteristiche meccaniche sono fortemente anisotrope,
circostanza della quale è necessario tener conto durante la fase di progettazione del
processo. I semilavorati da utilizzare per i processi di "bulk forming", invece, vengono di
solito preliminarmente sottoposti a processi di ricottura, con i quali vengono annullati gli
effetti di eventuali precedenti lavorazioni di formatura ed il materiale riacquista proprietà
isotrope;
occorre infine tener conto del fatto che, mentre i processi di formatura di pezzi pieni sono
caratterizzati da uno stato tensionale prevalentemente di compressione (fatta eccezione per
la trafilatura di fili metallici), nelle lavorazioni delle lamiere lo stato tensionale è
generalmente di trazione: si pensi, ad esempio, al caso dell'imbutitura in cui è il punzone
che, agendo sul fondo dell'imbutito, "tira" la lamiera e determina la formazione del bossolo.
Pertanto è in queste ultime lavorazioni che il pericolo di fenomeni di localizzazione delle
deformazioni (necking) e di formazione di fratture duttili (tearing) deve essere
particolarmente tenuto in considerazione, scegliendo i parametri operativi atti a
scongiurarlo: nel "bulk forming" la formazione di fratture duttili dipende dal manifestarsi di
tensioni secondarie (ciò non direttamente dovute all'azione degli stampi) di trazione
(secondary tensile stresses), come, ad esempio, nel caso dello schiacciamento di masselli in
presenza di forte attrito all'interfaccia stampo-pezzo.
Le ultime due metodologie di classificazione dei processi di formatura (per la verità meno
frequentemente utilizzate) fanno riferimento rispettivamente alla "posizione" del processo
considerato nell'ambito dell'intero ciclo di lavorazione dei componente, ed alle
caratteristiche peculiari del meccanismo di deformazione.
In particolare nel primo caso le lavorazioni vengono distinte in lavorazioni primarie e
secondarie: sono lavorazioni primarie quelle eseguite nei primi stadi del ciclo di
lavorazione, allo scopo di ottenere semilavorati sui quali andranno successivamente
F. Micari Lavorazioni per Deformazione Plastica
29
condotte le lavorazioni secondarie. A titolo di esempio, il già citato processo di laminazione
su tavola piana costituisce una lavorazione primaria, in quanto consente di ottenere
semilavorati (lamiere) sulle quali eseguire altre lavorazioni secondarie (l'imbutitura, lo
stampaggio) per l'ottenimento dei pezzi finali.
La distinzione è tuttavia piuttosto labile, in quanto molto frequentemente, le lavorazioni
primarie, condotte in condizioni e con parametri operativi opportuni, permettono di ottenere
pezzi finiti: è ancora il caso della laminazione su tavola piana, che, nei passaggi conclusivi
ed a freddo, consente di ottenere lamierini sottili caratterizzati da elevatissime tolleranze
dimensionali, sui quali non è necessario condurre alcuna ulteriore operazione prima
dell'impiego.
Infine i processi per deformazione plastica possono essere distinti in processi stazionari e
processi non stazionari. Nel primo caso tutte le parti del pezzo in lavorazione vengono
successivamente sottoposte allo stesso meccanismo di deformazione: tale circostanza è
tipica, ad esempio, dei processi di estrusione e trafilatura, nei quali le varie zone del
semilavorato sotto tutte costrette ad un flusso conico attraverso la matrice. Nei processi non
stazionari, invece, la geometria del pezzo in lavorazione e le stesse caratteristiche
meccaniche del materiale vanno cambiando nel corso del processo; è, ad esempio, il caso
dello schiacciamento di un massello tra due piatti piani e paralleli: man mano che il
processo si sviluppa, la geometria del provino si evolve (si riduce l'altezza ed aumenta la
sezione compressa tra i piatti in modo da rispettare l'invariabilità del volume) ed il materiale
sottoposto a deformazione incrudisce, con un conseguente progressivo aumento della
tensione di flusso plastico. Prendendo nuovamente in esame il processo di estrusione, non vi
è dubbio che la fase di imbocco e quella finale costituiscono fasi non stazionarie nell'ambito
di un processo prevalentemente stazionario.
E' evidente che dipendentemente dalla natura stazionaria o non stazionaria dei processi,
l'analisi dei processi medesimi dovrà essere condotta in modo diverso. I processi stazionari
possono essere studiati, infatti, con un approccio euleriano: si tratta cioè di individuare un
volume di riferimento (nel caso dell'estrusione il volume di riferimento sarà evidentemente
costituito dalla zona di deformazione, la porzione cioè della matrice nella quale viene
impressa la riduzione del diametro) e di analizzare il meccanismo di deformazione che si
verifica in questo volume, meccanismo di deformazione che sarà identico per tutto il
materiale che nel corso del processo passerà attraverso il volume di riferimento. L'approccio
F. Micari Lavorazioni per Deformazione Plastica
30
da seguire per i processi non stazionari è invece di tipo lagrangiano: in questo caso l'intera
geometria del pezzo in lavorazione deve essere seguita durante il processo e l'analisi deve
essere condotta per via incrementale: la durata del processo deve essere cioè divisa in tanti
incrementi (è evidente che il livello di suddivisione influenza la precisione dell'analisi
condotta), all'inizio di ciascuno dei quali devono essere aggiornate sia la geometria del
pezzo che le caratteristiche meccaniche del materiale. Non è più sufficiente, quindi, una sola
analisi, ma essa va ripetuta con riferimento a ciascun incremento temporale.
2.2 PROGETTAZIONE DI UN PROCESSO DI FORMATURA
L'obiettivo di un processo di formatura è rappresentato dalla realizzazione, secondo la
metodologia economicamente più conveniente, di un pezzo di forma alquanto complessa
partendo da un semilavorato di geometria semplice. Naturalmente il pezzo finito deve essere
esente da difetti, siano essi difetti di forma o di mancato riempimento, cattiva qualità della
superficie, non adeguate caratteristiche meccaniche o microstrutturali od infine fratture
interne od esterne, che possano comprometterne l'impiego in esercizio.
Quasi sempre, peraltro, una sola lavorazione di formatura non è sufficiente per il
raggiungimento dell'obiettivo: di solito la produzione di un componente di interesse
industriale richiede l'esecuzione di una intera sequenza di lavorazioni per deformazione
plastica per trasformare la geometria iniziale "semplice" nella geometria finale "complessa",
sequenza della quale fanno parte, come si è detto in precedenza, anche processi intermedi di
ricottura del materiale ed operazioni di lubrificazione.
Conseguentemente il progetto di un processo di formatura consiste nella scelta della
sequenza di operazioni economicamente e tecnologicamente più conveniente per la
produzione del pezzo finito: il progettista dovrà cioè definire la migliore sequenza di
operazioni e per ciascuna di esse dovrà scegliere i parametri operativi più adatti.
Concentrando più in particolare l'attenzione su una singola lavorazione, il progettista
dispone di una serie di dati di input, conosce l'obiettivo da raggiungere ed i vincoli
collaterali da soddisfare ed il suo compito (in ciò appunto consiste il "progetto") è quello di
scegliere alcuni parametri operativi.
F. Micari Lavorazioni per Deformazione Plastica
31
Entrando maggiormente nel dettaglio, i principali dati di input sono costituiti dalle
caratteristiche del materiale: deve essere evidentemente nota la legge reologica, e cioè il
legame costitutivo tra la tensione di flusso plastico, la deformazione, la velocità di
deformazione e la temperatura (nel caso di processi di deformazione a caldo od a tiepido) o
più semplicemente tra tensione di flusso plastico e deformazione nel caso di processi a
freddo; se il processo in esame è un processo di formatura delle lamiere, è altresì
fondamentale, alla luce di quanto si è detto in precedenza, conoscere le caratteristiche di
anisotropia del materiale; è inoltre essenziale disporre di dati relativi alla duttilità, o per
meglio dire, alla formabilità del materiale, relativi cioè alla capacità del materiale di subire
deformazioni permanenti senza pervenire alla frattura duttile.
L'obiettivo da raggiungere si concretizza naturalmente nel prodotto: di esso devono essere
note la geometria e le dimensioni desiderate, le tolleranze ammesse, la qualità superficiale
richiesta e, se necessario, le caratteristiche microstrutturali, dal punto di vista, ad esempio,
delle dimensioni dei grani cristallini. La progettazione peraltro va condotta nel rispetto dei
vincoli, tra i quali quelli relativi alle macchine ed alle attrezzature di stabilimento
disponibili, ad esempio per quanto riguarda la massima capacità di carico.
Ciò premesso la progettazione consiste nella scelta di una serie di parametri operativi,
riassumibili in:
parametri operativi relativi alla geometria degli stampi e del semilavorato:
facendo ad esempio riferimento ad una lavorazione di forgiatura a caldo tra stampi semi-
chiusi, il problema fondamentale da affrontare per ottenere il successo dell'operazione è
quello del completo riempimento della cavità tra gli stampi: in questo caso il progettista
deve definire la geometria del canale di bava ("flash"), nonchè le dimensioni, la forma e
la posizione iniziale del semilavorato all'interno della cavità;
analogamente in una lavorazione di stampaggio delle lamiere, ad esempio nel caso,
relativamente semplice, di imbutitura di una vaschetta rettangolare, il progettista dovrà
definire la geometria del "blank" di partenza, dovrà scegliere i raggi di raccordo del
punzone e della matrice, tra i quali, fondamentale, è il raggio di raccordo in pianta, ed
infine dovrà stabilire il giuoco tra punzone e matrice.

F. Micari Lavorazioni per Deformazione Plastica
32
parametri operativi relativi al processo:
si tratta di tutti quei parametri che definiscono, da un punto di vista tecnologico, le
modalità di svolgimento del processo, quali la temperatura di preriscaldo del
semilavorato, la temperatura iniziale degli stampi, le condizioni di lubrificazione
all'interfaccia stampo-pezzo, la velocità con la quale si muovono gli stampi, e, nel caso
dello "sheet metal forming", la pressione esercitata sulla lamiera dal premilamiera.
Sono questi i parametri operativi di processo per così dire tradizionali: lo sviluppo di
nuovi processi di formatura, o di modi innovativi di condurre processi tradizionali,
introduce nuovi parametri operativi. Si pensi, ancora con riferimento al processo di
imbutitura di vaschette quadrate, alla possibilità di impiegare premilamiera
(eventualmente segmentati) a comando oleodinamico gestibili tramite computer: in
questo caso l'intero andamento della pressione applicata dal premilamiera (o da ciascun
segmento del premilamiera) durante la corsa del punzone diventa un parametro
operativo da definire in modo opportuno per evitare i problemi opposti di formazione di
grinze nella flangia o di eccessivo assottigliamento fino alla formazione di fratture
duttili nell'imbutito.
E' evidente che la scelta di tali parametri potrà avvenire solo attraverso l'impiego di
potenti ed affidabili metodologie di analisi e di modellizzazione dei processi in grado di
assistere il progettista del processo produttivo evidenziando il ruolo di ciascun
parametro operativo sulla meccanica del processo di deformazione.
In altri termini la modellizzazione del processo, per ogni assegnato set di parametri
operativi geometrici e di processo prescelti, dovrà consentire di stabilire:
1. Il flusso plastico del materiale, e cioè le relazioni cinematiche, in termini di
spostamenti, velocità, geometria, deformazioni, velocità di deformazione, tra il
semilavorato ed il prodotto ottenuto;
2. i limiti di formabilità, cioè determinare se è possibile pervenire all'ottenimento per
deformazione della forma finale desiderata, senza che si manifestino fratture duttili
sulla superficie del pezzo od all'interno;
3. i carichi necessari per l'esecuzione della lavorazione e le sollecitazioni agenti sugli
stampi, in modo da verificare la compatibilità con le macchine e con le attrezzature
disponibili presso l'impianto;
F. Micari Lavorazioni per Deformazione Plastica
33
4. la microstruttura ottenuta sul pezzo prodotto, al fine di valutare le caratteristiche
meccaniche del prodotto finito e quindi verificarne la congruenza con le specifiche
progettuali.
Questo risultato è possibile solo mediante l'impiego di tecniche di simulazione numerica
agli elementi finiti, ormai largamente diffuse anche in ambiente industriale. La simulazione
ha raggiunto oggigiorno un livello di attendibilità e di affidabilità dei risultati, tale da
sostituirsi validamente alle tradizionali tecniche sperimentali "trial and error", comportando,
rispetto a queste ultime, un evidente risparmio in termini di tempi e di costi.
Occorre tuttavia far rilevare che la simulazione numerica costituisce una metodologia di
verifica e non di progetto: si tratta cioè di una tecnica in grado, una volta che sia stato
definito un set di parametri operativi, di verificarne la validità tramite il confronto tra il
prodotto ottenuto e le specifiche progettuali. E' evidente pertanto che la scelta del miglior
set di parametri operativi richiederebbe un numero di simulazioni praticamente infinito, al
fine di determinare l'efficacia di ciascuna combinazione.
Tutto ciò peraltro con riferimento ad una singola lavorazione: le cose si complicano se si
considera l'intera sequenza di processi di formatura generalmente necessaria per pervenire al
prodotto finito. Si pensi ad esempio al caso della forgiatura a caldo delle bielle nell'industria
automobilistica: questo processo richiede l'esecuzione di almeno tre o quattro passaggi di
forgiatura, necessari per portare la forma semplice del semilavorato alla forma complessa
desiderata. La progettazione del processo richiede pertanto la definizione della geometria
del prodotto finito di ciascun processo intermedio, il quale naturalmente costituisce il
semilavorato per l'operazione successivo. L'applicazione diretta di tecniche di simulazione
numerica risulta evidentemente impossibile in questo caso.
Per questa ragione, negli anni più recenti, è stata proposta l'applicazione di tecniche di
intelligenza artificiale, da affiancare alla simulazione numerica, per la progettazione di
processi di formatura.
Le tecniche di intelligenza artificiale hanno sostanzialmente il compito di codificare la
conoscenza disponibile. Ciò avviene, laddove possibile, attraverso la definizione di regole di
processo per ciascuna lavorazione: è il caratteristico modo di procedere dei sistemi esperti,
nei quali viene stabilita una "base di conoscenza" composta da un numero, il più possibile
elevato, di regole empiriche. Ad esempio, nel caso di un processo di imbutitura di pezzi
assialsimmetrici, le regole riguarderanno i valori limite del rapporto di imbutitura, le
F. Micari Lavorazioni per Deformazione Plastica
34
dimensioni della lamiera circolare da cui partire e così via. Se il processo richiede più
passaggi il sistema conterrà alcune regole relative al sequenziamento ed in particolare alla
più opportuna suddivisione della riduzione totale di diametro (tra la lamiera di partenza ed il
bossolo al quale si desidera pervenire) tra i vari passaggi.
Il secondo elemento caratteristico di un sistema esperto è il "motore inferenziale": è
quest'ultimo che, in fase di progettazione del processo produttivo, genera le possibili
sequenze e, sulla base delle regole contenute sulla base di conoscenza, analizza la loro
validità dal punto di vista tecnologico scartando quelle che non rispettano le regole
medesime.
Non sempre, però, la conoscenza disponibile è classificabile mediante regole: i processi di
formatura costituiscono in effetti una tecnologia largamente basata sull'esperienza:
attraverso gli anni si è accumulato un grandissimo ammontare di conoscenze e di
esperienze, principalmente grazie ad un approccio sperimentale di tipo "trial and error". La
codifica di questo bagaglio rappresenta un obiettivo certamente assai complesso e
probabilmente impossibile. Pertanto ai sistemi esperti si è affiancata una ulteriore tecnica di
intelligenza artificiale, quella basata sulle reti neuronali. In questo caso la conoscenza non è
codificata, ma è direttamente utilizzata per allenare una rete, opportunamente strutturata
(numero di neuroni di input, di output, numero degli strati intermedi nascosti e così via).
L'impiego di tecniche di intelligenza artificiale permette tuttavia solo una progettazione di
massima del processo di formatura: esso infatti è in ogni caso basato su un numero limitato
di regole empiriche o di casi industriali e consente pertanto solo di definire, nell'ambito di
tutte le possibili sequenze di lavorazione, quelle tecnologicamente ammissibili e cioè
compatibili con le regole. Il passo successivo, la scelta cioè della sequenza migliore, può
essere effettuata solo impiegando una metodologia di analisi in grado di analizzare nel
dettaglio la meccanica del processo di deformazione, calcolare il flusso plastico del
materiale, predire i carichi necessari e le sollecitazioni agenti sulle attrezzature, individuare
la possibilità di formazione di difetti. Ecco quindi che un approccio sinergico tra le tecniche
di intelligenza artificiale e le metodologie di simulazione numerica appare oggigiorno il più
efficace, affidabile e potente per la progettazione di processi di formatura dei metalli.
F. Micari Lavorazioni per Deformazione Plastica
35
2.3 METODOLOGIE DI ANALISI DEI PROCESSI DI FORMATURA
Si è visto, nel paragrafo che precede, che l'analisi di un processo di formatura per assegnate
condizioni operative deve fornire precise risposte in merito al flusso plastico del materiale,
ai carichi necessari, alle sollecitazioni agenti sulle attrezzature ed in fine, all'eventuale
insorgenza di difetti. In letteratura è possibile individuare alcune differenti metodologie: nel
seguito saranno prese in esame quelle maggiormente utilizzate nella pratica, avendo cura di
evidenziare, per ciascuna di esse, i risultati ottenibili ed i limiti caratteristici.
2.3.1 Lo slab method
Nello "slab method" o "elementary method" viene studiato l'equilibrio delle forze agenti su
di un elementino del corpo da deformare, utilizzando una distribuzione delle tensioni
semplificata. Il metodo considera le tensioni agenti sulla superficie di un elementino isolato
all'interno del pezzo in lavorazione, cui viene imposto l'equilibrio delle forze. Ciò conduce,
in genere, ad una equazione differenziale, che viene integrata, analiticamente o
numericamente, utilizzando la condizione di plasticità ed assumendo una legge di attrito.
L'integrazione dell'equazione differenziale conduce alla determinazione, sia pure
approssimata, della distribuzione delle tensioni agenti sul pezzo, della distribuzione delle
pressioni all'interfaccia stampo-pezzo e, conseguentemente ad una stima dei carichi
necessari.
L'integrazione dell'equazione differenziale richiede tuttavia, di solito, l'assunzione di ipotesi
semplificative sullo stato tensionale: in genere è necessario assumere quali principali
tensioni che in realtà principali non sono, non considerando, in altri termini, la presenza di
azioni tangenziali dovute all'attrito sulle superfici su cui esse agiscono. Ciò nonostante lo
"slab method" ha trovato un gran numero di applicazioni proprio perchè è facilmente
implementabile anche su piccoli elaboratori, ciò che consente di analizzare, rapidamente ed
a basso costo, l'influenza di alcuni parametri operativi sullo stato tensionale e sui carichi
richiesti per lo svolgimento del processo. Si tratta, in definitiva, di un metodo in grado di
suggerire solo alcune informazioni al progettista del processo produttivo, mentre, ad
esempio, non fornisce alcuna indicazione sul flusso plastico del materiale.

F. Micari Lavorazioni per Deformazione Plastica
36
2.3.2 L'upper bound method
Il metodo dell'"upper bound" è basato sul teorema omonimo e pertanto sulla individuazione
di un campo di velocità cinematicamente ammissibile in grado di descrivere lo scorrimento
plastico del materiale. Un campo di velocità è detto cinematicamente ammissibile quando
rispetta le condizioni cinematiche al contorno e la condizione di invariabilità del volume.
Sulla base del campo di velocità preso in considerazione è possibile calcolare i vari termini
della potenza di deformazione totale per unità di volume, quelli cioè associati alla
deformazione plastica interna, all'energia dissipata in corrispondenza di eventuali
discontinuità della componente tangenziale del vettore velocità (la componente normale non
può ammettere discontinuità dovendo essere rispettata la condizione di invariabilità del
volume) ed infine all'energia dissipata dalle forze esterne note, tra le quali vanno in primo
luogo considerate le forze di attrito agenti all'interfaccia stampi-pezzo in lavorazione. La
somma di tali termini fornisce la potenza totale necessaria per la formatura e
conseguentemente, nota la velocità di spostamento degli stampi, è possibile ricavare il
carico da applicare.
Ebbene il teorema del limite superiore garantisce che la potenza così calcolata costituisce, in
ogni caso, un limite superiore della potenza effettivamente necessaria. Esso infatti stabilisce
che tra tutti i campi di velocità cinematicamente ammissibili, il campo di velocità reale è
quello che minimizza la potenza totale di deformazione: al campo di velocità reale è
associato, tramite le leggi tensioni-deformazioni, lo stato tensionale reale il quale è
certamente staticamente ammissibile, cioè rispetta la condizione di equilibrio e le condizioni
statiche al contorno.
Un generico campo di velocità cinematicamente ammissibile fornisce quindi una stima per
eccesso, un "upper bound", della potenza e del carico richiesti per l'esecuzione di una
lavorazione: chiaramente, quanto più basso è questo "upper bound", tanto più la soluzione
ottenuta sarà vicina a quella reale.
Non è evidentemente possibile investigare tutti i campi di velocità cinematicamente
ammissibili: tuttavia se si considera una classe di campi di velocità dipendenti da uno o più
parametri, l'elemento migliore di questa classe potrà essere determinato minimizzando la
potenza totale di formatura rispetto al parametro od ai parametri. In generale quanto
maggiore è il numero di parametri, tanto più precisa sarà l'analisi, ma anche tanto più
complesso ed oneroso risulterà il processo di calcolo: conseguentemente l'applicazione
F. Micari Lavorazioni per Deformazione Plastica
37
pratica del metodo richiede un intelligente compromesso nella scelta dei parametri utilizzati
per definire la classe di campi di velocità.
Il metodo dell'"upper bound", nelle sue varie versioni (metodo di Johnson-Kudo, metodo di
Avitzur etc.), è stato largamente utilizzato nella progettazione di processi di formatura. Il
concetto di upper-bound è infatti del tutto compatibile con la logica da seguire nella scelta
della macchina necessaria per l'esecuzione di un dato processo: nelle lavorazioni di
formatura viene infatti imposto il movimento agli stampi, mentre alla macchina è richiesto
un carico in grado di equilibrare, durante il processo, la resistenza opposta dal materiale alla
deformazione imposta. Pertanto la conoscenza, con assoluta precisione, del carico richiesto
istante per istante, ha una rilevanza piuttosto relativa; in genere è del tutto sufficiente
conoscere un upper bound del carico, un valore cioè che in ogni caso approssima per
eccesso il carico effettivamente richiesto. Il metodo dell'upper bound, inoltre, fornisce una
valutazione, sia pure approssimata, del flusso plastico del materiale rappresentato dalla
distribuzione di velocità cinematicamente ammissibile assunta.
Prima di passare al metodo degli elementi finiti si ritiene di dover fornire un cenno relativo
al metodo delle "slip-line" ed alla visioplasticità. Il primo approccio, piuttosto interessante
dal punto di vista teorico, è basato sull'individuazione della distribuzione delle "slip lines"
(linee di scorrimento), definite come le curve tangenti, punto per punto, alle direzioni delle
tensioni tangenziali massime e minime agenti nel pezzo in lavorazione. L'applicazione del
metodo, che in effetti è in grado di fornire soluzioni esatte, è tuttavia limitata a processi che
si svolgono in condizioni di deformazione piana su materiali aventi comportamento rigido-
perfettamente plastico, per i quali cioè la parte elastica della deformazione ed il fenomeno
dell'incrudimento siano trascurabili.
Il metodo della visioplasticità combina invece osservazioni sperimentali ed analisi: sul
pezzo in lavorazione sono impresse delle griglie, analizzando le quali è possibile ricavare, in
processi stazionari, la distribuzione reale delle velocità all'interno del pezzo. Dalla
distribuzione delle velocità si risale alle velocità di deformazione e da esse, tramite le
equazioni costitutive del materiale, alla distribuzione delle tensioni. L'applicabilità del
metodo è evidentemente limitata a processi stazionari per i quali la determinazione
sperimentale delle velocità sia possibile.
F. Micari Lavorazioni per Deformazione Plastica
38
2.3.3 Il metodo degli elementi finiti
Il metodo degli elementi finiti è basato sul concetto della "discretizzazione": il dominio
della funzione oggetto di studio (spostamento, velocità, temperatura) è suddiviso in
sottodomini ("elementi"), interconnessi nei "punti nodali". In tal modo la funzione è
approssimata localmente, all'interno di ciascun elemento, mediante una funzione continua
(funzione "forma" od "interpolatrice") descritta univocamente dai valori assunti dalla
funzione stessa nei punti nodali. Ad esempio l'impiego di una funzione forma consente di
esprimere il valore della velocità lungo l'asse x di un qualunque punto all'interno
dell'elemento in funzione dei valori assunti nei nodi.
La soluzione del problema analizzato non è quindi più costituita da una funzione agente in
un dominio, ma da un numero discreto di variabili, tramite le quali è possibile risalire ad una
valutazione, sia pure approssimata, dell'andamento della funzione nell'intero dominio.
Appare immediatamente evidente come il numero degli elementi impiegati nella
discretizzazione ed il grado della funzione forma (lineare, quadratica, cubica, etc.) influenza
notevolmente il livello di approssimazione dell'analisi e, di converso, la quantità di calcoli
necessaria e quindi, in ultima analisi, i tempi ed i costi dell'elaborazione.
Al fine di pervenire alla soluzione ad elementi finiti di un problema fisico, è quindi
necessario:
1. definire le equazioni fondamentali che governano il processo;
2. definire una discretizzazione in grado di garantire un buon compromesso tra la
qualità dei risultati ed i tempi (e quindi i costi) necessari per l'analisi;
3. per ciascun elemento scrivere le equazioni fondamentali "discretizzate", in
funzione cioè delle variabili nodali;
4. assemblare le equazioni elementari in un sistema globale;
5. risolvere numericamente il sistema di equazioni (sia esso lineare o non lineare) così
ottenuto.
Lo svolgimento delle fasi 1. e 3. appena citate può avvenire mediante l'impiego di diversi
tipi di approcci; in particolare è possibile seguire un approccio variazionale, un approccio
residuale od un approccio basato su un bilancio energetico.
Entrando maggiormente nel merito della simulazione ad elementi finiti di processi di
formatura, l'approccio variazionale consiste nella minimizzazione di un funzionale
F. Micari Lavorazioni per Deformazione Plastica
39
opportunamente definito e dipendente dalle equazioni costitutive del materiale in esame. In
particolare, come meglio sarà descritto nel prosieguo, detto funzionale è definito sulla base
del teorema dell'upper-bound ed è espresso localmente, per ciascun elemento, in funzione
delle variabili nodali; successivamente i funzionali elementari sono assemblati nel
funzionale globale, sul quale viene imposta la condizione di stazionarietà.
L'approccio residuale è invece basato sulla minimizzazione a livello globale (a livello cioè
dell'elemento finito) dei residui causati dal mancato soddisfacimento puntuale delle
equazioni fondamentali da parte della soluzione approssimata ad elementi finiti. Per rendere
più chiaro il precedente concetto è opportuno far ricorso ad un esempio. Nella meccanica
del continuo, le equazioni fondamentali che governano il processo sono le condizioni di
equilibrio statico le quali devono essere verificate puntualmente all'interno e sulla superficie
esterna del dominio preso in esame; l'impiego di funzioni forma e quindi l'ipotesi ad esso
connessa di un particolare andamento degli spostamenti (e di conseguenza delle
deformazioni e delle tensioni) all'interno dell'elemento, determina il mancato
soddisfacimento puntuale delle equazioni di equilibrio e quindi l'insorgere di un errore
puntuale (il "residuo"). La formulazione residuale consiste appunto nella minimizzazione
globale, condotta cioè con riferimento al volume dell'elemento, dei residui puntuali,
oppotunamente pesati.
E' infine possibile utilizzare un approccio di "tipo energetico", facendo riferimento al
principio dei lavori virtuali ed esprimendo in termini discreti le equazioni così ottenute. In
effetti sarebbe possibile dimostrare che le due ultime formulazioni sono praticamente
equivalenti dal punto di vista di una soluzione ad elementi finiti, dal momento che il
principio dei lavori virtuali costituisce una "forma debole", valida cioè a livello elementare,
delle equazioni di equilibrio.
2.3.4 Aspetti relativi alla simulazione ad elementi finiti di processi di formatura
Equazioni costitutive: formulazione "flow" e "solid"
Nel capitolo introduttivo si è osservato che nell'analisi dei processi di formatura, in
particolare per quanto riguarda i processi di "bulk forming", la componente elastica della
deformazione può essere ragionevolmente trascurata, senza che ciò infici il livello di
accuratezza dello studio. Tale assunzione conduce ad una caratterizzazione del materiale di
F. Micari Lavorazioni per Deformazione Plastica
40
tipo rigido-plastico o rigido-viscoplastico, dipendentemente se l'influenza della velocità di
deformazione sulla tensione di flusso plastico sia o meno rilevante.
Dal punto di vista della simulazione il poter trascurare la parte elastica della deformazione
presenta notevole rilevanza, in quanto permette una notevole semplificazione delle
equazioni costitutive: le equazioni alle quali far riferimento sono le equazioni di Levy-
Mises, che legano direttamente le componenti del vettore deviatore delle tensioni con le
componenti del vettore velocità di deformazione.
La simulazione numerica dei processi di formatura di pezzi pieni, per i quali l'ipotesi di
comportamento rigido-plastico del materiale è assolutamente plausibile, è quindi condotta
assumendo le velocità nodali quali variabili del problema, calcolate le quali è possibile
pervenire alle velocità di deformazione e da esse allo stato tensionale deviatorico.
L'analogia del problema con quello relativo allo studio del moto di un fluido non
newtoniano all'interno di un canale (anche in questo caso le equazioni costitutive legano,
tramite il parametro viscosità, il vettore deviatore delle tensioni con il vettore velocità di
deformazione), ha fatto sì che la formulazione venisse definita "flow formulation".
In definitiva il problema è impostato nei seguenti termini: ad un certo istante del processo di
deformazione sono note la forma del semilavorato, la distribuzione delle temperature e delle
deformazioni permanenti accumulate fino a quell'istante e conseguentemente le
caratteristiche meccaniche del materiale punto per punto; Su una parte della superficie del
materiale è assegnato il vettore velocità (si tratta ad esempio delle porzioni della superficie a
contatto con gli stampi, che sono quindi costrette a seguire il movimento degli stampi
medesimi), mentre sulla stessa o su altre parti della superficie sono note le forze esterne
agenti sul semilavorato (è il caso, tipicamente, delle zone sulle quali agiscono le forze di
attrito, le quali, come si vedrà nel prosieguo, possono essere calcolate in funzione della
tensione tangenziale di scorrimento del materiale). La soluzione al problema è rappresentata
dal vettore delle velocità nodali, noto il quale è possibile rilalire allo stato tensionale
all'interno del pezzo in lavorazione.
Non sempre l'assunzione del comportamento rigido-plastico del materiale può essere
accettabile: è il caso dei processi di formatura delle lamiera, nei quali la componente elastica
della deformazione non è certamente trascurabile. In questo caso il materiale va studiato
come elasto-plastico e le equazioni costitutive alle quali far riferimento sono quelle proposte
da Prandtl e Reuss.
F. Micari Lavorazioni per Deformazione Plastica
41
L'analisi delle lavorazioni delle lamiere richiede pertanto una diversa formulazione, la "solid
formulation", le cui linee fondamentale possono essere così tratteggiate: ad un dato istante
del processo di formatura, oltre alle caratteristiche meccaniche del materiale punto per
punto, è altresì nota la distribuzione delle tensioni all'interno del semilavorato; costituiscono
dati del problema anche le condizioni al contorno, sia dal punto di vista cinematico che
statico. La soluzione al problema è rappresentata dagli spostamenti nodali e dagli incrementi
di tensione, questi ultimi al fine di verificare l'avvenuta plasticizzazione del materiale.
Occorre ancora aggiungere che lo studio dei processi di formatura delle lamiere deve essere
in grado di tener conto degli ingenti moti rigidi (spostamenti e rotazioni) che la lamiera
subisce durante la lavorazione. Tali moti rigidi rendono non lineare il legame tra
spostamenti nodali e deformazioni (o tra velocità nodali e velocità di deformazione),
complicando pertanto ulteriormente l'analisi, ed inoltre richiedono l'impiego di particolari
tensori delle tensioni, indipendenti dai moti rigidi.
Effetto della temperatura: formulazioni "coupled"
In un qualunque processo di formatura, sia la deformazione plastica che l'attrito
all'interfaccia stampi-pezzo in lavorazione, contribuiscono alla generazione di calore: in
particolare è stato calcolato che una aliquota approssimativamente compresa tra il 90 ed il
95% dell'energia meccanica totalmente in gioco nel processo viene trasformata in calore.
Nelle normali operazioni formatura, specialmente in quelle realizzate ad alta velocità, si
possono avere incrementi della temperatura anche di qualche centinaio di gradi centigradi.
Parte di questo calore è trasmesso per conduzione agli stampi, parte viene irradiato
nell'ambiente circostante, parte rimane nel materiale deformato, ma in ogni caso si hanno
dei gradienti di temperatura assai severi nel pezzo in lavorazione.
Conseguentemente è molto importante cercare di introdurre l'effetto della temperatura
nell'analisi di problemi di formatura dei metalli: un incremento della temperatura determina
una notevole variazione delle caratteristiche meccaniche del materiale ed inoltre influenza le
condizioni di lubrificazione, la durata degli stampi e le stesse proprietà dei componenti
finiti.
E' necessario far rilevare, d'altra parte, che l'incremento della temperatura è determinato
dalle condizioni nelle quali il processo si evolve: esso infatti dipende dalle temperature
iniziali del semilavorato e degli stampi, dall'entità della deformazione impressa nel
F. Micari Lavorazioni per Deformazione Plastica
42
materiale e dalla velocità con la quale questa deformazione viene applicata: i gradienti di
temperatura sono infatti funzione della generazione di calore dovuta alla deformazione
plastica e del trasferimento di calore verso gli stampi e l'ambiente esterno (attraverso l'aria
od un agente refrigerante), il quale è fortemente dipendente dalla durata del processo
Le considerazioni che precedono mostrano come, al fine di tener conto dell'effetto della
temperatura nella simulazione numerica di un processo di formatura, è necessario sviluppare
una formulazione "accoppiata": se, infatti, da una parte la meccanica di deformazione del
processo dipende dalla distribuzione delle temperature, le quali influenzano in modo
decisivo le caratteristiche meccaniche del materiale, dall'altra la distribuzione delle
temperature è funzione dalla meccanica del processo ed in particolare delle deformazioni
permanenti impresse sul materiale e della durata del processo medesimo.
Gli approcci proposti in letteratura sono appunto basati su formulazioni accoppiate di tipo
iterativo, le quali prevedono, per ogni passo del processo di deformazione, la soluzione
alternata del problema meccanico e del problema termico fino al raggiungimento della
convergenza: ad ogni iterazione è analizzato in primo luogo il problema termico, l'output del
quale (la distribuzione delle temperature) costituisce uno degli input del problema
meccanico; a sua volta l'output del problema meccanico (la distribuzione delle deformazioni
accumulate o, se si preferisce, il lavoro di deformazione plastica) rappresenta l'input del
problema termico nella seconda iterazione. Il procedimento è iterato fino al raggiungimento
della convergenza nei valori calcolati di temperatura o di deformazione.
Definizione delle condizioni al contorno - attrito
La qualità della soluzione fornita da una metodologia di simulazione numerica, e quindi, in
altri termini, la reale possibilità di applicazione di tali metodologie per lo studio di processi
industriali di formatura. dipende dalla efficacia e dalla affidabilità dei dati forniti al codice
in merito alla caratterizzazione del materiale, delle condizioni di attrito e delle condizioni di
scambio termico all'interfaccia. La qualità della soluzione dipende inoltre dalla
discretizzazione impiegata, con riferimento sia al livello di affinamento del mesh che alla
distorsione degli elementi: quest'ultimo aspetto sarà analizzato nel successivo paragrafo.
Le condizioni di attrito all'interfaccia stampo-pezzo influenzano notevolmente il flusso
plastico del materiale, lo stato tensionale, i carichi richiesti per l'esecuzione del processo e la
F. Micari Lavorazioni per Deformazione Plastica
43
possibilità di formazione di difetti siano essi di flusso (legati ad esempio ad un incompleto
riempimento della cavità compresa tra gli stampi) che fratture duttili.
L'introduzione delle condizioni di attrito in un codice numerico ad elementi finiti avviene, di
solito, mediante due principali metodologie: in particolare le tensioni tangenziali dovute
all'attrito possono essere calcolate in funzione della tensione normale agente sulla superficie
( p) o come una aliquota della tensione tangenziale di scorrimento caratteristica del
materiale ( =m 0, con m compreso tra 0 ed 1).
Gli studi condotti hanno mostrato la validità della prima metodologia con particolare
riferimento alle lavorazioni di formatura delle lamiere. Di contro essa non risulta adatta al
caso delle lavorazioni di pezzi pieni ove le pressioni agenti sono assai elevate: per tale
ragione si potrebbe arrivare, se non si ricorresse a particolari accorgimenti correttivi, alla
valutazione di una tensione tangenziale dovuta all'attrito superiore alla tensione tangenziale
limite di scorrimento del materiale, circostanza quest'ultima evidentemente impossibile dal
punto di vista fisico. Pertanto nel "bulk forming" le condizioni di attrito vengono modellate
impiegando la relazione =m 0.
L'impiego dell'uno o dell'altro modello richiede, in ogni caso, una accurata determinazione
del valore del coefficiente di attrito, da effettuarsi mediante un opportuno test. Il test deve
riprodurre le condizioni che si verificheranno durante il processo reale, con particolare
riferimento a tutte quelle caratteristiche che riguardano le superfici a contatto: ad esempio se
si vuole caratterizzare un lubrificante da impiegarsi in una lavorazione in cui, per effetto
della deformazione, si avrà un notevole allargamento della superficie di contatto, anche il
test dovrà prevedere un simile meccanismo di deformazione. Analogamente il test dovrà
essere scelto in modo tale da assicurare che la velocità di scorrimento tra la superficie a
contatto del provino e lo stampo, sia approssimativamente uguale a quella che si verifica
nella lavorazione reale.
La scelta del mesh iniziale ed il remeshing
Nel corso dell'introduzione generale alle metodologie di simulazione numerica si è avuto
modo di osservare che la qualità della soluzione ottenuta dipende dal livello di affinamento
della discretizzazione e dal grado delle funzioni forma. Il concetto di discretizzazione
impone, infatti, che l'andamento reale di una funzione venga approssimato assumendo che,
F. Micari Lavorazioni per Deformazione Plastica
44
all'interno di ciascun elemento, tale funzione abbia un andamento ben noto, sia esso lineare,
quadratico o cubico, dipendentemente dalla funzione forma prescelta. E' chiaro pertanto che
la bontà dell'approssimazione dipenderà dal numero di elementi in cui il dominio oggetto di
indagine viene suddiviso e dal grado della funzione interpolatrice.
I software più moderni dispongono, almeno limitatamente a problemi 2-D, potenti algoritmi
per la discretizzazione automatica; naturalmente è possibile, da parte dell'analista, guidare
l'algoritmo, suggerendo le zone nelle quali un maggiore affinamento del mesh appare
particolarmente importante. In generale è fondamentale affinare la discretizzazione nelle
zone in cui sono previsti forti gradienti della funzione oggetto di indagine, ad esempio in
prossimità degli spigoli degli stampi, ove sono prevedibili elevati valori delle deformazioni
accumulate.
Altrettanto importante è la possibilità di compiere operazioni di remeshing nel corso della
simulazione. La deformazione plastica determina infatti notevoli distorsioni della
discretizzazione: gli elementi possono risultare parecchio deformati e conseguentemente la
capacità della funzione forma di rappresentare l'andamento della variabile considerata in
funzione dei valori nodali può risultare fortemente compromessa. Tale circostanza si
verifica quando, ad esempio, un elemento rettangolare raggiunge un valore del rapporto tra i
lati troppo elevato o degenera in un triangolo. In questi casi è necessario procedere ad una
completa ridiscretizzazione, avendo però cura di trasferire dal vecchi al nuovo mesh tutto
quel complesso di informazioni (temperature nodali, deformazioni accumulate,
eventualmente livelli di danneggiamento già subiti dal materiale) necessarie per il
proseguimento dell'analisi.
Talora lo svolgimento di una operazione di remeshing è necessario, altresì, per una efficace
rappresentazione delle condizioni di contatto all'interfaccia stampo-pezzo in lavorazione.
Una discretizzazione poco fitta, o la distorsione del mesh per effetto della deformazione
impressa fino a quel punto, possono infatti rendere impropria la modellizzazione del
contatto.
Applicazioni a processi 3D
Le metodologie di simulazione numerica presentano un vastissimo numero di applicazioni,
anche in ambiente industriale, con riferimento a problemi 2-D. I codici commerciali oggi
disponibili sono dotati di algoritmi di discretizzazione e di remeshing automatico,

F. Micari Lavorazioni per Deformazione Plastica
45
permettono una efficace gestione delle condizioni di contatto, dispongono di validi modelli
di attrito, di procedure per l'analisi accoppiata di problemi termo-meccanici e così via. La
situazione è sostanzialmente diversa per quanto riguarda i problemi 3-D, ove la gestione del
contatto e le opzioni di meshing e di remeshing automatico sono assai meno efficienti e
richiedono un ulteriore, cospicuo sforzo di ricerca.
Occorre inoltre osservare che lo studio di processi 3-D, siano essi riferiti alla formatura di
pezzi pieni o di lamiere, determina tempi di CPU e conseguentemente costi connessi
all'elaborazione alquanto elevati. In generale è possibile affermare che i tempi di CPU
dipendono esponenzialmente dal numero di nodi impiegato nella discretizzazione con un
valore dell'esponente compreso tra 2 e 3. Per tale ragione, negli anni più recenti è stata
proposta una nuova metodologia di analisi, cosiddetta "esplicita", che ha mostrato notevoli
vantaggi con particolare riferimento allo studio di processi di formatura delle lamiere.
F. Micari Lavorazioni per Deformazione Plastica
46
3. LAVORAZIONI PER DEFORMAZIONE PLASTICA DI PEZZI
PIENI (BULK METAL FORMING)
3.1 FORGIATURA
Si possono innanzi tutto distinguere due tipi fondamentali di forgiatura:
forgiatura entro stampi chiusi, nella quale la forma di un semilavorato viene
permanentemente modificata costringendolo a riempire una cavità tra due stampi (un
esempio tipico di tale lavorazione è rappresentato dalla produzione delle palette delle
turbine);
forgiatura in stampi aperti, ove invece la superficie laterale del provino è libera di
deformarsi (esempio tipico di tale processo è costituito dallo schiacciamento di un massello
a simmetria assiale o prismatico).
In ogni caso il processo di forgiatura è un processo non stazionario, nel quale giuoca un
ruolo fondamentale l’attrito tra gli stampi ed il materiale da forgiare.
3.1.1 Schiacciamento del massello cilindrico
Iniziamo con il supporre di realizzare lo schiacciamento di un massello cilindrico in
condizioni di assenza di attrito all’interfaccia piatti della pressa-pezzo, portandolo da una
altezza iniziale «h0» ad una altezza finale «hf». In queste condizioni durante lo
schiacciamento il massello si andrà deformando, mantenendo la forma di un cilindro a
generatrice rettilinea e verticale, ma assumendo via via un diametro maggiore ed una altezza
minore. Lo stato di tensione che si desta all'interno del provino sarà certamente
monoassiale, agiranno cioè soltanto le tensioni dirette secondo l'asse del provino, queste
tensioni saranno negative (di compressione), ed il loro valore risulterà pari alla tensione di
snervamento all'inizio del processo e successivamente pari alla tensione di flusso plastico
=Cn man mano che il processo va avanti ed il materiale incrudisce. Anche per quanto
riguarda le deformazioni, ci si troverà in condizioni di deformazioni uniformemente
distribuite, costanti all'interno del pezzo in lavorazione, ed il loro valore risulterà pari a =
ln(h0/hattuale) fino a raggiungere il valore finale = ln(h0/hf )
F. Micari Lavorazioni per Deformazione Plastica
47
Il processo si evolve in condizioni tipicamente non stazionarie, in quanto, istante per istante
variano sia la tensione di flusso plastico del materiale, a causa dell'incrudimento, sia la
geometria del pezzo in lavorazione. Proprio per tali ragioni lo studio del processo di
deformazione deve essere condotto per via incrementale e cioè suddividendo il processo
stesso in numerosi piccoli passi (steps), aggiornando all'inizio di ciascuno di essi le
caratteristiche meccaniche del materiale (più in particolare la tensione di flusso plastico) e la
geometria del pezzo.
Supponiamo, al fine di rendere più chiaro il ragionamento esposto in precedenza di aver
suddiviso lo schiacciamento totale h=h0-hf in N passi in ciascuno dei quali avviene uno
schiacciamento pari a dh= h/N e di trovarci a dover studiare il passo i-esimo. All'inizio di
tale passo, l'altezza del provino risulterà essere pari a hi = h0 - (i - l) dh ed il provino avrà già
subito una deformazione, costante in tutto il volume, pari a i = ln (h0/hi).
Il diametro del pezzo può essere calcolato invocando l'invariabilità del volume e pertanto
imponendo:
h0 D02/4=hi Di
2/4
A tal punto il valore aggiornato della tensione di flusso plastico risulta essere pari a:
i=C in
ed il valore del carico necessario per condurre la lavorazione può essere calcolato nella
forma:
Pi= iAi= C in
Di2/4.
Nelle condizioni reali, invece, all'interfaccia tra i piatti della pressa ed il massello in corso di
deformazione, le condizioni di lubrificazione non riescono ad annullare completamente la
presenza dell'attrito e saranno pertanto sempre presenti delle tensioni tangenziali le quali si
oppongono al flusso del materiale dall'asse verso l'esterno. La presenza dell'attrito determina
uno stato tensionale e deformativo all'interno del pezzo in lavorazione completamente
diverso rispetto al caso precedente e certamente tridimensionale.
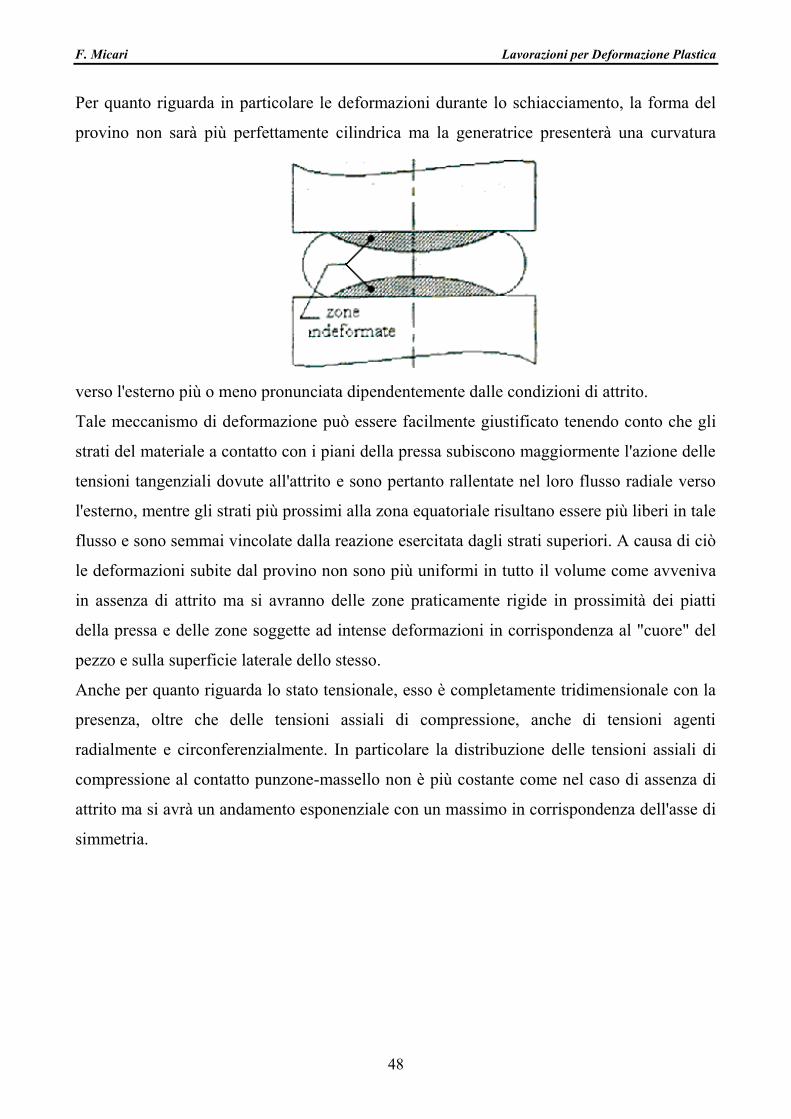
F. Micari Lavorazioni per Deformazione Plastica
48
Per quanto riguarda in particolare le deformazioni durante lo schiacciamento, la forma del
provino non sarà più perfettamente cilindrica ma la generatrice presenterà una curvatura
verso l'esterno più o meno pronunciata dipendentemente dalle condizioni di attrito.
Tale meccanismo di deformazione può essere facilmente giustificato tenendo conto che gli
strati del materiale a contatto con i piani della pressa subiscono maggiormente l'azione delle
tensioni tangenziali dovute all'attrito e sono pertanto rallentate nel loro flusso radiale verso
l'esterno, mentre gli strati più prossimi alla zona equatoriale risultano essere più liberi in tale
flusso e sono semmai vincolate dalla reazione esercitata dagli strati superiori. A causa di ciò
le deformazioni subite dal provino non sono più uniformi in tutto il volume come avveniva
in assenza di attrito ma si avranno delle zone praticamente rigide in prossimità dei piatti
della pressa e delle zone soggette ad intense deformazioni in corrispondenza al "cuore" del
pezzo e sulla superficie laterale dello stesso.
Anche per quanto riguarda lo stato tensionale, esso è completamente tridimensionale con la
presenza, oltre che delle tensioni assiali di compressione, anche di tensioni agenti
radialmente e circonferenzialmente. In particolare la distribuzione delle tensioni assiali di
compressione al contatto punzone-massello non è più costante come nel caso di assenza di
attrito ma si avrà un andamento esponenziale con un massimo in corrispondenza dell'asse di
simmetria.

F. Micari Lavorazioni per Deformazione Plastica
49
Tale distribuzione delle pressioni può essere calcolata ricorrendo a varie metodologie di
analisi, impiegando ad esempio lo slab method o ricorrendo a più moderne tecniche di
analisi numerica.
Come si è già descritto nel paragrafo 2.3.1., lo slab-method è basato sulla applicazione della
condizione di equilibrio delle forze agenti in direzione radiale su di un elementino di
volume avente dimensioni dr, rd , h.
Tale condizione può essere scritta nella forma:
e quindi, semplificando:
Dal momento che, in condizioni di simmetria assiale, è possibile assumere r= , si ottiene:
od anche:
L’integrazione dell’equazione differenziale così ottenuta può essere effettuata tenendo conto
della condizione di plasticità del von Mises: ammettendo che r, z e siano tensioni
principali (ipotesi evidentemente poco corretta, dal momento che sul piano avente per
normale l’asse z agiscono le tensioni tangenziali dovute all’attrito tra i piatti della pressa ed
il provino), e ricordando che r= , la condizione del von Mises assume la forma:
r r rr dr d h d rd h rd dr drhsind
2 22
0
r r r rrh drh rh d rh rdr drh2 0
d rh rdrr 2
d h drr z2
2 22
0
2
r z
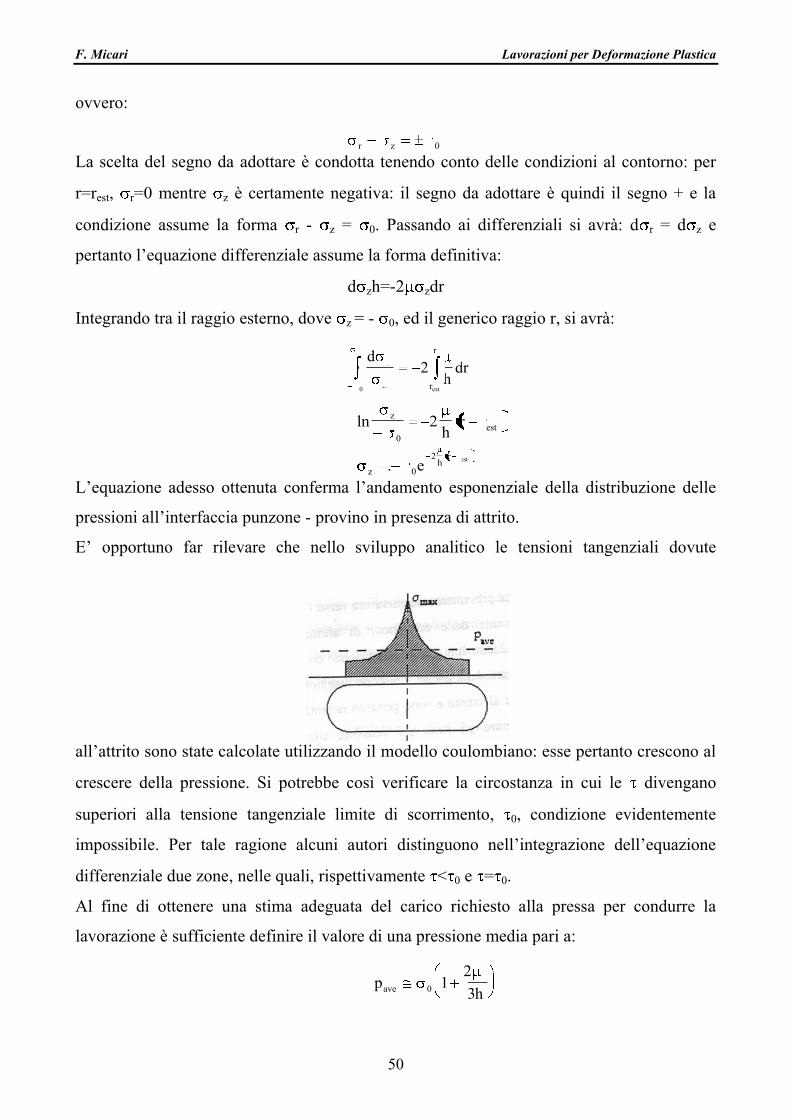
F. Micari Lavorazioni per Deformazione Plastica
50
ovvero:
La scelta del segno da adottare è condotta tenendo conto delle condizioni al contorno: per
r=rest, r=0 mentre z è certamente negativa: il segno da adottare è quindi il segno + e la
condizione assume la forma r - z = 0. Passando ai differenziali si avrà: d r = d z e
pertanto l’equazione differenziale assume la forma definitiva:
d zh=-2 zdr
Integrando tra il raggio esterno, dove z = - 0, ed il generico raggio r, si avrà:
L’equazione adesso ottenuta conferma l’andamento esponenziale della distribuzione delle
pressioni all’interfaccia punzone - provino in presenza di attrito.
E’ opportuno far rilevare che nello sviluppo analitico le tensioni tangenziali dovute
all’attrito sono state calcolate utilizzando il modello coulombiano: esse pertanto crescono al
crescere della pressione. Si potrebbe così verificare la circostanza in cui le divengano
superiori alla tensione tangenziale limite di scorrimento, 0, condizione evidentemente
impossibile. Per tale ragione alcuni autori distinguono nell’integrazione dell’equazione
differenziale due zone, nelle quali, rispettivamente < 0 e = 0.
Al fine di ottenere una stima adeguata del carico richiesto alla pressa per condurre la
lavorazione è sufficiente definire il valore di una pressione media pari a:
r z 0
d
hdr
z
z r
r
est
z
2
0
ln .z
esthr r
0
2
zh
r r
eest
. 0
2
pr
have 0 12
3
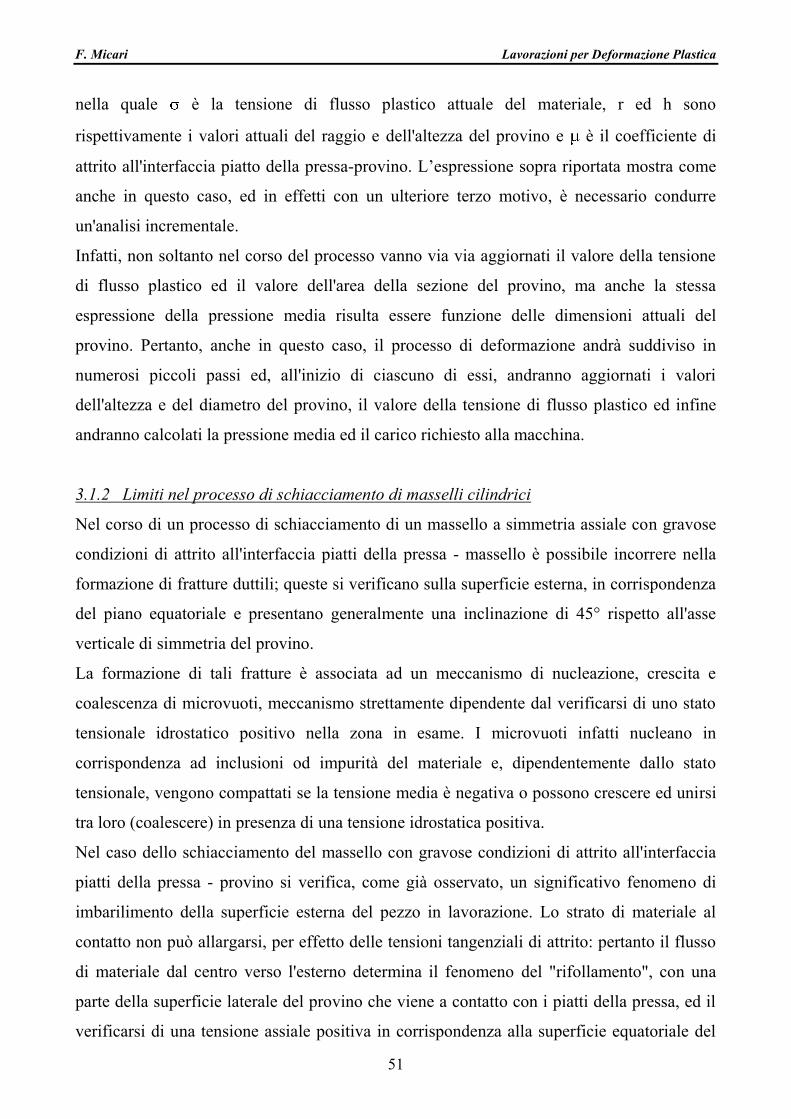
F. Micari Lavorazioni per Deformazione Plastica
51
nella quale è la tensione di flusso plastico attuale del materiale, r ed h sono
rispettivamente i valori attuali del raggio e dell'altezza del provino e è il coefficiente di
attrito all'interfaccia piatto della pressa-provino. L’espressione sopra riportata mostra come
anche in questo caso, ed in effetti con un ulteriore terzo motivo, è necessario condurre
un'analisi incrementale.
Infatti, non soltanto nel corso del processo vanno via via aggiornati il valore della tensione
di flusso plastico ed il valore dell'area della sezione del provino, ma anche la stessa
espressione della pressione media risulta essere funzione delle dimensioni attuali del
provino. Pertanto, anche in questo caso, il processo di deformazione andrà suddiviso in
numerosi piccoli passi ed, all'inizio di ciascuno di essi, andranno aggiornati i valori
dell'altezza e del diametro del provino, il valore della tensione di flusso plastico ed infine
andranno calcolati la pressione media ed il carico richiesto alla macchina.
3.1.2 Limiti nel processo di schiacciamento di masselli cilindrici
Nel corso di un processo di schiacciamento di un massello a simmetria assiale con gravose
condizioni di attrito all'interfaccia piatti della pressa - massello è possibile incorrere nella
formazione di fratture duttili; queste si verificano sulla superficie esterna, in corrispondenza
del piano equatoriale e presentano generalmente una inclinazione di 45° rispetto all'asse
verticale di simmetria del provino.
La formazione di tali fratture è associata ad un meccanismo di nucleazione, crescita e
coalescenza di microvuoti, meccanismo strettamente dipendente dal verificarsi di uno stato
tensionale idrostatico positivo nella zona in esame. I microvuoti infatti nucleano in
corrispondenza ad inclusioni od impurità del materiale e, dipendentemente dallo stato
tensionale, vengono compattati se la tensione media è negativa o possono crescere ed unirsi
tra loro (coalescere) in presenza di una tensione idrostatica positiva.
Nel caso dello schiacciamento del massello con gravose condizioni di attrito all'interfaccia
piatti della pressa - provino si verifica, come già osservato, un significativo fenomeno di
imbarilimento della superficie esterna del pezzo in lavorazione. Lo strato di materiale al
contatto non può allargarsi, per effetto delle tensioni tangenziali di attrito: pertanto il flusso
di materiale dal centro verso l'esterno determina il fenomeno del "rifollamento", con una
parte della superficie laterale del provino che viene a contatto con i piatti della pressa, ed il
verificarsi di una tensione assiale positiva in corrispondenza alla superficie equatoriale del
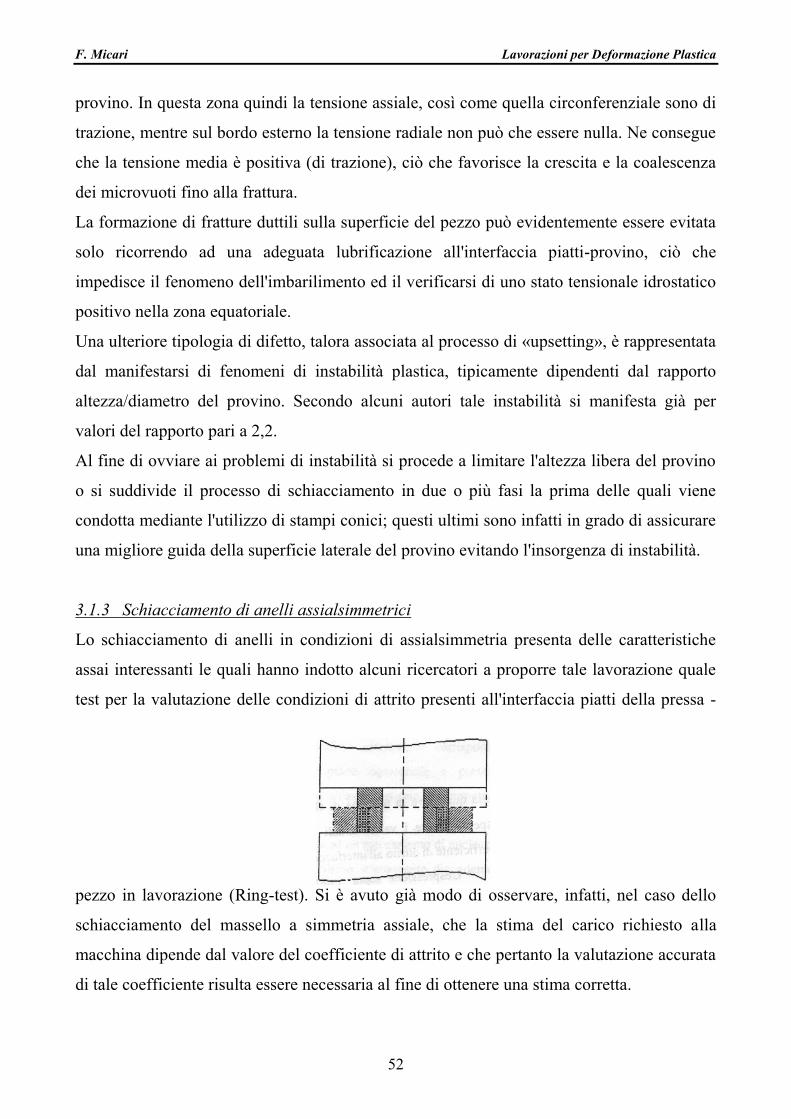
F. Micari Lavorazioni per Deformazione Plastica
52
provino. In questa zona quindi la tensione assiale, così come quella circonferenziale sono di
trazione, mentre sul bordo esterno la tensione radiale non può che essere nulla. Ne consegue
che la tensione media è positiva (di trazione), ciò che favorisce la crescita e la coalescenza
dei microvuoti fino alla frattura.
La formazione di fratture duttili sulla superficie del pezzo può evidentemente essere evitata
solo ricorrendo ad una adeguata lubrificazione all'interfaccia piatti-provino, ciò che
impedisce il fenomeno dell'imbarilimento ed il verificarsi di uno stato tensionale idrostatico
positivo nella zona equatoriale.
Una ulteriore tipologia di difetto, talora associata al processo di «upsetting», è rappresentata
dal manifestarsi di fenomeni di instabilità plastica, tipicamente dipendenti dal rapporto
altezza/diametro del provino. Secondo alcuni autori tale instabilità si manifesta già per
valori del rapporto pari a 2,2.
Al fine di ovviare ai problemi di instabilità si procede a limitare l'altezza libera del provino
o si suddivide il processo di schiacciamento in due o più fasi la prima delle quali viene
condotta mediante l'utilizzo di stampi conici; questi ultimi sono infatti in grado di assicurare
una migliore guida della superficie laterale del provino evitando l'insorgenza di instabilità.
3.1.3 Schiacciamento di anelli assialsimmetrici
Lo schiacciamento di anelli in condizioni di assialsimmetria presenta delle caratteristiche
assai interessanti le quali hanno indotto alcuni ricercatori a proporre tale lavorazione quale
test per la valutazione delle condizioni di attrito presenti all'interfaccia piatti della pressa -
pezzo in lavorazione (Ring-test). Si è avuto già modo di osservare, infatti, nel caso dello
schiacciamento del massello a simmetria assiale, che la stima del carico richiesto alla
macchina dipende dal valore del coefficiente di attrito e che pertanto la valutazione accurata
di tale coefficiente risulta essere necessaria al fine di ottenere una stima corretta.
F. Micari Lavorazioni per Deformazione Plastica
53
Se immaginiamo di schiacciare un anello assialsimmetrico in condizioni di assenza di attrito
il flusso radiale del materiale sarà univocamente diretto dall'intemo verso l'esterno e l'anello
manterrà entrambe le generatrici, interna ed esterna, perfettamente rettilinee e parallele. In
tali condizioni si avrà cioè un aumento sia del diametro interno che del diametro esterno
dell'anello.
Man mano che le condizioni di attrito diventano più gravose si assiste, invece, ad un flusso
radiale del materiale diretto parzialmente verso l'interno e parzialmente verso l'esterno. Si
forma cioè una cosiddetta sezione neutra in corrispondenza alla quale non si ha alcuno
spostamento radiale del materiale, mentre il materiale all'interno della sezione neutra fluisce
verso l'asse dell'anello ed il materiale all'esterno della sezione neutra scorre radialmente
verso l'esterno. In definitiva, cioè, il valore del diametro interno del provino diminuisce
mentre aumenta il valore del diametro esterno.
Tale condizione risulta essere tanto più evidente quanto più gravose sono le condizioni di
attrito e quanto più ingente è lo schiacciamento dell'anello. Naturalmente in presenza di
attrito le generatrici dell'anello non si mantengono più rettilinee e parallele ma si verifica il
fenomeno dell'imbarilimento già visto a proposito dello schiacciamento del massello
cilindrico.
Si può pertanto pensare di ottenere, mediante una metodologia di calcolo tradizionale o
ricorrendo alle tecniche ad elementi finiti, alcune curve teoriche nelle quali viene riportato
l'andamento del diametro interno del provino in funzione dello schiacciamento dell'anello
utilizzando come parametro il valore del coefficiente di attrito.
Eseguendo ora delle prove sperimentali nelle condizioni di lubrificazione per le quali si
intende valutare il più appropriato valore del coefficiente di attrito, sarà possibile introdurre
nel diagramma teorico i valori del diametro interno misurati in corrispondenza di incrementi
finiti di schiacciamento. Il confronto tra i risultati sperimentali e le curve teoriche permette
di risalire al valore più appropriato di .
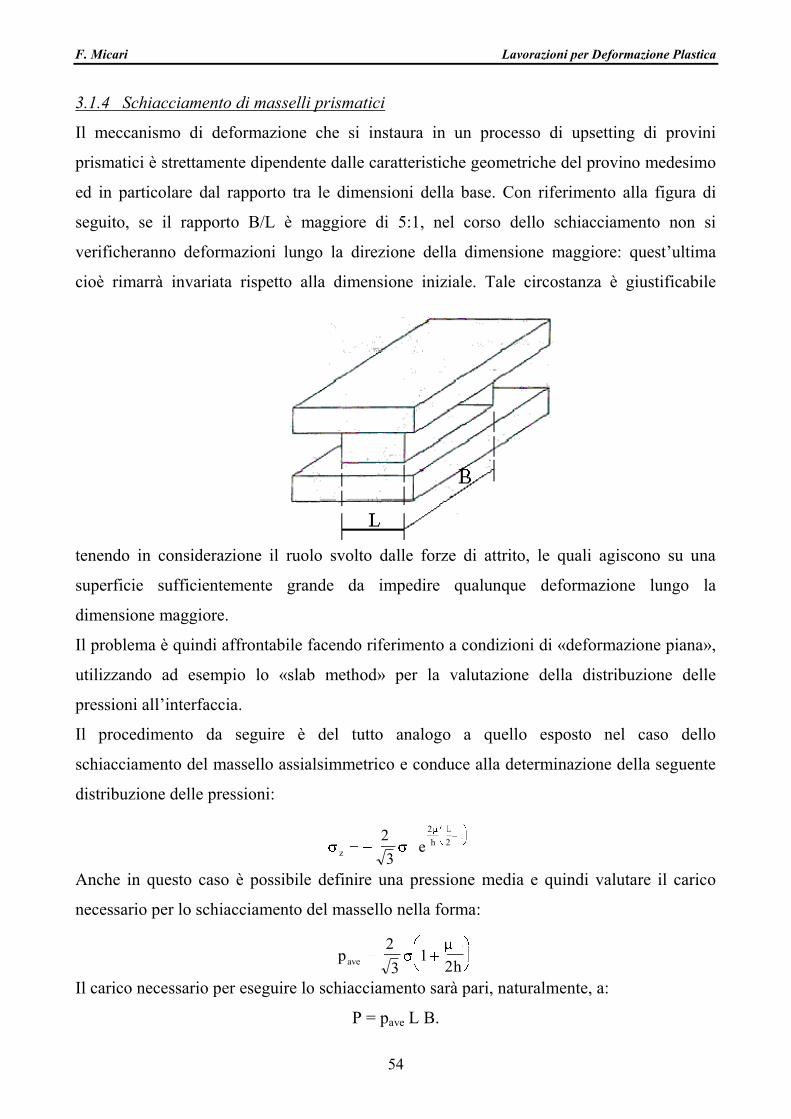
F. Micari Lavorazioni per Deformazione Plastica
54
3.1.4 Schiacciamento di masselli prismatici
Il meccanismo di deformazione che si instaura in un processo di upsetting di provini
prismatici è strettamente dipendente dalle caratteristiche geometriche del provino medesimo
ed in particolare dal rapporto tra le dimensioni della base. Con riferimento alla figura di
seguito, se il rapporto B/L è maggiore di 5:1, nel corso dello schiacciamento non si
verificheranno deformazioni lungo la direzione della dimensione maggiore: quest’ultima
cioè rimarrà invariata rispetto alla dimensione iniziale. Tale circostanza è giustificabile
tenendo in considerazione il ruolo svolto dalle forze di attrito, le quali agiscono su una
superficie sufficientemente grande da impedire qualunque deformazione lungo la
dimensione maggiore.
Il problema è quindi affrontabile facendo riferimento a condizioni di «deformazione piana»,
utilizzando ad esempio lo «slab method» per la valutazione della distribuzione delle
pressioni all’interfaccia.
Il procedimento da seguire è del tutto analogo a quello esposto nel caso dello
schiacciamento del massello assialsimmetrico e conduce alla determinazione della seguente
distribuzione delle pressioni:
Anche in questo caso è possibile definire una pressione media e quindi valutare il carico
necessario per lo schiacciamento del massello nella forma:
Il carico necessario per eseguire lo schiacciamento sarà pari, naturalmente, a:
P = pave L B.
zh
Lx
e2
3
2
2
pL
have
2
31
2
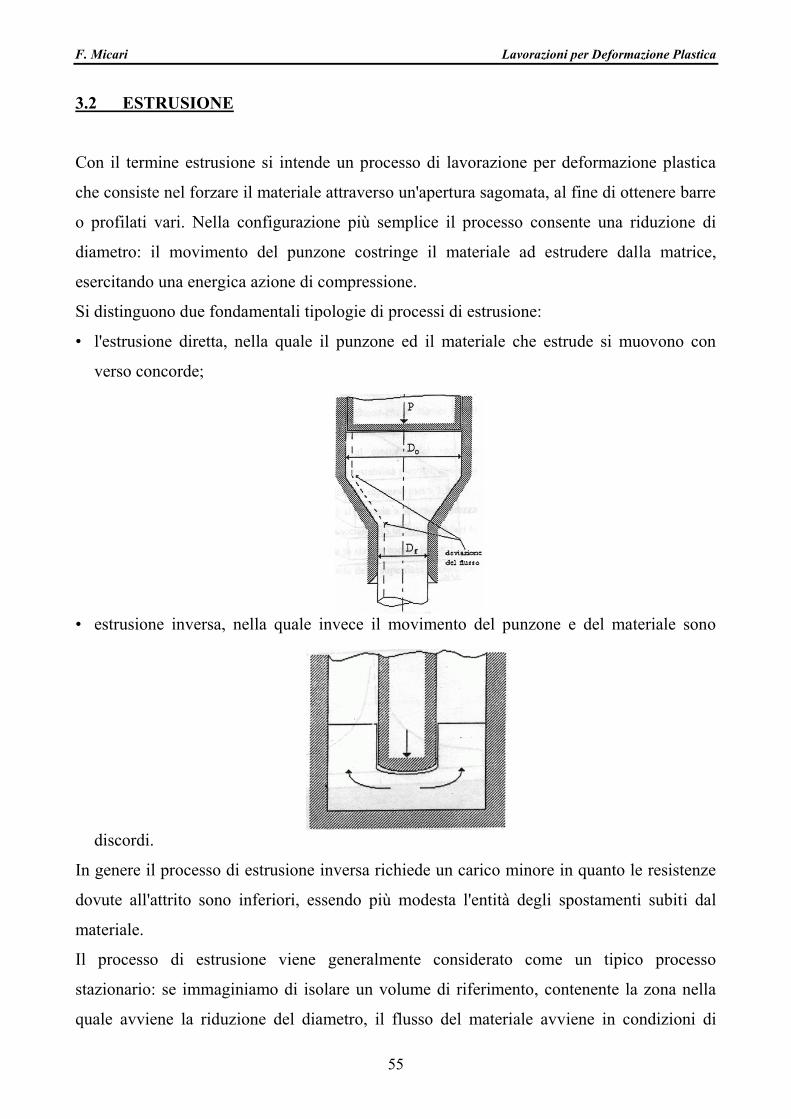
F. Micari Lavorazioni per Deformazione Plastica
55
3.2 ESTRUSIONE
Con il termine estrusione si intende un processo di lavorazione per deformazione plastica
che consiste nel forzare il materiale attraverso un'apertura sagomata, al fine di ottenere barre
o profilati vari. Nella configurazione più semplice il processo consente una riduzione di
diametro: il movimento del punzone costringe il materiale ad estrudere dalla matrice,
esercitando una energica azione di compressione.
Si distinguono due fondamentali tipologie di processi di estrusione:
• l'estrusione diretta, nella quale il punzone ed il materiale che estrude si muovono con
verso concorde;
• estrusione inversa, nella quale invece il movimento del punzone e del materiale sono
discordi.
In genere il processo di estrusione inversa richiede un carico minore in quanto le resistenze
dovute all'attrito sono inferiori, essendo più modesta l'entità degli spostamenti subiti dal
materiale.
Il processo di estrusione viene generalmente considerato come un tipico processo
stazionario: se immaginiamo di isolare un volume di riferimento, contenente la zona nella
quale avviene la riduzione del diametro, il flusso del materiale avviene in condizioni di
F. Micari Lavorazioni per Deformazione Plastica
56
assoluta stazionarietà, con campi dl tensione e di deformazione costanti nel tempo. Anche il
carico richiesto per effettuare la lavorazione si mantiene sostanzialmente costante, pur se,
nel caso di estrusione diretta, si assiste ad una piccola variazione del carico (diminuzione)
poiché al procedere della estrusione diminuiscono le resistenze dovute all'attrito, dato che
diminuisce il materiale contenuto nella matrice, riducendosi così la superficie di contatto
materiale - matrice.
Il processo di estrusione diretta viene generalmente condotto impiegando matrici coniche; in
ogni caso, anche se si impiegasse una matrice "quadrata" con angolo di 90°, il materiale crea
comunque un invito conico: Si assiste infatti alla formazione di una "zona morta" di
materiale che non partecipa al processo di estrusione, con lo scorrimento del materiale che
estrude su quello che rimane nella zona morta; in questo caso, naturalmente, le tensioni
tangenziali all'interfaccia tra materiale che estrude e materiale della zona morta raggiungono
il valore limite 0.
Nel caso di matrici coniche, l'angolo che definisce la conicità viene scelto sulla base di
considerazioni di carattere energetico, cercando di minimizzare l'energia di deformazione
totale richiesta per eseguire il processo di estrusione: tale energia può essere calcolata come
la somma dell'energia di deformazione ideale (necessaria per portare il diametro da D0 a Df
con una sollecitazione monoassiale, ricavabile dal diagramma del materiale),
dell'energia necessaria per causare la deviazione del flusso del materiale all'interno della
matrice conica, imprimendo sullo stesso un flusso conico e quindi distorcendo le fibre del
materiale (energia di distorsione), ed infine di un termine di energia necessario per vincere
le resistenze di attrito. E' evidente che dipendono tali termini di energia sono strettamente
dipendenti dall'angolo di conicità della matrice: in particolare, all'aumentare dell'angolo
aumenta l'energia di distorsione, mentre diminuisce l'energia per attrito, dal momento che, a
parità di riduzione di diametro, la superficie di contatto ove si manifestano le resistenze
d'attrito diminuisce.
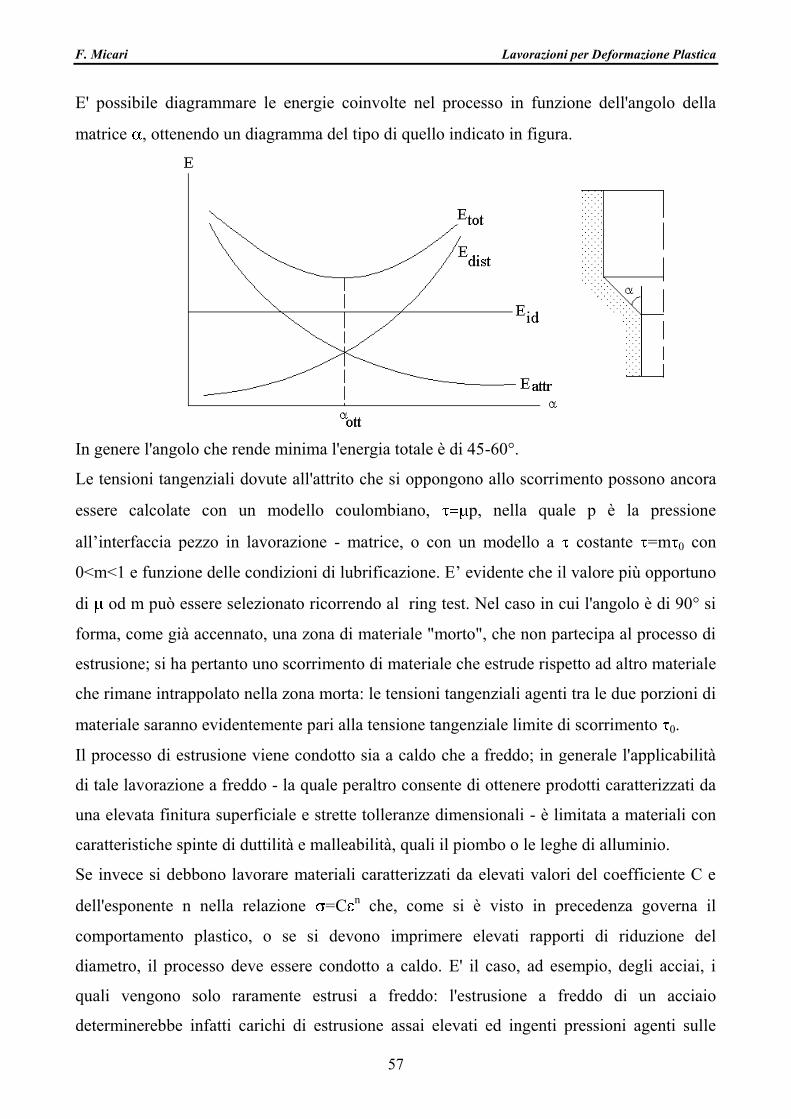
F. Micari Lavorazioni per Deformazione Plastica
57
E' possibile diagrammare le energie coinvolte nel processo in funzione dell'angolo della
matrice , ottenendo un diagramma del tipo di quello indicato in figura.
In genere l'angolo che rende minima l'energia totale è di 45-60°.
Le tensioni tangenziali dovute all'attrito che si oppongono allo scorrimento possono ancora
essere calcolate con un modello coulombiano, p, nella quale p è la pressione
all’interfaccia pezzo in lavorazione - matrice, o con un modello a costante =m 0 con
0<m<1 e funzione delle condizioni di lubrificazione. E’ evidente che il valore più opportuno
di od m può essere selezionato ricorrendo al ring test. Nel caso in cui l'angolo è di 90° si
forma, come già accennato, una zona di materiale "morto", che non partecipa al processo di
estrusione; si ha pertanto uno scorrimento di materiale che estrude rispetto ad altro materiale
che rimane intrappolato nella zona morta: le tensioni tangenziali agenti tra le due porzioni di
materiale saranno evidentemente pari alla tensione tangenziale limite di scorrimento 0.
Il processo di estrusione viene condotto sia a caldo che a freddo; in generale l'applicabilità
di tale lavorazione a freddo - la quale peraltro consente di ottenere prodotti caratterizzati da
una elevata finitura superficiale e strette tolleranze dimensionali - è limitata a materiali con
caratteristiche spinte di duttilità e malleabilità, quali il piombo o le leghe di alluminio.
Se invece si debbono lavorare materiali caratterizzati da elevati valori del coefficiente C e
dell'esponente n nella relazione =Cn che, come si è visto in precedenza governa il
comportamento plastico, o se si devono imprimere elevati rapporti di riduzione del
diametro, il processo deve essere condotto a caldo. E' il caso, ad esempio, degli acciai, i
quali vengono solo raramente estrusi a freddo: l'estrusione a freddo di un acciaio
determinerebbe infatti carichi di estrusione assai elevati ed ingenti pressioni agenti sulle
F. Micari Lavorazioni per Deformazione Plastica
58
pareti della matrice, le quali potrebbero portare ad una rapida usura od alla frattura della
stessa.
Al fine di ridurre i carichi necessari per condurre il processo è possibile agire sull'attrito,
operando una adeguata lubrificazione, utilizzando grassi, bisolfuro di molibdeno o miscele
di olio e grafite; a caldo, invece, viene normalmente utilizzata grafite oppure vetro fuso.
Inoltre, nel caso dell'estrusione a freddo degli acciai spesso si ricorre ad un trattamento di
fosfatazione della superficie mediante immersione in un bagno contenente fosfato e nitrato
di zinco, atto a creare uno strato superficiale poroso in grado di essere intimamente
impregnato dal lubrificante.
Una semplice stima del carico necessario per effettuare il processo è ottenibile dalla
relazione empirica:
p=paveA0
nella quale il valore della pressione media è dato dalla espressione:
pave= ave(0,8+1,2 )
In essa ave è la tensione di flusso plastico media, ed è la deformazione logaritmica totale
=lnA0/Af. E' opportuno far rilevare che nella espressione precedente compare la tensione di
flusso plastico media: analizzando la meccanica del processo di deformazione occorre infatti
osservare che nel volume conico ove si realizza la riduzione del diametro il materiale
presenta caratteristiche fortemente disomogenee: In particolare la porzione appena entrata
nel volume suddetto, non ha praticamente ancora subito alcuna deformazione permanente ed
è quindi caratterizzata da una tensione di f1usso plastico pari alla tensione di snervamento di
prima plasticizzazione 0; gli strati di materiale successivi hanno invece già subito una più o
meno cospicua deformazione permanente, sono incruditi e quindi hanno un più elevato
valore della tensione di flusso plastico: lo strato adiacente la sezione di uscita della matrice,
infine, ha subito praticamente per intero la riduzione di diametro desiderata e pertanto la sua
tensione di flusso plastico varrà:
C CA
Atot
n
f
n
ln

F. Micari Lavorazioni per Deformazione Plastica
59
E' pertanto opportuno far riferimento ad una tensione di flusso plastico media calcolabile
con considerazioni di tipo energetico: in particolare basta imporre che:
ovvero:
Una valutazione più precisa della pressione richiesta per condurre un processo di estrusione
può essere ottenuta applicando, ancora una volta, lo «slab method».
In questo caso la condizione di equilibrio delle forze agenti lungo la direzione
dell’estrusione va scritta nella forma:
essendo:
dD/2=dx tg
AB=dD/2sin
Procedendo alle opportune semplificazioni si ottiene:
ave tot d
tot
0
ave
tot
n
tot
ntot
n
C dC
n
C
n
tot tot
1 1
1 10
1
0
p dpD dD
pD
p DdD
sinsin p D
dD
sinx x x
2 2
4 4 2 20cos
pD
pDdD
dpD
pD
PD
dD pD
g dDx x x x
2 2 2
4 2 4 4 2 20cot

F. Micari Lavorazioni per Deformazione Plastica
60
ed ancora:
La condizione di plasticità viene applicata assumendo quali direzioni principali le direzioni
assiale, radiale e circonferenziale; tale assunzione determina un margine di approssimazione
ancora superiore rispetto al caso dell’«upsetting»; infatti non soltanto sul piano avente per
normale la direzione radiale si hanno tensioni tangenziali, ma di fatto le direzioni prescelte
non sono tra di loro mutuamente perpendicolari. Ricordando che r= , la condizione
assume la forma:
x- r=± 0
e quindi, essendo
x=-px r=-p –px+p=± 0
La scelta del segno da adottare è ancora una volta condotta tenendo conto delle condizioni al
contorno: nella sezione all’uscita la pressione px è evidentemente nulla, mentre radialmente
la pressione è certamente positiva: il segno da adottare è quindi il segno + e la condizione
assume la forma
p=px+ 0
Ciò posto, l’equazione differenziale assume la forma definitiva:
essendo:
B = cotg
dpD
pdD p
dD pD
g dDx x4 2 2 20cot
dp D p p g dDx x2 1 0cot
dD
D
dp
p B B
dp
p B B
x
x
x
x2 1 2 2 10 0
F. Micari Lavorazioni per Deformazione Plastica
61
Integrando l’equazione differenziale si avrà:
E’ possibile, a questo punto, ottenere la pressione necessaria per l’esecuzione del processo:
3.2.1 Limiti del processo di estrusione
I principali limiti che interessano il processo sono rappresentati dai seguenti problemi:
pericolo di frattura della matrice;
presenza di difetti interni al pezzo estruso;
errore sul diametro finale del pezzo estruso a causa della deformazione elastica della
matrice.
Si è già accennato in precedenza ai pericoli derivanti dal determinarsi di carichi di
estrusione eccessivi, pericoli ai quali è possibile ovviare operando una adeguata
lubrificazione - nel caso dell'estrusione a freddo degli acciai come già osservato, spesso si
ricorre ad un trattamento di fosfatazione della superficie mediante immersione in un bagno
contenente fosfato e nitrato di zinco, atto a creare uno strato superficiale poroso in grado di
essere intimamente impregnato dal lubrificante - od aumentando il numero dei passaggi
impiegati per arrivare al desiderato diametro finale.
E' opportuno dare un breve cenno al pericolo di formazione di difetti interni dalla
caratteristica forma a freccia, cui viene dato il nome di central bursting, difetti che
presentano un alto grado di pericolosità, dato che sono rilevabili solo attraverso un esame ai
raggi x oppure tramite apparecchiature ad ultrasuoni.
Il central bursting si può verificare per bassi valori sia dell'angolo che del rapporto di
riduzione A0/Af. Ciò perché in tali condizioni la parte centrale del materiale non viene
interessata dalla deformazione plastica e, a causa della differente velocità tra la sezione
d'ingresso e quella d'uscita, si può determinare uno stato di trazione che provoca lo strappo
dD
D
dp
p B B
D
D B
p B B
B
p B B
B
D
D
D
D
x
x
p
f
x
x
f
B
f
x0 0
2 2 1
1
2
2 2 1
2 1
2 2 1
2 1
00
0 0 0
0
0 0
0
0
2
;
ln ln ;
pB
B
D
Dx
f
B
0 0
0
2
11

F. Micari Lavorazioni per Deformazione Plastica
62
del materiale. In tal modo, infatti, nella zona centrale del provino a ridosso dell'asse si
verifica uno stato tensionale caratterizzato da una tensione media positiva, ciò che favorisce
la nucleazione, la crescita e la coalescenza dei microvuoti fino alla frattura.
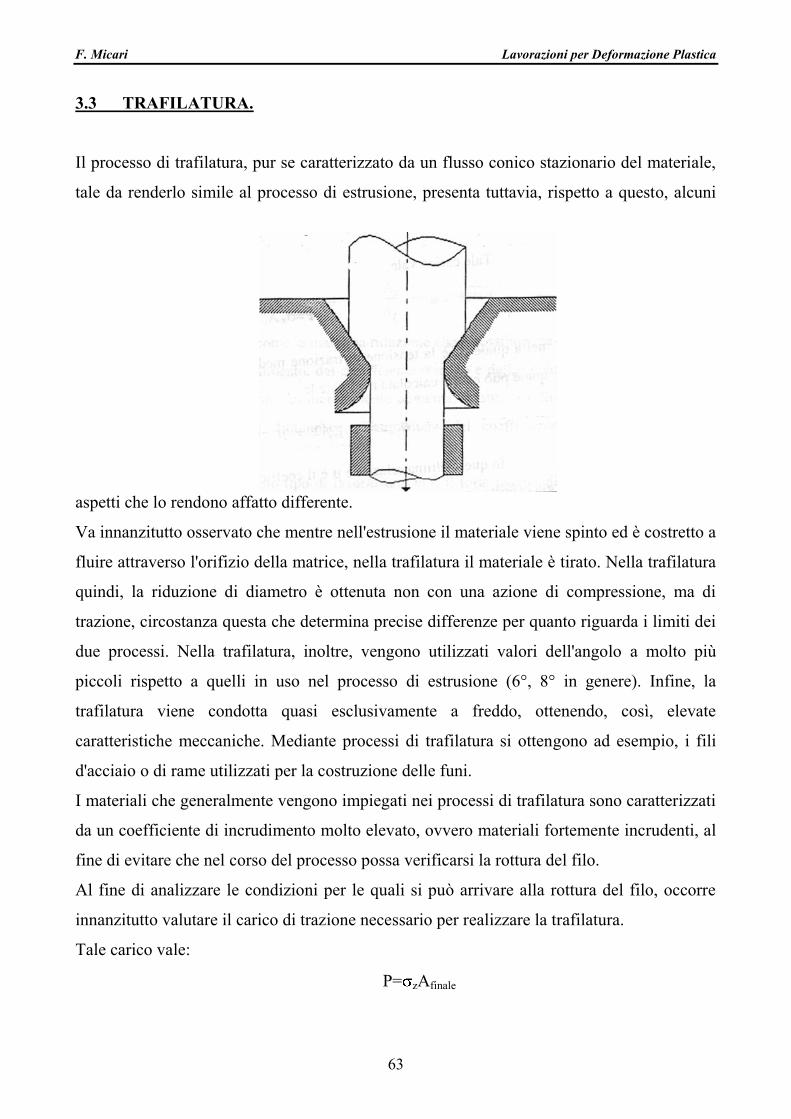
F. Micari Lavorazioni per Deformazione Plastica
63
3.3 TRAFILATURA.
Il processo di trafilatura, pur se caratterizzato da un flusso conico stazionario del materiale,
tale da renderlo simile al processo di estrusione, presenta tuttavia, rispetto a questo, alcuni
aspetti che lo rendono affatto differente.
Va innanzitutto osservato che mentre nell'estrusione il materiale viene spinto ed è costretto a
fluire attraverso l'orifizio della matrice, nella trafilatura il materiale è tirato. Nella trafilatura
quindi, la riduzione di diametro è ottenuta non con una azione di compressione, ma di
trazione, circostanza questa che determina precise differenze per quanto riguarda i limiti dei
due processi. Nella trafilatura, inoltre, vengono utilizzati valori dell'angolo a molto più
piccoli rispetto a quelli in uso nel processo di estrusione (6°, 8° in genere). Infine, la
trafilatura viene condotta quasi esclusivamente a freddo, ottenendo, così, elevate
caratteristiche meccaniche. Mediante processi di trafilatura si ottengono ad esempio, i fili
d'acciaio o di rame utilizzati per la costruzione delle funi.
I materiali che generalmente vengono impiegati nei processi di trafilatura sono caratterizzati
da un coefficiente di incrudimento molto elevato, ovvero materiali fortemente incrudenti, al
fine di evitare che nel corso del processo possa verificarsi la rottura del filo.
Al fine di analizzare le condizioni per le quali si può arrivare alla rottura del filo, occorre
innanzitutto valutare il carico di trazione necessario per realizzare la trafilatura.
Tale carico vale:
P= zAfinale

F. Micari Lavorazioni per Deformazione Plastica
64
nella quale z è la tensione di trazione media agente sulla superficie d'uscita, la quale può
essere calcolata mediante la:
In quest'ultima relazione è il coefficiente d'attrito e ave ha il significato già esposto in
precedenza.
Se i parametri di processo (rapporto di trafilatura A0/Af, angolo di conicità della matrice ,
condizioni d'attrito) sono tali da far sì che la tensione di trazione agente sulla sezione
d'uscita raggiunga il valore della tensione di flusso plastico =Cn con =ln (A0/Af), il
materiale già trafilato continua a deformarsi anche dopo essere uscito dalla matrice fino a
rompersi.
La condizione limite al fine di ovviare al pericolo di rottura del filo è quindi esprimibile
mediante la relazione
ovvero:
Dalla relazione sopra riportata è immediatamente verificabile il ruolo che il coefficiente di
incrudimento gioca sui processi di trafilatura.
Ricordando infatti che
la relazione precedente può scriversi
da cui ancora
Da questa relazione si vede come la massima riduzione che è possibile realizzare dipende
dall'indice di incrudimento, dal coefficiente d'attrito e dall'angolo della matrice.
z ave
f
gA
A1
0cot ln
z
f
n
CA
Aln
0
ave
f f
n
gA
AC
A
A1
0 0cot ln ln
ave
tot
nC
n 1
C
ng
A
AC
n
f
n
11
0cot ln
lncot
cotA
A
n
g
A
Ae
f f
n
g0 0
1
11
1
F. Micari Lavorazioni per Deformazione Plastica
65
All'aumentare dell'indice di incrudimento aumenta, infatti, la riduzione realizzabile, mentre
invece diminuisce all'aumentare del coefficiente d'attrito .
Tra gli inconvenienti di questo tipo di lavorazione vi è il forte rischio di central bursting,
dato che per evitare la rottura per trazione si opera con bassi valori sia del rapporto di
riduzione che dell'angolo , condizioni queste che come già osservato facilitano la
formazione del difetto.
Per gli stessi motivi i carichi che sollecitano la matrice sono minori rispetto a quelli presenti
nell'estrusione, con conseguenti minori pericoli di usura e/o frattura della matrice stessa.
F. Micari Lavorazioni per Deformazione Plastica
66
3.4 LAMINAZIONE
La laminazione è una lavorazione per deformazione plastica che permette di ridurre una od
entrambe le dimensioni della sezione trasversale di un solido prismatico mediante l'azione di
due rulli i quali ruotano alla stessa velocità angolare ma con verso opposto.
Si suole distinguere due diverse tipologie di lavorazioni di laminazione:
• laminazione su tavola piana, ove le generatrici dei rulli sono rettilinee, ed è quindi
possibile ottenere soltanto una riduzione dello spessore del laminato;
• laminazione entro scanalature chiuse, ove invece le generatrici dei rulli sono
opportunamente profilate ed il laminato subisce una variazione più complessa della
geometria della sua sezione trasversale.
Per quanto riguarda il primo processo, la lavorazione viene condotta sia a caldo che a freddo
dipendentemente che si tratti di un'operazione di sgrossatura nella quale si vogliono
imprimere elevate deformazioni e non si ha molta cura della precisione dimensionale
ottenuta sul semilavorato o di una operazione di finitura. La laminazione infarti rappresenta
spesso la prima lavorazione subita da lingotti e bramme in acciaieria, nel qual caso i primi
passaggi di laminazione vengono condotti a temperature intorno ai 1200°C. Con la
laminazione, d'altra parte, è possibile ottenere dei lamierini di piccolo spessore caratterizzati
da spinte tolleranze dimensionali e da una elevata finitura superficiale: in questo caso
evidentemente gli ultimi passaggi di laminazione sono effettuati a freddo mediante
l'impiego di opportuni laminatoi di cui si avrà modo di parlare in seguito.
Per quanto riguarda invece i processi di laminazione entro scanalature chiuse, essi sono
sempre condotti a caldo e consentono di ottenere profilati di forma complessa quali quelli a
"doppio T", "ad L" ed altri largamente impiegati nel settore delle costruzioni. E' evidente
che la forma finale della sezione trasversale viene ottenuta mediante tutta una serie di
passaggi di laminazione realizzate mediante rulli (calibri di laminazione) che
progressivamente imprimono la forma desiderata sul laminato.
La scelta ottimale di tale sequenza di calibri di laminazione è ancor oggi principalmente
basata sulla esperienza e sulla pratica del progettista, essendo il problema talmente
complesso da non poter essere trattato neppure con le più moderne tecnologie di analisi
numerica.
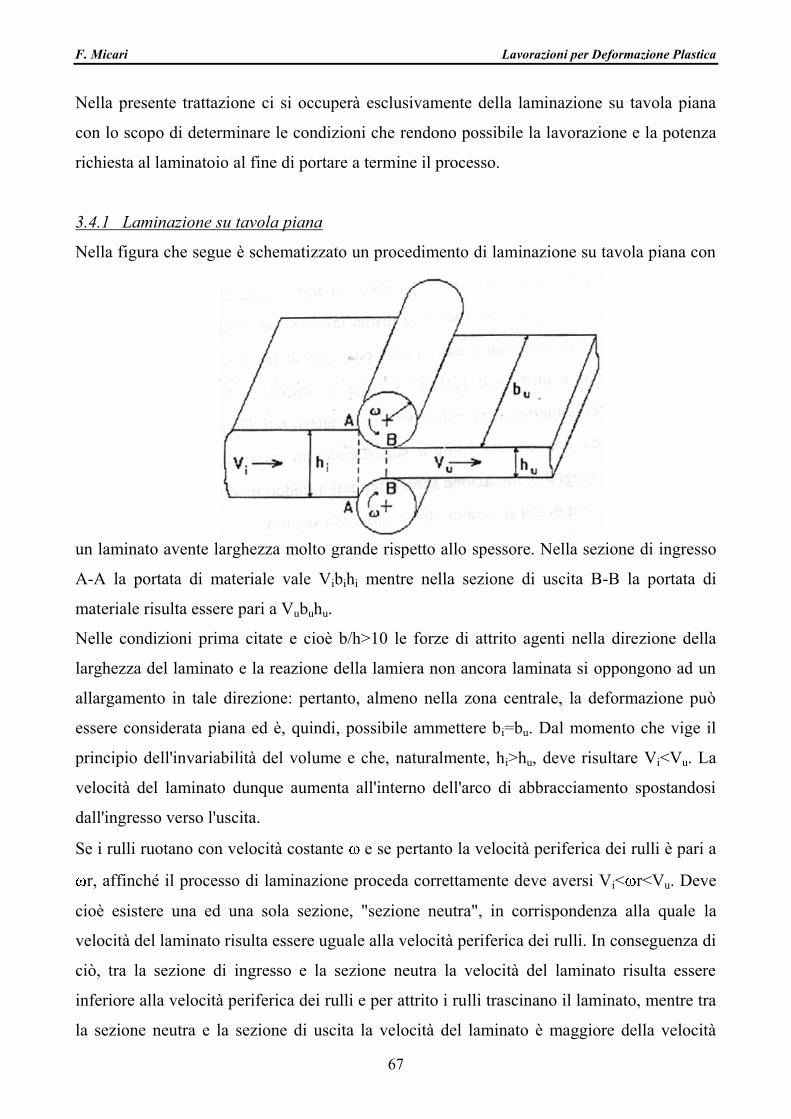
F. Micari Lavorazioni per Deformazione Plastica
67
Nella presente trattazione ci si occuperà esclusivamente della laminazione su tavola piana
con lo scopo di determinare le condizioni che rendono possibile la lavorazione e la potenza
richiesta al laminatoio al fine di portare a termine il processo.
3.4.1 Laminazione su tavola piana
Nella figura che segue è schematizzato un procedimento di laminazione su tavola piana con
un laminato avente larghezza molto grande rispetto allo spessore. Nella sezione di ingresso
A-A la portata di materiale vale Vibihi mentre nella sezione di uscita B-B la portata di
materiale risulta essere pari a Vubuhu.
Nelle condizioni prima citate e cioè b/h>10 le forze di attrito agenti nella direzione della
larghezza del laminato e la reazione della lamiera non ancora laminata si oppongono ad un
allargamento in tale direzione: pertanto, almeno nella zona centrale, la deformazione può
essere considerata piana ed è, quindi, possibile ammettere bi=bu. Dal momento che vige il
principio dell'invariabilità del volume e che, naturalmente, hi>hu, deve risultare Vi<Vu. La
velocità del laminato dunque aumenta all'interno dell'arco di abbracciamento spostandosi
dall'ingresso verso l'uscita.
Se i rulli ruotano con velocità costante e se pertanto la velocità periferica dei rulli è pari a
r, affinché il processo di laminazione proceda correttamente deve aversi Vi< r<Vu. Deve
cioè esistere una ed una sola sezione, "sezione neutra", in corrispondenza alla quale la
velocità del laminato risulta essere uguale alla velocità periferica dei rulli. In conseguenza di
ciò, tra la sezione di ingresso e la sezione neutra la velocità del laminato risulta essere
inferiore alla velocità periferica dei rulli e per attrito i rulli trascinano il laminato, mentre tra
la sezione neutra e la sezione di uscita la velocità del laminato è maggiore della velocità

F. Micari Lavorazioni per Deformazione Plastica
68
periferica dei rulli e pertanto le azioni tangenziali dovute all'attrito all'interfaccia rullo-
laminato si oppongono all'avanzamento del pezzo. In corrispondenza della sezione neutra la
velocità relativa laminato-rulli è nulla e si ha l'inversione delle azioni tangenziali.
E' necessario che la sezione neutra sia compresa tra la sezione di ingresso e la sezione di
uscita. Se infatti essa coincidesse con la sezione di ingresso lungo tutto l'arco di
abbracciamento si avrebbe Vlaminato> r e pertanto tutte le azioni tangenziali dovute
all'attrito all'interfaccia rullo-laminato si opporrebbero al trascinamento ed il processo non
potrebbe avvenire; se per contro la sezione neutra coincidesse con la sezione di uscita
vorrebbe dire che le forze di attrito sono esattamente quelle necessarie e sufficienti per
potere assicurare il trascinamento e pertanto potrebbero bastare piccole diminuzioni del
coefficiente di attrito per rendere impossibile il trascinamento stesso.
In altre parole, il sistema, per poter assicurare il trascinamento richiede che su tutto l'arco di
abbracciamento le tensioni tangenziali dovute all'attrito siano a favore del trascinamento
stesso; pertanto, se si dovesse verificare una diminuzione del coefficiente di attrito, per
esempio dovuta a delle condizioni di lubrificazione leggermente diverse rispetto a quelle
preventivate, il sistema non sarebbe in grado di reagire e si verificherebbe il pattinamento
dei rulli sul laminato.
Nella realtà accade che istante per istante la sezione neutra si sposta verso l'ingresso o verso
l'uscita dipendentemente dalle condizioni di attrito e dalle tensioni di trascinamento di cui
necessita il sistema per funzionare correttamente:
se diminuisce il coefficiente di attrito la sezione neutra si sposta verso l'uscita in modo
tale che sia maggiore la porzione della superficie di contatto rulli-laminato nella quale le
azioni tangenziali dovute all'attrito realizzano il trascinamento;
se invece aumenta il coefficiente di attrito la sezione neutra si sposta verso l'ingresso in
quanto è sufficiente una minore estensione della zona "di trascinamento" affinché il
sistema funzioni correttamente.
Indicato con l'arco di abbracciamento, il trascinamento del laminato potrà avvenire
laddove si verifichi tang < essendo il coefficiente di attrito all'interfaccia rulli-
laminato. Tale relazione può essere ottenuta considerando la risultante di tutte le forze
scambiate all'interfaccia rullo-laminato (considerando cioè sia le azioni normali che quelle
tangenziali) ed imponendo che la componente secondo l'asse di laminazione di tale
F. Micari Lavorazioni per Deformazione Plastica
69
risultante abbia verso orientato dall'ingresso verso l'uscita. Tale relazione è equivalente a
quella di origine empirica hi-hu<2R nella quale R è il raggio dei rulli, relazione che lega in
maniera più facilmente intelligibile alcuni dei parametri operativi fondamentali in un
processo di laminazione.
Da ciò si evince l'opportunità di ottenere un alto coefficiente di attrito all'interfaccia rullo-
laminato: si vedrà, però, che ciò comporta l'incremento della potenza richiesta al laminatoio
e della forza che tende a separare i rulli.
3.4.2 Calcolo delle forze agenti sui rulli e della potenza necessaria
I parametri fondamentali nella scelta di un laminatoio sono rappresentati dalla potenza
fornita dal motore elettrico di comando e dalla massima forza ammissibile agente sui rulli.
Tenendo, infatti, conto del principio di azione e reazione se i rulli esercitano sul laminato
delle pressioni, allo stesso modo il laminato sollecita i rulli con una forza risultante eguale e
contraria che tende a separarli. Il processo di laminazione potrà, quindi, avvenire
regolarmente se la forza che tende a separare i rulli e la potenza richiesta si mantengono
inferiori ai rispettivi valori massimi disponibili sulla macchina.
Per quanto riguarda il calcolo della forza che tende a separare i rulli una stima adeguata può
essere ottenuta considerando la laminazione come un processo di forgiatura continuo. Se,
infatti, supponiamo di rettificare l'arco di abbracciamento, la cui lunghezza vale:
la distribuzione delle pressioni agenti all'interfaccia rullo-laminato può essere ricondotta al
caso, già studiato dello schiacciamento del massello prismatico. Nelle condizioni ora
ammesse, viene, pertanto, accettata l'ipotesi che la sezione neutra si trova in L/2, condizione
non sempre realmente verificata come osservato in precedenza. E' quindi possibile valutare
la pressione media agente all'interfaccia nella forma:
nella quale have= (hi+ hu)/2, mentre la tensione di flusso plastico media va calcolata
seguendo la stessa procedura vista per l'estrusione, tenendo conto che la deformazione
accumulata vale in questo caso =ln(hi/ hu).
L R h hi u
pL
have ave
ave
115 12
,
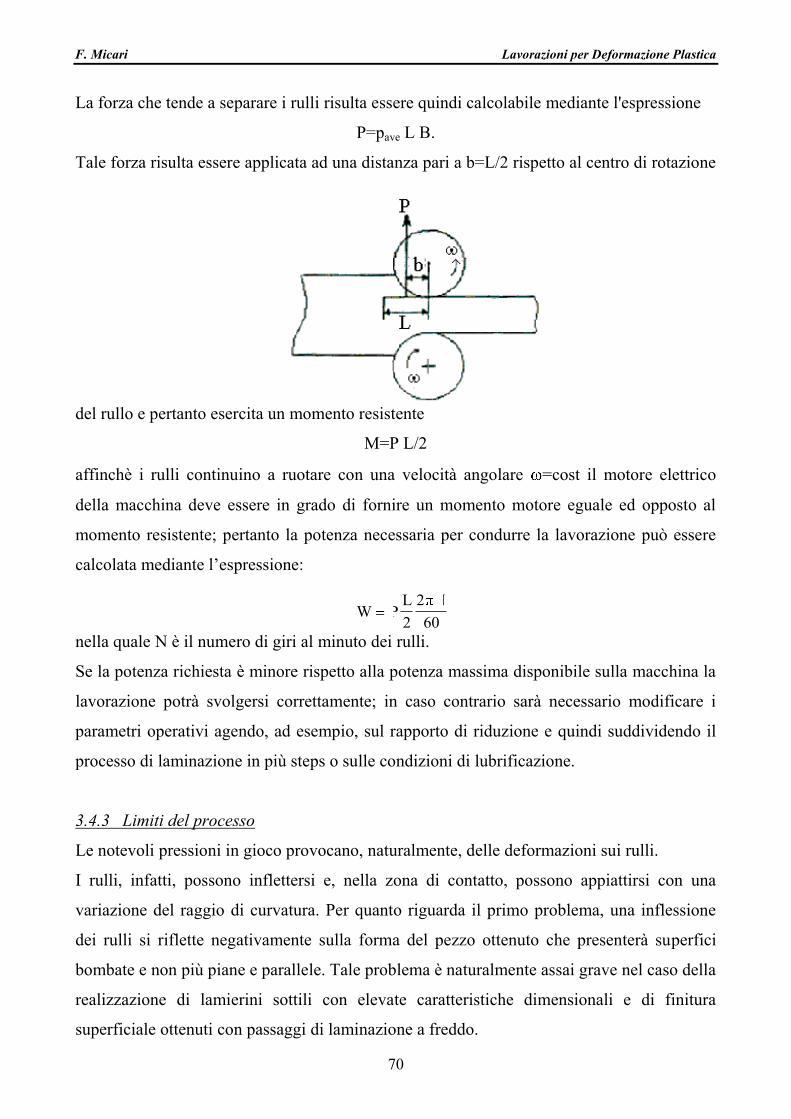
F. Micari Lavorazioni per Deformazione Plastica
70
La forza che tende a separare i rulli risulta essere quindi calcolabile mediante l'espressione
P=pave L B.
Tale forza risulta essere applicata ad una distanza pari a b=L/2 rispetto al centro di rotazione
del rullo e pertanto esercita un momento resistente
M=P L/2
affinchè i rulli continuino a ruotare con una velocità angolare =cost il motore elettrico
della macchina deve essere in grado di fornire un momento motore eguale ed opposto al
momento resistente; pertanto la potenza necessaria per condurre la lavorazione può essere
calcolata mediante l’espressione:
nella quale N è il numero di giri al minuto dei rulli.
Se la potenza richiesta è minore rispetto alla potenza massima disponibile sulla macchina la
lavorazione potrà svolgersi correttamente; in caso contrario sarà necessario modificare i
parametri operativi agendo, ad esempio, sul rapporto di riduzione e quindi suddividendo il
processo di laminazione in più steps o sulle condizioni di lubrificazione.
3.4.3 Limiti del processo
Le notevoli pressioni in gioco provocano, naturalmente, delle deformazioni sui rulli.
I rulli, infatti, possono inflettersi e, nella zona di contatto, possono appiattirsi con una
variazione del raggio di curvatura. Per quanto riguarda il primo problema, una inflessione
dei rulli si riflette negativamente sulla forma del pezzo ottenuto che presenterà superfici
bombate e non più piane e parallele. Tale problema è naturalmente assai grave nel caso della
realizzazione di lamierini sottili con elevate caratteristiche dimensionali e di finitura
superficiale ottenuti con passaggi di laminazione a freddo.
W PL N
2
2
60
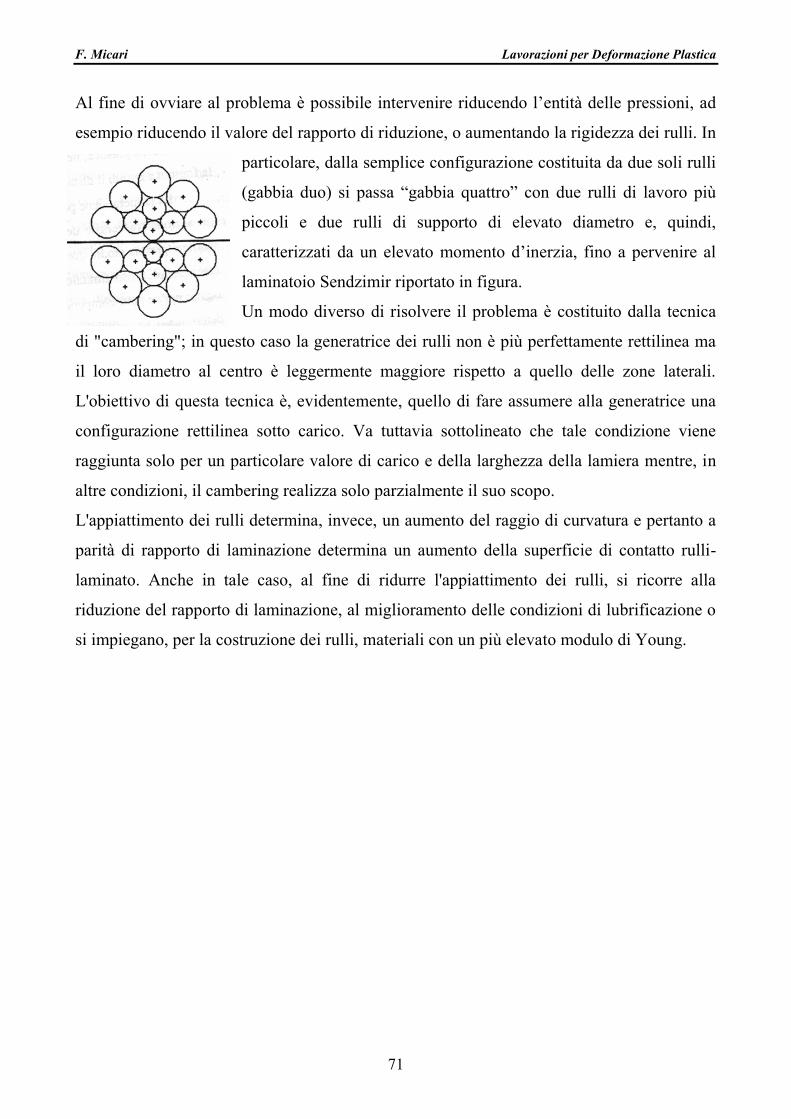
F. Micari Lavorazioni per Deformazione Plastica
71
Al fine di ovviare al problema è possibile intervenire riducendo l’entità delle pressioni, ad
esempio riducendo il valore del rapporto di riduzione, o aumentando la rigidezza dei rulli. In
particolare, dalla semplice configurazione costituita da due soli rulli
(gabbia duo) si passa “gabbia quattro” con due rulli di lavoro più
piccoli e due rulli di supporto di elevato diametro e, quindi,
caratterizzati da un elevato momento d’inerzia, fino a pervenire al
laminatoio Sendzimir riportato in figura.
Un modo diverso di risolvere il problema è costituito dalla tecnica
di "cambering"; in questo caso la generatrice dei rulli non è più perfettamente rettilinea ma
il loro diametro al centro è leggermente maggiore rispetto a quello delle zone laterali.
L'obiettivo di questa tecnica è, evidentemente, quello di fare assumere alla generatrice una
configurazione rettilinea sotto carico. Va tuttavia sottolineato che tale condizione viene
raggiunta solo per un particolare valore di carico e della larghezza della lamiera mentre, in
altre condizioni, il cambering realizza solo parzialmente il suo scopo.
L'appiattimento dei rulli determina, invece, un aumento del raggio di curvatura e pertanto a
parità di rapporto di laminazione determina un aumento della superficie di contatto rulli-
laminato. Anche in tale caso, al fine di ridurre l'appiattimento dei rulli, si ricorre alla
riduzione del rapporto di laminazione, al miglioramento delle condizioni di lubrificazione o
si impiegano, per la costruzione dei rulli, materiali con un più elevato modulo di Young.

F. Micari Lavorazioni per Deformazione Plastica
72
4. LAVORAZIONI PER DEFORMAZIONE PLASTICA DELLE
LAMIERE (SHEET METAL FORMING)
4.1 ASPETTI PECULIARI RELATIVI AL COMPORTAMENTO DEI
MATERIALI NELLE LAVORAZIONI DELLE LAMIERE
Si è già avuto modo di sottolineare che, diversamente dalle lavorazioni per deformazione
plastica di pezzi pieni, le lavorazioni delle lamiere sono caratterizzate da semilavorati
(lamiere per l'appunto) aventi caratteristiche anisotrope e da uno stato tensionale di trazione,
circostanza quest'ultima che rende particolarmente rilevante il pericolo di assottigliamenti
localizzati ed eventualmente di fratture duttili. Tali aspetti devono essere adeguatamente
modellizzati e di essi dovrà tenersi conto in fase di analisi e di progetto del processo
produttivo. Altrettanto importante è il fenomeno del ritorno elastico, il cui ruolo è
particolarmente rilevante in tutte quelle operazioni in cui il meccanismo di deformazione è
prossimo ad una piegatura.
4.1.1. Anisotropia
Le lamiere sono ottenute mediante il processo di laminazione. Prima di questo processo le
caratteristiche del materiale possono essere considerate isotrope, con i grani cristallini
orientati in modo casuale nello spazio; per effetto della deformazione plastica i cristalli
vengono orientati secondo direzioni cristallografiche ben precise (tessiture). In conseguenza
di ciò se si ricavano dalla lamiera alcuni provini orientati secondo direzioni diverse rispetto
alla direzione di laminazione (ad esempio a 0°, a 45° ed a 90°) e si effettuano su di essi
prove di trazione, i risultati ottenuti con riferimento al modulo di Young, alla tensione di
scorrimento, alla tensione di rottura ed all'allungamento percentuale a rottura risulteranno
anche significativamente diversi. Dal punto di vista della lavorazione delle lamiere è ancor
più rilevante osservare che gli stessi rapporti tra le deformazioni che si destano durante la
prova cambiano in dipendenza dell'orientamento del provino.
Dal punto di vista applicativo le condizioni di anisotropia vengono definite mediante alcuni
parametri fondati appunto sul rapporto tra i valori delle deformazioni misurate in una prova

F. Micari Lavorazioni per Deformazione Plastica
73
di trazione mentre ancora lo stato di deformazione è uniforme e si è cioè ancora abbastanza
lontani dalla strizione. In particolare, indicando con l, w ed t rispettivamente le
deformazioni lungo la direzione della lunghezza, della larghezza e dello spessore del
provino sottoposto a trazione, il rapporto
R = w / t = ln (w0/wf) / ln (t0/tf) = ln (w0/wf) / ln (wflf / w0l0)
è definito come indice di anisotropia normale.
Occorre far rilevare che la somma delle tre deformazioni deve essere eguale a zero, dovendo
essere in ogni caso soddisfatta la condizione di invariabilità del volume che governa i
processi per deformazione plastica: le due deformazioni lungo la direzione della larghezza e
dello spessore saranno invece eguali (e quindi R risulterà eguale ad 1) solo nel caso di
materiali con caratteristiche isotrope.
Ebbene ripetendo le prove su provini orientati a 0°, 45° e 90° rispetto alla direzione di
laminazione, le condizioni che possono verificarsi sono riconducibili alle quattro seguenti
tipologie:
1. R R R0 45 90 1
in questo caso il materiale presenta caratteristiche completamente isotrope,
indipendentemente dalla direzione lungo la quale è stato tagliato il provino;
2. R R R0 45 90 1
in queste condizioni il materiale presenta anisotropia normale (la deformazione nella
direzione dello spessore è infatti minore o maggiore rispetto a quella nella direzione
della larghezza del provino), ma non anisotropia planare: il valore di R, infatti, non
dipende dall'angolazione del provino rispetto all'asse di laminazione;
3. R R R0 45 90
è il caso in cui il materiale esibisce anche anisotropia planare, condizione alla quale è
tipicamente associata, nel caso dell'imbutitura assialsimmetrica, la formazione di
"orecchie";
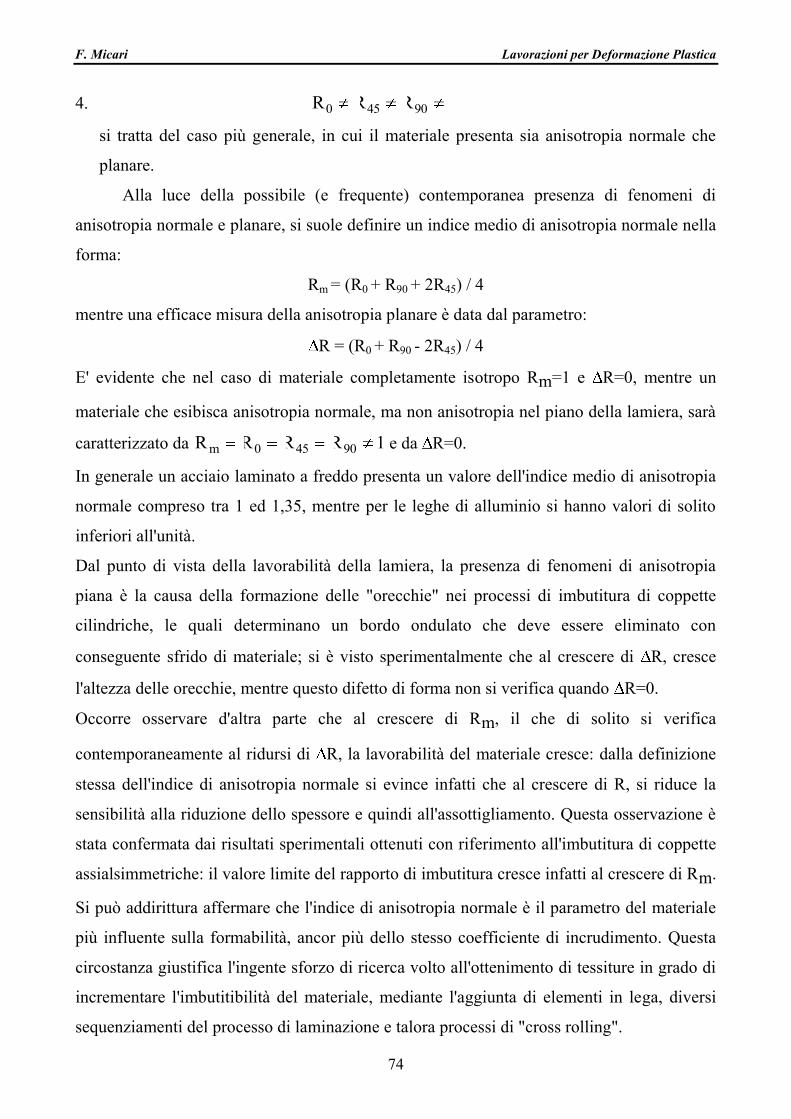
F. Micari Lavorazioni per Deformazione Plastica
74
4. R R R0 45 90 1
si tratta del caso più generale, in cui il materiale presenta sia anisotropia normale che
planare.
Alla luce della possibile (e frequente) contemporanea presenza di fenomeni di
anisotropia normale e planare, si suole definire un indice medio di anisotropia normale nella
forma:
Rm = (R0 + R90 + 2R45) / 4
mentre una efficace misura della anisotropia planare è data dal parametro:
R = (R0 + R90 - 2R45) / 4
E' evidente che nel caso di materiale completamente isotropo Rm=1 e R=0, mentre un
materiale che esibisca anisotropia normale, ma non anisotropia nel piano della lamiera, sarà
caratterizzato da R R R Rm 0 45 90 1 e da R=0.
In generale un acciaio laminato a freddo presenta un valore dell'indice medio di anisotropia
normale compreso tra 1 ed 1,35, mentre per le leghe di alluminio si hanno valori di solito
inferiori all'unità.
Dal punto di vista della lavorabilità della lamiera, la presenza di fenomeni di anisotropia
piana è la causa della formazione delle "orecchie" nei processi di imbutitura di coppette
cilindriche, le quali determinano un bordo ondulato che deve essere eliminato con
conseguente sfrido di materiale; si è visto sperimentalmente che al crescere di R, cresce
l'altezza delle orecchie, mentre questo difetto di forma non si verifica quando R=0.
Occorre osservare d'altra parte che al crescere di Rm, il che di solito si verifica
contemporaneamente al ridursi di R, la lavorabilità del materiale cresce: dalla definizione
stessa dell'indice di anisotropia normale si evince infatti che al crescere di R, si riduce la
sensibilità alla riduzione dello spessore e quindi all'assottigliamento. Questa osservazione è
stata confermata dai risultati sperimentali ottenuti con riferimento all'imbutitura di coppette
assialsimmetriche: il valore limite del rapporto di imbutitura cresce infatti al crescere di Rm.
Si può addirittura affermare che l'indice di anisotropia normale è il parametro del materiale
più influente sulla formabilità, ancor più dello stesso coefficiente di incrudimento. Questa
circostanza giustifica l'ingente sforzo di ricerca volto all'ottenimento di tessiture in grado di
incrementare l'imbutitibilità del materiale, mediante l'aggiunta di elementi in lega, diversi
sequenziamenti del processo di laminazione e talora processi di "cross rolling".
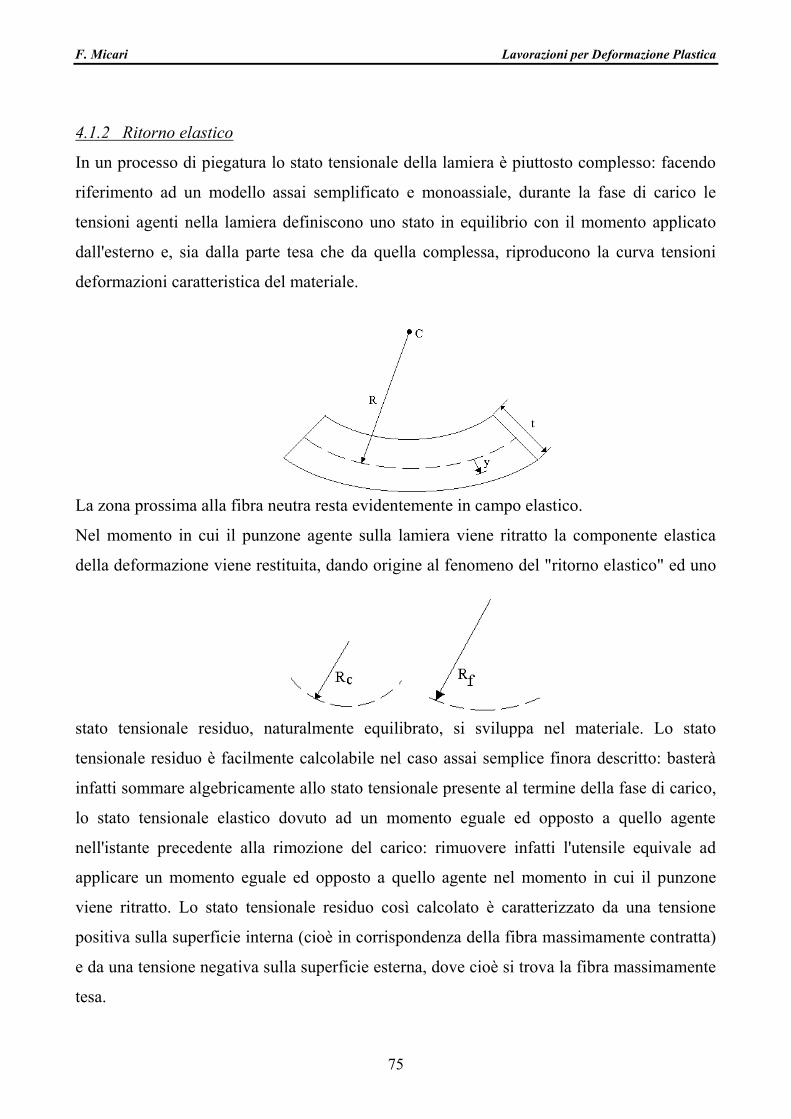
F. Micari Lavorazioni per Deformazione Plastica
75
4.1.2 Ritorno elastico
In un processo di piegatura lo stato tensionale della lamiera è piuttosto complesso: facendo
riferimento ad un modello assai semplificato e monoassiale, durante la fase di carico le
tensioni agenti nella lamiera definiscono uno stato in equilibrio con il momento applicato
dall'esterno e, sia dalla parte tesa che da quella complessa, riproducono la curva tensioni
deformazioni caratteristica del materiale.
La zona prossima alla fibra neutra resta evidentemente in campo elastico.
Nel momento in cui il punzone agente sulla lamiera viene ritratto la componente elastica
della deformazione viene restituita, dando origine al fenomeno del "ritorno elastico" ed uno
stato tensionale residuo, naturalmente equilibrato, si sviluppa nel materiale. Lo stato
tensionale residuo è facilmente calcolabile nel caso assai semplice finora descritto: basterà
infatti sommare algebricamente allo stato tensionale presente al termine della fase di carico,
lo stato tensionale elastico dovuto ad un momento eguale ed opposto a quello agente
nell'istante precedente alla rimozione del carico: rimuovere infatti l'utensile equivale ad
applicare un momento eguale ed opposto a quello agente nel momento in cui il punzone
viene ritratto. Lo stato tensionale residuo così calcolato è caratterizzato da una tensione
positiva sulla superficie interna (cioè in corrispondenza della fibra massimamente contratta)
e da una tensione negativa sulla superficie esterna, dove cioè si trova la fibra massimamente
tesa.
F. Micari Lavorazioni per Deformazione Plastica
76
L'entità del ritorno elastico (calcolabile mediante il rapporto tra il raggio di curvatura della
lamiera sotto carico Rc ed il raggio di curvatura - certamente maggiore - dopo la rimozione
del punzone Rf) è evidentemente funzione della estensione della zona della lamiera che
rimane in campo elastico e che quindi restituisce la deformazione alla fine della fase di
carico. Pertanto il ritorno elastico sarà certamente funzione della drasticità della piegatura
impressa: al crescere di detta drasticità (ad esempio dovuta ad un raggio di piegatura sotto
carico piuttosto piccolo ed ad uno spessore della lamiera di rilevante entità) la zona
"elastica" tenderà a ridursi e conseguentemente anche il ritorno elastico sarà piuttosto
contenuto. Un ruolo altrettanto importante, del resto facilmente intuibile osservando la
curva tensioni - deformazioni ricavabile con una prova di trazione, è giuocato dalle
caratteristiche del materiale ed in particolare dal modulo di elasticità longitudinale e dalla
tensione di flusso plastico.
In definitiva l'entità del ritorno elastico risulta essere funzione dei seguenti parametri:
il raggio di curvatura sotto carico, il quale alla fine della fase di carico viene a coincidere
con il raggio di curvatura del punzone: al crescere di Rc, la piegatura impressa è più
dolce e conseguentemente è maggiore la porzione della lamiera che rimane in campo
elastico;
lo spessore della lamiera, s: con riferimento ancora una volta al modello semplificato
monoassiale, la deformazione impressa sulla generica fibra posta a distanza y dalla fibra
neutra è pari ad y/R, essendo R il raggio di piegatura; la deformazione massima si
verifica sul bordo esterno della lamiera e sarà pari ad s/2R. Più piccolo è s, minori
saranno le deformazioni; in definitiva, bassi valori di s svolgono un ruolo concorde a
quello che caratterizza elevati valori del raggio di piegatura: è possibile cioè racchiudere
i due parametri in un unico parametro geometrico Rc/s, al cui crescere si riduce la
drasticità della deformazione impressa e conseguentemente aumenta l'entità del ritorno
elastico alla fine della fase di carico;
infine particolarmente rilevante è l'influenza delle proprietà meccaniche del materiale,
con riferimento al rapporto tra la tensione di flusso plastico del materiale ed il modulo
di Young: analizzando la curva tensioni - deformazioni desumibile da una prova di
trazione si evidenzia che l'entità della deformazione elastica recuperata durante la fase
dello scarico cresce al crescere della tensione di flusso plastico ed al diminuire del
F. Micari Lavorazioni per Deformazione Plastica
77
modulo di elasticità longitudinale. Pertanto l'entità del ritorno elastico è funzione del
parametro /E, il quale evidentemente dipende anche dalle caratteristiche di
incrudimento del materiale.
Le considerazioni che precedono e le parallele indagini sperimentali hanno condotto alla
relazione sperimentale che segue:
Si tratta naturalmente di una relazione approssimata che fornisce solo una indicazione di
massima dell'entità del ritorno elastico e che sostanzialmente esplicita il ruolo dei parametri
operativi testé analizzato. Il calcolo più preciso del ritorno elastico, con riferimento a
condizioni di processo più complesse, quali quelle, completamente tridimensionali, che si
hanno nei processi di piegatura industriali, può essere condotto solo impiegando tecniche di
simulazione numerica agli elementi finiti.
In ambiente industriale il fenomeno del ritorno elastico è combattuto ricorrendo a diverse
tecniche: una prima possibilità è rappresentata dall'overbending, dall'applicazione cioè, in
fase di carico, di un raggio di piegatura (e quindi anche di un angolo di piegatura) minore
rispetto a quello desiderato, il quale verrà successivamente raggiunto dopo il ritorno
elastico. In alternativa è possibile provare a sovrapporre allo stato tensionale caratteristico
della piegatura un ulteriore stato tensionale che porti a plasticizzazione l'intero spessore
della lamiera: ad esempio l'estremità della lamiera possono essere sottoposte ad un vincolo
di tipo incastro durante la corsa del punzone, condizione quest'ultima che induce una
sollecitazione di allungamento sulla lamiera con conseguente deformazione plastica su tutto
lo spessore. Alcune volte, infine, le lamiere sono piegate a caldo: a caldo, infatti, si riduce la
tensione di flusso plastico del materiale e, alla luce della formula riportata in precedenza, si
riduce l'entità del ritorno elastico.
R
R
R
sE
R
sE
c
f
c c4 3 1
0
3
0
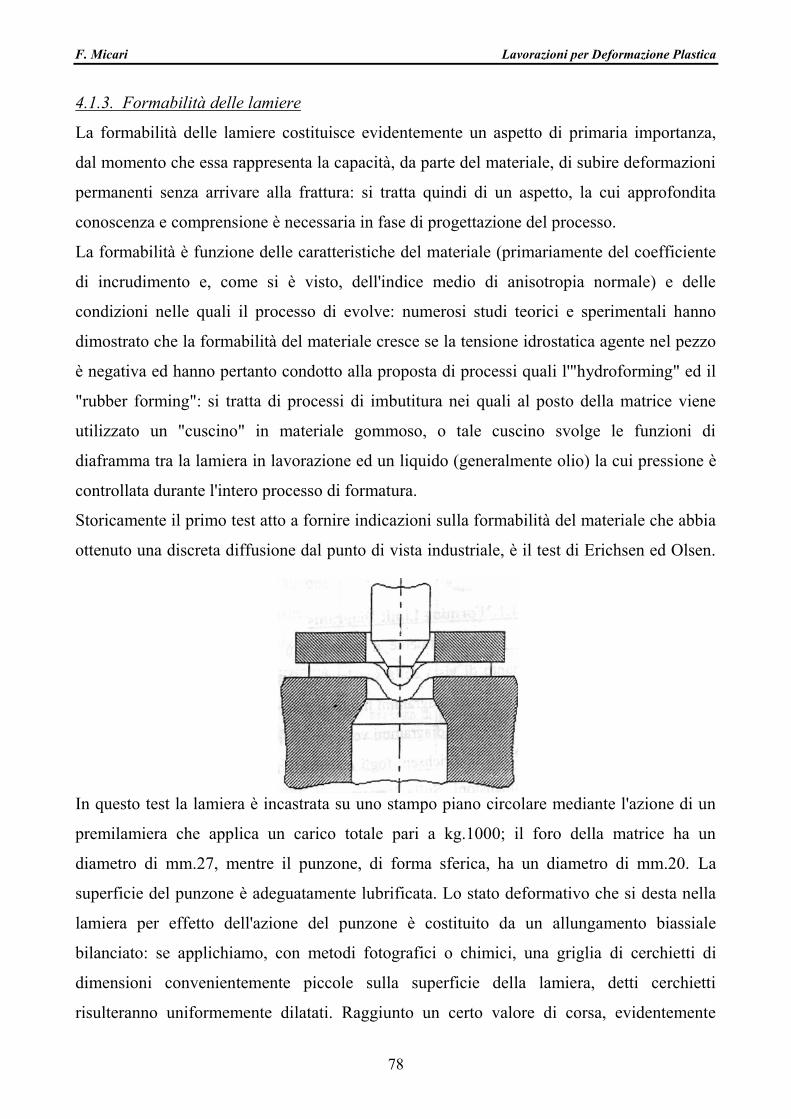
F. Micari Lavorazioni per Deformazione Plastica
78
4.1.3. Formabilità delle lamiere
La formabilità delle lamiere costituisce evidentemente un aspetto di primaria importanza,
dal momento che essa rappresenta la capacità, da parte del materiale, di subire deformazioni
permanenti senza arrivare alla frattura: si tratta quindi di un aspetto, la cui approfondita
conoscenza e comprensione è necessaria in fase di progettazione del processo.
La formabilità è funzione delle caratteristiche del materiale (primariamente del coefficiente
di incrudimento e, come si è visto, dell'indice medio di anisotropia normale) e delle
condizioni nelle quali il processo di evolve: numerosi studi teorici e sperimentali hanno
dimostrato che la formabilità del materiale cresce se la tensione idrostatica agente nel pezzo
è negativa ed hanno pertanto condotto alla proposta di processi quali l'"hydroforming" ed il
"rubber forming": si tratta di processi di imbutitura nei quali al posto della matrice viene
utilizzato un "cuscino" in materiale gommoso, o tale cuscino svolge le funzioni di
diaframma tra la lamiera in lavorazione ed un liquido (generalmente olio) la cui pressione è
controllata durante l'intero processo di formatura.
Storicamente il primo test atto a fornire indicazioni sulla formabilità del materiale che abbia
ottenuto una discreta diffusione dal punto di vista industriale, è il test di Erichsen ed Olsen.
In questo test la lamiera è incastrata su uno stampo piano circolare mediante l'azione di un
premilamiera che applica un carico totale pari a kg.1000; il foro della matrice ha un
diametro di mm.27, mentre il punzone, di forma sferica, ha un diametro di mm.20. La
superficie del punzone è adeguatamente lubrificata. Lo stato deformativo che si desta nella
lamiera per effetto dell'azione del punzone è costituito da un allungamento biassiale
bilanciato: se applichiamo, con metodi fotografici o chimici, una griglia di cerchietti di
dimensioni convenientemente piccole sulla superficie della lamiera, detti cerchietti
risulteranno uniformemente dilatati. Raggiunto un certo valore di corsa, evidentemente
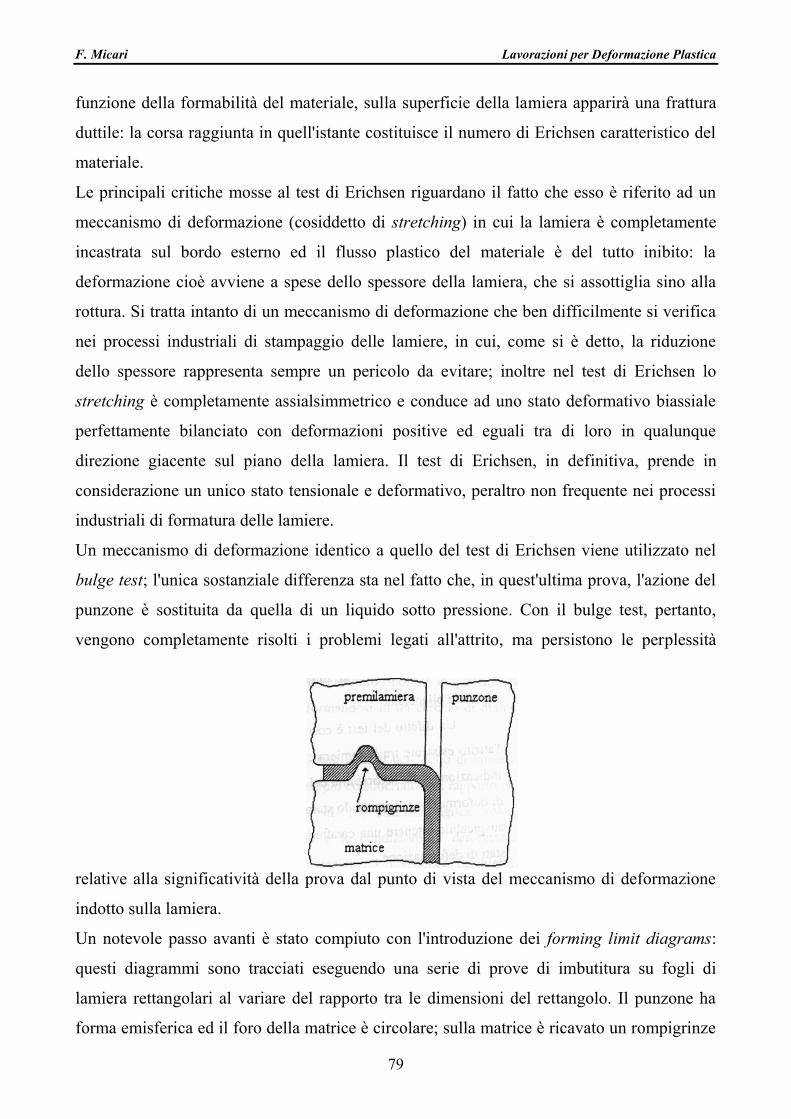
F. Micari Lavorazioni per Deformazione Plastica
79
funzione della formabilità del materiale, sulla superficie della lamiera apparirà una frattura
duttile: la corsa raggiunta in quell'istante costituisce il numero di Erichsen caratteristico del
materiale.
Le principali critiche mosse al test di Erichsen riguardano il fatto che esso è riferito ad un
meccanismo di deformazione (cosiddetto di stretching) in cui la lamiera è completamente
incastrata sul bordo esterno ed il flusso plastico del materiale è del tutto inibito: la
deformazione cioè avviene a spese dello spessore della lamiera, che si assottiglia sino alla
rottura. Si tratta intanto di un meccanismo di deformazione che ben difficilmente si verifica
nei processi industriali di stampaggio delle lamiere, in cui, come si è detto, la riduzione
dello spessore rappresenta sempre un pericolo da evitare; inoltre nel test di Erichsen lo
stretching è completamente assialsimmetrico e conduce ad uno stato deformativo biassiale
perfettamente bilanciato con deformazioni positive ed eguali tra di loro in qualunque
direzione giacente sul piano della lamiera. Il test di Erichsen, in definitiva, prende in
considerazione un unico stato tensionale e deformativo, peraltro non frequente nei processi
industriali di formatura delle lamiere.
Un meccanismo di deformazione identico a quello del test di Erichsen viene utilizzato nel
bulge test; l'unica sostanziale differenza sta nel fatto che, in quest'ultima prova, l'azione del
punzone è sostituita da quella di un liquido sotto pressione. Con il bulge test, pertanto,
vengono completamente risolti i problemi legati all'attrito, ma persistono le perplessità
relative alla significatività della prova dal punto di vista del meccanismo di deformazione
indotto sulla lamiera.
Un notevole passo avanti è stato compiuto con l'introduzione dei forming limit diagrams:
questi diagrammi sono tracciati eseguendo una serie di prove di imbutitura su fogli di
lamiera rettangolari al variare del rapporto tra le dimensioni del rettangolo. Il punzone ha
forma emisferica ed il foro della matrice è circolare; sulla matrice è ricavato un rompigrinze
F. Micari Lavorazioni per Deformazione Plastica
80
anch'esso circolare (evidentemente riprodotto in negativo sul premilamiera) avente una
altezza del dente sufficiente per causare un incastro sulla lamiera e quindi indurre, per
effetto del movimento del punzone, condizioni di stretching sulla lamiera medesima.
Se si imprime sulla superficie della lamiera una griglia di cerchietti di convenienti
dimensioni, si osserva, al variare del rapporto tra le dimensioni iniziali dei lati della lamiera,
il verificarsi di stati deformativi completamente differenti: mentre infatti per un rapporto tra
i lati eguale ad uno (e cioè per un blank iniziale quadrato), il rompigrinze agisce su tutto il
contorno della lamiera e si determinano le condizioni di stretching biassiale completamente
bilanciato tipiche del test di Erichsen, al variare del rapporto tra i lati, e quindi, man mano
che l'azione del rompigrinze si esplica su una sempre più limitata parte del contorno della
lamiera, le condizioni di stretching sono sempre più sbilanciate.
In particolare analizzando i cerchietti si osserva che dalla situazione completamente
bilanciata in cui il cerchietto originario si deformava allargandosi uniformemente in tutte le
direzioni del piano della lamiera, si passa a situazioni intermedie, in cui il cerchietto assume
una forma ellittica, ma con deformazioni positive (allungamenti) sia nella direzione dell'asse
maggiore che dell'asse minore, ed infine a situazioni completamente opposte, in cui il
cerchietto subisce una contrazione (deformazione negativa) nella direzione dell'asse minore
ed assume pertanto la forma di un ellissi assai allungata. Via via che il rapporto tra le
dimensioni iniziali tra i lati cresce si tende pertanto ad uno stato deformativo analogo a
quello che si desta in una prova di trazione, in cui, per un materiale isotropo, la
deformazione nella direzione della larghezza del provino (peraltro uguale a quella agente
nella direzione dello spessore) è di segno opposto ed è pari alla metà di quella nella
direzione della trazione: in campo plastico, infatti, il modulo di Poisson è uguale a 0,5.
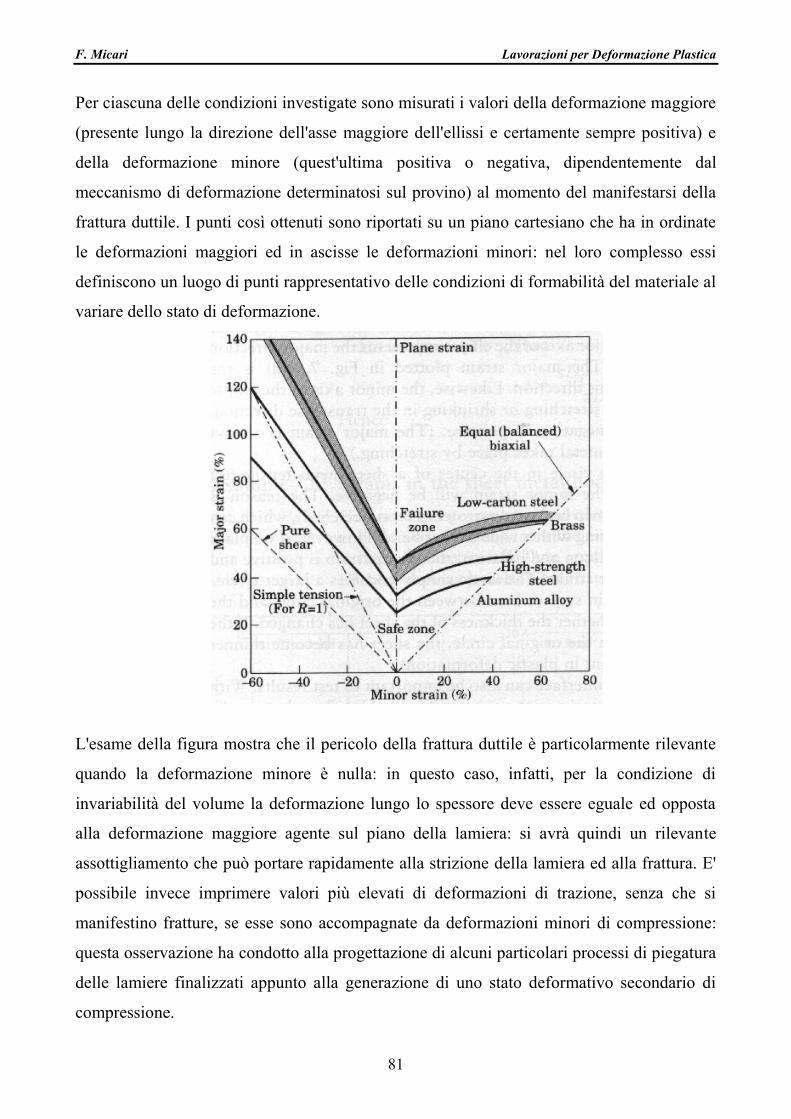
F. Micari Lavorazioni per Deformazione Plastica
81
Per ciascuna delle condizioni investigate sono misurati i valori della deformazione maggiore
(presente lungo la direzione dell'asse maggiore dell'ellissi e certamente sempre positiva) e
della deformazione minore (quest'ultima positiva o negativa, dipendentemente dal
meccanismo di deformazione determinatosi sul provino) al momento del manifestarsi della
frattura duttile. I punti così ottenuti sono riportati su un piano cartesiano che ha in ordinate
le deformazioni maggiori ed in ascisse le deformazioni minori: nel loro complesso essi
definiscono un luogo di punti rappresentativo delle condizioni di formabilità del materiale al
variare dello stato di deformazione.
L'esame della figura mostra che il pericolo della frattura duttile è particolarmente rilevante
quando la deformazione minore è nulla: in questo caso, infatti, per la condizione di
invariabilità del volume la deformazione lungo lo spessore deve essere eguale ed opposta
alla deformazione maggiore agente sul piano della lamiera: si avrà quindi un rilevante
assottigliamento che può portare rapidamente alla strizione della lamiera ed alla frattura. E'
possibile invece imprimere valori più elevati di deformazioni di trazione, senza che si
manifestino fratture, se esse sono accompagnate da deformazioni minori di compressione:
questa osservazione ha condotto alla progettazione di alcuni particolari processi di piegatura
delle lamiere finalizzati appunto alla generazione di uno stato deformativo secondario di
compressione.
F. Micari Lavorazioni per Deformazione Plastica
82
L'applicazione dei forming limit diagrams nella progettazione dei processi di formatura
delle lamiere è facilmente intuibile: si tratta di valutare, con riferimento alle parti della
lamiera particolarmente sollecitate durante il processo, il cammino di deformazione e di
riportarlo sul diagramma. Se il punto rappresentativo dello stato deformativo rimane
costantemente al di sotto della curva limite di formabilità, il processo potrà avvenire senza
pericolo di fratture: in caso contrario sarà necessario un qualche aggiustamento dei
parametri operativi atto a modificare il meccanismo di deformazione in modo da mantenere
il cammino di deformazione nella zona di sicurezza.
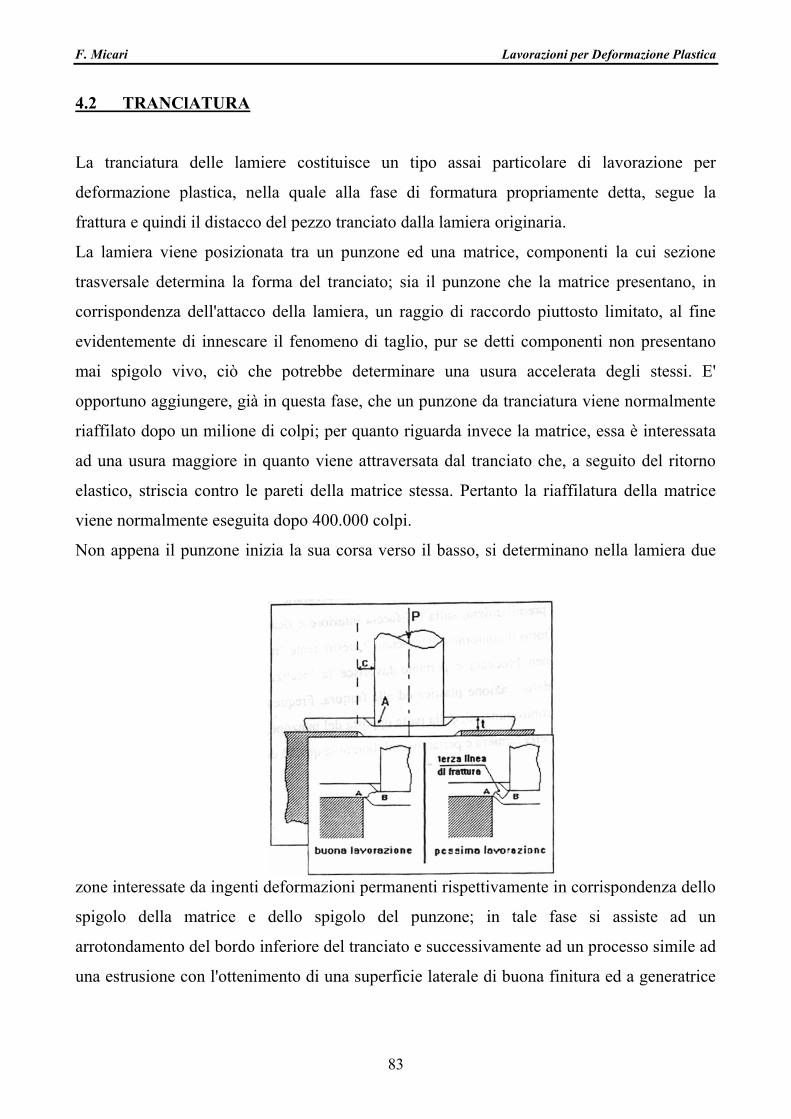
F. Micari Lavorazioni per Deformazione Plastica
83
4.2 TRANClATURA
La tranciatura delle lamiere costituisce un tipo assai particolare di lavorazione per
deformazione plastica, nella quale alla fase di formatura propriamente detta, segue la
frattura e quindi il distacco del pezzo tranciato dalla lamiera originaria.
La lamiera viene posizionata tra un punzone ed una matrice, componenti la cui sezione
trasversale determina la forma del tranciato; sia il punzone che la matrice presentano, in
corrispondenza dell'attacco della lamiera, un raggio di raccordo piuttosto limitato, al fine
evidentemente di innescare il fenomeno di taglio, pur se detti componenti non presentano
mai spigolo vivo, ciò che potrebbe determinare una usura accelerata degli stessi. E'
opportuno aggiungere, già in questa fase, che un punzone da tranciatura viene normalmente
riaffilato dopo un milione di colpi; per quanto riguarda invece la matrice, essa è interessata
ad una usura maggiore in quanto viene attraversata dal tranciato che, a seguito del ritorno
elastico, striscia contro le pareti della matrice stessa. Pertanto la riaffilatura della matrice
viene normalmente eseguita dopo 400.000 colpi.
Non appena il punzone inizia la sua corsa verso il basso, si determinano nella lamiera due
zone interessate da ingenti deformazioni permanenti rispettivamente in corrispondenza dello
spigolo della matrice e dello spigolo del punzone; in tale fase si assiste ad un
arrotondamento del bordo inferiore del tranciato e successivamente ad un processo simile ad
una estrusione con l'ottenimento di una superficie laterale di buona finitura ed a generatrice
F. Micari Lavorazioni per Deformazione Plastica
84
praticamente verticale. In tutta questa prima parte del processo il carico richiesto per la
lavorazione cresce stabilmente.
Non appena il livello delle deformazioni permanenti accumulate raggiunge un certo valore
limite, il fenomeno evolve nella generazione di due linee di frattura ancora in
corrispondenza agli spigoli del punzone e della matrice. All'istante della frattura corrisponde
il raggiungimento di un massimo nella curva carico - spostamento: dopo la frattura, infatti,
la resistenza offerta dal materiale decresce rapidamente, comportando una brusca riduzione
del carico richiesto alla macchina.
Se le due zone di frattura si muovono nella stessa direzione e quindi tendono ad incontrarsi
si ottiene una buona lavorazione: la superficie laterale del tranciato, a parte la prima zona
piuttosto liscia ed a generatrice verticale determinatasi nel corso della fase di "estrusione"
prima descritta, presenterà una generatrice leggermente obliqua ed avrà un livello di
rugosità superficiale compatibile con la maggior parte delle applicazioni pratiche. Se invece
le due linee di frattura non si muovono lungo la stessa direzione, al procedere del processo
di desta una terza linea di frattura, che congiunge le due iniziali e che determina la
formazione di un "gradino" con conseguente notevole deterioramento della qualità della
superficie laterale del pezzo tranciato.
La scelta dei parametri operativi deve quindi essere condotta in modo tale da ottenere un
allineamento delle linee di frattura ciò che può raggiungersi limitando la zona interessata
alla deformazione e cercando di ricondursi ad uno stato tensionale di taglio puro.
Il parametro fondamentale per il controllo del fenomeno è il gioco "c" tra matrice e
punzone. Il gioco a sua volta dipende molto dal materiale, nel senso che più il materiale è
deformabile, più piccolo deve essere il gioco, mentre su un materiale che non scorre
faci1mente il gioco può essere più ampio. Nel caso infatti di un materiale piuttosto
deformabile solo un gioco assai modesto potrà circoscrivere la zona interessata alla
deformazione plastica nella prima fase del processo di tranciatura e quindi condurre ad un
allineamento ed all'incontro delle linee di frattura, determinando così una buona
lavorazione.
Nella pratica è possibile, proprio in funzione del gioco da impiegare, suddividere i materiali
in tre categorie:
• molto deformabili (alluminio, ecc.): per essi il gioco va contenuto entro il 4,5% dello
spessore;

F. Micari Lavorazioni per Deformazione Plastica
85
• mediamente deformabili (bronzo, acciaio dolce): il gioco sarà scelto intorno al 6% dello
spessore;
• poco deformabili (acciai a medio ed alto tenore di carbonio): in questo caso infine,
saranno adottati valori del gioco pari al 7,5% dello spessore del foglio di lamiera.
Il carico necessario per eseguire la tranciatura è dato dalla relazione:
W = R x P x t
nella quale R è la tensione tangenziale di rottura del materiale, P è il perimetro del
tranciato, t è lo spessore della lamiera.
L'energia richiesta per completare la lavorazione è data dall'area sottesa dalla curva carico -
spostamento. Una stima significativamente in eccesso di tale energia è data dal prodotto del
carico sopra riportato, per lo spessore della lamiera, t. In tale stima si ammette, infatti, che
tale carico sia richiesto durante tutta la corsa del punzone (pari naturalmente allo spessore
della lamiera), mentre la frattura e di conseguenza la rapida riduzione della resistenza del
materiale avvengono prima che il punzone abbia completato la corsa stessa.
Un caso particolare della tranciatura è rappresentato dalla tranciatura fine, impiegata per
ottenere tranciati caratterizzati da tolleranze dimensionali assai ristrette e da una ottima
finitura della superficie laterale. In questo caso, oltre al punzone e alla matrice, l'attrezzatura
impiegata comprende anche un premilamiera, sulla cui faccia inferiore è ricavato un dente
che si estende lungo tutto il contorno del tranciato. Questo dente "morde" il foglio di
lamiera tenendola ben bloccata e pertanto favorisce la localizzazione delle zone interessate
alla deformazione plastica ed alla frattura. Frequentemente sono anche impiegati dei
contropunzoni, dalla parte opposta del punzone, atti ad impedire un ingobbamento della
lamiera e pertanto a migliorare la qualità del prodotto finito.
Inoltre il processo di tranciatura richiede, dopo un certo numero di cicli, l'affilatura sia del
punzone che della matrice che, nel caso di tranciatura fine, viene realizzata circa ogni
300.000 colpi per il punzone e dopo solo 80.000 colpi per la matrice.
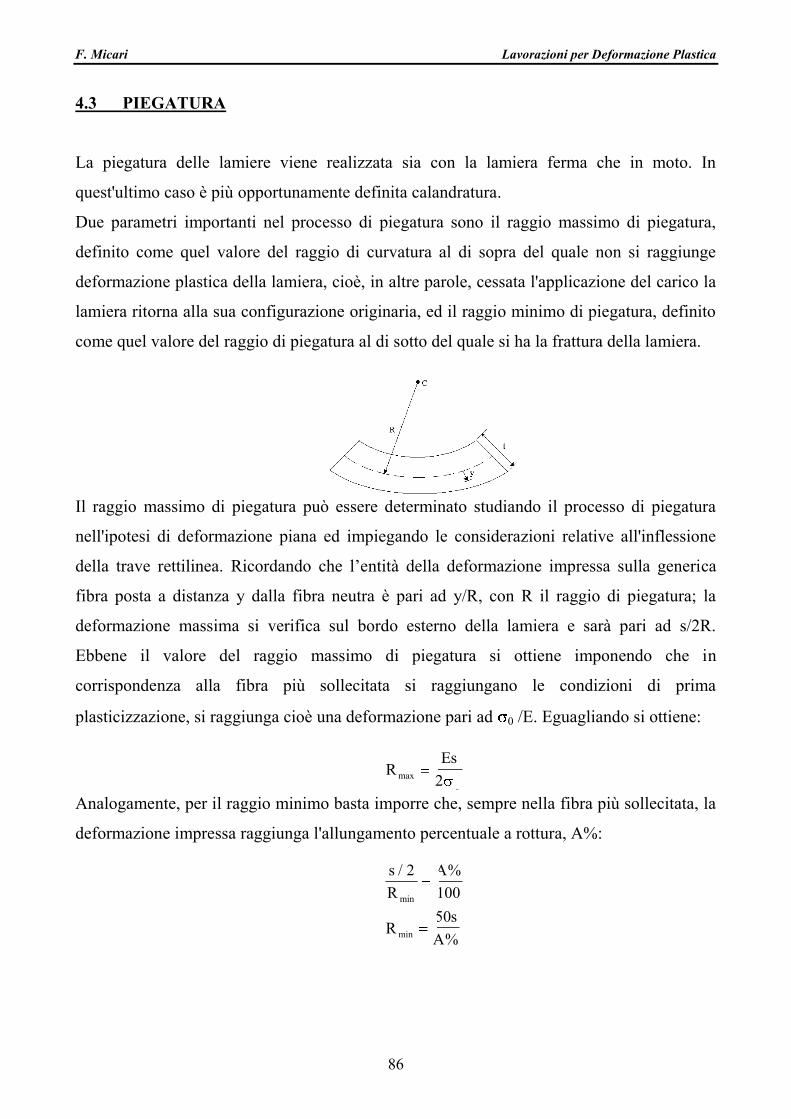
F. Micari Lavorazioni per Deformazione Plastica
86
4.3 PIEGATURA
La piegatura delle lamiere viene realizzata sia con la lamiera ferma che in moto. In
quest'ultimo caso è più opportunamente definita calandratura.
Due parametri importanti nel processo di piegatura sono il raggio massimo di piegatura,
definito come quel valore del raggio di curvatura al di sopra del quale non si raggiunge
deformazione plastica della lamiera, cioè, in altre parole, cessata l'applicazione del carico la
lamiera ritorna alla sua configurazione originaria, ed il raggio minimo di piegatura, definito
come quel valore del raggio di piegatura al di sotto del quale si ha la frattura della lamiera.
Il raggio massimo di piegatura può essere determinato studiando il processo di piegatura
nell'ipotesi di deformazione piana ed impiegando le considerazioni relative all'inflessione
della trave rettilinea. Ricordando che l’entità della deformazione impressa sulla generica
fibra posta a distanza y dalla fibra neutra è pari ad y/R, con R il raggio di piegatura; la
deformazione massima si verifica sul bordo esterno della lamiera e sarà pari ad s/2R.
Ebbene il valore del raggio massimo di piegatura si ottiene imponendo che in
corrispondenza alla fibra più sollecitata si raggiungano le condizioni di prima
plasticizzazione, si raggiunga cioè una deformazione pari ad 0 /E. Eguagliando si ottiene:
Analogamente, per il raggio minimo basta imporre che, sempre nella fibra più sollecitata, la
deformazione impressa raggiunga l'allungamento percentuale a rottura, A%:
REs
max 2 0
s
R
A
Rs
A
/ %
%
min
min
2
100
50
F. Micari Lavorazioni per Deformazione Plastica
87
Il carico necessario per la piegatura delle lamiere è dato da:
nella quale k è una costante dipendente dal tipo di piegatura attuata (ad "U" a "V', ecc.), l è
la lunghezza della lamiera, w è la distanza tra gli appoggi ed infine s è lo spessore.
P kls
w
0
2
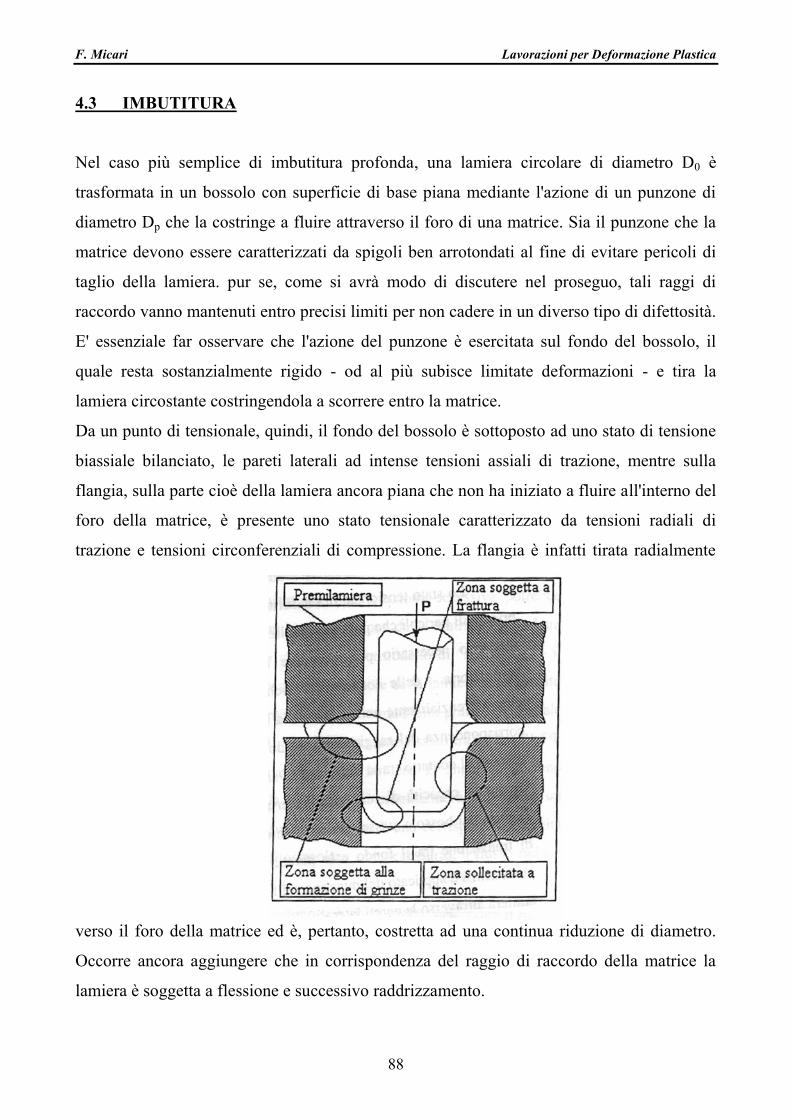
F. Micari Lavorazioni per Deformazione Plastica
88
4.3 IMBUTITURA
Nel caso più semplice di imbutitura profonda, una lamiera circolare di diametro D0 è
trasformata in un bossolo con superficie di base piana mediante l'azione di un punzone di
diametro Dp che la costringe a fluire attraverso il foro di una matrice. Sia il punzone che la
matrice devono essere caratterizzati da spigoli ben arrotondati al fine di evitare pericoli di
taglio della lamiera. pur se, come si avrà modo di discutere nel proseguo, tali raggi di
raccordo vanno mantenuti entro precisi limiti per non cadere in un diverso tipo di difettosità.
E' essenziale far osservare che l'azione del punzone è esercitata sul fondo del bossolo, il
quale resta sostanzialmente rigido - od al più subisce limitate deformazioni - e tira la
lamiera circostante costringendola a scorrere entro la matrice.
Da un punto di tensionale, quindi, il fondo del bossolo è sottoposto ad uno stato di tensione
biassiale bilanciato, le pareti laterali ad intense tensioni assiali di trazione, mentre sulla
flangia, sulla parte cioè della lamiera ancora piana che non ha iniziato a fluire all'interno del
foro della matrice, è presente uno stato tensionale caratterizzato da tensioni radiali di
trazione e tensioni circonferenziali di compressione. La flangia è infatti tirata radialmente
verso il foro della matrice ed è, pertanto, costretta ad una continua riduzione di diametro.
Occorre ancora aggiungere che in corrispondenza del raggio di raccordo della matrice la
lamiera è soggetta a flessione e successivo raddrizzamento.

F. Micari Lavorazioni per Deformazione Plastica
89
Lo stato tensionale ora descritto, permette di introdurre immediatamente i principali pericoli
che possono manifestarsi in un processo di imbutitura: se infatti il carico necessario per
effettuare la lavorazione - carico che deriva dalla sommatoria delle aliquote richieste per
comprimere la lamiera circonferenzialmente nella zona della flangia, piegare e raddrizzare
la lamiera in corrispondenza del raggio di raccordo della matrice e vincere gli attriti che si
destano al contatto tra la lamiera e i vari componenti dell'attrezzatura impiegata supera la
capacità di resistenza offerta dalla parete del bossolo, si arriva alla frattura del bossolo
stesso, generalmente localizzata in corrispondenza della zona di transizione tra il fondo e le
pareti. Il carico, infatti, come già osservato in precedenza è applicato dal punzone sul fondo
del bossolo e trasmesso alla restante lamiera attraverso le pareti laterali.
L'altro tipo di pericolo da tenere presente nel corso della fase di scelta dei parametri
operativi caratteristici della lavorazione è rappresentato dalla formazione di grinze
circonferenziali nella flangia. La flangia è infatti soggetta a tensioni circonferenziali di
compressione che determinano in ogni caso un ispessimento della flangia stessa. Se tali
tensioni raggiungono un livello sufficientemente elevato e se la rigidezza della lamiera
(evidentemente legata allo spessore ed alle caratteristiche meccaniche) non è sufficiente,
possono determinarsi fenomeni di instabilità plastica con la formazione di grinze.
Al fine di ovviare a tale pericolo, l'imbutitura viene generalmente realizzata impiegando un
opportuno premilamiera avente il compito di guidare il flusso radiale della lamiera della
flangia: in effetti una imbutitura senza premilamiera può essere effettuata solo per valori
assai bassi del rapporto di imbutitura D0/Dp fino ad un massimo pari a 1,2 per i quali le
tensioni circonferenziali agenti sulla flangia si mantengono entro livelli assai contenuti.
L'utilizzo del premilamiera deve, d'altra parte, tenere conto di alcune limitazioni per quanto
riguarda l'entità della pressione da quest'ultimo esercitata sulla lamiera. Occorre infatti
osservare che una pressione eccessiva potrebbe ostacolare il flusso radiale della flangia
verso il foro della matrice fino ad un completo arresto dello stesso. In tali condizioni -
cosiddette di "stretching" - il movimento del punzone avviene a spese dello spessore della
lamiera che pertanto subisce un progressivo assottigliamento fino alla rottura. Nella pratica
industriale il valore della pressione applicata dal premilamiera viene fissato tra l'l e 1'1,5%
della tensione di snervamento del materiale della lamiera. E' ancora opportuno aggiungere
che in alcune occasioni la matrice ed il premilamiera presentano un "rompigrinze"; si tratta
F. Micari Lavorazioni per Deformazione Plastica
90
di un risalto sulla matrice (e di una corrispondente cavità sul premilamiera) che ha il
compito di ostacolare, ove necessario, il flusso radiale del materiale.
Con le considerazioni che precedono si è avuto modo di analizzare il ruolo dei primi due
parametri operativi sui quali agire nel corso della progettazione del processi di imbutitura:
l'utilizzo del premilamiera e l'entità della pressione che questo esercita sulla lamiera.
Tra gli altri parametri operativi vanno in particolare ricordati:
• il rapporto di imbutitura D0/Dp; al crescere di tale rapporto si assiste ad un generale
aggravamento dello stato tensionale e quindi, in definitiva, del carico necessario per
condurre il processo. Esiste quindi un rapporto limite di imbutitura («limiting drawing
ratio», LDR), raggiunto il quale il carico richiesto eccede la capacità di resistenza del
materiale e può verificarsi la frattura dell'imbutito. Nella pratica industriale sono noti
precisi valori del rapporto limite di imbutitura, dipendenti dal materiale della lamiera;
• le condizioni di lubrificazione; è essenziale mantenere una ottima lubrificazione
all'intertaccia lamiera-premilamiera e lamiera-matrice. In caso contrario infatti il flusso
radiale del materiale della flangia è fortemente ostacolato dalle azioni tangenziali di
attrito e cresce il carico totale richiesto per condurre la lavorazione determinando
problemi del tipo visto in precedenza. Non è invece conveniente avere una lubrificazione
spinta all'interfaccia materiale - punzone: ivi infatti può risultare conveniente che una
parte del carico di imbutitura venga trasmesso dal punzone alla lamiera per attrito sulle
pareti laterali del punzone. L'esperienza ha dimostrato che con un punzone rugoso, o
lubrificando solo la flangia della lamiera da imbutire, è possibile utilizzare un valore più
alto del rapporto di imbutitura senza pericolo di frattura;
• i raggi di raccordo del punzone e della matrice; raggi di raccordo troppo ristretti possono
condurre al pericolo della tranciatura od, in ogni caso, impongono una piegatura troppo
severa alla lamiera. Pertanto il carico richiesto per l'imbutitura aumenta, senza che d'altra
parte cambi la capacità di resistenza delle pareti del bossolo: aumenta quindi il pericolo
di formazione di fratture ed è necessario lavorare con valori più bassi del rapporto di
imbutitura. Raggi di raccordo troppo ampi, d'altro canto, lasciano molta lamiera non
guidata e si può manifestare il pericolo del "puckering", cioè della formazione di grinze
tra il punzone e la matrice.

F. Micari Lavorazioni per Deformazione Plastica
91
Nel caso di lamiere circolari una valida stima del carico totale di imbutitura è ottenibile
dalla relazione sperimentale:
nella quale Dp è il diametro del punzone, D0 è il diametro della lamiera, ed infine s è lo
spessore della lamiera.
P D sD
DP R
P
00 7,