Energy Curing Substrates and Inks With Plasma Aid
6
76 / CONVERTER / Flessibili-Car ta- C ar tone L a tecnologia del curing ha inizia- to la fase di cr escita negl i anni 60 ed ha raggiunto la fase matura negli anni 90. Con l’utilizzo di materie prime e di processi migliori, il curing degli inchiostri è arrivato ad ottenere risultati tali da renderlo strumento per la stampa molto inte- ressante. Inchiostri e coating tr atta- bili col cur ing sono or a utiliz zabili per stampa ad alta velocità e per avere un’elevata resistenza agli agenti chi- mici. Si possono inoltre avere qualità superiore a basso costo, un tratta- mento a freddo su substrati sensibili al calore, un ridotto consumo ener- getico, meno inquinanti e spazi ridot- ti per la stampa. La stima della dimensione reale del mer cato del curing è molto v ariabil e. La parte di mercato che si occupa d’ ar ti grafiche è v alutata a 500 milioni di dollari, inchiostri, coating e adesivi inclusi. Nel segmento narrow-web, il curing UV rappre- senta il 25% del mercato totale, includendo flesso, letterpress, off- set, e cartellonistica. Il curing con fasci elettronici (EB-curing) prende dal 9 al 12% del mercato. La crescita del curing EB è, di fatto, la più lenta perché i costi d’investimento sono molto alti, nonostante una recente diminuz io- ne, e molt o maggiori di quell i rela- tivi al trattamento UV. Il rinato interesse per tecnologie di curing è anche però dovuto all’evo- luzione dei sistemi a plasma atmo- sferico APT per rotative e tratta- menti 3D, e dei relativi protocolli di pretrattamento del substrato pri- ma dell’applicazione di inchiostri o coat ing UV o EB. Il plasm a atmo- sferico produce una scarica a bassa temperatura, omogenea ed uniforme ed ad alta densità sulla superficie del materiale, che ri- muove da essa i materiali organici a basso peso molecolare e produ- ce r adicali liberi che possono legar- si ad altre componenti. E nergy curing technologies have evolved from infancy in the 1960s and have been in a maturing phase since the 1990s. Improvements in raw materials and curing processes made a substantial impact on ink- performance characteristics and hav e led to incr easing acceptance of the technology among printers. Energy-cured inks and coatings have then re-emerged to the fore- front of printing technologies as printers become increasingly inte- rested in increased production speed, improved product proper- ties, enhanced resistance to che- micals, enhanced quality, lower applied cost, cool curing on heat sensitive substrates, reduced ener gy r equi rements, less waste, and reduced space requirements. Estimates of actual market size vary considerably. Essentially, the graphic arts portion of energy curing is about US$ 500 million, which include s inks, coat ings, and adhesives. In the nar r ow- web seg- ment, ultraviolet (UV) light curing represents 25% of the total mar- ket, including flexo, letterpress, offset, and screen. Electron beam (EB) curing is an instantaneous on/ off technol ogy and comprises about 9 to 12% of the energy market. Growth of EB curing is slower, primarily due to the considerable capital costs involved in starting up with EB technology. These costs have drop- ped considerably but they remain higher than UV. Assisting the re-emergence of energy curing technologies is the evolution of atmospheric plasmas as a key surface preparation pro- tocol prior to applying UV and EB inks and coatings for web, sheet and 3D surface applications. Since atmospheric glow plasmas featur e By Rory Wolf, Enercon Industries Corporation, Menomonee Falls, Wisconsin, USA Amelia Sparavigna, Dipartimento di Fisica, Politecnico di Torino, Torino, Italy ENERGY CURING SUBSTRATES AND INKS WITH PLASMA AID CURING DI SUBSTRATI E INCHIOSTRI CON L’AUSILIO DEL PLASMA
-
Upload
amelia-carolina-sparavigna -
Category
Documents
-
view
220 -
download
0
Transcript of Energy Curing Substrates and Inks With Plasma Aid
8/14/2019 Energy Curing Substrates and Inks With Plasma Aid
http://slidepdf.com/reader/full/energy-curing-substrates-and-inks-with-plasma-aid 1/5
76 / CONVERTER / Flessibili-Car ta-Cartone
La tecnologia del curing ha inizia-to la fase di crescita negli anni60 ed ha raggiunto la fase
matura negli anni 90. Con l’utilizzo dimaterie prime e di processi migliori,il curing degli inchiostri è arrivato adottenere risultati tali da renderlostrumento per la stampa molto inte-ressante. Inchiostri e coating tratta-bili col curing sono ora utilizzabili perstampa ad alta velocità e per avereun’elevata resistenza agli agenti chi-
mici. Si possono inoltre avere qualitàsuperiore a basso costo, un tratta-mento a freddo su substrati sensibilial calore, un ridotto consumo ener-getico, meno inquinanti e spazi ridot-ti per la stampa.La stima della dimensione reale delmercato del curing è molto variabile.La parte di mercato che si occupad’ar ti grache è valutata a 500milioni di dollari, inchiostri, coatinge adesivi inclusi. Nel segmentonarrow-web, il curing UV rappre-senta il 25% del mercato totale,
includendo esso, letterpress, off-set, e cartellonistica. Il curing confasci elettronici (EB-curing) prendedal 9 al 12% del mercato.La crescita del curing EB è, difatto, la più lenta perché i costid’investimento sono molto alti,nonostante una recente diminuzio-ne, e molto maggiori di quelli rela-tivi al trattamento UV.Il rinato interesse per tecnologie dicuring è anche però dovuto all’evo-
luzione dei sistemi a plasma atmo-sferico APT per rotative e tratta-menti 3D, e dei relativi protocolli dipretrattamento del substrato pri-ma dell’applicazione di inchiostri ocoat ing UV o EB. Il plasma atmo-sferico produce una scarica abassa temperatura, omogenea eduniforme ed ad alta densità sullasupercie del materiale, che ri-muove da essa i materiali organicia basso peso molecolare e produ-ce radicali liberi che possono legar-si ad altre componenti.
Energy curing technologieshave evolved from infancy inthe 1960s and have been in
a maturing phase since the1990s. Improvements in rawmaterials and curing processesmade a substantial impact on ink-performance characteristics andhave led to increasing acceptance
of the technology among printers.Energy-cured inks and coatingshave then re-emerged to the fore-front of printing technologies asprinters become increasingly inte-rested in increased productionspeed, improved product proper-ties, enhanced resistance to che-micals, enhanced quality, lowerapplied cost, cool curing on heatsensitive substrates, reducedenergy requirements, less waste,and reduced space requirements.Estimates of actual market sizevary considerably. Essentially, thegraphic arts portion of energy
curing is about US$ 500 million,which includes inks, coat ings, andadhesives. In the narrow-web seg-ment, ultraviolet (UV) light curingrepresents 25% of the total mar-ket, including exo, letterpress,offset, and screen.Electron beam (EB) curing is aninstantaneous on/ off technology
and comprises about 9 to 12% ofthe energy market. Growth of EBcuring is slower, primarily due tothe considerable capital costsinvolved in starting up with EBtechnology. These costs have drop-ped considerably but they remainhigher than UV.Assisting the re-emergence ofenergy curing technologies is theevolution of atmospheric plasmasas a key surface preparation pro-tocol prior to applying UV and EBinks and coatings for web, sheetand 3D surface applications. Sinceatmospheric glow plasmas feature
By Rory Wolf, Enercon IndustriesCorporation, Menomonee Falls,Wisconsin, USA
Amelia Sparavigna, Dipartimentodi Fisica, Politecnico di Torino,Torino, Italy
ENERGYCURINGSUBSTRATESAND INKSWITHPLASMA AID
CURING DISUBSTRATI EINCHIOSTRICO NL’AUSILIODEL PLASMA
8/14/2019 Energy Curing Substrates and Inks With Plasma Aid
http://slidepdf.com/reader/full/energy-curing-substrates-and-inks-with-plasma-aid 2/5
a low temperature, homogenous,uniform and high density dischar-ge at material surfaces, removalof low molecular weight organicsalong with a cross-linking effect ini-tiated by free radicals effectivelyincrease the adhesion of energy-curables composed of resin, pig-ment/ additives, and monomers.This is because free radicals con-nect with the molecules of theresins and monomers, and they,in turn, cross-link with each other, forming chains ofmolecules we r ecognize as the "cured" ink/ coatinglm. Atmospheric plasma surface treatment systemsare gaining rapid acceptance among printers over thepast ve years because they match printer’s producti-vity and reduced waste objectives, and because theyoffer printers the ability to print/ coat a wider r ange ofmaterials to expand market opportunities.
ENERGY CURING UV/EBEnergy cur ing refers to inks, coatings and substr a-
tes modication by exposure toradiant energy, in the form of UVlight or in the form of accelerated,high energy electrons, concentra-ted electron beams. In the com-mon meaning, energy curing isalmost understood as the UVtreatment for inks or coatingschemically transformed into apolymeric lm through exposureto UV lights, in a process of pho-topolymerization (see Fig.1).
Photopolymerization is a polymeric chain reaction star-ted from the photoinitiator component of the ink exci-ted by energetic photons (for UV, with energy com-prised between 2-20 eV).In pr inciple, in EB curable inks initiators are not requi-red: the high energy of the electron beam is suf-cient to activate polymerization. An energetic elec-tr on penetr ating in the mater ial can tr ansfer par t ofits energy to the atoms, exciting or ionizing it. If thetarget atom is in a polymeric molecule, its excitationand ionization can disrupt a molecular chain in thepolymer ic lm. In the EB lithogr aphy, the EB curingproduces an etching of the exposed portion of a poly-
Ciò accresce l’adesione dei componenti, additivi, pig-menti e monomeri, contenuti nelle resine curabili.I radicali liberi, infatti, si uniscono alle molecole delle resi-ne ed ai monomeri, che poi a loro volta si uniscono traloro, formando le catene di molecole che noi riconoscia-mo come il lm d’inchiostro o coating “curato”.Il trattamento con plasma atmosferico sta recentemen-te guadagnando spazio nella stampa perché viene incon-tro alle richieste di maggiore produttività e riduzione degliinquinanti, offrendo agli operatori la possibilità di stampa-re/ rivestire un’ampia gamma di mater iali e quindi am-pliando le opportunità di mercato.
IL CURING UV/EB
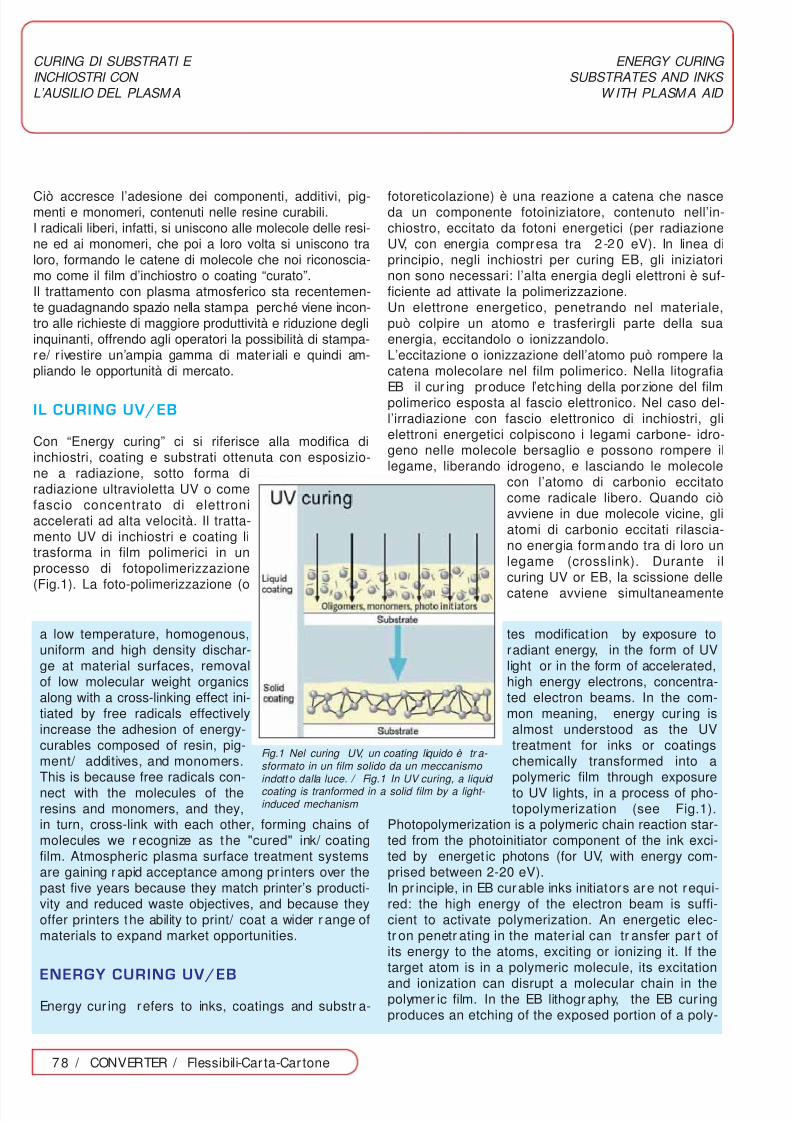
Con “Energy curing” ci si riferisce alla modica diinchiostri, coating e substrati ottenuta con esposizio-ne a radiazione, sotto forma diradiazione ultravioletta UV o comefascio concentrato di elettroniaccelerati ad alta velocità. Il tratta-mento UV di inchiostri e coating litrasforma in lm polimerici in unprocesso di fotopolimerizzazione
(Fig.1). La foto-polimerizzazione (o
fotoreticolazione) è una reazione a catena che nasceda un componente fotoiniziatore, contenuto nell’in-chiostro, eccitato da fotoni energetici (per radiazioneUV, con energia compresa tra 2 -20 eV). In linea diprincipio, negli inchiostri per curing EB, gli iniziatorinon sono necessari: l’alta energia degli elettroni è suf-ciente ad attivate la polimerizzazione.Un elettrone energetico, penetrando nel materiale,può colpire un atomo e trasferirgli parte della suaenergia, eccitandolo o ionizzandolo.L’eccitazione o ionizzazione dell’atomo può rompere lacatena molecolare nel lm polimerico. Nella litograa
EB il cur ing produce l’etching della porzione del lmpolimerico esposta al fascio elettronico. Nel caso del-l’irradiazione con fascio elettronico di inchiostri, glielettroni energetici colpiscono i legami carbone- idro-geno nelle molecole bersaglio e possono rompere illegame, liberando idrogeno, e lasciando le molecole
con l’atomo di carbonio eccitatocome radicale libero. Quando ciòavviene in due molecole vicine, gliatomi di carbonio eccitati rilascia-no energia formando tra di loro unlegame (crosslink). Durante ilcuring UV or EB, la scissione dellecatene avviene simultaneamente
78 / CONVERTER / Flessibili-Car ta-Cartone
CURING DI SUBSTRATI E INCHIOSTRI CON L’AUSILIO DEL PLASM A
ENERGY CURING SUBSTRATES AND INKS
W ITH PLASM A AID
Fig.1 Nel curing UV, un coating liquido è tr a- sformato in un lm solido da un meccanismo indott o dalla luce. / Fig.1 In UV curing, a liquid coating is tranformed in a solid lm by a light- induced mechanism

8/14/2019 Energy Curing Substrates and Inks With Plasma Aid
http://slidepdf.com/reader/full/energy-curing-substrates-and-inks-with-plasma-aid 3/5
ed in competizione con il crosslink: il risultato nale èdeterminato dal rapporto tra la velocità delle due reazio-ni e dipende da fattori quali la dose totale di radiazione,la presenza di ossigeno o di stabilizzatori, e altro ancora.
IL PLASMA
Beneci per stampa e coating si possono ottenere con ilplasma atmosferico (Converter, novembre/ dicembre2005). Un sistema per il trattamento col plasma atmo-sferico (APT) permette la creazione di un plasma unifor-me, omogeneo (Fig.2) ad alta energia a pressione atmo-sferica e bassa temperatura utilizzando un’ampia gammadi gas inerti o reattivi. La scarica a bagliore (glow dis-charge) si forma in un campo elettrico inferiore a 10kV/ cm, con una frequenza nell’inter vallo delle radiofre-quenze, minore di 40 kHz. Nei sistemi APT, elettroni eioni hanno energie e temperature differenti. Gli elett ronisono molto più energetici degli ioni: l’energia dell’elettro-ne nel plasma è nell’inter vallo tra 1 eV e 10 eV. Gli ioninel plasma sono molto più freddi con energie di 0.0 2-0.1eV. Dato che l’energia per rompere i legami o eccitare ivari stati di molecole o specie atomiche è nell’intervallo0.1 -50 eV, non sorprende che ci sia un alto grado di att i-vità chimica nei sistemi a scarica a bagliore, sia nella fase
gassosa che sulla supercie a contatto col plasma.L’effetto del plasma su un materiale è determinato dallachimica delle reazioni tra la supercie e le specie reattivepresenti nel plasma. A basse energie di esposizione,quelle tipicamente usate per il trattamento delle super-ci, il plasma modica solo la supercie ma non cambia leproprietà di volume. Per qualsiasi miscela di gas usato,ci sono tre processi che avvengono simultaneamentesulla supercie del materiale e che la alterano con unrisultato che dipende dalla chimica e dai parametri delprocesso. I tr e processi sono l’ablazione, il crosslink e l’at-tivazione. Nel processo di ablazione, le particelle energe-tiche del plasma e la radiazione rompono alcuni legaminelle catene polimeriche, producendo oligomeri e mono-meri volatili che vaporizzano e vengono portati via dal gasesausto. Il crosslink è ottenuto con plasma di gas inerti(argon o elio). L’att ivazione è il processo nel quale alcunigruppi funzionali del polimero sono rimpiazzati da atomi ogruppi chimici presenti nel plasma. Questi tre processisono fondamentali per avere una supercie pulita ed attiva.
IL PLASMA PER INCHIOSTRI E COATING UV
La preparazione del lm con trattamento APT è digrande aiuto per le tecnologie di curing, per la stam-
mer resist lm. In the case of EB ir radiation of ink,highly energetic electrons strike the carbon-hydrogenbonds in target molecules, and breaks some of thebonds, releasing hydrogen, and leaving the molecu-les with excited carbon atoms in free radicals.W hen this process occurs at nearby sites, excitedatoms can release excitation energy forming a che-mical bond between them in a crosslink. During UVor EB curing, chain scissioning occurs simulta-
neously and competitively with crosslinking, the endresult being determined by the ratio of the yields ofthe two reactions and depends on factors includingthe tot al irr adiation dose, the presence of oxygen orstabilizers, and so on.
THE PLASMA
Per formance benets for printing and coating can beachieved using atmospheric plasma treatment (APT)technology (Converter, 14, 2005). The APT systemallows the creation of uniform and homogenous high-density plasma (see Fig.2) at atmospheric pressureand at low temperature utilizing a broad range ofinert and reactive gases. The uniform glow dischar-
ge plasma in APT is produced in an electr ic eld lessthan 10 kV/ cm, with a frequency in the RF fre-quency range, less than 40 kHz.In APT, electrons and ions have different energies andtemperatures. Electrons are much more energeticthan ions: the electron energy in a plasma is typicallyis in the range of 1 eV to 1 0 eV. The ions in a plasmaare much colder with typical energies of 0.02-0.1 eV.Since the energy required for breaking bonds and/ or
exciting various states of molecular or atomic speciesare in the range 0.1 -50 eV, it is not surprising to havea high degree of chemical activity in these glow dis-charge systems, both in the gas phase and on the sur-faces in contact with the plasma.The effect of a plasma on a given material is deter-mined by the chemistr y of the r eactions between thesurface and the reactive species present in the pla-sma. At the low exposure energies typically used forsurface treatment, the plasma surface interactionsonly change the surface of the material; the effectsare conned to a region only several molecular layersdeep and do not change the bulk properties of thesubstrate. For any gas composition, three surfaceprocesses simultaneously alter substrates with theextent of each depending on the chemistry and pro-
80 / CONVERTER / Flessibili-Car ta-Cartone
CURING DI SUBSTRATI E INCHIOSTRI CON L’AUSILIO DEL PLASM A
ENERGY CURING SUBSTRATES AND INKS
W ITH PLASM A AID

8/14/2019 Energy Curing Substrates and Inks With Plasma Aid
http://slidepdf.com/reader/full/energy-curing-substrates-and-inks-with-plasma-aid 4/5
pa e il coating, dato che il plasmaaumenta la bagnabilità dellasupercie e produce radicali liberiche accrescono l’adesione deicoating. Il trattamento al plasmarende infatti stampabili i lm poli-merici con inchiostri a baseacquosa e può fare lo stesso conquelli curabili UV.La chiave per una buona stampa èla bagnabilità del substrato. Ma labagnabilità del lm è un processo
dinamico complesso, dove gliinchiostri devono rispondere inmodo adeguato all’alta velocità distampa. Se è impossibile migliora-re la composizione dell’inchiostro si può ricorrere altrattamento al plasma del substrato; il trattamentomigliora la bagnabilità e l’adesione dell’inchiostro, inse-rendo dei gruppi polari sul substrato, aumentandone latensione superciale. Non solo il plasma fa sì che l’in-chiostro bagni meglio il lm, ma che lo faccia più velo-cemente. Nei processi di stampa veloce infatti, l’in-chiostro deve bagnare la supercie e formare rapida-mente uno strato uniforme su di essa. Il plasma accre-sce la tensione superciale e provoca una migliore
bagnabilità con un usso più velocedell’inchiostro sulla supercie.L’inchiostro raggiunge così unospessore più uniforme durante lasua applicazione. Un’analisi almicroscopio ottico del PET stam-pato con inchiostr i UV mostr a chel’inchiostro è più uniforme se il lmè trattato col plasma, rispetto aciò che si osserva se il materiale ètrattato corona o non trattato.La situazione più difcile che si può
presentare è quando le condizionidella supercie variano da punto apunto del lm o lungo la linea diproduzione. Oppure quando la pla-
stica (per esempio BOPP o LPDE) è caricata con addi-tivi per facilitarne lo scorrimento. Inchiostri che hannouna buona adesione ora falliscono, perché gli additivimigrano alla supercie e formano uno strato sullasupercie che impedisce all’inchiostro di ancorarsi adessa. Per migliorare l’adesione dell’inchiostro, lasupercie del substrato deve essere modicata. Sequesto possa essere effettivamente fatto, dipende daltipo e dalla concentrazione degli additivi. Più è grandela concentrazione di additivi per facilitare lo scorri-
cess variables: scissioning (or ablation), crosslinking,and activation. In the scission process, plasma ener-getic particles and radiation breaks the covalentbonds of the polymer backbone, producing shortervolatile oligomer and monomer that vaporize off andare swept away with exhaust. Crosslinking is obtai-ned in plasmas with inert process gases (argon orhelium). Activation is a process where surface poly-mer functional groups are replaced with different
atoms or chemical groups from the plasma. Thesethr ee processes are import ant to obtain a clean andactive surface.
PLASMA ASSISTANCE FOR UV-INK ANDCOATING
The APT surface preparation is a strong assistancefor energy curing technologies, for printing andcoatings since plasma treatment raises the wettingof the surfaces and produces free radicals whicheffectively increase the adhesion of energy-curablescoatings. Plasma produces the successful transitionto printing lms with water-based inks, with the useof in-line treatments, and the same can do for UV
inks.The key element of good printing is wett ing the sub-strate. But wetting of a lm is a complex dynamicprocess, where inks must meet the demands ofhigh speed press processes. If it is impossible toimprove the ink wettability through ink formulation, aplasma treatment of the substrate can be used toincrease ink wett ability as well as ink adhesion, r ai-sing the surface tension of the substrate inserting
polar groups on it. Plasma treatment not only doesthe ink wet the lm better, it wets out much faster.This is important since the faster the press speed,the greater is the need for the ink to wet out andform a smooth ink surface. Plasma treatment provi-des an increased surface tension, and then a betterwettability with a faster surface ow. That means theink will reach a more even thickness during the pro-cess to apply the ink to the lm surface. An opticalmicr oscope analysis on a PET sur face printed withUV-ink shows that on a plasma treated surface, theink lm is mor e even, compared with corona or nontr eated substrates.The most difcult situation is when surface condi-tions vary, either at different points on the substrateor throughout a production run. Or when plastics (as
82 / CONVERTER / Flessibili-Car ta-Cartone
CURING DI SUBSTRATI E INCHIOSTRI CON L’AUSILIO DEL PLASM A
ENERGY CURING SUBSTRATES AND INKS
W ITH PLASM A AID
La scarica a bagliore uniforme nei trattatori APT può essere utilizzata per trattare super- ci di lm o per applicazioni 3D / Uniform glow discharge (APT) can be used to treat surfaces of lms or for 3D applications
8/14/2019 Energy Curing Substrates and Inks With Plasma Aid
http://slidepdf.com/reader/full/energy-curing-substrates-and-inks-with-plasma-aid 5/5
mento, più è difcile che l’inchio-stro aderisca. Un pretrattamen-to corona o al plasma è indi-spensabile per questi materialiperché crea sulla supercie ilegami chimici a cui l’inchiostro oil coating si possono legare.I sistemi al plasma APT dannodei risultati migliori quando con-frontati con i trattamenti corona.Abbiamo svolto diverse provecon un trattatore Corona della
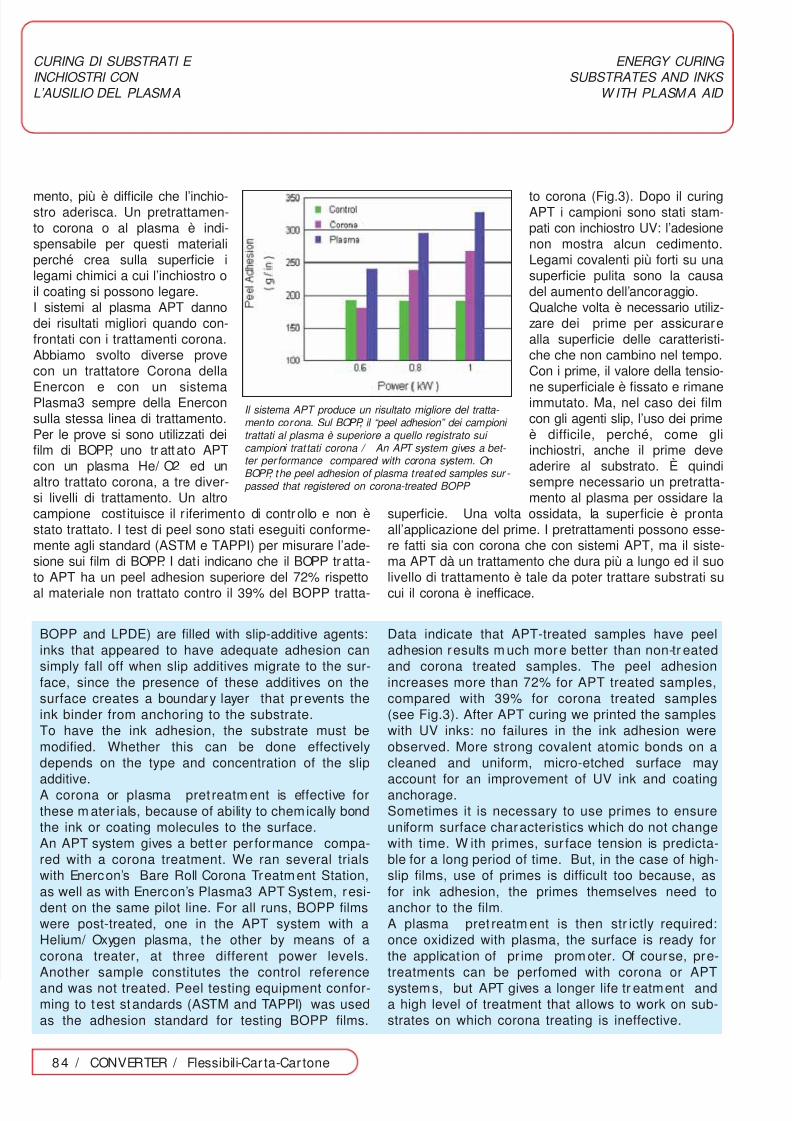
Enercon e con un sistemaPlasma3 sempre della Enerconsulla stessa linea di trattamento.Per le prove si sono utilizzati deilm di BOPP, uno tr att ato APTcon un plasma He/ O2 ed unaltro trattato corona, a tre diver-si livelli di trattamento. Un altrocampione costituisce il riferimento di controllo e non èstato trattato. I test di peel sono stati eseguiti conforme-mente agli standard (ASTM e TAPPI) per misurare l’ade-sione sui lm di BOPP. I dati indicano che il BOPP tratta-to APT ha un peel adhesion superiore del 72% rispettoal materiale non trattato contro il 39% del BOPP tratta-
to corona (Fig.3). Dopo il curingAPT i campioni sono stati stam-pati con inchiostro UV: l’adesionenon mostra alcun cedimento.Legami covalenti più forti su unasupercie pulita sono la causadel aumento dell’ancoraggio.Qualche volta è necessario utiliz-zare dei prime per assicurarealla supercie delle caratteristi-che che non cambino nel tempo.Con i prime, il valore della tensio-
ne superciale è ssato e rimaneimmutato. Ma, nel caso dei lmcon gli agenti slip, l’uso dei primeè difcile, perché, come gliinchiostri, anche il prime deveaderire al substrato. È quindisempre necessario un pretratta-mento al plasma per ossidare la
supercie. Una volta ossidata, la supercie è prontaall’applicazione del prime. I pretrattamenti possono esse-re fatti sia con corona che con sistemi APT, ma il siste-ma APT dà un trattamento che dura più a lungo ed il suolivello di trattamento è tale da poter trattare substrati sucui il corona è inefcace.
BOPP and LPDE) are lled with slip-additive agents:inks that appeared to have adequate adhesion cansimply fall off when slip additives migrate to the sur-face, since the presence of these additives on thesurface creates a boundary layer that prevents theink binder from anchoring to the substrate.To have the ink adhesion, the substrate must bemodied. Whether this can be done effectivelydepends on the type and concentration of the slip
additive.A corona or plasma pret reatm ent is effective forthese m ater ials, because of ability to chemically bondthe ink or coating molecules to the surface.An APT system gives a better performance compa-red with a corona treatment. We ran several trialswith Enercon’s Bare Roll Corona Treatment Station,as well as with Enercon’s Plasma3 APT System, resi-dent on the same pilot line. For all runs, BOPP lmswere post-treated, one in the APT system with aHelium/ Oxygen plasma, t he other by means of acorona treater, at three different power levels.Another sample constitutes the control referenceand was not treated. Peel testing equipment confor-ming to test st andards (ASTM and TAPPI) was usedas the adhesion standard for testing BOPP lms.
Data indicate that APT-treated samples have peeladhesion results m uch more better than non-tr eatedand corona treated samples. The peel adhesionincreases more than 72% for APT treated samples,compared with 39% for corona treated samples(see Fig.3). After APT curing we printed the sampleswith UV inks: no failures in the ink adhesion wereobserved. More strong covalent atomic bonds on acleaned and uniform, micro-etched surface may
account for an improvement of UV ink and coatinganchorage.Sometimes it is necessary to use primes to ensureuniform surface characteristics which do not changewith time. W ith primes, surface tension is predicta-ble for a long period of time. But, in the case of high-slip lms, use of primes is difcult too because, asfor ink adhesion, the primes themselves need toanchor to the lm.A plasma pret reatm ent is then str ictly required:once oxidized with plasma, the surface is ready forthe application of prime promoter. Of course, pre-treatments can be perfomed with corona or APTsystems, but APT gives a longer life tr eatment anda high level of treatment that allows to work on sub-strates on which corona treating is ineffective.
84 / CONVERTER / Flessibili-Car ta-Cartone
CURING DI SUBSTRATI E INCHIOSTRI CON L’AUSILIO DEL PLASM A
ENERGY CURING SUBSTRATES AND INKS
W ITH PLASM A AID
Il sistema APT produce un risultato migliore del tratta- mento corona. Sul BOPP, il “peel adhesion” dei campioni trattati al plasma è superiore a quello registrato sui campioni trat tati corona / An APT system gives a bet- ter per formance compared with corona system. On BOPP, the peel adhesion of plasma treated samples sur - passed that registered on corona-treated BOPP