Effetti di strutturazione di materiali a base di ossidi ... · La scienza non esclude gli errori;...
211
Università degli Studi di Trieste Sede amministrativa del Dottorato di Ricerca XXII Ciclo della Scuola di Dottorato di Ricerca in Scienze e Tecnologie Chimiche e Farmaceutiche Effetti di strutturazione di materiali a base di ossidi inorganici di tipo “aerogel-like” per applicazioni nel campo di catalisi e di isolanti ad alta efficienza. Settore scientifico-disciplinare: CHIM/03 Dottorando Elena Padovese Direttore Scuola di Dottorato di Ricerca Chiar.mo Prof. Enzo Alessio Università degli Studi di Trieste Relatore Chiar.mo Prof. Jan Kašpar Università degli Studi di Trieste Correlatore Dott.ssa Roberta Di Monte Università degli Studi di Trieste ANNO ACCADEMICO 2008-2009
Transcript of Effetti di strutturazione di materiali a base di ossidi ... · La scienza non esclude gli errori;...

Università degli Studi di Trieste Sede amministrativa del Dottorato di Ricerca
XXII Ciclo della
Scuola di Dottorato di Ricerca in Scienze e Tecnologie
Chimiche e Farmaceutiche
Effetti di strutturazione di materiali a base di ossidi inorganici di tipo “aerogel-like” per applicazioni nel campo di catalisi e di isolanti ad alta efficienza.
Settore scientifico-disciplinare: CHIM/03
Dottorando
Elena Padovese
Direttore Scuola di Dottorato di Ricerca
Chiar.mo Prof. Enzo Alessio Università degli Studi di Trieste
Relatore
Chiar.mo Prof. Jan Kašpar Università degli Studi di Trieste
Correlatore
Dott.ssa Roberta Di Monte Università degli Studi di Trieste
ANNO ACCADEMICO 2008-2009

La scienza non esclude gli errori;
anzi, talora sono proprio questi a portare alla verità.
(Jules Verne)

RINGRAZIAMENTI.
Al termine di questo mio entusiasmante percorso di formazione, della
durata di tre anni, desidero sinceramente ringraziare tutte le persone che
hanno partecipato e mi hanno aiutato:
• il Prof. Jan Kašpar, per avermi dato l’opportunità di sviluppare
dei progetti molto interessanti e per avermi seguita con
costante dedizione durante questi tre anni
• la Dr. Roberta Di Monte, per avermi affiancata nei momenti di
difficoltà, per la disponibilità concessami fin dall’inizio, per i tanti
insegnamenti e consigli
• il Dr. Roberto Dario (Serichim S.r.l.), per avermi dato
l’opportunità di vivere un’esperienza indimenticabile in azienda
chimica
• il dott. Andrea Acanfora (Colombin S.p.a.), per aver
partecipato al progetto sulla decontaminazione delle acque
industriali e per avermi costantemente rifornito di materiale per
la sperimentazione
• il Prof. Paolo Bevilacqua e la dott.ssa Chiara Campailla, per
avermi coinvolto nello studio sulla decontaminazione del
percolato di discarica
Desidero ringraziare inoltre tutte le persone che, con la loro allegria e
simpatia, mi hanno sempre incoraggiata nei momenti più difficili e mi
hanno dimostrato la loro fiducia durante quest’anno di duro lavoro.


Sommario
_______________________________________________________________________
1
Sommario
1 Introduzione. .............................................................................................................................. 5
1.1 Ossidi metallici nanostrutturati. ........................................................................................ 5
1.2 Nanomateriali e sicurezza. .............................................................................................. 6
1.3 Metodi di preparazione di materiali nanostrutturati a base di ossidi. ............................... 8
1.3.1 Metodi ceramici. .......................................................................................................... 9
1.3.1.1 Sintesi allo stato solido. ........................................................................................ 9
1.3.1.2 High energy ball milling. ....................................................................................... 9
1.3.2 Metodi termici. ........................................................................................................... 10
1.3.2.1 Metodo Pecchini (formazione di resine mediante complessanti organici) .......... 10
1.3.3 Metodi termici: flash combustion, flame hydrolysis ................................................... 11
1.3.4 Spray drying .............................................................................................................. 11
1.3.5 Sintesi idrotermica ..................................................................................................... 11
1.3.6 Metodi di sintesi di ossidi nanostrutturati con utilizzo di “wet chemistry”. .................. 12
1.3.6.1 Precipitazione diretta e inversa (step 1). ............................................................ 13
1.3.6.2 Sintesi sol-gel (step 1) (23). ................................................................................ 14
1.3.6.3 Sintesi con microemulsioni (step 1). ................................................................... 18
1.3.6.4 Ageing (step 2). .................................................................................................. 19
1.3.6.5 Rimozione del solvente (step 3). ........................................................................ 20
1.3.6.6 Il trattamento termico (step 4). ............................................................................ 24
1.4 Applicazioni. .................................................................................................................. 25
1.5 Ossidi metallici per isolamento termico: gli aerogel. ...................................................... 26
1.5.1 Applicazione degli aerogel come termoisolanti. ........................................................ 29
1.5.2 Modalità di assemblaggio e proprietà di materiali nanostrutturati. ............................. 34
1.5.3 Modelli teorici per il calcolo della conducibilità termica.............................................. 36
1.5.4 L’ossido di alluminio. ................................................................................................. 42
1.6 Ossidi metallici per applicazione in campo catalitico: gli Advanced Photochemical
Oxidation processes (APOs). ...................................................................................................... 46
1.6.1 La fotocatalisi eterogenea. ........................................................................................ 47
1.6.2 Influenza dei parametri di processo........................................................................... 50
1.6.3 Il diossido di titanio. ................................................................................................... 52
1.6.4 Il percolato di discarica. ............................................................................................. 55
1.6.5 Acque reflue provenienti dall’industria del sughero. .................................................. 56
1.7 Scopo della tesi. ............................................................................................................ 58
2 Parte sperimentale: ossidi metallici per isolamento termico. .................................................... 59
2.1 Sintesi di materiali aerogel............................................................................................. 59
2.1.1 Sintesi sol-gel di materiali a base di Al2O3................................................................. 59
2.1.2 Sintesi per impregnazione via incipient wetness di materiali a base di Al2O3. ........... 60
2.1.3 Sintesi di compositi fibra- aerogel. ............................................................................ 61
2.2 Caratterizzazione delle polveri (tessitura/struttura). ....................................................... 62
2.2.1 Fisiadsorbimento di N2 a 77K. ................................................................................... 63
2.2.2 Misura dell’area superficiale (BET)............................................................................ 63
2.2.3 Determinazione della distribuzione dei pori. .............................................................. 64
2.2.4 Diffrazione di raggi X di polveri. ................................................................................. 68
2.3 Determinazione delle proprietà termoisolanti: laser flash method. ................................ 70

Sommario
_______________________________________________________________________
2
2.3.1 Principio di funzionamento. ........................................................................................ 71
2.3.2 Apparato strumentale. ............................................................................................... 74
2.3.3 Procedura sperimentale. ............................................................................................ 75
2.4 Caratterizzazione del gel. ............................................................................................... 77
2.4.1 Misure reologiche. ..................................................................................................... 77
2.4.2 Analisi granulometrica mediante granulometro laser. ................................................ 79
3 Parte sperimentale: ossidi metallici per applicazione in campo catalitico. ............................... 81
3.1 Materiale. ....................................................................................................................... 81
3.1.1 Il percolato di discarica. ............................................................................................. 81
3.1.2 Acque industriali provenienti dall’industria del sughero. ............................................ 82
3.1.3 Catalizzatori. .............................................................................................................. 82
3.1.3.1 Sintesi di materiali a base di TiO2. ...................................................................... 82
3.1.3.2 TiO2 commerciali. ................................................................................................ 84
3.1.3.3 Preparazione catalizzatori strutturati. .................................................................. 86
3.1.4 Fotoreattore in Plexiglass ®. ...................................................................................... 87
3.1.5 Fotoreattore di acciaio inox. ....................................................................................... 89
3.1.6 Fotoreattori di quarzo e di vetro. ................................................................................ 90
3.2 Metodologie analitiche. .................................................................................................. 92
3.2.1 Trattamento dei dati sperimentali. .............................................................................. 92
3.2.2 Il parametro del COD. ................................................................................................ 93
3.2.3 Gas-cromatografia (GC-FID). .................................................................................... 95
3.2.4 Spettrofotometria UV-VIS. ......................................................................................... 97
3.2.5 Titolazione iodometrica. ............................................................................................. 99
4 Risultati e discussione: ossidi metallici per isolamento termico. ............................................ 105
4.1 Stabilità termica, proprietà strutturali e di tessitura di nanomateriali a base di Al2O3. .. 106
4.1.1 Proprietà di tessitura. ............................................................................................... 106
4.1.2 Proprietà strutturali. ................................................................................................. 111
4.2 Proprietà di termoisolamento delle polveri. .................................................................. 113
4.2.1 Standardizzazione della procedura sperimentale di analisi per LFA 447. ................ 113
4.2.2 Sequenza sperimentale. .......................................................................................... 117
4.2.3 Effetto delle proprietà di tessitura su diffusività e conducibilità termica. .................. 118
4.2.3.1 Effetto del tipo di porosità (macro vs meso) sulle proprietà di termoisolamento di
Al2O3. 118
4.2.3.2 Effetto della porosità di tipo meso, a parità di diametro dei pori, sulle proprietà di
termoisolamento. ............................................................................................................... 123
4.2.3.3 Effetto del diametro dei pori nella regione meso, a parità di porosità, sulle
proprietà di termoisolamento. ............................................................................................ 126
4.2.4 Effetto delle proprietà dei grani e di aggregazione su diffusività e conducibilità
termica. 127
4.2.4.1 Effetto della dimensione dei grani su diffusività e conducibilità. ........................ 127
4.2.4.2 Effetto dell’aggregazione di tipo soft vs hard su diffusività e conducibilità termica
di Al2O3. 130
4.2.5 Considerazioni conclusive. ...................................................................................... 140
5 Risultati e discussione: compositi fibra-aerogel per applicazioni con termoisolanti. .............. 143

Sommario
_______________________________________________________________________
3
5.1.1 Sintesi di Al2O3 nanostrutturate: effetto della velocità di agitazione in fase di
precipitazione. ....................................................................................................................... 144
5.1.2 Considerazioni riassuntive. ..................................................................................... 151
6 Risultati e discussione: ossidi metallici per applicazioni in catalisi. ........................................ 152
6.1 Il percolato di discarica (in collaborazione con una discarica e con la regione Friuli
Venezia Giulia). ......................................................................................................................... 153
6.1.1 Messa a punto del processo. .................................................................................. 153
6.1.2 Studi cinetici di foto-decomposizione del percolato di discarica. ............................. 156
6.1.3 Valutazione del costo del trattamento. .................................................................... 167
6.1.4 Considerazioni conclusive. ...................................................................................... 167
6.2 Acque industriali provenienti dall’industria del sughero. .............................................. 168
6.2.1 Studi preliminari. ..................................................................................................... 168
6.2.1.1 Effetto del catalizzatore e del pH in assenza di radiazione. .............................. 169
6.2.1.2 Effetto fotocatalitico. ......................................................................................... 171
6.2.1.3 Effetto della presenza di H2O2 in condizioni di fotocatalisi. ............................... 172
6.2.1.4 Effetto dell’ossigenazione (aria). ...................................................................... 173
6.2.1.5 Effetto del dosaggio di TiO2. ............................................................................. 174
6.2.2 Misure condotte nel reattore pilota in inox. .............................................................. 178
6.2.2.1 Effetto della temperatura e della presenza di H2O2, UV e TiO2. ....................... 181
6.2.2.2 Effetto del dosaggio del catalizzatore. .............................................................. 185
6.2.2.3 Effetto del dosaggio di H2O2. ............................................................................ 186
6.2.2.4 Valutazione di un modello matematico per la parametrizzazione del processo. 190
6.2.3 Considerazioni finali. ............................................................................................... 195
7 Conclusioni generali. .............................................................................................................. 199
8 Riferimenti bibliografici ........................................................................................................... 201


Introduzione _______________________________________________________________________
5
1 Introduzione.
1.1 Ossidi metallici nanostrutturati.
Gli ossidi metallici rappresentano una classe di composti di vasto utilizzo e versatile, il cui
studio si colloca all’interno dello sviluppo di nuovi materiali innovativi e tecnologicamente
avanzati. Grazie alle molteplici proprietà chimico-fisiche e strutturali gli ossidi metallici
trovano numerose importanti applicazioni, per esempio nei campi della catalisi
eterogenea (i.e. trattamento fotocatalitico dei reflui (1), abbattimento delle emissioni di
scarico (2)) e dell’isolamento termico (i.e. edilizia, meccanica ecc.) (3). Da oltre mezzo
secolo in campo scientifico domina ormai l’interesse per i nanomateriali e le
nanotecnologie. L’interesse nasce dal fatto che molto spesso materiali aventi dimensioni
molto piccole dell’ordine dei nanometri possono presentare proprietà chimiche e fisiche
molto diverse rispetto a materiali aventi la stessa composizione chimica ma dimensioni
micro e/o macro. Le nuove proprietà dei nanomateriali possono essere determinate
soprattutto da un aumento del rapporto superficie/volume, che si verifica quando si passa
da particelle di dimensioni micrometriche e macrometriche a particelle aventi dimensioni
nella nanoscala, con conseguente aumento dell’energia di superficie. Le nanotecnologie
raggruppano tutte le attività volte allo studio, progettazione, applicazione di sistemi che
richiedono un preciso controllo delle dimensioni e della forma su scala nanometrica.
I nanomateriali, secondo la definizione del Comitato Tecnico ISO 229 “Nanotechnologies”
(4), si articolano in “nano-oggetti” e “materiali nanostrutturati”:
• I nano-oggetti sono materiali che hanno una, due o tre dimensioni nell’ordine dei
manometri (circa 1-100 nm), e sono classificati come segue (Figura 1):
1. Materiali con una dimensione nanometrica lamellare, film ultrasottili e
superfici di rivestimento;
2. Nanomateriali in due dimensioni: nanofili e nanotubi;
3. Materiali con tre dimensioni nanometriche: nanoparticelle, quantum
dots, punti quantici. Di questa categoria fanno parte anche i materiali
nanocristallini con grani di dimensioni nanometriche (Figura 1).
• I materiali nanostrutturati sono definiti come materiali aventi struttura interna o
superficiale nell’ordine di grandezza della nanoscala.

Introduzione _______________________________________________________________________
6
Figura 1: Classificazione dei nanomateriali secondo le dimensioni.
1.2 Nanomateriali e sicurezza.
La Nanoscienza e la Nanotecnologia rappresentano i pilastri fondamentali della nuova
era industriale. La possibilità e la capacità di operare su scala nanometrica o prossima a
quella atomica, in modo da modificare drasticamente, e secondo le proprie esigenze, le
proprietà di un materiale, la sua morfologia, la crescita, apre le porte ad una nuova
rivoluzione industriale.
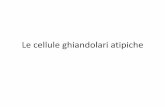
Recenti indagini di mercato (NSF National Science Foundation, 2009, Nanobusiness
Alliance, 2009) evidenziano per le nanotecnologie e i nanomateriali una velocità di
crescita annuale globale pari al 15-30% (Figura 2) (5).
Figura 2: Valutazione del mercato globale di nanotecnologie e nanomateriali dal 2001 al
2010. Fonti NSF National Science Foundation (www.nsf.gov), Nanobusiness Alliance
(www.nanobusiness.com ).
0
5
10
15
20
25
30
2002 2003 2008
Year
Sal
es (
€ bi
llion
s)
Nanomaterials Nanotools Nanodevices Total
2001: € 54 billion 2010: € 220 billion
Nanoparticles and Nanocomposites
Ultrathin layers
Measurements & Analysis of
Nanostructures
Ultra-precise surface processing
Lateral Nanostructures
28%
37%
22%
9% 4%23%
44%
24%
6%3%
2001: € 54 billion 2010: € 220 billion
Nanoparticles and Nanocomposites
Ultrathin layers
Measurements & Analysis of
Nanostructures
Ultra-precise surface processing
Lateral Nanostructures
Nanoparticles and Nanocomposites
Ultrathin layers
Measurements & Analysis of
Nanostructures
Ultra-precise surface processing
Lateral Nanostructures
Nanoparticles and Nanocomposites
Ultrathin layers
Measurements & Analysis of
Nanostructures
Ultra-precise surface processing
Lateral Nanostructures
28%
37%
22%
9% 4%
28%
37%
22%
9% 4%23%
44%
24%
6%3%
23%
44%
24%
6%3%

Introduzione _______________________________________________________________________
7
La sempre maggiore diffusione dei nanomateriali ormai presenti all'interno di centinaia di
prodotti presenti sul mercato, dai cosmetici agli schermi solari, dalle pitture ai componenti
per automobili, ha posto la necessità di estendere le conoscenze in merito all’impatto
ambientale ed ai loro potenziali effetti tossici sull'uomo, che comunque non sono ancora
stati verificati, se non in minima parte. È stato suggerito, per esempio, che alcuni tipi di
nanotubi di carbonio abbiano un’azione analoga a quella dell’amianto, conosciuto per i
suoi effetti cancerogeni sui polmoni (6) (US National Institute of Occupational Safety &
Health, NIOSH).
I principali fattori che determinano la tossicità dei nanomateriali possono essere così
riassunti brevemente (7):
1. L’elevata area superficiale del materiale esposto;
2. La reattività chimica superficiale e la capacità di promuovere reazioni chimiche
che portano alla formazione di specie radicaliche o intermedi molto aggressivi;
3. Le dimensioni fisiche delle particelle che le rendono molto insidiose e capaci di
penetrare all’interno degli organi;
4. La scarsa solubilità che le rende difficili da espellere prima che si verifichino
reazioni tossiche per l’organismo.
Le nanoparticelle, i nanotubi e nano materiali strutturati possono entrare in contatto con
l’organismo secondo le tradizionali vie di contatto: inalazione, ingestione, penetrazione
cutanea ed esposizione oculare. La probabilità di depositarsi lungo le vie respiratorie e
penetrare negli alveoli polmonari è determinata sia delle dimensioni delle particelle che
dalla loro forma. L’ingestione e la penetrazione cutanea risultano essere determinanti nel
caso che si utilizzano miscele di nanomateriali in sospensioni colloidali (creme) o in
soluzioni. Particolare attenzione è volta ai prodotti cosmetici “sunscreens” che utilizzano
materiali fotoattivi e fotocatalitici come TiO2 e ZnO nanoparticellare, in grado di produrre
radicali liberi (7)( www.swissre.com ).
La valutazione di rischi e dei benefici è una fase molto importante nel processo di
sviluppo industriale. Ciò vale per ogni genere di processi e prodotti, sia per quelli “nano”,
che per quelli “micro” e “macro”. I problemi legati alla sicurezza sull’uso dei nanomateriali
e al loro possibile impatto sulla salute ed ambiente sono quelli relativi ai nano-oggetti,
ossia ai materiali disperdibili in singole particelle molto piccole. La maggioranza dei
nanomateriali non esiste come particelle singole, ma come aggregati o agglomerati di
dimensioni maggiori, o, nel caso di materiali compositi, inglobati in una matrice. Questo
richiede tecnologie di studio molto selettive ed influenza in modo considerevole l’impatto
che i nanomateriali possono avere sull’ambiente.
La legislazione riguardante il rischio nell’uso dei nanomateriali comprende una vasta
serie di nozioni volte a regolamentare il corretto controllo dei prodotti chimici, sia in fase
di commercializzazione che già presenti nel mercato (Regolamento (EC) 1907/2006), le
misure necessarie per la salvaguardia e protezione dei lavoratori (Direttiva 89/391/CEE)
e la qualità dell’aria e delle acque (COM(2008)366, Regulatory aspects of nanomaterials).
Il 1 giugno 2007 è entrato in vigore il Regolamento Europeo REACH n. 1907/2006

Introduzione _______________________________________________________________________
8
(Gazzetta Ufficiale dell’Unione Europea L396, 21/12/2006), che concerne la
registrazione, valutazione, autorizzazione e/o restrizione all’uso delle sostanze chimiche
in quanto tali o contenute in preparati. Tutte le sostanze esistenti o di nuova generazione,
prodotte o importate, devono essere inventariate, con l’obiettivo di garantire una più
efficace protezione dell’uomo e dell’ambiente. Il continuo sviluppo dei nanomateriali e
delle nanotecnologie e la disponibilità di nuovi dati rende continuamente necessario il
miglioramento e l’integrazione della legislazione attuale, in particolare per quanto
riguarda la standardizzazione di metodi di certificazione e di metodi di attestazione di
rischio (Federchimica 2009).
1.3 Metodi di preparazione di materiali nanostrutturati a base di
ossidi.
I parametri che definiscono le proprietà di un nanomateriale, e che possono essere
modulate in fase di sintesi sono, tipicamente, le caratteristiche strutturali e di tessitura, la
cristallinità e la composizione chimica. In campo applicativo molta attenzione è rivolta alla
sintesi di ossidi misti. I metodi più comuni sfruttati per la preparazione di solidi
nanostrutturati possono essere concettualmente raggruppati in (8):
• metodi ceramici, come la sintesi allo stato solido e high energy milling, che
avvengono a partire da precursori solidi e tipicamente vengono sfruttati per la
produzione di sistemi sinterizzati, ceramici, tali metodologie, in realtà sono più
adatte per sintesi di materiali a strutturazione con dimensione micro.
• metodi termici (flash combustion, flame hydrolysis, metodo Pecchini, spray
drying, sintesi idrotermica), che si basano sul concetto di ottenere un precursore
distribuito omogeneamente in una soluzione, il quale sia sottoposto ad una
rapida decomposizione termica per prevenire fenomeni di segregazione di fase.
• metodi di sintesi in soluzione (precipitazione e coprecipitazione diretta, inversa,
omogenea, metodo sol-gel, microemulsioni), che permettono un buon controllo
dell’omogeneità del materiale già in fase di precipitazione.
I metodi ceramici e termici, che in genere non assicurano un preciso controllo della
tessitura del materiale, verranno brevemente descritti, mentre saranno approfondite le
metodologie di sintesi in soluzione, in particolare la sol-gel, che costituisce uno degli
argomenti studiati nel presente lavoro di ricerca.
Metodi chimici “umidi”, quali precipitazione e coprecipitazione, sintesi idrotermica o
processi sol-gel, sono largamente utilizzati per la preparazione di materiali
nanostrutturati, in quanto consentono di ottenere solidi con elevati valori di area
superficiale specifica e alta porosità nel campo dei micro-, meso- e dei macropori (9). Il
network solido viene formato via idrolisi e condensazione di precursori molecolari in
soluzione. E’ importante sottolineare che per ogni singolo metodo di preparazione del
materiale, ad esempio la precipitazione, vi sono una serie di parametri che influenzano
pesantemente il processo di sintesi e che devono essere tenuti in dovuto conto

Introduzione _______________________________________________________________________
9
soprattutto in fase di scaling up del processo di sintesi. A titolo di esempio la Figura 3
illustra i diversi fattori che possono entrare in gioco durante il processo di precipitazione.
Precipitate
Anion Aging
Precipitatingagent
Additives
Super-
saturationTemperature
Mixing
sequence
pHSolution
composition
Solvent
phasephase;
purity;
precipitate
composition
purity;
crystallinity;
textural
properties
morphology;
textural properties
phase;
homogeneity
textural
properties
textural
properties;
crystallinity
particle sizes;
rate of precipitation precipitate
composition;
homogeneity
phase;
textural
properties
Figura 3: Fattori principali che definiscono le caratteristiche di un precipitato.
La scelta del metodo di sintesi deve riflettere diversi aspetti, tra cui disponibilità di
precursori, la loro tossicità, scelta del solvente, scelta dell’agente precipitante
(tipicamente si precipita i prodotti come ossidi/idrossidi idrati e quindi il precipitante è una
base: NaOH, KOH o NH3), e non ultimo, ma primario in processi industriali, è l’aspetto
economico dell’intero processo (8).
1.3.1 Metodi ceramici.
1.3.1.1 Sintesi allo stato solido.
Il metodo consiste nel mescolare e macinare insieme le polveri dei precursori, ad
esempio gli ossidi di partenza, e di calcinare la polvere ottenuta ad altissime temperature
(>1400°C), dove la migrazione dei cationi assume una velocità apprezzabile,
permettendo la formazione di soluzioni solide. Tipicamente quindi il metodo è utilizzato
per preparare ossidi misti di tipo ceramico. Spesso la cottura delle polveri viene eseguita
più volte, con macinazione del prodotto intermedio, per assicurare l’omogeneità di fase
(10,11).
1.3.1.2 High energy ball milling.
Utilizzando un mulino ad alta energia, è stato osservato che l’energia trasmessa alle
polveri è cosi elevata da favorire la migrazione dei cationi e la formazione di ossidi misti –
soluzioni solide più o meno omogenee. Il vantaggio del metodo consiste nella semplicità
dell’utilizzo, mentre gli svantaggi sono l’applicabilità su larga scala, l’elevato input

Introduzione _______________________________________________________________________
10
energetico ed infine l’inevitabile contaminazione del prodotto dovuta all’attrito con le palle
del mulino, che sono fatte tipicamente di zirconie drogate (12).
1.3.2 Metodi termici.
1.3.2.1 Metodo Pecchini (formazione di resine mediante complessanti
organici)
La chiave del metodo consiste nel complessare i cationi con dei leganti, come ad
esempio acido citrico, ossalico o tartarico. Riscaldando i precursori, sovente in presenza
di glicoli, si ottiene la formazione di una resina come descritto in Figura 4, con la
formazione di prodotti omogenei ad alta area superficiale mediante una decomposizione
termica generalmente piuttosto rapida. Lo svantaggio principale della metodologia è dato
dalla difficoltà di controllo delle proprietà di tessitura. Il metodo è facilmente applicabile a
ossidi misti, in quanto la formazione della resina favorisce un mescolamento intimo dei
diversi cationi. Tuttavia, la fase di calcinazione può essere critica in quanto se la stabilità
termica dei sali precursori è molto diversa, si può ottenere una decomposizione
sequenziale. Inoltre, poiché vi è un uso di quantità elevate di precursori organici, si
presenta il problema dell’infiammabilità del sistema in fase di decomposizione, che rende
il processo difficilmente controllabile (13).
Figura 4: Reazioni chimiche nella formazione di precursori per polimerizzazione di
precursori complessati con acido citrico.

Introduzione _______________________________________________________________________
11
1.3.3 Metodi termici: flash combustion, flame hydrolysis
Idrazina, carboidrazide, ossalidiidrazide (ODH), glicina, ovvero composti reattivi
contenenti ossigeno quale comburente, sono utilizzati quali complessanti e quindi
carburante del processo di decomposizione termica che avviene con una combustione
vera e propria. Ad esempio la preparazione di γ-Al2O3 con ODH (C2H6N2O4) o con glicina
(C2H5NO2) avviene con la seguente stechiometria
E’ importante da osservare che vi sono diversi problemi dovuti al fatto che il processo
avviene per combustione, mentre la rapidità del processo e le elevate temperature
raggiunte (il processo è praticamente istantaneo e adiabatico) in genere assicurano la
formazione di composti omogenei e termicamente stabili (14-17).
1.3.4 Spray drying
Il metodo di sintesi spray drying viene spesso utilizzato industrialmente. La soluzione dei
precursori, tipicamente sali dei metalli, viene preparata in presenza di un agente
complessante come l’acido citrico, o altri additivi necessari per ottenere valori di densità
e viscosità della soluzione che siano adeguati allo spray utilizzato. La soluzione viene
nebulizzata contro una parete calda, in modo da assicurare un’istantanea evaporazione
del solvente e la decomposizione del precursore. E’ un metodo vantaggioso per
preparazione di soluzioni solide a causa della decomposizione istantanea del precursore,
ma spesso porta a polveri estremamente fini, difficili da maneggiare (18,19).
1.3.5 Sintesi idrotermica
La sintesi per via idrotermica viene spesso utilizzata quale un passaggio di sintesi come
ad esempio un trattamento del precipitato per ottenere ulteriori trasformazioni del
precursore nel prodotto finale (20), ovvero lo step di ageing del precipitato e/o gel
preparato per processi di “wet chemistry” discussi di seguito. Vi sono diversi processi che
possono avvenire nel corso del trattamento idrotermico, che viene condotto a
temperature elevate (spesso oltre 100°C) in un autoclave. In queste condizioni si forza
l’idrolisi degli acquocomplessi, che tendono quindi a polimerizzare, formando dei
precipitati cristallini (8). Tipicamente le zeoliti vengono sintetizzate per via idrotermica.
Tabella 1 elenca alcune delle trasformazioni che si verificano nel corso della sintesi
idrotermica.

Introduzione _______________________________________________________________________
12
Tabella 1: Trasformazione nel corso di una sintesi di tipo idrotermico.
From To
Amorphous solid Crystalline solids
Small crystals Large crystals
Small amorphous particles Large amorphous particles
Kinetically favoured phase Thermodynamically favoured phase
High porosity gel Low porosity gel
I fattori che influenzano questo tipo di processo sono pH, temperatura, pressione, tempo
e concentrazione delle specie presenti nel sistema. Tutte le trasformazioni di tessitura e
strutturali elencate in tabella portano verso l’equilibrio termodinamico e quindi, in
generale, trasformano le caratteristiche del prodotto in modo da ottenere una maggiore
stabilità termodinamica rispetto al sistema di partenza.
1.3.6 Metodi di sintesi di ossidi nanostrutturati con utilizzo di “wet
chemistry”.
In generale, le preparazioni di ossidi nanostrutturati attraverso processi in soluzione,
richiedono tipicamente una serie di passaggi, illustrati schematicamente per il processo
sol-gel discusso di seguito in Figura 5. Va sottolineata l’importanza critica di ciascuno
step sulla qualità e sulle proprietà del prodotto. I vari aspetti del processo sono discussi di
seguito, ad esclusione dello step 2 la cui funzione è sostanzialmente quella già discussa
in 1.3.5.
Come si evince dalla figura il processo consiste in varie fasi che includono:
1. Step 1, la formazione del gel/sospensione a partire dal/i precursore/i metallico/i in
soluzione;
2. Step 2, un ageing che tipicamente può essere realizzato a temperatura ambiente
oppure in trattamento idrotermico, come discusso nel paragrafo 1.3.5;
3. Step 3, una fase di rimozione del solvente, che rappresenta uno dei punti critici
dell’intero processo ai fini della strutturazione del prodotto, come verrà discusso
in seguito;
4. Step 4, un trattamento termico la cui funzione è quella di favorire la
cristallizzazione del solido e la definizione della fase cristallina.

Introduzione _______________________________________________________________________
13
Figura 5: Schematizzazione dei vari step che caratterizzano il processo sol-gel.
1.3.6.1 Precipitazione diretta e inversa (step 1).
Nell’ambito del quadro generale del processo di sintesi (Figura 5), le precipitazioni dirette
ed inverse sono aspetti legati essenzialmente allo step 1 di formazione del precursore e
precipitato, industrialmente chiamato “torta” o “cake”.
Due modalità sono più comunemente utilizzate, in base alla natura dei precursori:
l’acquosa, basata su sali inorganici dissolti in acqua, e la metallo-organica, basata su
alcossidi dissolti in solventi organici (21). In soluzione acquosa i cationi formano acquo-
complessi di tipo [M(OH2)N]Z+, questi vanno soggetti a idrolisi in misura diversa,
dipendentemente dalla natura del catione (valenza e dimensione) e dal pH della
soluzione, dando origine a specie solvatate variamente deprotonate. Per reazione
nucleofila di un gruppo OH coordinato al metallo con un altro catione metallico, questi
complessi possono condensare formando degli oligomeri, mediante sostituzione di una
molecola d’acqua nella sfera di coordinazione, o per addizione, attraverso le reazioni di
olazione e ossolazione (21). Si ha la separazione di una fase solida (ossido o idrossido)
quando i precursori che condensano sono elettricamente neutri, e quindi non c’è
step 1
step 2
step 3
step 4

Introduzione _______________________________________________________________________
14
repulsione elettrostatica tra essi. Nel caso dei colloidi, le particelle primarie del precipitato
possono portare una carica superficiale netta, dipendente dal pH della soluzione, che
influenza l’agglomerazione delle particelle (9).
La precipitazione è detta diretta se si aggiunge l’agente precipitante, tipicamente una
base, alla soluzione dei precursori, mentre il procedimento opposto è convenzionalmente
chiamato precipitazione inversa. Rispetto al metodo diretto, l’inverso ha il vantaggio di
essere più adatto alla sintesi di ossidi misti e nanocompositi: infatti, il contatto della
soluzione dei precursori con la soluzione fortemente basica provoca l’immediata
precipitazione degli idrossidi, che risultano quindi omogeneamente interdispersi. Se
invece il pH viene innalzato gradualmente, come avviene con il metodo diretto, si può
verificare una precipitazione frazionata favorendo quindi disomogeneità nel prodotto La
precipitazione inversa, rispetto alla diretta, presenta lo svantaggio di dare origine ad un
precipitato più fine e gelatinoso, con conseguente difficoltà di filtrazione, soprattutto per
materiali contenenti idrossido di alluminio, utilizzato nel presente lavoro.
Nel caso di ossidi metallici misti viene utilizzata la coprecipitazione, diretta o inversa, in
cui viene preparata una soluzione di tutti i precursori intimamente interdispersi, che con la
variazione del pH precipitano simultaneamente, dando origine ad un prodotto omogeneo
con una porosità comune dei vari componenti (22).
1.3.6.2 Sintesi sol-gel (step 1) (23).
Con il termine sol-gel si indica una sospensione colloidale in grado di formare un gel. Il
prodotto poroso ottenuto viene quindi scaldato ad alte temperature, formando ossidi di
elevata purezza. Il gel può anche essere addizionato di sostanze dopanti con lo scopo di
conferire particolari proprietà al solido vetroso ottenuto.
Il processo sol-gel viene sfruttato per ottenere materiali vetrosi o ceramici, ossidi misti e
soluzioni solide. Questo processo implica il passaggio da una fase liquida di sol a una
fase solida di gel. La chimica dei sol-gel rappresenta un approccio notevolmente versatile
per la fabbricazione di una vasta gamma di materiali tra cui polveri ultra-fini, ceramiche e
vetri monolitici, fibre ceramiche, membrane inorganiche, rivestimenti in film sottile e
aerogel (Figura 6).

Introduzione _______________________________________________________________________
15
Figura 6: Applicazioni del processo sol-gel.
Il processo sol-gel richiede una serie di stadi che è necessario controllare con
accuratezza per ottenere prodotti omogenei e riproducibili (Figura 5). Analizziamo quindi
brevemente i vari stadi che possono essere riassunti in formazione del gel,
invecchiamento dello stesso, rimozione del solvente e trattamento termico.
Idrolisi e condensazione. In un tipico processo sol-gel, a partire da una sospensione
colloidale (il sol), una serie di reazioni di idrolisi e di polimerizzazione portano le particelle
a una nuova fase gel, in cui in una molecola polimerica solida è inglobato un liquido,
generando un sistema a due fasi, liquida e solida, contigue. In particolare, l'idrolisi tende
a generare legami -OH mentre tramite polimerizzazione tali legami tendono a trasformarsi
in nuovi legami -O- (Figura 7) (24).
Figura 7: Reazioni di idrolisi e condensazione coinvolte nel processo sol-gel.

Introduzione _______________________________________________________________________
16
La velocità relativa delle due reazioni è una funzione del pH del sistema, dove la
condensazione viene favorita a pH elevati (Figura 8). Pertanto il pH svolge un ruolo
fondamentale sul processo in quanto determina le proprietà morfologiche del gel che si
genera in soluzione – precursore del prodotto finale. In generale, idrolizzando a pH acido
si tende ad ottenere sistemi molto reticolati con particelle molto piccole, mentre un pH
alto favorisce l’accrescimento delle dimensioni. L’effetto del pH sulla morfologia delle
particelle disperse nel mezzo acquoso è illustrato in Figura 9 per silice (23).
Figura 8: Effetto del pH sul processo sol-gel.
Figura 9: Polimerizzazione di silica in soluzione acquosa. Il pH basico favorisce la crescita
delle particelle. Un pH acido, o la presenza di sali favoriscono la formazione di gel
tridimensionali.

Introduzione _______________________________________________________________________
17
Storicamente i primi gel inorganici ottenuti sono stati quelli di silica sintetizzati da
Ebelmen nel 1846, ma nella realtà esistono anche gel a base organica di origine
naturale: per esempio il corpo vitreo degli occhi è un gel naturale (25).
I primi precursori usati nel processo sol-gel sono sali metallici inorganici MXn in cui il
metallo M è legato ad n anioni X. In soluzione acquosa il precursore è presente in forma
di catione solvatato M(H2O)nZ+ che va incontro ad idrolisi e condensazione con
formazione di ponti M-OH-M (olo) oppure M-O-M (oxo) ed eliminazione di H2O secondo i
meccanismi proposti da Livage et al. (1 e 2) (24-26). Egli riuscì a sviluppare un modello in
grado di predire la tipologia di complessi che si formano in soluzione: Tale modello si
basa sugli attacchi nucleofili ed elettrofili che avvengono tra gli atomi in un determinato
stato di transizione, che portano ad una ridistribuzione della nube elettronica.
Un secondo approccio nell’utilizzo di sali inorganici quali precursori vede l’uso di un
solvente organico (ad esempio un alcol) in cui sia disciolto uno scavenger di protoni come
promotore della gelificazione (ad esempio ossido di propilene o un epossido) (25,27). In
questo caso il sale metallico, presente nella forma idrata, viene deprotonato dallo
scavenger, quindi in forma di catione solvatato M(OH)x(H2O)n-x(Z-x)+ va incontro a
condensazione.
La seconda generazione di precursori utilizzati sono gli alcossidi metallici M(OR)n (25).
Essi sono generalmente disponibili in forma di piccoli complessi polimerici, spesso in
soluzione nell’alcol associato. La reazione sol-gel in questo caso avviene in solvente
organico, mentre l’acqua diventa un reattivo aggiunto in modo controllato. L’idrolisi del
precursore porta alla sostituzione dei gruppi OR con OH secondo il meccanismo (3),
seguita da condensazione come nel caso dei precursori inorganici.

Introduzione _______________________________________________________________________
18
1.3.6.3 Sintesi con microemulsioni (step 1).
Uno dei metodi relativi allo step 1, spesso utilizzato nei lavori scientifici, è la sintesi con
microemulsioni. Una microemulsione è un sistema ternario di olio, acqua e tensioattivo
termodinamicamente stabile, con micelle di dimensioni dell’ordine del micro/nanometro.
Le microemulsioni olio/acqua e acqua/olio (inverse) sono ampiamente utilizzate per la
sintesi di particelle aventi dimensioni controllate. Nel caso di microemulsioni inverse i
reagenti vengono confinati nella fase acquosa dispersa in micelle di dimensioni
controllate, che portano alla formazione del solido per collisione, le une con le altre. La
nucleazione che avviene nel mezzo di reazione è un meccanismo cineticamente
controllato, che si arresta non appena viene superato il punto critico di supersaturazione
del mezzo (28).
Concettualmente i metodi di sintesi per microemulsione possono essere suddivisi in:
1. Doppie microemulsioni inverse;
2. Microemulsioni inverse con agente attivante;
3. Microemulsioni inverse a cui è aggiunto un secondo reagente (Figura 10)
(3)

Introduzione _______________________________________________________________________
19
Figura 10: Sintesi di nanoparticelle per microemulsione: a) doppia microemulsione inversa;
b) microemulsione inversa con agente attivante; c) microemulsione inversa con aggiunta di
un seconde reattivo.
Una delle limitazioni della sintesi per microemulsione è legata alla stabilità delle micelle,
che permette la separazione del prodotto finale solo se si verifica la rottura della struttura.
Si può agire in questo senso mediante la centrifugazione, oppure destabilizzando la
microemulsione con l’aggiunta di solventi polari ed aprotici, come ad esempio acetone.
La tecnica, inoltre, si può applicare solo a temperatura ambiente, in quanto a temperature
superiori (ca. 80°C) l’emulsione va incontro a separazione di fase. È possibile, perciò
ottenere solo un prodotto amorfo, che può essere cristallizzato con un successivo
trattamento termico, con cui, però, viene perso il controllo della nucleazione ottenuto per
via sintetica (29).
1.3.6.4 Ageing (step 2).
Se al termine della condensazione il gel viene mantenuto nel suo solvente madre può
andare incontro ad invecchiamento. Durante il processo di ageing si possono verificare i
fenomeni di policondensazione, sineresi, aumento delle dimensioni delle particelle e
trasformazione di fase: con la policondensazione si ha un aumento delle dimensioni del
network; la sineresi rappresenta una spontanea compressione del gel che comporta
l’espulsione del liquido dai pori; l’ingrandimento delle particelle è dovuto ad un processo
di dissoluzione e riprecipitazione, che si verifica a causa di differenze di solubilità tra

Introduzione _______________________________________________________________________
20
superfici aventi diversi raggi di curvatura, e che comporta un aumento della dimensione
dei pori del gel e una diminuzione dell’area superficiale specifica; la trasformazione di
fase include il fenomeno della sineresi, ma si può verificare anche cristallizazione
separata delle componenti del gel (23).
In generale la fase di ageing può avvenire a temperatura ambiente, oppure in trattamento
idrotermico ad alta temperatura, come discusso nel paragrafo 1.3.5 relativo alla sintesi
idrotermica. Tipicamente le zeoliti vengono sintetizzate in questo modo.
1.3.6.5 Rimozione del solvente (step 3).
Le fasi di rimozione del solvente e di stabilizzazione termica sono comuni sia ai metodi di
sintesi per precipitazione, che al processo sol-gel, di microemulsione, ecc. La rimozione
del solvente, in particolare, rappresenta uno dei punti critici dell’intero processo, la cui
importanza ai fini del prodotto finale è spesso sottovalutata, in quanto può causare il
collasso delle struttura porosa del gel.
Il processo può essere suddiviso in tre stadi (Figura 11) (23,24):
� Stadio 1: durante il primo step di asciugatura la diminuzione del volume del gel
equivale al volume del solvente allontanato per evaporazione. Si verifica una
deformazione del network del gel dovuta alle elevate forze capillari, che è
accompagnata da una contrazione della struttura porosa. Questa fase è
chiamata “il periodo a velocità costante”, poiché la velocità di evaporazione per
unità di area superficiale è indipendente dal tempo, e rappresenta lo step in cui
avvengono i maggiori cambiamenti di volume, densità, peso e struttura del gel.
� Stadio 2: è denominato anche il “punto critico”, in cui l’aumento della forza della
struttura, dovuto ad una maggiore densità di impaccamento della fase solida, è
sufficiente per impedire l’ulteriore contrazione del network. Il raggio di curvatura
del menisco del solvente si riduce abbastanza da entrare nei pori, e ciò comporta
un aumento della pressione capillare secondo la relazione rP LV /2γ−= , dove
γLV è la tensione all’interfaccia liquido-vapore e r è il raggio di curvatura del
menisco (Figura 12). Questo aumenta notevolmente la possibilità che si verifichi
il collasso della struttura porosa e la conseguente formazione di uno xerogel,
ossia una struttura compatta e microporosa. Una volta oltrepassato il punto
critico il poro inizia a vuotarsi, e il liquido, spinto dal gradiente di forza capillare
presente, diffonde alla superficie esterna dove continua ad avvenire
l’evaporazione, seppure con velocità ridotta (“first falling rate period”). Viene
evidenziato il ruolo critico della tensione superficiale del solvente in questi
processi.
� Stadio 3: ha inizio nel momento in cui i pori sono sostanzialmente vuotati, mentre
il liquido rimanente può allontanarsi unicamente per evaporazione all’interno del
poro e diffusione del vapore in superficie. All’inizio di questa fase il gel può

Introduzione _______________________________________________________________________
21
essere considerato asciutto, non si verificano ulteriori modifiche delle dimensioni
del network, ma solo una lenta e progressiva perdita di peso fino al
raggiungimento dell’equilibrio (“second falling rate period).
Figura 11: Andamento della velocità di evaporazione del liquido (H2O) nei tre stadi della fase
di asciugatura del gel.
Figura 12 : Rappresentazione schematica della superficie del gel all’inizio dello stadio 1 (A) e
2 (B).
Ai fini di minimizzare il collasso dei pori durante la fase di essiccamento si possono
adottare diverse strategie, tra cui ad esempio l’uso di solventi organici al posto di H2O.
A B

Introduzione _______________________________________________________________________
22
Tabella 2: Valori di tensione superficiale per alcuni comuni solventi.
Solvente Tensione superficiale
(dyn/cm)
Acqua 72.8
Ethyl Ether 17.06
Hexane 17.91 (25°C)
Isopropyl Alcohol 21.79 (15°C)
Ethyl Alcohol 22.32
Acetone 23.32
Cyclohexane 24.98
Tetrahydrofuran 26.4 (25°C)
Toluene 28.53
In Tabella 2 sono riportati i valori di tensione superficiale di alcuni solventi tipicamente
utilizzati. È evidente come sia possibile ridurre il rischio di densificazione del materiale
utilizzando un solvente organico, che presenta una tensione superficiale circa 3,5 volte
inferiore rispetto al valore dell’acqua.
Un’altra delle tecniche convenzionalmente utilizzate è il supercritical drying, ossia la
rimozione del solvente in condizioni supercritiche di temperatura e pressione, in cui la
tensione superficiale del fluido, responsabile del collasso del poro durante
l’evaporazione, è nulla. In Tabella 3 sono riportati i valori di temperatura e pressioni del
punto triplo di alcuni solventi comunemente usati per il trattamento supercritico.
Tabella 3: Parametri del punto critico di alcuni solventi tipicamente utilizzati nel trattamento
supercritico.
In pratica il processo viene effettuato in autoclave trattando il gel bagnato in condizioni di
temperatura e pressione superiori ai valori del punto critico del solvente che riempie i pori
del materiale (Figura 13). In questo modo, in fase di essiccamento, non vengono
esercitate le forze capillari che sono origine del collasso dei pori. Il processo presenta lo
svantaggio di necessitare, in generale, di condizioni di trattamento spinte: sostituendo il
solvente con CO2 liquida l’evaporazione può avvenire in condizioni relativamente blande,
essendo Tc=31°C e Pc=7,3 MPa (25,30).

Introduzione _______________________________________________________________________
23
Figura 13: Esempio di trattamento supercritico nel diagramma di fase di CO2, e
schematizzazione di autoclave per l’evaporazione di EtOH.
Tali metodologie sono state sfruttate anche commercialmente da Aspen Aerogels
(www.aerogel.com ).
Un altro metodo di rimozione del solvente, anche esso sfruttato commercialmente
(Nanogel Cabot), utilizza tecniche di modifica superficiale del solido al fine di ridurne
l’idrofilia. Un esempio è la silanizzazione che, rendendo la superficie idrofoba, favorisce
l’espulsione del solvente acquoso dai pori riducendo la tensione superficiale. Tale
processo viene realizzato in condizioni di temperatura e pressione ordinarie, e permette
di preservare la struttura porosa tridimensionale e di ottenere un aerogel (le definizioni di
xerogel ed aerogel verranno approfondite successivamente) (Figura 14) (31). Mentre il
trattamento supercritico presenta costi industriali sia di investimento che di produzione
elevati, la modifica superficiale del solido è stata industrializzata da Cabot su scale di
impianti di 1000 ton/anno con costi del prodotto di ca. 40 €/kg.
Supercritical drying: no surface tension – no pore collapse:
Aerogel
Ambient pressure drying: surface tension – pore collapse:
Xerogel
GelSupercritical CO2Subcritical CO2
Supercritical drying: no surface tension – no pore collapse:
Aerogel
Ambient pressure drying: surface tension – pore collapse:
Xerogel
GelSupercritical CO2Subcritical CO2
Figura 14: Effetto del metodo di rimozione del solvente sulla formazione di un aerogel o di
uno xerogel.

Introduzione _______________________________________________________________________
24
1.3.6.6 Il trattamento termico (step 4).
La calcinazione ad elevata temperatura (200-700°C) del solido amorfo ottenuto con
l’evaporazione del solvente è necessaria a favorire la cristallizzazione e le trasformazioni
di fase del materiale. Nel caso di ossidi il processo spesso comporta la trasformazione
dell’idrossido in ossido. Altri fenomeni che in genere accompagnano la cristallizzazione
del materiale sono la disidratazione con rimozione dell’acqua adsorbita in superficie (che
può essere reversibile), e la rimozione di eventuali residui organici presenti (24). Il
trattamento termico a temperature più elevate (>500-700°C) comporta spesso
l’addensamento del materiale mediante processi di sinterizzazione. La temperatura di
densificazione diminuisce con il diminuire della dimensione dei pori e con l’aumentare
della superficie specifica (24). Sono quattro i meccanismi principali responsabili della
compattazione del precursore (23): contrazione capillare, condensazione, rilassamento
strutturale e sinterizzazione. Alcuni di essi possono avvenire contemporaneamente, come
nel casi di condensazione e sinterizzazione. In generale la sinterizzazione è originata
dalla tendenza di ogni materiale solido, sia amorfo sia cristallino, a raggiungere la
situazione termodinamicamente più stabile, minimizzando l’area dell’interfase solido-
vapore. La cinetica della annichilazione dei pori dipende dalla grandezza dei pori stessi e,
in secondo luogo, la stabilità di un poro dipende dall’angolo diedro di contatto tra i grani
che lo circondano e dal rapporto tra dimensione del grano e dimensione del poro (Figura
15). Il valore dell’angolo diedro è determinato dall’energia delle interfacce solido-solido e
solido-vapore; di conseguenza, le superfici del poro possono essere concave o convesse
a seconda del numero di grani che lo coordinano. Esiste quindi un valore critico del
numero di coordinazione del poro, al di sotto del quale il poro tende a chiudersi per
sinterizzazione. Al di sopra del valore critico, il poro tende a crescere.
Figura 15: Schema di pori coordinati da un numero di cristalliti inferiore (a) e superiore (b) al
numero di coordinazione critica. Adattato da (23).
Sono stati sviluppati diversi modelli matematici per la descrizione del fenomeno della
sinterizzazione. Per esempio il modello di Frenkel (1945) si adatta alla descrizione del
primo stadio della sinterizzazione, analizzando il meccanismo di coalescenza uniassiale

Introduzione _______________________________________________________________________
25
di due sfere. Ma Chenzie e Shuttleworth (1949) ripresero il modello di Frenkel
adattandolo alla descrizione degli stadi intermedio e finale della sinterizzazione di un
corpo contenente pori sferici. Infine Vasconcelos et al. analizzarono con una serie di
modelli l’evoluzione strutturale del gel con la temperatura, facendo uso di alcuni parametri
topologici. Tutti questi modelli sono descritti in dettaglio in (24) e (23).
1.4 Applicazioni.
Allo stato attuale, la nanotecnologia è unanimemente riconosciuta come una disciplina
rivoluzionaria in termini del possibile impatto sulle applicazioni industriali e di converso
sulle ricadute sulla nostra vita quotidiana. Le nanotecnologie offrono delle soluzioni in
molti campi tecnologici, e, per la loro innata natura interdisciplinare, coinvolgono settori e
ricercatori dei campi di ricerca più svariati.
Tra le attuali applicazioni delle nanotecnologie e dei nanomateriali vanno citate:
1. industria cosmetica (e.g filtri solari): sfruttano le proprietà assorbenti delle
nanoparticelle;
2. Nanocompositi: nanocariche, silicati lamellari (clay nanocomposites) e nanotubi
di carbonio possono essere utilizzate come rinforzi non solo per aumentare le
proprietà meccaniche dei nanocompositi ma anche per impartire nuove proprietà
(ottiche, elettroniche, magnetiche) (32);
3. Nanocoating: rivestimenti superficiali di dimensioni nanometriche possono
essere utilizzati per migliorare la resistenza all'usura e antigraffio, anche con
proprietà ottiche, termoisolanti (18,33,34);
4. Vernici altamente tecnologiche con nanoparticelle metalliche per incrementare
ed eventualmente impartire nuove proprietà ottiche ed elettroniche; vernici
contenenti aerogel per impartire proprietà di termoisolamento;
5. Celle a combustibile: membrane nanostrutturate che ne incrementino
l'efficienza (35);
6. Membrane nanostrutturate per la purificazione delle acque (36,37);
7. Nanoelettronica: miniaturizzazione dei dispositivi nell'obiettivo di realizzare
sistemi elettronici sempre più piccoli, più potenti e che necessitino di meno
energia per il loro funzionamento (transistor) (38).
8. Drug delivery systems (farmaci a rilascio controllato specifico): farmaci dal
rilascio controllato (nel tempo) e che rilascino il principio attivo esattamente dove
serve (nelle cellule o organi che ne necessitano), allo scopo di aumentare al
massimo la propria efficienza, diminuendo per contro gli effetti indesiderati (25);
9. Dispositivi di diagnostica: l'uso dei quantum dots o di molecole sintetiche
traccianti per immagini diagnostiche è già in atto di studio da tempo (39).
Nell’ambito di questa tesi sono stati considerati gli aspetti legati ai nanomateriali applicati
nel campo dell’isolamento termico e della catalisi eterogenea per la purificazione delle
acque reflue.

Introduzione _______________________________________________________________________
26
1.5 Ossidi metallici per isolamento termico: gli aerogel.
Un gel può essere descritto come un polimero tridimensionale di particelle contigue di
solido mescolato con una fase contigua liquida che riempie i pori del materiale. Tale fase
può essere ad esempio acqua nel caso di un idrogel o alcol nel caso di un alcolgel o una
miscela dei due. Come evidenziato nel paragrafo 1.3.6.5 la fase di rimozione del solvente
da un gel bagnato rappresenta un passo critico nella sintesi di materiali a struttura
porosa. A seconda di come il solvente viene allontanato, è possibile ottenere uno
xerogel, oppure un aerogel (Figura 16). Le forze di tensione superficiale che si
esercitano sulla struttura del gel durante la rimozione del solvente sono tali da aumentare
la probabilità che si verifichi il collasso del network. Per cui il gel asciutto può mantenere
la porosità di partenza solo se, grazie alla formazione di ponti di legame additivi o
all’allontanamento del liquido in condizioni tali da minimizzare la tensione superficiale, la
sua struttura è in grado di resistere a queste forze di compressione. Uno xerogel viene
definito come un gel dal quale viene rimossa la fase liquida per semplice evaporazione.
In queste condizioni la tensione superficiale che si viene a creare all’interfaccia liquido-
vapore provoca un significativo collasso della struttura porosa che tipicamente
corrisponde ai 2/3 della porosità originale, ottenendo materiali a bassa porosità, in genere
inferiore al 60%.
Figura 16: Rappresentazione schematica dell’effetto delle condizioni di rimozione del
solvente sulla porosità del solido finale.
La relazione tra la struttura del gel e dello xerogel ottenuto per evaporazione del solvente
in condizioni normali è illustrata in Figura 17. Il gel ottenuto per catalisi acida, in cui la
velocità di condensazione è bassa, presenta una struttura lineare e ramificata che
collassa facilmente con la rimozione del solvente. In catalisi basica, invece, l’idrolisi è più

Introduzione _______________________________________________________________________
27
rapida e porta alla formazione di specie discrete di dimensioni ridotte, che con
l’evaporazione si contraggono portando alla formazione di una struttura globulare che
spesso può presentare in aggiunta alla microporosità residua una frazione di mesopori
(23).
Figura 17: Rappresentazione schematica della correlazione tra struttura del gel di partenza e
porosità dello xerogel/aerogel ottenuto per evaporazione del solvente. a) Struttura lineare
reticolata attenuta per catalisi acida; b) Struttura frattalica ottenuta per catalisi basica.
La rimozione del solvente in condizioni di temperatura e pressione superiori a quelle del
punto critico avviene in assenza di forze capillari, in quanto in questa situazione è
presente una fase intermedia tra lo stato gassoso e quello liquido. Il solido ottenuto
mediante evaporazione supercritica del liquido, quindi, ha una struttura altamente porosa
che in genere rispecchia quella del gel di partenza, e viene indicato con il termine
aerogel, coniato da S.S. Kistler in US 2,188,007. In generale gli aerogel presentano una
densità apparente molto bassa, un’elevata area superficiale e una natura
termodinamicamente metastabile, rendendo possibile lo sviluppo di singolari proprietà
fisiche e chimiche che fanno degli aerogel dei potenziali candidati per una vasta gamma
di applicazioni, che spaziano dal campo edilizio, a quello farmaceutico ed aeronautico. In
generale, dal punto di vista chimico, si possono individuare due categorie di composti:
una prima classe di gel monolitici che possono essere asciugati ad aerogel senza che si
verifichi la contrazione della struttura; una seconda classe di gel che possono essere
convertiti ad aerogel solo mediante trattamento supercritico. Alla prima classe fanno parte
la silica e i silicati in cui SiO2 sia la componente maggiore, e gli aerogel organici, in cui
siano presenti forti legami covalenti tra catene lineari ramificate lungo le tre direzioni, per
dare un’architettura aperta e “casuale”. Alla seconda classe, invece, appartengono ossidi
come l’allumina, in cui non esistono legami covalenti continui tra le catene polimeriche,
come nel caso della silica, ma è presente una struttura a strati in cui i legami tra particelle
avvengono attraverso interazioni deboli (ponti idrogeno) (cfr Figura 29). Questa classe di
gel tende a compattarsi facilmente con la rimozione del solvente per evaporazione,

Introduzione _______________________________________________________________________
28
dando degli xerogel. Gli aerogel ottenuti tramite trattamento supercritico, invece, in
genere non hanno la consistenza di un monolita, come per i silicati, ma si presentano
come delle polveri molto soffici e leggere. Va sottolineato che con l’introduzione di metodi
che modificano le proprietà di superficie dei pori (cfr paragrafo 1.3.6.5), il termine aerogel
è stato esteso e generalizzato a materiali con porosità superiore all’80%.
Le tecniche tradizionali sfruttate per la produzione degli aerogel, quali il trattamento
supercritico e l’evaporazione del solvente da sistemi modificati (per es. silanizzazione),
presentano una serie di svantaggi legati al costo ed alle spinte condizioni di trattamento
necessarie, nel caso del supercritical drying. Sono stati perciò sviluppati ulteriori metodi
per la produzione di aerogel, in cui non fossero incluse fasi di trattamento in condizioni
supercritiche o di modifica superficiale (brevetti WO 2006/07203, Appl.Date 30/12/2005,
Pubbl. 6/7/2006; PCT/EP2007/064310 del 20/12/2007). Questi metodi prevedono la
sintesi via alcolgel di materiali con proprietà aerogel, mediante aggiunta di H2O2 alla
soluzione del precursore metallico, la quale agisce da stabilizzante e promuove la
formazione di un’elevata porosità nella regione dei mesopori (2-50 nm) durante la fase di
precipitazione. Un trattamento termico a riflusso in solvente alcolico (tipicamente 2-
propanolo), stabilizza ulteriormente la struttura mesoporosa e ne impedisce il collasso
durante la successiva essiccazione. Il metodo di preparazione di tali materiali è molto
flessibile e permette di preparare ossidi metallici con formula generale MxOy quali ad
esempio allumina Al2O3, e compositi inorganici con formula generale NxMyOz, quali ad
esempio Al0.92La0.08Oz oppure Al0.96Zr0.04Oz.
Grazie alle particolari proprietà possedute tra cui la bassa densità, l’elevato volume dei
pori, l’elevata area superficiale specifica e quindi una buona proprietà assorbente, gli
aerogel trovano numerose applicazioni, come schematizzato in Figura 18 (40,41).
Figura 18: Esempi di possibili applicazioni degli aerogel (41).

Introduzione _______________________________________________________________________
29
1.5.1 Applicazione degli aerogel come termoisolanti.
Gli aerogel hanno diverse applicazioni, le più importanti sono correlate alla loro alta
capacità di isolamento termico ed acustico (25,30,40). Il passaggio dell’energia termica
attraverso un materiale termoisolante avviene attraverso tre meccanismi: trasferimento
attraverso il solido, conduzione mediata dal gas e radiazione. La somma di queste tre
componenti determina la conducibilità termica totale del materiale. Per una discussione
approfondita dell’argomento si veda il paragrafo 1.5.3. La conducibilità termica del solido
è una proprietà intrinseca del materiale: nel caso della silica essa assume un valore
relativamente basso (λ=6,37 W/mK). Gli aerogel a base di silica possiedono solo una
minima frazione di solido (tipicamente 1-10%), che è presente in forma di piccole
particelle interconnesse a formare un network tridimensionale. La trasmissione del calore
in un aerogel avviene, quindi, attraverso un percorso tortuoso e risulta relativamente
inefficace (42). L’utilizzo degli aerogel quali isolanti ultraefficienti è legato a due loro
proprietà fondamentali: l’elevata porosità del materiale che comporta un elevato
contenuto di aria nel campione, la quale per se stessa agisce da isolante termico; un
diametro dei pori (Dp) inferiore a ca. 140 nm, condizione indispensabile per ridurre al
massimo la conducibilità termica della fase gassosa poiché rappresenta una distanza
inferiore al cammino libero medio dell’aria, come giustificato dalla relazione
d
V
K
V g
n
gg
g/1401
10534.2
1
20
'
+
∗=
+=
−
β
λλ (1)
gg V2' 10*5.2 −≈λ per d>> 140 nm
dVgg
5' 10*7.1 −≈λ per d<<140 nm
dove λ0g è la conducibilità intrinseca del gas,Vg è la frazione volumetrica del gas, vp/vd è il
rapporto tra le velocità del suono nel solido poroso e denso, β è una costante del gas e
Kn è il numero di Knudsen definito come Kn=l/d, con l cammino libero medio delle
molecole del gas e d diametro dei pori.
Qualora il materiale presenti della porosità a Dp >> 140 nm, la conducibilità termica
risulta di circa 3 ordini di grandezza superiore rispetto al caso in cui Dp < 140 nm (3). Per
ottimizzare le proprietà di termoisolamento di un materiale aerogel, quindi, non si può
operare solo in termini di riduzione del volume di vuoto, ma è necessario anche
controllare le dimensioni dei pori. Se, infatti, il cammino libero medio del gas contenuto
nei pori è superiore al loro diametro medio, diminuisce la probabilità di collisione delle
molecole le une con le altre, e perciò si riduce la trasmissione del calore. Per ridurre il
cammino libero medio all’interno dei pori è possibile:
� ridurre la dimensione media degli stessi;
� riempire il volume di vuoto con un gas avente un valore di cammino libero medio
inferiore al diametro del poro;
� diminuire la pressione del gas all’interno dell’aerogel.

Introduzione _______________________________________________________________________
30
Infine gli aerogel sono in genere trasparenti nell’infrarosso, perciò il calore trasmesso per
radiazione diventa una fattore dominante in particolare ad elevate temperature (> 200°C).
Il trasferimento per radiazione può essere evitato aggiungendo all’aerogel un
componente (prima o dopo la fase di rimozione del solvente), che sia in grado di
assorbire o disperdere la radiazione infrarossa, per esempio particolato carbonioso (42).
Gli aerogel sono tipicamente presenti in commercio in forma supportata su un rinforzo
fibroso che ne assicura la flessibilità e la durata. Le proprietà meccaniche e termiche del
prodotto possono essere variate in funzione delle fibre rinforzanti utilizzate, della matrice
di aerogel supportata, e dall'aggiunta di additivi opacizzanti inclusi nel composito. Gli
aerogel supportati trovano collocazione nei settori più specializzati dell’alta tecnologia
(aerospaziale, navalmeccanica, automobilistico), sia nei campi più standardizzati
dell’edilizia, dell’abbigliamento sportivo, degli elettrodomestici e dell’impiantistica
industriale, che richiedono efficienza in un’ottica di risparmio energetico ed economia dei
costi. Grazie alle avanzate proprietà termoisolanti, i compositi a base di aerogel offrono il
vantaggio di poter essere utilizzati a spessori molto ridotti rispetto ai prodotti isolanti
comunemente utilizzati, consentendo perciò un notevole risparmio di spazio (Figura 19).
Alcuni esempi di prodotti aerogel utilizzati nel campo edilizio, aeronautico o navale sono
riportati in Figura 19, Figura 20, Figura 21.
Figura 19: Rappresentazione della sezione di un tubo rivestito con Spaceloft®/Pyrogel®
Aspen Aerogels, per applicazioni in campo edilizio e navale ( www.aerogel.com ).

Introduzione _______________________________________________________________________
31
Blanket inside
Aerogel inside
Blanket inside
Aerogel inside
Figura 20: Min-K blanket (Thermal Ceramics, www.thermalceramics.com ), impiegato in
campo aerospaziale per la protezione dell’auxillary power unit (APU) della navicella spaziale.
Figura 21: Spaceloft® Aspen Aerogels, utilizzato in forma di pannelli isolanti in campo
edilizio.
La capacità di termoisolamento di un materiale può essere definita attraverso due
grandezze termo-fisiche: la diffusività termica (α) e la conducibilità termica (λ). La prima è
una misura della cinetica di trasmissione del calore attraverso un materiale, dalla
superficie a contatto con la sorgente calda a quella opposta; la seconda ne descrive la
situazione di stato stazionario. Su queste due grandezze termofisiche si basa la
classificazione dei materiali ritardanti di fiamma (Direttiva Europea CPD 89/106).

Introduzione _______________________________________________________________________
32

Introduzione _______________________________________________________________________
33
Figura 22: Schematizzazione della diffusione di una fiamma attraverso un solido, in
opposizione ad un flusso di aria indotto.
La propagazione dei fronti di calore, legata al valore di α, in un mezzo è un fenomeno che
rientra in diverse applicazioni, dalla combustione in situ per il recupero degli oli (43),
all’incenerimento dei rifiuti, alla calcinazione ed agglomerazione dei minerali,
comprendendo anche le metodologie di sintesi ad alta temperatura di solidi (44). La
dipendenza della velocità di trasmissione del calore di fiamma attraverso un materiale
dalle proprietà termiche dello stesso viene trattata in modo esaustivo da Zheng et al. (45)
e Delichatsios (46), ed è illustrata in Figura 22. Quando un materiale è soggetto in
superficie ad un elevato flusso di calore, può essere incendiato, e di conseguenza può
permettere la propagazione della fiamma. Poiché l’ignizione della superficie in un punto
induce uno spostamento di aria (ossidante), la diffusione della fiamma viene
schematicamente rappresentata solidale ad un sistema di assi cartesiane che si muove
ad una velocità opposta a quella del flusso indotto Va, Vs. La trattazione matematica del
fenomeno fatta da Delichatsios descrive il bilancio energetico in prossimità del fronte di
fiamma attraverso l’espressione
B: mass transfer number
Cg: specific heat of gas at constant pressure
Cs: specific heat of solid phase
l1: length scale for the exponentially decaying external heat flux upstream of flame front
L: latent heat of gasification
kg: thermal conductivity of gas phase
ks: thermal conductivity of solid phase
ks,x: longitudinal conductivity in the solid
ks,y: normal conductivity in the solid
(q”c): convective heat flux from flame
(q”c)crit: convective heat flux from the flame at critical conditions for extinction
r: stoichiometric ratio of fuel to air by mass
Tf: flame temperature
T∞: temperature at infinity or initial temperature
Va: opposed air velocity
Vs: flame spread speed
X,Y: coordinate system stationary with the flame front
Yo,∞: oxygen concentration in the oxidizer strema
αg: thermal diffusivity of the gas
αs: thermal diffusivity of the solid
δg: thermal length in gaseous phase ag Vα=
δv: vertical thermal length in solid phase sgs Vδα=
δH: hotizontal thermal length scale in the solid syssxs Vkk ,, α=
∆Ts: surface temperature of the solid just upstream the flame front
εs: surface emissivity

Introduzione _______________________________________________________________________
34
( ) ( )H
Tlqq
c
LrBkVTTc
p
sgg
g
gspss δσ
εδδδρ ν +−++−
=∞−4
4
1
"
1
"
2 (2)
in cui il primo termine si riferisce al calore necessario affinché il solido raggiunga la
temperatura di ignizione; il secondo termine descrive il flusso di calore dal fronte caldo al
solido per una cinetica di combustione infinitamente veloce; il terzo termine è il flusso di
calore che arriva al solido generato da un flusso esterno costante posto a valle del fronte;
il quarto termine rappresenta il flusso di calore sul solido che deriva da quello che
decresce a monte del fronte nella regione non incendiata; l’ultimo termine è la perdita di
radiazione dalla superficie in prossimità del fronte caldo. Nello schema il fronte di fiamma
è rappresentato dallo lunghezza di diffusione termica nella fase gassosa δg. Si noti come
le grandezze δv e δH, che rappresentano le direzioni di propagazione del calore nel solido
lungo gli assi cartesiani, dipendano rispettivamente dalla diffusività (α) e dalla
conducibilità termica (k). In generale bassi valori di α favoriscono le proprietà di
resistenza al fuoco dei materiali. Per la completa trattazione matematica del fenomeno si
vedano (45) e (46).
1.5.2 Modalità di assemblaggio e proprietà di materiali nanostrutturati.
Nel valutare le proprietà termiche di un solido è necessario considerare il suo stato fisico.
Per le sue caratteristiche strutturali l’ossido di alluminio rappresenta un materiale
ceramico avanzato e un buon candidato per diverse applicazioni. Al2O3 sinterizzata trova
applicazione come isolante elettrico o come supporto per utilizzi ad elevate temperature,
grazie alla buona resistenza termica ed alle proprietà meccaniche possedute (47). Inoltre
la possibilità di ottenere ottime proprietà strutturali e di tessitura fa di Al2O3 un buon
isolante termico anche a temperature relativamente elevate, se opportunamente drogato
con altri ossidi come ad esempio ZrO2 (18).
L’assemblaggio di piccole particelle di materiale per formare strutture superiori è un
processo molto comune ed importante nella produzione di materiali ceramici. Esso
rappresenta uno step fondamentale in processi quali la sintesi sol-gel, ed è in grado di
influenzare enormemente le proprietà di prodotti ceramici compattati o sinterizzati (48).
Per materiali sotto forma di polvere esistono due forme di assemblaggio, i cui termini e
definizioni vengono molto spesso scambiati e confusi (Tabella 4) (49): la prima descrive
la situazione di particelle rigidamente unite tra loro, ad esempio dalla parziale fusione che
si verifica durante la sinterizzazione di un materiale (agglomerato), che richiede elevate
forze di attrito per separare; la seconda è relativa alla formazione di aggregati di
elementi uniti tra loro per adesione mediante forze deboli, che possono essere facilmente
ridispersi (BS 2955:1993, USP24 2000) (Figura 23). Va anche sottolineato che la
distinzione tra un agglomerato ed un aggregato in termini pratici risulta non agevole.
Alcuni metodi riportati in (49) si basano sulla diversa resistenza meccanica che
caratterizza le due forme di assemblaggio, per cui gli aggregati sono più facilmente

Introduzione _______________________________________________________________________
35
segregabili in particelle primarie rispetto agli agglomerati, ed è quindi possibile monitorare
la variazione della granulometria in seguito ad un processo di dispersione, ad esempio
con ultrasuoni e con uno stress meccanico. Questo metodo, però, può condurre ad errori
dovuti al fatto che lo stress meccanico può determinare la frattura delle particelle primarie
stesse. L’analisi al microscopio rappresenta un metodo di distinzione più preciso. Se si
osserva ad un microscopio a luce trasmessa il comportamento di un campione di
sospensione della polvere in esame all’applicazione di una forza di taglio, è possibile
individuare la presenza di aggregati per la facilità con cui questi si disperdono sul vetrino
portacampione; al contrario, gli agglomerati rimasti intatti, si disgregano solo con
l’applicazione di una forza maggiore.
Tabella 4: Esempi di utilizzo dei termini aggregato e agglomerato in letteratura (49).
Figura 23: Illustrazione schematica dell’assemblaggio di particelle primarie.
Molte proprietà fisico-chimiche e meccaniche possono essere influenzate dalla modalità
con cui un materiale si assembla. La presenza di agglomerati, per esempio, influisce sulla
scorrevolezza, sulla granulometria, sulla velocità di dissoluzione e quindi sulla
biodisponibilità di composti farmaceutici (49); inoltre l’agglomerazione implica un intimo
contatto tra particelle o grani, e quindi una maggiore continuità di fase, da cui dipenderà
la capacità di trasmissione del calore di un materiale. Dynys e Halloran (1983)
dimostrarono che la presenza di aggregati ritarda e può influenzare la compattazione di
polveri di allumina.
Balek (1970) fece un primo tentativo di definire un parametro di agglomerazione, A, per
valutare il grado di agglomerazione di una polvere:

Introduzione _______________________________________________________________________
36
d
DA = (3)
dove D è il diametro medio delle particelle determinato per sedimentazione (diametro
dell’aggregato), d è il diametro medio determinato con il metodo di BET (dimensione della
particella primaria). L’espressione è stata poi ulteriormente sviluppata considerando le
densità della particella primaria (ρt) e dell’aggregato (ρ):
ρ
ρ tSNA =3
(4)
dove S è il rapporto tra i fattori di forma della particella primaria e dell’aggregato, ed N è il
numero di aggregazione. Nel caso di particelle ed aggregati a forma sferica S=1.
L’equazione (4) può essere riscritta nella forma
+=
s
p
V
VSNA 1
3(5)
Con Vp e Vs che rappresentano i volumi dei pori e delle particelle in un aggregato. Nel
caso di agglomerati queste due grandezze non si possono misurare direttamente, per cui
la (4) diventa
−+=
a
aSNAε
ε
11
3(6)
laddove εa è la porosità dell’agglomerato.
Come dimostrato dai risultati della presente tesi di dottorato, l’aspetto di
aggregazione/agglomerazione del materiale svolge un ruolo critico nella definizione delle
proprietà di termoisolamento.
1.5.3 Modelli teorici per il calcolo della conducibilità termica.
Lo studio delle proprietà termofisiche, in particolare la conducibilità e la diffusività termica,
è di fondamentale importanza in quanto esse descrivono la capacità di trasferimento di
calore attraverso il materiale. Esistono in letteratura diversi modelli per il calcolo della
conducibilità termica di materiali porosi a partire dai valori delle conducibilità delle singole
fasi, ognuno dei quali prende o meno in considerazione l’effetto che possono avere le
proprietà di tessitura del materiale sul dato effettivo. Alcuni di questi sono basati sulla
presenza di inclusioni di una fase dispersa in una matrice, e sono perciò accurati solo nel
caso di materiali poco porosi. Altri prendono in considerazione il concetto di continuità tra
la fase solido e la fase gas, ed in particolare il ruolo che possono avere i bordi di grano e
le dimensioni dei pori sul dato finale di conducibilità termica.
Un metodo generale per il calcolo della conducibilità è quello proposto da Perry e Chilton
(1973), che utilizza l’equazione di Russel (50) (eq.7) per determinare la conducibilità

Introduzione _______________________________________________________________________
37
termica di miscele solido-gas a partire dai valori dei singoli componenti e dalla frazione
volumetrica del gas.
( )
( )pppp
pp
air
solid
air
solid
solid
comp
+−+−
−+=
3/23/2
3/23/2
1
1*
λλ
λλ
λ
λ (7)
dove λcomp è la conducibilità della miscela, λair e λsolid sono la conducibilità dell’aria e del
solido e p è la frazione volumetrica della porosità.
Un altro metodo molto simile al precedente per il calcolo della conducibilità termica di
solidi porosi è quello dato da Krupiczka (1967) (eq.(8))
(8)
Questi modelli di calcolo, basati sul trasferimento unidimensionale di calore attraverso un
sistema ordinato di inclusioni cubiche o sferiche di una fase dispersa in una matrice,
hanno il limite di essere accurati solo nel caso di materiali poco porosi (Figura 24).
Figura 24: Modello proposto da Russell per il calcolo della conducibilità termica di materiali
porosi. (A) fase porosa continua con particelle solide cubiche discontinue; (B) fase solida
continua con isolati pori cubici.
Woodside (51) e Dul’nev (52) svilupparono dei modelli per il calcolo della conducibilità
termica apparente di materiali costituiti da diverse componenti disposte in serie e in
parallelo le une con le altre, in maniera casuale. Il limite di tutti questo modelli è quello di
prendere in considerazione solo la conducibilità del sistema che deriva dalla trasmissione
dei fononi e dalla conducibilità del gas; essi non considerano invece il contributo dato dal
trasferimento di calore per radiazione o convezione. E’ stato comunque dimostrato che,
nel caso della maggior parte dei materiali isolanti aventi dimensioni dei pori modeste (su
scala nanometrica, fino a pochi µm), sia il contributo dato dal trasferimento per radiazione
( )057.0
log757.0280.0
log
−=
−=
=
+
B
pA
k
k
k
k air
solid
k
kBA
air
solid
air
effective

Introduzione _______________________________________________________________________
38
(Kingery, 1976), sia quello derivante dalla convezione del calore (McAdams, 1951) sono
trascurabili (53).
Yoldas (3) introdusse un modello per il calcolo della conducibilità termica di materiali
aerogel-like, in cui viene preso in considerazione l’effetto che le proprietà di tessitura
possono avere sulle conducibilità intrinseche del solido e dell’aria (Figura 25). Partendo
dal presupposto che il calore totale trasferito attraverso un materiale poroso è la somma
del calore trasferito attraverso il solido e attraverso il gas (più il calore trasferito per
radiazione, che però è trascurabile) (eq.9), i valori di conducibilità intrinseca del solido e
del gas possono essere correlate alla velocità del suono, alla porosità ed alla dimensione
dei pori (54).
''''
rgst λλλλ ++= (9)
Pertanto, le conducibilità termiche delle fasi solida e gassosa possono essere espresse
dalle seguenti equazioni (eq. 10 e 11):
d
psss v
vV
0' λλ = (10)
n
gg
gK
V
β
λλ
+=
1
0
' (11)
dove λ0s e λ
0g sono le conducibilità intrinseche del solido e del gas, Vs e Vg sono le
frazioni volumetriche del solido e del gas, vp/vd è il rapporto tra le velocità del suono nel
solido poroso e denso, β è una costante del gas e Kn è il numero di Knudsen definito
come Kn=l/d, con l cammino libero medio delle molecole del gas e d diametro dei pori. .
Per l’aria in condizioni ambiente l’equazione 9 può essere semplificata a
d
Vg
g/1401
10*534.2 2
'
+=
−
λ (1)
gg V2' 10*5.2 −≈λ per d>> 140 nm
dVgg
5' 10*7.1 −≈λ per d<< 140
Quindi a seconda delle dimensioni dei pori la conducibilità dell’aria può dipendere dalla
sola porosità o anche dal diametro dei pori d. Dalle equazioni 10 e 11 si deduce che il
modo migliore per ridurre la conducibilità termica di un materiale poroso è diminuire sia
λ’s aumentando la porosità, che λ’g, riducendo il diametro dei pori al disotto dei 140 nm.

Introduzione _______________________________________________________________________
39
Figura 25: Rappresentazione di un materiale poroso avente pori di dimensioni diverse.
Va evidenziato che il modello di Yoldas non prende in considerazione l’importanza del
ruolo dei bordi di grano nella trasmissione del calore all’interno del materiale. Nei solidi
cristallini la conduzione del calore avviene attraverso vibrazioni del reticolo (fononi), e
poiché i bordi di grano rappresentano delle zone di disordine possono agire da siti di
dispersione, diminuendo in questo modo la conducibilità termica (Figura 26 e Figura 27).
È stato proposto un modello noto con il nome di Effective Medium Percolation Theory
(EMPT) (55) che permette di prevedere la conducibilità termica equivalente di una
miscela di due fasi aventi λ diversa, ma in cui viene preso in considerazione il concetto di
continuità tra le due fasi, a differenza dai modelli precedenti (eq. 12).
( ) ( ) ( ) ( )[ ]{ }( )2/12832133213
4
1pspspppsppeq vvvv λλλλλλλ +−+−+−+−= (12)
dove vp è la frazione di volume dei pori, λp e λs sono le conducibilità termiche dell’aria e
del solido denso. Il lavoro di Smith, che riguarda essenzialmente l’allumina, prende però
in considerazione solo frazioni porose ≤ 0,4. In un successivo lavoro, invece, egli applica
la stessa teoria per il calcolo della conducibilità termica effettiva di zirconia avente frazioni
di volume dei pori comprese tra il 0,45 e il 0,73 (56). Oltre alla porosità e alle dimensioni
dei pori, c’è un altro importante fattore di natura strutturale che deve essere considerato. I
bordi di grano possono giocare un importante ruolo nel controllo del trasporto di calore
nei materiali policristallini, in particolare quando la dimensione del grano viene ridotta ad
una scala nanometrica, dove diventa significativo il numero di atomi presenti nelle
immediate vicinanze di una o più interfacce (Figura 26). Il bordo di grano rappresenta una
zona di dispersione del calore, che viene associato ad una resistenza termica
all’interfaccia che si traduce in una discontinuità di temperatura tra materiali in presenza
di un gradiente termico, concetto introdotto da Kapitza (1941) in uno studio del sistema
elio liquido/rame (Figura 27).

Introduzione _______________________________________________________________________
40
Figura 26: Rappresentazione semplificata di un policristallo come un sistema di grani aventi
forma cubica.
Figura 27: Rappresentazione del bordo di grano e della superficie all’interfaccia tra grani (a).
Distribuzione della temperatura allo stato stazionario attraverso tre grani (b) .
La resistenza del policristallo denso può essere espressa come
intnRRR crystalpoly += (13)
dove Rcrystal è la resistenza termica del singolo cristallo, Rint è la resistenza termica del
bordo di grano (nota anche come resistenza di Kapitza Rk), n è il numero di bordi
attraversati dal flusso di calore. Combinando l’effetto dei pori e dei bordi di grano,
l’equazione per il calcolo della conducibilità termica equivalente per il materiale
policristallino diventa
1
int
1−
∗
+= R
l
nl
crystal
polyλ
λ (14)
in cui nl è il numero di bordi di grano lungo la distanza l e R*int è la resistenza termica dei
bordi di grano per unità di superficie.
Yang et al. (57) sviluppò un metodo per il calcolo di questa resistenza nello studio della
conducibilità termica di compositi Yttria-stabilized-Zirconia (eq. 15).
(a)

Introduzione _______________________________________________________________________
41
d
Rk0
0
1λ
λλ
+
= (15)
dove λ0 è la conducibilità del singolo cristallo, Rk è la resistenza di Kapitza e d è la
dimensione dei grani.
Sostituendo nel modello EMPT (eq. 12) λs con λpoly è possibile perciò calcolare la
conducibilità termica di un materiale poroso tenendo conto anche dell’effetto dei bordi di
grano. Questo modello però considera una miscela di due fasi omogenee, in cui regioni
distinte hanno dimensioni simili tra loro. Nella realtà i materiali porosi sono costituiti da
network di mesopori (2 nm < d < 50 nm) e macropori (d > 50 nm), per cui è possibile
ottenere un valore di conducibilità termica più attendibile effettuando un calcolo a due
step attraverso il metodo EMPT, come mostrato in Figura 28.
Figura 28: Calcolo a due step della conducibilità termica effettiva mediante il modello EMPT.
(a) networks di solido (bianco), mesopori e macropori. (b) Solido e mesopori, step 1:
λλλλsolido+mesopori. (c) Solido + mesopori in grigio e macropori, step 2: λλλλeff.
Nel primo step viene calcolata λs+m (solido e mesopori) della miscela costituita dalla parte
solida e dal network dei mesopori utilizzando nel modello EMPT i valori di λs (λpoly,
solido), λp (λair) e la frazione volumetrica νg ottenuta dal rapporto tra i volumi Vm
(mesopori) e Vs+m in cm3g-1 (Figura 28b). Quindi nel secondo step la conducibilità termica
effettiva del materiale λs+m+M (solido, mesopori e macropori) è determinata usando λs+m
come valore di conducibilità del solido λs, λair, e la frazione volumetrica νg ottenuta dal
rapporto tra VM (macropori) e Vs+m+M (Figura 28c). Infine, come già visto
precedentemente, il valore di λair viene influenzato anche dalla dimensione dei pori
(secondo quello che è noto come l’effetto Knudsen, (58,59)) e può essere corretto
applicando l’equazione 1. In questo modo il calcolo di λ eff viene effettuato tenendo in
considerazione una distribuzione bimodale dei pori, come rappresentato dalle equazioni
che seguono.
( ) ( ) ( ) ( )[ ]{ }( )2/12832133213
4
1gpolygpolyggppolyggms vvvv λλλλλλλ +−+−+−+−=+

Introduzione _______________________________________________________________________
42
( ) ( ) ( ) ( )[ ]{ }( )2/12832133213
4
1gmsgmsgggmsggMms vvvv λλλλλλλ +++++ +−+−+−+−=
Questo metodo permette di prevedere la conducibilità termica effettiva di materiali porosi,
considerando anche l’effetto della resistenza termica all’interfaccia dei bordi di grano,
della distribuzione bimodale dei pori e dell’effetto Knudsen sulla conducibilità dell’aria. In
quasi tutti questi casi, però, vengono presi in esame solo materiali aventi dimensioni delle
cristalliti dell’ordine dei µm, mentre manca un quadro di ricerca completo per quanto
riguarda i nanomateriali e i nanocompositi.
Nell’ambito della presente tesi i vari modelli sono stati confrontati con i dati sperimentali
misurati si materiali nanostrutturati a base di Al2O3.
1.5.4 L’ossido di alluminio.
L’ossido di alluminio, oggetto di studio della presente tesi, è un ben noto materiale
ceramico che trova applicazione in molti campi, in particolare l’Al2O3 non sinterizzata può
essere utilizzata sia come supporto catalitico, sia come isolante termico grazie ad
un’elevata area superficiale e ad un elevato volume dei pori, proprietà di tessitura che
possono essere controllate attraverso il processo di sintesi utilizzato.
L’Al(III) ha un comportamento anfotero; il minimo di solubilità dell’idrossido in soluzione
acquosa è a circa pH 6,5, ma esso può essere precipitato anche a valori di pH molto
lontani dal punto isoelettrico. In soluzione, la condensazione in oligomeri via olazione
avviene a pH>3, fino alla formazione del policatione Al13, ossia [Al13O4(OH)24(OH2)12]7+
(60-63). Un aumento del rapporto OH/Al, al di sopra del valore di 2.46, induce la
separazione di un solido la cui natura, cristallinità e caratteristiche di tessitura dipendono
dal pH, dalla temperatura, dalla velocità di precipitazione, dalla composizione ionica e
dalla concentrazione delle soluzioni di partenza, dal tempo di invecchiamento, dal
trattamento con disperdente (64-66). È possibile precipitare l’idrossido sia aumentando il
pH di una soluzione di Al3+ per aggiunta di una base, sia diminuendo il pH di una
soluzione di alluminato, Al(OH)4-. Precursori inorganici contenenti alluminio
comunemente utilizzati sono: AlCl3 (67), Na2O·Al2O3 (66), Al2(SO4)3·12H2O (68),
Al(NO3)3·9H2O (69). L’agente precipitante può essere NH4OH (67-69), o NH4HCO3 (70),
ma anche HNO3 (66), nel caso in cui il precursore sia sodio alluminato. Il precursore può
essere aggiunto utilizzando la cosiddetta precipitazione diretta o inversa, oppure
aggiungendo il precursore simultaneamente all’agente precipitante (68,69), o formandolo
in situ dalla decomposizione un precursore (ad esempio urea (71)).

Introduzione _______________________________________________________________________
43
Figura 29: Schema della struttura cristallina a doppio strato della boehmite (γγγγ-AlOOH):
ognuno degli ottaedri schematizzati ha al centro un atomo di alluminio e atomi di ossigeno o
gruppi idrossilici ai suoi vertici.
Per 3<pH<6, il precipitato si presenta sotto forma di boehmite microcristallina. La
boehmite, o γ-AlOOH, è un idrossido gelatinoso costituito da doppi strati di ioni alluminio
in coordinazione ottaedrica, circondati da ossigeni e gruppi idrossilici; i doppi strati, che
formano una struttura a fogli, spesso ripiegati, sono connessi tra loro da legami idrogeno
(Figura 29). Con aumento del pH di precipitazione (6<pH<9) aumenta la cristallinità della
boehmite che si forma (9). La precipitazione a pH>11, per acidificazione di una soluzione
di Al(OH)4-, porta invece alla bayerite, o α-Al2O3 (Figura 30) (21).
Diversi metodi di sintesi o l’uso di diversi precursori possono dare origine a diverse forme
di idrossido di alluminio, che a seconda del tipo di trattamento termico cui vengono
sottoposti si possono trasformare nelle varie fasi esistenti per l’ossido di alluminio (Figura
30).
(a)(a)

Introduzione _______________________________________________________________________
44
(b)(b)
Figura 30: Schema delle transioni di fase di Al2O3 (a) e modifiche dello spettro a raggi X (b)
per effetto della calcinazione a 700°C (A), 800°C (B), 900°C (C), 1000°C (D), 1100°C (E).
Le allumine di transizione γ (cubica), δ (ortorombica), θ (monoclina) sono metastabili, e
tendono a trasformarsi per effetto della calcinazione (Figura 30b) nell’unico allotropo
termodinamicamente stabile, l’α-Al2O3 (1000-1100°C), a simmetria esagonale, che
cristallizza generalmente in grossi cristalliti, comportando una drastica diminuzione
dell’area superficiale, e, se presente porosità, del volume dei pori. I cristalliti possono
aumentare da 20 nm a 70-150 nm durante la trasformazione in α-Al2O3 (72).
La sinterizzazione è originata dalla tendenza di ogni materiale solido, sia amorfo sia
cristallino, a minimizzare l’area dell’interfase solido-vapore, che ha un’alta energia libera.
La velocità di sinterizzazione e la cinetica di annichilazione del poro dipendono da una
serie di fattori quali le dimensioni dello stesso, il numero di grani che lo coordinano e la
mobilità ionica, che a sua volta dipende dalla natura del materiale. Negli ossidi, la
sinterizzazione avviene per diffusione in superficie e nella massa del solido degli ioni tra
particelle a contatto; la mobilità dei cationi metallici è tipicamente il fattore limitante. Uno dei metodi utilizzati per aumentare la stabilità termica comporta l’uso di droganti,
ovvero cationi introdotti in piccole quantità nell’allumina, in grado di ritardare la
transizione ad α-Al2O3. Tipicamente si tratta di ossidi alcalino-terrosi (Ba, Sr, Ca, Mg) (73)
o lantanidi (La, Pr, Sm, Ce, Yb) (74,75), ma anche altri elementi quali Zr e Si (76-78).
Il meccanismo d’azione è ancora controverso a causa della difficoltà di identificare
l’intorno chimico di tali ioni in interazione in l’allumina (79). La transizione ad α-Al2O3
necessita della presenza di centri di nucleazione, e del superamento della dimensione
critica delle particelle primarie (cristalliti). La nucleazione di α-Al2O3 avviene attraverso
una reazione di annichilazione tra vacanze anioniche e cationiche, che porta ad una

Introduzione _______________________________________________________________________
45
ristrutturazione del subreticolo di O. Le vacanze anioniche si originano da una
deidrossilazione dell’idrossido, quelle cationiche derivano dalla natura difettiva intrinseca
della struttura a spinello (77). Pertanto, i droganti efficaci sono quelli in grado di inibire la
crescita dei cristalliti per sinterizzazione e neutralizzano i potenziali siti di nucleazione
dell’α-Al2O3. Alcuni droganti agiscono a livello superficiale formando degli ossidi segregati
dall’allumina. Ad esempio il silicio forma dei ponti Si-O-Si e Si-O-Al a livello delle vacanze
anioniche, impedendo così la sinterizzazione e la nucleazione di α-Al2O3. Il lantanio
blocca i siti reattivi, formando strati di LaAlO3 a bassa energia di superficie, grazie alla
coerenza strutturale di tale fase perovskitica con l’allumina di transizione. Altri droganti
come lo zirconio sono in grado di formare delle soluzioni solide con l’allumina di
transizione, stabilizzandone la struttura e rallentando la cinetica di trasformazione ad α-
Al2O3 (77).

Introduzione _______________________________________________________________________
46
1.6 Ossidi metallici per applicazione in campo catalitico: gli
Advanced Photochemical Oxidation processes (APOs).
La legislazione europea affronta in modo esteso uno dei principali problemi ambientali
comuni, che riguarda lo smaltimento dei reflui industriali e di discarica. C’è una continua
ricerca di nuove tecnologie per il trattamento di questi reflui, che siano efficaci,
economiche e non nocive per l’ambiente. Il problema viene enfatizzato dalla scarsità di
acqua di cui soffrono molti paesi, e che rende necessario lo sviluppo di tecnologie
innovative che consentano il recupero delle acque reflue.
Attualmente sono diversi i metodi utilizzati per il recupero delle acque, che spaziano tra
trattamenti di tipo biologico a processi chimico-fisici. Il trattamento con fanghi attivi, che
includono microrganismi, batteri (95%) e altri organismi superiori, è il metodo biologico
più comunemente utilizzato, nonostante presenti numerosi svantaggi tra cui la bassa
velocità di reazione, l’inefficacia a basse concentrazioni di contaminanti e il problema
dello smaltimento dei fanghi. Le tecnologie tradizionali basate sull’assorbimento dei
contaminanti sfruttano l’uso del carbone attivo. Nonostante tale metodo sia abbastanza
efficace nell’estrazione di contaminanti organici dall’acqua, i problemi legati alla non
selettività dell’adsorbimento, al costo ed alla tossicità della rigenerazione del carbone
attivo, ne limitano l’applicazione (1,80,81). Infine l’ossidazione chimica (clorazione,
ozonizzazione) in generale non è sufficiente per mineralizzare tutte le sostanze
organiche, ed è economicamente vantaggiosa solo nel caso di elevate concentrazioni di
contaminanti. Sebbene il trattamento con ozono risolva il problema della clorazione
legato alla formazione di prodotti secondari tossici (trialometani), esso necessita della
produzione di O3 in situ e del conseguente diretto monitoraggio dei gas liberati (1,82-84).
Negli ultimi anni sono state sviluppate metodologie principalmente finalizzate alla
distruzione dei contaminanti non biodegradabili, tra cui i più importanti sono i cosiddetti
APOs, Advanced Photochemical Oxidation Processes, già diffusamente utilizzati nella
potabilizzazione delle acque (1,85). Il trattamento chimico delle acque industriali o del
percolato di discarica attraverso gli APOs può produrre la completa mineralizzazione dei
contaminanti a CO2, oppure la parziale degradazione di composti quali le sostanze
aromatiche alogenate ad intermedi biodegradabili (86) .
Gli APOs sfruttano l’alto potere ossidante dei radicali ossidrile, che possono essere
generati per via chimica o fotolitica a partire da diverse combinazioni di agenti ossidanti,
catalizzatori e sorgenti di radiazione nello spettro dell’ultravioletto o del visibile, rendendo
il processo facilmente adattabile alle specifiche esigenze di trattamento. Gli APOs
permettono la completa conversione dei contaminanti organici ed inorganici a CO2 e H2O,
ma presentano come svantaggio un elevato costo che non li rende adatti all’impiego su
larga scala (85,87).
Negli ultimi anni il trattamento fotocatalitico mediato da TiO2 ha destato un crescente
interesse (85,87-89), in quanto presenta diversi vantaggi tra cui:

Introduzione _______________________________________________________________________
47
1. la possibilità di ottenere una completa decontaminazione non selettiva della
materia organica ed inorganica in poche ore di trattamento, in condizioni di
temperatura e pressione ambiente (87);
2. l’efficacia anche a basse concentrazioni di contaminanti (ppb);
3. l’utilizzo di O2 quale unico ossidante;
4. la possibilità di adattare la forma di catalizzatore a specifici sistemi di reattori
(90).
1.6.1 La fotocatalisi eterogenea.
In generale una reazione fotocatalizzata può essere descritta dalla seguente
espressione:
I semiconduttori (ad es. TiO2, ZnO, Fe2O3) possono agire da promotori di reazioni redox
indotte da radiazione grazie alla loro struttura elettronica, che è caratterizzata dalla
presenza di una banda di valenza piena e una banda di conduzione vuota.
L’assorbimento di un fotone ad energia superiore al gap di energia di banda porta alla
formazione di una coppia buca/elettrone, la prima della banda di valenza (h+VB) è un
potente ossidante (da +1 a +3.5 V vs NHE a seconda del semiconduttore e del pH),
mentre l’elettrone della banda di conduzione (e-CB) è un riducente (da +0.5 a -1.5 V vs
NHE). Questi portatori di carica possono successivamente ricombinarsi e dissipare
l’energia sottoforma di calore, essere intrappolati da uno stato difettivo di superficie,
oppure reagire con donatori ed accettori di elettroni adsorbiti sulla superficie (89). In
Figura 31 sono schematizzati i principali processi che avvengono su un semiconduttore.
La coppia h+/e- può reagire direttamente con i contaminanti organici/inorganici adsorbiti,
oppure, in presenza di H2O e specie reattive come H2O2, promuovere la formazione di
radicali OH• altamente reattivi, che a loro volta possono attaccare il substrato. In pratica
ogni specie avente doppietti di non legame o legami π coniugati può essere soggetta ad
ossidazione da parte delle buche fotogenerate. Le reazioni riduttive sono meno frequenti
in quanto il potenziale di riduzione dell’elettrone della banda di conduzione è
significativamente inferiore al potenziale di ossidazione della buca. Ogni specie ionica
così formata può ricombinarsi per dare gli intermedi di reazione, che vengono infine
completamente mineralizzati a CO2 e H2O (Figura 32).

Introduzione _______________________________________________________________________
48
Figura 31: Schematizzazione dei principali processi che avvengono su una particella di
semiconduttore, e relative tempistiche: (a) formazione della coppia buca/elettrone; (b)
ossidazione di un donatore D; (c) riduzione di un accettare A; (d) ed (e) ricombinazione
buca/elettrone rispettivamente in superficie e nel bulk (91).

Introduzione _______________________________________________________________________
49
Figura 32: Reazioni primarie e secondarie (con ossigeno attivato) promosse dalla
fotoeccitazione di TiO2 durante la mineralizzazione di sostanze organiche in soluzione
acquosa.
Le reazioni di ossidazione e riduzione possono avvenire simultaneamente: i radicali
idrossili sono generati per reazione di h+VB con H2O adsorbita, ioni idrossido o con i
gruppi titanolo superficiali (>TiOH); e-CB, invece, sono ridotti per formare radicale
superossido (O2-•). Tra le reazioni secondarie si può avere la formazione di H2O2, che
partecipa alla degradazione della materia organica in modo diretto, come accettare di
elettroni, o indiretto come sorgente di OH• generati per scissione emolitica.
Sulla base delle precedenti considerazioni, i meccanismi primari che influenzano
maggiormente l’efficienza del processo fotocatalitico sono quindi (cfr Figura 31):
− la competizione tra la ricombinazione e la cattura superficiale di h+/e-;
− la competizione tra la ricombinazione di h+/e- superficiali e il trasferimento di
carica all’interfaccia.
Un buon fotocatalizzatore per essere tale deve essere chimicamente e biologicamente
inerte, fotocataliticamente stabile, assorbire efficacemente nella regione UV-VIS, facile da
produrre e da usare, economico, non tossico per uomo e ambiente. Proprietà come:
� la fase cristallina (anatase vs rutile);
� il particle size e l’area superficiale;
� le dimensioni e la forma delle particelle, che possono influenzare lo scattering
della radiazione;
� la densità dei gruppi OH superficiali e il numero di molecole di H2O adsorbite
(superidrofilicità fotoindotta, Figura 33);
� il numero e la natura dei siti di intrappolamento di carica in superficie e nel bulk;
� le caratteristiche di adsorbimento/desorbimento della superficie che dipendono
sia dal catalizzatore che dal substrato
giocano un ruolo importante nell’ efficienza fotocatalitica (92).
Il fenomeno della superidrofilicità fotoindotta avviene a partire dalla riduzione di Ti(IV) a
TI(III) da parte di e- e dal contemporaneo intrappolamento di h+ (per es. da ponti
ossigeno), che indebolisce i legami Ti-O del reticolo cristallino, con la conseguente

Introduzione _______________________________________________________________________
50
formazione di vacanze di ossigeno fotoindotte. L’idrossilazione superficiale avviene per
adsorbimento dissociativo di H2O.
Figura 33: Meccanismo di idrofilicità fotoindotta di TiO2 (1).
I gruppi OH superficiali partecipano direttamente al processo di fotodegradazione
agendo da siti di intrappolamento di h+ con la formazione di radicali idrossidi altamente
reattivi, oppure favorendo l’adsorbimento delle molecole di substrato.
1.6.2 Influenza dei parametri di processo.
Dosaggio del catalizzatore. In generale la decomposizione aumenta con l’aumento della
concentrazione di catalizzatore, grazie alla maggiore superficie disponibile per
l’adsorbimento delle varie specie. Al di sopra di una certa concentrazione, però, aumenta
anche l’opacità della soluzione, che può impedire la penetrazione della radiazione e
limitare perciò la velocità di mineralizzazione. Inoltre, ad elevate concentrazioni di TiO2 si
possono verificare alcune reazioni terminali che portano alla formazione di radicali
idroperossili (HO2•), molto meno reattivi di OH•:
Il dosaggio ottimale di TiO2 può variare entro un range relativamente ampio (0,15-8 g/L) a
seconda del sistema fotocatalitico e del fotoreattore utilizzato (84,85,87,90,93,94). Nel
caso di titania supportata, poiché l’area all’interfaccia è proporzionale allo spessore del
film poroso, maggiore è quest’ultimo, maggiore l’efficienza della fotodecomposizione
(95,96).
Concentrazione dei contaminanti. Il processo di fotocatalisi è tipicamente descritto da una
cinetica di reazione di primo ordine di specie adsorbite su una superficie:

Introduzione _______________________________________________________________________
51
( )[ ] ( ) ( )[ ]
( )[ ]( )i
ii
iSSk
SSKSk
dt
SSkR
+=−==
1θ (16)
dove [Si] è la concentrazione iniziale del substrato S, t il tempo di reazione, k(S) è la
costante di adsorbimento di Langmuir e K(S) è la costante di equilibrio per
l’adsorbimento1. Nel caso di soluzioni diluite ([Si]<10-3 M), k(S)[Si]<<1 e la cinetica è del
primo ordine; al contrario, a concentrazioni iniziali superiori la reazione procede secondo
ordine zero. A concentrazioni di substrato iniziali elevate, quindi, il catalizzatore va
incontro a saturazione dei siti attivi superficiali, con conseguente diminuzione
dell’efficienza del processo.
Temperatura. A causa della bassa energia di attivazione (pochi kJ/mol nel range 20-
80°C), la temperatura non influisce pesantemente sulla velocità di ossidazione
fotocatalitica (89). Tuttavia a basse temperature (<20°C) il desorbimento del substrato
dalla superficie del catalizzatore diventa il fattore limitante, mentre, invece, viene favorito
a temperature superiori a 80°C, dove è l’adsorbimento il rate determining step. Di
conseguenza l’intervallo di temperatura adatto ad ottimizzare il processo fotocatalitico è
20-80°C. L’assenza della necessità di energia termica è uno dei vantaggi che rendono il
trattamento fotocatalitico un processo economicamente attrattivo, in particolare per la
purificazione delle acque.
pH. In soluzione acquosa il pH influenza pesantemente la reattività di TiO2, in particolare
la carica superficiale delle particelle, le dimensioni degli aggregati e la capacità di
adsorbimento. La superficie del catalizzatore può essere carica negativamente o
positivamente a seconda che il pH del mezzo di reazione sia al di sopra o al di sotto del
punto isoelettrico (pHzpc) di TiO2 (4.5<pHzpc<7) (89).
Per titania Degussa P25 le corrispondenti costanti di acidità superficiale sono
pKTIOH2+=4,5 e pKTIOH=8, con pHzpc=6,25. Ciò significa che a valori di pH>6,25 viene
favorita l’interazione con donatori ed accettori cationici, mentre per pH<6,25 prevale
l’adsorbimento di sostanze anioniche. Il valore di pH influenza anche le dimensioni degli
aggregati di TiO2, che saranno maggiori in prossimità del valore di pH a carica zero.
Infine l’acidità dell’ambiente di reazione determina anche la quantità di radicale OH•
presente, che, oltre che attraverso i meccanismi rappresentati in Figura 32, può essere
prodotto anche attraverso le seguenti reazioni a catena (1):
1 si assume che il processo di adsorbimento sia descritto da un’isoterma di Langmuir.

Introduzione _______________________________________________________________________
52
Concentrazione di ossigeno. Nella depurazione delle acque dove i contaminanti sono
prevalentemente di natura organica, la presenza dell’ossigeno è indispensabile al fine di
ottenere la completa mineralizzazione. O2 sembra non competere con il substrato
organico per l’adsorbimento sulla superficie del catalizzatore, e le differenze tra utilizzare
aria (PO2=0,21 bar) oppure ossigeno puro (PO2=1 bar) sono modeste. La concentrazione
di O2 influenza la velocità di reazione dell’ossidazione fotocatalitica, in quanto è stata
verificata una dipendenza lineare con la formazione di OH• (97). Infine, essendo un
potente elettrofilo, può agire da scavenger di elettroni e ridurre la probabilità che si
verifichi la ricombinazione buca/elettrone (1).
Flusso fotonico. La velocità di ossidazione è proporzionale all’intensità della radiazione
ed al flusso fotonico utilizzati, che però non incidono sulla selettività del sistema
fotocatalitico (98). Questo conferma la natura fotocatalitica della reazione, e la
partecipazione di portatori di carica fotoindotti al meccanismo. Dati di letteratura hanno
dimostrato inoltre che il processo segue due regimi cinetici diversi a seconda del flusso
fotonico UV (Φ). Tuttavia, a causa del disaccordo tra risultati sperimentali, non esiste un
valore di flusso ben definito in corrispondenza di cui avviene il cambiamento del regime
cinetico. In generale è stato trovato che la reazione è del primo ordine per flussi inferiori a
circa 2,0-3,0 mW/cm2, mentre diventa di ordine 0,5 al di sopra di questo valore (99,100).
In condizioni di elevato flusso fotonico, infatti, la resa quantica della reazione diminuisce
perché la velocità di formazione della coppia h+/e- è superiore rispetto alla velocità
fotocatalitica, e questo favorisce il processo di ricombinazione buca-elettrone. Una
dimostrazione matematica dettagliata di questo effetto è riportata in (89). In condizioni di
flusso fotonico troppo elevato, infine, la cinetica di decontaminazione fotocatalitica
assume un ordine zero, e quindi dipende unicamente dal trasferimento di massa nel
sistema di reazione.
1.6.3 Il diossido di titanio.
Il diossido di titanio, utilizzato in questa tesi per processi fotocatalitici, viene ampiamente
utilizzato come pigmento bianco nell’industria della plastica e della carta, come colorante
alimentare (E171) e come additivo nell’industria farmaceutica, ed è considerato un
efficiente fotocatalizzatore. Il biossido di titanio può cristallizzare in diversi polimorfi: rutile
(sistema cristallino tetragonale, gruppo spaziale P42/mnm), anatase (sistema tetragonale,
gruppo spaziale I41/amd), brookite (sistema ortorombico, gruppo spaziale Pbca) e
TiO2(B) (sistema monoclino, gruppo spaziale C2/m. Dal punto di vista strutturale, rutile,

Introduzione _______________________________________________________________________
53
anatase e brookite sono costituiti da ottaedri (TiO26-) (Figura 34). Le tre strutture
cristalline differiscono tra di loro per la distorsione e per le modalità di assemblaggio di
questi ottaedri: essi sono connessi attraverso un vertice vertice in anatase, attraverso uno
spigolo comune in rutile, o entrambi in brookite (1,101) (Figura 35).
Figura 34: Rappresentazione delle strutture cristalline di anatase (a), rutile (b) e brookite (c).
Figura 35: Rappresentazione dell’assemblaggio degli ottaedri nelle stritture cristalline di
anatase e rutile.
Il rutile è la forma termodinamicamente più stabile a tutte le temperature e pressioni fino a
60 kbar. La stabilità relativa dipende anche dalle dimensioni delle particelle. Infatti l’ordine
di stabilità termodinamica delle tre forme cristalline è invertito per piccoli valori di particle
size (ps): in condizioni di dimensioni paragonabili la forma più stabile è anatase (A) per
valori inferiori a 11 nm, brookite (B) per 11 nm<ps<35 nm, rutile (R) per ps>35 nm (102).

Introduzione _______________________________________________________________________
54
Con il trattamento termico possono avvenire le seguenti trasformazioni
La sequenza di trasformazione tra i tre polimorfi dipende dalla dimensione delle particelle,
poiché le rispettive energie sono sufficientemente simili da far in modo che piccole
differenze di energia di superficie possano invertire le transizioni (36,102). Le forme di
anatase e rutile sono le più studiate per le loro applicazione come catalizzatori o come
materiali ceramici. La trasformazione diretta da anatase a rutile avviene a temperature
superiori a 600°C, e segue un meccanismo di nucleazione-crescita in cui si verifica un
riarrangiamento degli atomi di titanio e ossigeno, dopo la rottura dei legami Ti-O. Questa
trasformazione ed è influenzata da diversi fattori tra cui:
1. la presenza di difetti di reticolo e di superficie, che dipende dalla metodologia di
sintesi (103) e dalla presenza di droganti, e che favorisce la transizione di fase da
a anatase a rutile poiché le vacanze agiscono da siti di nucleazione.
2. il particle size, da cui dipendono la temperatura e la velocità di conversione.
Stabilizzando TiO2 mediante drogaggio con ioni metallici (La3+, Fe3+, Cr3+), viene
ritardata la sinterizzazione (36).
Da un punto di vista elettronico, il biossido di titanio è un semiconduttore di tipo n; il
valore di gap energetico (Eg) dell’anatasio è pari a 3,2 eV, quello del rutilo a 3,0 eV,
determinati dalle differenze nella struttura cristallina dei due polimorfi. Da questi valori e
dall’equazione
λλυ
1240===
hchEg (17)
risulta che l’anatase assorbe la luce avente lunghezza d’onda λ ≤ 388 nm, ossia dalla
porzione UVA dello spettro elettromagnetico, mentre il rutilo da λ ≤ 413 nm. Nella
equazione (18), h rappresenta la costante di Planck, ν la frequenza della radiazione
incidente e c la velocità della luce nel vuoto.
Sia anatase che rutile sono comunemente utilizzati come fotocatalizzatori, ma il primo
presenta una maggiore attività, che può essere attribuita al fatto che in rutile il livello
energetico della banda di conduzione è prossimo al potenziale di riduzione di O2, e ciò
ritarda la radicalizzazione dell’ossigeno (Figura 36). Inoltre anatase possiede un livello di
Fermi leggermente superiore, un grado di idrossilazione superficiale più elevato di rutile,
un’energia di band-gap maggiore, e la sua formazione avviene a temperatura inferiore
(T< 600°C), che comporta una maggior area superficiale disponibile per l’assorbimento e
la catalisi (1,104,105). Dati di letteratura riportano che la miscela anatase (70-75%)-rutile
(25-30%) presenta un’attività fotocatalitica superiore rispetto all’anatase puro (106). Un
esempio di TiO2 commerciale è Degussa P25, che è costituita da anatase/rutile in
A B RA B R

Introduzione _______________________________________________________________________
55
proporzione 80/20. La superiore fotoreattività è dovuta alla maggiore efficienza di
separazione di carica buca/elettrone promossa dalla natura multifasica delle particelle.
Figura 36: Posizioni delle bande di valenza e di conduzione in vari semiconduttori, e
importanti coppie redox a pH 0. Fotoriduzione: la banda di conduzione del semiconduttore
deve essere più negativa del potenziale di riduzione della specie chimica. Fotoossidazione:
la banda di valenza del semiconduttore deve essere più positiva del potenziale di
ossidazione della specie (91).
1.6.4 Il percolato di discarica.
La discarica rappresenta ancor oggi una delle vie preferenziali per lo smaltimento dei
rifiuti. Uno dei principali problemi ambientali riguardanti le discariche è la produzione di
percolato, un liquido che si forma dalla permeazione dell’acqua attraverso gli strati di
rifiuti da cui estrae molte sostanze inorganiche ed organiche , tra cui xenobiotici e metalli
pesanti. A causa dell’elevata concentrazione in componenti inquinanti il percolato deve
essere raccolto ed opportunamente trattato affinché possa essere scaricato direttamente
nel sistema fognario o nelle acque superficiali locali (85).
Poiché in generale la composizione quali-quantitativa del percolato è notevolmente
influenzata da diversi fattori come le condizioni ambientali e climatiche, l’età della
discarica e le sue caratteristiche progettuali, non è possibile stabilire un metodo
universale di trattamento dello stesso.
La composizione merceologica dei rifiuti, pur restando nell’ambito delle discariche per
rifiuti non pericolosi, può variare considerevolmente in ragione del fatto che, secondo il
D.Lgs 36/03, riguardante i criteri di ammissibilità dei rifiuti in discarica, possono essere
conferiti a questo tipo di discariche, oltre ai rifiuti solidi urbani (RSU), anche rifiuti
assimilabili agli urbani (RAU). Le caratteristiche chimico - fisiche dei rifiuti che influiscono
sulla composizione del percolato sono principalmente la quantità e il tipo di materia
organica biodegradabile, il contenuto in ione ammonio, metalli e sostanze tossiche,

Introduzione _______________________________________________________________________
56
l’umidità iniziale del rifiuto. Le modalità di pre-trattamento (selezione, triturazione,
compattazione e compostaggio) e quelle di deposizione del rifiuto (miscelazione di fanghi
e RSU, tipo di copertura giornaliera, ecc.), influenzano le caratteristiche fisiche dei rifiuti
(umidità e omogeneità dell’ammasso) e, quindi, quelle qualitative del percolato. E’ difficile
valutare l’influenza dei singoli parametri sulla composizione del percolato, poiché anche
all’interno della stessa discarica si notano variazioni di composizione tra settori diversi e,
in tempi diversi, nello stesso settore. Per quanto riguarda le caratteristiche della discarica,
quelle che influiscono maggiormente sulla composizione del percolato sono l’età, le
condizioni biologiche della discarica e l’andamento nel tempo delle reazioni di
degradazione biologica e chimico-fisica dei rifiuti che avvengono all’interno della discarica
stessa. In Tabella 5 viene riportata la tipica composizione del percolato di discarica, con i
valori limite di riferimento in base alla legge italiana per lo smaltimento dei reflui. I valori
quantitativi si riferiscono al percolato utilizzato nella presente sperimentazione.
Tabella 5: Composizione del percolato di discarica.
a Biochemical Oxygen Demand, misurato a cinque giorni dalla raccolta del campione. b Chemical Oxygen Demand.
Tra i diversi valori riportati si segnalano quelli relativi al COD, l’abbattimento del quale è
stato oggetto dello studio.
1.6.5 Acque reflue provenienti dall’industria del sughero.
Il trattamento industriale del legno, e nello specifico del sughero per la produzione di
tappi da vino, include vari passaggi tra cui pulitura, disinfezione e lavaggio umido del
materiale di partenza. Questo processo consiste nella bollitura del sughero in acqua per
favorire l’espulsione di tutte quelle sostanze che, una volta a contatto con il vino,
potrebbero rovinarne la qualità. L’acqua di trattamento del sughero e/o legno in generale
Paramero Unità valore FASE
ACIDOGENICA
FASE
METANOGENA
Valore limite
per scarico in
acque
superficiali
Valore limite
per scarico
nel sistema
fognario
av min/max av min/max pH pH unit 7,6 7.4 6.2-7.8 7.6 7.0-8.3 5,5-9,5 5,5-9,5
Conducibil mS/cm 10890 Oxidabilità mg/l O2 505,6
BOD5 a mg/l 980 6300 600-27000 230 20-700 40 250
CODb mg/l 2300 7500 950-40000 2500 460- 160 500 Cd µg/l mg/l <0,01 37.5 0.7-525 37.5 0.7-525 0,02 0,02
Cr totale mg/l 0,205 0.16 0.002-0.52 0.16 0.002- 2 4 Cr VI mg/l <0,1 0,2 0,20 Fe mg/l 4,25 135 3-500 25 4-125 2 4 Mn mg/l 0,254 11 1-32 2 0.3-12 2 4 Ni mg/l 0,059 0.19 0.01-1 0.19 0.01-1 2 4 Pb mg/l 0,011 0.16 0.008-0.4 0.16 0.008- 0,2 0,3 Cu mg/l 0,022 0.09 0.005-0.56 0.09 0.005- 0,1 0,4 Zn mg/l 0,069 2.2 0.1-16 0.6 0.1-3.5 0,5 1,0
SO42- mg/l 59,9 200 35-925 240 25-2500 1000 1000 Cl- mg/l 796,5 2150 315-12400 2150 315- 1200 1200
NH4+ mg/l 240,2 740 17-1650 740 17-1650 15 30
NO2- mg/l <0,15 0,6 0,6 NO3- mg/l 0,58 20 30 fenoli mg/l 0,108 0,5 1
B mg/l 2 2 4

Introduzione _______________________________________________________________________
57
è quindi una miscela complessa con un’elevata concentrazione di contaminanti organici
tra cui acidi fenolici, tannini, 2-4-6 tricloroanisolo e pentaclorofenolo (82). Per la
produzione di tappi di sughero di buona qualità, che aiutino a preservare le caratteristiche
organolettiche del vino, è quindi necessario sostituire frequentemente l’acqua di bollitura.
In generale quindi, si osserva che in diversi processi relativi alla lavorazione del legno
vengono utilizzate quantità, anche elevate, di acqua calda. Pertanto, un trattamento che
favorisca l’allontanamento di tali contaminanti in modo efficace è utile, anche per
permettere il riutilizzo delle acque di processo. Poiché a causa dell’elevata tossicità dei
composti fenolici un trattamento biologico non sarebbe sufficiente, la decontaminazione
richiede un processo di tipo chimico (88).

Scopo della tesi _______________________________________________________________________
58
1.7 Scopo della tesi.
Il lavoro di ricerca sviluppato in questa tesi di dottorato verte sulla tematica dell’utilizzo di
materiali nanostrutturati per applicazioni in processi catalitici e per lo sviluppo di
termoisolanti ad alte prestazioni. In fattispecie vengono focalizzati gli aspetti fondamentali
di strutturazione di ossidi inorganici allo scopo di promuovere le proprietà di
termoisolamento e di approfondire la conoscenza di base della dipendenza di tali
proprietà dalla tessitura e dalla struttura del materiale, per una possibile applicazione in
pannelli termo-isolanti con proprietà di ritardante di fiamma. Nell’ambito di tale studio si
sono focalizzati anche aspetti relativi al processo di sintesi dell’ossido nanostrutturato,
allo scopo di procedere alla fase di scale-up industriale.
La seconda parte del lavoro è focalizzata sull’abbattimento di inquinanti da percolato di
discarica e reflui industriali per via fotolitica, con l’utilizzo di catalizzatori strutturati, a base
di TiO2 coadiuvati da processi Fenton-like.

Parte sperimentale _______________________________________________________________________
59
2 Parte sperimentale: ossidi metallici per
isolamento termico.
2.1 Sintesi di materiali aerogel.
2.1.1 Sintesi sol-gel di materiali a base di Al2O3.
I materiali a base di allumina sono stati ottenuti utilizzando una procedura sintetica sol-gel
con precipitazione inversa, il cui schema generale è riportato in Figura 37. (WO
2006/07203, Appl.Date 30/12/2005 e PCT/EP2007/064310 del 20/12/2007). La presente
metodologia di sintesi consente di ottenere un prodotto finale avente porosità superiore al
90%, con una distribuzione dei pori monomodale centrata nella regione dei mesopori, e
privo di macroporosità. La soluzione metallica e quella precipitante sono state preparate
utilizzando l’azeotropo isopropanolo/acqua (88:12 %wt) come solvente di reazione, da
qui in poi indicato come PR-AZ.
Calcinazione 700°C, 5 h (8)
Riflusso in alcol 80°C, 4-6 h (6)
Essiccazione 120 °C, 8÷24 h (7)
Al(NO3)3⋅9H2O+M(NO3)m
(1)
Filtrazione e lavaggio (4)
H2O2 30%m/m (2)
Precipitazione in NH3 15% (3)
Dispersione in i-PrOH (5)
Calcinazione 700°C, 5 h (8)
Riflusso in alcol 80°C, 4-6 h (6)
Essiccazione 120 °C, 8÷24 h (7)
Al(NO3)3⋅9H2O+M(NO3)m
(1)
Filtrazione e lavaggio (4)
H2O2 30%m/m (2)
Precipitazione in NH3 15% (3)
Dispersione in i-PrOH (5)
Figura 37: Schema della procedura generale per la sintesi sol-gel di ossidi misti a base di
Al2O3.
Le seguenti note esplicative si riferiscono ai passaggi numerati riportati in figura.
1. Il pH della soluzione di Al(NO3)3,·9H2O in è intorno a 1; La concentrazione del
precursore è [Mn+]≈0,6M nel caso dell’allumina. Per la sintesi di 5 g di prodotto la
velocità di aggiunta della soluzione è 2,5 mL min-1. Variando le quantità di

Parte sperimentale _______________________________________________________________________
60
prodotto da sintetizzare, è preferibile variare la velocità di gocciolamento
mantenendo costante la velocità per unità di massa 0,5 mL min-1 g-1. Durante la
precipitazione si termostatata il sistema a 15-20°C.
2. H2O2 viene aggiunta alla soluzione del precursore prima della precipitazione.
Tipicamente viene utilizzata una quantità di H2O2 30% (Fluka) tale che Al:H2O2
1:6.
3. NH3 in soluzione acquosa 30% o 15%m/m, viene diluita in PR-AZ ad una
concentrazione di [NH3]≈ 9M.
4. il pH alla fine della precipitazione è intorno a 9,5. Il prodotto viene filtrato e lavato
ripetutamente in PR-AZ finchè il pH non scende a circa 8,5.
5. risospensione in isopropanolo assoluto al termine dell’ultimo lavaggio.
6. trattamento termico a riflusso a 80°C per 4-6 ore.
Si riporta, a titolo di esempio, la procedura di sintesi di 5 g di Al2O3.
37,126 g di alluminio nitrato nona-idrato sono sciolti in 60 ml di acqua ossigenata
(Al:H2O2=1:6). Si aggiungono quindi 90 ml di PR-AZ. La soluzione così ottenuta è
addizionata ad una soluzione di 60 ml di ammoniaca al 30%p/p e 40 ml di PR-AZ,
utilizzando una velocità di addizione di 2,5 ml/min per formare un idroalcolgel con un
contenuto di acqua non superiore a 65%. Il prodotto viene quindi filtrato e redisperso in
100 ml di PR-AZ, ripetendo tale operazione complessivamente due volte. Il filtrato finale
viene quindi trattato in 100 ml di 2-propanolo (puro) a riflusso per 8 ore, raffreddato e
filtrato. Il prodotto viene successivamente essiccato a 120°C per 4 ore, e calcinato a
700°C per 10 h.
Con procedura analoga sono stati preparati anche altri ossidi con composizione variabile,
ad es. ZrO2(40%)/Al2O3 ecc.
2.1.2 Sintesi per impregnazione via incipient wetness di materiali a base
di Al2O3.
L’impregnazione della zirconia su allumina è stata condotta con metodo di incipient
wetness su un supporto di allumina utilizzando una soluzione di zirconio nitrato al 20,19%
m/m come precursore. La scelta del precursore metallico influenza la struttura, la qualità
del deposito finale e la distribuzione delle dimensioni dei cristalliti. Questa tecnica viene
comunemente utilizzata quando sussiste un’interazione debole tra supporto e metallo
depositato altamente disperso. La soluzione di zirconio viene opportunamente diluita fino
a portarla ad un volume pari a quello necessario ad impregnare la γ-Al2O3 (M) ad incipient
wetness, stimato uguale al volume dei pori misurato mediante fisiadsorbimento di N2. La
γ-Al2O3 (M) è stata ottenuta per calcinazione a 700 °C per 5 ore di una pseudoboehmite
commerciale (2).
La soluzione viene aggiunta goccia a goccia all’allumina, precedentemente essiccata in
stufa a 120 °C per 1 h, con una pipetta pasteur, avendo cura di distribuirla il più

Parte sperimentale _______________________________________________________________________
61
omogeneamente possibile. Mescolando accuratamente in un mortaio durante la
penetrazione, si ottiene una buona distribuzione del sale sull’ossido. La soluzione
penetra per capillarità all’interno dei pori del solido su cui non deve surnatare liquido, per
evitare che durante la precipitazione del sale la distribuzione del precursore non sia
uniforme e si formino cristalliti più grandi a causa della migrazione che si avrebbe nelle
fasi successive della preparazione.
L’allumina impregnata viene essiccata a 120 °C per 6 h, quindi calcinata a 500-700 °C
per 5 h.
2.1.3 Sintesi di compositi fibra- aerogel.
In previsione di un prodotto finale costituito da una fibra ceramica quale supporto per un
materiale aerogel nanostrutturato, è necessario assestare le condizioni del processo, ed
in particolare la metodologia della deposizione dell’aerogel e le modalità di sintesi dello
stesso e del processo di scale-up. E’ stata quindi analizzata l’importanza di alcuni
parametri di sintesi, spesso non considerati nella preparazione di solidi per
precipitazione.
Lo schema generale di sintesi applicato per la produzione dei materiali aerogel è
riproposto in Figura 38, in cui sono stati messi in evidenza gli step più importanti nella
determinazione delle proprietà del prodotto finale.
Calcinazione 700°C, 5 h
Riflusso in i-PrOH80°C, 4-6 h
Essiccazione 120 °C, 8÷24 h
Al(NO3)3⋅9H2O+M(NO3)m
+ H2O2
Filtrazione e lavaggi
Precipitazione inversa
in NH3 15%
Calcinazione 700°C, 5 h
Riflusso in i-PrOH80°C, 4-6 h
Essiccazione 120 °C, 8÷24 h
Al(NO3)3⋅9H2O+M(NO3)m
+ H2O2
Filtrazione e lavaggi
Precipitazione inversa
in NH3 15%
Figura 38: Schema generale di sintesi di materiali aerogel nanostrutturati.
Poiché la polvere di per sé per caratteristiche fisico-chimiche non può essere facilmente
supportata su fibra, l’attenzione è stata quindi posta sulla preparazione di un precursore
che possa essere facilmente depositato. Dall’analisi del processo risulta evidente che il

Parte sperimentale _______________________________________________________________________
62
gel/sospensione risultante dal trattamento termico in alcol si presenta quale precursore
più facilmente utilizzabile per la strutturazione del composito aerogel-fibra.
Di fatto, il composito aerogel-fibra viene utilizzato in industria in diverse applicazioni di
forte interesse, sia tecnologico che industriale. La Figura 39 mostra un esempio
commerciale di applicazione di aerogel supportati su fibra per la produzione di materiali
isolanti.
Figura 39: Esempio di applicazione di aerogel. (A) Blanket per applicazione nell’aeronautica
(tecnologia attuale), che viene inserito in una protezione di silicone (B) per essere utilizzato
quale termoisolante su parti del motore.
In questa fase dello studio sono state analizzate le proprietà del gel che possono
influenzare le caratteristiche di tessitura del solido finale, ed in che modo le prime
possono essere modificate in fase di sintesi. I principali parametri di sintesi possono
essere riassunti in:
1. Concentrazione di precursore metallico nella soluzione iniziale.
2. Concentrazione di H2O2/ NH3.
3. Velocità di precipitazione del precursore.
4. Velocità di agitazione in fase di precipitazione.
5. Volumi di solvente di lavaggio.
6. Volume di solvente/ durata nel trattamento termico in alcol.
I gel sintetizzati sono stati caratterizzati attraverso la misura delle proprietà reologiche e
della distribuzione degli agglomerati mediante analisi granulometrica.
Per motivi di riservatezza, essendo il lavoro condotto in collaborazione industriale,
nell’ambito della presente tesi vengono trattati solamente alcuni aspetti del processo, e
specificatamente l’effetto della velocità di agitazione in fase di precipitazione sulle
proprietà reologiche, fattore critico per la preparazione dei compositi.
2.2 Caratterizzazione delle polveri (tessitura/struttura).
Nell’ambito della tesi si è proceduto alla caratterizzazione delle proprietà di tessitura e
struttura. Per quanto riguarda la tessitura, essere in grado di misurare l’area superficiale
A B

Parte sperimentale _______________________________________________________________________
63
e la dimensione dei pori di un solido risulta indispensabile per comprendere le proprietà
ad esso associate, e per disegnare un materiale con specifiche caratteristiche di porosità.
La struttura superficiale, che comprende oltre all’estensione della superficie, la
morfologia, il volume e la dimensione dei pori, è detta, con un termine di derivazione
anglosassone, tessitura.
2.2.1 Fisiadsorbimento di N2 a 77K.
Le caratteristiche di tessitura di un solido possono essere determinate attraverso misure
di adsorbimento fisico o fisiadsorbimento di gas, in quanto:
1. è accompagnato da bassi calori di adsorbimento (2÷6 Kcal/mol), non
comportando quindi modifiche strutturali della superficie per effetto della misura,
che quindi è non-distruttiva. Le interazioni tra gas adsorbito e superficie sono
infatti del tipo di Van der Waals (ione-dipolo, ione-dipolo indotto, dipolo-dipolo).
2. la superficie può essere ricoperta da più di uno strato molecolare. La
condensazione del vapore determina il riempimento dei pori permettendo quindi
di misurarne il volume.
1. Non avviene a temperature elevate.
2. L’equilibrio di adsorbimento fisico viene raggiunto rapidamente poiché l’energia di
attivazione del processo è nulla (tranne che nell’adsorbimento in piccoli pori,
dove la diffusione può limitare la velocità di adsorbimento).
3. L’adsorbimento fisico è completamente reversibile e questo permette lo studio sia
del processo di adsorbimento che di quello di desorbimento.
4. Molecole fisicamente adsorbite non sono costrette su siti specifici e sono libere di
ricoprire l’intera superficie: in questo modo è possibile determinare l’area
superficiale totale del solido piuttosto che il numero di singoli siti.
2.2.2 Misura dell’area superficiale (BET).
Conoscendo l’area occupata da una singola molecola adsorbita è possibile determinare
l’area superficiale, misurando il numero di molecole di gas adsorbito necessarie per
ricoprire completamente la superficie di un solido con formazione di un monostrato.
Il metodo BET (Brunauer, Emmett e Teller) consente di determinare sperimentalmente
questa grandezza. Il modello assume che l’adsorbimento avvenga con formazione di una
serie di strati, le cui molecole adsorbite più esterne siano in equilibrio col vapore. La
determinazione dell’area superficiale si ottiene da questo modello attraverso l’equazione
di BET:
( )[ ] 00
11
1
1
P
P
Cn
C
CnP/Pn mm
−+=
− (18)
dove:

Parte sperimentale _______________________________________________________________________
64
P = pressione del gas;
P0 = pressione di saturazione del gas (pressione atmosferica);
n = massa del gas adsorbito alla pressione P;
nm= massa del gas adsorbito nel primo monostrato;
C = costante di BET (dipendente dal tipo di interazione tra adsorbente ed adsorbito)
nell’intervallo 0,05< 0P
P< 0,30 il grafico di
( )[ ]1
1
0 −P/Pn in funzione di
0P
P è
generalmente una retta la cui pendenza s e intercetta i sono:
Cni
Cn
Cs
mm
11=
−=
Risolvendo le due equazioni in nm e C si ottiene:
11
+=+
=i
sC
isnm
L’area superficiale S può quindi essere calcolata come:
M
aNnS mAm= (19)
con:
NA = numero di Avogadro;
M = peso molecolare del gas adsorbito;
am = area occupata da una molecola di gas adsorbito. (0.162 nm2 per mol per N2)
2.2.3 Determinazione della distribuzione dei pori.
I pori vengono classificati in base alle loro dimensioni nel modo seguente:
• Micropori, con diametro inferiore ai 2 nm;
• Mesopori, con diametro compreso tra 2 e 50 nm;
• Macropori, con diametro maggiore di 50 nm.
Un’indicazione sulla porosità dei solidi viene data dalla forma dell’isoterma di
fisiadsorbimento. Secondo la classificazione proposta dalla IUPAC, esse possono essere
distinte in sei tipi fondamentali (Figura 40) (107):

Parte sperimentale _______________________________________________________________________
65
Pressione relativa Pressione relativa
Vol
ume
adso
rbito
Vol
ume
adso
rbito
0pp0pp
Figura 40: Tipi di isoterme (a) e tipi di isteresi (b) secondo la classificazione IUPAC.
Isoterma di tipo I: caratteristica di sistemi microporosi, caratterizzati da una area
superficiale esterna relativamente bassa e da un elevato contributo dell’interno dei pori,
la cui determinazione risulta limitata essenzialmente dall’accessibilità del volume
microporoso. Isoterma di tipo II: relativa a sistemi non porosi o macroporosi. Essa rappresenta un
tipico adsorbimento a più strati.
Il punto B viene generalmente considerato corrispondente al completamento di un
monostrato di molecole fisiadsorbite e all’inizio della formazione degli strati successivi.
Isoterme III e V: poco comuni; la loro forma è determinata da interazioni molto deboli tra
adsorbito ed adsorbente.
Isoterma di tipo IV: è la più comune ed è tipica di sistemi mesoporosi. La parte iniziale
risulta simile a quella dell’isoterma di tipo II, mentre a più alti valori della pressione
relativa presenta la caratteristica isteresi che è associata alla condensazione capillare
che avviene nei mesopori. La forma di tale isteresi varia notevolmente a seconda della
geometria dei pori. Isoterma di tipo VI: è il caso di un adsorbimento su classi di siti energeticamente
uniformi. È stato osservato solo nel caso di zeoliti ben cristallizzate.
I diversi tipi di isteresi sono classificati in quattro gruppi, indicati rispettivamente con H1,
H2, H3, H4 in 13(b). Le isteresi di tipo H1e H4 rappresentano due situazioni estreme: il primo andamento è
spesso ottenuta con agglomerati compatti di particelle sferiche con dimensioni e
disposizione uniformi mentre la seconda viene ottenuta con adsorbenti i cui pori sono
originati dall’agglomerazione di particelle di forma essenzialmente bidimensionale.
Le isteresi di tipo H2 e H3 rispettivamente, caratterizzano agglomerati di particelle
sferoidali e lamellari, di dimensioni non uniformi.

Parte sperimentale _______________________________________________________________________
66
Le isteresi sono spesso difficilmente classificabili in maniera univoca in uno dei quattro
gruppi: in molti casi, il materiale presenta una distribuzione di particelle, che formano pori
differenti per forma e dimensioni.
A seconda della classe di appartenenza dei pori, sono stati sviluppati diversi metodi per
la determinazione della distribuzione delle dimensioni.
Il modello più comunemente utilizzato per descrivere i processi di adsorbimento e
condensazione che avvengono nei mesopori è il metodo di Barrett, Joyner ed Halenda
(“BJH”) (108). Nella regione della condensazione capillare
> 40
0.
P
P all’aumentare
della pressione del gas si verifica un aumento dello spessore dello strato adsorbito sulle
pareti dei pori. La condensazione capillare nei pori cilindrici di raggio rc viene descritta
dall’equazione di Kelvin:
c
m
RTr
θwγ
P
P cos2ln
0
−= (20)
dove:
γ = tensione superficiale del liquido
wm = volume molare
R = costante dei gas
T è la temperatura
θ è l’angolo di contatto tra le molecole condensate e lo strato sottile adsorbito sulle
pareti.
Quest’ultimo termine tiene conto del fatto che la condensazione capillare avviene durante
la determinazione dell’isoterma e, quindi, le pareti dei pori si trovano già ricoperte da uno
strato adsorbito, il cui spessore è determinato dal valore della pressione relativa. Per
semplicità, nelle applicazioni pratiche si assume θ uguale a zero.
Esaminando punto per punto l’isoterma di adsorbimento nell’intervallo 0.42<P/P0<0.98 si
può ottenere il volume dei mesopori e la loro distribuzione.
Essendo il raggio dei pori funzione della pressione di condensazione, è possibile quindi
ottenere una rappresentazione della distribuzione dei pori; sono stati sviluppati molti
metodi per la sua determinazione, differenziati soprattutto per l’intervallo di dimensione
dei pori a cui sono applicabili (micropori, mesopori o macropori). A causa dell’isteresi, la
curva di distribuzione è differente a seconda che sia calcolata nel ramo ascendente
(adsorbimento) o discendente (desorbimento) dell’isoterma.

Parte sperimentale _______________________________________________________________________
67
0
0,5
1
1,5
2
2,5
1 10 100 1000
Diametro medio dei pori (nm)
dV
/dlo
g(D
) I
0
0,2
0,4
0,6
0,8
1
1,2
Vo
lum
e d
ei
po
ri c
um
ula
tiv
o
(cm
3/g
)
Figura 41: Esempio di curva di distribuzione dei pori (■) e di volume cumulativo (●).
Una delle possibili rappresentazioni, da noi utilizzata, è data dalla derivata, rispetto al
logaritmo decimale del diametro dei pori, dell’incremento del volume dei pori misurato, in
fase di desorbimento del gas, a ogni valore della pressione relativa. Questo modello ha
validità per pori con diametro maggiore di 4 nm. In Figura 41 sono riportati, a titolo di
esempio, la distribuzione e il volume complessivo misurati con questo metodo in
un’allumina mesoporosa. Il valore del diametro dei pori è riportato su scala logaritmica.
Le isoterme di adsorbimento e desorbimento di N2 a –196°C (BET) sono state ottenute
utilizzando un porosimetro Tristar 3000 (Micromeritics).
La misura di fisiadsorbimento viene eseguita su una quantità di solido variabile tra i 25 e i
200 mg, in dipendenza dalla porosità del materiale. Il solido, posto in un palloncino in
quarzo, viene sottoposto a un pretrattamento in vuoto (~0.1 torr) a caldo (350 °C per
materiali calcinati, 120 °C per materiali essiccati) per 16÷24 h, per eliminare l’umidità
contenuta nei pori ed eventuali altre molecole adsorbite.
Una volta pesato, il campione, contenuto in un tubo in quarzo, viene evacuato dallo
strumento, portato alla temperatura criogenica, ed esposto al gas di analisi a una serie di
valori di pressione. Ad ogni incremento di pressione, la pressione di equilibrio P è
confrontata con la pressione di saturazione (P0), e viene misurata la quantità di gas
adsorbito dal campione, espressa come volume i gas a temperatura e pressione
ambiente, e registrata in funzione della pressione relativa P/P0. Quando si raggiunge la
pressione di condensazione del gas P0 (pressione atmosferica), lo strumento inizia il
processo di desorbimento, riducendo la pressione e registrando il ramo discendente
dell’isoterma.
Dalle proprietà di tessitura sono poi stati determinati i valori di densità relativa, densità
reale, porosità percentuale, e diametro dei grani (109), secondo le equazioni 21-24.

Parte sperimentale _______________________________________________________________________
68
( ) 100% ×=XRD
reld
dd (21)
+
=
pori
XRD
reale
Vd
d1
1 (22)
1001
(%) ×
+
=
XRD
pori
pori
dV
VP (23)
XRDdSD
*
6000= (24)
Dove dXRD è la densità del solido in g/cm3 in assenza di porosità, ossia determinata
attraverso la tecnica a raggi X, Vpori è il volume dei pori in ml/g misurato per
fisiadsorbimento di azoto, D è il diametro dei grani in nm e S è l’area superficiale BET in
m2/g.
2.2.4 Diffrazione di raggi X di polveri.
La diffrazione da polveri è una delle più diffuse tecniche di caratterizzazione dei materiali
ed è tradizionalmente usata come tecnica di routine per l’analisi diagnostica e
quantitativa di fasi cristalline, per la misura accurata dei parametri di cella, per studi di
tessitura ed orientazione preferenziale. La diffrazione è l’ interferenza che subisce la
radiazione elettromagnetica che diffonde da un oggetto posto sul cammino della
radiazione, a causa della riflessione di onde da piani cristallini diversi ma paralleli (Figura
42). Questo fenomeno viene descritto dalla legge di Bragg (eq.25).
Θ= sin2 hkldnλ (25)
dove Θ è l’angolo che il fascio incidente forma con un piano cristallino, d è ala distanza
tra due piani adiacenti, λ è la lunghezza d’onda della radiazione, n è l’ordine della
diffrazione.

Parte sperimentale _______________________________________________________________________
69
Figura 42: Diffrazione di raggi X da una serie di piani reticolari.
Gli spettri sono stati registrati utilizzando un diffrattometro Siemens Kristalloflex Mod. F
con sorgente Cu Kα, fornito di filtro di nichel per la sottrazione della radiazione Kβ,
operante a 40kV e 20mA; fenditure 1°, 1°, 0.15°, 0.15°. Gli spettri sono registrati con un
passo di 0.02°, tempo di acquisizione 10 s.
Altri spettri sono stati registrati con uno strumento Philips X'Pert, presso il Dipartimento di
Scienze e Tecnologie Chimiche dell’Università di Udine, anch’esso con sorgente di Cu
Kα filtrata con Ni. La sorgente di raggi X opera a una tensione di 40 kV e con una
corrente di 40 mA. Gli spettri sono stati raccolti usando un passo di 0.02° e un tempo di
acquisizione di 40 s. L’intervallo 2Θ considerato è 10-100°. Il goniometro di entrambi gli
strumenti è stato calibrato mediante uno standard di silicio fornito dal costruttore.
L’identificazione dei picchi di diffrazione e la determinazione della dimensione dei
cristalliti è stata effettuata tramite il software Peakfit, mediante il quale è possibile
separare e quantificare in modo accurato i riflessi, avendo a disposizione varie funzioni di
approssimazione di forma tra le quali il modello Gaussiano, Lorentziano e Voigt.
Le informazioni ricavate dall’analisi sono:
• l’intensità e la frazione in massa di ciascuna fase, limitatamente al contributo
rilevabile all’XRD (fasi cristalline)
• l’ampiezza delle righe spettrali espressa come FWHM (Full Width at Half
Maximum)
• i parametri di cella.
La determinazione delle dimensioni medie dei cristalliti è stata effettuata tramite il metodo
dell’ampiezza di riga che consiste nell’applicazione dell’equazione di Scherrer (110).
22
0cos Sisp
hklB
BBθ
λKd
−= (26)
laddove:
dB = diametro medio dei cristallini,

Parte sperimentale _______________________________________________________________________
70
λ = lunghezza d’onda della radiazione utilizzata, nel nostro caso 1.5418 nm,
K = costante di Scherrer ( = 0.90).
θ0 = (in radianti) angolo di Bragg del riflesso considerato.
Bsp = (in radianti) ampiezza della riga a metà altezza (FWHM)
BSi = (in radianti) ampiezza strumentale della riga a metà altezza, misurata per un
campione di Silicio di riferimento a cristalliti molto grandi.
La dB così calcolata è approssimabile a <D>v, definita come la dimensione apparente del
dominio, ossia lunghezza media di una colonna di celle elementari nella direzione del
vettore di diffrazione. Si noti che, essendo il valore di <D>v dipendente dallo specifico
piano reticolare, è possibile ottenere valori differenti di dimensione dei cristalliti a seconda
della riga spettrale utilizzata per il calcolo, se il materiale ha cristalliti di forma anisotropa
(111).
Operativamente, questo valore viene calcolato, per ZrO2, dal picco base (indice di Miller
(1 1 1) per le fasi cubiche, (1 0 1) per quelle tetragonali). Per l’allumina γ o θ, il riflesso è
quello a 2Θ ≈ 67° (rispettivamente (2 2 0) e (7 1 2)); per α-Al2O3 è stato invece
considerato il riflesso a 2Θ ≈ 35°. Come valore di FWHM per il silicio di riferimento viene
utilizzato quello del riflesso ad angolo più vicino a quello scelto per la fase allo studio, in
quanto la larghezza del picco a metà altezza cambia con il variare dell’angolo.
2.3 Determinazione delle proprietà termoisolanti: laser flash
method.
La determinazione della diffusività termica dei materiali trova la sua importanza nella
progettazione di nuovi prodotti termoisolanti, nei controlli di sicurezza nei processi e nel
controllo di qualità. La tecnica laser flash è un metodo di analisi che è stato anche
standardizzato con norme ASTM (E1461). Esso viene utilizzato per la misura della
diffusività termica, del calore specifico e per la determinazione della conducibilità termica
di una vasta gamma di materiali solidi, anche in forma di film sottili (112,113). Esistono
diversi metodi basati sulla trasmissione del calore in stato stazionario e non, adatti alla
misura di questi parametri, ma essi in genere presentano dei limiti legati a lunghi tempi di
analisi o alla dimensione dei campioni. L’utilità del metodo “laser flash” risiede in alcuni
importanti vantaggi:
• richiede campioni a geometria molto semplice (quadrata o cilindrica), con
dimensioni ridotte (13 mm di diametro/lato e pochi mm di spessore);
• necessita di tempi di analisi molto brevi;
• permette di misurare un ampio intervallo di diffusività (10-3-10 cm2/s);
• può essere utilizzato anche per la misura di altre proprietà termofisiche, come
il calore specifico e la conducibilità termica;
• può essere utilizzato per testare campioni entro un ampio range di
temperature, anche nel caso di materiali fusi (114).

Parte sperimentale _______________________________________________________________________
71
I principali svantaggi della tecnica sono legati a :
• necessità di accurata messa a punto delle condizioni di misura;
• preparazione del campione che richiede elevata accuratezza e precisione;
• necessità di adeguato campionamento per campioni di dimensioni di
interesse pratico.
Di conseguenza, al fine di ottenere misure accurate e precise è necessario procedere ad
un assestamento delle condizioni sperimentali della misura, che sono funzione dello
strumento specifico.
2.3.1 Principio di funzionamento.
Il metodo sfrutta un laser come sorgente per riscaldare la superficie del campione
esposta, e ne misura l’andamento della temperatura in corrispondenza della superficie
opposta per mezzo di un detector ad infrarosso raffreddato ad azoto liquido (Figura 43).
La misura viene effettuata in tempi molto brevi (il tempo di irradiazione è tipicamente
inferiore a 1 ms), per minimizzare il problema della perdita di calore.
Figura 43: Principio di funzionamento della tecnica laser flash.
La diffusività termica viene calcolata considerando lo spessore del campione e il tempo
necessario affinché la superficie del campione opposta alla sorgente raggiunga
determinate percentuali del suo valore massimo. La Figura 44 riporta il profilo di un tipico
termogramma.

Parte sperimentale _______________________________________________________________________
72
Figura 44: Tipico termogramma ottenuto con il metodo laser flash.
In assenza di perdita di calore la temperatura della superficie del campione opposta alla
sorgente di calore raggiunge un valore massimo, che mantiene per un tempo infinito (A,
caso ideale). Nella realtà si verifica una perdita di calore che determina una diminuzione
della temperatura registrata nel tempo, in seguito al raggiungimento del suo valore
massimo (B e C).
Il modello fisico ideale del metodo ad impulsi è basato sul comportamento in condizioni
adiabatiche di un materiale, inizialmente a temperatura costante, quando è soggetto ad
un lato ad un breve impulso di energia. Il modello assume:
� un flusso di calore unidirezionale;
� assenza di perdite di calore dalle superfici del campione;
� assorbimento uniforme dell’impulso sulla superficie frontale del campione;
� durata infinitesimale dell’impulso;
� assorbimento dell’energia dell’impulso su uno strato molto sottile;
� omogeneità ed isotropia del campione;
� nessuna variazione della diffusività con la temperatura nelle condizioni
sperimentali utilizzate.
Parker (115) sviluppò un’espressione matematica per il calcolo della diffusività termica,
partendo dall’equazione di distribuzione della temperatura all’interno di un solido di
spessore uniforme d (eq. 27):
( ) ( ) ( ) dxd
xnxT
d
xn
d
tn
ddxxT
dtxT
d
n
dππαπ
cos0,cos*exp2
0,1
,01
2
22
0
∫∑∫∞
=
−+= (27)

Parte sperimentale _______________________________________________________________________
73
dove α è la diffusività termica del materiale. Se un impulso di energia termica Q è
istantaneamente ed uniformemente assorbito ad una piccola profondità g della superficie
frontale del campione (x=0), la distribuzione della temperatura a quel tempo è data da
( )gC
QxT
p ⋅⋅=
ρ0, per gx <<0 (28)
e ( ) 00, =xT per dxg << (29)
L’equazione 28 può essere perciò scritta come
( )
−∗+= ∑
∞
=12
22
exp
sin
cos210,np
td
n
d
gnd
gn
d
xn
dC
QxT α
π
π
ππ
ρ (30)
dove ρ è la densità e Cp è il calore specifico del materiale. Per materiali opachi g è molto
piccolo e si ha dgndgn ππ ≈sin .
La distribuzione della temperatura sulla superficie opposta (x=d) è espressa
dall’equazione 31:
( ) ( )
−−+= ∑
∞
=12
22
exp121,n
n
p
td
n
dC
QtdT α
π
ρ (31)
Possono essere definiti due parametri adimensionali V e ω:
( ) ( )
MT
tdTtdV
,, = (32)
con TM che rappresenta la temperatura massima sulla superficie opposta alla sorgente di
calore e
2
2
d
tαπω = (33)
Combinando le equazioni 31-33 si ottiene
( ) ( )∑∞
=
−−+=1
2exp121n
nnV ω (34)
Quando V=0.5, ω= 1.38 e perciò
21
2
1388,0t
d=α (35)
dove t1/2 è il tempo necessario affinché la superficie opposta alla sorgente di calore
raggiunga la metà del valore massimo della temperatura. Il modello descritto da Parker

Parte sperimentale _______________________________________________________________________
74
rappresenta una situazione ideale, poiché nella realtà le condizioni di contorno sopra
riportate non sono rispettate. Sono state sviluppate varie teorie con l’intento di descrivere
il processo reale e di correggere il modello di Parker, ma allo stato attuale manca ancora
un modello che tenga conto di tutti i fattori che influenzano la misura della trasmissione
del calore mediante la tecnica laser flash, che variano a seconda delle condizioni
operative utilizzate. Lo spessore del campione analizzato, per esempio, influisce sia
sull’ampiezza dell’impulso necessaria, sia sulla perdita di calore che si verifica per
radiazione.
2.3.2 Apparato strumentale.
I componenti essenziali del sistema di misura sono rappresentati in Figura 45. L’apparato
è costituito da una sorgente di energia laser, da un porta campioni dotato di un sistema
per il riscaldamento/raffreddamento, da un detector per la misura della temperatura, e da
un dispositivo di registrazione del segnale. La sorgente laser deve essere in grado di
produrre un impulso di breve durata, che dovrebbe corrispondere a circa il 2% del tempo
richiesto affinché la superficie del campione opposta al flash raggiunga la metà della
temperatura massima (cfr. Figura 44). Al fine di evitare il riscaldamento non omogeneo e
la presenza di punti caldi sulla superficie frontale del campione, tra quest’ultimo e il laser
viene applicato un filtro ottico. Il detector fornisce una risposta elettrica lineare e
proporzionale ad un piccolo incremento di temperatura, misurato al centro della superficie
del campione opposta alla sorgente. Per evitare il danneggiamento del detector dovuto
alla penetrazione del fascio laser, possono essere inseriti filtri ottici, opachi alla lunghezza
d’onda selezionata.
Figura 45: Diagramma a blocchi del sistema di misura.
Le misure sono state effettuate utilizzando uno strumento Netzsch LFA 447 Nanoflash®
(Figura 46).

Parte sperimentale _______________________________________________________________________
75
Figura 46: Le componenti del sistema Netzsch LFA 447 Nanoflash®.
La sorgente di energia utilizzata in questo apparato strumentale è una lampada laser allo
Xenon posizionata all’interno di una specchio parabolico. L’unità è dotata di un forno in
grado di operare tra 25°C e 300°C, e di un posizionatore del campione automatico
controllato da un software, che permette la misura di quattro campioni per ogni analisi.
Possono essere analizzati campioni a diversa geometria: cilindrica con diverso diametro,
oppure quadrata. L’innalzamento della temperatura sulla superficie del campione opposta
alla sorgente di calore è misurato per mezzo di un detector infrarosso In-Sb raffreddato
ad azoto liquido, che non è a contatto diretto con il campione per permettere la mobilità
del porta campioni. Il software per l’acquisizione ed elaborazione dei dati permette un
completo controllo dei parametri di analisi e di sistema (tempo di misura, durata
dell’impulso, amplificazione, ecc.), ed è provvisto di diversi modelli matematici per la
correzione della misura, che considerano l’effetto del tempo di impulso finito, o la perdita
di calore per radiazione, oppure un riscaldamento non omogeneo della superficie (116-
119). Lo strumento permette anche l’analisi multi-layer di sistemi a due e tre strati,
considerando anche in questo caso l’effetto dovuto alla perdita di calore per radiazione e
al tempo d’impulso finito.
2.3.3 Procedura sperimentale.
La geometria del campione è fondamentale per la qualità della misura. A seconda del
tipo di materiale analizzato e dell’intervallo di valori in cui si suppone sia compresa la sua
diffusività termica, ci sono delle restrizioni riguardo lo spessore ottimale che il campione
deve avere per aumentare l’accuratezza della misura. Nel caso di materiali ceramici i

Parte sperimentale _______________________________________________________________________
76
campioni analizzati sono stati preparati nella forma di pastiglia di diametro 13 mm e
spessore 2 ± 0,3 mm comprimendo la polvere di partenza con forze crescenti (0.5 ton, 1
ton, 2 ton, 3 ton, 5 ton, 10 ton, 15 ton). Sono stati utilizzati due diversi procedimenti di
preparazione del campione:
1. mediante compressione della polvere precalcinata (aggregato);
2. mediante sinterizzazione della pastiglia ottenuta a partire dal materiale fresco
(agglomerato).
Ogni campione è stato ricoperto di graffite su entrambe le superfici, per eliminarne la
trasparenza al laser, favorire un omogeneo assorbimento di energia, e per ridurne la
rugosità superficiale. L’analisi è stata effettuata utilizzando i seguenti parametri operativi:
• minima potenza del laser (270 V), per minimizzare l’effetto della perdita
di calore.
• durata dell’impulso media.
• amplificazione 623-2520.
• tempo di acquisizione 20000-30000 ms.
Le misure sono state raccolte nel range di temperatura 25-300 °C (i dati riportati sono
relativi alla misura a 300°C). I valori di diffusività termica in funzione della temperatura
sono stati ottenuti fittando i dati attraverso un modello che considera la non totale opacità
del campione e la perdita di calore dovuto all’effetto della radiazione (eq. 36).
( )( ) ( )
λβ
α
c
Binn
BiBin
nBinn
n n
nn
hLNdy
NNy
yNyy
d
tyyTtdT
==
++
+
−= ∑
∞
=
∞
2
sincosexp2,
221
2
2
(36)
con:
T∞= temperatura rilevata dal detector estrapolata al tempo infinito (°C).
d= spessore del campione (mm).
t= tempo (sec).
α= diffusività termica (mm2/s).
h= coefficiente di trasferimento di calore (W/m2K).
NBi= numero di Biot, riguarda la resistenza al trasferimento di calore all’interno e sulla
superficie del campione.
LC= rapporto tra volume e area superficiale del campione.
λ= conducibilità termica (W/mK).
Il calore specifico (Cp) di un materiale è definito come la quantità di energia Q necessaria
per innalzare di una unità la temperatura T di una massa unitaria m
Tm
QC p
∆= (37)
Il valore di calore specifico può essere misurato attraverso la tecnica laser flash
confrontando l’andamento di temperatura del campione incognito con quello relativo ad

Parte sperimentale _______________________________________________________________________
77
una materiale di riferimento a Cp noto, analizzato nelle stesse condizioni operative. Il
materiale di riferimento viene analizzato a tutti i valori di temperatura di interesse, per
calibrare la risposta del detector IR (∆V, voltaggio) per piccoli ∆T. La misura è stata
effettuata contestualmente a quella di diffusività termica, utilizzando come campione di
riferimento Al2O3 sinterizzata 99,8%, e fittando i dati mediante l’equazione 38.
( )TCd
d
D
D
V
V
Q
Q
T
TC
ref
pref
orifice
sample
orifice
samplesample
refref
ref
sample
ref
sample
sample
ref
sample
p ∗∗∗∗∗=∞
∞
,2
,2
*
*
ρ
ρ (38)
con:
Cp= calore specifico (J/gK).
Q= energia fornita (integrale dell’impulso laser, rel./V).
V= fattore di amplificazione.
ρ= densità (g/cm3).
D= spessore (mm).
d2orifice= quadrato del diametro (area) dell’apertura del porta campioni (mm2).
La conducibilità termica ad ogni temperatura è stata poi calcolata utilizzando i dati di
diffusività e di calore specifico secondo l’eq. (39).
(39)
2.4 Caratterizzazione del gel.
2.4.1 Misure reologiche.
Le microparticelle disperse in un solvente possono essere aggregate in diverso modo in
funzione della preparazione e dal processo di invecchiamento subito.
Sotto effetto dell’agitazione è possibile osservare una diminuzione della viscosità con il
tempo, in questo caso si definisce tissotropico. Al contrario quando si osserva un
aumento della viscosità si definisce anti-tissotropico.
In ogni caso, la viscosità di una sospensione diluita è più alta rispetto al solvente puro ed
è regolata dalla seguente equazione:
[ ]( )( )φηηη p++= 110 (40)
Dove:
η = viscosità della sospensione
η0 = viscosità del solvente
[η] = viscosità intrinseca e dipende dalla geometria delle particelle.
p = coefficiente di elettroviscosità e dipende dallo stato elettrico dell’interfaccia
solido/liquido
φ = frazione volumetrica del solido
( ) ( ) ( ) ( )TCTTT p∗∗= ραλ

Parte sperimentale _______________________________________________________________________
78
Nel caso in cui il sistema sia fortemente diluito e che le interfasi siano neutre, l’equazione
può essere semplificata a
[ ]( )φηηη += 10 (41)
Ci sono tre modelli reologici comunemente utilizzati:
(1) newtoniani, in questo caso shear stress (τ) è proporzionale allo shear rate (γ& )
dove la costante di proporzionalità è la viscosità, γητ &⋅=
(2) flusso plastic Bingham, γηττ &⋅+= 0, dove la viscosità è costante oltre una
certa tensione.
(3) Modello Casson, ( ) ( ) ( ) 21
21
02
1
γηττ &⋅=− , in questo caso la viscosità cambia al
di sopra di una certa tensione.
Il dato reologico istantaneo è correlato con i parametri strutturali che cambiano in
funzione delle forze esercitate.
Lo sforzo applicato provoca un cambiamento della reologia dovuto al passaggio da stato
strutturato a stato non-strutturato. Per un sistema tissotropico la viscosità cambia in
relazione alla seguente formula (120):
( )( )
( ) 11
1
0
+−=
−
−−
∞
∞ ktn
n
ηη
ηη (42)
Dove n è l’ordine della reazione di disgregazione. Il rapporto ∞η
η0 può essere considerato
come la misura relativa alla tissotropia. La costante k generalmente aumenta
all’aumentare della temperatura ed all’aumentare della forza.
Le misure reologiche sono state effettuate utilizzando un viscosimetro rotazionale
Brookfield modello RVT.
La procedura generale utilizzata per la misura della viscosità è la seguente:
1. Il gel viene diluito con alcol al fine di portare ad una concentrazione di circa 9
mg/ml.
2. Il gel viene mescolato (300 RPM) per 30 minuti e lasciato a temperatura
ambiente per tutta la notte (400 ml).
3. Si termostata a 20°C per un periodo di riposo di 20 minuti.
4. Si analizza la viscosità al variare del tempo a forza costante utilizzando un
viscosimetro rotazionale. Analisi della cinetica di disgregazione (60 minuti):
determinazione del tipo di gel (si utilizza RPM = 50 shear rate 75 s-1).
5. Si costruisce la curva viscosità shear rate vs shear stress: si determina il tipo di
gel e relativo modello.
6. Il rapporto tra viscosità iniziale con quella finale identifica il tipo di gel e la cinetica
di disgregazione.

Parte sperimentale _______________________________________________________________________
79
7. dopo omogeneizzazione si ripete il punto 4 e 5.
8. dopo una notte in frigorifero si ripete il punto 4 e 5.
Le dispersioni/gel sono stati quindi utilizzati per preparare compositi gel/fibra mediante
processo di impregnazione.
2.4.2 Analisi granulometrica mediante granulometro laser.
L’analisi granulometrica è stata effettuata sfruttando la tecnica Low Angle Laser
Scattering, utilizzando un granulometro laser Mastersizer 2000E (Malvern Instruments).
La tecnica Low Angle Laser Scattering si basa sulla diffrazione di un raggio laser da parte
di particelle sospese in un gas o un liquido (121). Il metodo sfrutta il fatto che l’angolo di
diffrazione del raggio laser è inversamente proporzionale alle dimensioni delle particelle
(Figura 47). L’apparato utilizza due sorgenti di luce a due diverse lunghezze d’onda: un
laser principale sul rosso He-Ne, ed un diodo laser blu che è abbinato a detector di
backscattering per aumentare le prestazioni dello strumento. Il sistema di rivelazione è
costituito da un detector frontale, in cui i diodi sono più fitti e più piccoli verso il centro,
perché servono a raccogliere lo scattering delle particelle più grandi, che deviano la luce
con angoli molto piccoli e poco diversi tra loro, ma a cui è associata un’energia elevata. I
diodi laterali e di backscattering hanno dimensioni maggiori, e integrano le performance
del rivelatore principale per particelle di piccole dimensioni (e grandi angoli di diffrazione).
Quando le dimensioni delle particelle sono simili alla lunghezza d’onda del raggio laser
quest’ultimo è diffratto secondo una funzione complessa che presenta molti massimi e
minimi. Un software usa la teoria di Mie, relativa all’interazione della luce con le particelle,
in modo da ottenere valori accurati sul più ampio intervallo dimensionale possibile
(generalmente 0,1- 2000 micron). Quando una sfera omogenea, di indice di rifrazione
conosciuto, viene illuminata con una luce di λ e polarizzazione conosciute, un numero
finito di punti all’interno della sfera diventa a sua volta sorgente di luce, e la teoria di Mie
produce le equazioni che consentono di prevedere come queste sorgenti irradiano a
varie distanze. Si ottiene una distribuzione in volume, che è uguale alla distribuzione in
peso se le particelle hanno tutte la stessa densità. La dimensione della particella viene
espressa come diametro della sfera equivalente, che ha cioè uguale volume.
I gel sono stati analizzati in sospensione in isopropanolo o PR-AZ, sottoposta ad
agitazione tramite un elica e fatta ricircolare all’interno di una cella a flusso posta davanti
al raggio laser. L’analisi nel tempo è stata eseguita variando ad intervalli di 15 minuti la
velocità di agitazione: 1300 rpm, 2000 rpm, 3300 rpm e 1300 rpm in presenza anche di
ultrasuoni.

Parte sperimentale _______________________________________________________________________
80
Figura 47: Principio di funzionamento della tecnica Low Angle Laser Scattering.

Parte sperimentale _______________________________________________________________________
81
3 Parte sperimentale: ossidi metallici per
applicazione in campo catalitico.
3.1 Materiale.
3.1.1 Il percolato di discarica.
Il percolato utilizzato per la sperimentazione proviene da una discarica regionale per rifiuti
solidi urbani e non ha subito nessun tipo di pre-trattamento prima del processo foto-
catalitico.
Nonostante la composizione del percolato dipenda sia dalle caratteristiche dei rifiuti che
da quelle della discarica, i principali componenti contenuti in questo fluido possono
essere riassunti in Tabella 6. A titolo di confronto sono riportati i valori e i valori limite per
ogni parametro imposti dalla legge italiana per lo scarico dei fluidi nelle acque superficiali
e nel sistema fognario, nonché i valori tipici delle fasi acidogenica e metanogena che
rappresentano gli stadi finali della stabilizzazione biologica dei rifiuti, in cui si ha la
produzione di gran parte del percolato. La fase acidogenica è caratterizzata dalla
formazione fermentativa di acidi grassi volatili con produzione di percolato concentrato.
Durante la fase metanogena avviene la degradazione della sostanza organica con
produzione di metano ad opera di batteri metanogeni: alcuni componenti del percolato
diminuiscono e il pH da acido si avvicina alla neutralità.
Tabella 6: Caratteristiche del percolato di discarica.
Parametro Unità Valore FASE
ACIDOGENICA
FASE
METANOGENA
Valore limite
per scarico in
acque
superficiali
Valore limite
per scarico
nel sistema
fognario
av min/max av min/max pH pH unit 7,6 7.4 6.2-7.8 7.6 7.0-8.3 5,5-9,5 5,5-9,5
Conducibilit mS/cm 10890 Oxidabilità mg/l O2 505,6
BOD5 a mg/l 980 6300 600-27000 230 20-700 40 250
CODb mg/l 2300 7500 950-40000 2500 460- 160 500 Cd µg/l <0,01 37.5 0.7-525 37.5 0.7-525 0,02 0,02
Cr totale mg/l 0,205 0.16 0.002-0.52 0.16 0.002- 2 4 Cr VI mg/l <0,1 0,2 0,20 Fe mg/l 4,25 135 3-500 25 4-125 2 4 Mn mg/l 0,254 11 1-32 2 0.3-12 2 4 Ni mg/l 0,059 0.19 0.01-1 0.19 0.01-1 2 4 Pb mg/l 0,011 0.16 0.008-0.4 0.16 0.008- 0,2 0,3 Cu mg/l 0,022 0.09 0.005-0.56 0.09 0.005- 0,1 0,4 Zn mg/l 0,069 2.2 0.1-16 0.6 0.1-3.5 0,5 1,0
SO42- mg/l 59,9 200 35-925 240 25-2500 1000 1000 Cl- mg/l 796,5 2150 315-12400 2150 315- 1200 1200
NH4+ mg/l 240,2 740 17-1650 740 17-1650 15 30
NO2- mg/l <0,15 0,6 0,6 NO3- mg/l 0,58 20 30 fenoli mg/l 0,108 0,5 1
B mg/l 2 2 4 a Biochemical Oxygen Demand, misurato a cinque giorni dalla raccolta del campione. b Chemical Oxygen Demand.

Parte sperimentale _______________________________________________________________________
82
In base ai valori di COD e BOD5 il percolato utilizzato nella sperimentazione può essere
classificato come “vecchio”, cioè proveniente da una discarica alla fase metanogena;
contrariamente il rapporto BOD5/COD (indice della biodegradabilità) pari a 0,4 è quello
tipico della fase acidogenica. Ciò può essere spiegato ipotizzando la contemporanea
presenza di lotti vecchi e giovani di rifiuti nella discarica di provenienza del percolato.
3.1.2 Acque industriali provenienti dall’industria del sughero.
Il refluo industriale utilizzato nella sperimentazione proviene da un’industria regionale per
la produzione di tappi di sughero. Esso viene prodotto durante uno degli step di
trattamento del sughero, che prevede un lavaggio in acqua alla temperatura di 90-100°C
per una durata di almeno un’ora. Lo scopo della fase di bollitura è quello di pulire il
sughero, estrarre le sostanze idrosolubili, aumentare lo spessore e migliorare la
morbidezza e l’elasticità del materiale. La produzione di refluo oraria stimata è di 6000
L/h. Dal punto di vista della composizione le acque industriali sono ricche in tannini e
composti fenolici, in particolare 2,4,6-tricloroanisolo, che è il principale responsabile del
“gusto da tappo” che il vino può assumere se non opportunamente conservato. La
concentrazione media iniziale di contaminanti è di ca. 300-500 mg/L O2, ed il pH è
prossimo alla neutralità (6,5). A causa di questa sua composizione, perciò, il refluo
presenta la tipica colorazione arancio-bruna del tè. Per questa ragione uno dei parametri
che sono stati presi in esame per il monitoraggio del processo fotocatalitico è
l’assorbanza nella regione del visibile. Sulla base dello spettro UV-VIS completo, è stata
selezionata la lunghezza d’onda a 358 nm.
3.1.3 Catalizzatori.
Nell’ambito della tesi sono state utilizzate, oltre a campioni commerciali di TiO2, titanie
sintetizzate secondo le procedure sintetiche di seguito riportate.
3.1.3.1 Sintesi di materiali a base di TiO2.
Sfruttando le metodologie sintetiche della precipitazione diretta, sol-gel e gel-combustion,
abbiamo preparato TiO2 mesoporose in previsione della deposizione su supporti fibrosi
per applicazioni fotocatalitiche.
Tutte le sintesi sono state condotte utilizzando quale precursore metallico il titanio
tetraisopropossido (TTIP, Aldrich) in solvente alcolico per isopropanolo (i-PrOH, Rieden-
deHaen) o etanolo (EtOH, Aldrich). Vengono di seguito brevemente descritte le
procedure relative alla sintesi di 1,6 g di TiO2.

Parte sperimentale _______________________________________________________________________
83
3.1.3.1.1 TiO2 (1) (da J. Mat. Sci., 2003, 38, 823) (122).
Una soluzione 0,5M di TTIP (0,025 mol di TTIP in 50 ml di i-PrOH) viene addizionata a
0,1 mol di trietilammina ( TEA/TTIP= 4) e mantenuta in agitazione a temperatura
ambiente per 2 h. Si aggiungono quindi 0,05 mol di acqua (H2O/TTIP= 2) sotto
agitazione. La soluzione gialla diventa lattiginosa dopo ca. 30 minuti e si forma un
precipitato. Il precipitato viene quindi filtrato, asciugato a 120°C per 2 h e calcinato a
350°C per 5 h. La sospensione-gel conservata in frigo rimane stabile anche dopo diversi
giorni (non si osserva sedimentazione del precipitato).
3.1.3.1.2 TiO2 (2) (da J. Crys. Growth, 2004, 264, 246) (123).
5,9 ml di TTIP vengono diluiti in 11,9 ml EtOH. A parte 2 ml di acetilacetone (AcAc) sono
miscelati con 11,9 ml EtOH e 4 ml acqua e la soluzione viene fatta gocciolare in quella di
TTIP. I rapporti molari tra reattivi sono Ti:AcAc:H2O:i-PrOH 1:1:12:20. La sospensione
giallo- arancio viene mantenuta in agitazione per 30’ quindi trattata a riflusso per 1 h. Si
osserva la formazione di un gel giallino abbastanza stabile. Il precipitato viene quindi
filtrato, asciugato a 120°C per 2 h e calcinato a 350°C per 5 h.
3.1.3.1.3 TiO2 (3) (da Thin Solid Films, 2007,515,7091) (124).
0,0125 mol TTIP vengono sciolte in 50 ml EtOH sotto agitazione, quindi diluite con 75 ml
H2O. Una soluzione di NH3 33% (Carlo Erba) viene fatta gocciolare fino a
raggiungimento di pH ca. 8. Si forma un precipitato bianco che viene lavato 2 volte con
H2O; dopo decantazione e eliminazione del surnatante vengono aggiunti alla
sospensione 20 ml di H2O2 35% (Fluka). Mediante una reazione esotermica si ottiene un
gel giallo, stabile alla conservazione in frigo. Il precipitato viene quindi filtrato, asciugato a
120°C per 2 h e calcinato a 400°C per 5 h.
3.1.3.1.4 TiO2 (4) (da J. Mat. Sci., 2008, 43, 3274) (125).
9,25 ml di TTIP vengono sciolti in 24 ml di i-PrOH sotto agitazione a temperatura
ambiente. Quindi, 10,75 ml di H2O2 35% vengono fatti gocciolare nella soluzione del
precursore metallico. I rapporti molari dei reattivi sono Ti:H2O2:i-PrOH 1:4:10. Si ottiene
un precipitato giallo- arancio con reazione esotermica e liberazione di gas (O2, i-PrOH,
H2O), che viene successivamente sottoposto ad invecchiamento per 30 minuti. In questo
caso la reazione si suppone avvenga in due stadi: l’idrolisi del precursore a formare
Ti(OH)4, e l’ossidazione di questo per dare perossocomplessi nella forma Ti(OOH)4. Il
precipitato viene quindi filtrato, asciugato a 120°C per 2 h e calcinato a 400°C per 5 h.
3.1.3.1.5 TiO2 (5) (da Powder Technology, 1997,92,233) (126).
Ad una soluzione 0,4 M di TTIP in isopropanolo (11,84 ml di TTIP in 100 ml alcool) viene
addizionata goccia a goccia una soluzione al 25 % di NH3, sotto agitazione a 400 rpm
mantenuta per ca. 1 minuto al termine della precipitazione. I rapporti molari tra i reagenti
sono gr.alcossido:NH3:H2O 1:1:3,1.

Parte sperimentale _______________________________________________________________________
84
Si forma una precipitato bianco in sospensione abbastanza stabile nel tempo.
La sospensione viene sottoposta a 2 lavaggi in 50 ml di isopropanolo (15 minuti
ciascuno; pHi=10,90, pHf=9,40), e quindi ad una trattamento termico in 70 ml di i-PrOH
per tutta la notte. Al termine del trattamento a riflusso il precipitato viene quindi filtrato,
asciugato a 120°C per 2 h e calcinato a 350°C per 5 h.
3.1.3.1.6 TiO2 (6) (da J. of Colloid and Interface Science, 2002,250,285)
(127).
Ad una soluzione 1 M di TTIP (5,92 ml TTIP in 20 ml EtOH) vengono aggiunti lentamente
24,5 ml H2O2 30%, termostatando a 19°C (per evitare la reazione esotermica di H2O2 con
forte sviluppo di gas). I rapporti molari tra reattivi sono H2O2:Ti 12:1.
Inizialmente si osserva un precipitato di Ti(OH)4, che si ridiscioglie completamente per
aggiunta di H2O2 formando una soluzione bruna-arancione.
La soluzione (50,42 ml) viene portata a volume a 200 ml con EtOH e riscaldata a 75°C
per 36 h. Entro i primi 30 minuti si forma una gel-sospensione stabile fino alla fine del
trattamento.
A fine trattamento il gel viene lavato per 3 volte in 500 ml H2O a 75°C per 1 h, quindi
filtrato, asciugato a 120°C per 2 h e calcinato a 350°C per 5 h.
3.1.3.2 TiO2 commerciali.
Nel corso della sperimentazione condotta sul percolato di discarica sono stati usati due
diversi TiO2 commerciali in sospensione: titania nanometrica CYC-1 (Shanghai Shanghui
Nano Technology Co.,Ltd) e Degussa P25. Il primo è costituito quasi interamente da
anatase (ca. 99%) e una piccola parte di rutile, mentre il secondo comprende una miscela
delle due fasi nella proporzione 85/15 (Figura 50). I due catalizzatori sono stati
caratterizzati mediante analisi XRD e fisiadsorbimento di N2 a 77K. I dati hanno
evidenziato delle chiare differenze tra i due tipi di TiO2. Dalle misure XRD si è visto che i
due campioni hanno diversa dimensione dei cristalliti della fase anatase, che per CYC-1
è ca. 10 nm, mentre per Degussa P25 è ca. 24 nm. Carp et al. in un lavoro sostiene che
esiste una dimensione dei cristalliti ottimale (ca. 10 nm) con cui la velocità della reazione
fotocatalitica sarebbe massimizzata, e ciò sarebbe dovuto al cambiamento del rapporto
superficie/massa che, per dimensioni più piccole, diminuirebbe la probabilità di
ricombinazione buca/elettrone (1). In base a questa affermazione TiO2 CYC-1 avrebbe
una particle size più adatta ai fini della reazione fotocatalitica. Le caratteristiche di
tessitura dei due campioni sono illustrate in Tabella 7, Figura 48, Figura 49.
Tabella 7: Caratteristiche di tessitura di TiO2 CYC-1 e Degusta P25.
TiO2 SBET (m2/g) PV
a (cm
3/g) dp
b (nm) d (g/ml) Porosità
CYC-1 TiO2 180
0,38 19,4 1,57 0,6
Degussa P25 52,5 0,17 12,2 2,35 0,4 a Volume dei pori cumulative determinato con BJH (desorbimento). b Diametro medio dei pori determinato con 4V/A (desorbimento)

Parte sperimentale _______________________________________________________________________
85
Figura 48: Isoterma di fisiadsorbimento di N2 e distribuzione dei pori di TiO2 CYC-1.
Figura 49: Isoterma di adsorbimento di N2 e distribuzione dei pori di Degussa P25 TiO2.
0
100
200
300
400
500
600
10 20 30 40 50 60 70 80 90 100 110 120
co
un
ts
2θθθθ
anatase
TiO2 CYC-1

Parte sperimentale _______________________________________________________________________
86
0
50
100
150
200
250
300
10 20 30 40 50 60 70 80 90 100 110 120
Co
un
ts
2ΘΘΘΘ
anatase
rutile
TiO2 Degussa P25
Figura 50: Spettri XRD di TiO2 CYC-1 e Degussa P25. Sono indicate le fasi cristalline
presenti.
Entrambe le isoterme sono di tipo IV con isteresi di tipo H2 indice della presenza di
mesopori (Sing et al.) (107). La distribuzione dei pori è chiaramente bimodale nel caso di
CYC-1, con due massimi a ca. 15 nm e 40 nm, mentre Degussa P25 presenta un picco
largo centrato tra 15 nm e 35 nm.
3.1.3.3 Preparazione catalizzatori strutturati.
La sperimentazione condotta sulle acque industriali è stata effettuata utilizzando quale
catalizzatore TiO2 commerciale CYC-1 (Shanghai Shanghui Nano Technology Co.,Ltd),
sia in forma sospesa che supportata su blanket inorganici per incipient wetness o dip
coating (128). Sono stati utilizzati due tipi di tessuti: un blanket agugliato di
SiO2/CaO/MgO dello spessore di 6 mm e densità 128 Kg/m3, oppure spessore 10 mm ca.
e densità 64 Kg/m3 (Superwool® 607,Thermal Ceramics) e un tessuto di fibra di vetro
intrecciato twill 2x2 dello spessore di 0,15 mm e densità 1295 Kg/m3 (Angeloni). Entrambi
i supporti sono stati preventivamente lavati, rispettivamente in acqua e in miscela
acetone/etanolo per ca. 30 minuti. La procedura di supporto del catalizzatore prevede un
pretrattamento acido della fibra in H2SO4:H2O2 3:1 per immersione per ca. 2 ore. Quale
precursore per il supporto del catalizzatore è stata utilizzata una sospensione di TiO2
(1,25-3,7 % wt) in HNO3 0,2M (129-132). Quindi a seconda del tipo di supporto sono
state seguite due diverse procedure di impregnazione:
1. Blanket Superwool® 607: la deposizione avviene per incipient wetness
immergendo per circa 5 minuti un pezzo di fibra (25x45 cm ca.) in una
sospensione di TiO2/SiO2 o TiO2/Al2O3 1:1, e calcinandolo, dopo asciugatura, a
300°C per 5 ore. SiO2 e Al2O3 in questo caso fungono da leganti per favorire la
coesione del catalizzatore alla fibra (133). Carica TiO2 5-10% wt.

Parte sperimentale _______________________________________________________________________
87
2. Fibra twill 2x2: la deposizione avviene per immersione del tessuto nella
sospensione acida di TiO2 per un’intera notte, asciugando e calcinando a 300°C
per 5 ore. Carica TiO2 1,4-3,5 % wt.
3.1.4 Fotoreattore in Plexiglass ®.
La letteratura riporta in genere lavori in cui il sistema fotocatalitico TiO2/H2O2/UV viene
sfruttato per il trattamento di percolato di discarica pretrattato biologicamente, utilizzando
tipicamente reattori in vetro o quarzo dotati di una fornte di illuminazione dall’esterno
(87,94,134). Tali reattori presentano, tuttavia, costi elevati.
Pertanto, ai fini della presente tesi, è stato progettato e costruito un reattore cilindrico di
Plexiglass®. Il reattore è costituito da un basamento, che ospita le componenti elettriche
e elettroniche, sulla cui parte superiore sono inserite le estremità di quattro lampade UV a
bassa pressione ai vapori di mercurio, delle potenza di 15 W ciascuno (Philips, modello
G15T8 UV-C Longlife), che emettono radiazioni di lunghezza d’onda pari a 254 nm. I
quattro tubi UV sono contenuti all’interno di un cilindro in Plexiglass ®, fissato alla base
del reattore con viti di serraggio e guarnizione in gomma per la tenuta idraulica. Questo
cilindro può essere facilmente rimosso per consentire la pulizia delle lampade. Alla base
del reattore ci sono cinque diffusori d’aria (Figura 51) che, alimentati da due pompe,
erogano 300 L/h d’aria, garantendo un sufficiente apporto di ossigeno per consentire lo
sviluppo delle reazioni di ossidazione. Allo stesso tempo la risalita delle bolle d’aria causa
un continuo rimescolamento del liquido, facilitando il mantenimento in sospensione della
fase solida (TiO2). L’abbondante introduzione d’aria tende a formare schiuma, da qui la
necessità di fare uso di un moderato quantitativo di antischiuma, da aggiungere al
percolato a inizio trattamento. La parte superiore del reattore è chiusa da un coperchio
attraverso il quale sporgono le terminazioni superiori delle lampade, per consentire i
collegamenti elettrici, mentre altri fori consentono di introdurre o prelevare liquidi dal
reattore, introdurre le sonde del pHmetro o del termometro, ecc.. Il volume del reattore
consente di trattare circa 2,8 litri di percolato alla volta. La Figura 51 rappresenta il
reattore in vista frontale e dall’alto.

Parte sperimentale _______________________________________________________________________
88
Figura 51: Struttura del reattore in Plexiglass® e particolare dei diffusori d’aria.
Sono stati effettuati degli esperimenti preliminari per determinare una procedura
operativa standard. In generale il percolato viene filtrato e pre-trattato mediante
acidificazione a pH 4 con acido solforico, cui segue un’ora di adsorbimento dei
contaminanti sul catalizzatore presente alla concentrazione di 0,5 g/L. Il trattamento per
foto-catalisi del percolato (potenza applicata 20 W/L, flusso fotonico 16 mW/cm2) avviene
in presenza di H2O2 0,4 M, ossigenazione dell’ambiente di reazione ed ha una durata
complessiva di 8 ore. È stato notato che il processo di adsorbimento sul catalizzatore è
necessario al fine di aumentare l’efficienza della reazione fotocatalitica e ridurne la durata
da 24 a 8 ore totali. In queste condizioni si ottiene la rimozione di circa 80% del COD
presente nel percolato.
La temperatura aumenta nel corso della prima ora di trattamento UV fino a 47-50°C
rimanendo poi costante per tutta la durata dell’esperimento.
Sono stati effettuati una serie di esperimenti per analizzare l’effetto dei vari parametri di
processo sulla resa della reazione fotocatalitica: tempo di reazione, tipo di catalizzatore,
concentrazione di H2O2, radiazione UV. A titolo di confronto il percolato di discarica è
stato trattato anche con un processo di tipo foto-fenton , usando Fe2SO4·7H2O 2,5 x 10-4

Parte sperimentale
_______________________________________________________________________
89
3.1.5 Fotoreattore di acciaio inox.
Il trattamento dell’acqua industriale è stato svolto per mezzo di un sistema costituito da
due reattori in acciaio inox 304 della capacità di ca. 4 L ciascuno, dotati di una fonte di
illuminazione a lampada a UV Philips TUV PL-L 55 W (Figura 52C), e da un bagno
termostatico Haake NB22 della capacità di ca. 9 L per la termostatazione ed il ricircolo
del refluo, che avviene alla base del cilindro. Ogni reattore è costituito da due tubi
concentrici, dei quali il più interno è dotato di quattro fori nella parte superiore per favorire
un flusso con mescolamento in controcorrente (Figura 52A). Il catalizzatore supportato è
sostenuto da una griglia di acciaio inox posta al centro del cilindro (Figura 52B).
Figura 52: Sistema di fotoreattori collegati in serie/parallelo e particolari del catalizzatore
(TiO2/fibra, A) e del sistema di illuminazione UV (B). Il volume di refluo effettivamente trattato
per fotocatalisi (centrale) è 0,96 L.
Flusso in Flusso out
Cilindro esternoCilindro interno
Flusso in Flusso out
Cilindro esternoCilindro interno
A
C B

Parte sperimentale
_______________________________________________________________________
90
La procedura sperimentale prevede l’utilizzo di un reattore per il trattamento a ricircolo di
13 L di acqua industriale per fotocatalisi in presenza di H2O2 0,2 M, radiazione UV
(potenza 45 W/L calcolata in base al volume effettivamente trattato per fotocatalisi, 0,96
L; flusso fotonico 63 mW/cm2). Il refluo, che presenta un valore di pH prossimo alla
neutralità, non è stato sottoposto ad acidificazione prima del trattamento. Il catalizzatore
è stato supportato su un tessuto/ non tessuto ceramico o, in alternativa, su un tessuto di
fibra di vetro e il sistema è stato termostatato a 90°C. La durata del trattamento è di circa
due ore.
È stata valutata l’influenza sul processo dei seguenti parametri: la presenza del
catalizzatore e la resistenza meccanica/possibilità di riciclo dello stesso, la presenza della
radiazione UV e dell’agente ossidante H2O2, l’influenza della temperatura, il dosaggio
dell’acqua ossigenata.
3.1.6 Fotoreattori di quarzo e di vetro.
A titolo di confronto il trattamento dell’acqua industriale è stato svolto anche in un reattore
in quarzo della capacità di ca. 200 ml, dotato di una camicia interna per la
termostatazione e di un sistema di illuminazione a lampada a UV da 125 W (Figura 53), e
in un reattore in vetro della capacità di ca. 0,6 L, dotato di una fonte di illuminazione a
lampada a UV 16 W e di un bagno per la termostatazione del refluo.
Nel primo caso la procedura sperimentale prevede il trattamento di 200 ml di acqua
industriale per fotocatalisi in presenza di H2O2 0,2 M, radiazione UV (potenza 650 W/L,
flusso fotonico 490 mW/cm2) ed aria che è stata fatta gorgogliare nell’ambiente di
reazione. Il sistema è stato termostatato a 90°C.
Sono stati effettuati una serie di esperimenti per valutare l’influenza sul processo dei
seguenti parametri: il tipo di catalizzatore, la presenza della radiazione UV, dell’aria e
dell’agente ossidante H2O2. Sono stati analizzati due tipi di catalizzatori: TiO2 usato alla
concentrazione di 0,5 g/L, FeSO4·7H2O alla concentrazione 2,5 x 10-4 M. In alcuni
esperimenti è stato addizionato NaOH per la regolazione del pH.

Parte sperimentale
_______________________________________________________________________
91
1
5
42
3
1. Lampada UV2. Sistema di gorgogliamento dell’aria3. Camicia riscaldante4. Punto di prelievo del campione e di
monitoraggio della temperatura5. Agitatore magnetico
1
5
42
3
1
5
42
3
1. Lampada UV2. Sistema di gorgogliamento dell’aria3. Camicia riscaldante4. Punto di prelievo del campione e di
monitoraggio della temperatura5. Agitatore magnetico
Figura 53: Schematizzazione del fotoreattore incamiciato in quarzo.
Nel secondo caso il trattamento di 0,6 L di acqua industriale per fotocatalisi è avvenuto in
presenza di H2O2 0,1 M e radiazione UV (potenza 27 W/L, flusso fotonico 29 mW/cm2)
(Figura 54). Il catalizzatore, in forma della polvere, è stato mantenuto in sospensione
facendo gorgogliare aria nella soluzione e il sistema è stato termostatato a 90°C. La
durata del trattamento è di circa due ore.
È stata valutata l’influenza sul processo dei seguenti parametri: contributo
dell’ossidazione diretta con H2O2, effetto del dosaggio di TiO2.
Figura 54: Fotoreattore in vetro per il trattamento delle acque reflue industriali.

Parte sperimentale
_______________________________________________________________________
92
3.2 Metodologie analitiche.
Per il monitoraggio della reazione fotocatalitica sono stati analizzati alcuni parametri
fondamentali di processo. La rimozione del Total Organic Carbon (TOC) è stata
monitorata mediante un gas-cromatografo HP 5890 serie II dotato di una colonna
capillare (12 m x 0,2 mm) ed un detector FID, usando come gas carrier l’elio. La
temperatura del forno è stata mantenuta costante a 200°C, mentre l’iniettore è stato
programmato a 240°C con la modalità splitless. Utilizzando tale colonna non si ha
separazione per cui l’unico picco eluito rappresenta il TOC.
Il COD (Chemical Oxygen Demand) è stato misurato mediante il metodo con bicromato e
uno spettrofotometro UV-VIS DR 20/10 (HACH-LANGE), mentre la decomposizione di
H2O2 è stata monitorata con la titolazione iodometrica.
L’efficienza del processo applicato al trattamento delle acque provenienti dall’industria è
stata valutata anche mediante misure di assorbenza a 235 nm, 270 nm e 358 nm
(spettrofotometria UV-VIS). A(358nm) è stata usata per una quantificazione del colore della
miscela, che è indice della presenza di composti fenolici.
3.2.1 Trattamento dei dati sperimentali.
I dati sperimentali ottenuti per TOC, H2O2, A358nm sono stati fittati attraverso l’espressione
logaritmica dell’equazione cinetica generica, al fine di ottenere i rispettivi ordini di
reazione.
Data l’equazione generica
[ ] [ ] [ ] ....qmn
CBAkr = (43)
dove r è la velocità di reazione, k la costante di velocità ed n, m, q gli ordini di reazione
rispetto ai substrati A, B e C, uno dei metodi utilizzati per la determinazione del tipo di
cinetica è quello che sfrutta le velocità iniziali. Se lavoriamo all'inizio della reazione (la
frazione che reagisce deve essere < 10%) e su intervalli di tempo brevi, possiamo
approssimare dx/dt con ∆x/∆t (velocità) e considerare le concentrazioni uguali a quelle
iniziali.
Realizzando una serie di cinetiche con concentrazioni iniziali di B e C uguali tra le diverse
esperienze, e concentrazioni iniziali di A sempre diverse, possiamo scrivere
[ ] [ ] [ ] [ ]n
i
In
i
qm
i AkACBkr == (44)
e ricavare n dalla retta di equazione
[ ]i
I
i Ankr lnlnln += (45)
In modo analogo è possibile ricavare gli ordini di reazione relativi agli altri reagenti.
Nello specifico caso del processo di trattamento sviluppato nel presente lavoro
l’espressione cinetica della reazione di decomposizione è

Parte sperimentale
_______________________________________________________________________
93
[ ] [ ] [ ] [ ]pqmnUVTiOOHTOCkr 222= (46)
Una volta stabilito il regime cinetico della reazione relativo ad ogni substrato, le costanti
apparenti di velocità si ottengono fittando i dati sperimentali con l’equazione per una
cinetica di ordine 0
kdt
dCr =−=
( ) ktCtC −= 0(47)
oppure per una cinetica del primo ordine
[ ]Ckdt
dCr =−=
( ) kteCtC −= 0 (48)
dove C rappresenta la concentrazione della specie considerata al tempo t ed iniziale (C0).
3.2.2 Il parametro del COD.
La domanda chimica di ossigeno (COD) è un parametro che permette di valutare in modo
indiretto la concentrazione delle sostanze organiche e inorganiche ossidabili presenti in
un’acqua. Essa rappresenta la misura dell’ossigeno necessario ad ossidare le sostanze
presenti in un campione, per mezzo di un ossidante forte in ambiente acido e a caldo. La
tecnica analitica usata è quella della spettrofotometria, un metodo che si basa
sull’assorbimento di radiazioni luminose monocromatiche da parte di soluzioni o gas, in
funzione della concentrazione della sostanza da analizzare.
La misura del COD viene descritta dal metodo ufficiale IRSA-CNR numero 5130 (135).
Sulla base di questo metodo sono stati successivamente messi a punto metodi simili
semi-automatici in cui i reattivi vengono predosati in fiale cui va aggiunto il campione da
analizzare. Il metodo si basa sull'ossidazione delle sostanze organiche ed inorganiche,
presenti in un campione d'acqua, mediante una soluzione di dicromato di potassio in
presenza di acido solforico concentrato e di solfato di argento, come catalizzatore
dell'ossidazione. L'eccesso di dicromato viene successivamente titolato con una
soluzione a concentrazione nota di solfato di ammonio e ferro (II).

Parte sperimentale
_______________________________________________________________________
94
Figura 55: Sistema di misura del COD Hach-Lange (spettrofotometro, termostato, kit di
reattivi).
La concentrazione delle sostanze organiche ed inorganiche ossidabili, nelle condizioni
del metodo, è proporzionale alla quantità di dicromato di potassio consumato. Lo ione
cloruro è considerato un interferente, poichè la sua ossidazione può avvenire solo nelle
condizioni del metodo utilizzato per il COD e non in quelle presenti nelle acque naturali.
Per la determinazione sperimentale della COD è stato usato uno spettrofotometro HACH
modello DR 20/10, per il quale sono disponibili fialette contenenti il reagente ossidante
(bicromato di potassio) con campi di misurazione fino a 150, 1500 o 15000 mg/L di COD
(Figura 55). La preparazione del campione è avvenuta addizionando ai reattivi della fiala
una certa quantità della miscela da dosare, eventualmente diluita con acqua affinché la
concentrazione ipotizzata rientri nell’intervallo di validità del test, che deve essere
sottoposto a digestione a 150°C per due ore prima dell’analisi. In questo lasso di tempo i
composti organici ossidabili reagiscono riducendo lo ione bicromato (Cr2O72-) a ione
cromo (Cr3+). Una volta raffreddate, le fialette sono state inserite nello spettrofotometro e
è stata effettuata la lettura dell’assorbanza alla lunghezza d’onda di 620 nm; l’errore che
si compie nella stima della COD è di +/- 18 mg/L.
Il test del COD presenta alcune restrizioni dovute alla possibilità di interferenza con alcuni
composti ossidabili, ad esempio solfiti, ferro e perossido d’idrogeno, con conseguente
alterazione del valore misurato. H2O2 infatti è in grado di reagire con gli ioni bicromato
formando acido perossidicromico (H2Cr2O12) che impartisce alla soluzione un’intensa
colorazione blu impedendo la lettura colorimetrica del test (136). Il monitoraggio del COD,
perciò, è stato effettuato solo per quei campioni in cui era stata provata l’assenza di
acqua ossigenata (titolazione iodometrica). Per l’analisi della cinetica del processo si è
preferito monitorare il parametro TOC con la tecnica gas-cromatografica.

Parte sperimentale
_______________________________________________________________________
95
3.2.3 Gas-cromatografia (GC-FID).
La tecnica cromatografica permette l’analisi quali-quantitativa dei una miscela,
separandone le diverse componenti grazie alle differenti interazioni che si instaurano tra
queste, fase stazionaria e fase mobile. Nella gas-cromatografia la fase mobile é un gas
che fluisce attraverso una colonna in cui si trova la fase stazionaria, la quale può essere
un solido granulare poroso oppure un liquido. Secondo lo stato fisico della fase
stazionaria, la gas-cromatografia si può suddividere in cromatografia gas solido (GSC) e
in cromatografia gas liquido (GLC). I meccanismi di separazione relativi alla GC sono
sostanzialmente due: ripartizione e adsorbimento. Il primo nel caso che la fase
stazionaria sia liquida, il secondo quando é solida. La struttura di un gas-cromatografo è
rappresentata in Figura 56.
Figura 56: Schema a blocchi di un gas-cromatografo (a), ed esempio di cromatogramma (b),
adottato da (137).
La fase mobile è in genere un gas inerte (azoto, elio, argon).
Nella camera di iniezione deve avvenire l’istantanea vaporizzazione del campione.
Poiché con l’uso delle colonne capillari la quantità di campione da iniettare è dell’ordine
dei nL/µL, esistono tecniche particolari di iniezione, come la modalità split, che
consentono di far entrare effettivamente in colonna solo una parte del campione iniettato.
La camera di iniezione è corredata da un sistema di resistenze variabili attraverso le quali
è possibile fissare la temperatura ritenuta più adatta per la vaporizzazione della miscela.
L’introduzione del campione viene effettuata con una iniezione su un apposito disco di
gomma al silicone, posto tra una ghiera metallica e il dispositivi di attacco alla colonna.
La colonna può essere di due tipi: impaccata o capillare. L’impaccata (diametro interno 2-
4 mm, lunghezza 1-4 m), usata nella gas-cromatografia classica, comporta una
separazione in colonna di acciaio o di vetro (due metri circa) riempita di materiale inerte
(supporto per la fase stazionaria), sul quale è distribuita una pellicola sottile di liquido
(fase stazionaria) continuamente attraversata dal gas di trasporto. Il processo di
separazione è limitato dalla lentezza di eluizione della molecole del campione lungo la
colonna. La capillare (diametro interno 0,1-0,8 mm, lunghezza 10-100 m), ormai di uso
comune, ha il vantaggio di permettere una rapida eluizione ed una migliore risoluzione
dei picchi. Rispetto alla colonna impaccata essa contiene una quantità molto minore di

Parte sperimentale
_______________________________________________________________________
96
fase stazionaria, per cui la quantità di campione da iniettare è molto più piccola. Le
colonne sono alloggiate in una camera termostatica in cui la temperatura può essere
mantenuta costante per tutta la durata dell’analisi (isoterma) oppure fatta variare
(programmata).
Il detector, posto a valle della colonna, può essere universale o selettivo: il primo
consente di individuare tutti i componenti di una miscela, il secondo rivela solo particolari
categorie di composti. I più ampiamente utilizzati sono:
� il rivelatore di conducibilità termica (HWD, universale e non distruttivo), che
misura variazioni di questa proprietà del gas carrier;
� il rivelatore a cattura di elettroni (ECD, selettivo e non distruttivo), che comprende
una sorgente radioattiva (63Ni) che emette radiazioni beta, e misura le diminuzioni
di corrente elettrica di fondo (dovuta alla fase mobile) che si verifica quando è
presente un’altra sostanza elettroaffine assieme al carrier;
� il detector a ionizzazione di fiamma (FID, Figura 57).
Si tratta di un rivelatore universale ma distruttivo in quanto i campioni vengono bruciati
per ottenerne la trasformazione in ioni allo stato gassoso. ll carrier viene convogliato
verso un ugello, a cui giungono anche idrogeno ed aria, necessari per alimentare una
piccola fiammella. Una resistenza posta accanto all’ugello provoca l’accensione della
fiammella. Quest’ultima si trova circondata da un collettore cilindrico caricato
positivamente; il secondo elettrodo del circuito, quello caricato negativamente, é costituito
dall’ugello stesso. La microfiamma provoca una debolissima corrente ionica tra gli
elettrodi, che vengono mantenuti sotto una differenza di potenziale di circa 300V. Questa
corrente, elaborata, amplificata e misurata, viene inviata ad un opportuno registratore e
costituisce il rumore di fondo. Quando un componente della miscela raggiunge la fiamma,
viene subito ionizzato con conseguente aumento dell’intensità di corrente e quindi
rivelato con un segnale più intenso. Sono poche le sostanze che hanno potenziali di
ionizzazione così alti da non poter essere ionizzate nelle normali condizioni di lavoro (tra
queste abbiamo acqua, solfuro di carbonio, anidride carbonica, ossido di carbonio, ossidi
di azoto, ammoniaca, acido solfidrico, biossido di zolfo, acido formico, gas nobili, azoto e
ossigeno). La sensibilità di questo rivelatore é molto elevata (nanogrammi).
Figura 57: Detector a ionizzazione di fiamma (FID).

Parte sperimentale
_______________________________________________________________________
97
La tecnica gas-cromatografica è stata utilizzata per la misura del TOC del refluo.
Durante la sperimentazione è stato utilizzato un gas-cromatografo HP 5890 serie II
abbinato ad un detector FID.
Sono stati utilizzati i seguenti parametri operativi:
1. Gas carrier: elio, 50 ml/min per avere un flusso in colonna di 1 ml/min;
2. Colonna capillare apolare (12 m x 0,2 mm);
3. Modalità di iniezione splitless (1-5 µL), temperatura iniettore 240°C;
4. Analisi in isoterma a 200°C;
5. Temperatura del detector 280°C, flussi dei gas di ionizzazione H2 30 ml/min, gas
ausiliario 30 ml/min, aria 200 ml/min.
La concentrazione dei contaminanti dei vari campionamenti è stata determinata con il
metodo della taratura diretta. Per la normalizzazione dei dati sperimentali di TOC è stato
assunto quale standard esterno il valore iniziale di COD misurato del campione di refluo
sottoposto all’ora di adsorbimento su TiO2. Il confronto tra le aree registrate avviene
mediante la proporzione
samplesamplestst CACA :: = (49)
dove A e C rappresentano rispettivamente l’area nel cromatogramma e la concentrazione
corrispondente dello standard e del campione incognito.
3.2.4 Spettrofotometria UV-VIS.
Le tecniche spettroscopiche sono basate sullo scambio di energia che si verifica fra
l’energia radiante e la materia. In particolare, la spettrofotometria di assorbimento è
interessata ai fenomeni di assorbimento delle radiazioni luminose della regione dello
spettro elettromagnetico appartenenti al campo del visibile (350 – 700 nm) e del vicino
ultravioletto (200 – 350 nm) (137).
L’assorbimento di questi tipi di radiazioni da parte delle molecole è in grado di produrre
delle transizioni energetiche degli elettroni esterni, sia impegnati che non impegnati in un
legame.
La spettrofotometria presenta il vantaggio di essere un metodo semplice, attendibile ed
economico per l’analisi qualitativa e quantitativa di campioni; tuttavia presenta una
moderata selettività (dipendente dall’estensione del cromoforo), e non è applicabile alla
determinazione di miscele.
Per effettuare analisi qualitative si fa uso di raggi policromatici a spettro continuo, poi
separati tramite monocromatori nelle varie componenti (radiazioni monocromatiche). In
pratica le singole radiazioni monocromatiche di tale raggio si fanno passare, una alla
volta, attraverso la sostanza in esame, la quale assorbirà in modo diverso, cioè con
diversa intensità, le diverse radiazioni. Riportando perciò i valori registrati in un grafico
lunghezza d'onda-assorbimento, si ottiene lo spettro di assorbimento della sostanza
esaminata. Per il fatto che ogni sostanza ha il suo spettro di assorbimento, l'esame di tali

Parte sperimentale
_______________________________________________________________________
98
spettri permette di identificare una sostanza (per confronto diretto con campioni noti o
tramite banche dati di spettri) o di controllarne il grado di purezza.
Per eseguire analisi quantitative si fa uso di raggi monocromatici, cioè costituiti da
radiazioni di una sola frequenza. In pratica, date le difficoltà di avere raggi dotati di
questa proprietà, si impiegano fasci di radiazioni comprendenti una banda molto ristretta
dello spettro, ossia fasci quasi monocromatici.
Le determinazioni quantitative sono basate sul fatto che, quando una radiazione
attraversa una soluzione, viene assorbita più o meno intensamente a seconda della
concentrazione: se si fa passare attraverso una soluzione a concentrazione incognita una
radiazione monocromatica (cioè di una determinata λ) e di intensità I0, al di là della
soluzione si troverà una radiazione di intensità I, che sarà minore di I0 se una parte della
radiazione è stata assorbita dalla soluzione stessa. La frazione di luce trasmessa,
rispetto a quella incidente, si definisce trasmittanza T, data da:
0I
IT = (50)
L’entità della radiazione assorbita è detta più comunemente assorbenza (A), ed è pari al
logaritmo del reciproco della trasmittanza:
I
I
TA 0log
1log == (51)
Esiste una legge che ci permette di calcolare la concentrazione di campione dal suo
assorbimento; questa è la legge di Lambert – Beer, che assume la forma:
clA ε= (52)
dove:
A = assorbenza del campione
ε = coefficiente di estinzione molare, specifico per ogni sostanza
l = cammino ottico (cm)
c = concentrazioni (M)
Secondo la legge di Lambert – Beer, dunque, l’assorbanza A è proporzionale sia alla
concentrazione della sostanza assorbente, sia allo spessore dello strato attraversato, per
cui più elevata è la concentrazione delle molecole che passano dallo stato fondamentale
a quello eccitato, maggiore sarà l’assorbanza.
Il coefficiente di estinzione molare ε indica il valore di assorbanza del composto in esame
quando l = 1 cm e c = 1, e il suo valore dipende:
♦ dalla lunghezza d’onda della radiazione assorbita
♦ dalla natura del solvente
♦ dal pH
♦ dalla specie chimica che assorbe.
ed è invece indipendente dalla temperatura.

Parte sperimentale
_______________________________________________________________________
99
La legge di Lambert-Beer è valida solo per soluzioni diluite, a causa della possibile
formazione di composti di dimensioni maggiori che si può avere in caso di aumento della
concentrazione, e che possono modificare l’assorbanza alla λ considerata. Nell’analisi
quantitativa viene preso in considerazione il valore di lunghezza d’onda a cui si verifica il
massimo assorbimento di energia (λmax).
Le misure sono state effettuate mediante uno spettrofotometro UV-VIS Perkin Elmer
Lambda EZ201 a doppio raggio come quello schematizzato in Figura 58. Gli spettri di
assorbanza sono stati raccolti nell’intervallo di lunghezze d’onda 200-600 nm.
Figura 58: Schematizzazione delle componenti principali di uno spettrofotometro UV-VIS a
doppio raggio.
La sorgente è costituita da due lampade, una ad incandescenza per la regione del visibile
(a filamento di tungsteno), e l’altra al deuterio per la regione UV. Il passaggio da una
lampada e l’altra avviene in genere a 350 nm. Il monocromatore è un sistema ottico che
disperde la luce policromatica in bande monocromatiche (prisma), successivamente
selezionate da filtri ottici per dare la λ desiderata. Il comparto celle ospita le cuvette per il
campione e per il solvente (bianco), che possono essere in quarzo (UV), vetro o plastica
(VIS). Il rivelatore converte l’energia della radiazione che lo investe in segnale elettrico.
Le misure sono state effettuate analizzando la miscela campionata senza ulteriori
diluizioni. Come campione di bianco per l’azzeramento è stata utilizza acqua distillata.
3.2.5 Titolazione iodometrica.
Le titolazioni effettuate con iodio si dividono in due gruppi:
1. titolazioni dirette con soluzione standard di I2 (iodimetria)
2. titolazioni indirette che utilizzano una soluzione di tiosolfato di sodio standard
(iodometria).
Il metodo iodometrico si basa sulla reazione tra lo iodio prodotto dall’ossidazione di I- da
parte della specie ossidante e lo ione tiosolfato (137) .
E°I2= 0,5345 V
E°S4O62-= 0,08 V

Parte sperimentale
_______________________________________________________________________
100
Le soluzioni standard di tiosolfato possono essere usate per titolare quasi tutte le
sostanze ossidanti. Tuttavia, la titolazione viene generalmente effettuata aggiungendo
alla soluzione della sostanza ossidata un grande eccesso (noto solo
approssimativamente) di ioduro di potassio. La sostanza ossidante si riduce, mettendo in
libertà una quantità equivalente di iodio e, questo, viene titolato con tiosolfato. Poiché una
sostanza ossidante mette in libertà una quantità equivalente di iodio, il volume di
tiosolfato che viene impegnato per la titolazione dello iodio messo in libertà è, in ogni
caso, uguale al volume che verrebbe impegnato se il tiosolfato fosse usato per ridurre
direttamente la sostanza alla forma indicata.
campioneeqiodioeqtiosolfatoeq nnn ... == (53)
Alcune sostanze ossidanti che possono essere deterninate con questo metodo sono
riportate in Tabella 8.
Tabella 8: Reazioni di ossidoriduzione per alcune sostanze titolabili con il metodo
iodometrico.
Il potenziale della semicoppia I2/2I- è praticamente indipendente dal pH della soluzione se
questo ha valore minore di 8, in quanto per valori superiori, lo iodio reagisce con gli ioni
ossidrile dando
L’ipoiodito può in parte dismutarsi secondo l’equazione
Queste reazioni possono dare luogo a seri errori nelle titolazioni con lo iodio, in quanto
l’uso del sistema I3-/ 3I- come riducente coinvolge spesso anioni ossigenati (MnO4-,
Cr2O72-, IO3
-, ecc) per i quali solo in ambiente acido è possibile ottenere un elevato
potenziale di ossidazione. In questi casi, l’acidità può costituire una sorgente di errore in
quanto essa favorisce l’ossidazione dello ione I- da parte dell’O2 dell’aria, secondo la
semireazione:

Parte sperimentale
_______________________________________________________________________
101
Il potenziale di riduzione della semicoppia indicata aumenta notevolmente con la
concentrazione idrogenionica, per cui, se si vuole contenere il potenziale di questo
sistema interferente entro valori uguali o inferiori a quelli del sistema I3-/ 3I-, bisogna
operare in ambiente neutro o moderatamente acido, oppure ridurre la concentrazione
dell’O2 nella fase gassosa, in equilibrio con la soluzione. Ciò si realizza aggiungendo
NaHCO3 che, liberando CO2, sposta l’aria disciolta ed abbassa la pressione parziale di
O2 nella fase gassosa. In ambiente neutro, l’O2 dell’aria normalmente disciolto nella
soluzione non ha capacità di ossidare lo ione ioduro, a meno che non vi siano presenti
dei catalizzatori: luce intensa, cationi e anioni a stato di ossidazione variabile (Cu2+,
HNO3, ecc.).
Uno dei vantaggi più rilevanti che caratterizza i metodi iodimetrici e iodometrici è la
possibilità di disporre di un indicatore estremamente sensibile a tracce di iodio. Detto
indicatore è la salda d’amido costituita da una sospensione acquosa di amido che
impartisce un colore blu-violaceo ad una soluzione contenente tracce di triioduro. La
specie colorata che si forma si ritiene sia dovuta alla formazione di un complesso in cui lo
iodio è trattenuto nell’interno dell’elica del polisaccaride (in particolare il β-amilosio). A
20°C la salda d’amido rivela concentrazioni di iodio pari a 2 · 10-5 M purché I- > 4 · 10-4 M.
Le sospensioni acquose di amido si decompongono in pochi giorni soprattutto per attacco
batterico. I prodotti di decomposizione possono consumare iodio e alterare le proprietà
dell’indicatore. Nelle titolazioni iodometriche la salda d’amido va aggiunta in prossimità
dell’equivalenza affinché non si determini un adsorbimento troppo profondo del
complesso I3-, che renderebbe il viraggio poco netto.
Vari fattori possono influire negativamente sulla sensibilità dell’indicatore e, fra questi, i
più importanti possono essere:
a) la presenza di solventi organici (alcool etilico, ecc.) miscibili in acqua. Ad
es. con alcool etilico al 50% non si ha colorazione della salda d’amido;
b) l’aumento della temperatura: a 50°C la sensibilità è circa 10 volte minore
di quella a 20°C;
c) l’ambiente estremamente acido determina l’idrolisi dell’indicatore.
Per queste ragioni, le titolazioni vanno eseguite a freddo, in ambiente acquoso
relativamente acido. Nel caso in cui l’elevata acidità fosse indispensabile, la presenza di
iodio può essere rivelata dibattendo la soluzione con piccole quantità di un solvente
immiscibile con acqua (CHCl3 o CCl4) e nel quale lo iodio sia molto solubile.
Anche la stabilità delle soluzioni di tiosolfato dipende dal pH, dalla luce e dall’ossigeno
atmosferico. Se pH << 5, può avvenire con velocità apprezzabile la reazione di
disproporzionamento seguente

Parte sperimentale
_______________________________________________________________________
102
La sua velocità aumenta al crescere della concentrazione di idrogenioni e in soluzione
fortemente acida si forma molto rapidamente zolfo elementare. L’esposizione alla luce
del sole o all’atmosfera ne aumenta la velocità di decomposizione. Il tiosolfato è ossidato
dall’O2 dell’aria già in ambiente neutro ma meglio in ambiente piuttosto alcalino e, specie
se la soluzione è esposta alla luce diretta, questo comporta una diminuzione del titolo
della soluzione.
Infine la più importante causa di instabilità del tiosolfato sono certi batteri capaci di
metabolizzare il tiosolfato a solfito, solfato e zolfo elementare. La preparazione delle
soluzioni deve avvenire con acqua bollita, oppure aggiungendo sostanze come CHCl3,
benzoato di sodio, HgI2 o HgCl2 che inibiscono la crescita dei batteri.
Le soluzioni di tiosolfato devono essere standardizzate con uno standard primario (per
es. K2CrO7, KIO3, KMnO4, KBrO3). Il titolo della soluzione di tiosolfato è generalmente
effettuato con iodio ottenuto trattando un noto numero di equivalenti di un adatto
ossidante, in soluzione acida per acido minerale, con un eccesso di KI. Abbiamo
utilizzato KIO3 (M.E. = M.M./ 6 = 35,667) secondo la seguente procedura:
1. Pesare con precisione il KIO3 e portare a volume con acqua in matraccio tarato
2. Prelevare in beuta da titolazione, con pipetta tarata, 10 ml di soluzione KIO3
3. Diluire, aggiungere 1g di KI (esente da iodato) e 1-2ml di HCl conc.
4. La soluzione si colora immediatamente in bruno per la messa in libertà di iodio
5. Titolare con la soluzione 0,1M approssimata di tiosolfato
6. Alla colorazione giallo paglierino, aggiungere 2 ml di salda d'amido
7. Continuare a titolare fino a che una goccia di tiosolfato decolora completamente
la soluzione (da bruna a incolore).
La concentrazione della soluzione di tiosolfato viene calcolata attraverso l’espressione
−− ∗=∗ 232
232 OSOSstst VNVN (54)
Nella determinazione quantitativa di H2O2 il perossido di idrogeno reagisce con lo ioduro
secondo la reazione
Rispetto alla permanganatometria il metodo iodometrico presenta il vantaggio di non
essere sensibile alla presenza di stabilizzanti, che spesso sono addizionati all’acqua
ossigenata (acido borico, acido salicilico e glicerolo). Inoltre, non interferisce con le
sostanze organiche ed inorganiche del prelievo analizzato, ed è abbastanza specifico per
i perossidi (136).
La determinazione quantitativa di H2O2 è stata effettuata diluendo in una beuta 1 ml della
soluzione incognita con 10 ml di KI 10%, acidificando con 1-2 ml di HCl concentrato, e

Parte sperimentale
_______________________________________________________________________
103
titolando con il tiosolfato standardizzato. In prossimità della fine della titolazione (colore
giallo paglierino della soluzione), sono state aggiunte 20 gocce di salda d’amido,
continuando poi a titolare con tiosolfato fino al viraggio dell’indicatore (decolorazione). La
normalità di H2O2 è stata poi calcolata con la (54).


Risultati e discussione _______________________________________________________________________
105
4 Risultati e discussione: ossidi metallici per
isolamento termico.
Come è noto i materiali aerogel trovano numerose importanti applicazioni, in virtù delle
loro peculiari caratteristiche di tessitura, tra cui elevate porosità ed aree superficiali
specifiche. Nell’ambito dell’applicazione di nanomateriali nel campo dell’isolamento
termico, il lavoro di ricerca e’ stato focalizzato su aspetti fondamentali di strutturazione di
ossidi inorganici e/o nanocompositi allo scopo di promuovere le proprietà di
termoisolamento e di approfondire la conoscenza di base della dipendenza di tali
proprietà dalla tessitura e dalla struttura del materiale. Quindi, in previsione della
progettazione di un prodotto finale in forma di composito fibra/aerogel, siamo andati
verificare in che modo le condizioni di sintesi potessero influenzare la tessitura del solido
finale, nonché la stabilità del precursore sol-gel ai fini della sua sopportazione. La Figura
59 riporta uno schematico outline di questa parte del lavoro di ricerca, in cui sono stati
considerati aspetti di nano-strutturazione dell’ossido a base id Al2O3 ed aspetti di sintesi
dei precursori degli ossidi aerogel-like, ai fini di uno scale-up del processo di sintesi
necessario per la preparazione del prodotto finale, composito fibra-aerogel.
Aerogel ((((Al2O3)
Proprietà di tessitura (volume dei pori, diametro dei pori,
dimensione dei grani)
Proprietà termiche (diffusività, conductività, calore
specifico)
γ-Al2O3 sol-gel precursoreParametri di sintesi Proprietà reologiche e
granulometriche
COMPOSITO FIBRA/AEROGELPRODOTTO FINALE
Isolamento termico
Aerogel ((((Al2O3)
Proprietà di tessitura (volume dei pori, diametro dei pori,
dimensione dei grani)
Proprietà termiche (diffusività, conductività, calore
specifico)
γ-Al2O3 sol-gel precursoreParametri di sintesi Proprietà reologiche e
granulometriche
COMPOSITO FIBRA/AEROGELPRODOTTO FINALE
Isolamento termico
Isolamento termico
Figura 59: Isolamento termico: outline del lavoro della tesi.

Risultati e discussione _______________________________________________________________________
106
4.1 Stabilità termica, proprietà strutturali e di tessitura di
nanomateriali a base di Al2O3.
4.1.1 Proprietà di tessitura.
Tenendo presente che il prodotto finale che si vuole sviluppare sono i compositi
fibra/aerogel, abbiamo in questa fase analizzato le proprietà dei materiali porosi di
partenza. Le caratteristiche di struttura e di tessitura di materiali a base di ossidi metallici
possono essere controllate attraverso una scelta della metodologia di sintesi appropriata.
Tra le proprietà di struttura e quelle di tessitura esiste una reciproca influenza. Infatti, la
dimensione dei cristalliti della pseudoboehmite di partenza influisce sulla cristallinità della
γ-Al2O3, nonché sulle temperature di transizione di fase da pseudoboehmite a γ-Al2O3 e
da θ- ad α-Al2O3, che aumentano con la cristallinità dell’idrossido (138,139). A sua volta,
la formazione di α-allumina ha un effetto deleterio sul volume e sull’area superficiale, in
quanto avviene con un processo di nucleazione e crescita a spese dell’allumina di
transizione, comportando la distruzione della struttura porosa originaria. Le altre
transizioni di fase dell’allumina invece avvengono mediante trasformazioni che
conservano parzialmente l’organizzazione dei piani cristallini, e hanno quindi un effetto
meno marcato sulla tessitura, pur comportando un aumento delle dimensioni dei grani.
D’altra parte, la tessitura può influenzare la sinterizzazione e la transizione di fase: la
stabilità maggiore dei pori ad alto diametro inibisce la sinterizzazione e quindi la
transizione ad α-allumina (si veda l’introduzione).
La cristallinità della boehmite e la tessitura iniziale sono quindi i due principali fattori che
governano l’evoluzione successiva.
Le proprietà di tessitura sono state analizzate con la tecnica di fisiadsorbimento di N2
(Figure 60-63). Le isoterme di fisiadsorbimento dei campioni analizzati, calcinati a 700-
900 °C, presentano un andamento del tipo IV (secondo la classificazione IUPAC), indice
di una struttura mesoporosa, e un’isteresi del tipo H2, tipica di agglomerati o aggregati di
particelle sferoidali di dimensioni non uniformi (107,140). Come si può osservare in tutti i
casi l’isteresi è posizionata a valori di pressione parziale maggiori di 0,4, ad indicare la
presenza di pori nella regione meso: lo spostamento a valori di P/P0 sempre maggiori tra
un campione e l’altro è indice di un aumento del valore del loro diametro medio. Tutte le
allumine sono accomunate da una distribuzione dei pori monomodale, che è chiaramente
visibile anche dalla forma dell’isteresi delle isoterme di fisiadsorbimento.
Dal punto di vista delle proprietà di tessitura le allumine prese in esame possono essere
suddivise in tre gruppi:
� gruppo A, comprendente i materiali aventi pori a volume paragonabile (ca.1 ml/g)
e diametro dei pori compreso tra 8 nm e 25 nm (Tabella 9);
� gruppo B di materiali caratterizzati da pori aventi diametro 10 ± 2 nm e diverso
volume dei pori (Tabella 10);

Risultati e discussione _______________________________________________________________________
107
� gruppo C di materiali aventi pori di diametro 21 ± 2 nm e diverso volume dei pori
(Tabella 11).
Tabella 9: Caratteristiche di tessitura di Al2O3 aventi volume dei pori paragonabile e
diametro dei pori compreso tra 8 nm e 25 nm (gruppo A).
Campione Tcalc(°C) BET
(m2/g)
PV
(ml/g)
dp
(nm)
dreale
(g/cm3)
Porosità
(%)
Grain sizea
(nm)
Al2O3 (1) 700 313 0,92 7,8 0,84 77 5,3
Al2O3 (2) 700 323 1,11 9,1 0,72 80 5,1
Al2O3 (3) 700 205 1,03 14,0 0,76 79 8,1
Al2O3 (M) 700 186 1,08 17,0 0,74 80 8,9
Al2O3 (4) 700 131 1,10 25,0 0,73 80 12,6 a calcolato dal valore di BET.
Tabella 10: Al2O3 aventi pori di dimensione paragonabile (8-12 nm) e differente volume
(gruppo B).
Campione Tcalc(°C) BET
(m2/g)
PV
(ml/g)
dp
(nm)
dreale
(g/cm3)
Porosità
(%)
Grain sizea
(nm)
Al2O3 (P) 700 151 0,50 10,2 1,31 64 11,0
Al2O3 (5) 700 194 0,54 8,2 1,23 66 8,5
Al2O3 (1) 700 313 0,92 7,8 0,84 77 5,3
Al2O3 (2) 700 323 1,11 9,1 0,72 80 5,1
Al2O3 (6) 700 399 1,61 12,0 0,53 85 4,1 a calcolato dal valore di BET
Tabella 11: Al2O3 aventi pori di dimensione paragonabile (19-23 nm) e differente volume
(gruppo C).
Campione Tcalc(°C) BET
(m2/g)
PV
(ml/g)
dp
(nm)
dreale
(g/cm3)
Porosità
(%)
Grain sizea
(nm)
Al2O3 (7) 700 193 1,06 18,4 0,75 79 8,6
Al2O3 (8) 900 182 1,35 23,4 0,61 83 9,1
Al2O3 (9) 800 201 1,41 21,5 0,60 84 8,2
Al2O3 (10) 700 346 1,69 18,7 0,51 86 4,8
Al2O3 (11) 700 293 2,11 21,6 0,42 88 5,6 a calcolato dal valore di BET.

Risultati e discussione _______________________________________________________________________
108
Al2O3 (1) 700°C
0
100
200
300
400
500
600
700
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbe
d N
2 v
ol.
(m
l/g
)
Al2O3 (2) 700°C
0
100
200
300
400
500
600
700
800
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbe
d N
2 v
ol.
(m
l/g
)
Al2O3 (1) 700°C
0
100
200
300
400
500
600
700
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbe
d N
2 v
ol.
(m
l/g
)
Al2O3 (1) 700°C
0
100
200
300
400
500
600
700
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbe
d N
2 v
ol.
(m
l/g
)
Al2O3 (2) 700°C
0
100
200
300
400
500
600
700
800
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbe
d N
2 v
ol.
(m
l/g
)
Al2O3 (2) 700°C
0
100
200
300
400
500
600
700
800
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbe
d N
2 v
ol.
(m
l/g
)
Al2O3 (3) 700°C
0
100
200
300
400
500
600
700
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbe
d N
2 v
ol.
(m
l/g
)
Al2O3 (M) 700°C
0
100
200
300
400
500
600
700
800
0.0 0.2 0.4 0.6 0.8 1.0
Relative pressure (P/Po)
Ad
so
rbe
d N
2 v
ol.
(m
l/g
)
Al2O3 (3) 700°C
0
100
200
300
400
500
600
700
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbe
d N
2 v
ol.
(m
l/g
)
Al2O3 (3) 700°C
0
100
200
300
400
500
600
700
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbe
d N
2 v
ol.
(m
l/g
)
Al2O3 (M) 700°C
0
100
200
300
400
500
600
700
800
0.0 0.2 0.4 0.6 0.8 1.0
Relative pressure (P/Po)
Ad
so
rbe
d N
2 v
ol.
(m
l/g
)
Al2O3 (M) 700°C
0
100
200
300
400
500
600
700
800
0.0 0.2 0.4 0.6 0.8 1.0
Relative pressure (P/Po)
Ad
so
rbe
d N
2 v
ol.
(m
l/g
)
Al2O3 (4) 700°C
0
100
200
300
400
500
600
700
800
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbe
d N
2 v
ol.
(m
l/g
)
Al2O3 (4) 700°C
0
100
200
300
400
500
600
700
800
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbe
d N
2 v
ol.
(m
l/g
)
Figura 60: Isoterme di fisiadsorbimento di N2 delle allumine del gruppo A. Dimensione dei
pori 8-25 nm, volume dei pori ca. 1 ml/g.
Al2O3 (5) 700°C
0
50
100
150
200
250
300
350
400
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbe
d N
2 v
ol.
(m
l/g
)
Al2O3 (P) 700°C
0
50
100
150
200
250
300
350
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbed
N2 v
ol. (
ml/g
)
Al2O3 (5) 700°C
0
50
100
150
200
250
300
350
400
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbe
d N
2 v
ol.
(m
l/g
)
Al2O3 (5) 700°C
0
50
100
150
200
250
300
350
400
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbe
d N
2 v
ol.
(m
l/g
)
Al2O3 (P) 700°C
0
50
100
150
200
250
300
350
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbed
N2 v
ol. (
ml/g
)
Al2O3 (P) 700°C
0
50
100
150
200
250
300
350
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbed
N2 v
ol. (
ml/g
)

Risultati e discussione _______________________________________________________________________
109
Al2O3 (1) 700°C
0
100
200
300
400
500
600
700
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbe
d N
2 v
ol.
(m
l/g
)
Al2O3 (2) 700°C
0
100
200
300
400
500
600
700
800
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbe
d N
2 v
ol.
(m
l/g
)
Al2O3 (1) 700°C
0
100
200
300
400
500
600
700
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbe
d N
2 v
ol.
(m
l/g
)
Al2O3 (1) 700°C
0
100
200
300
400
500
600
700
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbe
d N
2 v
ol.
(m
l/g
)
Al2O3 (2) 700°C
0
100
200
300
400
500
600
700
800
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbe
d N
2 v
ol.
(m
l/g
)
Al2O3 (2) 700°C
0
100
200
300
400
500
600
700
800
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbe
d N
2 v
ol.
(m
l/g
)
Al2O3 (6) 700°C
0
200
400
600
800
1000
1200
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbed
N2 v
ol. (
ml/g
)Al2O3 (6) 700°C
0
200
400
600
800
1000
1200
0 0.2 0.4 0.6 0.8 1
Relative pressure (P/Po)
Ad
so
rbed
N2 v
ol. (
ml/g
)
Figura 61: Isoterme di fisiadsorbimento delle allumine del gruppo B. Dimensione media dei
pori 10±2 nm, volume dei pori 0,5-1,61 ml/g.
Al2O3 (1) 700°C
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Cu
mu
lati
ve
PV
(cm
3/g
)
Al2O3 (2) 700°C
0
1
2
3
4
5
6
7
8
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.2
0.4
0.6
0.8
1
1.2
Cu
mu
lati
ve P
V (
cm
3/g
)
Al2O3 (1) 700°C
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Cu
mu
lati
ve
PV
(cm
3/g
)
Al2O3 (1) 700°C
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Cu
mu
lati
ve
PV
(cm
3/g
)
Al2O3 (2) 700°C
0
1
2
3
4
5
6
7
8
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.2
0.4
0.6
0.8
1
1.2
Cu
mu
lati
ve P
V (
cm
3/g
)
Al2O3 (2) 700°C
0
1
2
3
4
5
6
7
8
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.2
0.4
0.6
0.8
1
1.2
Cu
mu
lati
ve P
V (
cm
3/g
)
Al2O3 (3) 700°C
0
0.5
1
1.5
2
2.5
3
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.2
0.4
0.6
0.8
1
1.2
Cu
mu
lati
ve P
V (
cm
3/g
)
Al2O3 (M) 700°C
0
0.5
1
1.5
2
2.5
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.2
0.4
0.6
0.8
1
1.2
Cu
mu
lati
ve P
V (
cm
3/g
)
Al2O3 (3) 700°C
0
0.5
1
1.5
2
2.5
3
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.2
0.4
0.6
0.8
1
1.2
Cu
mu
lati
ve P
V (
cm
3/g
)
Al2O3 (3) 700°C
0
0.5
1
1.5
2
2.5
3
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.2
0.4
0.6
0.8
1
1.2
Cu
mu
lati
ve P
V (
cm
3/g
)
Al2O3 (M) 700°C
0
0.5
1
1.5
2
2.5
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.2
0.4
0.6
0.8
1
1.2
Cu
mu
lati
ve P
V (
cm
3/g
)
Al2O3 (M) 700°C
0
0.5
1
1.5
2
2.5
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.2
0.4
0.6
0.8
1
1.2
Cu
mu
lati
ve P
V (
cm
3/g
)

Risultati e discussione _______________________________________________________________________
110
Al2O3 (4) 700°C
0
0.2
0.4
0.6
0.8
1
1.2
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I0
0.5
1
1.5
2
2.5
Cu
mu
lati
ve
PV
(cm
3/g
)
Al2O3 (4) 700°C
0
0.2
0.4
0.6
0.8
1
1.2
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I0
0.5
1
1.5
2
2.5
Cu
mu
lati
ve
PV
(cm
3/g
)
Figura 62: Proprietà di tessitura delle allumine appartenenti al gruppo A. Dimensione dei
pori 8-25 nm, volume dei pori ca. 1 ml/g.
Al2O3 (5) 700°C
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
2
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.1
0.2
0.3
0.4
0.5
0.6
Cu
mu
lati
ve
PV
(cm
3/g
)
Al2O3 (P) 700°C
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.1
0.2
0.3
0.4
0.5
0.6
Cu
mu
lati
ve P
V (
cm
3/g
)
Al2O3 (5) 700°C
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
2
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.1
0.2
0.3
0.4
0.5
0.6
Cu
mu
lati
ve
PV
(cm
3/g
)
Al2O3 (5) 700°C
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
2
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.1
0.2
0.3
0.4
0.5
0.6
Cu
mu
lati
ve
PV
(cm
3/g
)
Al2O3 (P) 700°C
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.1
0.2
0.3
0.4
0.5
0.6
Cu
mu
lati
ve P
V (
cm
3/g
)
Al2O3 (P) 700°C
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.1
0.2
0.3
0.4
0.5
0.6
Cu
mu
lati
ve P
V (
cm
3/g
)
Al2O3 (1) 700°C
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Cu
mu
lati
ve P
V (
cm
3/g
)
Al2O3 (2) 700°C
0
1
2
3
4
5
6
7
8
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.2
0.4
0.6
0.8
1
1.2C
um
ula
tiv
e P
V (
cm
3/g
)Al2O3 (1) 700°C
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Cu
mu
lati
ve P
V (
cm
3/g
)
Al2O3 (1) 700°C
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Cu
mu
lati
ve P
V (
cm
3/g
)
Al2O3 (2) 700°C
0
1
2
3
4
5
6
7
8
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.2
0.4
0.6
0.8
1
1.2C
um
ula
tiv
e P
V (
cm
3/g
)Al2O3 (2) 700°C
0
1
2
3
4
5
6
7
8
1 10 100
Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.2
0.4
0.6
0.8
1
1.2C
um
ula
tiv
e P
V (
cm
3/g
)

Risultati e discussione _______________________________________________________________________
111
Al2O3 (6) 700°C
0
0.5
1
1.5
2
2.5
3
3.5
4
1 10 100Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
Cu
mu
lati
ve P
V (
cm
3/g
)
Al2O3 (6) 700°C
0
0.5
1
1.5
2
2.5
3
3.5
4
1 10 100Pore diameter (nm)
dV
/dlo
g(D
) I
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
Cu
mu
lati
ve P
V (
cm
3/g
)
Figura 63: Proprietà di tessitura di allumine appartenenti al gruppo B. Dimensione media dei
pori 10±2 nm, volume dei pori 0,5-1,61 ml/g.
4.1.2 Proprietà strutturali.
Le allumine sono state analizzate mediante la tecnica di diffrazione a raggi X per polveri.
Al2O3 (2) 700°C
0
200
400
600
800
1000
1200
0 10 20 30 40 50 60 70 80 90
2Θ2Θ2Θ2Θ
co
un
ts
γ
Al2O3 (2) 700°C
0
200
400
600
800
1000
1200
0 10 20 30 40 50 60 70 80 90
2Θ2Θ2Θ2Θ
co
un
ts
γ
Figura 64: Tipico spettro XRD di g-Al2O3.
A titolo di esempio viene riportato lo spettro di una Al2O3 utilizzata in questo lavoro
(Figura 64), che conferma la presenza di fase γ consistente con la calcinazione a 700-
900°C. I due picchi principali corrispondenti ai riflessi con 2Θ 45,8° e 66,8° indicano un
buon grado di cristallinità. Applicando la formula di Scherrer ai dati relativi dei riflessi
principali si ottiene una dimensione dei cristalliti su scala nanometrica per tutti i campioni
presi in esame (≤ 5 nm), che non subisce variazioni sostanziali nell’intervallo di
temperatura considerato. Le allumine in fase γ sono state analizzate per stabilire la

Risultati e discussione _______________________________________________________________________
112
correlazione tra caratteristiche di tessitura nella regione dei mesopori e proprietà di
termoisolamento del materiale.
Per valutare l’effetto delle proprietà di struttura, tra cui dimensioni dei grani e tipologia di
agglomerato, sul quelle di termoisolamento di Al2O3 sono state prese in esame le due
allumine mesoporose Al2O3 (M) e Al2O3 (P), che, presentando dei valori di diametro dei
pori diversi, saranno caratterizzate da cinetiche di sinterizzazione differenti. Le due
allumine sono state calcinate a temperature comprese tra 700°C e 1450°C, e le rispettive
caratteristiche sono riportate Tabella 12.
Tabella 12: Caratteristiche di tessitura di Al2O3 (M) e Al2O3 (P) al variare della temperatura di
calcinazione.
Campione Tcalc(°C)/fase/
ps (nm) BET (m
2/g) PV (ml/g)
dp
(nm)
dreale
(g/cm3)
Porosità
(%)
Grain size
(nm)
Al2O3 (M) 700/ γ/4 186 1,084 17,0 0,74 80 9
900/ θ/6,4 157 1,033 19,6 0,76 79 11
1250/ α/>70 8 0,035 19,7 3,49 12 188
1350/ α/>70 5 0,013 13,5 3,78 5 302
1450/ α/>70 4 0,013 17,5 3,78 5 431
Al2O3 (P) 700/ γ/5,3 151 0,500 10,2 1,31 64 11
1350/ α/>70 2 0,006 13,5 3,89 2 754
Le due allumine seguono chiaramente un’evoluzione strutturale diversa l’una dall’altra:
� γ-Al2O3 (P) presenta un volume dei pori ed un diametro medio che sono circa la
metà rispetto a γ-Al2O3 (M), con un particle size e grain size che invece sono
paragonabili;
� i valori di tessitura e le proprietà strutturali dei materiali calcinati ad elevata
temperatura, invece, indicano come Al2O3 (P) abbia una velocità di
sinterizzazione maggiore, che comporta un consistente accrescimento della
dimensione dei grani. La minor stabilità termica di Al2O3 (P) è giustificabile dal
valore inferiore del diametro medio dei pori.
� per Al2O3 (M) la transizione alla fase θ non comporta grosse variazioni delle
proprietà di tessitura e di struttura.
� per α-Al2O3 (M) la calcinazione a temperatura crescente determina una
densificazione del materiale, con il contemporaneo aumento della dimensione dei
grani.

Risultati e discussione _______________________________________________________________________
113
4.2 Proprietà di termoisolamento delle polveri.
4.2.1 Standardizzazione della procedura sperimentale di analisi per LFA
447.
La misura delle proprietà termiche mediante la tecnica laser flash richiede l’ottimizzazione
e la standardizzazione del metodo di preparazione e di analisi del campione in funzione
della classe di composti esaminati. Nella prima fase dello studio sono state effettuate
misure preliminari per valutare la sensibilità della tecnica sulle misure di diffusività termica
e di calore specifico, e per determinare le condizioni ottimali per la preparazione dei
campioni (normativa ASTM E1461). A tal scopo sono state preparate alcune pastiglie
dell’allumina commerciale Al2O3 (M) 700°C aventi diverso spessore, che sono state poi
sinterizzate a 1350°C in modo da effettuare misure di confronto con i dati presenti in
letteratura per α-Al2O3. Per motivi di geometria del portacampioni lo spessore massimo
consentito comprensivo del doppio strato di grafite è 3 mm. Inoltre le condizioni ottimali di
misura sono funzione della potenza dell’impulso laser e della natura del campione.
La composizione chimica dei campioni analizzati, che sono allumine e quindi materiali
igroscopici, influenzano la qualità della misura, in particolare a basse temperature, per
effetto dovuto al desorbimento dell’acqua trattenuta dal materiale. In Tabella 13 e Figura
65 vengono riportati i valori di α, λ e Cp per un campione di γ-Al2O3 analizzato con la
tecnica laser flash method.
Tabella 13: Effetto del desorbimento di acqua sui dati di diffusività termica e calore specifico
di Al2O3.
Temperatura (°C) αααα (mm2/s) λλλλ (W/mK) Cp (J/gK) Cp (J/gK) standard
25 0,059 21 1,108 0,77
100 0,078 28 1,087 0,91
150 0,069 25 1,109 -
200 0,062 24 1,176 1,02
250 0,064 26 1,227 -
300 0,069 29 1,297 1,09

Risultati e discussione _______________________________________________________________________
114
0.05
0.06
0.06
0.07
0.07
0.08
0.08
0 50 100 150 200 250 300 350Temperatura (°C)
αα αα (
mm
2/s
)
18
20
22
24
26
28
30
λλ λλ (
W/m
K)
Figura 65: Tipici andamenti di diffusività e conducibilità termica con la temperatura per un
campione di Al2O3.
Come si può osservare il desorbimento iniziale di acqua porta ad un picco dei valori di α
e λ alla temperatura di 100°C, mentre solo a partire dai 200°C i due parametri seguono il
tipico andamento crescente in funzione della temperatura. Per quanto riguarda l’analisi
del calore specifico del materiale, i valori alle basse temperature riportati in tabella
indicano come a bassa temperatura ci sia un contributo al Cp dovuto alla presenza di
H2O adsorbita. Infine la Figura 66 fa notare come il segnale registrato dal detector IR a
300°C sia molto più stabile rispetto a quello misurato a temperatura ambiente.
-0.5
0.0
0.5
1.0
1.5
2.0
2.5
-5000 0 5000 10000 15000 20000 25000 30000
Tempo (ms)
De
tec
tor/
V
25°C
-0.5
0.0
0.5
1.0
1.5
2.0
2.5
-5000 0 5000 10000 15000 20000 25000 30000
Tempo (ms)
De
tec
tor/
V
25°C

Risultati e discussione _______________________________________________________________________
115
-0.5
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
-5000 0 5000 10000 15000 20000
Tempo (ms)
De
tec
tor/
V
300°C
-0.5
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
-5000 0 5000 10000 15000 20000
Tempo (ms)
De
tec
tor/
V
300°C
Figura 66: Tipici termogrammi di γγγγ-Al2O3 di misure di diffusività termica a 25°C e 300°C.
Sulla base di queste considerazioni, quindi, per l’analisi e discussione dei dati
sperimentali si è deciso di considerare solamente le misure effettuate alla temperatura di
300°C.
In Figura 67 sono riportati i dati di diffusività termica e calore specifico a 300°C di quattro
campioni a spessore crescente di 0,99 mm, 1,29 mm, 1,76 mm e 2,25 mm, che
presentano valori di densità apparente paragonabili, in quanto preparati mediante le
stesse condizioni di pressione.
0.35
0.37
0.39
0.41
0.43
0.45
0.47
0.49
0.9 1.1 1.3 1.5 1.7 1.9 2.1 2.3
Spessore campione (mm)
αα αα (
mm
2/s
)
0.35
0.37
0.39
0.41
0.43
0.45
0.47
0.49
0.9 1.1 1.3 1.5 1.7 1.9 2.1 2.3
Spessore campione (mm)
αα αα (
mm
2/s
)
αααα300°C
αααα-Al2O3

Risultati e discussione _______________________________________________________________________
116
Figura 67: Valori di αααα e Cp a 300°C al variare dello spessore di campioni di Al2O3 (M)
sinterizzati a 1350°C.
Il valore di riferimento di Cp a 300°C per α-Al2O3 è noto dalla letteratura (141,142), mentre
il valore di α è stato calcolato a partire dalla conducibilità termica effettiva, stimata in base
al modello EMPT (12) che ricordiamo combinare gli effetti della porosità (νp) e del bordo
di grano, per un campione di α-Al2O3 a densità relativa 0,33, mediante l’equazione
( ) ( ) ( ) ( )[ ]{ }( )2/12832133213
4
1pspspppsppeq vvvv λλλλλλλ +−+−+−+−=
(12)
( ) ( ) ( ) ( )TTCTT p ραλ ∗∗= (22)
Va sottolineato che la diffusività termica di materiali densi, a differenza della conducibilità
e del calore specifico, è un parametro che non si trova tabulato in letteratura. Dal
confronto con il dato di letteratura è evidente come la geometria del campione può
influenzare sia il dato di diffusività sia quello di calore specifico. Tuttavia, il confronto
indica che si opera in condizioni ottimizzate se la pastiglia ha uno spessore di ca. 2 mm,
con un intervallo di tolleranza 2 ± 0,30 mm. L’errore percentuale medio rispetto al dato di
letteratura sulla misura di Cp a 300°C per i campioni a diverso spessore è ca. 2.6%,
mentre la riproducibilità della misura effettuata sullo stesso campione a 300°C e Cp ±
0,05 J/gK e α ± 0,007 mm2/s. Due pastiglie dello stesso campione prodotte nelle stesse
condizioni e aventi spessori simili danno una riproducibilità dei dati pari a Cp ± 0,05 J/gK
e α± 0,004 mm2/s. L’incertezza e la riproducibilità dei dati ottenuti nelle condizioni
ottimizzate sono consistenti con quanto riportato nella succitata normativa ASTM.
Pertanto, avendo sperimentalmente identificato le condizioni/tipologia dei campioni, nella
fase successiva si è utilizzata esclusivamente tale procedura ottimizzata per lo studio dei
materiali considerati.
0.90
0.95
1.00
1.05
1.10
1.15
1.20
0.9 1.1 1.3 1.5 1.7 1.9 2.1 2.3
Spessore campione (mm)
Cp
(J
/gK
)
0.90
0.95
1.00
1.05
1.10
1.15
1.20
0.9 1.1 1.3 1.5 1.7 1.9 2.1 2.3
Spessore campione (mm)
Cp
(J
/gK
)
Cp300°C
αααα-Al2O3

Risultati e discussione _______________________________________________________________________
117
4.2.2 Sequenza sperimentale.
In questa fase dello studio sono state prese in esame alcune γ-Al2O3 e α-Al2O3 diverse tra
loro per caratteristiche di tessitura (cfr. Parte Sperimentale).
Le allumine analizzate sono:
� Al2O3 (M), utilizzata in precedenza in (2).
� Al2O3 Puralox NGa 150 (Sasol), indicata come Al2O3 (P).
Sono stati, quindi, approfonditi i seguenti punti:
1. discriminazione della porosità di tipo macro da quella di tipo meso.
2. discriminazione dell’effetto della porosità di tipo meso a parità di diametro dei
pori;
3. discriminazione dell’effetto del diametro dei pori nella regione meso a parità di
grado di porosità;
4. effetto della dimensione dei grani sulle proprietà termiche di Al2O3.
5. effetto del tipo di agglomerato (soft vs hard) su diffusività e conducibilità termica
di Al2O3.
Per valutare l’effetto che le caratteristiche di tessitura possono avere sulle proprietà
termoisolanti della γ-Al2O3 (punti 1 e 2) sono state prese in esame una γ-Al2O3 (Al2O3 M) e
cinque allumine sintetizzate come descritto nella Parte Sperimentale.
La discriminazione tra macroporosità e mesoporosità è stata effettuata confrontando le
proprietà termiche delle due fasi γ (per la regione meso) e α (per la regione macro)
utilizzando Al2O3 (M) quale materiale di partenza.
Per verificare l’influenza delle proprietà di struttura sul quelle di termoisolamento di Al2O3
(punti 4 e 5) sono state analizzate le due allumine mesoporose Al2O3 (M) e Al2O3 (P),
calcinate a temperature comprese tra 700°C e 1450°C. In particolare lo studio dell’effetto
della modalità di assemblaggio dei materiali è stato condotto considerando le transizioni
di fase di Al2O3 e preparando i campioni come rappresentato in Figura 68.

Risultati e discussione _______________________________________________________________________
118
γ−Al2O3 700°C Θ-Al2O3 900°C α−Al2O3 1350°C
Polvere compattata (aggregato)
Pastiglia sinterizzata (agglomerato)
γ−Al 700-s Θ-Al 900-s α−Al 1350-s
γ−Al 700-h Θ-Al 900-h α−Al 1350-h
Transizioni di fase di Al2O3
γ−Al2O3 700°C Θ-Al2O3 900°C α−Al2O3 1350°C
Polvere compattata (aggregato)
Pastiglia sinterizzata (agglomerato)
γ−Al 700-s Θ-Al 900-s α−Al 1350-s
γ−Al 700-h Θ-Al 900-h α−Al 1350-h
Transizioni di fase di Al2O3
Figura 68: Transizioni di fase di Al2O3 e campioni aggregati (s) ed agglomerati (h) al variare
della temperatura.
4.2.3 Effetto delle proprietà di tessitura su diffusività e conducibilità
termica.
4.2.3.1 Effetto del tipo di porosità (macro vs meso) sulle proprietà di
termoisolamento di Al2O3.
Lo studio degli andamenti di α e λ in relazione al contenuto di macropori o mesopori è
stato effettuato analizzando il comportamento delle allumine Al2O3 (M) e Al2O3 (P)
calcinate a 1350°C (α-Al2O3, sostanzialmente priva di porosità) ed a 700°C (γ-Al2O3
mesoporosa). Sono state perciò preparate alcune pastiglie di entrambe le fasi di Al2O3
comprimendo la polvere di partenza con forze crescenti da 0,5 a 5 tonnellate, per
ottenere degli aggregati soft dello stesso materiale aventi densità apparenti crescenti. Il
contenuto di macropori o mesopori è stato determinato mettendo in relazione la densità
apparente, misurata come rapporto tra il peso e il volume geometrico di ogni campione,
con la densità del solido per i primi, mentre con la densità reale, misurata per
fisiadsorbimento di N2, per i mesopori (Tabella 14). I valori di densità reale per le fasi α
delle due allumine sono leggermente inferiori rispetto al valore tabulato per il materiale
denso (3,98 g/cm3), poiché esse, nonostante la calcinazione a 1350°C per una durata
relativamente ampia (10 ore), presentano ancora un minimo contenuto di vuoto,
rispettivamente 5% per Al2O3 (M) e 2 % per Al2O3 (P) (cfr. Tabella 12). Il volume dei
mesopori è stato misurato con la tecnica di fisiadsorbimento di N2. La Figura 69 riporta i
valori sperimentali di diffusività e conducibilità termica di Al2O3 (M) e Al2O3 (P) in funzione

Risultati e discussione _______________________________________________________________________
119
del contenuto di mesopori o macropori. I valori di λ sono stati calcolati a partire da quelli
di α utilizzando i dati sperimentali ottenuti per il Cp, secondo la relazione 22
( ) ( ) ( ) ( )TdTTT ∗∗= ραλ
E’ stata verificata l’indipendenza del valore di Cp dal tipo di fase dell’allumina e dalla
porosità (dati non riportati).
Tabella 14: Rapporto tra macropori e mesopori nei campioni di Al2O3 (M) e (P) a 1350°C e
700°C preparati a varie pressioni.
Al2O3 (M) Al2O3 (P)
F
(ton)
dreale
(g/cm3)
dapp
(g/cm3)
Pmacro Pmeso Gs/dp
(nm)
dreale
(g/cm3)
dapp
(g/cm3)
Pmacro Pmeso Gs/dp
(nm)
1350°C
0,5 3,78 1,18 0,69 - 301/25 3,89 0,78 0,80 - 754/13
1 3,78 1,44 0,62 - 301/25 3,89 1,12 0,71 - 754/13
2 3,78 1,69 0,55 - 301/19 3,89 1,40 0,64 - 754/13
3 3,78 1,78 0,53 - 301/19 3,89 1,54 0,60 - 754/13
5 3,78 1,90 0,50 - 301/18 - - - - -
700°C
0,5 0,74 0,67 0,09 0,80 8/17 - - - - -
1 0,83 0,80 0,04 0,77 8/14 1,27 1,05 0,17 0,65 11/10
2 0,95 1,00 0,00 0,74 8/12 - - - - -
3 1,04 1,14 0,00 0,71 8/10 1,31 1,21 0,07 0,64 11/10
5 1,22 1,37 0,00 0,66 8/8 1,34 1,31 0,00 0,63 11/9
0.10
0.15
0.20
0.25
0.30
0.35
0.60 0.65 0.70 0.75 0.80 0.85
Mesoporosità %
λλ λλ (
W/m
K)
0.10
0.15
0.20
0.25
0.30
0.35
αα αα (
mm
2/s
)
A

Risultati e discussione _______________________________________________________________________
120
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.35 0.40 0.45 0.50 0.55 0.60 0.65 0.70 0.75 0.80 0.85
Macroporosità %
λλ λλ (
W/m
K)
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
αα αα (
mm
2/s
)
Figura 69: Effetto del contenuto di mesoporosità (A) e macroporosità (B) sulla misura di
α (α (α (α (●) e λλλλ (■) per Al2O3 (M) (simboli pieni) e Al2O3 (P) (simboli vuoti).
Da un primo esame dei dati i due tipi di porosità hanno chiaramente effetti diversi sul
comportamento termoisolante di questo materiale. Per quanto riguarda la conducibilità
termica, essa viene ridotta sia in presenza di soli macropori che di soli mesopori, che
però hanno un effetto maggiore poiché, per un incremento di porosità del 10%, causano
una riduzione del 34% di λ, contro una diminuzione del 15% dovuta ai pori della regione
macro. L’andamento della diffusività invece è diverso nei due casi, ossia α aumenta con
l’aumentare della macroporosità e diminuisce con il crescere del contenuto in mesopori.
L’andamento di λ si può spiegare ricordando le espressioni
''''
rgst λλλλ ++= (9)
d
psss v
vV0' λλ = (10)
n
gg
gK
V
β
λλ
+=
1
0
' (11)
dove in base alle definizioni di λ’s e λ’g i fattori limitanti sono la conducibilità intrinseca del
solido (λ0g è molto piccola) e il volume di gas contenuto nel sistema, in condizioni di
dimensione dei grani (e quindi di Rint) uguale (301 nm per Al2O3 M, 750 nm per Al2O3 P,
Tabella 14). Al contrario, i diversi andamenti di α sono interpretabili ricordando che i
macropori sono circa 10-100 volte più grandi rispetto ai mesopori e che il valore della
diffusività dell’aria a 300°C è 1,25 cm2/s, molto più grande rispetto a quello per α-Al2O3
alla stessa temperatura (0,036 cm2/s). Ne consegue che, in base al valore del cammino
libero medio per l’aria (ca. 150 nm a 300°C), nella regione dei macropori prevale il
contributo dato dalla diffusività del gas, al contrario nella regione dei mesopori lo
spazio di collisione per le molecole di gas è insufficiente a favorire la diffusione termica
B

Risultati e discussione _______________________________________________________________________
121
per cui il fattore limitante è la diffusività del solido, che viene ridotta dal volume d’aria
presente. In questo caso la dimensione dei grani è ca. 8-11 nm.
L’interpretazione dei dati sperimentali indica quindi, in accordo con la previsione, che un
materiale, per avere delle buone proprietà di termoisolamento, deve essere privo di
macropori.
La diversità tra i valori di α e λ a parità di porosità per i due campioni implica un’effetto
determinato dalla diversità strutturale e di tessitura delle due allumine commerciali, che
determina dei comportamenti all’aggregazione differenti. Ricordiamo che il grado di
aggregazione/agglomerazione può essere espresso in funzione delle densità
dell’aggregato (ρ) e della particella primaria (ρt) secondo l’espressione (48)
ρ
ρ tSNA =3 (4)
Ne consegue che, in base ai valori di densità apparente (e quindi ρ nella formula) riportati
in Tabella 14, γ-Al2O3 (P) tende a compattarsi di meno rispetto a γ-Al2O3 (M), in quanto a
parità di pressione di fabbricazione del campione il rapporto ρt/ρ è sempre maggiore di 1
(Tabella 15).
Tabella 15: Effetto della pressione sul compattamento di γγγγ-Al2O3 (M) e γγγγ-Al2O3 (P).
P (ton) Al2O3 (M) ρt/ρ Al2O3 (P) ρt/ρ
1 1,03 1,21
3 0,91 1,09
5 0,89 1,03
Il parametro A3 indica quindi la tendenza di un materiale ad aggregare senza compattare.
Nel caso di γ-Al2O3 (P) il minor compattamento delle particelle primarie si traduce in un
minor contatto intimo tra bordi di grano, dovuto anche alla maggiore dimensione dei grani
stessi, che va ad influenzare la trasmissione del calore attraverso il materiale. I più alti
valori di diffusività e conducibilità termica di α-Al2O3 (P) rispetto a α-Al2O3 (M), invece,
dipendono dal fatto che la trasmissione del calore in questo caso risente in modo
particolare dell’effetto della dimensione dei grani, che è nettamente superiore per la prima
allumina (vedi Tabella 14). L’aumento del grain size implica una diminuzione della
superficie di contatto all’interfaccia tra bordi di grano, e di conseguenza si ottiene una
riduzione di Rint secondo l’espressione
1
int
1−
∗
+= R
l
nl
crystal
polyλ
λ
(14)
d
Rk0
0
1λ
λλ
+
= (15)
in cui nl è il numero di bordi di grano lungo la distanza l e R*int ( o Rk) è la resistenza
termica dei bordi di grano per unità di superficie.

Risultati e discussione _______________________________________________________________________
122
Essendo la resistenza dei bordi di grano maggiore rispetto alla resistenza nel bulk, il
fattore limitante del trasferimento del calore puo' essere considerato l'estensione di tale
interfaccia, diminuendo la quale si osserva una aumento della conducibilità. L’aumento di
dimensione del grano determina anche un aumento di α. La proporzionalità tra proprietà
termiche e dimensione dei grani per un materiale termoisolante sarà approfondita
successivamente.
Infine viene riportato in Figura 70 il confronto tra i dati sperimentali ottenuti per Al2O3 (M)
700°C e quelli previsti dai modelli matematici riportati dalla letteratura (si veda
introduzione).
Al2O3 (M) 700°C
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
0.65 0.67 0.69 0.71 0.73 0.75 0.77 0.79 0.81
Mesoporosità %
λ
λ
λ
λ (
W/m
K)
0.00
1.00
2.00
3.00
4.00
5.00
6.00
λ
λ
λ
λ (
W/m
K)
Ru
ss
el
SperimentaleEMPT
EMPT(macro+meso)Yoldas
Russel
Al2O3 (M) 700°C
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
0.65 0.67 0.69 0.71 0.73 0.75 0.77 0.79 0.81
Mesoporosità %
λ
λ
λ
λ (
W/m
K)
0.00
1.00
2.00
3.00
4.00
5.00
6.00
λ
λ
λ
λ (
W/m
K)
Ru
ss
el
SperimentaleEMPT
EMPT(macro+meso)Yoldas
Russel
Al2O3 (M) 1350°C
0.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
0.45 0.50 0.55 0.60 0.65 0.70Macroporosità %
λ
λ
λ
λ (
W/m
K)
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
9.00
l (W
/mK
) R
uss
el
Sperimentale
EMPT
EMPT (macro+meso)
Yoldas
Russel
Al2O3 (M) 1350°C
0.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
0.45 0.50 0.55 0.60 0.65 0.70Macroporosità %
λ
λ
λ
λ (
W/m
K)
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
9.00
l (W
/mK
) R
uss
el
Sperimentale
EMPT
EMPT (macro+meso)
Yoldas
Russel
Figura 70: Confronto tra dati sperimentali di conducibilità a 300°C e quelli previsti dai
modelli matematici per Al2O3 a 700°C e 1350°C.
Tutti i valori teorici sono stati calcolati a partire dal dato tabulato di λ0 a 300°C per α-Al2O3
monocristallina (λ0=15-17 W/mK) (143,144), mancando un riferimento per la conducibilità
del materiale denso nel caso di γ-Al2O3. Come dimostrato dai dati sperimentali della

Risultati e discussione _______________________________________________________________________
123
presente tesi, λ risulta relativamente poco affetto dalla natura della fase cristallina e,
pertanto, nelle valutazioni dei modelli teorici è stato utilizzato λ0 della fase α anche nei
grafici di confronto con i dati relativi ad altre fasi di Al2O3. Brevemente ricordiamo la
differenza concettuale tra i due modelli matematici principali (Yoldas ed EMPT): Yoldas
(3) considera unicamente l’effetto della porosità macro o meso nella trasmissione del
calore, mentre la teoria EMPT (55) considera anche il concetto di resistenza all’interfaccia
tra i bordi di grano. Il confronto tra i dati sperimentali e quelli calcolati sulla base di questi
due modelli appare non scevro di problemi. In tutti i casi non sussiste una buona
corrispondenza tra dato sperimentale e valore calcolato, in particolare nel caso di Yoldas
vi è una sottostima del valore reale con un errore dell’ordine di 68% in presenza di
macropori e del 78% in presenza di mesopori. Il modello EMPT, invece, dando
importanza all’effetto del bordo di grano sovrastima la conducibilità termica di α-Al2O3
(errore 400%), in cui il contributo della dimensione dei grani è importante, mentre
sottostima λ della fase γ (errore 66%). È quindi possibile concludere che le teorie non
sono in grado di dare una previsione quantitativa della conducibilità termina di un
materiale compattato che consideri gli effetti combinati di tutti i fattori che influenzano la
trasmissione del calore.
4.2.3.2 Effetto della porosità di tipo meso, a parità di diametro dei pori,
sulle proprietà di termoisolamento.
Per l’analisi dell’andamento di α e λ in relazione al contenuto in mesopori sono state
prese in considerazione le allumine di sintesi dei gruppi B e C, ovvero un set di campioni
con pori centrati a ca. 10 nm e l’altro intorno a 21 nm. I campioni sono stati preparati ad
una pressione di 0,25-3 tonnellate e i rispettivi rapporti tra porosità meso e macro sono
riportati in Tabella 16 e Tabella 17. In Figura 71 e Figura 72 vengono riportati gli
andamenti di α e λ.
Tabella 16: Contenuto di mesopori nei campioni del gruppo B. Diemetro medio dei pori 10±2
nm.
dreale (g/cm3) dapp (g/cm
3) Pmeso
Al2O3 (P) 1,34 1,36 0,63
Al2O3 (5) 1,23 1,14 0,66
Al2O3 (1) 0,84 0,67 0,77
Al2O3 (2) 0,72 0,74 0,80
Al2O3 (6) 0,53 0,53 0,85

Risultati e discussione _______________________________________________________________________
124
Tabella 17: Contenuto di mesopori nei campioni del gruppo C. Diametro medio dei pori 21±2
nm.
dreale (g/cm3) dapp (g/cm
3) Pmeso
Al2O3 (7) 0,75 0,73 0,79
Al2O3 (8) 0,61 0,58 0,83
Al2O3 (9) 0,60 0,61 0,84
Al2O3 (10) 0,51 0,51 0,86
Al2O3 (11) 0,42 0,43 0,88
0.09
0.14
0.19
0.24
0.29
0.34
0.60 0.65 0.70 0.75 0.80 0.85 0.90
Mesoporosità %
λ
λ
λ
λ (
W/m
K)
0.09
0.14
0.19
0.24
0.29
0.34
α
α
α
α (
mm
2/s
)
Figura 71: Andamenti di α (α (α (α (■)))) e λλλλ (●) al variare del contenuto di mesopori, per Al2O3 aventi
diametro dei pori 10 ± 2 nm (gruppo B).
0.08
0.13
0.18
0.23
0.28
0.33
0.75 0.80 0.85 0.90
Mesoporosità %
λ
λ
λ
λ (
W/m
K)
0.08
0.13
0.18
0.23
0.28
0.33
α
α
α
α (
mm
2/s
)
Figura 72: Andamenti di α (α (α (α (■)))) e λλλλ (●) al variare del contenuto di mesopori, per Al2O3 aventi
diametro dei pori 21 ± 2 nm (gruppo C).

Risultati e discussione _______________________________________________________________________
125
0.00
0.10
0.20
0.30
0.40
0.60 0.65 0.70 0.75 0.80 0.85 0.90
Porosità %
λλ λλ (
W/m
K)
0.00
0.10
0.20
0.30
0.40
αα αα (
mm
2/s
)
Figura 73: Andamenti di α (α (α (α (■)))) e λλλλ (●) al variare del contenuto di mesopori, per Al2O3 aventi
diametro dei pori compreso nell’intervallo 8-23 nm.
I valori ottenuti per la conducibilità e la diffusività termica sono in linea con quanto
osservato per la mesoporosità di Al2O3 (M) (Figura 69). Sia nel caso delle allumine del
gruppo B che per quelle del gruppo C la diminuzione di λ all'aumentare della porosità è
giustificata dalla riduzione del volume del solido (e aumento del volume del gas) e dalla
piccola dimensione dei grani, con conseguente aumento della resistenza interfacciale.
Gli andamenti di α al variare della porosità risultano, invece, contrapposti a seconda
dell’intervallo di dimensione dei pori che si prende in esame. Ciò può essere interpretato
con il fatto che per i materiali aventi diametro dei pori compreso nel range 8-12 nm la
diffusività diminuisce per effetto combinato della riduzione della frazione (e quindi della
diffusività) del solido, e della diminuzione del grain size; in presenza di pori a dimensioni
maggiori (ma sempre nella regione meso), invece, sembra prevalere il contributo dato
dalla diffusività dell’aria, che sappiamo essere maggiore rispetto di αs, per cui si verifica
un aumento della velocità di trasmissione del calore attraverso il materiale con l’aumento
della porosità. Riportando graficamente i dati sperimentali di conducibilità e diffusività
termica in funzione della porosità di tutte le allumine analizzate, estendendo il range di
diametro dei pori a 8-23 nm, come rappresentato in Figura 73, è evidente la linearità
dell’andamento sia di α che di λ, ad indicare che l’effetto dovuto alle dimensioni dei pori è
trascurabile se confrontato con l’influenza della porosità nel trasporto del calore
attraverso il materiale. Per progettare un materiale termoisolante, perciò, è possibile
modulare le proprietà di tessitura entro un intervallo relativamente ampio di diametro dei
pori, con il vantaggio che, aumentando il dp, ma sempre entro la regione dei mesopori,
aumentano anche la resistenza meccanica e la stabilità termica dell’ossido.

Risultati e discussione _______________________________________________________________________
126
4.2.3.3 Effetto del diametro dei pori nella regione meso, a parità di
porosità, sulle proprietà di termoisolamento.
Per l’analisi dell’andamento di α e λ in relazione al diametro dei pori sono state prese in
considerazione le allumine del gruppo A. I campioni sono stati preparati ad una pressione
di 0.5 tonnellate e le rispettive densità apparenti e porosità meso sono riportate in Tabella
18. La Figura 74 mostra gli andamenti di α e λ.
Tabella 18: Contenuto di mesopori nei campioni del gruppo A (diametro medio dei pori 8-25
nm, volume dei pori ca. 1 ml/g).
dreale
(g/cm3)
dapp
(g/cm3)
Pmeso
Al2O3 (1) 0,84 0,67 0,81
Al2O3 (2) 0,72 0,74 0,80
Al2O3 (3) 0,76 0,74 0,79
Al2O3 (M) 0,74 0,67 0,80
Al2O3 (4) 0,73 0,50 0,85
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
7 9 11 13 15 17 19 21 23 25 27Diametro pori (nm)
λ
λ
λ
λ (
W/m
K)
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
α
α
α
α (
mm
2/s
)
Figura 74: Andamenti di α (α (α (α (■)))) e λλλλ (●) al variare del diametro medio dei pori, per Al2O3 aventi
volume dei pori ca. 1 ml/g (gruppo A).
Per materiali contenenti volumi dei pori paragonabili, l’effetto delle dimensioni dei pori, nel
range considerato tra 8 e 25 nm, appare modesto. La diminuzione del valore di λ con
l’aumento del diametro dei pori è da attribuirsi all’effetto della conducibilità del solido, che

Risultati e discussione _______________________________________________________________________
127
si riduce proporzionalmente con il volume dello stesso, come dimostrato dai valori di
densità reale riportati in tabella e dall’espressione
d
psss v
vV
0' λλ =
Il contributo dato dalla conducibilità dell’aria, nonostante dipenda dalla dimensione dei
pori secondo la proporzionalità data dall’espressione
dVgg
5' 10*7.1 −≈λ
è trascurabile, essendo λ0g << λ0
s.
Per quanto riguarda l’andamento di α, il suo aumento con le dimensioni dei pori è da
associare al parallelo aumento della dimensione dei grani da 5 a 12 nm, come già
osservato nel paragrafo 4.2.3.1, e come verrà dimostrato nella sessione successiva.
4.2.4 Effetto delle proprietà dei grani e di aggregazione su diffusività e
conducibilità termica.
Lo studio degli effetti della tessitura di Al2O3 ha messo in evidenza l’influenza della
porosità sulle proprietà di termoisolamento del materiale, in particolare sono stati
discriminati gli effetti della porosità di tipo macro e meso, dimostrando che un buon
materiale termoisolante deve essere privo di macroporosità. In termini applicativi va
sottolineato che materiali termoisolanti vengono utilizzati sia in forma flessibile che in
forma rigida. Dal punto di vista intrinseco si tratta tipicamente di sinterizzati, ovvero
costituiti da agglomerati hard, nel caso di materiali rigidi. Viceversa i materiali flessibili
comprendono aggregati di tipo soft.
Il lavoro di ricerca è stato, quindi, esteso focalizzando i seguenti punti di studio:
1. effetto della dimensione dei grani sulle proprietà termiche di Al2O3.
2. effetto del tipo di agglomerato (soft vs hard) su diffusività e conducibilità termica
di Al2O3.
4.2.4.1 Effetto della dimensione dei grani su diffusività e conducibilità.
Come è noto il bordo di grano rappresenta una zona di discontinuità ed una barriera alla
trasmissione del calore all’interno di un materiale. Questo effetto si traduce in una
resistenza termica all’interfaccia dei bordi di grano (55). Per valutare l’effetto della
dimensione dei grani su α e λ sono stati preparati, per compressione a pressione
crescente a freddo, alcuni campioni di α-Al2O3 (M) calcinata a tre diverse temperature
(1250-1450°C) al fine di ottenere l’accrescimento del grain size. In Tabella 19 sono
riportati i valori di densità apparente dei campioni al variare della porosità e della
dimensione dei grani.

Risultati e discussione _______________________________________________________________________
128
Tabella 19: Valori di densità apparente al variare del contenuto di pori di campioni di αααα-Al2O3
(M) compattata, aventi diverse dimensioni dei grani.
0.10
0.11
0.12
0.13
0.14
0.15
0.16
0.17
0.18
150 200 250 300 350 400 450
Grain size (nm)
α
α
α
α (
mm
2/s
)
♦ Macroporosità 0,40● Macroporosità 0,50▲Macroporosità 0,60
0.10
0.11
0.12
0.13
0.14
0.15
0.16
0.17
0.18
150 200 250 300 350 400 450
Grain size (nm)
α
α
α
α (
mm
2/s
)
♦ Macroporosità 0,40● Macroporosità 0,50▲Macroporosità 0,60
0.20
0.22
0.24
0.26
0.28
0.30
0.32
0.34
0.36
0.38
150 200 250 300 350 400 450
Grain size (nm)
λλ λλ (
W/m
k)
♦ Macroporosità 0,40● Macroporosità 0,50▲Macroporosità 0,60
0.20
0.22
0.24
0.26
0.28
0.30
0.32
0.34
0.36
0.38
150 200 250 300 350 400 450
Grain size (nm)
λλ λλ (
W/m
k)
♦ Macroporosità 0,40● Macroporosità 0,50▲Macroporosità 0,60
Figura 75: Effetto della dimensione dei grani sui valori di diffusività e conducibilità termica
di αααα-Al2O3.
Grain size 188 nm Grain size 302 nm Grain size 431 nm
dapp
(g/cm3)
Pmacro dapp
(g/cm3)
Pmacro dapp
(g/cm3)
Pmacro
2,08 0,40 2,26 0,40 2,25 0,40
1,73 0,50 1,90 0,50 1,89 0,50
1,36 0,60 1,55 0,59 1,67 0,56

Risultati e discussione _______________________________________________________________________
129
Un primo esame dei dati conferma quanto già suggerito nei paragrafi precedenti riguardo
l’effetto della macroporosità sulle proprietà di termoisolamento (Figura 75). L’andamento
di λ quindi si può spiegare ricordando l’espressione
''''
rgst λλλλ ++= (9)
dove i fattori limitanti sono la conducibilità intrinseca del solido (λ'g è molto piccola) e il
volume di gas contenuto nel sistema, in condizioni di dimensione dei grani uguale. Una
diminuzione del contenuto di macropori (e quindi l’aumento della frazione del solido)
determina perciò un aumento di λ. Al contrario, poiché αsolido<<αaria, nella regione dei
macropori, in base al valore del cammino libero medio per l’aria (ca. 150 nm a 300°C),
prevale il contributo dato dalla diffusività del gas, che determina un aumento di α del
sistema con la porosità.
L’effetto della dimensione dei grani, invece, a parità di contenuto di pori e di fase, è quello
di aumentare sia la diffusività che la conducibilità termica del materiale. L’aumento di λ si
giustifica considerando che, con l’aumento del grano, diminuisce la superficie di contatto
e quindi la resistenza termica all’interfaccia (145). E’ stato dimostrato che la diffusività
termica dipende principalmente dalla conduzione dei fononi (145). Partendo dalla teoria
cinetica dei gas, Debye sviluppò per la conducibilità termica un’espressione analoga
3
Λ=
mpVCλ (55)
Dove Cp è il calore specifico, Vm è la velocità del suono, Λ è il cammino libero medio del
fonone.
Poiché dC pαλ = ne consegue che
d
Vm
3
Λ=α (56)
Se consideriamo che la velocità del suono sia indipendente dalla temperatura, la
diffusività dipende in modo proporzionale dal cammino libero medio, che aumenta se
diminuisce il numero di bordi di grano e quindi il contributo di questi alla dispersione del
suono. Questa osservazione giustifica l’aumento di α che si verifica all’aumentare delle
dimensioni dei grani.
Inoltre, se si osserva la Figura 76, si nota che il contatto tra grani più grandi delimita la
dimensione dei pori intergrano che aumenta all’ingrandirsi del grain size. Ne consegue
che, anche in questo caso, si possono fare le considerazioni valide per la macroporosità,
per cui prevale il contributo dato dalla diffusività dell’aria sull’effetto dovuto alla
diminuzione della superficie di adesione.

Risultati e discussione _______________________________________________________________________
130
Figura 76: Rappresentazione dell’aggregazione di grani aventi dimensioni diverse, e relative
porosità.
4.2.4.2 Effetto dell’aggregazione di tipo soft vs hard su diffusività e
conducibilità termica di Al2O3.
Come premesso, i materiali termoisolanti, particolarmente quelli utilizzati ad alte
temperature, vengono spesso usati in forma sinterizzata. Inoltre abbiamo riscontrato la
non adeguatezza dei modelli derivati in letteratura sugli effetti della porosità sulla
conducibilità termica (47,146-149). Pertanto, si è voluto verificare in che modo la modalità
di compattamento delle particelle possa influenzare la capacità di termoisolamento del
materiale. Sono state quindi preparate una serie di campioni di tipo “agglomerati hard”
per sinterizzazione della pastiglia prodotta a partire dal materiale non trattato
termicamente, che sono stati confrontati con “aggregati soft” ottenuti per compressione
della polvere precalcinata. La Figura 77 riporta lo schema di preparazione dei materiali. In
Tabella 20 sono riportati i valori di densità apparente e le rispettive porosità dei campioni.
γ−Al2O3 700°C Θ-Al2O3 900°C α−Al2O3 1350°C
Polvere compattata (aggregato)
Pastiglia sinterizzata (agglomerato)
γ−Al 700-s Θ-Al 900-s α−Al 1350-s
γ−Al 700-h Θ-Al 900-h α−Al 1350-h
Transizioni di fase di Al2O3
γ−Al2O3 700°C Θ-Al2O3 900°C α−Al2O3 1350°C
Polvere compattata (aggregato)
Pastiglia sinterizzata (agglomerato)
γ−Al 700-s Θ-Al 900-s α−Al 1350-s
γ−Al 700-h Θ-Al 900-h α−Al 1350-h
Transizioni di fase di Al2O3
Figura 77: Transizioni di fase di Al2O3 e modalità di preparazione di aggregati soft ed
agglomerati hard.

Risultati e discussione _______________________________________________________________________
131
Tabella 20: Densità apparente di campioni di αααα-Al2O3 ottenuti compattando la polvere
calcinata a 1350°C (aggregato soft) oppure sinterizzando la pastiglia compattata alla stessa
temperatura (agglomerato hard).
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
1,80
2,00
0,10
0,20
0,30
0,40
0,50
0,60
0,35 0,40 0,45 0,50 0,55 0,60 0,65 0,70
αα αα(m
m2/s
)
Porosità %
Allumina 1250°C aggregata
Allumina 1350°C aggregata
Allumina 1450°C aggregata
Allumina 1350°C agglomerata
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
1,80
2,00
0,10
0,20
0,30
0,40
0,50
0,60
0,35 0,40 0,45 0,50 0,55 0,60 0,65 0,70
αα αα(m
m2/s
)
Porosità %
Allumina 1250°C aggregata
Allumina 1350°C aggregata
Allumina 1450°C aggregata
Allumina 1350°C agglomerata
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00
4,50
5,00
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0,90
1,00
1,10
1,20
1,30
1,40
1,50
0,35 0,40 0,45 0,50 0,55 0,60 0,65 0,70
λλ λλ(W
/mk)
Porosità %
Allumina 1250°C aggregata
Allumina 1350°C aggregata
Allumina 1450°C aggregata
Allumina 1350°C agglomerata
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00
4,50
5,00
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0,90
1,00
1,10
1,20
1,30
1,40
1,50
0,35 0,40 0,45 0,50 0,55 0,60 0,65 0,70
λλ λλ(W
/mk)
Porosità %
Allumina 1250°C aggregata
Allumina 1350°C aggregata
Allumina 1450°C aggregata
Allumina 1350°C agglomerata
Figura 78: Diffusività e conducibilità termica di α α α α-Al2O3 aggregato soft vs. agglomerato hard.
Agglomerato hard Aggregato soft
dapp (g/cm3) Pmacro dapp (g/cm
3) Pmacro
1,19 0,68 1,23 0,68
1,46 0,61 1,55 0,59
1,59 0,58 1,69 0,55
1,73 0,54 1,90 0,50
2,07 0,47 2,26 0,40
2,32 0,40 - -

Risultati e discussione _______________________________________________________________________
132
L’effetto delle due procedure di preparazione dei campioni sulle proprietà di
termoisolamento risulta notevole, con valori di α e λ superiori anche di 4 volte per
porosità dell’ordine di 40% nel caso degli “agglomerati hard” (Figura 78). In particolare si
ottengono specie aventi dei valori di α e λ molto superiori rispetto alle proprietà termiche
dei campioni di tipo soft, pur presentando caratteristiche comparabili: la stessa fase,
dimensione dei grani e lo stesso contenuto di pori. Questa osservazione può essere
interpretata dal fatto che, durante la sinterizzazione di un materiale compattato, si verifica
una parziale fusione superficiale a livello dell’interfaccia tra particelle ottenendo degli
agglomerati hard di elementi saldamente legati tra di loro. Al contrario, con la
compressione diretta della polvere pretrattata si possono ottenere degli aggregati soft,
che, come dimostrato dalla figura, sono più funzionali dal punto di vista delle proprietà di
termoisolamento. In questo caso, infatti, le interfacce tra grani non sono in intimo contatto
tra loro, ma sono uniti per blanda adesione.
Lo studio è stato esteso anche alle fasi γ e θ di Al2O3 (M). Sono, perciò, stati preparati
campioni di allumina secondo le due procedure sopra descritte, ma trattando
termicamente il materiale a 700°C e 900°C. In Tabella 21 sono riportati i valori di densità
apparente e le rispettive porosità dei campioni analizzati.
Tabella 21: Densità apparente di campioni di γγγγ-Al2O3 (M) e ΘΘΘΘ-Al2O3 (M) ottenuti compattando
la polvere calcinata a 700-900°C (aggregato soft), oppure sinterizzando la pastiglia alla
stessa temperatura (agglomerato hard).
Aggregato soft Agglomerato hard
T°C dapp (g/cm3) Pmacro dapp (g/cm
3) Pmacro
700
0,67 0,80 - -
0,80 0,77 1,29 0,65
1,00 0,74 - -
1,14 0,71 1,59 0,61
1,37 0,66 1,73 0,56
900
0,72 0,77 0,64 0,78
1,05 0,70 1,11 0,70
1,22 0,67 1,28 0,67
1,52 0,59 - -

Risultati e discussione _______________________________________________________________________
133
0.15
0.20
0.25
0.30
0.35
0.55 0.60 0.65 0.70 0.75 0.80 0.85
Porosità %
α
α
α
α (
mm
2/s
)
Allumina (900°C) aggregata softAllumina (900°C) agglomerata hardAllumina (700°C) aggregata softAllumina (700°C) agglomerata hard
0.10
0.20
0.30
0.40
0.50
0.55 0.60 0.65 0.70 0.75 0.80 0.85
Porosità %
λ
λ
λ
λ (
W/m
K)
Allumina (900°C) aggregata soft Allumina (900°C) agglomerata hardAllumina (700°C) aggregata softAllumina (700°C) agglomerata hard
Figura 79: Diffusività e conducibilità termica di γγγγ-Al2O3 (M) (700°C) e θθθθ-Al2O3 (M) (900°C)
aggregato soft vs. agglomerato hard.
I dati riportati in Figura 79 dimostrano in modo chiaro l’equivalenza dei materiali di tipo
“aggregato soft”, mentre, anche in questo caso, seppur con intensità minore, la
sinterizzazione (agglomerati hard) aumenta sia α che λ, in linea con quanto già discusso.
Per quanto riguarda i campioni sinterizzati, è evidente una modesta differenza in termini
di proprietà termoisolanti di γ-Al2O3 (M) e θ-Al2O3 (M) che è attribuibile alla transizione di
fase, in quanto i due materiali presentano volume dei pori (ca. 1 ml/g) e dimensione dei
grani (9-10 nm) paragonabili (cfr Tabella 12.)
Confrontando però gli andamenti di α e λ relativi alle due allumine Al2O3 (M) e Al2O3 (P) a
parità di fase (γ), è evidente come le diversità morfologiche e di tessitura esistenti tra i
due materiali ne influenzino la capacità di trasmissione dell’energia termica. In Figura 80

Risultati e discussione _______________________________________________________________________
134
vengono messe a confronto le proprietà termiche delle due allumine in funzione della
modalità di assemblaggio del materiale. Le caratteristiche dei campioni analizzati sono
elencate in Tabella 22.
Tabella 22: Densità apparente di campioni di γγγγ-Al2O3 (M) e γ γ γ γ-Al2O3 (P) ottenuti compattando la
polvere calcinata a 700°C (aggregato soft), oppure sinterizzando la pastiglia alla stessa
temperatura (agglomerato hard).
0.10
0.15
0.20
0.25
0.30
0.35
0.50 0.55 0.60 0.65 0.70 0.75 0.80 0.85
Porosità %
α
α
α
α (
mm
2/s
)
Allumina (M) aggregata
Allumina (M) agglomerata
Allumina (P) aggregata
Allumina (P) agglomerata
Al2O3 (M) Al2O3 (P)
dreale (g/cm3)
dapp (g/cm3)/
gs(nm) Pmeso dreale (g/cm
3)
dapp(g/cm3)/
gs(nm) Pmeso
Aggregato
soft
0,74 0,67/8 0,80 - - -
0,83 0,80/8 0,77 1,27 1,05/11 0,65
0,95 1,00/8 0,74 - - -
1,04 1,14/8 0,71 1,31 1,21/11 0,64
1,22 1,37/8 0,66 1,34 1,36/11 0,63
Agglomerato
hard
0,83 0,75/8 0,77 1,34 1,29/11 0,65
1,040 1,15/8 0,71 1,48 1,59/11 0,61
1,220 1,36/8 0,66 1,68 1,73/12 0,56

Risultati e discussione _______________________________________________________________________
135
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
0.55
0.60
0.50 0.55 0.60 0.65 0.70 0.75 0.80 0.85
Porosità %
λ
λ
λ
λ (
W/m
K)
Allumina (M) aggregata
Allumina (M) agglomerata
Allumina (P) aggregata
Allumina (P) agglomerata
Figura 80: Diffusività e conducibilità termica di γγγγ-Al2O3 (M) e γγγγ-Al2O3 (P) aggregato soft vs.
agglomerato hard (700°C).
Risulta interessante osservare che nel caso di Al2O3 (P) la sinterizzazione non influenza
le proprietà di termoisolamento, ma ha come unica conseguenza la densificazione del
materiale, che determina una continuità dei dati tra campione aggregato soft ed
agglomerato hard.
Tale andamento suggerisce che, in questo caso, il trattamento di calcinazione della
polvere compattata, di fatto, non ha prodotto un “agglomerato hard”. Diversamente nel
caso di Al2O3 (M) si nota la differenza tra l in funzione della tipologia del campione che,
peraltro, diminuisce all’aumento della porosità, suggerendo un minor contributo
dell’”agglomerazione hard”. Tale osservazione è interessante in quanto suggerisce che la
misura di λ e/o α potrebbe essere sfruttata per verificare la presenza di agglomerati,
tematica tuttora aperta (49).
La minore stabilità alla sinterizzazione di Al2O3 (M) può essere dovuta alle impurezze di
Cr3+ contenute nel materiale, che, come è noto in generale per piccoli cationi, favoriscono
la cinetica di annichilazione dei pori.
Poiché in letteratura la validazione dei modelli matematici proposti per la previsione della
conducibilità termica effettiva, in generale, avviene per confronto con i dati sperimentali di
λ ottenuti per materiali la cui porosità non supera il 60-70%, abbiamo voluto comparare
anche i valori misurati per le allumine sinterizzate con le rispettive λ teoriche. In tutti i
casi, per il calcolo mediante il modello EMPT, è stata assunta la λ0 a 300°C di letteratura
per α-Al2O3 (15-17 W/mK), mancando un dato di riferimento per il valore di conducibilità
del materiale denso sia di γ-Al2O3 che di θ-Al2O3. Tale assunzione risulta giustificata dai
dati sperimentali (Figura 85) che dimostrano un effetto relativamente ridotto della
variazione della natura cristallografica della fase su λ.

Risultati e discussione _______________________________________________________________________
136
0
1
2
3
4
5
6
7
8
9
10
0.30 0.35 0.40 0.45 0.50 0.55 0.60 0.65 0.70
Porosità %
λ
λ
λ
λ (
W/m
K)
SperimentaleEMPTRusselKrupiczkaEMPT (Macro,meso)
Figura 81: Confronto tra i dati sperimentali ottenuti per αααα-Al2O3 (agglomerato hard) e quelli
previsti dai modelli teorici.
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.65 0.70 0.75 0.80
Porosità %
λ
λ
λ
λ (
W/m
K)
0.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
4.50
5.00
λ
λ
λ
λ (
W/m
K)
Ru
ss
el
SperimentaleEMPTKrupiczkaEMPT (macro+meso)Russel
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.65 0.70 0.75 0.80
Porosità %
λ
λ
λ
λ (
W/m
K)
0.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
4.50
5.00
λ
λ
λ
λ (
W/m
K)
Ru
ss
el
SperimentaleEMPTKrupiczkaEMPT (macro+meso)Russel
Figura 82: Confronto tra i dati sperimentali ottenuti per θθθθ-Al2O3 (agglomerato hard) e quelli
previsti dai modelli teorici.

Risultati e discussione _______________________________________________________________________
137
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
0.65 0.70 0.75 0.80
Porosità %
λ
λ
λ
λ (
W/m
K)
-0.50
0.50
1.50
2.50
3.50
4.50
5.50
λ
λ
λ
λ (
W/m
K)
Ru
ss
el
SperimentaleEMPTKrupiczkaEMPT (macro+meso)Russel
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
0.65 0.70 0.75 0.80
Porosità %
λ
λ
λ
λ (
W/m
K)
-0.50
0.50
1.50
2.50
3.50
4.50
5.50
λ
λ
λ
λ (
W/m
K)
Ru
ss
el
SperimentaleEMPTKrupiczkaEMPT (macro+meso)Russel
Figura 83: Confronto tra i dati sperimentali ottenuti per γγγγ-Al2O3 (agglomerato hard) e quelli
previsti dai modelli teorici.
I valori sperimentali di conducibilità termica di α-Al2O3 vengono fittati in modo preciso dal
modello EMPT, che, a differenza degli altri, considera anche la presenza dell’effetto del
bordo di grano, che nel caso di materiali sinterizzati assume importanza. Tutti gli altri
modelli, invece, a parte Russel, danno una sottostima di λ, in particolare con il metodo di
Yoldas il valore calcolato è indipendente dalla porosità ed è ca. 0,1-0,14 W/mK. E’
interessante notare l’elevato errore di sovrastima dato in tutti i casi da Russel, indice del
fatto che tale modello è dal punto di vista matematico molto semplificativo. Non è, però,
possibile utilizzare i modelli teorici per il calcolo della conducibilità effettiva né dei
campioni sinterizzati a 700-900°C (Figura 82, Figura 83), né degli aggregati soft ottenuti
dalle polveri calcinate alle stesse temperature. Si può perciò concludere che solo
l’Effective Medium Percolation Theory (EMPT) è una teoria valida per il calcolo della λ di
ossidi sinterizzati ad elevate temperature e contenenti porosità nell’intervallo 0-0,60,
mentre viene confermata la mancanza di un modello adatto a descrivere la trasmissione
del calore in materiali aggregati soft porosi.
La Figura 84 riporta la previsione dell’andamento della conducibilità termica di α-Al2O3
estesa anche a porosità bassa. Come si può osservare solo la teoria EMPT è in linea con
quanto osservato sperimentalmente nel range di porosità 0,35-0,70, al contrario tutti gli
altri modelli, che fondamentalmente considerano l’effetto dei pori su λ, prevedono valori
di conducibilità costanti e sottostimati, anche per il materiale a densità elevate.
La validazione del modello EMPT a basse porosità è confermata anche dai dati ottenuti
sperimentalmente da Smith (55) per α-Al2O3, riportati in Figura 86.

Risultati e discussione _______________________________________________________________________
138
0
5
10
15
20
25
30
35
40
45
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7
Porosità %
λ
λ
λ
λ (W/m
K)
SperimentaleEMPTRusselKrupiczkaEMPT (macro+meso)Yoldas
Figura 84: Dati sperimentali di conducibilità termica per αααα-Al2O3-h e confronto con i
corrispondenti valori teorici calcolati mediante i modelli matematici. La previsione di λλλλ è
stata estesa fino a porosità nulla.
Infine, a completamento di quanto appena affermato, in Figura 85 sono stati riportati tutti i
dati sperimentali di conducibilità termica di Al2O3 (M) agglomerato hard relativi alle tre fasi
α, θ e γ, che presentano un andamento sostanzialmente lineare nell’ambito di ciascuna
fase, suggerendo che ciò sia ad indicare l’effetto della trasformazione di fase. Il modello
EMPT, che in base a quanto dimostrato precedentemente è quello che meglio segue i
dati sperimentali dei sinterizzati ad elevata temperatura, presenta, comunque, una
sottostima per porosità elevate.
0
1
2
3
4
5
6
7
0.3 0.4 0.5 0.6 0.7 0.8Porosità %
λλ λλ (
W/m
K) αααα γγγγθθθθ
0
1
2
3
4
5
6
7
0.3 0.4 0.5 0.6 0.7 0.8Porosità %
λλ λλ (
W/m
K) αααα γγγγθθθθ
Figura 85: Dati sperimentali di conducibilità termica (●) per αααα/θθθθ/γγγγ-Al2O3-h (M) al variare della
porosità e confronto con i corrispondenti valori teorici ottenuti mediante il modello EMPT
(▬).

Risultati e discussione _______________________________________________________________________
139
Selezionando l’intervallo di porosità tra 0,57 e 0,77 come riportato in Figura 87 si può
infatti osservare che, anche nel caso di sinterizzati ad elevata temperatura, c’è una
discrepanza tra i dati sperimentali e quelli previsti dal modello considerato, con un ∆λ che
in tutti i casi ha un valore compreso tra 0,1-0,3 W/mK.
Quest’ultima osservazione indica, quindi, l’incompletezza del modello EMPT,
sottolineando la necessità di implementare una teoria che permetta la previsione della
conducibilità termica del materiale considerando l’effetto di tutte le proprietà strutturali e di
tessitura.
0
5
10
15
20
25
30
0.00 0.05 0.10 0.15 0.20 0.25 0.30 0.35
Porosità %
λ
λ
λ
λ (
W/m
K)
Sperimentale EMPT
Figura 86: Dati sperimentali di conducibilità termica a 25°C per α α α α-Al2O3 e confronto con la
previsione secondo EMPT. Tratto da (55).
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
0.55 0.60 0.65 0.70 0.75 0.80Porosità %
λλ λλ (
W/m
K)
Figura 87: Confronto tra dati sperimentali di conducibilità (●) e valori previsti da EMPT (▬)
per αααα (●) θθθθ (●) γ () γ () γ () γ (●)−)−)−)−Al2O3-h (M) nell’intervallo di porosità 0,57-0,77.

Risultati e discussione _______________________________________________________________________
140
4.2.5 Considerazioni conclusive.
Lo scopo di questa fase dello studio è stato quello di definire le correlazioni tra le
proprietà di termoisolamento e le caratteristiche di tessitura di materiali nanostrutturati a
base di allumina. A tal proposito sono state prese in esame diverse tipologie di Al2O3.
L’analisi termica attraverso il laser flash method ha richiesto in primo luogo
l’ottimizzazione e la standardizzazione della metodologia di analisi e della procedura di
preparazione dei campioni in funzione della classe di composti esaminati. È stato
verificato che la geometria del campione influenza sia il dato di diffusività sia quello di
calore specifico, per i quali la misura deve essere condotta utilizzando la pastiglia con
spessore di tolleranza 2 ± 0.30 mm. Il settaggio del metodo analitico ha permesso di
ottenere una riproducibilità della misura di Cp ± 0,05 J/gK e α ± 0.007 mm2/s. Quindi è stato verificato l’effetto delle proprietà di tessitura sui valori di diffusività e
conducibilità termica a 300°C, utilizzando materiali di tipo aggregato soft.
Riassumendo le conclusioni per quanto riguarda λλλλ:
� è stato discriminato quantitativamente l’effetto dei macropori e dei mesopori a
parità di dimensione dei grani sulla diminuzione di conducibilità, per cui un
aumento di porosità del 10% causa una riduzione di λ di ca. 15% di per i primi , e
del 34 % per i secondi.
� in entrambi i casi non sussiste una corrispondenza tra dato sperimentale e valore
calcolato con i modelli matematici da letteratura, in particolare nel caso di Yoldas
vi è sempre una sottostima del valore reale. Il modello EMPT, invece, dando
importanza all’effetto del bordo di grano sovrastima la conducibilità termica di α-
Al2O3.
� in presenza della stessa fase γ-Al2O3 e a parità di porosità, un aumento del 200%
del diametro dei pori ha un effetto modesto sull’andamento della conducibilità,
che diminuisce per effetto della diminuzione del volume del solido, nel range di
dimensioni comprese tra 8 e 25 nm.
� a parità di diametro dei pori, per dimensioni relativamente piccole (8-12 nm) un
aumento del 35% della frazione porosa provoca un crollo di ca. il 55% del valore
di λ; per valori maggiori (19-23 nm) un aumento del 11% della frazione di aria
provoca una diminuzione di ca. il 19% del valore di λ.
Per quanto riguarda αααα:
� in relazione alla classe di pori presenti, gli andamenti di α sono opposti: nel caso
dei macropori il fattore limitante è la diffusività dell’aria che, essendo molto
grande rispetto a quella del solido, nel complesso porta all’aumento di α totale
con la porosità; i mesopori hanno invece dimensioni inferiori al cammino libero
medio dell’aria, per cui α dipende esclusivamente dalla diffusività del solido che
viene ridotta all’aumentare della porosità.

Risultati e discussione _______________________________________________________________________
141
� a parità di porosità di tipo meso un aumento del 200% del diametro dei pori ha un
effetto modesto sull’andamento di α, che aumenta per l’aumento della
dimensione dei grani.
� a parità di diametro dei pori, per dimensioni relativamente piccole (8-12 nm)
prevale l’effetto dovuto alla riduzione del volume del solido, per cui un aumento
del 35% della frazione di aria provoca una diminuzione di ca. il 7% del valore di
diffusività; in presenza di pori più grandi (19-23 nm) un aumento del 11% della
frazione di aria incrementa del 34% il valore di diffusività.
I dati quindi mettono in evidenza l’importanza delle proprietà di tessitura per i materiali
termoisolanti di tipo aggregati soft.
Durante la seconda fase dello studio è stata analizzata l’influenza delle modalità di
impaccamento del materiale, oltre alla dimensione dei grani e la natura della fase
cristallina, possano modificare la conducibilità e diffusività termica dello stesso. A tal
proposito sono state prese in considerazione le allumine calcinate a temperature
comprese tra 700°C e 1450°C. I campioni sono stati preparati secondo due procedimenti:
per compressione a freddo delle polveri precalcinate per ottenere aggregati soft; per
sinterizzazione delle pastiglie ottenute a partire dal materiale non trattato termicamente
per ottenere agglomerati hard.
Per quanto riguarda i campioni ottenuti per compressione a freddo (aggregati), è
possibile trarre le seguenti conclusioni:
1. è stato confermato l’effetto opposto della macroporosità sulle due proprietà
termiche misurate: λ dipende essenzialmente dalla frazione di solido presente,
per cui aumenta con il diminuire della porosità; al contrario, nel caso di α il fattore
limitante è la diffusività dell’aria, che, essendo molto più grande rispetto a quella
del solido, determina l’aumento di α con la porosità.
2. il grain size ha effetto negativo sulle proprietà termiche: l’aumento della
dimensione dei grani, per effetto della diminuzione della resistenza termica
all’interfaccia, causa un aumento di λ; analogamente, poichè α dipende
principalmente dalla conduzione del suono e dal cammino libero medio del
fonone, la diffusività aumenta se diminuisce il numero di bordi di grano (e quindi
aumentano le dimensioni dello stesso)
Dal confronto tra le due metodologie di preparazione del campione (agglomerati vs
aggregati) è stato visto che:
1. nel caso di α /γ/θ-Al2O3 (M) si formano due sistemi strutturalmente diversi, uno,
agglomerato di tipo hard, ottenuto per sinterizzazione della polvere
precompressa, costituito da particelle parzialmente fuse tra di loro, e uno,
aggregato di tipo soft, derivato dalla compressione a freddo delle polveri
pretrattate termicamente, formato da particelle unite tra loro per blanda adesione.
Gli agglomerati soft sono più funzionali dal punto di vista dell’isolamento termico,
in quanto la formazione di agglomerati hard porta ad un forte aumento di λ.

Risultati e discussione _______________________________________________________________________
142
2. nel caso di γ-Al2O3 (P) la sinterizzazione dei campioni a 700°C non determina
una variazione di α e λ tra le due tipologie di campioni, e ciò indica che non si
verifica la parziale fusione all’interfaccia tra grani, per cui in tutti i casi si
ottengono degli aggregati soft a maggiore densità apparente.
3. dal confronto tra i dati sperimentali di λ, ottenuti per le tre fasi di Al2O3 (M), e
quelli calcolati attraverso i modelli matematici previsti in letteratura, è emerso che
solo EMPT è una teoria valida per la previsione della conducibilità termica
effettiva di ossidi sinterizzati ad elevata temperatura ma contenenti una frazione
di pori non superiore a circa 0,55 , mentre manca un metodo adatto a descrivere
la capacità di trasferimento del calore di materiali aggregati soft porosi.
Si può brevemente concludere, quindi, che nella progettazione di un buon materiale
termoisolante, al fine di ottimizzarne le proprietà di trasferimento del calore, esso deve
essere privo di macropori, mentre nella regione meso è possibile modulare le
caratteristiche di tessitura entro un intervallo relativamente ampio di diametro dei pori,
con il vantaggio che, a dimensioni grandi, aumentano anche la resistenza meccanica e la
stabilità termica dell’ossido. Risulta altamente indesiderabile la presenza di macropori in
quanto responsabili del degrado delle proprietà di termoisolamento.
Infine, bisogna prevenire la formazione di agglomerati di tipo hard, in quanto essi
contribuiscono ad un forte peggioramento della performance del materiale.

Risultati e discussione _______________________________________________________________________
143
5 Risultati e discussione: compositi fibra-aerogel
per applicazioni con termoisolanti.
Nella pratica un materiale termoisolante non viene utilizzato come polvere singola, ma in
genere trova applicazione in forma supportata su fibra, al fine di conferirne le proprietà
fisiche, come ad esempio la resistenza meccanica o la flessibilità, e talvolta anche quelle
chimiche, che possono essere incentivate o modificate a seconda del tipo di interazione
con il supporto. Poiché però la polvere calcinata, per caratteristiche chimico-fisiche, non
si presta facilmente ad essere supportata su fibra, l’attenzione è stata rivolta al
gel/sospensione risultante dal trattamento termico in alcol in fase di sintesi, che
rappresenta il precursore più adatto per la strutturazione del composito.
E’ importante da sottolineare che, pur essendo le sintesi di ossidi inorganici,
concettualmente semplici, la nano-strutturazione del materiale, di fatto, ne può cambiare
le proprietà chimico-fisiche in modo anche sostanziale, come descritto nella parte
introduttiva. Ad esempio, è stato dimostrato in questo laboratorio che la variazione delle
proprietà di tessitura di un ossido misto del tipo Ce0.2Zr0.8O2 può modificare in modo
sostanziale il comportamento redox dell’ossido (150). Similmente, cambiando le
condizioni di precipitazione di un ossido di Al2O3 e, di conseguenza, la distribuzione della
porosità, si ottengono due materiali che, pur presentando lo stesso grado di porosità
totale, risultano diversi sia in termini di resistenza meccanica che conducibilità termica
(151). Tali differenze di comportamento sono legati al fatto che la porosità e la sua
distribuzione derivano da diversi fattori, tra cui le modalità di agglomerazione dei cristalliti
primari formati in fase di precipitazione e nei vari passaggi successivi. Pertanto, i metodi
preparativi degli ossidi nano strutturati ed in particolare di quelli prodotti
commercialmente, sono oggetto di know-how specifico del produttore, e, quindi, riservati.
Nell’ambito del dottorato, in collaborazione con lo spin-off dell’Università di Trieste
Nanoxer s.r.l., sono stati affrontati diversi aspetti della sintesi di Al2O3 nanostrutturate,
focalizzando in particolare aspetti specifici del processo di sintesi che conduce alla
preparazione del gel-precursore dell’aerogel. In generale, tra i parametri di una
precipitazione di ossidi che influenzano la distribuzione della porosità ed il grado di
agglomerai zone possono essere citati i seguenti:
1. Concentrazione di precursore metallico nella soluzione iniziale.
2. Concentrazione di H2O2/ NH3.
3. Velocità di precipitazione del precursore.
4. Velocità di agitazione in fase di precipitazione.
5. Volumi di solvente di lavaggio.
6. Volume di solvente/ durata nel trattamento termico in alcol.
Tali parametri sono stati studiati nel corso della presente tesi di dottorato, in
collaborazione con la Serichim s.r.l. durante la fase di scale-up del processo della sintesi
di Al2O3 nanostrutturata. Per motivi di riservatezza industriale, vengono illustrati

Risultati e discussione _______________________________________________________________________
144
solamente alcuni aspetti relativi al processo e, specificatamente, l’effetto della velocità di
agitazione in fase di precipitazione sulle proprietà reologiche, fattore critico per la
preparazione dei compositi.
5.1.1 Sintesi di Al2O3 nanostrutturate: effetto della velocità di agitazione in
fase di precipitazione.
Durante la valutazione dell’influenza dei parametri di sintesi sulle proprietà del gel e sulla
tessitura del prodotto finale, lo screening delle variabili di processo ha evidenziato
l’importanza della fase di precipitazione, ed in particolare della velocità di agitazione, sulla
reologia del precursore.
La Tabella 23 riporta i dati relativi ad una serie di sintesi condotte nelle stesse condizioni
di precipitazione e di identico work-up del cake in tutte le fasi del processo, variando
esclusivamente la velocità di agitazione in fase di precipitazione. Il dettaglio delle sintesi è
riportato nella procedura descritta nella Parte Sperimentale.
Tabella 23: Condizioni di sintesi utilizzate.
N°
sintesi
Eccesso
NH3
Temperatura
precipitazione
(T/°C)
Velocità
addizione
(V/ml min-1
)
Velocità
agitazione
(giri min-1
)
Sigla
campione
1 3 20 2,5 60 AL003
2 3 20 2,5 100 AL001
3 3 20 2,5 200 AL004
4 3 20 2,5 300 AL005
I gel ottenuti dalle sintesi sono stati quindi soggetti alle misure di viscosità, utilizzando un
viscosimetro rotazionale (Tabella 24).
Tabella 24: Proprietà reologiche delle allumine dei gruppi A, B e C.
Campione Concentrazione
(mg/ml) Type
(a) ηηηη0/ηηηη∞∞∞∞ ηηηη0 (cP)
ηηηη∞∞∞∞
(cP)(b)
[ηηηη](1+p)(c)
x 10-3
AL003 7,6 T 1,4 123 87 13,0
AL001 9,1 S 1,1 42 38 4,8
AL004 9,0 S 1 16 19 2,2
AL005 8,7 S 1 17 20 2,4 a tipo di gel: (T) Tissotropico; (R ) Reopettico; (S) Sospensione. b misura ai 60 minuti. cIl parametro [η](1+p) identifica il tipo di aggregato, il valore è funzione della forma e della carica presente nell’interfaccia solido/liquido.
Si nota che a concentrazione della fase solida paragonabili, la viscosità dei prodotti si
modifica in modo sostanziale, raggiungendo una variazione di un ordine di grandezza.

Risultati e discussione _______________________________________________________________________
145
Inoltre, variano anche le proprietà dei gel e si possono individuare tre tipi di gel dal punto
di vista della reologia (Tabella 24):
� GRUPPO A: AL003, gel di tipo T, viscosità η∞ = 100 cP, modello Casson
� GRUPPO B: AL001, sospensione S1, viscosità η∞ = 40 cP, modello Bingham
� GRUPPO C: AL004 e AL005, sospensione S2, viscosità η∞ = 20 cP, modello
newtoniano (si veda introduzione).
In Figura 88 vengono riportati gli andamenti dello sforzo di taglio in funzione della velocità
di taglio per i tre diversi gruppi.
0
2000
4000
6000
8000
10000
0 50 100 150 200
shear rate (s-1)
shea
r st
ress
(P
a)
AL005AL004AL001AL003
Figura 88: Sforzo di taglio vs. velocità di taglio per i gruppi A, B e C di allumine.
Come si può vedere dalla figura il gruppo C ha un andamento tipicamente Newtoniano,
in ogni caso, per entrambi i gel AL004 e AL005, il valore τ0 è prossimo a zero (τ0: sforzo
che serve per innescare il movimento) e la viscosità è molto bassa.
Il gruppo B, costituito dal campione AL001, ha un comportamento di tipo pseudoplastico.
In questo caso τ0 è maggiore di zero, ossia il fluido ha bisogno di un’energia minima per
essere messo in moto.
Infine, il gruppo A ha un comportamento plastico e segue il modello Casson. Per questo
gruppo τ0 ha un valore molto elevato.
I dati di fisiadsorbimento di azoto, condotte sui gel essiccati e quindi calcinati a 700°C per
6 h, evidenziano che solamente il gruppo C, ottenuto a velocità di agitazione
relativamente elevate, origina materiali che presentano buone proprietà di tessitura con
un volume dei pori > 2,2 ml/g,ovvero presentano caratteristiche di materiali aerogel-like
(Tabella 25).

Risultati e discussione _______________________________________________________________________
146
Tabella 25: Proprietà di tessitura delle allumine dei gruppi A, B e C.
Calcinazione BET
(m2/g)
Volume Pori
(mL/g)
Diametro medio dei
pori (nm)
Densità
(g/cm3)
Porosità
(%)
AL003 700,5 256 1,763 24 0,48 84
AL001 700,5 247 1,507 18 0,54 82
AL004 700,5 299 2,276 23 0,38 87
AL005 700,5 315 2,619 26 0,34 89
Poiché i materiali che presentano caratteristiche di un sistema newtoniano, essi, di fatto
non possono essere classificati come gel, data la presenza della sospensione, e sono
quindi soggetti a fenomeni di deposizione del precipitato. E’ evidente quindi che un tale
materiale può presentare problemi di conservazione ed essere soggetto a fenomeni di
invecchiamento e/o aggregazione con relativo degrado delle proprietà di tessitura.
Abbiamo quindi analizzato quale potesse essere l’effetto di uno stress di tipo meccanico,
come, ad esempio, l’omogeneizzazione, e di una fase di invecchiamento a bassa
temperatura sull’evoluzione delle proprietà di tessitura del prodotto finale, dopo la relativa
calcinazione a 700°C per 5h. In Tabella 26 e Figura 89 viene riportato l’effetto sulla
tessitura dei gel del gruppo C.
Tabella 26: Effetto dell’omogeneizzazione e dell’ageing sulle proprietà finali di gel del
gruppo C.
Calcinazione BET
(m2/g)
Volume Pori
(mL/g)
Diametro medio dei
pori (nm)
Densità
(g/cm3)
Porosità
(%)
AL004 700,5
(1) 0 299 2,28 23 0,38 87
(2) 6 248 1,46 18 0,56 82
(3) 6+0°C 301 2,32 24 0,38 88
AL005 700,5
(1) 0 315 2,62 26 0,34 89
(2) 6 254 1,81 22 0,47 85
(3) 6+0°C 294 2,63 28 0,34 89
1. misura del gel iniziale. 2. omogeneizzazione per 6 minuti. 3. omogeneizzazione per 6 minuti e conservazione per una notte
Il degrado di oltre 35% delle proprietà di tessitura osservato dopo che il gel è stato
soggetto a soli 6 min di agitazione meccanica è un indicazione importante della criticità
dei fattori di sintesi e dell’importanza delle modalità di aggregazione sulle proprietà del
prodotto finale.

Risultati e discussione _______________________________________________________________________
147
0
50
100
150
200
0 10 20 30 40 50 60
tempo (min)
η (
cP)
effetto omogeneizzazione
effetto ageing in frigorifero
2.28 ml/g
1.46 ml/g2.32 ml/g
1
32
Figura 89: Comportamento della viscosità nel tempo per effetto dell'omogeneizzazione ed
ageing. Campione Al004.
E’ importante osservare che per effetto dell’agitazione meccanica, il comportamento del
gel di partenza da newtoniano diventa tissotropico. E’ evidente che il trattamento
meccanico induce una trasformazione di tipo aggregativo che ne cambia le proprietà
reologiche, determinando una diminuzione di volume dei pori del prodotto finale. Va
sottolineato che dopo ca. 12 ore di conservazione a bassa temperatura il sistema
“ripristina” le proprietà di tessitura, ancorché le proprietà reologiche permangono di tipo
tissotropico. Questo comportamento può essere giustificato dalla presenza di due
tipologie di agglomerati. La sospensione è costituita da aggregati di tipo C1, che sotto
l’effetto dell’omogeneizzazione vengono frantumati in aggregati di tipo C1a. Le proprietà
reologiche del fluido vengono modificate in modo significativo con un aumento
sostanziale della viscosità (71 cP dopo 6 minuti di omogeneizzazione), come pure le
misure di fisiadsorbimento del calcinato a 700°C dimostrano un consistente
peggioramento della tessitura, che però viene ripristinata durante l’ageing.
( ) ( ) ( )+→−−→+ '111 aCaCC
Una tale strutturazione della sospensione e quindi modifica delle modalità di
aggregazione è stata confermata anche da misure di analisi granulometrica di Al004
sottoposto ad omogeneizzazione (Figura 90).

Risultati e discussione _______________________________________________________________________
148
0
1
2
3
4
5
6
7
8
0 50 100 150 200
particle size (µµµµm)
Vo
lum
e (
%)
3300 RPM+ US3300 RPM2000 RPM1300 RPM
Figura 90: Distribuzione degli aggregati di Al004 omogeneizzata al variare della velocità di
agitazione in fase di analisi, e dopo applicazione di ultrasuoni (US).
Le curve di distribuzione mostrano come elevate velocità di agitazione disgreghino il
sistema, in particolare gli agglomerati centrati al di sopra dei 90 µm, mentre gli ultrasuoni
sembrano avere un effetto aggregante, probabilmente dovuto ad una modifica di carica
superficiale delle particelle, che comporta l’aumento del valore di viscosità.
Anche per i gruppi A e B l’effetto dell’omogeneizzazione è stato quello di modificare le
proprietà reologiche del fluido, causando un aumento di viscosità (Tabella 27), ma in
questo caso si sono presentate delle differenze sostanziali: mentre nel caso del gruppo B
il processo di omogeneizzazione ed ageing hanno modificato e migliorato le
caratteristiche di tessitura del prodotto, per il gruppo A il loro effetto ha portato ad un
aggregato di tipo distruttivo ai fini della porosità di Al2O3 (Tabella 28, Tabella 29).
Tabella 27: Comportamento della viscosità nel tempo per effetto dell'omogeneizzazione ed
ageing a freddo. Gruppi A e B.
A Tempo omog. (min) Tipo(a)
ηηηη0/ηηηη∞∞∞∞ ηηηη0 (cP) ηηηη∞∞∞∞ (cP)
AL003
0 S 1,4 123 87
2 T 3,1 592 189
4 T 2,9 334 117
6 T 5,5 1678 304
6+0°C T 3,5 800 136

Risultati e discussione _______________________________________________________________________
149
(a) tipo di gel: (T) Tissotropico; (R) Reopettico; (S) Sospensione.
Tabella 28: Effetto di omogeneizzazione ed ageing sulla tessitura del gruppo B.
Calcinazione BET
(m2/g)
Volume
Pori
(mL/g)
Diametro
medio dei
pori (nm)
Densità
(g/cm3)
Porosità
(%)
AL001 700,5
(1) 0 266 1.562 18 0.53 83
(3) 6+0°C 301 2.323 26 0.38 88
1. misura del gel iniziale. 3. omogeneizzazione per 6 minuti e conservazione in frigo per una notte.
Tabella 29: Effetto di omogeneizzazione ed ageing sulla tessitura del gruppo A.
Calcinazione BET
(m2/g)
Volume
Pori
(mL/g)
Diametro
medio dei
pori (nm)
Densità
(g/cm3)
Porosità
(%)
AL003 700,5
(1) 0 256 1.763 24 0.48 84
(2) 6 208 1.465 23 0.56 82
(3) 6+0°C 180 0.580 11 1.1 64
1. misura del gel iniziale. 2. omogeneizzazione per 6 min. 3. omogeneizzazione per 6 minuti e conservazione in frigo per una notte.
In sostanza, i dati relativi alle proprietà reologiche del gel sintetizzato e del relativo ossido
nano strutturato ottenuto per calcinazione, dimostrano che variando un solo parametro di
sintesi quale, ad esempio, la velocità di agitazione, vengono influenzati in modo critico le
modalità di aggregazione, che può portare anche ad un significativo degrado delle
proprietà di tessitura.
Sulla base dei risultati di laboratorio, condotti su scala di 20g di Al2O3 nanostrutturata, si è
proceduto alla fase di scale-up del processo, analizzando i vari parametri sopracitati. Tale
B Tempo omog. (min) Tipo(a)
ηηηη0/ηηηη∞∞∞∞ ηηηη0 (cP) ηηηη∞∞∞∞ (cP)
AL001
0 S 1,1 42 38
2 T 5,4 455 84
4 T 2,9 334 117
6 T 3,3 452 136
6+0°C T 2,7 366 136

Risultati e discussione _______________________________________________________________________
150
studio ha permesso di scalare la produzione del gel, precursore di aerogel fino a volumi
di 35 l circa, utilizzando un impianto pilota industriale.
Figura 91. Impianto mini pilota assemblato c/o SERICHIM S.R.L. per la produzione di gel su
scala fino a 35 l.
Come illustrato dai dati della Tabella 30, con esclusione del lotto 30, in cui la variazioni
dei parametri di sintesi ha portato ad un prodotto caratterizzato da proprietà di tessitura
scarse in termini di porosità, siamo riusciti a realizzare lo scale-up dalla fase di laboratorio
alla fase industriale del processo di sintesi dell’ossido nanostrutturato, aerogel-like. Si
notino, in particolare, i valori di termoconducibilità misurati sulle polveri ottenute, che
presentano valori di interesse industriale.
Tali gel sono stati quindi utilizzati per realizzare dei manufatti a base di aerogel rinforzato
con fibre inorganiche che presentano un alta capacità di termoisolamento nell’intervallo di
temperatura fino a 900°C circa, che però non sono oggetto della presente tesi.
Tabella 30. Caratteristiche dei lotti del gel-precursore di Aerogel sintetizzato c/o SERICHIM.
N° lotto Volume sintesi (l) Porosità (%) Conducibilità polvere (mW/K m)
1 10 92 21
2 10 89 25
3 10 80 >>>
4 10 87 34
5 20 88 27
6 20 88 28
7 25 90

Risultati e discussione _______________________________________________________________________
151
5.1.2 Considerazioni riassuntive.
Nell’ottica di un prodotto finale a base aerogel rinforzato con fibra ceramica, sono stati
valutati gli effetti dei parametri di sintesi sul gel/sospensione precursore del aerogel a
base di Al2O3. Da uno screening dei parametri di processo condotto in questa fase è
stato osservato che la variazione della velocità di agitazione in fase di precipitazione del
precursore metallico modifica le proprietà reologiche del prodotto ottenuto e quindi di
tessitura del solido finale. In particolare è stato osservato che:
� l’aumento della velocità di dispersione della goccia nella soluzione basica
determina la formazione di diversi tipi di gel che possono essere suddivisi in tre
gruppi dal punto di vista della reologia: quelli del gruppo A hanno un
comportamento di tipo plastico secondo il modello Casson; quelli del gruppo B
hanno un comportamento reologico di tipo pseudoplastico Bingham; i gel del
gruppo C hanno un comportamento di tipo newtoniano.
� In tutti e tre i casi l’omogeneizzazione determina un aumento di viscosità, un
crollo del volume dei pori (maggiore per il gruppo C) ed il passaggio ad un
comportamento di tipo tissotropico.
� dopo il successivo ageing a freddo le proprietà reologiche delle tre classi
permangono di tipo tissotropico con viscosità superiore rispetto al gel non
omogeneizzato, al contrario le proprietà di tessitura peggiorano ulteriormente nel
caso del gruppo A, migliorano nel caso del gruppo B, si “ripristinano” per il
gruppo C.
� la distribuzione granulometrica degli agglomerati del gruppo C conferma il
cambiamento della tipologia di aggregati in seguito all’omogeneizzazione, che
però, contrariamente a quanto accade per le proprietà di tessitura, non è
reversibile.
In conclusione il miglior precursore per il supporto su fibra si è rivelato essere il gel di tipo
C, caratterizzato da un comportamento reologico di tipo newtoniano. Un’elevata velocità
di agitazione in fase di precipitazione assicura, perciò, una distribuzione più omogenea
della goccia di precursore metallico nell’agente precipitante, che permette di ottenere un
gel/sospensione avente buone proprietà di tessitura e resistenza alla manipolazione ed
alla conservazione.
La comprensione della rilevanza dei vari fattori di sintesi analizzati ha permesso, in
collaborazione con industria del settore, di realizzare lo scale-up del processo di sintesi
su scala industriale.

Risultati e discussione _______________________________________________________________________
152
6 Risultati e discussione: ossidi metallici per
applicazioni in catalisi.
Allo stato attuale esistono diversi processi per il recupero delle acque, che spaziano tra
trattamenti di tipo biologico a processi chimico-fisici. In generale, però, ognuno di questi
metodi presenta degli svantaggi, che possono essere dovuti a scarsa selettività d’azione,
eccessivo costo di trattamento, tossicità nella rigenerazione del materiale adsorbente,
ecc.
Negli ultimi anni sono state sviluppate metodologie principalmente finalizzate alla
distruzione dei contaminanti non biodegradabili, tra cui i più importanti sono i cosiddetti
APOs, Advanced Photochemical Oxidation Processes (1,85). In particolare, la fotocatalisi
mediata da TiO2 ha destato crescente interesse grazie alla versatilità del catalizzatore ed
alla non selettività del processo.
Nell’ambito dell’applicazione dei nanomateriali in campo catalitico abbiamo, quindi,
focalizzato lo studio sul trattamento fotocatalitico con ossido di titanio di acque reflue, in
particolare il percolato di discarica e acque di scarico industriale, allo scopo di definire i
parametri e le condizioni operative di processo e valutarne la fattibilità. Lo studio relativo
alle acque da processo è stata condotto con il supporto di un partner industriale, cosa
che, in alcuni casi, ha limitato lo svolgersi della sperimentazione e la possibilità di
divulgazione dei dati.
Percolato di discarica ⇒ liquidoproveniente dalla decomposizione deirifiuti e dalla percolazione dell’acquapiovana attraverso I vari strati.
Acque industriali
Trattamento
Processi biologici Processi fisico-chimici
Advanced Photochemical Oxidation Processes(APOs):
basati sull’elevato potere ossidante dei radicaliidrossile, che si formato per via chimica o fotoliticaa partire da diverse combinazioni dicatalizzatore/ossidante/sorgente UV-VIS.
Vantaggi:
- completa conversione dei contaminantia H2O e CO2
- scarsa sensibilità alla composizionedel refluo.
APPLICABILITA’
Figura 92: Applicazione dei nanomateriali in campo catalitico.

Risultati e discussione _______________________________________________________________________
153
6.1 Il percolato di discarica (in collaborazione con una discarica e
con la regione Friuli Venezia Giulia).
6.1.1 Messa a punto del processo.
Nonostante il valore di biodegradabilità (BOD5/COD) del percolato in questione sia ca.
40%, la presenza di metalli pesanti e composti azotati pone la necessità di trattamento
del refluo attraverso il processo fotocatalitico.
Nella fase iniziale dello studio è stato necessario mettere a punto i processi operativi, sia
in termini di metodologie analitiche che gli aspetti operativi (disegno e realizzazione del
reattore ecc.). In letteratura sono riportati solo lavori in cui il sistema foto-catalitico
eterogeneo TiO2/H2O2/UV viene applicato a reflui pre-trattati biologicamente o diluiti,
utilizzando reattori in quarzo illuminati dall’esterno. La novità del presente studio consiste
nell’analisi del trattamento di reflui non pre-trattati o diluiti , per mezzo di un reattore in
Plexiglass ®, dotato di illuminazione dall’interno (Figura 93) al fine di evitare l’uso del
quarzo. Il reattore è costituito da una camera di trattamento cilindrica che può essere
separata dal basamento ospitante le quattro lampade UV e il sistema di diffusione
dell’aria. Il sistema è stato progettato in modo da permetterne una facile pulizia, qualora
necessario.
Figura 93: Schematizzazione del reattore di Plexiglass® utilizzato per la sperimentazione sul
percolato di discarica.
Per quanto riguarda gli aspetti analitici la reazione è stata monitorata studiando
l’andamento di alcuni importanti parametri, tra cui COD, TOC, concentrazione di H2O2,
pH e temperatura. Il COD è stato misurato per via spettrofotometrica attraverso il metodo
del bicromato. Il test del COD, però, presenta alcune restrizioni dovute alla possibilità di

Risultati e discussione _______________________________________________________________________
154
interferenza con alcuni composti ossidabili, ad esempio solfiti, ferro e perossido
d’idrogeno, con conseguente alterazione del valore misurato. H2O2 infatti è in grado di
reagire con gli ioni bicromato formando acido perossidicromico (H2Cr2O12) che impartisce
alla soluzione un’intensa colorazione blu impedendo la lettura colorimetrica del test (136).
Anche la decomposizione in situ di H2O2 contenuta nel campione attraverso sostanze
ossidanti come MnO2, CeO2, ZrO2 ha dato come risultato un’alterazione del valore reale
di COD, a causa della concomitante ossidazione dei contaminanti derivanti dal percolato.
Al contrario, l’analisi gas-cromatografica accoppiata ad un detector FID è un metodo
diretto per la misura del TOC grazie all’elevata sensibilità per i composti organici,
rendendo possibile il monitoraggio dell’intero processo (152,153). Per la normalizzazione
dei dati sperimentali di TOC è stato assunto quale standard esterno il valore iniziale di
COD misurato del campione di percolato sottoposto all’ora di adsorbimento su TiO2. La
concentrazione di H2O2 è stata monitorata mediante il metodo iodometrico poichè, a
differenza della permanganatometria, ha specificità verso i perossidi e non interferisce
con le sostanze organiche ed inorganiche contenute nel percolato di discarica (136). Il
campionamento è stato effettuato ad intervalli di 30 minuti finché era presente nella
miscela H2O2, quindi ogni ora fino alla fine del trattamento. Ogni prelievo è stato filtrato
con setti di acetato di cellulosa (diametro dei pori 0.45 µm) per eliminare il catalizzatore
prima dell’analisi.
In fase preliminare è stata messa a punto una procedura sperimentale per il trattamento
del percolato di discarica utilizzando TiO2 CYC-1 (Shanghai Shanghui Nano Technology
Co.,Ltd) quale catalizzatore. Il trattamento prevede la filtrazione ed acidificazione del
percolato ad un valore di pH ca. 4 con acido solforico, quindi una fase di
preadsorbimento dei contaminanti sul catalizzatore (1 ora), dosato a 0,5 g/L TiO2. La
durata del trattamento fotocatalitico in presenza di H2O2 0,4M è di 8 ore, mediante la
quale è possibile rimuovere l’80% dei contaminanti. La fase di preadsorbimento su TiO2 è
risultata necessaria per ridurre la durata totale del trattamento fotocatalitico da 24 h a 8 h
(Figura 94).

Risultati e discussione _______________________________________________________________________
155
0
500
1000
1500
2000
2500
0 5 10 15 20 25 30
Tempo (h)
CO
D (
mg
/L)
Senza adsorbimentoCon adsorbimento
Figura 94: Rimozione percentuale di COD per fotocatalisi in assenza e in presenza di
preadsorbimento su TiO2. TiO2 0,5 g/L, H2O2 0,4M, UV 20 W/L.
E’ stato osservato che la resa del trattamento oltre le prime 8 ore è trascurabile, ossia
non si verifica l’ulteriore diminuzione del COD che sia significativa: secondo Cho et al ciò
è probabilmente dovuto alla presenza di composti inorganici refrattari alla fotocatalisi
(87). Tipicamente la temperatura aumenta durante la prima ora di processo fino a 47-
50°C, dopodichè rimane costante fino al termine del trattamento.
Ulteriori esperimenti, realizzati variando la velocità del flusso d’aria o in assenza di
radiazione UV, hanno confermato l’assenza di limitazioni dovute alla diffusione e
sospensione del catalizzatore (dati non riportati) e la natura foto-catalitica della reazione
(Figura 95).
0
20
40
60
80
100
120
0 5 10 15 20 25
Tempo (h)
CO
D r
esid
uo
%
0
20
40
60
80
100
120
0 5 10 15 20 25
Tempo (h)
CO
D r
esid
uo
%
Figura 95: Confronto tra le condizioni standard di fotocatalisi (♦), TiO2 + H2O2 (▲) e TiO2 +
UV (●) in 24 ore di trattamento, le curve sono riportate come “eye-guide”.

Risultati e discussione _______________________________________________________________________
156
Nonostante la durata dell’esperimento sia stata prolungata fino a 24 ore, in assenza della
radiazione si ha una diminuzione di COD di ca. solo 28%, evidenziando la presenza di un
importante sinergismo tra radiazione UV e perossido d’idrogeno per una buona resa di
processo (154).
In tutti gli esperimenti, a seguito della prima ora, si è verificata una diminuzione di COD di
ca. 600-750 ppm, che è attribuita ad adsorbimento su TiO2 (Figura 94). Questo fenomeno
è caratterizzato dalla formazione di complessi e/o legami covalenti sulla superficie del
catalizzatore (87).
Poiché è noto dalla letteratura (87,90) e da alcuni esperimenti preliminari (dati non
riportati) che la velocità di decomposizione per fotocatalisi in ambiente moderatamente
acido è maggiore piuttosto che in soluzione neutra o alcalina, tutti gli esperimenti sono
stati condotti a pH 4. Questo comportamento può essere motivato dallo spostamento
della banda del semiconduttore verso valori più negativi con l’aumentare del pH in base
alla legge di Nernst, causando una diminuzione del potenziale di ossidazione di h+vb (87).
La minore efficacia della foto-catalisi in ambiente basico è stata interpretata come un
effetto inibitorio della coppia HCO3-/CO3
2-, che può competere con i contaminanti del
refluo per i siti attivi sulla superficie del catalizzatore e reagire con le buche foto-generate,
oppure come una significativa diminuzione dell’adsorbimento stesso su TiO2 che si
verifica a pH elevati (90).
6.1.2 Studi cinetici di foto-decomposizione del percolato di discarica.
Sulla base dei dati preliminari sono state quindi definite le condizioni sperimentali tipiche
(Tabella 31).
Tabella 31: Condizioni di trattamento fotocatalitico per percolato di discarica.
COD0 (mg/L) Ca. 2000-2300
TiO2 (g/L) 0,5
H2O2 (M) 0,4
UV (W/L) 20
pH 4
Temperatura (°C) 25-50
Ossigenazione si
La Figura 96 riporta il tipico andamento TOC vs. tempo per la decomposizione foto-
catalitica del percolato di discarica, per le concentrazioni di H2O2 0,1M (rapporto molare
H2O2/COD = 1,4), 0,2M (rapporto molare H2O2/COD = 2,7) e 0,4M (rapporto molare
H2O2/COD = 7,8).

Risultati e discussione _______________________________________________________________________
157
0
200
400
600
800
1000
1200
1400
0 1 2 3 4 5 6 7 8
Tempo (h)
TO
C (
mg
/L)
0
1000
2000
3000
4000
5000
6000
0 1 2 3 4 5 6
Tempo (h)
pp
m O
2/H
2O
2
Figura 96: Andamenti di TOC e H2O2 in esperimenti fotocatalitici (UV 20 W/L) con TiO2 e
Fe3+
. ▲TiO2 0,5 g/L e H2O2 0,1M; ■ TiO2 0,5 g/L e H2O2 0,2M; ● Fe3+ 2,5*10-4M e H2O2 0,2M;
♦ TiO2 0,5 g/L e H2O2 0,4M.
La Figura 96 mostra la dipendenza dell’andamento del TOC dalla concentrazione di
H2O2. La reazione fotocatalitica assistita da H2O2 0,2 M e 0,4 M porta ad un grado elevato
di mineralizzazione del percolato (80% TOC rimosso), mentre con il trattamento con H2O2
0,1 M si è ottenuta una bassa resa (26% TOC rimosso). Ricordando che i valori di
riferimento per lo scarico del refluo in acque superficiali o rete fognaria sono
rispettivamente 160 mg/L e 500 mg/L, i dati evidenziano che H2O2 0,2 M è la minima
concentrazione iniziale di ossidante necessaria ad ottenere una significativa
decomposizione dei contaminanti. Da un esame della Figura 96 si nota che il valore di
TOC decresce quasi linearmente con l’H2O2 nel tempo, finché essa è presente
nell’ambiente di reazione. Non appena la concentrazione di H2O2 scende a zero si
verifica un cambio di pendenza della curva del TOC, suggerendo la presenza di due
diverse cinetiche di reazione in presenza e in assenza di H2O2.

Risultati e discussione _______________________________________________________________________
158
I dati sperimentali relativi alla decomposizione di H2O2, misurati in alcuni esperimenti
condotti in assenza di percolato, sono stati fittati utilizzando la legge cinetica
[ ]n
obs OHkr 22= (57)
ottenendo un ordine di reazione n = 0,1 ± 0,1.
Analogamente, fittando i dati di eliminazione di TOC in presenza di H2O2 con
l’espressione
[ ] [ ]mn
obs TOCOHkr 22= (58)
si ottengono i seguenti valori per gli ordini di reazione m = 1,1 ± 0,2 ed n = 0,2 ± 0,1.
Per le cinetiche di ordine 0 e 1 possono essere scritte le seguenti espressioni:
obskdt
dCr =−=
(59)
per una cinetica di ordine zero e
Ckdt
dCr obs=−= (60)
per una cinetica di primo ordine, dove r è la velocità di foto-decomposizione, C è il valore
di TOC o H2O2, t il tempo e kobs la costante di velocità osservata. Integrando le due
equazioni con la condizione C = C0 per t = 0, si ottengono le seguenti relazioni tra C e t:
tkCC obs ∗=−0 (cinetica di ordine zero) (61)
tkC
Cobs ∗=
0ln (cinetica di primo ordine) (62)
Applicando le relative espressioni matematiche ai dati sperimentali ottenuti per TOC e
H2O2 si osserva un ottimo accordo tra i dati sperimentali e la legge cinetica considerata
(Figura 97 e Figura 98).

Risultati e discussione _______________________________________________________________________
159
Cinetica TOC/ TiO2
0,0
0,5
1,0
1,5
2,0
0 1 2 3 4 5 6 7 8
Tempo (h)
ln(T
OC
0/T
OC
)
Cinetica TOC/ Fe3+
0,0
0,5
1,0
1,5
2,0
0 1 2 3 4 5 6 7 8
Tempo (h)
ln (
TO
C0/T
OC
)
Figura 97: Decomposizione fotocatalitica di percolato di discarica con TiO2 e Fe3+
,
utilizzando la legge per una cinetica di primo ordine. ▲TiO2 0,5 g/L e H2O2 0,1M; ■ TiO2 0,5
g/L e H2O2 0,2M; ● Fe3+ 2,5*10-4M e H2O2 0,2M; ♦ TiO2 0,5 g/L e H2O2 0,4M.

Risultati e discussione _______________________________________________________________________
160
Cinetica H2O2/TiO2
0
1000
2000
3000
4000
5000
6000
0 1 2 3 4 5 6
Tempo (h)
H2O
20-H
2O
2
Cinetica H2O2/ Fe3+
0
1000
2000
3000
4000
5000
6000
0 1 2 3 4
Tempo (h)
H2O
20-H
2O
2
Figura 98: Cinetiche di decomposizione di H2O2 per esperimenti fotocatalitici con TiO2 e
Fe3+
, utilizzando la legge cinetica di ordine zero. ▲TiO2 0,5 g/L e H2O2 0,1M; ■ TiO2 0,5 g/L e
H2O2 0,2M; ● Fe3+ 2,5*10-4M e H2O2 0,2M; ♦ TiO2 0,5 g/L e H2O2 0,4M.
Tabella 32: Valori sperimentali di kobs. Deviazione standard: kI ±0.03, k
II ± 0.01, kH2O2 ± 20.
Catalizzatore/ quantità H2O2 conc. kobsITOC (h
-1) kobs
IITOC (h
-1) kobs
H2O2 (mgO2L
-1h
-1)
TiO2/ 0,5 g/L 0,1 M 0,18 0,00 480
TiO2/ 0,5 g/L 0,2 M 0,24 0,16 540
TiO2/ 0,5 g/L 0,4 M 0,19 0,12 1000
Fe2+/ 2,5*10-4M 0,2 M 0,17 0,04 530
Esp.bianco 0,2 M - - 1000

Risultati e discussione _______________________________________________________________________
161
I valori calcolati delle costanti di velocità sono riportati in Tabella 31. I dati relativi alla
cinetica di TOC confermano che: la decomposizione del TOC segue in modo lineare la
diminuzione di H2O2 con una costante kobs indipendente dalla concentrazione iniziale di
ossidante e dal tipo di catalizzatore (le variazioni dei valori di kobsITOC in tabella sono
inclusi entro l’errore sperimentale); la costante cinetica relativa alla decomposizione
(kobsIITOC) diminuisce in modo consistente quando H2O2 si esaurisce. Si nota che dai valori
di kobsIITOC si evidenzia una certa efficacia della sola fotocatalisi al di sotto di un certo
valore di COD/TOC ( COD < 500 mg/L). Alfine di verificare questa considerazione sono
stati confrontati i trattamenti mediante la sola radiazione UV in presenza di catalizzatore
del percolato tal quale e diluito a COD0 ≈ 500 (Figura 99).
0
200
400
600
800
1000
1200
1400
0 1 2 3 4 5 6 7 8 9
Tempo (h)
CO
D (
mg
/L) Percolato tal quale
<500 mg/L COD
Figura 99: Effetto della fotocatalisi sul valore di COD0.
In Figura 99 è interessante notare che la fotocatalisi applicata al percolato diluito provoca
il dimezzamento della concentrazione di contaminanti in 8 ore di trattamento (kobsI =0,1
h-1).
Poiché il processo di rimozione del COD è di ordine 0 rispetto a H2O2, ne consegue che
dall’analisi cinetica non è possibile verificare se vi sia una decomposizione di H2O2 in
parallelo alla decontaminazione. Pertanto sono stati condotti esperimenti in “bianco”
(assenza di COD) e misurate le kobsH2O2. La costante di velocità per la decomposizione di
H2O2 è indipendente dal catalizzatore e da [H2O2]0 e questo fa supporre che possa
essere sufficiente mantenere una minima concentrazione di ossidante attraverso
un’alimentazione in continuo per prolungare la decontaminazione del percolato. I valori di
kobsH2O2 sono inferiori rispetto alla costante corrispondente all’esperimento di bianco, e ciò
può essere attribuito ad una competizione tra H2O2 e contaminanti derivanti dal percolato
per i siti attivi sulla superficie del catalizzatore.
Abbiamo condotto anche alcune misure utilizzando Fe3+ quale catalizzatore, in modo da
poter confrontare i dati della presente tesi relativi al processo fotofenton con quelli di

Risultati e discussione
_______________________________________________________________________
162
letteratura (Tabella 34). Dai dati e dalla Figura 96 si nota che l’esperimento Fenton
utilizzando Fe3+ è stato meno efficace in termini di abbattimento di TOC, poiché la durata
di H2O2 è stata ridotta a causa dell’immediata decomposizione catalizzata da Fe3+,
determinando una riduzione della durata prima fase della reazione. Questo risultato è in
disaccordo con i dati trovati in letteratura, in cui si afferma che la decontaminazione del
percolato mediante un processo di tipo fotofenton è più efficace e vantaggiosa rispetto
alla catalisi eterogenea (154,155).
In Figura 100 e Figura 101 viene mostrato l’effetto del tipo di catalizzatore confrontando
le curve di reazione di CYC-1 e Degussa P25 TiO2 (rapporto molare H2O2/COD = 3,96).
0
500
1000
1500
2000
2500
0 1 2 3 4 5 6 7 8Tempo (h)
pp
m O
2
Figura 100: Confronto tra attività fotocatalitica di TiO2 CYC-1 e Degussa P25. Simboli pieni:
TOC; simboli vuoti: H2O2. ■ CYC-1 0,5 g/L e H2O2 0,2M; ● Degussa P25 0,5 g/L e H2O2 0,2M.

Risultati e discussione
_______________________________________________________________________
163
0
0,5
1
1,5
2
0 1 2 3 4 5 6 7 8
Tempo (h)
ln(T
OC
0/T
OC
)
0
600
1200
1800
2400
0 1 2 3 4 5 6
Tempo (h)
H2O
20-H
2O
2
Figura 101: Cinetiche di decomposizione di TOC e H2O2 in esperimenti di fotocatalisi con
CYC-1 e Degussa P25.
Tabella 33: Valori sperimentali di kobs. Deviazione standard: kI ±0.03, k
II ± 0.01, kH2O2 ± 20.
Considerando la variabilità cui è soggetto il percolato di discarica, le cinetiche catalizzate
dai due TiO2 sono tra loro equiparabili, in quando presentano una resa finale uguale e
hanno velocità di decomposizione paragonabili. Ricordando che l’area superficiale di TiO2
CYC-1 è 180 m2/g, tre volte superiore rispetto a quella di Degussa P25, e dimensione dei
cristalliti minore, ci si può aspettare una maggiore attività fotocatalitica per il primo. I dati
Parametri sperimentali
Catalizzatore/ quantità
H2O2 conc.
kobsITOC (h
-1) kobs
IITOC (h
-1)
kobsH2O2
(mgO2L
-1h
-1)
CYC-1 TiO2/ 0.5 g/L
0.2 M 0.24 0.16 540
Degussa P25 TiO2/0.5 g/L 0.2 M 0.24 0.18 600

Risultati e discussione
_______________________________________________________________________
164
sperimentali possono essere giustificati considerando la natura multifasica di Degussa
P25, che come è noto promuove con maggior efficienza la reazione di separazione
buca/elettrone fotoindotta (1,106).
Infine, in Tabella 34 viene riportato il confronto tra alcuni riferimenti letterari relativi al
trattamento catalitico con TiO2 e Fe3+ del percolato di discarica o di composti fenolici
modello, ed i dati sperimentali della presente tesi. Analizzando nel dettaglio i riferimenti
letterari citati in tabella, in primo luogo si nota che, per la fotocatalisi con TiO2, in tutti i
casi il processo viene preceduto da diluizione o pretrattamento biologico. Ciò è
consistente con la nostra osservazione circa l’inefficienza del processo fotocatalitico
condotto su percolato con concentrazioni di COD superiori a 500ppm. Tuttavia, se ci
soffermiamo sui lavori riguardanti la catalisi con TiO2 che, per somiglianza col presente
studio, riportano dati relativi al trattamento di percolato non diluito, per confronto con i dati
in Figura 96 è possibile osservare che:
� Ref.1 e ref.2, oltre a prevedere un pretrattamento biologico del substrato,
utilizzano elevate concentrazioni di TiO2, sebbene non venga utilizzata H2O2 nel
processo di decomposizione.
� In ref.1 e ref.2, nonostante il valore di COD0 inferiore e la [TiO2] superiore a
quelle del presente lavoro, si ottiene un buon abbattimento dei contaminanti (ca.
80%) in tempi di trattamento paragonabili o addirittura più lunghi.
� In generale, nonostante le evidenti differenze tra i reflui in termini di
concentrazione e di composizione, per la quale, però, non è possibile fare una
distinzione tra i vari substrati, il valore di COD finale ottenuto con i trattamenti è,
in tutti i casi. superiore al limite di riferimento imposto per lo scarico in acque
superficiali (160 mg/L), ma inferiore a quello previsto dalla legge per lo
smaltimento in acque fognarie (500 mg/L).
Per quanto riguarda, invece, il confronto con i lavori di letteratura relativi al trattamento
catalitico con Fe3+, sebbene anche in questo caso tra i substrati ci siano delle differenze
di concentrazione e di composizione, in particolare per quanto riguarda i metalli pesanti,
che non li rendono classificabili in termini di livello di contaminazione, è evidente come:
� in tutti i casi trovati in letteratura si utilizzino elevate concentrazioni di Fe3+,
superiori al limite imposto dalla legge italiana per lo scarico di Fe3+ in acque
superficiali è di 2 mg/L (3,6x10-5 M). Questo aspetto rende i trattamenti riportati in
ref.7-9 non applicabili, sebbene l’uso di concentrazioni di catalizzatore elevate, in
assenza di radiazione UV, permetta di ridurre molto i tempi di trattamento.
� Va notato che il trattamento fotofenton riportato nel presente lavoro utilizza una
più bassa concentrazione di Fe3+ (2,5x10-4 M), con la quale, in presenza di UV, è
possibile ottenere un abbattimento dei contaminanti del 60%, confrontabile con i
risultati riportati nei lavori di riferimento.
� In tutti i casi, il valore COD finale ottenuto a fine trattamento è superiore sia al
limite scaricabile in acque superficiali (160 mg/L), sia a quello previsto dalla legge
per lo smaltimento in acque fognarie (500 mg/L).

Risultati e discussione
_______________________________________________________________________
165
Sulla base di queste considerazioni va sottolineato che, se si confrontano anche i valori
di kobs per la decontaminazione riportati nei lavori di letteratura con quella osservata nel
presente lavoro di ricerca, tenendo presente la strutturazione del reattore utilizzato
(semplicità ed economicità) e l’assenza di un pretrattamento del substrato (biologico o
diluizione), in condizioni di trattamento più favorevoli (0,5 g/L TiO2 o 2,5x10-4 M Fe3+,
H2O2 0,2M, UV 20 W/L) si rileva l’alta efficienza del processo di decontaminazione
proposto in questo lavoro di tesi. Va ribadito, tuttavia, che nel caso del trattamento
fotocatalitico con TiO2 in sette ore di trattamento si ottiene un CODf≈ 200-300 mg/L, che è
superiore al limite imposto per lo scarico in acque superficiali, ma inferiore al valore di
legge per lo smaltimento in rete fognaria. Al contrario, il trattamento foto-fenton,
utilizzando il catalizzatore a base di Fe3+, condotto in condizioni paragonabili, non
permette di rispettare i limiti di scarico imposti dalla legge italiana.

Tabella 34: Condizioni operative per il trattamento del percolato di discarica in letteratura.
N. Ref. Catalyst/ amount
H2O2 (M)
Substrate pretreatment Conc.(M) H2O2/CODi
(M/M) pH
Reaction time
Dilution Reactor k (s-1)
1 App. Cat. B: Env.
2002, 39, 125-133
TiO2/ 3 g/L - leachate biological 4,E-02 - 4 12h no 190 ml quartz reactor with 16x8W external UV lamps (674
W/L) 2,5E-06
2 Wat. Sci. Techn. 2006, 53 (3), 181
TiO2/ 0,5-3 g/L - leachate biological 2,E-02 - 4 5 h no 350 ml quartz flow (flow rate 1L/min, recirculating) reactor
with 200W internal UV lamp (571W/L) 4,0E-03 L/min
3 Solar Energy 1996, 56 (5),
455-469 TiO2/5 g/L 5,0E-
04 leachate biological 2,0E-03 0,25 3 8 h yes TFFBR (16 40W UV lamps; total volume 5 L) 1,7E-05
4 J. of Catalysis 1995, 153, 32-40 TiO2/1 g/L 1,0E-
01 phenol - 2,1E-03 50 3 0,5-2 h yes
Cilindrical Pirex glass vessel with external surface made of mirror polished aluminium and top cover of pirex sheet. External UV source: 1000 W or 500 W Hg-Xe lamp + collimating lenses. Distance between lens and TiO2
suspension was kept constant at 71cm. (10000-5000 W/L)
2,3E-05
5 Cat. Today,
2005, 101, 389-395
TiO2 5,4E-
04 Acid Red
88 azo dye - 1,4E-04 4 - 2 h yes glass cylinder + Uv source held in a quartz sleeve (43 W/L) 7,7E-04
6 Chemosphere 1995, 30 (3),
477-484
TiO2/2-4 g/L
1,0E-02
cyOH, phenol, 4-
NA - 1,0E-03 10 - 2-18 h yes
glass flask + external UV source 400W high pressure Hg lamp (400W/L) -
7 Chemosphere
2004, 54, 1005-1010
Fe3+/ 0,5 g/L
2,0E-01
leachate - 3,E-01 0,3 3 2 h no no UV -
8 J. of Hazard.
Mat. 2005, B125, 166-174
Fe3+/ 0,05 M
7,5E-02 leachate - 3,E-02 2,5 2,5 20 min yes
100 ml batch reactor with magnetical stirrer and water refrigeration. UV source 125 W medium pressure Hg
vapour lamp without glass bulb, located at the centre of the reactor by using a quartz bulb. (1250W/L)
-
9 J. of Env. Sci.
And Health 2003, A38 (2), 371-379
Fe3+/ 0,02 M
7,0E-01 leachate - 7,10E-02 10 3 2,5 h no
500 ml perfectly mixed glass reactor + oxygen and visible light (no UV) -
10 This work TiO2/ 0.5 g/L
2,E-01
leachate - 8,E-02 2,5 4 7 h no 6,7E-05
11 This work Fe3+/
2,5*10-4 M
2,E-01 leachate - 8,E-02 2,5 4 7 h no 4,7E-05

Risultati e discussione
_______________________________________________________________________
167
6.1.3 Valutazione del costo del trattamento.
Per completare la verifica dell’applicabilità della tecnologia APO al trattamento del
percolato di discarica, è stata, infine, approntata una valutazione dei costi di processo per
litro di refluo (Tabella 35). I costi suddivisi per voci sono relativi a 8 ore di trattamento in
presenza di TiO2 0,5 g/L e H2O2 0,2M.
Tabella 35: Valutazione dei costi per 8 ore di trattamento di 1 litro di percolato.
Costo €/L
1 h adsorbimento 0,0026
15 W lampade UV (20 W/L) 0,0208
Pompa a membrana (3,3 W/L) 0.0032
TiO2 (0,5 g/L) 0,025
H2O2 (0,2 M) 0,012
Costo totale per 1 L 0,065
Come si può osservare le voci che incidono maggiormente sul costo totale per il
trattamento di un litro di percolato sono relative al consumo energetico ed al
catalizzatore. Il costo complessivo potrebbe diminuire ulteriormente con lo scale-up del
processo. Per quanto riguarda quest’ultimo costo, si potrebbe abbattere con l’utilizzo di
un catalizzatore strutturato che permetta il riciclo dello stesso.
6.1.4 Considerazioni conclusive.
L’applicazione del processo fotocatalitico con TiO2 alla degradazione dei contaminanti da
percolato di discarica ha rivelato alcuni aspetti interessanti sulla fattibilità del trattamento.
E' emerso un importante sinergismo tra radiazione UV e agente ossidante, essenziale
per una buona resa del trattamento: in assenza di energia fotonica o di H2O2 si ottiene un
abbattimento di COD inferiore al 30%, rispetto all’80% di decontaminazione raggiunta
con il trattamento completo.
Gli studi cinetici hanno permesso di verificare l’indipendenza della velocità dalla [H2O2]0 e
la presenza di due diversi meccanismi di reazione in presenza e in assenza di acqua
ossigenata: la decomposizione del TOC segue in modo lineare la diminuzione di H2O2
con una costante cinetica che diminuisce in modo consistente quando il perossido
d’idrogeno si esaurisce. In particolare, dai valori di kobsIITOC si evidenzia:
1. l’inefficacia della sola fotocatalisi al di sopra di un certo valore di TOC che
abbiamo individuato essere intorno a 500 mg/L.

Risultati e discussione
_______________________________________________________________________
168
2. il trattamento è dipendente dalla natura del catalizzatore, e TiO2 è risultato più
efficace. Inoltre, si deve considerare che Fe3+ in soluzione rappresenta un
problema nello scarico del refluo dopo il trattamento.
3. l’indipendenza della velocità di mineralizzazione da [H2O2]0 fa supporre che
possa essere sufficiente mantenere una minima concentrazione di ossidante
attraverso un’alimentazione in continuo per prolungare la decontaminazione del
percolato.
Infine, dal confronto con i riferimenti bibliografici, tenendo presente la strutturazione del
reattore utilizzato (semplicità ed economicità) e l’assenza di un pretrattamento del
substrato (biologico o diluizione), è stata evidenziata la potenzialità applicativa del
processo in condizioni di trattamento più favorevoli.
Il costo per il trattamento di un litro di percolato di discarica è stato stimato essere di
0,065 €/L, ma potrebbe essere ridotto con lo scale-up ed ulteriore industrializzazione del
processo.
6.2 Acque industriali provenienti dall’industria del sughero.
6.2.1 Studi preliminari.
In collaborazione con un’ industria primaria del settore è stata analizzata la problematica
della rimozione del COD da acque di processo da lavorazione dei derivati del legno.
Tenendo presente la distinta natura delle acque rispetto al percolato, si è proceduto a
valutare preliminarmente l’influenza di alcuni dei principali parametri operativi, tra cui il
pH, la presenza della radiazione UV, di H2O2 e di TiO2, l’effetto dell’aria, al fine di valutare
anche l’efficienza del processo indipendentemente dal tipo di refluo trattato. Questa
prima fase della sperimentazione è stata effettuata utilizzando un reattore batch in quarzo
della capacità di 200 ml, termostatato a 90°C, e dotato di un sistema di ossigenazione del
mezzo di reazione e di una sorgente UV (potenza 650 W/L) (Figura 102). La temperatura
di 90°C è motivata dal fatto che si è voluto operare nelle condizioni del processo
industriale.

Risultati e discussione
_______________________________________________________________________
169
1
5
42
3
1. Lampada UV2. Sistema di gorgogliamento dell’aria3. Camicia riscaldante4. Punto di prelievo del campione e di
monitoraggio della temperatura5. Agitatore magnetico
1
5
42
3
1
5
42
3
1. Lampada UV2. Sistema di gorgogliamento dell’aria3. Camicia riscaldante4. Punto di prelievo del campione e di
monitoraggio della temperatura5. Agitatore magnetico
Figura 102: Schematizzazione del fotoreattore incamiciato in quarzo.
6.2.1.1 Effetto del catalizzatore e del pH in assenza di radiazione.
È noto che la capacità ossidante di H2O2 aumenta con il pH basico della soluzione, per
cui è stato verificato l’effetto di tale parametro.
La Figura 103 riporta l’effetto della presenza del catalizzatore in esperimenti eseguiti in
assenza di radiazione UV, sia in ambiente debolmente acido (il pH dell’acqua industriale
è ca. 6,5) che in ambiente basico (pH= 8,5), utilizzando H2O2 0,2M (19.8 g H2O2 36%wt/
1000 g acqua).

Risultati e discussione
_______________________________________________________________________
170
0
50
100
150
200
250
300
350
400
0 1 2 3 4 5 6 7
Tempo (h)
TO
C (
mg
/L)
H2O2_base
H2O2_neutro
H2O2_Ti_base
H2O2_Ti_neutro
H2O2_Fe neutro
Figura 103: Effetto della presenza del catalizzatore in assenza di radiazione UV al variare del
pH. (H2O2_base: trattamento con H2O2 in ambiente basico senza TiO2; H2O2_neutro:
trattamento con H2O2 al pH dell’acqua industriale senza TiO2).
La Tabella 36 riporta le costanti di velocità (kobs) misurate assumendo un processo di
primo ordine.
Tabella 36: Kobs misurate in assenza di radiazione UV.
I dati confermano che anche nel caso di acque reflue di derivazione industriale la
degradazione dei contaminanti segue una cinetica di pseudo-primo ordine, sia in
presenza che in assenza di catalizzatore, ciò è in accordo con i dati di letteratura riportati
per processi fenton e fotofenton-like (82,88,156,157). In presenza della sola H2O2 si
ottiene un abbattimento del 76% del TOC in 5 ore di trattamento in ambiente basico e del
73% in ambiente debolmente acido. La presenza di catalizzatore non determina un
significativo aumento della velocità di decomposizione del TOC, come dimostrano i valori
delle kobsTOC in tabella, ma una diminuzione del consumo di H2O2 favorendone una
maggior durata, come esemplificato in Figura 104. I dati quindi indicano la capacità di
H2O2 di promuovere efficacemente la rimozione di TOC nelle condizioni di reazione
considerate. Va sottolineato che il processo avviene anche in assenza di catalizzatore,
Catalizzatore/quantità pH kobsTOC
(h-1
) kobs
H2
O2
(mgO2L-1
h-1
)
- 6,5 0,24 238
TiO2/ 0,5 g/L 6,5 0,25 149
Fe3+/ 2,5 x 10-4 M 6,5 0,26 182
- 8,5 0,27 268
TiO2/ 0,5 g/L 8,5 0,27 113

Risultati e discussione
_______________________________________________________________________
171
ed è indipendente dal pH nell’intervallo considerato. Pertanto nei successivi esperimenti
si è operato senza variare il pH del refluo di partenza.
0
500
1000
1500
2000
2500
3000
0 1 2 3 4 5 6 7
Tempo (h)
pp
m O
2
Figura 104: Effetto della presenza del catalizzatore sul consumo di H2O2, in assenza di
radiazione UV. Simboli pieni: TOC; simboli vuoti: H2O2. ■ H2O2 0,2M; ▲ H2O2 0,2M + TiO2 0,5
g/L.
6.2.1.2 Effetto fotocatalitico.
È stato valutato il contributo fotocatalitico alla reattività utilizzando sia TiO2 che Fe3+ in
presenza di H2O2 0,2 M.
Tutti gli esperimenti sono stati realizzati al pH dell’acqua industriale.
I risultati sono riassunti in Figura 105 e Figura 106 e le relative k sperimentali sono
riportate in Tabella 37.
0
50
100
150
200
250
300
350
400
0 1 2 3 4 5 6 7
Tempo (h)
TO
C (
mg
/L)
Figura 105: Effetto della radiazione UV nel processo fotocatalitico con TiO2 e Fe3+
. ∆ TiO2 0,5
g/L + H2O2 0,2M; ▲ TiO2 0,5 g/L + H2O2 0,2M + UV 650 W/L; ○ Fe3+
2,5*10-4
M + H2O2 0,2M ●
Fe3+
2,5*10-4
M + H2O2 0,2M + UV 650 W/L.

Risultati e discussione
_______________________________________________________________________
172
0
500
1000
1500
2000
2500
3000
0 1 2 3 4 5 6 7
Tempo (h)
pp
m O
2/H
2O
2
Figura 106: Andamenti di H2O2 per i trattamenti con TiO2 e Fe3+
in presenza e assenza di
radiazione UV. ∆ TiO2 0,5 g/L + H2O2 0,2M; ▲ TiO2 0,5 g/L + H2O2 0,2M + UV 650 W/L; ○ Fe3+
2,5*10-4
M + H2O2 0,2M ● Fe3+
2,5*10-4
M + H2O2 0,2M + UV 650 W/L.
Tabella 37: kobs misurate in presenza ed assenza di radiazione UV per processi catalizzati da
TiO2 e Fe3+
e H2O2, CODfinale e in parentesi la durata del trattamento.
I dati rivelano l’importante contributo dato dalla presenza della radiazione UV. Tale
contributo è maggiore nel caso della catalisi con TiO2, al contrario di quanto avviene nelle
prove effettuate in assenza di radiazione in cui gli andamenti sono tra loro paragonabili. È
importante notare come la reazione sia completata dopo 1 ora di trattamento con TiO2, e
dopo 1 ora e mezza nel caso del Fe3+, rispetto ai sistemi non fotocatalitici. Si deve tenere
piuttosto presente che la potenza UV utilizzata in questa fase della sperimentazione è
molto elevata (650 W/L).
6.2.1.3 Effetto della presenza di H2O2 in condizioni di fotocatalisi.
Gli esperimenti foto-catalitici con TiO2 e Fe3+ sono stati condotti anche in assenza di H2O2
(Figura 107, Tabella 38).
Catalizzatore/quantità UV kobsTOC
(h-1
) kobsH2O2
(mgO2L-1
h-1
) COD finale (ppm O2)
TiO2/ 0,5 g/L - 0,25 149
TiO2/ 0,5 g/L x 4,70 827 4(1 h)
Fe3+/ 2,5 x 10-4 M - 0,26 182 111(4,5 h)
Fe3+/ 2,5 x 10-4 M x 3,31 593 2(1,5 h)

Risultati e discussione
_______________________________________________________________________
173
0
50
100
150
200
250
300
350
400
0 1 2 3 4 5Tempo (h)
TO
C (
mg
/L)
Figura 107: Effetto della presenza di H2O2 negli esperimenti foto-catalitici con TiO2 e Fe3+
. ∆
TiO2 0,5 g/L + UV 650 W/L; ▲ TiO2 0,5 g/L + H2O2 0,2M + UV 650 W/L; ○ Fe3+
2,5*10-4
M + UV
650 W/L ● Fe3+
2,5*10-4
M + H2O2 0,2M + UV 650 W/L.
Tabella 38: kobs misurate in presenza o assenza di H2O2 per esperimenti di fotocatalisi con
TiO2 e Fe3+
, CODfinale e in parentesi la durata del trattamento.
Dai dati si evidenzia che la sola fotoeccitazione del catalizzatore è in grado di abbattere
TOC, tuttavia è determinante la presenza di H2O2 al fine di ottenere un effetto sinergico
ossidante/radiazione che permetta una significativa riduzione della durata totale del
trattamento. È evidente la maggior efficacia della fotoeccitazione di TiO2 rispetto a Fe3+,
sia in presenza che in assenza di H2O2.
6.2.1.4 Effetto dell’ossigenazione (aria).
Al fine di valutare il contributo dell’ossigenazione al processo di decontaminazione, è
stata applicata all’acqua industriale la procedura sperimentale standard
(fotocatalisi/H2O2) e quella con la sola H2O2 escludendo l’apporto di ossigeno
nell’ambiente di reazione. I dati sono stati confrontati con quelli relativi ai trattamenti in
presenza di aria (Figura 108, Tabella 39).
Catalizzatore/quantità UV H2O2 kobsTOC
(h-1
) COD finale
(ppm O2)
TiO2/ 0,5 g/L x - 0,53 0(4 h)
TiO2/ 0,5 g/L x 0,2 M 4,70 4(1 h)
Fe3+/ 2,5 x 10-4 M x - 0,15 151(4,5 h)
Fe3+/ 2,5 x 10-4 M x 0,2 M 3,31 2(1,5h)

Risultati e discussione
_______________________________________________________________________
174
0
50
100
150
200
250
300
350
400
0 1 2 3 4 5 6 7
Tempo (h)
TO
C (
mg
/L)
Figura 108: Contributo dell'aria nella reazione fotocatalitica con TiO2 e nel trattamento con
la sola H2O2. ▲ TiO2 0,5 g/L + H2O2 0,2M + UV 650 W/L; ∆ TiO2 0,5 g/L + H2O2 0,2M + UV 650
W/L senza aria; ■ H2O2 0,2M; □ H2O2 0,2M senza aria.
Tabella 39: : kobs misurate per esperimenti fotocatalitici e per il trattamento con la sola H2O2
in presenza e assenza di aria.
I valori di kobsTOC e kobs
H2O2 calcolati dimostrano che l’apporto di ossigeno dovuto
all’insufflamento di aria nell’ambiente di reazione incrementa la resa del processo sia nel
caso della fotocatalisi che nel trattamento con il solo perossido d’idrogeno. Nel caso del
trattamento con H2O2 il fattore di incremento della velocità media di rimozione del TOC è
40%, mentre per il processo fotocatalizzato è 46%.
6.2.1.5 Effetto del dosaggio di TiO2.
Data l’elevata potenza di radiazione UV utilizzata nella sperimentazione preliminare, si è
voluto effettuare la valutazione dell’effetto del dosaggio del catalizzatore in un
fotoreattore di vetro costruito ad hoc della capacità di 0,6L termostatato a 90°C, dotato di
un sistema di ossigenazione del mezzo di reazione e di una sorgente UV ad energia
Catalizzatore/quantità aria H2O2 kobsTOC
(h-1
) kobs
H2O
2
(mgO2L-1
h-1
)
COD finale
(ppm O2)
- - 0,2 M 0,13 199 -
- x 0,2 M 0,24 238 -
TiO2/ 0,5 g/L - 0,2 M 2,86 827 33(1 h)
TiO2/ 0,5 g/L x 0,2 M 4,70 827 4(1 h)

Risultati e discussione
_______________________________________________________________________
175
inferiore (potenza 27 W/L) compatibile con esigenze industriali. Sono state condotte
quindi delle prove di fotocatalisi variando la concentrazione di TiO2 in presenza di H2O2
0,1M. Nella Figura 109 sono riportati gli andamenti di decomposizione di A358nm, TOC e
H2O2 nel tempo. La Tabella 40 riporta i valori di ordine di reazione (n) e costante cinetica
apparente (k) per l’abbattimento di A358nm, TOC e H2O2 nel tempo.
Tabella 40: Valori di ordine di reazione (n) e costanti cinetiche apparenti (k) per
l'abbattimento di A358 nm , TOC e H2O2 ottenuti per i trattamenti in presenza di H2O2 0,1M e di
diverse quantità di catalizzatore, con radiazione UV (27 W/L). kA ± 0,3; k
TOC±0,1; k
H2O2±100
0.0
0.2
0.4
0.6
0.8
1.0
1.2
0 20 40 60 80 100 120 140Tempo (min)
A/A
0
0.0
0.2
0.4
0.6
0.8
1.0
1.2
0 20 40 60 80 100 120Tempo (min)
TO
C/T
OC
0
Trattamento n
A358nm
kobsA(358nm)
(h-1
) n TOC
kobsTOC
(h-1
)
n
H2O2
kobsH2O2
( mgO2L-1
h-1
)
H2O2 0,1M 0,73 4,25 2,40 1,43 0,00 502
H2O2 0,1M+TiO2 8mg/L 0,65 4,07 0,79 1,95 0,00 463
H2O2 0,1M+TiO2 0,5g/L 0,94 7,01 1,26 2,19 0,30 807
H2O2 0,1M+TiO2 1 g/L 1,24 4,53 0,58 3,46 0,22 858

Risultati e discussione
_______________________________________________________________________
176
0
0.2
0.4
0.6
0.8
1
1.2
5 25 45 65 85 105 125
Tempo (min)
H2O
2/H
2O
20
Figura 109: Andamenti di A, TOC e H2O2 ottenuti per trattamenti in presenza di H2O2 0,1 M e
di radiazione UV utilizzando vari dosaggi di catalizzatore. ◊ No TiO2; ■ TiO2 0,08 g/L; ▲ TiO2
0,5 g/L; ● TiO2 1 g/L.
Osservando la Figura 109 si nota come l’aumento della quantità di catalizzatore, fino a
raggiungere un dosaggio di 0,5 g/L, determini un aumento della degradazione della
frazione colorata. Superata questa concentrazione di TiO2, kA(358nm) decresce
probabilmente a causa dell’effetto schermante la radiazione UV promosso da elevate
concentrazioni di catalizzatore. L’aumento del dosaggio di TiO2 a tenori relativamente
elevati comporta un incremento della decomposizione di H2O2 e dell’abbattimento del
carbonio organico totale (TOC); non si può, tuttavia, escludere il contributo dato
dall’adsorbimento dei contaminanti sulla superficie del catalizzatore.
E’ possibile valutare l’effetto dell’aumento della potenza UV sull’efficacia del trattamento
se si confrontano i dati relativi al reattore di quarzo e di vetro. Premesso che la reazione
è di ordine zero rispetto alla concentrazione di H2O2, è possibile confrontare la prova
eseguita nel reattore in vetro utilizzando la TiO2 0,5 g/L e H2O2 0,1 M, con quella
effettuata in reattore in quarzo in presenza di H2O2 0,2M, TiO2 0,5 g/L, utilizzando una
radiazione UV con potenza 650 W/L (Tabella 37). I valori delle costanti di velocità
indicano che l’effetto dell’aumento della potenza applicata è quello di raddoppiare la
costante di velocità di decontaminazione. Tuttavia, va osservato (Figura 109) che il valore
del TOC è quasi nullo dopo circa un’ora di trattamento in ambedue i reattori. In accordo
con quanto trovato in letteratura (89,100), in cui si afferma che una potenza UV troppo
elevata porta ad una diminuzione dell’efficienza del processo, un aumento di 20 volte
della potenza applicata ha un effetto molto modesto sulla resa totale del trattamento foto
catalitico. Diversi lavori hanno dimostrato che esiste un valore di flusso fotonico, non ben
definito a causa di disomogeneità dei risultati, oltre il quale si verifica un cambio di regime
cinetico per la decomposizione del COD, da un meccanismo di primo ordine ad uno di
ordine 0,5. In generale tale valore è stato stabilito nella maggior parte dei casi essere
compreso tra 2-3 mW/cm2 (1). Nel presente studio i valori di flussi fotonici per il reattore

Risultati e discussione
_______________________________________________________________________
177
di plexiglass, di quarzo, di vetro e successivamente di acciaio, sono rispettivamente 16
mW/cm2, 490 mW/cm2, 29 mW/cm2, 63 mW/cm2, ma in tutti i sistemi è stata verificata la
presenza di una cinetica di decomposizione dei contaminanti di pseudo-primo ordine,
indicando che tale limite di cambio di regime cinetico ovvero della “saturazione” del
sistema non siano stati raggiunti, presumibilmente per il fatto che nel nostro caso sono
stati utilizzati dei reflui complessi provenienti da scarichi reali.
Riassumendo, la fase preliminare dello studio della fattibilità del trattamento fotocatalitico
con TiO2 applicato a reflui industriali, ha confermato l’importanza del sinergismo
radiazione/H2O2 per un abbattimento dei contaminanti in tempi relativamente rapidi.
Tuttavia, gli studi hanno evidenziato che anche il trattamento con la sola H2O2 è efficace
seppur in tempi prolungati, mentre l’aggiunta del catalizzatore non apporta un contributo
apprezzabile alla decomposizione in tali condizioni, ma favorisce solo una maggior durata
dell’ossidante. Anche la sola foto eccitazione del catalizzatore è in grado di abbattere
TOC, e questa è più efficace per il TiO2 rispetto a Fe3+, sia in presenza che in assenza di
H2O2. L’efficienza del trattamento Fenton-like con TiO2/H2O2 in presenza di dosaggi
crescenti di catalizzatore aumenta fino a [TiO2]=0,5 g/L, oltre la quale si ha probabilmente
un effetto schermante della polvere. Infine è stato valutato il contributo dell’aria, che è in
grado di incrementare la resa del processo sia nel caso della fotocatalisi che nel
trattamento con sola H2O2.
A titolo di confronto, in Tabella 41 vengono riassunti i tempi (h) necessari per ottenere un
valore di COD finale di 100 ppm con le diverse condizioni di trattamento, calcolati
inserendo i rispettivi valori delle costanti di velocità nell’equazione cinetica di ordine
primo. Il valore di COD finale è stato posto a 100 ppmO2 sulla base di quello di
riferimento per lo scarico di reflui in acque superficiali, pari a 160 ppmO2. In conclusione i
dati preliminari evidenziano in modo chiaro la possibilità di abbattimento di COD da reflui
industriali nell’ambito del processo.
Tabella 41: Tempi di trattamento necessari per ottenere CODfinale= 100 ppm nelle diverse
condizioni sperimentali.
Catalizzatore/ quantità
H2O2 (M) UV Aria Tempo (h) per ottenere 100 ppm COD finali
- 0.2/ neutro - x 4.8 - 0.2/ base - x 4.9 TiO2/ 0.5 g/L 0.2/ neutro - x 5.3 TiO2/ 0.5 g/L 0.2/ base - x 4.8 Fe3+/ 2.5 x 10-4 M 0.2 - x 5.1 TiO2/ 0.5 g/L 0.2 x x 0.3 Fe3+/ 2.5 x 10-4 M 0.2 x x 0.46 TiO2/ 0.5 g/L - x x 2.8 Fe3+/ 2.5 x 10-4 M - x x 8.3 TiO2/ 0.5 g/L 0.2 x - 0.48 - 0.2/ neutro - - 9.5

Risultati e discussione
_______________________________________________________________________
178
6.2.2 Misure condotte nel reattore pilota in inox.
Sulla base dei risultati preliminari ottenuti in sistema in vetro, siamo passati alla
progettazione di un prototipo che simulasse un impianto pilota per il trattamento delle
acque reflue in situ, per permetterne il riutilizzo finalizzato anche alla conservazione
dell’energia termica per lo step di lavorazione del sughero. Al fine del contenimento dei
costi di processo è stato costruito un reattore in acciaio inox a ricircolo estremamente
compatto, in cui il volume di trattamento fosse circa 1L, molto ridotto rispetto a quello
della riserva del refluo (13L). Il reattore è stato progettato in modo da favorire un flusso
ed un mescolamento del refluo diretto dalla parete laterale verso il centro del volume
cilindrico, come rappresentato in Figura 110A. La fonte di illuminazione UV è costituita da
una lampada erogante una potenza di 45 W/L.
Figura 110: Sistema di fotoreattori collegati in serie/parallelo a ricircolo. Il volume di refluo
effettivamente trattato per fotocatalisi (centrale) è 0,96 L.
Poiché in presenza di un sistema a ricircolo del refluo non sarebbe possibile utilizzare il
catalizzatore in sospensione, per limiti di efficienza del processo e di mescolamento
stesso del solido, sono state affrontate le problematiche relative al processo di
deposizione di TiO2 su supporto strutturato.
Abbiamo perciò selezionato due supporti di fibra ceramica e di vetro (rispettivamente
blanket Superwool® 607,Thermal Ceramics e tessuto twill 2x2 Angeloni), adatti alla
strutturazione del catalizzatore e dotati di flessibilità, e ne abbiamo testato la capacità di
adesione, nonché la resistenza meccanica per l’applicazione nel sistema catalitico. Per la
deposizione su blanket abbiamo sfruttato le metodologie di spray-deposition ed incipient
wetness: nel primo caso la sospensione acida di titania peptizzata è stata spruzzata ad
una pressione di 4/5 bar direttamente sulla superficie della fibra; nel secondo caso il
supporto è stato tenuto in immersione per circa 5 minuti in un volume dello stesso
precursore pari alla massima quantità assorbibile dalla fibra, determinata con prove di
“bianco” in presenza di sola acqua (ca. 7 ml/g). Lo schema delle metodologie di
deposizione per il blanket è riportato in Figura 111.
Flusso in Flusso out
Cilindro esternoCilindro interno
Flusso in Flusso out
Cilindro esternoCilindro interno
A

Risultati e discussione
_______________________________________________________________________
179
TiO2 sol 5%wt(0.2 M HNO3 80°C/18 h)+
Deposizione
A. Spray methodDiluizione del sol 1:2 o 1:4, pressione 4/5 bar.Vantaggi: TiO2 superficiale.Problemi: scarsa adesione del solidoalla fibra.
B. Incipient wetnessSol TiO2/SiO2 * = 1Sol TiO2/Al2O3 = 1*UsatiSiO2 e Al2O3 colloidali commerciali.Vantaggi: buona adesione del solido inparticolare in presenza di SiO2.Problemi: TiO2non solo in superficie maanche all’interno del blanket.
Calcinazione a 300°C, 5 hPreparati campioni con 5/10 % wt TiO2
Preattivazione in H2SO4:H2O2 3:1, 2 h
Figura 111: Schema di preparazione di TiO2 supportato su blanket Superwool® 607.
La deposizione del catalizzatore su fibra intreccia twill 2x2, invece, è stata effettuata
mediante la tecnica di dip-coating, immergendo quindi il supporto, pretrattato in
H2SO4:H2O2 per l’attivazione superficiale, nella sospensione acida di TiO2 per un’intera
notte (Figura 112).
In tutti i casi i campioni sono stati successivamente asciugati a 120°C e calcinati a 300°C
per 5 ore.
Dip-coatingover night
TiO2 sol 1,25/3,7%wt(0.2 M HNO3 80°C/18 h)+
Calcinazione a 300°C, 5 hPreparati campioni con 1,4/3,5 % wt TiO2
Vantaggi: buona adesione del solidoProblemi: possibilità di ottenere basse cariche di TiO2.
Preattivazione in H2SO4:H2O2 3:1, 2 h
Figura 112: Preparazione di TiO2 supportato su fibra twill 2x2.

Risultati e discussione
_______________________________________________________________________
180
E’ stata effettuata la deposizione sia di TiO2 commerciali (CYC-1 e Degussa P25), sia di
titanie di sintesi. TiO2 di sintesi sono state preparate per precipitazione diretta, metodo
sol-gel e gel-combustion, come riportato nella Parte Sperimentale. Tutti i materiali sono
stati caratterizzati mediante fisiadsorbimento di azoto e le caratteristiche di tessitura dei
catalizzatori sono riportate in Tabella 42.
Tabella 42: Caratteristiche di tessitura delle titanie utilizzate per il supporto su fibra.
Sintesi T°C BET (m2/g) PV (ml/g) dp (nm) d (g/cm
3) P %
CYC-1 TiO2 - 180
0,38 19,4 1,57 0.60
Degussa P25 - 53 0,17 12,2 2,50 0.40
TiO2 (1) 350 44 0,09 5,7 2,89 0,26
TiO2 (2) 350 66 0,06 3,2 3,16 0,29
TiO2 (3) 400 69 0,09 3,8 2,89 0,26
TiO2 (4) 400 71 0,15 6,4 2,46 0,37
TiO2 (5) 350 131 0,32 7,8 1,73 0,56
TiO2 (6) 350 142 0,27 5,6 1,90 0,51
Dal punto di vista della tessitura tutte le titanie sono caratterizzate da una struttura
mesoporosa con porosità compresa tra 0,26 e 0,60 ed una distribuzione dei pori di tipo
monomodale, a parte CYC-1 che invece presenta una bimodalità. Strutturalmente tutti i
materiali, a parte Degussa P25 che contiene una piccola frazione di rutile (15%), sono
costituiti da anatase.
Figura 113: Particolare del catalizzatore supportato per l’utilizzo nel prototipo di reattore
pilota.

Risultati e discussione
_______________________________________________________________________
181
Le prove di resistenza meccanica hanno portato a scartare la metodologia di deposizione
a spruzzo in prima fase, in quanto i campioni di blanket preparati presentavano perdita di
materiale anche per sola manipolazione. Abbiamo quindi focalizzato l’attenzione sulle
tecniche di incipient wetness e dip-coating.
Per valutare quale supporto per il catalizzatore (blanket o tessuto intrecciato) fosse il più
adatto a sopportare il flusso di liquido in ricircolo, sono state effettuate alcune prove
preliminari di resistenza meccanica. In un tipico esperimento il catalizzatore supportato
viene fissato alla griglia circolare di acciaio inox che funziona da sostegno (Figura 113).
Considerando la presenza di H2O2 durante il trattamento, il tessuto è stato fissato per
mezzo di una rete di acciaio inox, o semplicemente con del filo di alluminio. Nelle prove
preliminari il blanket è risultato privo di sufficiente consistenza meccanica, in quanto il
flusso di liquido ne causa lo sfaldamento. Il tessuto intrecciato, invece, essendo più
compatto, si presta meglio a questo tipo di applicazione, essendo sufficiente il filo di
alluminio per il fissaggio, e non si sono osservati segni di degrado meccanico. Il limite
principale del tessuto twill 2x2 riguarda la possibilità di ottenere una carica di TiO2
supportato relativamente bassa, a causa della scarsa area superficiale della fibra. Al
contrario, con il blanket ceramico è stato possibile depositare il 10 % in peso di
catalizzatore. In entrambi i casi durante il trattamento si verifica una perdita della carica di
TiO2 dovuta allo stress meccanico esercitato dal flusso. Tale perdita di materiale è
considerevole nel caso del blanket, che oltre a TiO2 (perdita ca. 70%) rilascia anche una
forma di impurezza granulosa presente nel blanket di partenza e dovuta alla
fabbricazione che non è stato possibile eliminare del tutto durante il prelavaggio della
fibra.
Per quanto riguarda il comportamento dei diversi materiali, non avendo osservato un
miglioramento dell’adesione della polvere con l’utilizzo di TiO2 di sintesi, l’attenzione è
stata rivolta alle titanie commerciali, ed in particolare CYC-1,
Sulla base di tali misure preliminari negli esperimenti successivi è stato utilizzato il
catalizzatore CYC-1 supportato su fibra di vetro twill 2x2.
Durante la fase successiva dello studio di applicabilità sono stati presi in esame i
parametri di processo relativi al trattamento a ricircolo, in particolare siamo andati a
valutare l’effetto singolo della temperatura, della presenza di H2O2, catalizzatore ed UV, e
del dosaggio di H2O2 e TiO2. Per poter avere un ulteriore termine di valutazione, in questa
fase il processo di depurazione delle acque industriali è stato monitorato anche mediante
misure di assorbanza nella regione del visibile.
6.2.2.1 Effetto della temperatura e della presenza di H2O2, UV e TiO2.
L’effetto della temperatura è stato valutato confrontando i risultati di due trattamenti
fotocatalitici eseguiti in reattore di acciaio inox nelle condizioni sperimentali riportate in
Tabella 43 alle temperature di 90°C e 25°C. La Figura 114 e Figura 115 mostrano gli
andamenti di A358 nm, H2O2 e pH in funzione del tempo.

Risultati e discussione
_______________________________________________________________________
182
Tabella 43: Condizioni sperimentali iniziali di trattamento fotocatalitico nel reattore di
acciaio.
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 20 40 60 80 100 120
Tempo(min)
A/A
0
Fotocatalisi 90°C
Fotocatalisi 25°C
Figura 114: Andamenti di A/A0 nel tempo per due trattamenti fotocatalitici a 90°C e a
temperatura ambiente in reattore, in presenza di H2O2 0,2 M e radiazione UV (45 W/L).
0
500
1000
1500
2000
2500
0 20 40 60 80 100 120
Tempo (min)
pp
m O
2/H
2O
2
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
pH
/pH
0
Figura 115: H2O2 e pH/pH0 nel tempo per due trattamenti fotocatalitici a caldo e a
temperatura ambiente in reattore, in presenza di H2O2 0,2 M e radiazione UV (45 W/L). ■ H2O2;
● pH/pH0.
Volume/L 13
Temperatura/° 90
TiO2/gL-1
5*10-4
H2O2/M 0,2
Potenza/WL-1
45

Risultati e discussione
_______________________________________________________________________
183
In Tabella 44 vengono riportati i valori degli ordini di reazione e delle costanti cinetiche
apparenti.
Tabella 44: Ordini di reazione (n) e contanti cinetiche apparenti (k) per l'abbattimento di A358
nm e H2O2 in trattamenti fotocatalitici a 90°C e 25°C in reattore in presenza di H2O2 0,2 M e
radiazione UV (45 W/L). kA ± 0,3; k
TOC±0,1; k
H2O2±100
Dai dati appare chiaro come l’effetto del riscaldamento a 90°C nelle condizioni di
trattamento considerate sia solo quello di accelerare la decomposizione dell’acqua
ossigenata.
Si è passati quindi alla verifica dell’influenza relativa della radiazione UV, del perossido di
idrogeno e di TiO2 escludendo di volta in volta ciascuna variabile. In Tabella 45 vengono
riportati i valori di ordine di reazione e costante cinetica apparente al variare delle
condizioni di trattamento. La Figura 116 riporta gli andamenti di H2O2 e A358 nm in funzione
del tempo per tutti i processi.
Tabella 45: Ordini di reazione (n) e costanti cinetiche apparenti (k) per l'abbattimento di A358
nm e H2O2 al variare delle condizioni di trattamento (TiO2 0.005 g/L, H2O2 0,2 M, radiazione UV
45 W/L). kA ± 0,3; k
TOC±0,1; k
H2O2±100
Trattamento n A358nm kobs A(358 nm)
(h-1
) n H2O2 kobsH2O2
(mgO2L-1
h-1
)
TiO2, H2O2, UV 0,63 4,08 0.1 2371
TiO2, H2O2 0,82 4,42 0,17 1220
H2O2, UV 0,76 4,09 0 2193
H2O2 0,67 3,21 0 1609
TiO2, UV >1 0,14 - -
UV >1 0,08 - -
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 10 20 30 40 50 60 70 80 90 100 110 120
Tempo(min)
A/A
0
Trattamento n A358nm kobsA(358 nm)
(h-1
) n H2O2 kobsH2O2
( mgO2L-1
h-1
)
Fotocatalisi 90°C 0,88 4,23 0.1 2371
Fotocatalisi 25°C 0,56 4,39 0 2015

Risultati e discussione
_______________________________________________________________________
184
0
500
1000
1500
2000
2500
10 20 30 40 50 60 70 80 90 100 110 120
Tempo (min)
pp
m O
2/H
2O
2
Figura 116: Andamenti di A/A0 e H2O2 per il trattamento delle acque industriali al variare
delle condizioni di trattamento. ● TiO2 5 mg/L + H2O2 0,2M + UV 45 W/L; ▲ TiO2 5 mg/L +
H2O2 0,2M; ■ H2O2 0,2M; ♦ UV 45 W/L; ж H2O2 0,2M + UV 45 W/L; ♦ TiO2 5 mg/L + UV 45 W/L.
Dalla figura è evidente che il processo risulta efficace e porta alla conversione quasi
completa in un’ora di trattamento indipendentemente dalle condizioni utilizzate. Al
contrario il trattamento in presenza della sola radiazione UV causa solo un abbattimento
del 10% del TOC in due ore di processo. La presenza del catalizzatore o della sorgente
UV influenza invece la decomposizione di H2O2.
L’analisi dei dati di cinetica di reazione rivela quanto segue:
1. in presenza e in assenza di catalizzatore l’abbattimento dell’assorbanza a 358
nm segue una cinetica di pseudo-primo ordine;
2. anche in presenza e in assenza di radiazione UV la cinetica di abbattimento di
A358 nm è di pseudo-primo ordine;
3. l’effetto della presenza della radiazione UV è quello di aumentare la velocità di
decomposizione di H2O2, mentre non influenza kobsA(358nm), sia in presenza che in
assenza di catalizzatore;
4. l’effetto della presenza di catalizzatore in assenza di radiazione UV è quello di
diminuire la velocità di decomposizione dell’acqua ossigenata;
5. la presenza di H2O2 è determinante per garantire l’efficacia del processo;
6. il processo è efficace anche in presenza di sola acqua ossigenata.

Risultati e discussione
_______________________________________________________________________
185
0.6
0.7
0.8
0.9
1
1.1
1.2
1.3
0 20 40 60 80 100 120Tempo (min)
pH
/pH
0
TiO2+H2O2+UV TiO2+H2O2H2O2+UV H2O2UV TiO2+UV
0123456789
0 20 40 60 80 100
Tempo (min)
pH
0.6
0.7
0.8
0.9
1
1.1
1.2
1.3
0 20 40 60 80 100 120Tempo (min)
pH
/pH
0
TiO2+H2O2+UV TiO2+H2O2H2O2+UV H2O2UV TiO2+UV
0123456789
0 20 40 60 80 100
Tempo (min)
pH
Figura 117: Andamento del pH/pH0 del refluo sottoposto a diverse condizioni di trattamento
in reattore. Nel riquadro piccolo è rappresentato il tipico andamento del pH nel tempo.
Inoltre, se si osservano le curve del pH, in tutti i casi, in presenza di H2O2, il pH presenta
un andamento a campana rovesciata (Figura 117), dove inizialmente scende a valori
leggermente acidi, probabilmente a causa di meccanismi di ossidazione con formazione
di specie acide quali intermedi; quindi dopo circa 40-60 minuti dall’inizio del trattamento
aumenta a valori basici. Ciò suggerisce la presenza nel sistema di due classi di composti
a diversa degradabilità.
Riassumendo quindi, i dati illustrati indicano quindi che, in condizioni sperimentali
utilizzate, si osserva essenzialmente un processo di abbattimento di tipo Fenton
catalizzato dalle pareti d’acciaio del reattore.
6.2.2.2 Effetto del dosaggio del catalizzatore.
Il confronto tra i risultati sperimentali ottenuti per trattamenti catalitici a caldo effettuati in
reattore di acciaio inox in presenza di diverse quantità di TiO2, H2O2 0,2M e in assenza di
radiazione UV, ha evidenziato una significativa attività di base dovuta al processo
Fenton. Inoltre i sistemi utilizzati presentavano una bassa carica di TiO2 per problemi
inerenti alla preparazione degli stessi.
Sono state quindi condotte una serie di misure al fine di verificare se un aumento della
quantità di catalizzatore potesse portare ad un miglioramento di performance. In Tabella
46 vengono riportati gli ordini di reazione (n) e le costanti cinetiche apparenti relativi
all’abbattimento di A358 nm, TOC, H2O2 per trattamenti effettuati sia in assenza che in
presenza di TiO2 a due diverse concentrazioni. La Figura 118 mette a confronto gli
andamenti di A358nm e H2O2 nei tre casi.

Risultati e discussione
_______________________________________________________________________
186
Tabella 46: Valori di ordine di reazione (n) e costanti cinetiche apparenti (k) per
l'abbattimento di A358 nm, TOC e H2O2 ottenuti per i trattamenti in presenza di H2O2 0,2M e di
diverse quantità di catalizzatore, in assenza di radiazione UV. kA ± 0,3; k
TOC±0,1; k
H2O2±100
0.0
0.5
1.0
1.5
2.0
2.5
3.0
0 20 40 60 80 100 120
Tempo (min)
A 3
58
nm
0
500
1000
1500
2000
2500
pp
m O
2/H
2O
2
Figura 118: Abbattimento di A358 nm e H2O2 ottenuti per trattamenti a 90°C con H2O2 0,2 M in
assenza di radiazione UV e per diversi dosaggi di catalizzatore. ♦ H2O2 0,2M; ● TiO2 5 mg/L +
H2O2 0,2M; ▲ TiO2 80 mg/L + H2O2 0,2M. Simboli pieni: A358nm; simboli vuoti: H2O2.
L’aumento del dosaggio del catalizzatore comporta un miglioramento in termini di
efficienza di abbattimento del COD, se si confrontano gli andamenti sia di A358nm sia di
H2O2 (Figura 118). Ciò è confermato dai valori delle rispettive costanti cinetiche
apparenti. Nel caso di A358nm aumentando la concentrazione di TiO2 si ottiene un
aumento della pendenza della curva di decomposizione, che va a zero in tempi di
trattamento inferiori. Per quanto riguarda H2O2, invece, va notato che l’aumento della
quantità del catalizzatore non incide sulla sua velocità di decomposizione. Infine, il
confronto tra i valori delle costanti cinetiche per l’assorbanza e per il TOC evidenzia la
probabile presenza di classi di composti che si differenziano per degradabilità.
6.2.2.3 Effetto del dosaggio di H2O2.
Il lavoro di ricerca è proseguito con la valutazione dell’influenza della concentrazione di
H2O2 nel sistema di reazione, sia in presenza che in assenza di radiazione UV. In Tabella
Trattamento n
A358nm
kobsA(358nm)
(h-1
)
n
TOC
kobsTOC
(h-1
)
n
H2O2
kobsH2O2
(mgO2L-1
h-1
)
H2O2 0,2 M 0,67 3,21 - - 0 1609
H2O2 0,2M+TiO2 5 mg/L 0,82 4,42 - - 0,17 1220
H2O2 0,2M+TiO2 80 mg/L 0.8 7,27 0,6 2,04 0,26 976

Risultati e discussione
_______________________________________________________________________
187
47 sono riportati gli ordini di reazione e le costanti cinetiche apparenti relativi alla
riduzione dell’assorbanza a 358 nm ed alla decomposizione di H2O2 in presenza di H2O2
0,1-0,2 M e di radiazione UV (andamenti in Figura 119).
Tabella 47: Valori di ordine di reazione (n) e costanti cinetiche (k) per l'abbattimento di A358
nm e H2O2 ottenuti per i trattamenti a caldo in presenza di H2O2 0,2M o 0,1M e radiazione UV
(45 W/L), in assenza di catalizzatore. kA ± 0,3; k
TOC±0,1; k
H2O2±100
0
500
1000
1500
2000
2500
0 20 40 60 80 100 120
Tempo (min)
pp
m O
2/H
2O
2
0
0.2
0.4
0.6
0.8
1
1.2
A/A
0
5
6
7
8
9
10
0 20 40 60 80 100 120Tempo (min)
pH
0
500
1000
1500
2000
2500
0 20 40 60 80 100 120
Tempo (min)
pp
m O
2/H
2O
2
0
0.2
0.4
0.6
0.8
1
1.2
A/A
0
5
6
7
8
9
10
0 20 40 60 80 100 120Tempo (min)
pH
Figura 119: Andamenti di assorbanza a 358 nm e di H2O2 durante i trattamenti a 90°C in
presenza di H2O2 0,2 M o 0,1 M e radiazione UV, in essenza di catalizzatore. ■ H2O2 0,1M + UV
27 W/L; ● H2O2 0,2M + UV 27 W/L. Simboli pieni: A/A0; simboli vuoti: H2O2. In piccolo
vengono riportati i rispettivi andamenti del pH.
I valori delle relative costanti cinetiche kobsA(358 nm) indicano che in realtà i trattamenti
procedono con velocità di reazione paragonabili (essendo le k relative comprese entro
l’errore sperimentale). Va notato che gli andamenti relativi alla decomposizione di H2O2
sono diversi, e che il dimezzamento del dosaggio iniziale di acqua ossigenata non ne
inficia il tempo di residenza nel reattore. Questo comportamento può essere giustificato
confrontandolo con l’andamento del pH nel tempo: inizialmente diminuisce,
probabilmente a causa dell’ossidazione di composti con formazione di intermedi di natura
acida; dopo circa 40-60 minuti di trattamento il pH aumenta a valori basici, che possono
essere dovuti alla formazione di diversi composti di degradazione, per esempio
attraverso meccanismi di decarbossilazione. È noto che l’acidità del mezzo di reazione
rallenta la decomposizione di H2O2, e questo è visibile confrontando le curve del
consumo di ossidante con quelle di pH. L’aumento di quest’ultimo a valori basici
corrisponde al crollo della concentrazione di H2O2. Nel caso del trattamento con H2O2
Trattamento n A358nm kobsA(358 nm)
(h-1
) n H2O2 kobsH2O2
( mgO2L-1
h-1
)
H2O2 0,2M+UV 0,76 4,09 0 2193 H2O2 0,1M+UV 0,77 3,75 0 711

Risultati e discussione
_______________________________________________________________________
188
0,1M questa inversione di andamento del pH avviene a tempi di trattamento più lunghi, e
ciò potrebbe giustificare la maggior durata dell’agente ossidante.
In Tabella 48 sono riportati ordini di reazione e costanti cinetiche relativi alla riduzione di
A(358 nm), TOC ed alla decomposizione di H2O2 in presenza di H2O2 0,1M e 0,2M in
assenza di radiazione UV (andamenti in Figura 120 e Figura 121).
Tabella 48: Valori di ordine di reazione (n) e costanti cinetiche apparenti (k) per
l'abbattimento di A358 nm , TOC e H2O2 ottenuti per i trattamenti in presenza di H2O2 0,2M o
0,1M e in assenza di radiazione UV e di catalizzatore. kA ± 0,3; k
TOC±0,1; k
H2O2±100
0
500
1000
1500
2000
2500
0 20 40 60 80 100 120Tempo (min)
pp
m O
2/H
2O
2
0
0.2
0.4
0.6
0.8
1
1.2
A/A
0
5
6
7
8
9
10
0 20 40 60 80 100 120Tempo (min)
pH
0
500
1000
1500
2000
2500
0 20 40 60 80 100 120Tempo (min)
pp
m O
2/H
2O
2
0
0.2
0.4
0.6
0.8
1
1.2
A/A
0
5
6
7
8
9
10
0 20 40 60 80 100 120Tempo (min)
pH
Figura 120: Andamenti di assorbanza a 358 nm e di H2O2 durante i trattamenti a 90°C in
presenza di H2O2 0,2 M o 0,1 M in assenza di radiazione UV e di catalizzatore. . ■ H2O2 0,1M;
● H2O2 0,2M. Simboli pieni: A/A0; simboli vuoti: H2O2.
Trattamento n
A358nm
kobsA(358 nm)
(h-1
)
n
TOC
kobsTOC
(h-1
)
n
H2O2
kobsH2O2
( mgO2L-1
h-1
) H2O2 0,2M 0,67 3,21 - - 0 1609 H2O2 0,1M 1,06 2,91 1,33 0,79 0 439

Risultati e discussione
_______________________________________________________________________
189
0
100
200
300
400
500
600
0 20 40 60 80 100 120
Tempo (min)
TO
C (
mg
/L)
0.0
0.5
1.0
1.5
2.0
A 3
58
nm
Figura 121: Andamenti per l'abbattimento di TOC e A358 nm per il trattamento a caldo in
presenza di H2O2 0,1 M e in assenza di radiazione UV e di catalizzatore. ♦ TOC; ● A358nm.
Anche in assenza di radiazione UV gli andamenti relativi all’abbattimento di A235 nm
seguono due cinetiche di reazione paragonabili e indipendenti dalla concentrazione di
H2O2 utilizzata. Al contrario, l’analisi della Figura 121 rivela come gli andamenti di A358 nm
e TOC per il trattamento con H2O2 0,1M siano diversi tra di loro. In particolare va
evidenziato che, al tempo corrispondente ad un valore dell’assorbanza nel visibile quasi
nullo, dopo ca. un’ora di trattamento, in realtà è presente ancora ca. il 40 % di TOC. Va
inoltre evidenziato come l’andamento del TOC segua quello relativo all’abbattimento di
A358 nm nella prima parte della curva, mentre si verifica un cambiamento della pendenza
quando l’assorbanza residua raggiunge il 20%, a ca. 50 minuti dall’inizio del trattamento.
Ciò conferma l’ipotesi secondo la quale nella miscela sarebbero presenti due classi di
composti, che si differenziano per degradabilità, la cui decomposizione segue due
meccanismi che probabilmente avvengono in maniera simultanea: una prima classe più
facilmente degradabile costituita dalla parte “colorata”, ed una seconda classe più
“refrattaria” la cui decomposizione procede a velocità inferiore. Se infatti si fittano i dati
relativi all’abbattimento del TOC durante il trattamento in presenza di H2O2 0,1M
considerando la presenza di due meccanismi diversi, si ottengono una cinetica di ordine
1 per il primo tratto, ed una cinetica di ordine 0 per il secondo, aventi le costanti kI1 1,1 h-1
e k02 83 mgO2L
-1h-1. Il fatto che kI1 sia circa tre volte più piccola di kA358nm potrebbe essere
indice del fatto che i due meccanismi di decomposizione procedono in maniera
simultanea, per cui kI1 ne rappresenta la somma durante la prima fase di degradazione. Il
secondo meccanismo prevale nel momento in cui la frazione colorata è quasi del tutto
degradata, e la decomposizione procede con una cinetica di ordine zero. Infine, se si
confronta l’andamento del TOC con quello di H2O2 in Figura 120-121, è possibile notare
come il cambiamento di velocità di decomposizione dei contaminanti avvenga in
corrispondenza alla scomparsa della concentrazione dell’agente ossidante, dopo circa 60

Risultati e discussione
_______________________________________________________________________
190
minuti dall’inizio del trattamento. Ciò è in accordo con quanto precedentemente osservato
durante la sperimentazione sul percolato di discarica.
6.2.2.4 Valutazione di un modello matematico per la parametrizzazione del
processo.
Sulla base dei risultati sperimentali è stato implementato un modello cinetico per
descrivere la decontaminazione delle acque industriali attraverso il sistema a ricircolo
utilizzato, che è schematizzato in Figura 122. La consistenza del modello ottenuto è stata
valutata per confronto con i dati sperimentali precedentemente ottenuti. Lo scopo della
modellizzazione è quello di verificare l’applicabilità del processo alle condizioni industriali.
ReattoreV1 (L)
RiservaV2 (L)
Flusso F (L/h)
ReattoreV1 (L)
RiservaV2 (L)
Flusso F (L/h)
Figura 122: Schema di sistema di trattamento a circolo per la decontaminazione delle acque
reflue. In tabella sono riportati i valori dei parametri utilizzati nella sperimentazione in
laboratorio.
Il modello è stato ottenuto considerando l’equazione differenziale generica per una
cinetica del primo ordine
kCdt
dC=
− (63)
V1 (L) 1
V2 (L) 12
F (L/h) 360

Risultati e discussione
_______________________________________________________________________
191
che integrando diventa
[ ] [ ] [ ] FV
kk eTOCeTOCTOC1
00
−− ∗=∗= τ (64)
dove FV1=τ è il tempo di residenza di un volume V1 di refluo nel reattore a flusso
durante un ciclo, e τ∗= nt rappresenta il tempo di trattamento dopo n cicli.
Dopo un ciclo di trattamento nel reattore il refluo passa da una concentrazione iniziale C0
ad una concentrazione C1. Per effetto della diluizione, quindi, la concentrazione totale
all’inizio del ciclo successivo può essere espressa dalla seguente equazione
2011 VCVCVC tottot ∗+∗=∗ (65)
Che dopo n cicli diventa
( ) ( )2111 VCVeCVC n
kt
ntotn ∗+∗∗=∗ −−
− (66)
Per cui all’aumentare del numero n di cicli di trattamento la concentrazione Cn del refluo
industriale varia nel tempo secondo il modello esponenziale descritto dall’equazione
( ) ( )
tot
n
kt
n
nV
VCVeCC 2111 ∗+∗∗
= −
−
− con F
Vnnt 1∗
=∗= τ (67)
Ricordando l’osservazione fatta per la figura 120 riguardo la probabile esistenza di due
meccanismi di reazione, è necessario combinare il modello di tipo esponenziale adatto a
descrivere il primo meccanismo caratterizzato da una cinetica di ordine 1, con
un’espressione che descriva la seconda parte della curva di decomposizione in cui
prevale una cinetica di ordine zero.
L’equazione generica per una cinetica di ordine zero è
kdt
dC=− (68)
che nella forma integrata per n cicli di trattamento diventa
tkCC nn ∗−= −1 con F
Vnnt 1∗
=∗= τ (69)
Sulla base dei dati sperimentali ottenuti per più trattamenti si è visto che le variazioni
percentuali del TOC che si verificano nella prima e nella seconda fase del processo sono
costanti, e corrispondono rispettivamente al 60% e al 40% di riduzione. Il modello
matematico è stato, perciò, implementato considerando due meccanismi di reazione
consecutivi, in cui il cambiamento di regime cinetico avviene quando il TOC residuo
corrisponde al 40% del valore iniziale.

Risultati e discussione
_______________________________________________________________________
192
( ) ( )
tot
n
tk
n
nV
VCVeCC
I
2111 )1()1()1(
∗+∗∗= −
−−
con F
Vnnt 1∗
=∗= τ (70)
tkCC nn ∗−= −0
1 )2()2( (71)
Combinando le due equazioni cinetiche, che vengono applicate nei rispettivi regimi di
reazione ed utilizzando le costanti cinetiche sperimentali, si ottiene una buona
approssimazione dei dati sperimentali come dimostrato in Figura 123.
0
100
200
300
400
500
600
0 1 2 3 4 5 6
Tempo (h)
TO
C (
mg
O2 L
-1)
Dati sperimentali
Modellizzazione
Figura 123: Confronto tra dati sperimentali e calcolati secondo il modello a doppia cinetica
per il trattamento effettuato in presenza di H2O2 0,1 M in reattore inox, in assenza di
catalizzatore e radiazione UV.
Al fine di modellizzare le condizioni del processo industriale, va tenuto presente che :
a) Le costanti cinetiche misurate nel corso del presente lavoro sono relative al
sistema considerato ed, in particolare, assumendo che la reattività sia
catalizzata dalle pareti d’acciaio, all’area superficiale dello stesso;
b) Nel reattore industriale vi è una continua generazione di COD nel tempo che,
per semplicità è stata assunta nel modello essere di ordine zero.
Pertanto, per poter applicare il modello anche a sistemi diversamente dimensionati e per
evitare modelli inutilmente complessi, al posto delle costanti cinetiche k1I e k2
0
determinate sperimentalmente in precedenza è stato utilizzato il valore medio delle
stesse, inoltre, tale costante apparente, è stata normalizzata rispetto alla superficie
d’acciaio utilizzata.
E’ stato quindi implementato un modello in cui sono stati combinati i meccanismi di
formazione e decontaminazione del substrato.
Se si considera un impianto in cui la velocità di ricircolo è sufficientemente elevata, il
sistema può essere rappresentato in maniera semplificata attraverso un CSTR

Risultati e discussione
_______________________________________________________________________
193
(Continuous Stirred Tank Reactor), ossia un unico reattore omogeneamente miscelato. In
esso perciò avvengono consecutivamente i meccanismi di contaminazione e
decontaminazione
321 CCC df kk→→
che consideriamo rispettivamente a cinetica lineare (ordine 0, k1) ed esponenziale (ordine
primo, k2).
La velocità di formazione di C2 (TOC) è data dall’espressione
[ ]2212 Ckk
dt
dC−= o [ ] 122
2 kCkdt
dC=+ (72)
Per integrare questa equazione si ricorre ad una formula per l’integrazione di equazioni
differenziali lineari del primo ordine
( ) ( ) ( ) ( )xfxyxadx
xdy=+ (73)
che ha come soluzione generica
( ) ( ) ( ) ( ) dxexfeeyxyax
x
x
axxAxA
∫−− +=
0
0 )(
0 (74)
Se poniamo y(x)= C2, a(x)= k2, f(x)= k1 e x=t
( ) ( )dtekeeCtC
tk
t
tktkk 2222
0
1
0*0
22 ∫−− += (75)
( ) dtekeeCtC
t
tktktk
∫−− +=
0
1
0
22222 (76)
( ) tktktke
k
keeCtC 222
2
10
22
−− += (77)
( )2
10
222
k
keCtC
tk += − (78)
Ponendo t=0 si ricava la costante C20 che assume il valore
1
20
2k
kC = (79)
e sostituendo in (78) diventa
( ) ( )tktke
k
k
k
ke
k
ktC 22 1
2
1
2
1
1
22
−− −=+= (80)

Risultati e discussione
_______________________________________________________________________
194
C2 tende nel tempo ad assumere il valore k1/k2, che è il fattore limitante ed è tanto più
piccolo quanto più grande è k2. k1 viene determinata per una cinetica lineare
considerando ∆C=500 mgO2/L in 6 ore. Poiché k2 descrive un processo del primo ordine,
essa dipende solo dalla superficie di catalizzatore utilizzato [h-1(m2)-1] ed aumenta
proporzionalmente. In figura 65 è riportato l’andamento di TOC nel tempo calcolato
l’equazione (80) considerando una superficie catalitica utilizzata di 0,38 m2 (condizioni di
laboratorio) e 1 m2. Come si può osservare le condizioni sperimentali di laboratorio sono
sufficienti a mantenere il TOC ad una concentrazione inferiore al valore limite per lo
scarico in acque superficiali previsto dalla legge italiana per lo smaltimento dei fluidi (160
mgO2/L).
Figura 124: Simulazione dell’andamento di TOC in funzione del tempo per il processo
combinato nel sistema CSTR: k1=83 mgO2L-1
calcolata per una cinetica lineare in cui ∆∆∆∆C=500
mgO2/L in 6 ore; (A) k2=0,79 h-1
e superficie catalitica=0,38 m2; (B) k2=2,08 h
-1 e superficie
catalitica=1m2.
0
100
200
300
400
500
600
0 1 2 3 4 5 6 7
Tempo (h)
TO
C (m
gO
2/L
) co
nta
min
azio
ne
0
20
40
60
80
100
120
TO
C (m
gO
2/L
) p
rocesso
cata
litico
Contaminazione
Processo catalitico
A
0
100
200
300
400
500
600
0 1 2 3 4 5 6 7
Tempo (h)
TO
C (m
gO
2/L
) co
nta
min
azio
ne
0
5
10
15
20
25
30
35
40
45
TO
C (m
gO
2/L
) p
rocesso
cata
litico
Contaminazione
Processo catalitico
B

Risultati e discussione
_______________________________________________________________________
195
6.2.3 Considerazioni finali.
Il processo fotocatalitico con TiO2 è stato applicato alla degradazione dei contaminanti da
acque reflue provenienti dall’industria del sughero. Le prove preliminari effettuate nella
prima fase della sperimentazione hanno confermato alcuni aspetti importanti del
processo, precedentemente evidenziati durante lo studio condotto con il percolato di
discarica:
1. la presenza di un sinergismo H2O2/UV, che incrementa la resa del processo;
2. l’effetto negativo di valori basici di pH sull’efficacia del sistema
catalizzatore/ossidante dovuto alla decomposizione di H2O2;
3. il contributo positivo dato dall’immissione di aria nell’ambiente di reazione alla
resa;
4. la presenza di un regime cinetico di pseudo-primo ordine per l’abbattimento dei
contaminanti, contrariamente a quanto stabilito da dati di letteratura per valori di
flusso fotonico superiori a 3 mW/cm2, quali quelli dei sistemi utilizzati nel
presente studio; la presenza di una cinetica di ordine zero per la decomposizione
di H2O2;
5. la maggiore efficacia della fotocatalisi con TiO2 rispetto al processo fotofenton.
Tuttavia, gli studi hanno evidenziato che, nel caso delle acque industriali, anche il
trattamento con la sola H2O2, oppure la fotoeccitazione del catalizzatore (TiO2>Fe3+) sono
in grado di abbattere TOC, seppure in tempi prolungati (5 ore).
La sperimentazione, quindi, è proseguita in un prototipo di impianto pilota, costruito in
previsione della progettazione di un sistema di trattamento in situ per il recupero del
refluo, composto da due reattori di acciaio inox 304 collegati tra di loro in serie/parallelo
ed alimentati da un sistema a ricircolo per la termostatazione del fluido. La prima parte
della sperimentazione è stata condotta utilizzando uno dei due reattori alimentato a
ricircolo.
Sulla base di dati di assorbanza nella regione del visibile si possono riassumere le
seguenti conclusioni:
1. è stata evidenziata una significativa attività catalitica dovuta al reattore stesso,
dato confermato per confronto con il trattamento effettuato in presenza della sola
H2O2 in un sistema di vetro.
2. il processo condotto nel reattore di acciaio inox è efficace anche in presenza
della sola H2O2: l’effetto di TiO2 è quello di aumentare la durata di H2O2, al
contrario la presenza della radiazione UV ne promuove la decomposizione. In
entrambi i casi non viene modificata in modo sostanziale la cinetica di
abbattimento di A358nm, che è di pseudo-primo ordine. La decomposizione di H2O2
segue invece una cinetica di ordine zero.

Risultati e discussione
_______________________________________________________________________
196
3. il riscaldamento a 90°C nel caso del trattamento fotocatalitico in reattore inox ha
come unico effetto quello di velocizzare la decomposizione di H2O2, mentre non
modifica l’andamento dell’abbattimento di A358nm.
4. in assenza di catalizzatore il dimezzamento di H2O2 da 0,2M a 0,1M non ha un
effetto apprezzabile sulla velocità di decomposizione di A358nm, e ciò sta a
indicare che l’agente ossidante alle concentrazioni considerate è ancora presente
in eccesso rispetto alla frazione degradabile. Si riconferma inoltre la presenza di
un sinergismo tra H2O2 e UV.
5. in assenza di radiazione UV nel reattore inox, l’aumento della concentrazione di
TiO2 incrementa sia la velocità di decontaminazione sia la durata di H2O2.
6. in presenza di radiazione UV utilizzando il reattore in vetro, l’aumento del
dosaggio di TiO2 determina un aumento della degradazione della frazione
colorata fino ad un dosaggio di 0,5 g/L di TiO2, ma per quantità superiori
probabilmente ha un effetto schermante sulla radiazione UV.
Per una corretta valutazione del processo è stato monitorato anche l’andamento del TOC
nel tempo. Nonostante TOC e A358nm presentino due andamenti diversi tra di loro, è
possibile trovare delle corrispondenze:
1. il confronto tra la curva di abbattimento del TOC e quella relativa alla diminuzione
del colore, rivela un cambiamento di pendenza della prima nel momento in cui
l’assorbanza è quasi nulla. Ciò è stato associato alla presenza di due classi di
composti a diversa degradabilità che vengono decontaminati attraverso due
meccanismi differenti.
2. il primo tratto della curva del TOC segue l’andamento dell’assorbanza nella
regione del visibile, e descrive la prima fase di decomposizione della classe più
facilmente degradabile (presumibilmente quei composti che determinano la
colorazione delle acque); il secondo tratto invece ha pendenza inferiore, essendo
relativo all’eliminazione della parte più “refrattaria” della miscela.
3. i dati cinetici indicano che le due diverse classi di composti vengono decomposte
in maniera simultanea.
4. l’aumento del dosaggio di TiO2 nel caso del processo fotocatalitico ha un effetto
positivo sulla velocità di decomposizione del TOC, ma non si deve escludere il
contributo dato dall’assorbimento dei contaminanti sulla superficie del
catalizzatore.
Complessivamente i dati indicano quindi che la decontaminazione può essere condotta in
modo efficiente utilizzando un sistema di tipo Fenton, catalizzato da superfici di acciaio.
La modellizzazione matematica dell’abbattimento dei contaminati dal refluo industriale
sulla base di quanto assunto, ha permesso di parametrizzare il processo sulla base delle
dimensioni dell’impianto. I dati sperimentali per il processo Fenton-like, in presenza di
H2O2 0,1M, sono stati fittati attraverso un modello cinetico per il funzionamento di un
sistema a flusso, che considera la presenza di due meccanismi cinetici diversi in
sequenza per la decontaminazione del refluo. Sulla base dei dati cinetici ottenuti

Risultati e discussione
_______________________________________________________________________
197
sperimentalmente è stato poi sviluppato un modello per un sistema CSTR, che possa
prevedere l’andamento del TOC nel tempo a seguito delle reazioni consecutive di
contaminazione e decontaminazione, per un impianto di trattamento opportunamente
dimensionato (superficie catalitica usata). Le condizioni utilizzate in laboratorio si sono
rivelate sufficienti a mantenere, durante un tempo di trattamento di 6 ore, il valore di TOC
al di sotto della soglia limite scaricabile su acque superficiali prevista dalla legge.


Conclusioni _______________________________________________________________________
199
7 Conclusioni generali.
La presente tesi di dottorato si focalizza sulla strutturazione di nanomateriali a base di
ossidi metallici, per applicazione come isolanti termici ad alta efficienza, o come
fotocatalizzatori per l’abbattimento dei contaminanti da acque reflue.
Nel campo dell’isolamento termico l’attenzione è stata focalizzata su Al2O3, che, grazie
alle sue uniche proprietà di tessitura, ottenute attraverso una scelta accurata delle
condizioni di sintesi via sol-gel, si presta anche come supporto catalitico. Lo studio della
capacità di termoisolamento di materiali a base di Al2O3 ha rivelato uno diretta
dipendenza di proprietà quali diffusività e conducibilità termica dalle caratteristiche di
tessitura e di struttura dell’ossido, e quindi dalle condizioni di sintesi utilizzate. In
particolare è stato stabilito che la velocità di agitazione in fase di precipitazione gioca un
ruolo molto importante nella determinazione delle proprietà reologiche e di tessitura del
gel-sospensione, risultante dal trattamento termico in solvente alcolico, che rappresenta il
precursore che meglio si presta ad essere supportato per la strutturazione di un
composito fibra/aerogel quale prodotto finale.
Nella progettazione di un materiale termoisolante è errato basare la valutazione
dell’efficienza dello stesso esclusivamente sul parametro di conducibilità termica, ma
deve essere presa in considerazione anche la diffusività dell’ossido, che descrive la
velocità di trasferimento del calore, su cui si basa per esempio il test alla fiamma per la
classificazione di questa tipologia di materiali. Un buon termoisolante, perciò, deve
essere privo di macropori, che, nonostante partecipino ad una riduzione di λ, hanno un
effetto negativo sulla diffusività del materiale. Per massimizzare la capacità di
termoisolamento è possibile modulare le caratteristiche di tessitura entro un intervallo
relativamente ampio di diametro dei pori nella regione meso, con il vantaggio che,
aumentando le dimensioni, aumentano anche la resistenza meccanica e la stabilità
termica dell’ossido. Al di là dell’importanza della tessitura nell’ottimizzazione dei valori di
α e λ finali, la morfologia di assemblaggio del materiale incide ancora più pesantemente
sul trasferimento dell’energia termica, poiché, a seconda che si disponga di un aggregato
o di un agglomerato, la conducibilità e la diffusività possono aumentare di un ordine di
grandezza. Si può, perciò, concludere che, sebbene l’attenzione venga in genere posta
sui sinterizzati, è opportuno progettare il materiale termoisolante in forma aggregata soft.
Da qui la necessità dell’elaborazione di un modello matematico che implementi la già
esistente Effective Medium Percolation Theory per la previsione della conducibilità
effettiva di un materiale, sulla base delle sue proprietà strutturali e di tessitura.
Lo studio del processo di sintesi ha permesso di evidenziare l’importanza dei parametri di
sintesi sui processi di aggregazione nel gel-precursore di aerogel che indirizzano in modo
critico le proprietà di tessitura del prodotto finale. Il lavoro di ottimizzazione di tali
parametri ha permesso di realizzare lo scale up del processo su cala industriale.

Conclusioni _______________________________________________________________________
200
La seconda parte del lavoro di ricerca è stata focalizzata sull’abbattimento di
contaminanti da percolato di discarica ed acque reflue industriali per via fotocatalitica
mediante processi di tipo APO.
L’APO, ed in particolare la fotocatalisi con TiO2, si è rivelato un metodo di trattamento
efficiente e versatile, rendendo possibile la decontaminazione di reflui di diversa natura,
dalle acque industriali al più complesso percolato di discarica. Lo studio dei parametri di
processo ha evidenziato, infatti, la possibilità di semplificare il trattamento, a seconda
della complessità del refluo. Mentre nel caso del percolato di discarica è necessario un
trattamento con il sistema TiO2/H2O2/UV “completo”, in quanto in virtù del sinergismo
H2O2/UV il contenuto di COD scende a livelli sufficientemente bassi da innescare il
processo di sola fotocatalisi, il refluo proveniente dall’industria del sughero può essere
depurato anche in presenza del solo agente ossidante, o per effetto della sola
fotocatalisi. In questo caso, i tempi osservati sono più brevi rispetto a quelli richiesti per la
decontaminazione del percolato (8 ore), non solo per la presenza di una carica inferiore
di COD ma anche le contanti di velocità risultano più elevate. Ciò puà essere attribuito sia
alla complessità della miscela che a possibili interferenze dovute alle varie impurità
presenti nel caso del percolato. I dati indicano che in entrambi i casi è possibile
aumentare l’efficienza del processo mediante un’alimentazione in continuo dell’agente
ossidante. Infine, con l’approfondimento dello studio del trattamento delle acque
industriali nel prototipo di reattore pilota e la modellizzazione matematica
dell’abbattimento dei contaminanti, è stato possibile parametrizzare il processo sulla base
delle dimensioni dell’impianto, confermandone la fattibilità ed applicabilità su scala
industriale.

Riferimenti bibliografici _______________________________________________________________________
201
8 Riferimenti bibliografici
1. Carp,O., Huisman,C.L., and Reller,A., "Photoinduced reactivity of titanium dioxide", Progress in Solid State Chemistry 32, 33 (2004).
2. Di Monte,R., Fornasiero,P., Desinan,S., Kaspar,J., Gatica,J.M., Calvino,J.J., and Fonda,E., "Thermal stabilization of CexZr1-xO2 oxygen storage promoters by addition of Al2O3: Effect of thermal aging on textural, structural, and morphological properties", Chem. Mater. 16, 4273 (2004).
3. Yoldas,B.E., Annen,M.J., and Bostaph,J., "Chemical engineering of aerogel morphology formed under nonsupercritical conditions for thermal insulation", Chem. Mater. 12, 2475 (2000).
4. ISO, "ISO/TS 27687:2008. Nanotechnologies- Terminoligy and definitions for nano-objects- Nanoparticle, nanofibre and nanoplate.", www. iso. org,(2009).
5. Pitkethly,M.J., "Nanometerials - The driving force", Mater. Today 7, 20 (2004).
6. NIOSH, "US National Institute of Occupational Safety & Health", www. cdc. gov/niosh/topics/nanotech/,(2010).
7. Hett, A., "Nanotechnology, Small matter, many unknowns", Jan., 1th, 2004.
8. Campanati,M., Fornasari,G., and Vaccari,A., "Fundamentals in the preparation of heterogeneous catalysts", Catal Today 77, 299 (2003).
9. Hellgardt,K. and Chadwick,D., "Effect of pH of Precipitation on the Preparation of High Surface Area Aluminas from Nitrate Solutions", Ind. Eng. Chem. Res. 37, 405 (1998).
10. Wildan,M., Edrees,H.J., and Hendry,A., "Ceramic matrix composites of zirconia reinforced with metal particles", Mater Chem. Phys. 75, 276 (2002).
11. Gurin,N.T., Paksyutov,K.V., Terent'ev,M.A., and Shirokov,A.V., "Broadband photoluminescence in the (CaO-Al2O3-SiO2):Eu system", Tech. Phys. Lett. 35, 705 (2009).
12. Abdel Aziz,D.A., Sterianou,I., and Reaney,I.M., "(1-x)CaTiO3-x(Li0.5Nd0.5)TiO3 for ultra-small dielectrically loaded antennas", J. Mater. Sci. 44, 6247 (2009).
13. Quinelato,A.L., Longo,E., Leite,E.R., and Varela,J.A., "Synthesis of nanocrystalline tetragonal zirconia by a polymeric organometallic method", Appl. Organomet. Chem. 13, 501 (1999).
14. Anuradha,T.V. and Ranganathan,S., "Nanocrystalline TiO2 by three different synthetic approaches: A comparison", Bull. Mater Sci 30, 263 (2007).
15. Wang,C.M., Wu,H., and Chung,S.L., "Optimization of experimental conditions based on Taguchi robust design for the preparation of nano-sized TiO2 particles by solution combustion method", J Porous Mater 13, 307 (2006).
16. secerov,B., Andriç,Z., Abazovic,N., Krsmanovic,R., Mitric,M., Montone,A., and Drami-çanin,M.D., "Combustion synthesis and characterization of CeO2 nanopowder", Acta Chim. Slov. 55, 486 (2008).
17. Sharma,S., Hegde,M.S., Das,R.N., and Pandey,M., "Hydrocarbon oxidation and three-way catalytic activity on a single step directly coated cordierite monolith: High catalytic activity of Ce0.98Pd0.02O2-+¦", Appl. Catal A Gen. 337, 130 (2008).
18. Ramaswamy,P., Seetharamu,S., Varma,K.B.R., and Rao,K.J., "Al2O3-ZrO2 composite coatings for thermal-barrier applications", Compos. Sci. Technol. 57, 81 (1997).
19. Oberste Berghaus,J., Legoux,J.G., Moreau,C., Tarasi,F., and Chraska,T., "Mechanical and thermal transport properties of suspension thermal-sprayed alumina-zirconia composite coatings", J Therm. Spray Technol 17, 91 (2008).
20. Yuan,R., Fu,X., Wang,X., Liu,P., Wu,L., Xu,Y., Wang,X., and Wang,Z., "Template synthesis of hollow metal oxide fibers with hierarchical architecture", Chem. Mater. 18, 4700 (2006).

Riferimenti bibliografici _______________________________________________________________________
202
21. Livage,J., "Sol-gel synthesis of heterogeneous catalysts from aqueous solutions", Catal Today 41, 3 (1998).
22. Ahmadi,S., Aghaei,A., and Eftekhari Yekta,B., "Synthesis of Y(Al,Cr)O3 red pigments by co-precipitation method and their interactions with glazes", Ceram Int. 35, 3485 (2009).
23. Brinker,C. and Scherer,G., "Sol-Gel Science: The Physics and Chemistry of Sol-Gel Processing", No (1990).
24. Hench,L.L. and West,J.K., "The Sol-Gel process", Chem. Rev. 90, 33 (1990).
25. Pierre,A.C. and Pajonk,G.M., "Chemistry of aerogels and their applications", Chem. Rev. 102, 4243 (2002).
26. Zerda,T.W. and Hoang,G., "High-pressure raman study of the hydrolysis reaction in tetramethylorthosilicate (TMOS)", J Non Cryst. Solids 109, 9 (1989).
27. Gash,A.E., Tillotson,T.M., Satcher,J., Hrubesh,L.W., and Simpson,R.L., "New sol-gel synthetic route to transition and main-group metal oxide aerogels using inorganic salt precursors", J Non Cryst. Solids 285, 22 (2001).
28. Chow,P.Y. and Gan,L.M., in "Microemulsion polymerizations and reactions",p.257,2005.
29. Buchold,D.H.M. and Feldmann,C., "Microemulsion approach to non-agglomerated and crystalline nanomaterials", Adv. Funct. Mater. 18, 1002 (2008).
30. Fricke,J. and Tillotson,T., "Aerogels: Production, characterization, and applications", Thin Solid Films 297, 212 (1997).
31. Shewale,P.M., Venkateswara Rao,A., Parvathy Rao,A., and Bhagat,S.D., "Synthesis of transparent silica aerogels with low density and better hydrophobicity by controlled sol-gel route and subsequent atmospheric pressure drying", J Sol Gel Sci Technol 49, 285 (2009).
32. Hayashi,T., Kim,Y.A., Natsuki,T., and Endo,M., "Mechanical properties of carbon nanomaterials", ChemPhysChem 8, 999 (2007).
33. Jia,Q., Zhang,Y., Wu,Z., and Zhang,P., "Tribological properties of anatase TiO2 sol-gel films controlled by mutually soluble dopants", Tribol. Lett. 26, 19 (2007).
34. Chiu,W.M., Yang,C.F., and Chao,Y.H., "Synthesis and characterization of titanium dioxide optical films by sol-gel processes", J. Appl. Polym. Sci. 103, 2271 (2007).
35. Pitek,F.M. and Levi,C.G., "Opportunities for TBCs in the ZrO2-YO1.5-TaO2.5 system", Surf. Coat. Technol. 201, 6044 (2007).
36. Chen,X. and Mao,S.S., "Titanium dioxide nanomaterials: Synthesis, properties, modifications and applications", Chem. Rev. 107, 2891 (2007).
37. Pelton,R., Geng,X., and Brook,M., "Photocatalytic paper from colloidal TiO2-fact or fantasy", Adv Colloid Interface Sci 127, 43 (2006).
38. Muller,D.A., Sorsch,T., Moccio,S., Baumann,F.H., Evans-Lutterodt,K., and Timp,G., "The electronic structure at the atomic scale of ultrathin gate oxides", Nature 399, 758 (1999).
39. Michalet,X., Pinaud,F.F., Bentolila,L.A., Tsay,J.M., Doose,S., Li,J.J., Sundaresan,G., Wu,A.M., Gambhir,S.S., and Weiss,S., "Quantum dots for live cells, in vivo imaging, and diagnostics", Science 307, 538 (2005).
40. Hrubesh,L.W., "Aerogel applications", J Non Cryst. Solids 225, 335 (1998).
41. Schmidt,M. and Schwertfeger,F., "Applications for silica aerogel products", J Non Cryst. Solids 225, 364 (1998).
42. Baetens,R., Jelle,B.P., Thue,J.V., Tenpierik,M.J., Grynning,S., Uvslokk,S., and Gustavsen,A., "Vacuum insulation panels for building applications: A review and beyond", Energy Build. 42, 147 (2010).
43. Weissman,J.G., Kessler,R.V., Sawicki,R.A., Belgrave,J.D.M., Laureshen,C.J., Mehta,S.A., Moore,R.G., and Ursenbach,M.G., "Down-hole catalytic upgrading of heavy crude oil", Energy and Fuels 10, 883 (1996).
44. Akkutlu,I.Y. and Yortsos,Y.C., "The dynamics of in-situ combustion fronts in porous media", Combust. Flame 134, 229 (2003).
45. Zheng,G., Wichman,I.S., and Benard,A., "Opposed-flow flame spread over polymeric materials: Influence of phase change", Combust. Flame 124, 387 (2001).

Riferimenti bibliografici _______________________________________________________________________
203
46. Delichatsios,M.A., "Relation of opposed flow (creeping) flame spread with extinction/ignition", Combust. Flame 135, 441 (2003).
47. Munro,R.G., "Evaluated material properties for a sintered +¦-alumina", J Am Ceram Soc 80, 1919 (1997).
48. Shin,H.S. and Lee,B.K., "Agglomeration parameter, aggregation number, and aggregate porosity", J Mater Sci 32, 4803 (1997).
49. Nichols,G., Byard,S., Bloxham,M.J., Botterill,J., Dawson,N.J., Dennis,A., Diart,V., North,N.C., and Sherwood,J.D., "A review of the terms agglomerate and aggregate with a recommendation for nomenclature used in powder and particle characterization", J. Pharm. Sci. 91, 2103 (2002).
50. Russell,H.W., "Principles of heat flow in porous insulators", J Am Ceram Soc 18, 1 (1935).
51. Woodside,W. and Messmer,J.H., "Thermal conductivity of porous media. I. Unconsolidated sands", Journal of Applied Physics 32, 1688 (1961).
52. Dul'nev,G.N. Inzhererno Fizicheskii Zhurnal 9, 4 (1965).
53. Dawson,D.M. and Briggs,A., "Prediction of the thermal conductivity of insulation materials", J Mater Sci 16, 3346 (1981).
54. Hrubesh,L.W. and Pekala,R.W., "Thermal properties of organic and inorganic aerogels", J Mater Res. 9, 731 (1994).
55. Smith,D.S., Fayette,S., Grandjean,S., Martin,C., Telle,R., and Tonnessen,T., "Thermal resistance of grain boundaries in alumina ceramics and refractories", J Am Ceram Soc 86, 105 (2003).
56. Nait-Ali,B., Haberko,K., Vesteghem,H., Absi,J., and Smith,D.S., "Thermal conductivity of highly porous zirconia", J. Eur. Ceram. Soc. 26, 3567 (2006).
57. Yang,H.S., Bai,G.R., Thompson,L.J., and Eastman,J.A., "Interfacial thermal resistance in nanocrystalline yttria-stabilized zirconia", Acta Mater 50, 2309 (2002).
58. Litovsky,E., Shapiro,M., and Shavit,A., "Gas pressure and temperature dependences of thermal conductivity of porous ceramic materials: Part 2, refractories and ceramics with porosity exceeding 30%", Journal of the American Ceramic Society 79, 1366 (1996).
59. Collishaw,P.G. and Evans,J.R.G., "An assessment of expressions for the apparent thermal conductivity of cellular materials", Journal of Materials Science 29, 2261 (1994).
60. Shafran,K., Deschaume,O., and Perry,C.C., "High-Temperature speciation studies of Al-lon hydrolysis", Adv. Eng. Mater. 6, 836 (2004).
61. Perry,C.C. and Shafran,K.L., "The systematic study of aluminium speciation in medium concentrated aqueous solutions", J. Inorg. Biochem. 87, 115 (2001).
62. Shafran,K.L., Deschaume,O., and Perry,C.C., "The static anion exchange method for generation of high purity aluminium polyoxocations and monodisperse aluminium hydroxide nanoparticles", J. Mater. Chem. 15, 3415 (2005).
63. Rowsell,J. and Nazar,L.F., "Speciation and thermal transformation in alumina sols: Structures of the polyhydroxyoxoaluminum cluster [Al30O8(OH)56(H2O)26]18+ and its +¦-keggin moiete [4]", J. Am. Chem. Soc. 122, 3777 (2000).
64. Walendziewski,J., Stolarski,M., Steininger,M., and Pniak,B., "Synthesis and properties of alumina aerogels", React. Kinet. Catal Lett. 66, 71 (1999).
65. Chuah,G.K., Jaenicke,S., Liu,S.H., and Hu,X.C., "Surface properties of mesoporous catalytic supports", Appl. Surf. Sci 169-170, 253 (2001).
66. Panias,D. and Krestou,A., "Effect of synthesis parameters on precipitation of nanocrystalline boehmite from aluminate solutions", Powder Technol. 175, 163 (2007).
67. Pacewska,B., Kluk-Péwoskowäska,O., and Szychowski,D., "Influence of aluminium precursor on physico-chemical properties of aluminium hydroxides and oxides: Part I. AlCl3∗6H2O", J Therm. Anal. Calor. 85, 351 (2006).
68. Pacewska,B., Kluk-Pwéoskowäska,O., and Szychowski,D., "Influence of aluminium precursor on physico-chemical properties of aluminium hydroxides and oxides : Part III. Al2(SO4)318H2O", J Therm. Anal. Calor. 87, 383 (2007).
69. Pacewska,B., Keshr,M., and Kluk,O., "Aluminium nitrate as a precursor of mesoporous aluminium oxides", J Therm. Anal. Calor. 74, 595 (2003).

Riferimenti bibliografici _______________________________________________________________________
204
70. Vogel,R.F., Marcelin,G., and Kehl,W.L., "The preparation of controlled pore alumina", Applied Catalysis 12, 237 (1984).
71. Macedo,M.I.F., Osawa,C.C., and Bertran,C.A., "Sol-gel synthesis of transparent alumina gel and pure gamma alumina by urea hydrolysis of aluminum nitrate", J Sol Gel Sci Technol 30, 135 (2004).
72. Bowen,P. and Carry,C., "From powders to sintered pieces: Forming, transformations and sintering of nanostructured ceramic oxides", Powder Technol. 128, 248 (2002).
73. Machida,M., Eguchi,K., and Arai,H., "Effect of additives on the surface area of oxide supports for catalytic combustion", J. Catal. 103, 385 (1987).
74. Narula, C. K.Lobo,R.F., Beck,J.S., Suib,S.L. et al., editors. Sol-gel process from heterometallic alkoxides to incorporate alkaline- and rare earths in alumina for automotive applications. Materials Research Society; 1996 Apr 08; San Francisco, CA, USA. (1996)., 331 Proceedings of the 1996 MRS Spring Meeting.
75. Church,J.S., Cant,N.W., and Trimm,D.L., "Stabilisation of aluminas by rare earth and alkaline earth ions", Appl. Catal. A Gen. 101, 105 (1993).
76. Yoldas,B.E., "Thermal stabilization of an active alumina and effect of dopants on the surface area", J. Mater. Sci. 11, 465 (1976).
77. Djuri-ìi-ç,B., Pickering,S., Glaude,P., Mcgarry,D., and Tambuyser,P., "Thermal stability of transition phases in zirconia-doped alumina", J Mater Sci 32, 589 (1997).
78. Horiuchi,T., Teshima,Y., Osaki,T., Sugiyama,T., Suzuki,K., and Mori,T., "Improvement of thermal stability of alumina by addition of zirconia", Catal Lett. 62, 107 (1999).
79. Chen,X., Liu,Y., Niu,G., Yang,Z., Bian,M., and He,A., "High temperature thermal stabilization of alumina modified by lanthanum species", Appl. Catal A Gen. 205, 159 (2001).
80. Najm,I.N., Snoeyink,V.L., Suidan,M.T., Lee,C.H., and Richard,Y., "Effect of particle size and background natural organics on the adsorption efficiency of PAC", J Am Water Works Assoc. 82, 65 (1990).
81. Georgi,A. and Kopinke,F.D., "Interaction of adsorption and catalytic reactions in water decontamination processes: Part I. Oxidation of organic contaminants with hydrogen peroxide catalyzed by activated carbon", Appl. Catal. B Environ. 58, 9 (2005).
82. Acero,J.L., Benitez,F.J., de Heredia,J.B., and Leal,A.I., "Chemical treatment of cork-processing wastewaters for potential reuse", J. Chem. Technol. Biotechnol. 79, 1065 (2004).
83. Minhalma,M., Dominguez,J.R., and de Pinho,M.N., "Cork processing wastewaters treatment by an ozonization/ultrafiltration integrated process", Desalination 191, 148 (2006).
84. Dominguez,J.R., Beltrín,J., and Rodriguez,O., "Vis and UV photocatalytic detoxification methods (using TiO2, TiO2/H2O2, TiO2/O3, TiO2/S2O82-", Catal Today 101, 389 (2005).
85. Wiszniowski,J., Robert-,D., Surmacz-Gorska,J., Miksch,K., and Weber,J.V., "Leachate detoxification by combination of biological and TiO2-photocatalytic processes", Water Science and Technology 53, 181 (2006).
86. Bauer,R., "Applicability of solar irradiation for photochemical wastewater treatment", Chemosphere 29, 1225 (1994).
87. Cho,S.P., Hong,S.C., and Hong,S.I., "Photocatalytic degradation of the landfill leachate containing refractory matters and nitrogen compounds", Appl. Catal. B Environ. 39, 125 (2002).
88. Silva,C.A., Madeira,L.M., Boaventura,R.A., and Costa,C.A., "Photo-oxidation of cork manufacturing wastewater", Chemosphere 55, 19 (2004).
89. Malato,S., Fernandez-Ibanez,P., Maldonado,M.I., Blanco,J., and Gernjak,W., "Decontamination and disinfection of water by solar photocatalysis: Recent overview and trends", Catal Today 147, 1 (2009).
90. Bekbolet,M., Lindner,M., Weichgrebe,D., and Bahnemann,D.W., "Photocatalytic detoxification with the thin-film fixed-bed reactor (TFFBR): Clean-up of highly polluted landfill effluents using a novel TiO2-photocatalyst", SOL. ENERGY 56, 455 (1996).
91. Mills,A. and Le Hunte,S., "An overview of semiconductor photocatalysis", J. Photochem. Photobiol. A Chem. 108, 1 (1997).
92. Serpone,N., "Relative photonic efficiencies and quantum yields in heterogeneous photocatalysis", J. Photochem. Photobiol. A Chem. 104, 1 (1997).

Riferimenti bibliografici _______________________________________________________________________
205
93. Augugliaro,V., Loddo,V., Palmisano,L., and Schiavello,M., "Heterogeneous Photocatalytic Systems - Influence of Some Operational Variables on Actual Photons Absorbed by Aqueous Dispersions of Tio2", Solar Energy Materials and Solar Cells 38, 411 (1995).
94. Spacek,W., Bauer,R., and Heisler,G., "Heterogeneous and homogeneous wastewater treatment comparison between photodegradation with TiO2 and the photo-Fenton reaction", Chemosphere 30, 477 (1995).
95. Bennani,J., Dillert,R., Gesing,T.M., and Bahnemann,D., "Physical properties, stability, and photocatalytic activity of transparent TiO2/SiO2 films", Sep. Purif. Technol. 67, 173 (2009).
96. Sarantopoulos,C., Gleizes,A.N., and Maury,F., "Chemical vapor deposition and characterization of nitrogen doped TiO2 thin films on glass substrates", Thin Solid Films 518, 1299 (2009).
97. Wang,Y. and Hong,C.S., "TiO2-mediated photomineralization of 2-chlorobiphenyl: The role of O2", Water Res. 34, 2791 (2000).
98. Brusa,M.A. and Grela,M.A., "Photon flux and wavelength effects on the selectivity and product yields of the photocatalytic air oxidation of neat cyclohexane on TiO2 particles", J Phys. Chem. B 109, 1914 (2005).
99. Wang,K.H., Tsai,H.H., and Hsieh,Y.H., "The kinetics of photocatalytic degradation of trichloroethylene in gas phase over TiO2 supported on glass bead", Appl. Catal. B Environ. 17, 313 (1998).
100. Wang,W., Chiang,L.W., and Ku,Y., "Decomposition of benzene in air streams by UV/TiO2 process", J. Hazard. Mater. 101, 133 (2003).
101. Linsebigler,A.L., Lu,G., and Yates,J., "Photocatalysis on TiO2 surfaces: Principles, mechanisms, and selected results", Chem. Rev. 95, 735 (1995).
102. Zhang,H. and Banfield,J.F., "Understanding polymorphic phase transformation behavior during growth of nanocrystalline aggregates: Insights from TiO2", J Phys. Chem. B 104, 3481 (2000).
103. Montoya,I.A., Viveros,T., Dominguez,J.M., Canales,L.A., and Schifter,I., "On the Effects of the Sol-Gel Synthesis Parameters on Textural and Structural Characteristics of Tio2", Catal Lett. 15, 207 (1992).
104. Tanaka,K., Capule,M.F.V., and Hisanaga,T., "Effect of crystallinity of TiO2 on its photocatalytic action", Chem. Phys. Lett. 187, 73 (1991).
105. Thomas,A.G., Flavell,W.R., Mallick,A.K., Kumarasinghe,A.R., Tsoutsou,D., Khan,N., Chatwin,C., Rayner,S., Smith,G.C., Stockbauer,R.L. et al., "Comparison of the electronic structure of anatase and rutile TiO2 single-crystal surfaces using resonant photoemission and x-ray absorption spectroscopy", Phys. Rev. B Condens. Matter Mater. Phys. 75(2007).
106. Kawahara,T., Konishi,Y., Tada,H., Tohge,N., Nishii,J., and Ito,S., "A patterned TiO2(anatase)/TiO2(rutile) bilayer-type photocatalyst: Effect of the anatase/rutile junction on the photocatalytic activity", Angew. Chem. Int. Ed. 41, 2811 (2002).
107. Leofanti,G., Padovan,M., Tozzola,G., and Venturelli,B., "Surface area and pore texture of catalysts", Catal Today 41, 207 (1998).
108. Barrett,E.P., Joyner,L.G., and Halenda,P.P., "The determination of pore volume and area distributions in porous substances. I. Computations from nitrogen isotherms", J. Am. Chem. Soc. 73, 373 (1951).
109. Ramsay, J. D. F. and Avery, R. G.Davidge,R.W., editor. OXIDES WITH CONTROLLED SURFACE AND POROUS PROPERTIES FROM SOL-GEL TECHNIQUES. Inst of Ceramics; Cambridge, Engl. (1986)., 275 Novel Ceramic Fabrication Processes and Applications.
110. Pecharsky,V., Zavalij,P., and Editors., "Fundamentals of Powder Diffraction and Structural Characterization of Material", 713 (2005).
111. Young,R.A. and Editor., "The Rietveld Method. [In: Int. Union Crystallogr. Monogr. Crystallogr., 1993; 5]", 298 (1993).
112. Wang,H. and Dinwiddie,R.B., "Reliability of laser flash thermal diffusivity measurements of the thermal barrier coatings", J. Therm. Spray Technol. 9, 210 (2000).
113. Taylor,R.E., Wang,X., and Xu,X., "Thermophysical properties of thermal barrier coatings", Surf. Coat. Technol. 120-121, 89 (1999).

Riferimenti bibliografici _______________________________________________________________________
206
114. Tada,Y., Harada,M., Tanigaki,M., and Eguchi,W., "Laser flash method for measuring thermal conductivity of liquids. Application to molten salts", Industrial and Engineering Chemistry Fundamentals 20, 333 (1981).
115. Parker,W.J., Jenkins,R.J., Butler,C.P., and Abbott,G.L., "Flash method of determining thermal diffusivity, heat capacity, and thermal conductivity", Journal of Applied Physics 32, 1679 (1961).
116. Taylor,R.E., "HEAT-PULSE THERMAL DIFFUSIVITY MEASUREMENTS", High Temperatures - High Pressures 11, 43 (1978).
117. Clark III,L.M. and Taylor,R.E., "Radiation loss in the flash method for thermal diffusivity", Journal of Applied Physics 46, 714 (1975).
118. Cape,J.A. and Lehman,G.W., "Temperature and finite pulse-time effects in the flash method for measuring thermal diffusivity", Journal of Applied Physics 34, 1909 (1963).
119. Cowan,R.D., "Pulse method of measuring thermal diffusivity at high temperatures", Journal of Applied Physics 34, 926 (1963).
120. Abu-Jdayil,B., "Modelling the time-dependent rheological behavior of semisolid foodstuffs", J Food Eng 57, 97 (2003).
121. Biggs,S., Habgood,M., Jameson,G.J., and Yan,Y.D., "Aggregate structures formed via a bridging flocculation mechanism", Chem. Eng. J. 80, 13 (2000).
122. Balasubramanian,G., Dionysiou,D.D., Suidan,M.T., Subramanian,V., Baudin,I., and Lainè,J.M., "Titania powder modified sol-gel process for photocatalytic applications", J Mater Sci 38, 823 (2003).
123. Miao,L., Tanemura,S., Toh,S., Kaneko,K., and Tanemura,M., "Fabrication, characterization and Raman study of anatase-TiO2 nanorods by a heating-sol-gel template process", J Cryst. Growth 264, 246 (2004).
124. Yuan,Z., Zhang,J., Li,B., and Li,J., "Effect of metal ion dopants on photochemical properties of anatase TiO2 films synthesized by a modified sol-gel method", Thin Solid Films 515, 7091 (2007).
125. Deorsola,F.A. and Vallauri,D., "Synthesis of TiO2 nanoparticles through the Gel Combustion process", J Mater Sci 43, 3274 (2008).
126. Khalil,K.M.S. and Zaki,M.I., "Synthesis of high surface area titania powders via basic hydrolysis of titanium(IV) isopropoxide", Powder Technol. 92, 233 (1997).
127. Uekawa,N., Kajiwara,J., Kakegawa,K., and Sasaki,Y., "Low temperature synthesis and characterization of porous anatase TiO2 nanoparticles", J. Colloid Interface Sci. 250, 285 (2002).
128. Herbig,B. and Lobmann,P., "TiO2 photocatalysts deposited on fiber substrates by liquid phase deposition", J. Photochem. Photobiol. A Chem. 163, 359 (2004).
129. Colomer,M.T., Guzman,J., and Moreno,R., "Determination of peptization time of particulate sols using optical techniques: Titania as a case study", Chem. Mater. 20, 4161 (2008).
130. Bischoff,B.L. and Anderson,M.A., "Peptization process in the sol-gel preparation of porous anatase (TiO2)", Chem. Mater. 7, 1772 (1995).
131. Liu,T., Li,F., and Li,X., "Effects of peptizing conditions on nanometer properties and photocatalytic activity of TiO2 hydrosols prepared by H2TiO3", J. Hazard. Mater. 155, 90 (2008).
132. Yang,J., Mei,S., and Ferreira,J.M.F., "Hydrothermal synthesis of nanosized titania powders: influence of peptization and peptizing agents on the crystalline phases and phase transitions", J. Am. Ceram. Soc. 83, 1361 (2000).
133. Aguedach,A., Brosillon,S., Morvan,J., and Lhadi,E.K., "Photocatalytic degradation of azo-dyes reactive black 5 and reactive yellow 145 in water over a newly deposited titanium dioxide", Appl. Catal. B Environ. 57, 55 (2005).
134. Augugliaro,V., Loddo,V., Palmisano,L., and Schiavello,M., "Performance of Heterogeneous Photocatalytic Systems: Influence of Operational Variables on Photoactivity of Aqueous Suspension of TiO<sub>2</sub>", J. Catal. 153, 32 (1995).
135. IRSA-CNR, "Metodo 5130:Richiesta chimica di ossigeno (COD)", (2004).
136. Talinli,I. and Anderson,G.K., "Interference of hydrogen peroxide on the standard COD test", Water Res. 26, 107 (1992).

Riferimenti bibliografici _______________________________________________________________________
207
137. Jeffery,G.H., Bassett,J., Mendham,J., and Denney,R.C., in "Vogel's Textbook of quantitative chemical analysis (5th ed.).",1989.
138. Bokhimi,X., Toledo-Antonio,J.A., Guzman-Castillo,M.L., Mar-Mar,B., Hernandez-Beltran,F., and Navarrete,J., "Dependence of boehmite thermal evolution on its atom bond lengths and crystallite size", J. Solid State Chem. 161, 319 (2001).
139. Tsukada,T., Segawa,H., Yasumori,A., and Okada,K., "Crystallinity of boehmite and its effect on the phase transition temperature of alumina", J. Mater. Chem. 9, 549 (1999).
140. Sing,K.S.W., Everett,D.H., Haul,R.A.W., Moscou,L., Pierotti,R.A., Rouquerol,J., and Sieminiewska,T. Pure Appl. Chem. 57, 603 (1985).
141. Gonzalez,E.J., White,G., and Wei,L., "Effects of microstructural evolution on the thermal conductivity of a-Al2O3 prepared from nano-size g-Al2O3 powder", J Mater Res. 15, 744 (2000).
142. Archer,D.A. Journal of Physical Chemistry Reference Data 22, 1441 (1993).
143. Childs,G.E., Ericks,L.J., and Powell,R.L., in "NBS Monograph 131",p.507,1973.
144. Francl,J. and Kingery,W.D., "Thermal conductivity. IX. Experimental investigation of effect of porosity on thermal conductivity", J Am Ceram Soc 37, 99 (1954).
145. Wang,N., Zhou,C., Gong,S., and Xu,H., "Influence of annealing on the grain growth and thermal diffusivity of nanostructured YSZ thermal barrier coating", J Mater Sci Technol 22, 793 (2006).
146. Albers,A.P.F., Restivo,T.A.G., Pagano,L., and Baldo,J.B., "Effect of testing conditions on the laser flash thermal diffusivity measurements of ceramics", Thermochim. Acta 370, 111 (2001).
147. Ryan,M.A., Williams,R.M., Allevato,C.E., Vining,C.B., Lowe-Ma,C.K., and Robie,S.B., "Thermophysical properties of sodium β''-alumina polycrystalline ceramic", J. Phys. Chem. Solids 55, 1255 (1994).
148. Ogawa,M., Mukai,K., Fukui,T., and Baba,T., "The development of a thermal diffusivity reference material using alumina", Meas. Sci. Technol. 12, 2058 (2001).
149. Hasselman,D.P.H., Johnson,L.F., Bentsen,L.D., Syed,R., Lee,H.L., and Swain,M.V., "Thermal diffusivity and conductivity of dense polycrystalline zirconium dioxide ceramics: a survey", Am. Ceram. Soc. Bull. 66, 799 (1987).
150. Di Monte,R. and Kaspar,J., "Nanostructured CeO2-ZrO2 mixed oxides", J. Mater. Chem. 15, 633 (2005).
151. Di Monte,R. and Kaspar,J., inventors. AEROGEL MATERIALS BASED ON METAL OXIDES AND COMPOSITES THEREOF. WO2008/077876. (2008). WO2007EP64310 20071220.
152. Jorgensen,A.D., Picel,K.C., and Stamoudis,V.C., "Prediction of gas chromatography flame ionization detector response factors from molecular structures", Anal. Chem. 62, 683 (1990).
153. Sutherland,W.S., Laserna,J.J., Angebranndt,M.J., and Winefordner,J.D., "Surface-enhanced raman analysis of sulfa drugs on colloidal silver dispersion", Anal. Chem. 62, 689 (1990).
154. Bauer,R., Waldner,G., Fallmann,H., Hager,S., Klare,M., Krutzler,T., Malato,S., and Maletzky,P., "The photo-fenton reaction and the TiO2/UV process for waste water treatment - Novel developments", Catal Today 53, 131 (1999).
155. Lopez,A., Pagano,M., Volpe,A., and Di Pinto,A.C., "Fenton's pre-treatment of mature landfill leachate", Chemosphere 54, 1005 (2004).
156. Guedes,A.M.F.M., Madeira,L.M.P., Boaventura,R.A.R., and Costa,C.A.V., "Fenton oxidation of cork cooking wastewater - Overall kinetic analysis", Water Res. 37, 3061 (2003).
157. Esplugas,S., Gimenez,J., Contreras,S., Pascual,E., and Rodriguez,M., "Comparison of different advanced oxidation processes for phenol degradation", Water Res. 36, 1034 (2002).