E x p o r t . . . o r n o t t o e x p o r t - gruppomaurizi.it · Gestire e ridurre al minimo il...
61
Export... or not to export? Guida all'export USA: Cosa chiede la FDA? L'HACCP esiste ancora? Di quale fornitore darsi?
Transcript of E x p o r t . . . o r n o t t o e x p o r t - gruppomaurizi.it · Gestire e ridurre al minimo il...

Export... or notto export?Guida all'export USA: Cosa chiede laFDA? L'HACCP esiste ancora? Di qualefornitore �darsi?
1.
2.
3.
4.
5.
6.
7.
8.
9.
Introduzione
L'autore
FSMA: caro importatore ti scrivo…
HACCP, GMP, GHP, PRP, FSMS e la Sicurezza Alimentare
HACCP vs HARPC
Esportazione negli Usa: come controllare il pericolomicrobiologico
USA: Come capire di quale fornitore ci si può fidare?
Allergen preventive controls: cosa chiedono gli americani
Vuoi saperne di più sull'Export USA?
Indice dei contenuti
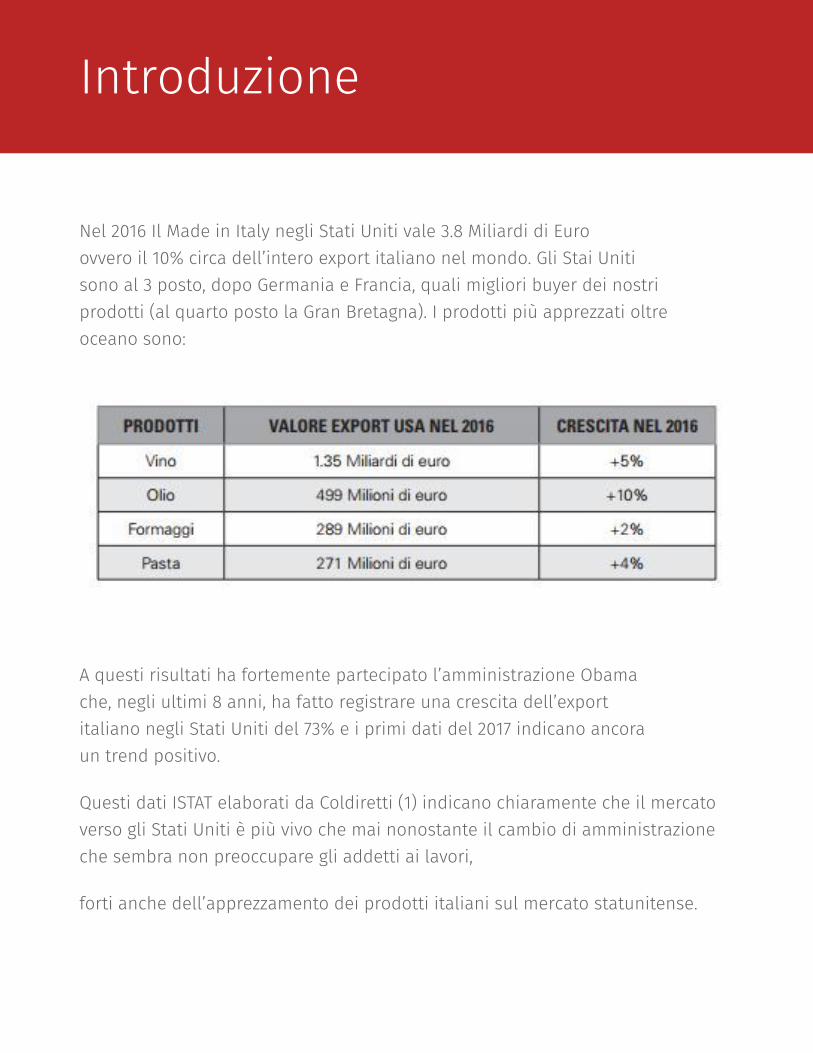
Nel 2016 Il Made in Italy negli Stati Uniti vale 3.8 Miliardi di Euro
ovvero il 10% circa dell’intero export italiano nel mondo. Gli Stai Uniti
sono al 3 posto, dopo Germania e Francia, quali migliori buyer dei nostri
prodotti (al quarto posto la Gran Bretagna). I prodotti più apprezzati oltre
oceano sono:
A questi risultati ha fortemente partecipato l’amministrazione Obama
che, negli ultimi 8 anni, ha fatto registrare una crescita dell’export
italiano negli Stati Uniti del 73% e i primi dati del 2017 indicano ancora
un trend positivo.
Questi dati ISTAT elaborati da Coldiretti (1) indicano chiaramente che il mercato
verso gli Stati Uniti è più vivo che mai nonostante il cambio di amministrazione
che sembra non preoccupare gli addetti ai lavori,
forti anche dell’apprezzamento dei prodotti italiani sul mercato statunitense.
Introduzione
Non dimentichiamo inoltre che l’Unione Europea sta negoziando dal 2013 con gli
Stati Uniti un accordo di partenariato sul commercio e sugli investimenti (TTIP
(2)) che, nel bene e nel male, faciliterà gli scambi commerciali con un impatto
importante su un mercato (UE e USA) che rappresenta il 50% del PIL mondiale.
Il 2016 ha visto anche l’inizio dell’applicazione del Food Safety Modernization Act
(FSMA) la cui genesi è iniziata nel 2011 e che prevede una serie di aggiornamenti
normativi volti a prevenire i pericoli legati alla sicurezza alimentare.
Manuela Vinay, Food Safety Expert e Lead Instructor per i corsi PCQI.
Collabora con il Gruppo Maurizi SrL dove è cresciuta professionalmente
assistendo le aziende alimentari per le diverse certificazioni in ambito Food (BRC,
IFS ecc).
Lead Auditor per la ISO 9001 e ISO 22000 per l’ente di certificazione Bureau
Veritas.
Collabora con la rivista “Alimenti & Bevande” e “Cibaria”, ed è autrice del libro “Il
Manuale di Autocontrollo HACCP” edito dalla EPC periodici.
Micologa, ha conseguito un Dottorato di ricerca in Biotecnologie dei funghi e un
Corso di Perfezionamento in Igiene e Tecnologie Alimentari.
L'autore
Sarebbe tuttavia meglio dire “caro importatore ti rispondo”; alcune (forse tutte)
le aziende che hanno rapporti commerciali con gli U.S.A. e che
importano/importeranno alimenti in quel mercato, in questi giorni stanno
ricevendo delle comunicazioni da parte dei propri importatori sul territorio U.S.A.
che risuonano come un campanello d’allarme.
Il sunto di quanto scritto in queste comunicazioni è che le aziende devono
fornire agli importatori le garanzie necessarie per poter esportare i prodotti (il
tutto entro il 31 Maggio 2017); tali garanzie possono essere riassunte nei
FSMA: caro importatore tiscrivo…
seguenti punti:
Modificare le tabelle nutrizionali e adattarle alla nuova normativa;
Identificare un PCQI e completare il Food Safety Preventive Control Plan;
Gestire e ridurre al minimo il rischio di cross-contamination da allergeni;
Adeguarsi ai requisiti del FSVP;
Aggiornare la propria registrazione sul sito dell’FDA;
Niente panico! Tali comunicazioni sono solo l’effetto di una sovrapposizione di
scadenze.
Il FSVP è una norma il cui rispetto compete agli importatori e per la quale essi
devono fornire documentazione alla FDA.
La scadenza dell’applicazione si è verificata appunto lo scorso 31 Maggio, data
entro la quale gli importatori hanno avuto l’obbligo di soddisfarne tutti i
requisiti.
Tuttavia vi sono delle precisazioni da fare; questa data è stata pianificata circa 8
mesi dopo la scadenza imposta alle aziende per adeguarsi ai nuovi obblighi
dell’FSMA (Settembre 2016), perciò con un certo filo logico.
Non si è però tenuto conto delle deroghe previste per le piccole aziende
(presumibilmente il 99% delle aziende non operanti su suolo Statunitense) le
quali hanno avuto un anno in più di tempo per ottemperare alle novità
normative (Settembre 2017).
Si è creato quindi un apparente paradosso per il quale gli importatori stanno
chiedendo documenti e aggiornamenti per i quali non è ancora arrivata la data
ultima di adeguamento.
C’è da dire che gli importatori sanno perfettamente che molte aziende non
hanno ancora ottemperato agli obblighi del FSMA.
Questo traspare anche dal tono delle comunicazioni inviate che utilizzano molto
spesso il condizionale (should, could ecc.), ad indicare non tanto un obbligo
quanto una cortese richiesta.
Probabilmente la richiesta scaturisce dalla necessità di reperire i documenti al
più presto possibile, soprattutto per evitare l’accumularsi di scartoffie nei pressi
della data di scadenza.
Quello che le aziende possono/devono fare in questo caso èsolamente fornire i documenti già in loro possesso, comunicandoinoltre che la documentazione mancante sarà inviata, non appenapronta, entro la scadenza stabilita di Settembre 2017.
Per inciso, le novità relative alla tabella nutrizionale dovranno essere applicate
(sempre per le piccole aziende) a partire dal Luglio 2019, quindi ben oltre le
scadenze che abbiamo finora discusso.
È perfettamente legittimo infatti, fino a tale data, commercializzare alimenti con
la vecchia tabella nutrizionale.
Il mondo dell’Import Statunitense, come abbiamo visto, sta certamente
attraversando un momento di subbuglio, soprattutto alla luce delle tante novità;
quello che si sta portando avanti è un percorso che coinvolge tanto le aziende
quanto gli importatori e solo con la massima trasparenza e collaborazione si
potrà arrivare al traguardo!
Gestione dei documenti per la SicurezzaAlimentare
Finalmente l’Unione Europea fa chiarezza
Per gli addetti ai lavori HACCP, GMP, GHP, PRP, FSMS sono sigle note, ma tuttora a
volte confuse o utilizzate impropriamente, anche dai più esperti.
Una relazione del FVO (Food Veterinary Office, “Better HACCP Implementation”) ha
messo in evidenza luce e ombre di circa 15 anni di applicazione del sistema
HACCP nell’Unione Europea offrendo notevoli spunti di miglioramento.
D’altra parte la FDA con il suo FSMA (Food Safety Modernization Act) o le note
norme volontarie private quali BRC e IFS fino alla norma internazionale per la
sicurezza alimentare ISO 22000, vanno tutte nella medesima direzione: fare
chiarezza e distinzione fra ciò che comprende o precede un efficace Sistema di
Gestione per la Sicurezza Alimentare.
Prima di addentrarci nella presentazione commentata dei singoli argomenti, ci
preme mettere in evidenza che, chi è da tempo abituato a progettare Manuali per
la gestione della Sicurezza Alimentare a certi livelli (es. secondo le norme BRC,
IFS e ISO 22000), troverà questo documento della Commissione quasi ovvio.
Ma la “piccola rivoluzione” è proprio questa: portare i concetti più fondanti e
HACCP, GMP, GHP, PRP, FSMS ela Sicurezza Alimentare
solidi della Sicurezza Alimentare ad un livello accessibile e condivisibile da tutti
gli addetti ai lavori, soprattutto per le Autorità competenti del settore alimentare
cui è principalmente rivolto questo documento.
Le novità e i contenuti
Introduzione del concetto di PRP e Distinzione e legame fra FSMS, PRP, GHP,
GMP e Sistema HACCP
Il sistema HACCP è “solo” quello che parte dai passi preliminari fino
all’applicazione dei 7 principi come da Codex Alimentarius.
Prima però di individuare un gruppo di lavoro che descriva il prodotto e ne
analizzi i possibili e probabili pericoli al fine di una loro gestione, è necessario
avere delle condizioni ambientali, infrastrutturali e comportamentali necessarie
e ovvie per la produzione di alimenti in modo sicuro.
In letteratura questi “programmi” o “metodi” sono stati chiamati in diversi modi
creando a volte confusione.
Le “famose” GMP o Buone prassi di lavorazione (Good Manufacturing Practise)
oppure le GHP (Good Hygiene Practise) ecc. (nell’appendice 1 sono descritte
tutte), insieme alla dovute e opportune condizioni strutturali nonché
comportamentali da parte degli operatori, costituiscono, in una parola sola, i PRP
ovvero i Programmi di Prerequisiti necessari per la definizione di un solido FSMS
(Food Safety Management System).
Di fatto quanto contenuto nell’Allegato II del Reg CE 852/04 è un elenco, non
esaustivo, di PRP.
Elementi di un sistema di gestione per la sicurezza alimentare (FSMS)
Gli elementi necessari e minimi per la progettazione di un Sistema di Gestione
per la Sicurezza Alimentare (Food Safety management System) sono quindi i PRP
(Prerequisite Program) che comprendono tutte le precedenti sigle (GMP, GHP ecc)
e che riguardano anche sia la gestione degli ambienti di lavoro (infrastrutture,
attrezzature ecc) sia il personale (rispetto norme comportamentali e procedure).
Ma sono necessarie anche altre condizioni definite dal Sistema di Gestione per la
Sicurezza Alimentare (FSMS), come ad esempio la modalità di qualifica e gestione
dei fornitori, le procedure di sanificazione, la lotta agli infestanti, ecc.
Un Sistema di gestione per la Sicurezza Alimentare (FSMS) non può essere
completo senza la sua opportuna e dovuta procedura di gestione della
Rintracciabilità e Ritiro e Richiamo ai sensi del Reg CE 178/02, che non è un PRP,
ma un adempimento normativo importante e fondamentale al quale è giusto
dare la doverosa enfasi.
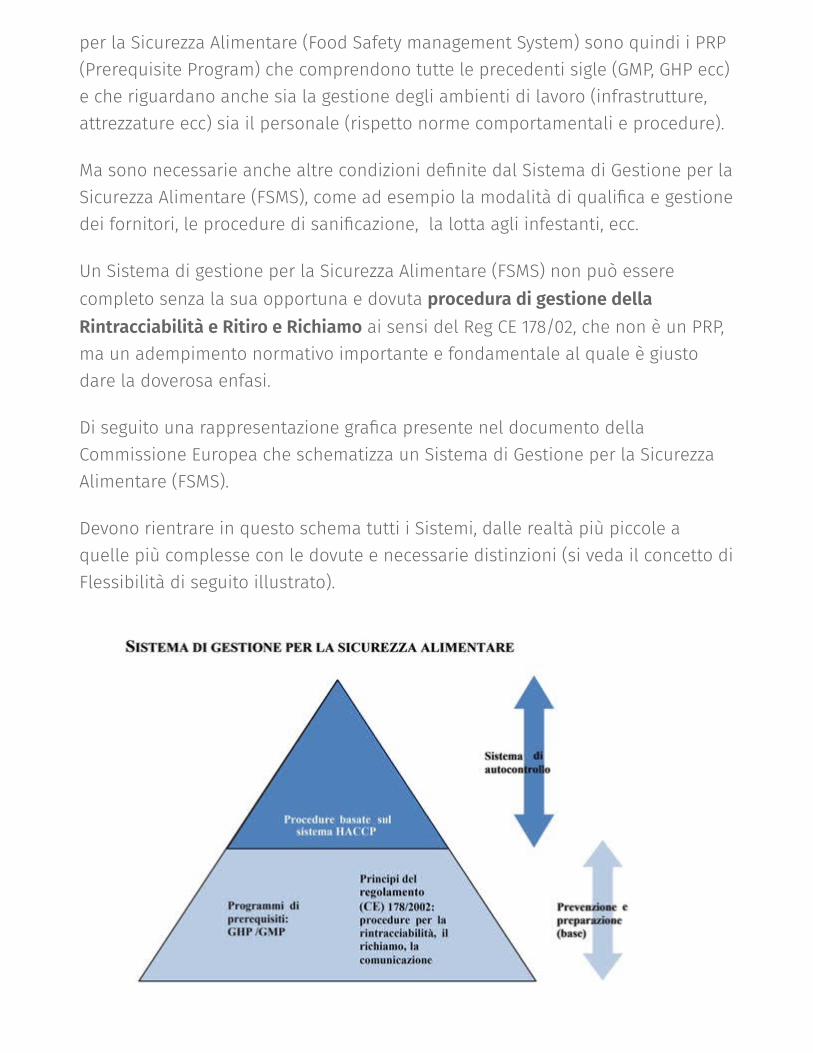
Di seguito una rappresentazione grafica presente nel documento della
Commissione Europea che schematizza un Sistema di Gestione per la Sicurezza
Alimentare (FSMS).
Devono rientrare in questo schema tutti i Sistemi, dalle realtà più piccole a
quelle più complesse con le dovute e necessarie distinzioni (si veda il concetto di
Flessibilità di seguito illustrato).


Flessibilità nell’applicazione dei PRP e dei Sistemi HACCP
Il Documento della Commissione Europea chiarisce subito che la Flessibilità,
tanto richiesta dagli addetti ai lavori, era già presente nel Reg CE 852/04, e che lo
stesso Regolamento si presenta in più parti volutamente generico proprio per
dare spazio alla giusta interpretazione nelle diverse situazioni.
La professionalità di chi progetta Sistemi di Gestione per la Sicurezza Alimentare
(FSMS) e di chi li controlla è proprio quella necessaria alla definizione del giusto
livello di richieste e relativa applicazione.
Flessibilità significa “garantire la proporzionalità nelle misure di controllo,adeguandole alla natura e alle dimensioni dello stabilimento”.
Non significa quindi “eliminare” o non valutare determinate situazioni e pericoli.
In quest’ottica è possibile quindi che una accurata valutazione possa portare alla
definizione di un Sistema di Gestione per la Sicurezza Alimentare che si basa
solo ed esclusivamente su PRP (che abbiamo visto possono essere molti e di
diversa natura) senza l’identificazione di CCP.
Chi andrà alla ricerca del binomio: Flessibilità = assenza di controlli rimarrà
deluso.
La Flessibilità espressa dal Documento della Commissione Europea infatti non si
pone l’obiettivo primario di ridurre i CCP, né di compromettere la solidità di un
Sistema per la Sicurezza Alimentare.
Attraverso questo capitolo e il successivo Allegato III, gli addetti ai lavori sono
invitati ad una realistica e concreta valutazione e applicazione dei PRP e del
sistema HACCP anche nelle realtà più semplici e piccole senza rincorrere
semplificazioni riduttive che portano all’assenza di registrazioni senza le
opportune valutazioni.
Un’attenta lettura dell’Allegato III sottolinea infatti come Flessibilità significa
rispettare tutta una serie di Raccomandazioni riportate nel cap.4.4 dell’Allegato
stesso che chiudono ogni possibilità a chi cerca una facile via di fuga e
semplicistica per le piccole realtà commerciali e produttive.

Conferma dei ruoli dei Manuali di Corretta Prassi Igienica
I Manuali di Corretta Prassi Igienica, soprattutto quelli validati dai relativi organi
di controllo (per l’Italia il Ministero della Salute), sono un valido supporto e
termine di confronto e paragone sia per chi progetta Sistemi di Gestione per la
Sicurezza Alimentare, sia per chi li deve controllare.
Questo tipo di documenti proprio per la loro caratteristica di essere stati redatti
da associazioni specifiche di categoria, possono essere un valido aiuto
soprattutto per l’analisi dei pericoli e la loro valutazione al fine di trovare un
punto di incontro in caso di disaccordo fra le parti.
Chiara relazione con alcune norme internazionali (Codex Alimentarius e ISO
della serie 22000)
Il Documento della Commissione Europea richiama chiaramente quanto espresso
dal Codex Alimentarius per quanto riguarda il sistema HACCP e richiama inoltre
le norme della serie ISO 22000 per la definizione e applicazione dei PRP.
Al fine di una ulteriore trasparenza per la corretta interpretazione e applicazione
dei Sistemi per la Gestione della Sicurezza Alimentare (FSMS) la Commissione
chiarisce che gli orientamenti forniti sono in linea con le norme internazionali
citate (Codex Alimentarius e ISO 22000) e che queste norme possono essere
utilizzare come “ulteriore fonte di ispirazione per l’applicazione di un FSMS”.
Maggior chiarezza sul ruolo della Formazione degli addetti e dell’OSA
La formazione rimane la chiave di volta per l’ottimizzazione di un sistema di
gestione per la Sicurezza Alimentare.
In questo contesto è ribadita la necessità di distinguere i diversi livelli della
formazione per le diverse mansioni e la necessità di istruire OSA e Resp. HACCP
sui principi che supportano un Sistema di Gestione per la Sicurezza Alimentare
compresi i PRP.
Ulteriori approfondimenti negli allegati riguardano:
I PRP: esempi concreti e pratici. Allegato I
L’allegato è un’ottima guida per comprendere in maniera molto pratica quali
sono i PRP ovvero quei programmi necessari ma non sufficienti per l’applicazione
di un Sistema di Gestione per la Sicurezza Alimentare.
Di fatto l’elenco commentato comprende quanto già definito e previsto
dall’Allegato II del Reg CE 852/04 e altro a completamento.
Per ulteriore chiarezza di termini, si riporta nelle note la definizione di PRP
presente nella norma internazionale ISO 22000:2005 a cui far riferimento anche
il presente documento.
HACCP, i 7 principi e i passi preliminari: orientamento per la loro applicazione
(con introduzione del concetto di PRP operativo e distinzione da CCP). Allegato
II
In questo Allegato è ripresentato il sistema HACCP e la sua realizzazione con la
differenza che è introdotto il concetti di PRP operativo quale modalità alternativa
ai CCP in alcune situazione.
Non è purtroppo presente nel Glossario (appendice 1) una definizione univoca di
PRP operativo che viene presentato quasi come una “via di fuga” per quelle
situazioni ove non è possibile identificare un limite critico.
La dissertazione presentata piacerà molto gli addetti ai lavori, noi ci limitiamo a
consigliare di andare a leggere la definizione di PRP operativo presente nella ISO
22000:2005 rispetto alla definizione di CCP.
La distinzione per la categorizzazione di una fase come CCP o come PRP
operativo sta nella certezza (nel caso del CCP) o nella probabilità (PRP operativo)
che si introduca un pericolo reale in una determinata fase.

Flessibilità nell’applicazione dei Regolamenti Europei per i sistemi di gestione
per la Sicurezza Alimentare (FSMS e HACCP). Allegato III
Ampio spazio è dato nel Documento al concetto di Flessibilità per l’applicazione
reale e concreta di tutti i principi enunciati anche nelle realtà più semplici e
piccole.
Si rimanda a quanto precedentemente descritto per il commento e ad una
lettura critica dell’intero Allegato.
Glossario con i nuovi termini introdotti (appendice 1).
Il Glossario è un aiuto fondamentale per fare chiarezza fra le diverse parole che
gravitano in tutti i Sistemi di Gestione per la Sicurezza Alimentare.
Sono presentate definizioni importanti quale ad esempio “Convalidare”
“Sorvegliare” e “Verificare”; GMP e GHP ma anche PRP; FSMS e HACCP.
Purtroppo questo glossario non contiene la definizione di PRP operativo per il
quale si rimanda alla definizione compresa nella ISO 22000:2005 descritta nella
nota 3 di questo articolo.
Esempio di matrice per la valutazione dell’analisi dei pericoli e albero delle
decisioni con introduzione PRP operativi (appendice 2 e 3)
Per completezza all’ottima trattazione presentata dalla Commissione Europea
con questa Comunicazione, non poteva mancare un esempio di matrice per la
valutazione quali e quantitativa dei pericoli e relativa probabilità di accadimento.
La matrice prescelta proviene da due documenti (FAO/OMS) citati. Di seguito si
riporta il metodo proposto.
P = probabilità= la probabilità che il pericolo si verifichi nel prodotto finale se lemisure di controllo specifiche considerate sono assenti o carenti, tenendo contodelle fasi successive del processo in cui è possibile procedere a un’eliminazione

o a una riduzione a livelli accettabili e dei PRP già attuati correttamente.
E = effetto= l’effetto o la gravità del pericolo per la salute umana.
PRP, programma di prerequisiti: Condizioni e attività di base (della sicurezza
alimentare) necessarie per mantenere un ambiente igienico lungo tutta la filiera
alimentare idoneo alla produzione, gestione e fornitura di prodotti finiti sicuri e
alimenti sicuri per il consumo umano. Nota I PRP necessari dipendono dal
segmento della filiera alimentare in cui opera l'organizzazione e dal tipo di
organizzazione. Esempi di termini equivalenti sono: Buona pratica agricola (GAP),
Buona pratica veterinaria (GVP), Buona pratica di lavorazione (GMP), Buona
pratica igienica (GHP), Buona pratica produttiva (GPP), Buona pratica di
distribuzione (GDP) e Buona pratica commerciale (GTP).
PRP operativi; programma di prerequisiti operativo: PRP identificato dall'analisi
dei pericoli come essenziale per controllare la probabilità di introdurre pericoli
per la sicurezza alimentare e/o la contaminazione o proliferazione di pericoli per
la sicurezza alimentare nel/i prodotto/i o nell'ambiente di lavorazione.
CCP; punto critico di controllo: Fase (della sicurezza alimentare) in cui può
essere applicato il controllo e che è essenziale per prevenire o eliminare un
pericolo per la sicurezza alimentare o ridurlo a un livello accettabile
PROBABILITÀ
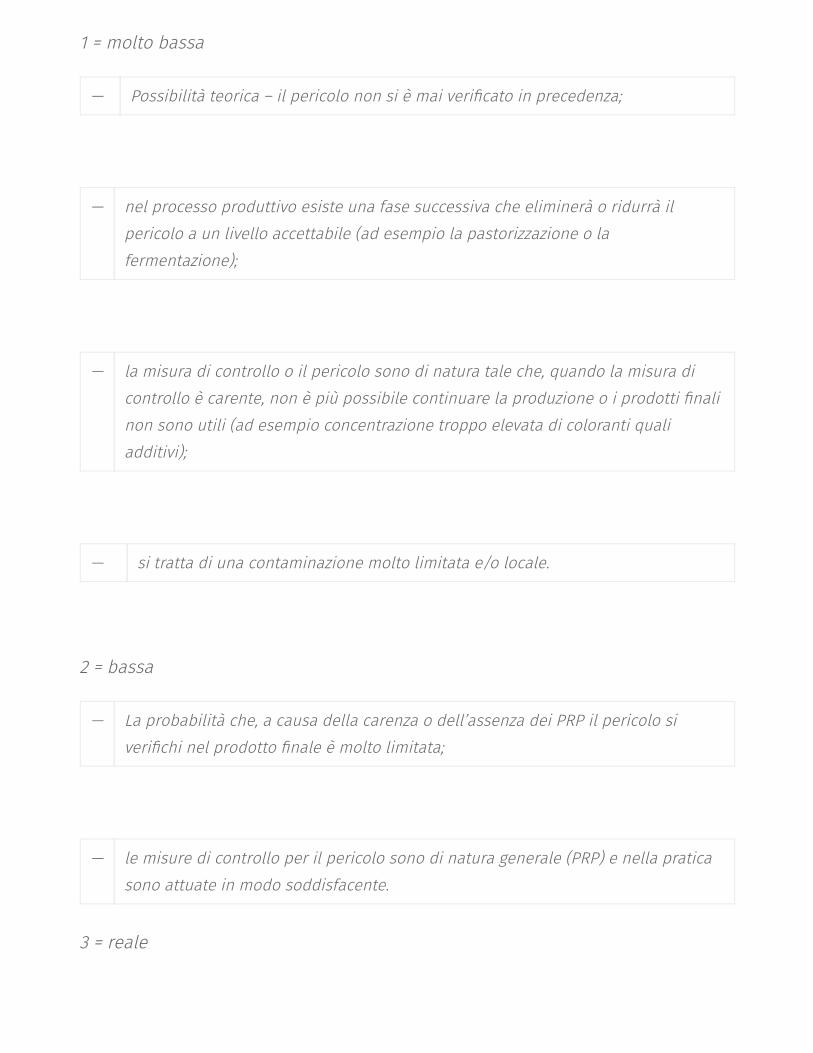
1 = molto bassa
— Possibilità teorica – il pericolo non si è mai verificato in precedenza;
— nel processo produttivo esiste una fase successiva che eliminerà o ridurrà il
pericolo a un livello accettabile (ad esempio la pastorizzazione o la
fermentazione);
— la misura di controllo o il pericolo sono di natura tale che, quando la misura di
controllo è carente, non è più possibile continuare la produzione o i prodotti finali
non sono utili (ad esempio concentrazione troppo elevata di coloranti quali
additivi);
— si tratta di una contaminazione molto limitata e/o locale.
2 = bassa
— La probabilità che, a causa della carenza o dell’assenza dei PRP il pericolo si
verifichi nel prodotto finale è molto limitata;
— le misure di controllo per il pericolo sono di natura generale (PRP) e nella pratica
sono attuate in modo soddisfacente.
3 = reale
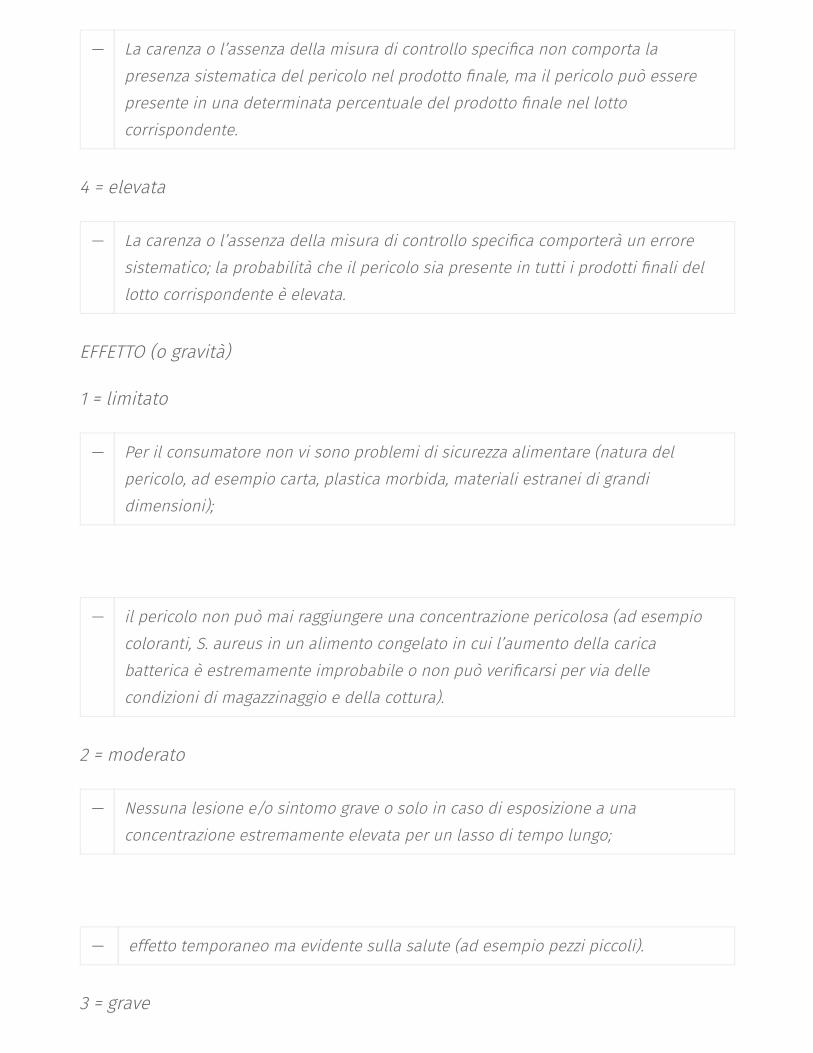
— La carenza o l’assenza della misura di controllo specifica non comporta la
presenza sistematica del pericolo nel prodotto finale, ma il pericolo può essere
presente in una determinata percentuale del prodotto finale nel lotto
corrispondente.
4 = elevata
— La carenza o l’assenza della misura di controllo specifica comporterà un errore
sistematico; la probabilità che il pericolo sia presente in tutti i prodotti finali del
lotto corrispondente è elevata.
EFFETTO (o gravità)
1 = limitato
— Per il consumatore non vi sono problemi di sicurezza alimentare (natura del
pericolo, ad esempio carta, plastica morbida, materiali estranei di grandi
dimensioni);
— il pericolo non può mai raggiungere una concentrazione pericolosa (ad esempio
coloranti, S. aureus in un alimento congelato in cui l’aumento della carica
batterica è estremamente improbabile o non può verificarsi per via delle
condizioni di magazzinaggio e della cottura).
2 = moderato
— Nessuna lesione e/o sintomo grave o solo in caso di esposizione a una
concentrazione estremamente elevata per un lasso di tempo lungo;
— effetto temporaneo ma evidente sulla salute (ad esempio pezzi piccoli).
3 = grave

— Un chiaro effetto sulla salute con sintomi a breve o a lungo termine, che
raramente causano mortalità (ad esempio gastroenterite);
— il pericolo ha un effetto a lungo termine; la dose massima non è nota (ad esempio
diossine, residui di pesticidi, micotossine ecc.).
4 = molto grave
— Il gruppo di consumatori appartiene a una categoria a rischio e il pericolo può
causare mortalità;
— il pericolo comporta sintomi gravi che possono causare mortalità;
— lesioni permanenti.
DETERMINAZIONE DEI CCP e dei PRP operativi, se pertinente
Livelli di rischio 1 e 2: nessuna azione specifica, controllo effettuato dai PRP.
Livelli di rischio 3 e 4: eventuali PRP operativi. Ulteriore domanda cui il gruppoHACCP deve rispondere: la misura o le misure di controllo generali descritte nelprogramma di prerequisiti (PRP) sono sufficienti per sorvegliare il rischioidentificato?
— Se SÍ: PRP
— Se NO: PRP operativo
Livelli di rischio 5, 6 e 7: CCP o, se non esiste alcun limite critico misurabile, puòessere applicato un PRP operativo (ad esempio controllo di un allergene).
Dal livello 3 è necessario rispondere alle domande dell’Albero delle Decisioni che
è stato opportunamente modificato nell’ultima domanda inserendo il concetto di
PRP operativo.
Un approccio semplificato propone una scala di valori del Rischio da 1 a 5
accorpando i livelli 3 e 4 e senza contemplare il concetto dei PRP operativi.
Esempio di diagramma decisionale per l’ identificazione dei punti critici dicontrollo (CCP).
Le risposte alle domande sono fornite in sequenza
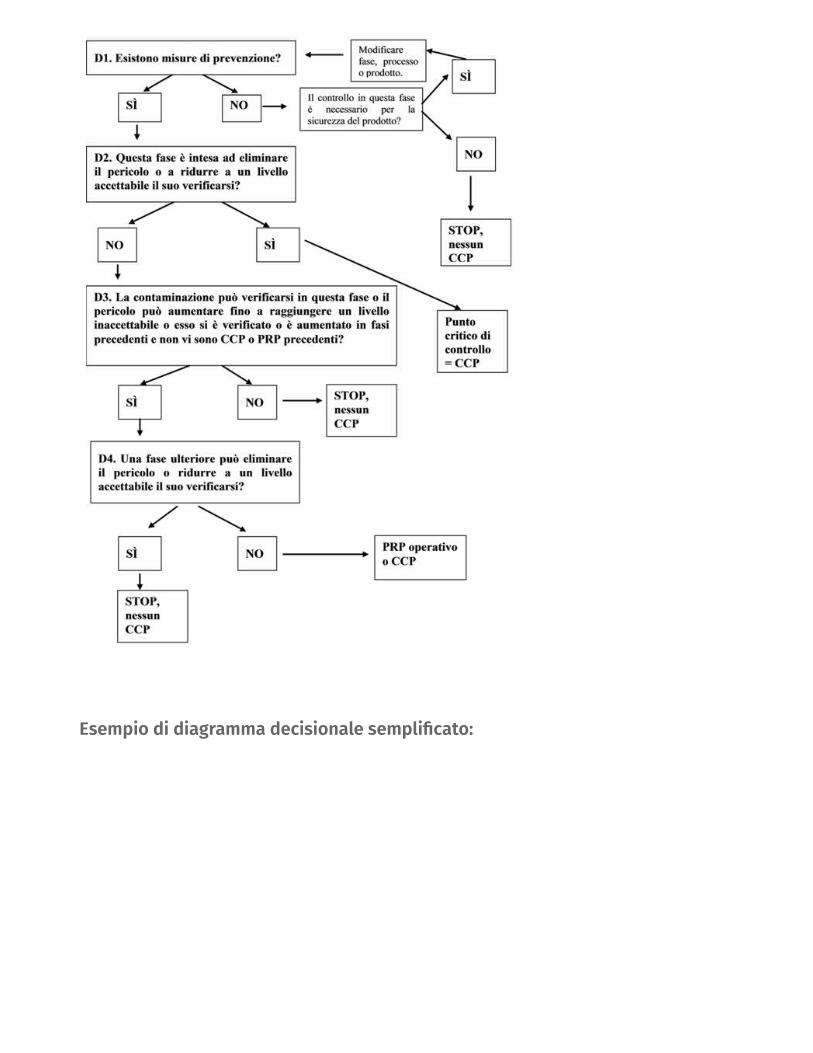
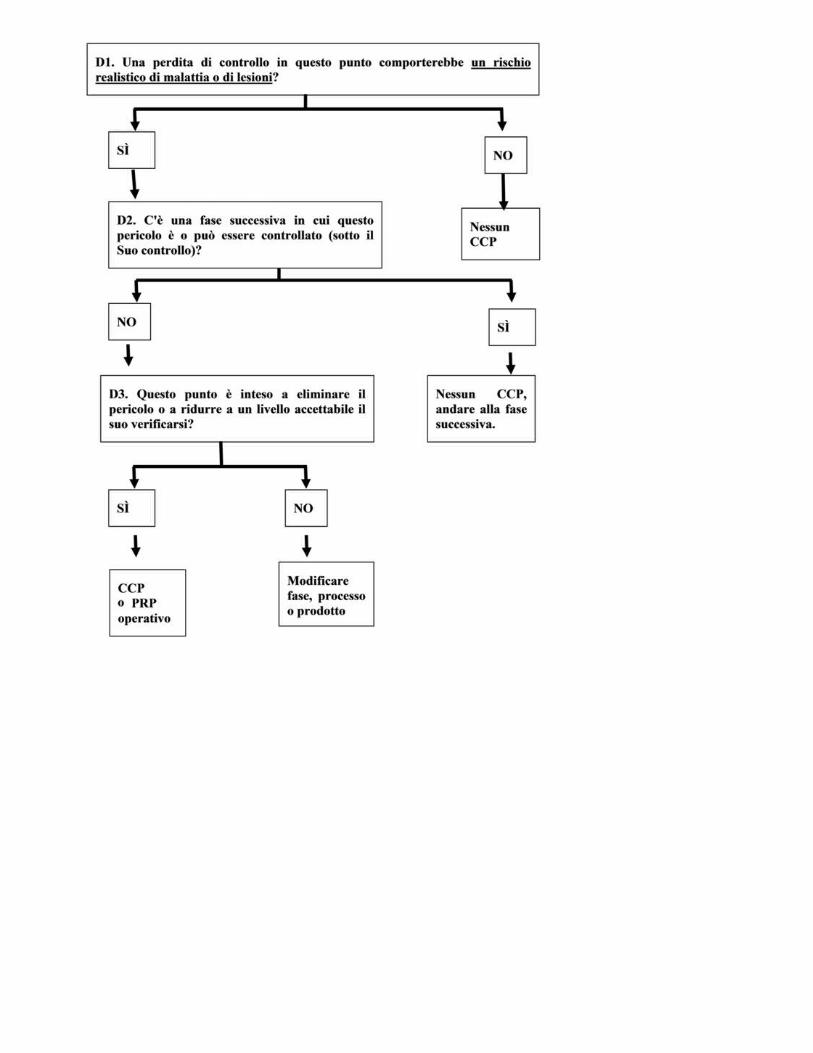
Esempio di diagramma decisionale semplificato:
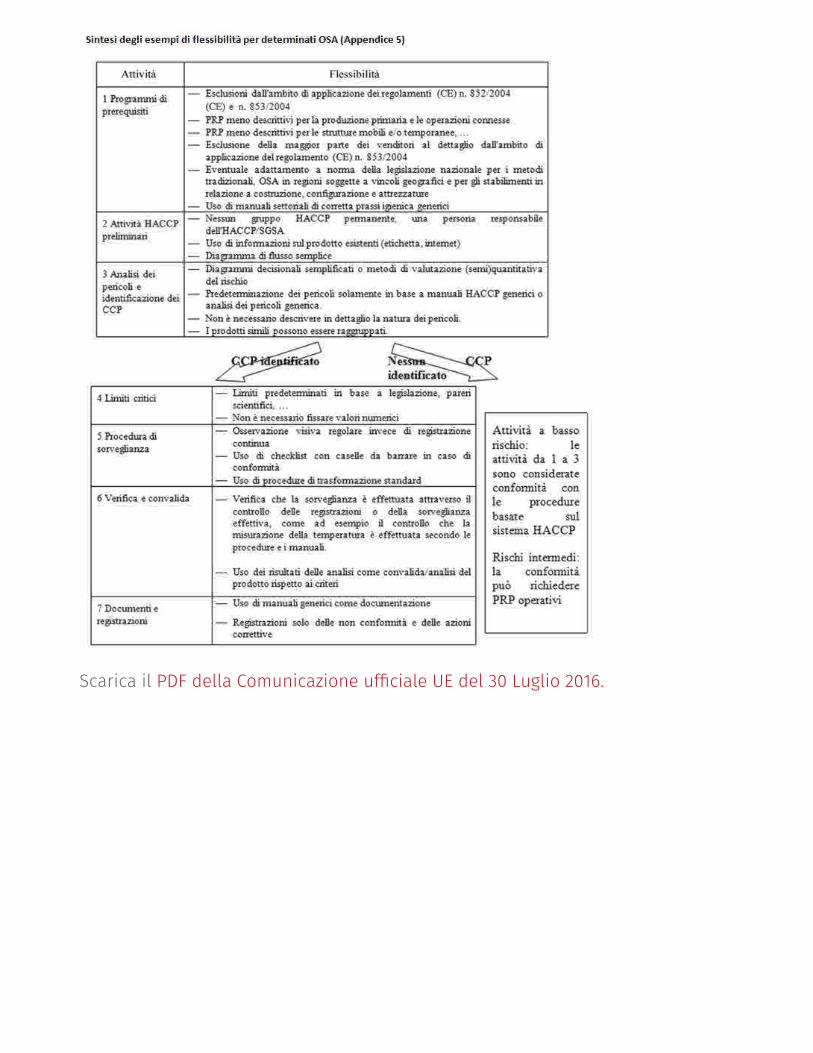
Scarica il PDF della Comunicazione ufficiale UE del 30 Luglio 2016.
HACCP vs HARPC
L’HACCP esiste ancora? O lo dobbiamo “rottamare” con l’ HARPC?
I sistemi di gestione per la sicurezza alimentare secondo il GFSI - quali gli
europei BRC e IFS - sono all’altezza del FSMA americano?
Per molte aziende che esportano negli USA (ma anche per il mercato interno
americano) è già in vigore il Preventive Controls for Human Food Regulations che
fa parte del FSMA (Food Safety Modernization Act); per la maggior parte delle
aziende (al di sotto dei 500 dipendenti), lo sarà entro settembre 2017.
Cosa chiede l’ HARPC rispetto all’HACCP?
Iniziamo intanto dall’acronimo:
HARPC: Hazard Analysis and Risk-based Preventive Controls for Human Food
HACCP: Hazard Analysis and Critical Control Point
Dove sono spariti I Critical Control Point? E cosa sono I Preventive Controls?
Rassicuriamo subito il lettore affermando che, come per la prima legge della
termodinamica, nulla si crea e nulla si distrugge, ma si tutto trasforma.
Se i Preventive Controls sono misure di controllo, queste comprenderanno tutti i
nostri CCP, PRPop, CP.
Quindi i Preventive Controls sono delle misure di controllo, e come tali devono
essere monitorate e registrate.
HACCP vs HARPC

Chi decide quali sono i Preventive Controls necessari perun’azienda di produzione alimentare?
Lo decide il PCQI (Preventive Control Qualified Individual) insieme al Team per la
sicurezza alimentare sulla base di un’analisi dei pericoli e valutazione dei rischi.
Rispetto al tipico approccio europeo, l’analisi dei pericoli, secondo il Preventive
Control for Human Food, è leggermente diversa ma non cambia nei concetti
fondamentali.
Risk-bases Preventive Controls:
è uno dei principi cardine, significa che bisogna avere un approccio proattivo,
quindi preventivo rispetto ai pericoli per la sicurezza alimentare e NON reattivo
ovvero aspettare che una cosa accada per porvi rimedio.
I Preventive Controls sono pensati e strutturati solo se supportati da altri
Programmi quali le GMPs (tutti, senza esclusioni).
I più noti sistemi di gestione volontaria per la Sicurezza Alimentare (BRC, IFS o
ISO 22000) già adottano un sistema proattivo di misure di controllo basato su
GMPs e/o Prerequisite Programs.
I Prerequisite Programs o Programmi di Perequisiti sono tutte quelle procedure,
disposizioni o condizioni e attività di base, necessarie per mantenere un
ambiente di lavoro adatto, dal punto di vista igienico, alla produzione.
Sono ad esempio Programmi di Prerequisiti la maggior parte delle prescrizioni
del nostro Allegato II del Reg 852/04/CE.
Sia i Programmi di prerequisiti che le GMPs sono la base fondamentale su cui si
può costruire un qualsiasi Sistema di Gestione per la Sicurezza Alimentare o
Food Safety System così come indicato dal Manuale del Preventive Controls for
Human Food Edizione 2016 (cap.1 pag 16)

Naturalmente in tutto questo non si deve dimenticare la presenza di un efficace
Piano di Recall ovvero un sistema di rintracciabilità e un Piano di Richiamo da
attuare sia secondo il Reg 178/02/CE che secondo BRC, IFS, ISO 22000.
Tale impostazione non è tanto diversa da quella prevista da un importante
documento che la Commissione Europea ha pubblicato introducendo il concetto
di Food Management System dove il Sistema, immaginato a forma piramidale,
vede una base di GMPs/Programmi di prerequsiti, affiancati da un sistema di
rintracciabilità sui quali poggia un sistema HACCP.
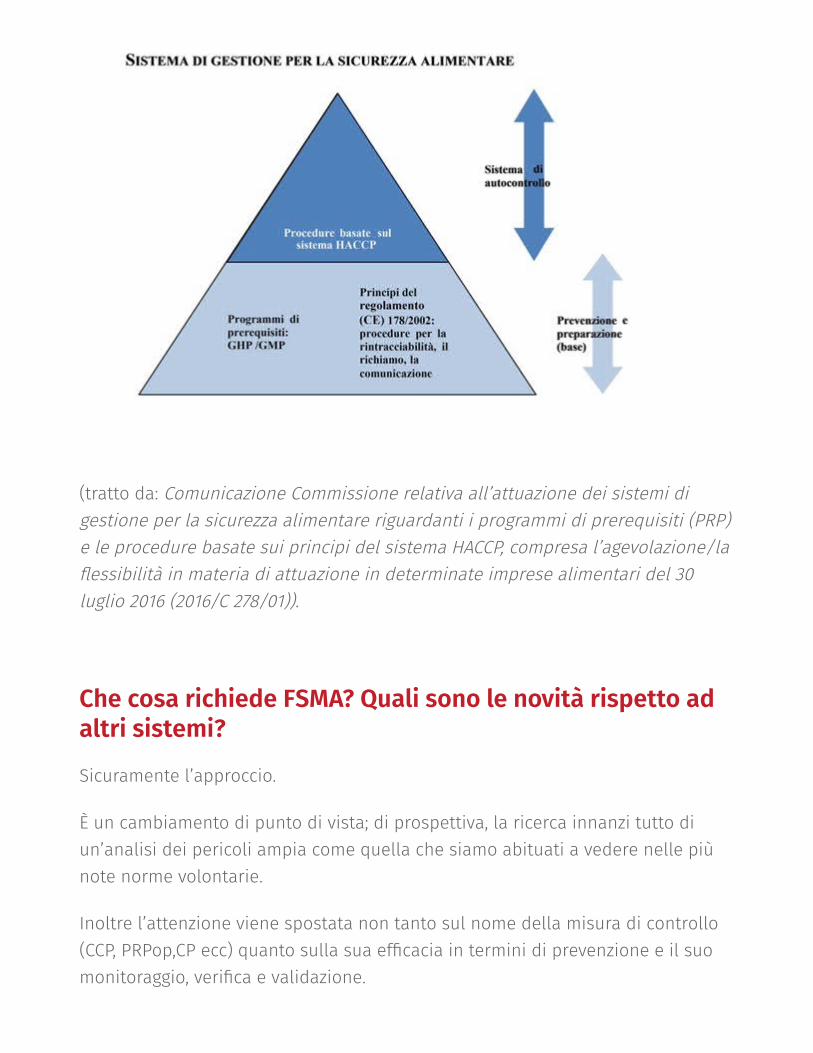
(tratto da: Comunicazione Commissione relativa all’attuazione dei sistemi digestione per la sicurezza alimentare riguardanti i programmi di prerequisiti (PRP)e le procedure basate sui principi del sistema HACCP, compresa l’agevolazione/laflessibilità in materia di attuazione in determinate imprese alimentari del 30luglio 2016 (2016/C 278/01)).
Che cosa richiede FSMA? Quali sono le novità rispetto adaltri sistemi?
Sicuramente l’approccio.
È un cambiamento di punto di vista; di prospettiva, la ricerca innanzi tutto di
un’analisi dei pericoli ampia come quella che siamo abituati a vedere nelle più
note norme volontarie.
Inoltre l’attenzione viene spostata non tanto sul nome della misura di controllo
(CCP, PRPop,CP ecc) quanto sulla sua efficacia in termini di prevenzione e il suo
monitoraggio, verifica e validazione.

La principale differenza sono i Preventive Controls ovvero quelle misure di
controllo necessarie per ridurre ad un livello accettabile o eliminare, la
probabilità che un pericolo si presenti su un prodotto alimentare.
I Preventive Controls devono essere tutti registrati.
Di seguito la classificazione dei Preventive Controls:
1. Process Controls
2. Allergen Controls
3. Sanitation Controls
4. Supply-Chain Controls.
Process Preventive Controls
I Process Controls ovvero i controlli di processo includono tutte quelle procedure
e/o istruzioni scritte mirate al controllo dei parametri di processo dal punto di
vista della sicurezza alimentare.
I parametri già definiti con sistemi di gestione preesistenti di solito sono validi
anche per il Food Safety Plan.
Spesso i Process Preventive Controls comprendono CCP e PRPop ed è quindi
necessario individuare limiti critici.
Ma possono anche comprendere PRP o CP e sono quindi necessari dei limiti
operativi (e non critici).
Esempi di Process Preventive Controls possono essere:
Tempo-Temperatura, ph, quantitativo di un additivo, Aw, controllo del vuoto,
aggraffatura, funzionamento raggi x o metal detector e molti altri.
Allergen Preventive Controls
Negli USA c’è molta attenzione su questo tema.
Gli Allergen Controls includono tutte quelle procedure necessarie per tenere
sotto controllo il pericolo della contaminazione involontaria da allergeni
(definita cross-contac) sia durante la produzione che durante altre fasi della
lavorazione come ad esempio lo stoccaggio.
L’accurato controllo dell’etichettatura per l’esattezza degli allergeni, sia all’arrivo
di ogni lotto di packaging, che in fase di rilascio del prodotto, è una delle
particolari richieste di controlli registrati previsti dal Food Safety Plan.
In merito agli allergeni le regole dell’etichettatura USA non contemplano l’utilizzo
di frasi quali “May content” ovvero “può contenere tracce di…” è quindi
necessaria un’approfondita analisi del pericolo e relativo rischio e quindi
un’accurata gestione degli allergeni.
È necessario introdurre un Allergen Preventive Controls quando esiste la
possibilità che un allergene finisca su un prodotto per contaminazione
involontaria durante la lavorazione o per contaminazione da materia prima.
Quando è necessaria una operazione di pulizia tra una lavorazione e l’altra per
eliminare il pericolo di contaminazione da allergeni, questo tipo di operazione
verrà definita “Sanitation and Allegern Controls”.
In merito agli Allergeni esiste un documento di approfondimento il Food Allergen
Labelling and Consumer Protection Act (FALCPA) scaricabile dal sito della FDA a
cui si rimanda.
Sicuramente le valutazioni eseguite sugli allergeni in un contesto BRC/IFS
certificato, saranno sufficienti purchè fatte sulla lista degli allergeni americana e
non solo europea viste le importanti differenze fra le due liste.
È necessario documentare una formazione mirata e specifica sugli alimenti
considerati allergeni negli USA.

Sanitation Preventive Controls
I Sanitation Controls ovvero Controlli di Sanificazione, includono procedure,
istruzioni o quant’altro (sempre documentato) mirate al controllo di
contaminazioni di tipo micorbiologico (da ambiente di lavoro, da personale) o
chimico compresi gli allergeni.
Potrebbe essere necessario introdurre un Sanitation Preventive Controls quando
è possibile la contaminazione per esempio da patogeni quali Listeria
monocytogenes e Salmonella su prodotti esporti Ready to eat (RTE); per Cross
Contamination da persone o attrezzature non sanificate; per prevenire la Cross
Contact ovvero la contaminazione involontaria da allergeni.
Supply-Chain Preventive Controls
Il Food Safety Plan richiede che ci sia un Supply Chain Preventive Controls ovvero
che i fornitori siano qualificati e controllati in modo che siano garantite le
materie prime che entrano in uno stabilimento di produzione.
Per ogni fornitore, e relativa materia prima, devono essere valutare le misure di
controllo necessarie e quindi attuarle.
Se ritenuto necessario devono essere effettuati audit a fornitore, meglio se
condotti da un organismo esterno.
Il principio su cui si basa, spesso sottovalutato, è che capire a fondo i pericoli
associati ad una singola materia prima e l’impatto che il fornitore può avere sulla
sua gestione, può essere determinante per tenere sotto controllo il pericolo
stesso nelle fasi successive all’interno dello stabilimento di produzione.
L’ottenimento di garanzie documentate da parte dei fornitori non è affatto
scontata e spesso ci sono degli intermediari che non facilitano il compito e che
non hanno interesse affinché sia svelato il nome del produttore.
Non è un caso che fra le novità del BRC versione 7 ci sia stato proprio un
approfondimento su questo tema con dei nuovi requisiti che a tutt’oggi non sono
di facile gestione.
In quest’ottica, l’approccio americano, vede nell’audit a fornitore, eseguito
preferibilmente da una persona indipendente, la soluzione per avere le
rassicurazioni necessarie a garantire la salubrità del prodotto finito.
Qualora dall’analisi dei pericoli si dovesse evidenziare che una fase successiva
del processo non è sufficiente per eliminare o ridurre a livello accettabile un
pericolo, in questo caso si dovrà applicare una misura di controllo sul fornitore:
Supply-Chain Preventive Controls.
P.C.Q.I. (Preventive Control Qualified Individual).
Chi è il PCQI?
Per avere la qualifica è necessario seguire il corso previsto dal FSPCA (Food
Safety Preventive Controls Alliance)?
Il PCQI è una persona qualificata/preparata che ha superato con successo una
formazione per lo sviluppo e l’applicazione del Risk-based Preventive controls.
Tale percorso deve essere equivalente a quello riconosciuto dal FDA con il
termine “standardized curriculum”.
In alternativa al corso si deve dimostrare che si ha una preparazione
professionale tale da poter sviluppare e applicare un Food Safety Plan.
Sebbene apparentemente facile non è stato ancora chiarito come poter

dimostrare di avere le competenze professionali in linea con lo “standardized
curriculum” richiesto.
All’interno delle aziende italiane ma anche all’esterno (consulenti) ci sono
eccellenze professionali, tuttavia riteniamo utilissimo e necessario il corso
proposto proprio per capire la mentalità e il diverso punto di vista per la
redazione di un Food Safety Plan/System.
Sicuramente è una discriminante importane scegliere un corso che abbia come
un docente una persona con esperienza di consulenza e/o audit di altre norme
quali BRC, IFS, ISO 22000.
Senza tali competenze il corso può risultare banale e ovvio visto che affronta la
gestione della sicurezza alimentare sotto tutti i punti di vista.
I corsi per il titolo di PCQI possono essere fatti solo da Lead Instructor qualificati
da FSPCA su Preventive Controls for Human Food.
Si avvicina sempre più il termine ultimo, per le aziende che intendono
intraprendere il commercio di alimenti con gli Stati Uniti, per adeguarsi alle
nuove procedure legate alla sicurezza alimentare previste dal Food Safety
Modernization Act (FSMA).
Entro settembre 2017, per esportare gli alimenti nel territorio statunitense, sarà
necessaria la redazione di un Food Safety Plan da parte di un PCQI (Preventive
Control Qualified Individual) secondo quanto previsto dal Preventive Control for
Human Food Regulations.
Il FSMA e il Food Safety Plan prevedono che sia effettuata un’attenta e
approfondita valutazione dei pericoli, e l’attuazione di misure di controllo
(preventive control) necessarie per ridurre ad un livello accettabile o eliminare la
probabilità che un pericolo si presenti su un prodotto alimentare.
Esportazione negli Usa: comecontrollare il pericolomicrobiologico

Tra i pericoli che sicuramente mettono a rischio la sicurezza alimentare e che
pertanto devono essere presi in considerazione nell’analisi dei pericoli, in caso di
produzione di alimenti destinati al mercato USA, ci sono quelli microbiologici.
Secondo i rapporti del CDC (Centre for Disease Control and Prevention) sulla
ricorrenza delle patologie di origine alimentare, infatti, i pericoli microbiologici
rappresentano la principale causa di malattia correlata al consumo di alimenti
negli USA.
L’analisi del pericolo microbiologico, deve essere effettuata per ciascuna linea di
produzione, identificando i possibili contaminanti presenti in ognuna delle
materie prime utilizzate.
Quindi deve essere presa in esame anche la possibilità di contaminazione
durante le varie fasi di lavorazione.
Laddove dall’analisi emerga la necessità di un preventive control e la necessità
di applicare lo stesso nella fase che si sta considerando, devono essere
esplicitati anche i seguenti aspetti:
il pericolo
i limiti critici
il sistema di monitoraggio che deve essere adottato
le azioni correttive
le attività di verifica
le registrazioni che devono essere effettuate.
I possibili pericoli microbiologici sono numerosi ed includono batteri, virus,
protozoi, lieviti e muffe.
È pertanto fondamentale che vengano identificati quei pericoli che sono così
rilevanti da dover essere gestiti usando un approccio preventivo, tenendo conto
anche delle allerte alimentari e delle informazioni circa l’incidenza di patogeni
che provengono da fonti autorevoli, quali ad esempio l’USDA (U.S. Department of
Agricolture) o l’ICMSF (International Commission on Microbiological Specifications
for Foods).
Il processo di analisi del pericolo è, perciò, un passaggio di estrema importanza
per identificare quelli che sono i pericoli che richiedono delle misure di controllo
perché possono influire sulla sicurezza del prodotto, sui quali andranno investite
le risorse aziendali.
In particolare, il Food Safety Plan dovrà porre l’attenzione agli alimenti che
potrebbero essere terreno favorevole per lo sviluppo di patogeni sporigeni
(Bacillus Cereus, Clostridium Botulinum, Clostridium Perfringens) e non sporigeni
(Campylobacter spp, E.Coli, Listeria monocytogenes, Salmonella spp Stafilococco
aureo).
I microrganismi sporigeni sono in grado di produrre spore che sono molto
resistenti al calore, alle sostanze chimiche e ad altri trattamenti che sono in
grado di distruggere gli altri patogeni. Proprio per questo motivo i trattamenti
necessari all’eliminazione delle spore sono spesso molto più severi rispetto a
quelli necessari a distruggere le cellule vegetative.
Le spore diventano pericolose nel momento in cui si instaurano le condizioni
favorevoli alla loro germinazione e alla crescita come cellule vegetative.

I patogeni principaliLe condizioni ideali per la crescita dei microrganismi, e la capacità di resistere ai
metodi di inattivazione, differiscono da microrganismo a microrganismo.
Proprio per questo è importante conoscere i patogeni di interesse per uno
specifico alimento e le condizioni che ne consentono la crescita, in modo da
poter selezionare le misure di controllo più idonee da attuare per controllarli.
Di seguito riportiamo le caratteristiche di alcuni patogeni che sono tra le più
comuni cause di patologie correlate al consumo di alimenti.
La Salmonella è uno dei più comuni patogeni alimentari ed è un patogeno
ambientale.
L’infezione causa diarrea, febbre, crampi addominali, vomito. Più raramente la
Salmonella può causare la morte. I sintomi compaiono generalmente dopo 12-72
ore dal consumo di cibo contaminato.

La principale fonte di Salmonella è rappresentata dall’intestino di molti animali,
quindi i prodotti crudi di origine animale (quale carne, pollame, uova, prodotti
derivati dal latte) sono frequentemente associati con l’insorgenza della
patologia. Anche frutta fresca, e vegetali possono essere contaminati durante la
coltivazione se non vengono applicate le Good Agricoltural Practise.
La Salmonella è in grado di crescere sia in presenza che in assenza di ossigeno, e
trova le condizioni ideali per la crescita alla temperatura del corpo umano,
mentre cresce molto poco alla temperatura di refrigerazione e non prolifera
sopra i 46°C. Viene facilmente distrutta dalle usuali temperature di cottura.
Il Clostridium botulinum è un microrganismo sporigeno che produce differenti
tipi di tossine.
I tipi A, B, E, F sono causa di una grave patologia chiamata botulismo. Tra i
sintomi della patologia ci sono vista appannata o sdoppiamento della vista,
secchezza della bocca, difficoltà di deglutizione, paralisi dei muscoli respiratori,
vomito e diarrea.
I sintomi insorgono dopo 18-36 ore (a volte giorni) dall’ingestione di alimenti
contaminati e se non si interviene con gli opportuni trattamenti si può arrivare
alla morte. Le spore del C. botulinum sono molto diffuse in natura e sono spesso
presenti nel suolo e nel tratto intestinale di alcuni animali.
Le spore sono resistenti al calore e nelle giuste condizioni, in assenza di
ossigeno, possono germinare e produrre la tossina. Per distruggere la tossina è
necessario raggiungere la temperatura di ebollizione per almeno 5 minuti.
Tra i fattori che inibiscono la produzione di tossina ci sono un pH inferiore a 4.6 e
l’utilizzo di nitriti di sodio (ad esempio negli alimenti stagionati).
Il C. perfringens è microrganismo anaerobio, sporigeno che causa diarrea e
dolori addominali, 6-24 ore dopo l’ingestione di alimenti contaminati da un
numero elevato di cellule vegetative (>106/g).

Lo sviluppo della malattia richiede pertanto la crescita del patogeno
nell’alimento.
Il C. perfringens è presente nel suolo e nel tratto intestinale di persone e animali.
Le spore sopravvivono alle normali condizioni di cottura, inclusa l’ebollizione. Le
spezie sono una potenziale fonte si C. perfringens poiché le spore possono
persistere nelle spezie per periodi di tempo prolungati.
Le principali cause di intossicazione da C. perfringens sono l’inadeguata
conservazione a caldo o l’inadeguato raffreddamento di alimenti cotti, in
particolar modo carne, stufati, pasticci di carne, condimenti, pratiche che
consentono la moltiplicazione dei batteri in quanto le spore possono
sopravvivere al processo di cottura.
Infine, il C. perfringens ha uno dei più rapidi tassi di crescita tra i patogeni
alimentari, e può raddoppiare in meno di 10 minuti alla temperatura ideale.
E.coli è un batterio che è normalmente presente nel tratto intestinale di esseri
umani e altri animali e la maggior parte dei ceppi di E.coli non sono associati a
malattie.
Alcuni ceppi però, come E.coli O157:H7, risultano pericolosi per l’uomo. E.Coli
0157:H7 produce una tossina chiamata tossina Shiga nell’intestino umano
causando una grave patologia.
I sintomi comprendono diarrea, che può essere emorragica, occasionalmente
febbre e compaiono generalmente 2-3 giorni dopo l’ingestione di alimenti
contaminati. L’insufficienza renale e la morte possono essere una conseguenza
della malattia soprattutto nei bambini.
La fonte principale di E.Coli O157:H7 è la contaminazione fecale.
Il consumo di hamburger crudi o non ben cotti, prodotti agricoli contaminati,
cavoletti, latte e succhi di frutta non pastorizzati sono frequentemente associati
alla patologia.
La condizioni ottimali per la crescita sono una temperatura vicina alla
temperatura del corpo umano, e un pH di 4.4.
Listeria monocytogenes può causare la meningite, una grave infezione con
sintomi che includono febbre improvvisa, mal di testa intenso, nausea, vomito,
delirio e coma in soggetti con sistema immunitario depresso.
Più di un terzo del persone ospedalizzate muoiono.
In una persona sana l’infezione può non causare sintomi o causare sintomi simili
all’influenza e diarrea.
Questo microrganismo rappresenta un problema principalmente per le donne in
gravidanza, in quanto causa di aborto spontaneo, e per gli anziani.
La malattia si manifesta circa 2 settimane dopo l’ingestione di alimenti
contaminati (o anche più) così capire la fonte della malattia può essere molto
difficile.
I prodotti a base di carne ready to eat, prodotti lattiero caseari non pastorizzati e
altri prodotti a bassa acidità pronti al consumo sono stati associati al
manifestarsi di listeriosi.
La L. monocytogenes è un patogeno ambientale, quindi la contaminazione può
verificarsi anche dopo la cottura sia da ambiente di lavoro, personale,
attrezzature, pareti, condensa dei frigoriferi.
Questo batterio non sporigeno è distrutto dalle temperature di pastorizzazione,
cresce sia in presenza che in assenza di ossigeno, e può crescere a temperature
di refrigerazione. L. monocytogenes è molto resistente se confrontata con tanti
altri batteri, resiste a congelamento e scongelamento, e sopravvive per periodi
prolungati in ambienti secchi.
Quali sono le strategie per controllare i pericolimicrobiologici?Sicuramente la principale strategia da attuare per controllare i batteri patogeni
negli alimenti è la prevenzione della contaminazione.
Le strategie per la prevenzione della contaminazione sono indirizzate al controllo
degli ingredienti, del personale addetto alle lavorazioni e dell’ambiente e
attrezzature di lavoro.
Per tenere i patogeni lontani dagli alimenti sarà necessaria, quindi, l’attuazione
delle buone pratiche igieniche da parte degli addetti alle lavorazioni, la
prevenzione delle contaminazioni crociate attraverso procedure di sanificazione
efficaci e l’attuazione di una procedura per la qualificazione dei fornitori per
minimizzare l’introduzione di patogeni nell’azienda.
Altra strategia fondamentale è l’eliminazione o la riduzione dei patogeni ad un
livello tale da non rappresentare un pericolo.
La cottura è un trattamento frequentemente utilizzato per distruggere i patogeni,
altre tecniche applicate agli alimenti, per ridurre o eliminare il pericolo
microbiologico, sono l’irradiazione, i trattamenti ad alta pressione,
l’acidificazione, gli ultrasuoni e la luce pulsata (process preventive control).
Queste tecniche devono essere validate per lo specifico alimento e le specifiche
condizioni di lavorazione dell’alimento per assicurare che tali trattamenti siano
in grado di assicurare il controllo del pericolo nell’alimento in questione.
Per esempio perché la cottura sia efficace l’alimento deve raggiungere una
temperatura adeguata per un tempo sufficiente ad uccidere i microrganismi
patogeni di interesse.
La temperatura necessaria dipende dal tipo di alimento e dal tipo di patogeno di
interesse.
Bisogna tenere presente però che le spore sono più resistenti delle forme
vegetative dei batteri, e le temperature raggiunte in fase di cottura non sono

pertanto efficaci per la distruzione delle spore. Proprio per questo motivo nel
caso in cui dall’analisi dei pericoli emergesse la possibilità di contaminazione da
parte di microrganismi sporigeni, diventerebbe necessaria l’attuazione di una
misura di controllo da attuare sul fornitore (supply chain preventive control), per
garantire la sicurezza dei prodotti alimentari.
Altro fattore che deve essere tenuto presente è che spesso un’ulteriore causa di
patologie è rappresentata dalla ricontaminazione dei prodotti dopo la cottura o
altri trattamenti antimicrobici, è necessario prendere in considerazione e gestire
il pericolo della possibile reintroduzione del patogeno dopo la cottura o altri
processi di inattivazione tramite delle procedure di sanificazione (sanitation
control) mirate alla sanificazione delle superfici che entrano a contatto con gli
alimenti e alla prevenzione della cross- contaminazione.
Infine, uno strumento fondamentale per ridurre l’insorgenza di patologie
alimentari consiste nell’evitare la crescita dei microrganismi.
La prevenzione della crescita può ridurre il rischio di malattie alimentari perché
alcuni patogeni devono crescere ad un livello sufficientemente alto per
rappresentare una situazione di rischio.
Il controllo della crescita rappresenta uno strumento particolarmente importante
soprattutto nel caso in cui il normale processo di produzione dell’alimento non
uccide il potenziale patogeno (ad esempio le spore) o quando i prodotti possono
essere ricontaminati dopo un processo di distruzione (ad esempio i prodotti
ready to eat dopo la cottura).
I parametri che possono influenzare la crescita dei patogeni potenzialmente
pericolosi sono
tempo,
temperatura,
livello di acidità (pH),
acqua disponibile (aw),
livello di ossigeno,
presenza di competizione con altri batteri,
l’uso di conservanti.

In condizioni favorevoli i batteri cominciano rapidamente a crescere: un batterio
si divide in due, due in quattro, quattro in 8 e così via.
In condizioni ideali un batterio può raddoppiare ogni 20 minuti, quindi in 5 ore si
possono raggiungere i 30.000 batteri, e in 8 ore più di 16 milioni di batteri. La
formazione di tossine di solito avviene durante questa fase di crescita
esponenziale.
La crescita può essere prevenuta attraverso l’applicazione di misure di controllo,
quale il controllo della temperatura di conservazione degli alimenti.

Il range di temperatura in grado di supportare la crescita dei patogeni varia
considerevolmente in base allo specifico batterio (come riportato nella tabella),
ma in generale l’intervallo di temperatura tra 25° e 40°C consente una rapida
moltiplicazione dei microrganismi patogeni.
Conservare gli alimenti a temperature di refrigerazione consente il
rallentamento della crescita dei microrganismi e quindi riduce la probabilità di
insorgenza di patologie.
In conclusione quindi i pericoli microbiologici rappresentano un rischio per la
sicurezza alimentare se non opportunamente controllati.
Dal momento che l’applicazione di misure di controllo rappresenta per l’azienda
alimentare uno strumento fondamentale per la riduzione o eliminazione dei
pericoli microbiologici, e per garantire la sicurezza e la salute dei consumatori, la
valutazione delle misure di controllo da attuare deve essere effettuata tramite
un’adeguata ed attenta analisi dei pericoli che tenga conto della specifica
tipologia di prodotto e dei processi produttivi.
È prioritario pertanto che l’analisi dei pericoli e la stesura del Food Safety Plan
sia realizzata da una figura professionale qualificata, il PCQI (che potrà anche
essere esterno all’azienda), proprio per garantire che il piano sia adeguato alla
realtà aziendale e che le misure di controllo attuate siano realmente efficaci.
Scopri come il nostro personale qualificato PCQI può aiutarti nella stesura del
Food Safety Plan.
Per le aziende che esportano o che vogliono esportare gli alimenti nel territorio
statunitense, il FSMA e il Food Safety Plan (obbligatori ormai tra pochissimi mesi)
prevedono di effettuare un’attenta valutazione dei fornitori.
La valutazione deve essere conseguente all’analisi dei rischi effettuata sulle
diverse materie prime e semilavorati.
Studiando materia prima per materia prima, l’azienda deve valutare a quali
pericoli (microbiologici, chimici, fisici, allergeni) potrebbe essere soggetta la
stessa.
Questo deve essere effettuato attraverso un’attenta e approfondita hazard
analysis.
In particolare, il Food Safety Plan deve porre particolare attenzione sugli alimenti
che potrebbero essere terreno favorevole per lo sviluppo di patogeni vegetativi
o sporigeni (come Salmonella, Listeria monocytogenes, Clostridium botulinum).
L’analisi dei pericoli quindi determina e stabilisce quando un pericolorichiede l’applicazione di una supply-chain preventive control.
Questo è un aspetto relativamente innovativo - tranne per le aziende già
certificate secondo gli standard volontari BRC-IFS - portato dall’FSMA e che
potrebbe essere, almeno per alcune aziende italiane, di non semplice
applicazione (scopri come possiamo aiutarti noi).
USA: Come capire di qualefornitore ci si può fidare?
Innanzitutto: cosa significa SUPPLY-CHAINPREVENTIVE CONTROLS?
Non è altro che un controllo preventivo da applicare quando si individua un
pericolo su una materia prima che deve essere quindi controllata prima della
sua ricezione.
Non tutte le materie prime devono essere soggette a un supply-chain preventive
controls: per esempio un ingrediente come l’aceto non viene associato a nessun
problema relativo alla sicurezza alimentare, quindi la sua produzione
normalmente può prevedere l’applicazione delle comuni GMP e il preventive
controls relativo al fornitore non è necessario.
La supply-chain preventive controls può non essere necessaria anche nei casi in
cui esiste la possibilità di un pericolo specifico su un dato alimento, ma è
possibile comunque ridurlo o eliminarlo all’interno dello stabilimento con uno o
più processi produttivi caratteristici del prodotto finito.
In altri casi invece, laddove il pericolo non può essere ridotto o eliminato in step
successivi e laddove i controllo del pericolo stesso può essere effettuato solo in
fasi precedenti alla ricezione, il supply-chain preventive controls diventa
necessario.
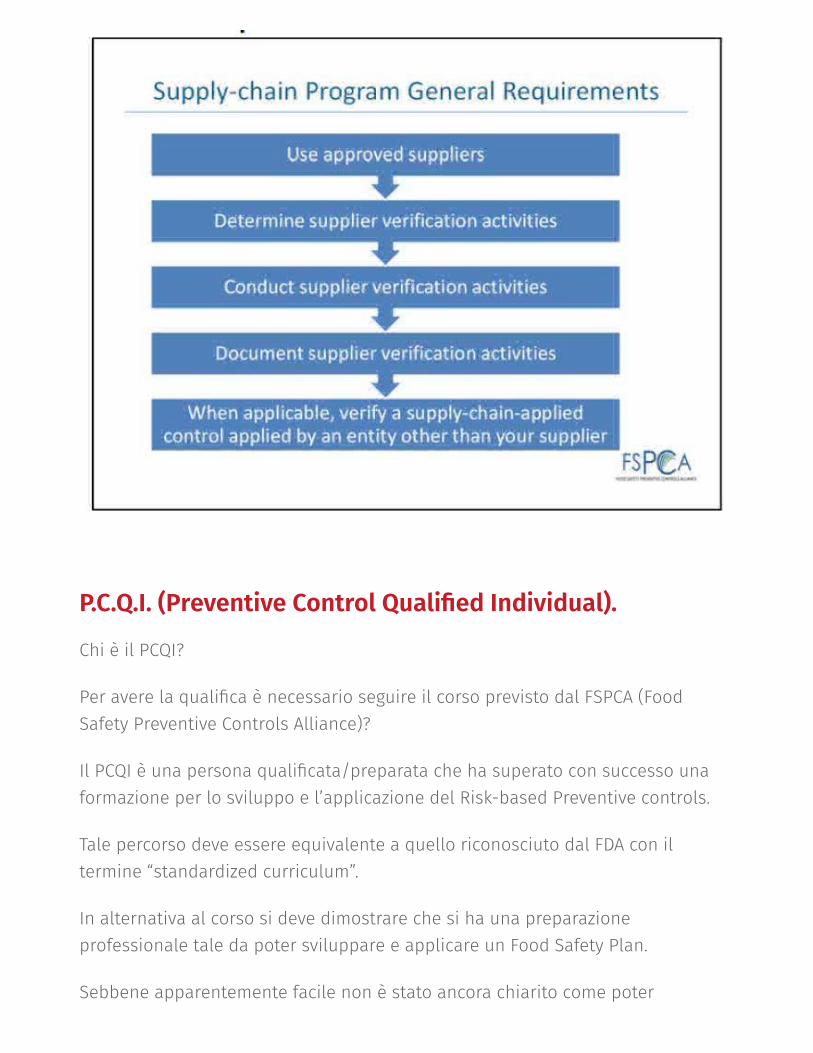
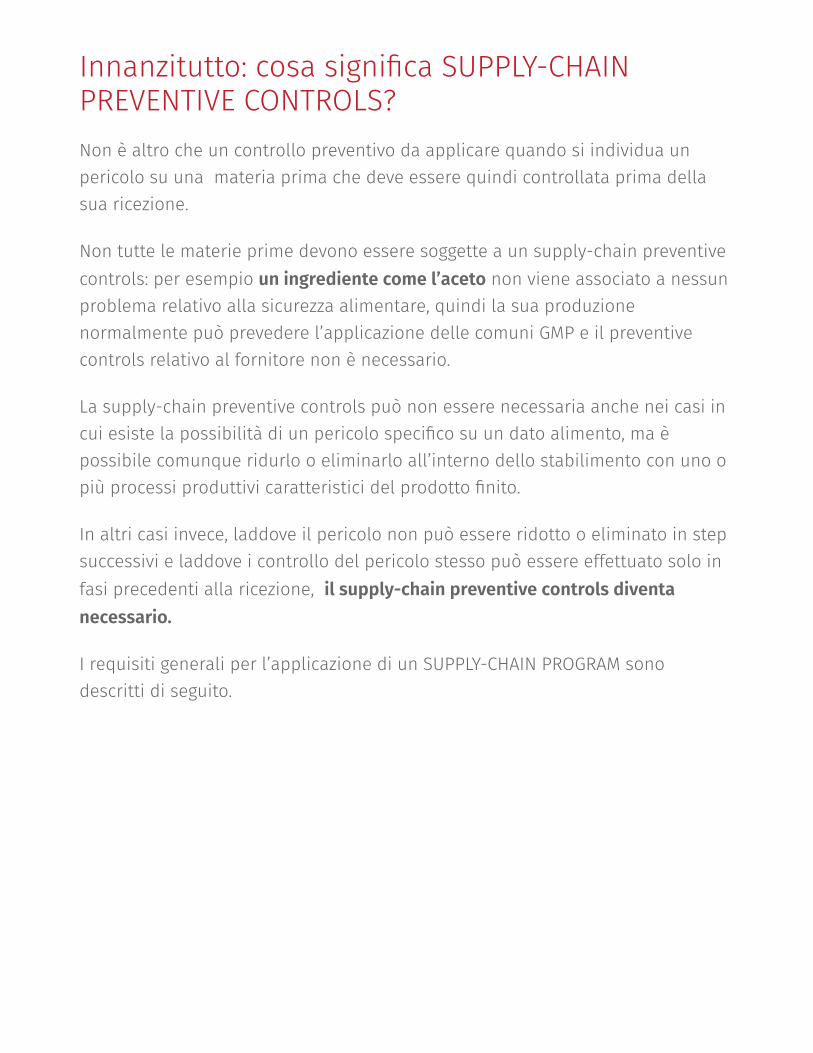
I requisiti generali per l’applicazione di un SUPPLY-CHAIN PROGRAM sono
descritti di seguito.
E’ evidente come tutti i fornitori di materie prime o ingredienti che applicano un
controllo per un pericolo debbano essere approvati.
L’approvazione deve prevedere una verifica del fatto che il fornitore abbia
implementato dei controlli appropriati, che questi siano applicati e documentati.
Le attività da intraprendere per l’approvazione del fornitore variano a seconda
della materia prima, del pericolo, e del food safety system implementato.
Le attività di verifica che devono essere previste devono prevedere una o più
delle seguenti attività:
Un audit annuale presso il fornitore per la verifica delle procedure messe in
atto per la sicurezza alimentare. L’audit deve essere condotto da un auditor
qualificato. Ciò è necessario per i pericoli che possono causare gravi
conseguenze per la salute del consumatore, a meno che non sia
implementata una istruzione interna che descrive il motivo per cui gli audit
vengono effettuati con frequenza minore

Campionare e analizzare il prodotto fornito dal fornitore, in merito al pericolo
preso in considerazione
Controllo delle registrazioni sulla sicurezza alimentare effettuate dal
fornitore, soprattutto per controlli di processo come tempo e temperatura
Eccezioni all’audit annuale sono ammesse solo se si dimostra e si da evidenza
del fatto che altre attività di verifica o audit meno frequenti provvedono
comunque ad una adeguata sicurezza.
L’audit deve essere effettuato da un auditor qualificato che abbia esperienza
tecnica in materia di sicurezza alimentare e sia in grado di comprendere e
valutare un’analisi dei pericoli.
L’audit è preferibile che sia condotto da un ente terzo esterno all’azienda,
indipendente, in modo che l’esito sia il più oggettivo possibile.
L’audit deve prevedere sia la verifica delle registrazioni e dei documenti sia la
verifica in campo dell’applicazione delle procedure e dei preventive controls
(allergeni, sanificazioni, controlli di processo, supply-chain, GMP, recall plan): solo
in questo modo si può avere una fotografia completa dell’azienda fornitrice e
quindi del prodotto o materia prima che si acquista.
In questo modo inoltre si può fare una valutazione del prodotto e quindi
confermarne o meno l’utilizzo e l’acquisto.
Naturalmente tutti i dati raccolti durante l’audit devono essere registrati.
Il Supply-chain program deve quindi prevedere l’implementazione di documenti
appositi, che prevedano l’indicazione almeno dei seguenti dati:
Ragione sociale e sito
Procedure secondo cui è stato svolto l’audit
Data dell’audit
Conclusioni dell’audit

Azioni correttive da intraprendere in risposta a significative carenze
identificate
Documentazione attestante che l’audit è stato eseguito da un auditor
qualificato.
Le aziende italiane, soprattutto quelle non certificate secondo lo standard
volontario BRC e/o IFS , devono iniziare quindi a cimentarsi con questa
valutazione dei fornitori, evitando quindi di richiedere semplicemente un
questionario informativo, come spesso è prassi comune!
Entro il 17 Settembre 2017 è necessario redigere il Food Safety Plan per
continuare le collaborazioni commerciali con gli USA.
E a redigerlo può essere solo una persona con il titolo di PCQI!
scopri come partecipare al nostro corso per il titolo di PCQI,

La prossima applicazione del Food Safety Modernization Act implica alcune
modifiche da applicare alle procedure interne aziendali messe in atto per la
sicurezza alimentare.
Le aziende che intendono quindi esportare i loro prodotti nel mercato
statunitense devono adeguare il proprio piano di autocontrollo a quanto previsto
dal Food Safety Modernization Act stesso.
Un argomento su cui Unione Europea e USA differiscono è la gestione allergeni,
anche detta Food Allergen Preventive Control.
La presenza di allergeni non dichiarati è una delle maggiori cause di richiamo di
prodotti alimentari negli USA.
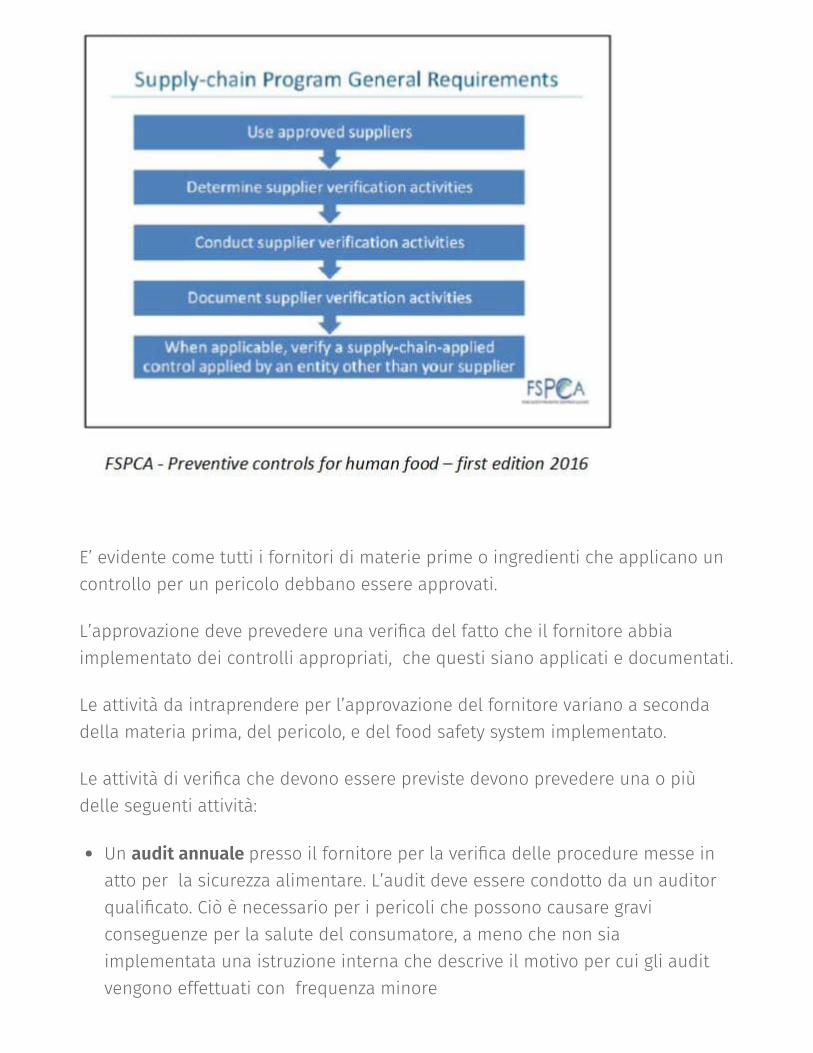
La prima grande differenza è l’elenco degli alimenti che per gli Stati Uniti sono
considerati allergeni. L’FDA ha stabilito gli “8 major food allergen” che sono i
seguenti:
Allergen preventive controls:cosa chiedono gli americani
Come è evidente, alcuni alimenti definiti allergeni nell’Unione Europea non
vengono presi in considerazione (come per esempio la senape o i lupini).
E’ importante inoltre precisare che all’interno della categoria della frutta a guscio
gli statunitensi fanno rientrare anche le castagne, le noci di cocco e i pinoli (non
considerati invece allergeni in UE).
Così come viene considerato allergene l’alimento GRANO e non il glutine
(escludendo quindi tutti gli altri cereali che contengono glutine).
Queste differenze sono fondamentali e devono essere assolutamente prese in
considerazione nel caso di produzione di alimenti destinati al mercato
statunitense.
Come già abbiamo scritto in articoli precedenti, il Food Safety Modernization
Act (FSMA) prevede che le aziende implementino un Preventive Food Safety
Systems, che deve includere, tra gli altri aspetti, anche dei Food Allergen
preventive controls documentati per prevenire il cosiddetto cross- contact da
allergeni e per assicurare una corretta dichiarazione degli allergeni stessi al
consumatore.
Il primo passo che deve essere fatto è naturalmente l’analisi del rischio allergeni,
per ogni linea di produzione.
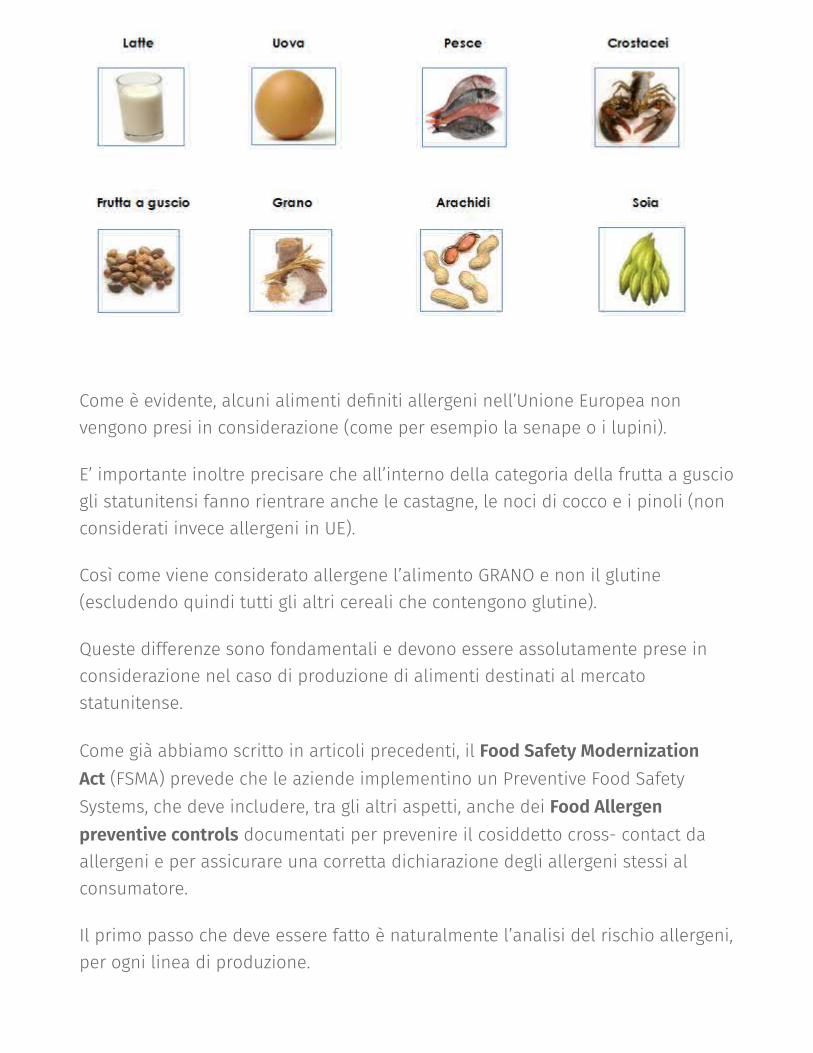
L’azienda deve procedere con la prima identificazione degli allergeni in ognuna
delle materie prime utilizzate.
Per fare questo naturalmente sarà fondamentale avere tutte le informazioni
necessarie dal fornitore.
FSPCA - Preventive controls for human food - first edition 2016
Il secondo passo previsto è quello di verificare la possibilità di contaminazione
durante le diverse fasi di lavorazione in cui vengono utilizzati ingredienti che
contengono allergeni.
Si deve procedere quindi all’analisi del rischio allergeni per ognuna delle diverse
fasi.
Laddove dall’analisi (effettuata secondo quanto previsto dal Preventive Food
Safety Systems) emerga la necessità di un preventive control e la necessità di
applicare lo stesso nella fase che si sta considerando, devono essere esplicitati
anche i seguenti aspetti:
il rischio
il criterio di valutazione utilizzato
il sistema di monitoraggio che deve essere adottato per ridurre al minimo al
rischio
le azioni correttive
le attività di verifica
le registrazioni che devono essere effettuate.
Da notare che tra le verifiche deve essere sempre presa in considerazione
l’attività di controllo effettuata dal PCQI (Preventive Controls Qualified
Individual), che deve avere una frequenza massima di 7 giorni lavorativi.
La gestione degli allergeni e la comunicazione al consumatore sono talmente
importanti da ritenere necessario il controllo del packaging in fase di
accettazione dello stesso, o al massimo prima di essere introdotto in produzione
per essere utilizzato.
Non è quindi sufficiente validare e approvare il packaging in fase di revisione
dello stesso, ma deve essere effettuato ad ogni sua stampa o consegna
A seguito delle risultanze emerse dall’analisi del rischio, devono essere
implementate le procedure necessarie.
Devono essere quindi schedulate le diverse tipologie di prodotti in funzione degli
allergeni contenuti e quindi dovrà essere effettuata una pianificazione della
produzione in funzione degli allergeni presenti.
Se necessario, dovrà essere prevista la pianificazione della sanificazione
completa da eseguire tra una lavorazione e l’altra.
Tutte le procedure implementate devono essere naturalmente descritte e si deve
dare evidenza dell’applicazione delle stesse.
Viene prevista la compilazione dell’ Allergen Label Check Log (per la verifica
della correttezza delle etichette, per quanto riguarda la dichiarazione degli

allergeni),
FSPCA - Preventive controls for human food - first edition 2016
e l’Allergen Run Order Record (per la correttezza dell’applicazione della
pianificazione della produzione).
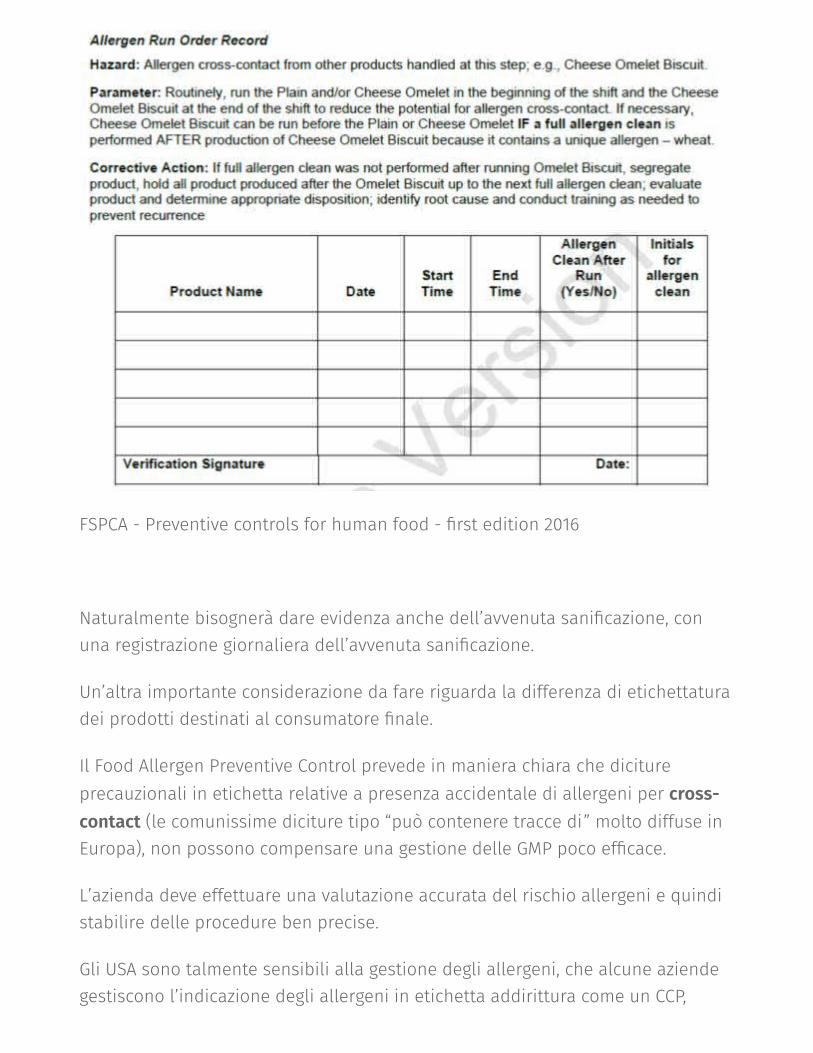
FSPCA - Preventive controls for human food - first edition 2016
Naturalmente bisognerà dare evidenza anche dell’avvenuta sanificazione, con
una registrazione giornaliera dell’avvenuta sanificazione.
Un’altra importante considerazione da fare riguarda la differenza di etichettatura
dei prodotti destinati al consumatore finale.
Il Food Allergen Preventive Control prevede in maniera chiara che diciture
precauzionali in etichetta relative a presenza accidentale di allergeni per cross-
contact (le comunissime diciture tipo “può contenere tracce di” molto diffuse in
Europa), non possono compensare una gestione delle GMP poco efficace.
L’azienda deve effettuare una valutazione accurata del rischio allergeni e quindi
stabilire delle procedure ben precise.
Gli USA sono talmente sensibili alla gestione degli allergeni, che alcune aziende
gestiscono l’indicazione degli allergeni in etichetta addirittura come un CCP,
gestione molto rara in Europa.
Restano naturalmente invariate tutti i principi basilari di buone norme di
lavorazione (come formazione del personale, abbigliamento del personale,
stoccaggio dei prodotti, ecc.) valide e assolutamente opportune sia in Europa che
negli USA.

Vuoi saperne dipiù sull'Export
USA?
SCOPRI IL NOSTRO LIBRO