D1 Tecnologie e Sistemi di Lavorazione Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione...
18
D1 Tecnologie e Sistemi di Lavorazione Tecnologie e Sistemi di Lavorazione Tecnologia Meccanica 2 Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Tecnologie e Sistemi di Lavorazione Tecnologia Meccanica 2 Tecnologia Meccanica 2 Il tornio parallelo Vista generale di un tornio parallelo. Fonte: Heidenreich & Harbeck.
-
Upload
chiara-martinez -
Category
Documents
-
view
274 -
download
10
Transcript of D1 Tecnologie e Sistemi di Lavorazione Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione...

D1
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
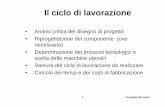
Il tornio parallelo
Vista generale di un tornio parallelo. Fonte: Heidenreich & Harbeck.

D2
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
L’utensile in tornitura
(a) Rappresentazione schematica di un’operazione di tornitura; si notino la profondità di passata, d, e l’avanzamento, f. La velocità di taglio è la velocità periferica del pezzo in corrispondenza della punta dell’utensile.
(b) Forze agenti sull’utensile in tornitura: Fc è la forza di taglio, Ft la forza di avanzamento ed Fr la forza di repulsione che tende a far allontanare l’utensile dal pezzo in direzione radiale.

D3
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
Notazioni sul pezzo da lavorare (taglio obliquo)
• Superficie da lavorare• Superficie in lavorazione (o di taglio)• Superficie lavorata
• Moto di taglio: continuo rotatorio intorno all’asse xx (pezzo) - Velocità di taglio (giri/min)• Moto di alimentazione: rettilineo continuo parallelo all’asse xx (utensile) - Avanzamento (mm/giro)• Moto di appostamento: rettilineo perpendicolare all’asse xx (utensile) - Profondità di passata (mm)• Moto di lavoro: moto elicoidale dato dalla combinazione di moto rotatorio e rettilineo

D4
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
L’utensile in tornitura
(a) Fx = forza di resistenza all’avanzamento
Agisce in direzione longitudinale, parallelamente alla direzione di avanzamento
• Fy = forza di repulsione
Agisce in senso radiale e tende a distaccare l’utensile dal pezzo
• Fz = forza principale di taglio
Agisce sulla punta dell’utensile dall’alto in basso, provocandone la sua inflessione
Taglio obliquo: vale la teoria del taglio ortogonale purché siano verificate le seguenti ipotesi
• sezione normale alla proiezione del tagliente principale sul piano passante per la base dell’utensile (fig. D5)
• porzione di tagliente secondario interessato al taglio piccola rispetto a quella del tagliente principale (a<<p)
• curvatura della superficie lavorata non eccessivamente grande (caso tornitura elemento diametro non troppo piccolo)

D5
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
L’utensile in tornitura
Lo spessore del truciolo è legato all’avanzamento e la sua larghezza alla profondità di passata.
Si noti come se a<<p, è piccola la porzione di tagliente secondario interessato al taglio

D6
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
L’utensile in tornitura
Lo spessore del truciolo è legato all’avanzamento e la sua larghezza alla profondità di passata.
Sezione reale: Sr = s1 x l1
E’ la sezione effettiva del truciolo dopo il distacco dal pezzo (presenta in genere un maggiore spessore)
Sezione teorica: S = a x p
E’ espressa dal prodotto dell’avanzamento e della profondità di passata
Sezione equivalente: Se = se x le,
Dove se è il rapporto tra la sezione teorica e la larghezza le del truciolo equivalente.
In linea di massima la sezione teorica è la sezione equivalente sono approssimativamente uguali

D7
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
La geometria degli utensili a punta singola

D8
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
Nomenclatura unificata UNI-3401-3405
Notazioni sull’utensile
La geometria degli utensili a punta singola

D9
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
La geometria degli utensili a punta singola
Notazioni sull’utensile
• Testa: parte dell’utensile contenenti le superfici attive di taglio
• Stelo: parte dell’utensile con funzione di appoggio sulla torretta
• Collo: parte dello stelo contigua alla testa con sezione ridotta rispetto allo stelo
• Base: parte dello stelo che appoggia sulla torretta porta-utensili

D10
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
Notazioni sull’utensile
• Faccia (o petto): superficie attiva della testa sulla quale scorre il truciolo• Fianchi - Fianco principale (superficie attiva prospiciente la superficie in lavorazione) - Fianco secondario (superficie attiva prospiciente la superficie lavorata)
La geometria degli utensili a punta singola

D11
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
• Taglienti - Tagliente principale (intersezione faccia – fianco principale) - Tagliente secondario (intersezione faccia – fianco secondario)• Profilo: linea costituita da tagliente principale e secondario)• Punta: intersezione tagliente principale e secondario
Notazioni sull’utensile

D12
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
Angoli caratteristici
Riferimento per la definizione degli angoli
• Asse di riferimento – Asse dello stelo• Piano di riferimento – Piano parallelo al piano di base (superficie di appoggio) e passante per la punta dell’utensile

D13
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
Angoli della sezione normale
• Angolo di spoglia superiore (positivo se il tagliente principale è al disotto del piano di riferimento)• Angolo di spoglia inferiore principale • Angolo di spoglia inferiore secondario ’ • Angolo di taglio
Sez A-A: perpendicolare alla proiezione del tagliente principale sul piano di riferimentoSez B-B: perpendicolare alla proiezione del tagliente secondario sul piano di riferimento

D14
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
Angoli della sezione normale
• Angolo di spoglia superiore : formato dalla faccia (o petto) con il piano di riferimento in una sezione A-A normale alla proiezione del tagliente principale sul piano di riferimento (positivo se il tagliente principale è al disotto del piano di riferimento)
• Angolo di spoglia inferiore principale formato nella sezione di A-A dal fianco principale con un piano contenente il tagliente principale e perpendicolare al piano di riferimento
• Angolo di spoglia inferiore secondario ’: formato dal fianco secondario con un piano contenente il tagliente secondario e normale al piano di riferimento in una sezione B-B normale alla proiezione del tagliente secondario sul piano di riferimento
• Angolo di taglio formato dalla faccia con il fianco principale nella sezione A-A

D15
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
Angoli del profilo
• Angolo del tagliente principale • Angolo del tagliente secondario ’ • Angolo dei taglienti • Angolo di inclinazione del tagliente principale positivo se il tagliente principaleè al disotto del piano di riferimento
Sez A-A: perpendicolare alla proiezione del tagliente principale sul piano di riferimentoSez B-B: perpendicolare alla proiezione del tagliente secondario sul piano di riferimento

D16
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
Angoli del profilo
• Angolo del tagliente principale : formato sul piano di riferimento dalle proiezioni del tagliente principale e dell’asse dello stelo
• Angolo del tagliente secondario ’: formato sul piano di riferimento dalle proiezioni del tagliente secondario e dell’asse dello stelo
• Angolo dei taglienti formato sul piano di riferimento dalle proiezioni del tagliente principale e del tagliente secondario
• Angolo di inclinazione del tagliente principale formato dal tagliente principale con il piano di riferimento positivo se il tagliente principaleè al disotto del piano di riferimento

D17
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
Angoli della sezione normale e del profilo
Si tratta di un utensile destro: significa che l’utensile in fase di lavoro si sposta da destra verso sinistra

D18
Tecnologie e Sistemi di LavorazioneTecnologie e Sistemi di LavorazioneTecnologia Meccanica 2Tecnologia Meccanica 2
Angoli di registrazione
• Angolo di registrazione del tagliente principale formato sul piano di riferimento dalle proiezioni del tagliente principale e della superficie lavorata • Angolo di registrazione del tagliente secondario ’: formato sul piano di riferimento dalle proiezioni del tagliente secondario e della superficie lavorata