Corso di gestione dell’informazione aziendale - UniBG · Modalità di funzionamento dell’MRP...
39
1 Corso di gestione dell’informazione aziendale Teoria Anno Accademico 2004/2005
Transcript of Corso di gestione dell’informazione aziendale - UniBG · Modalità di funzionamento dell’MRP...

1
Corso di gestione dell’informazione aziendale
Teoria
Anno Accademico 2004/2005

2
Programma
��������
������
���� � ��
���� � ��
� � � ������ � � �� �� ��� � ���� ��� � � � ��� ��� � � �� �
���� � � � �� � � ��� � �� �� � �� � ���� ��� � � � ��� ��� � � �� �
!" � � �� � � � ���#��� ������ � ��� ��� � � � ��� �� � ��#�� � � �� �
���$�%�$$ � � � ������ � � �� �� ��� � ���� ��� � � � ��� ��� � � �� �

3
Programmazione della Produzione
Previsioni di vendita
Statusinventariale
Portafoglioordini clienti
Pianificazionedi massima
delle capacità
Piano aggregatodi
produzione
Pianoprincipale di
produzione MPS
Distinte basie cicli
produttivi
Crp pianif. delle risorse di dettaglio
(verif. capacità prod.)
Piano settimanaledei materiali edelle capacità
Monitoraggio econtrollo dellostato avanzam.
produzione
Rilascio ordinidi acquisto epiano delleconsegne
Rilascio ordiniin produzionee di c/lavoro
IMPOSTAZIONE
MRP : pianificazionee tempificazione del
fabbisogno dimateriali
ESECUZIONE
SVILUPPO
Obiettivo
Effettivo
PIANIFICAZIONE
PROGRAMMAZIONE
CONTROLLO

4
• Valutare fattibilità del piano di marketing, viste le decisioni della produzione strategica
• Elaborare un piano di rifornimento delle risorse necessarie cioè predisporre un modello MRP1 (Materials Requirement Planning) o MRP2 (MaterialsResources Planning).
Programmazione della Produzione: obiettivi

5
MRP-material requirement planning: Principi
Un sistema MRP è uno strumento di supporto alle decisioni: a fronte di un piano di produzione e sulla base di criteri predefiniti, l’MRP propone un piano di ordini tempificato che, successivamente, dovranno essere approvati e rilasciati
Attraverso l’elaborazione dei dati contenuti nel piano principale di produzione, fornisce un quadro completo delle informazioni relative a:
COSA - QUANTO - QUANDO
ACQUISTARE / PRODURRE
COSA - QUANTO - QUANDO
ACQUISTARE / PRODURRE

6
Alcune considerazioni sulla logica MRP
� L’obiettivo primario dell’MRP è quello di mantenere le giacenze in attesa di lavorazione ad un livello tendente a zero, in modo che il WIP complessivo coincida con l’inventario minimo teorico.
L’MRP programma la disponibilità dei componenti e dei sottoassiemi sia acquistati sia prodotti dall’impresa per il momento in cui essi si rendono necessari per la successiva fase di produzione o di spedizione.
� L’MRP realizza essenzialmente una programmazione tempificata; preleva le informazioni dagli ordini di vendita e le trasmette lungo i vari stadi del processo aiutando i responsabili degli approvvigionamenti e della produzione a fornire al momento esatto il giusto quantitativo di materiale per ogni specifica fase di produzione/distribuzione (l’obiettivo è il rispetto degli “appuntamenti “ produttivi).
Quanto detto è certamente vero sul piano concettuale.

7
Alcune considerazioni sulla logica MRP (segue)
� Sul piano pratico, l’effettiva possibilità di giungere a WIP prossimi al minimo teorico dipende dalla correttezza dei lead time: se, per aumentare la probabilità di rispettare gli appuntamenti, ci si cautela assumendo valori di lead time sovrastimati rispetto al valore medio effettivo il livello del WIP tenderà a crescere.
� L’MRP richiede che siano disponibili precise previsioni circa i fabbisogni esterni; necessita inoltre di accurate distinte base.
� Ogni persona che interagisce con il sistema deve essere estremamente rigorosa e tempestiva nella registrazione di ogni aggiornamento.
� L’uso dell’MRP comporta una approfondita conoscenza del suo funzionamento da parte del personale addetto: tutti coloro che hanno contatticon l’MRP debbono prendere ogni decisione utilizzando i dati MRP, in qualsiasi circostanza di gestione.

8
Modalità di funzionamento dell’MRP
Logica dell’esplosione MRP
1. L’esplosione MRP prende in input gli ordini di produzione confermati a livello di articoli MPS cioè gli FPO.
2. Dagli articoli MPS il sistema MRP analizza tutti gli articoli gestiti in sequenza crescente di codice di livello minimo.
3. Per ogni articolo analizza la domanda derivante dagli articoli di livello superiore (detta domanda dipendente) ed eventuali domande derivanti dall’esterno (detta domanda indipendente, cioè ordini o previsioni di ricambio) e le contrappone in modo datato alla giacenza attuale e agli ordini esistenti.

9
Modalità di funzionamento dell’MRP
… segue
4. Nel caso gli stessi ordini esistenti siano con date e quantità non confacenti la domanda, vengono creati dei messaggi di rischedulazione sugli ordini stessi.
5. Se la domanda è superiore alla disponibilità (giacenza e ordini) il sistema crea automaticamente degli ordini pianificati, PLO, datati al momento in cui la disponibilità diventa negativa.
6. Il numero e la dimensione degli ordini creati dipendono dalle regole di lottizzazione definite nell’anagrafica dell’articolo.

10
Modalità di funzionamento dell’MRP
… segue
7. L’ordine creato ha una data di consegna definita al momento in cui la disponibilità diventa negativa e una data di inizio che è anticipata dalla precedente di un numero di giorni pari al lead Time dell’articolo stesso. La data di inizio è la data entro cui devono iniziare le attività produttive o il piazzamento dell’ordine di acquisto al fornitore.
8. Ogni ordine pianificato creato dal sistema viene immediatamente esploso sui codici figli di distinta base creando i corrispondenti fabbisogni in modo che i codici figli possano essere pianificati all’interno della stessa elaborazione. I fabbisogni sono posizionati sulla data di inizio dell’ordine (a meno che in distinta base sia definito un Lead Time offset di rettifica della data del fabbisogno).

11
MODALITA’ DI FUNZIONAMENTO DELL’MRP
W6 W7 W8 W9 W10
M.P.
COMP. 3
MOD. B
COMP. 2
COMP. 1
MOD. A
Prodotto Finito
Distinta base tempificata
W4 W5 W6 W7 W8 W9 W10
M.P.
COMP. 3
COMP. 2
MOD. B COMP. 1
MOD. AP.F.
Piano Ordini
Tempo

12
MRP: presupposti di applicabilità
� Orizzonte di pianificazione sufficientemente ampio (il maggior Lead Time).
� Validità dei parametri gestionali scelti (lead time, lotti, SS).
� Affidabilità e aggiornamento dei dati di Distinta Base.
� Correttezza dei dati di fabbisogno prodotti finiti.
� Sistema informativo affidabile

13
Elaborazione MRP1 (distinta base)(1)
Occorrono due archivi:
Distinta base Cicli di lavoro
������������������������

14
Tipi di distinta base
Esistono 2 fondamentali tipi di Distinta Base:
� Distinta Base di progettazione che ha l’obbligo di descrivere la struttura del prodotto
� Distinta Base di produzione che ha l’obbligo di descrivere il processi produttivo.
La differenza, in genere, si ha nel diverso grado di dettaglio (numero di livelli definiti) tra i due tipi di Distinta Base; mentre nel livello di progettazione può essere utile una Distinta Base dettagliata, in produzione questo può generare difficoltà nel controllo avanzamento produzione (*) ed è quindi consigliabile una Distinta Base più piatta.
(*) La produzione infatti per i livelli di distinta base gestiti emette ordini e ne

15
Quando si crea una Distinta Base si deve decidere se:
� Creare pochi livelli di Distinta Base (distinta piatta).
� Pochi livelli gestiti.
� Pochi W/O.
� Cicli complessi.
� Creare molti livelli di Distinta Base (distinta profonda).
� Molti livelli gestiti.
� Molti W/O.
� Cicli semplici.
Distinta base : criteri di costruzione

16
Elaborazione MRP1 (distinta base)(2)
Struttura ad albero che descrive prodotto per livelli di componenti successivi, dai più complessi ai più elementari
Dall’alto verso il basso : EsplosioneSi identifica il costo di un articolo in base agli elementi costitutivi
Dal basso verso l’alto : ImplosionePermette di determinare in quali pezzi è presente un certo componente

17
OperazioneTempoCosto
Articoloelementare
Articoloelementare
Articoloelementare
Prodottofinito
OperazioneTempoCosto
OperazioneTempoCosto
����� ������������� ��������
Elaborazione MRP1 (cicli di lavoro)(1)

18
Vengono individuate quante e quali lavorazioni sono necessarie, compresi tempi e costi
Fabbisogni lordiSi ottengono scorrendo la distinta base
Fabbisogni nettiSi ottengono dal confronto dei fabbisogni lordi con il database del magazzino materiali
Elaborazione MRP1 (cicli di lavoro)(2)

19
Produzione e Controllo Operativo
Previsioni di vendita
Statusinventariale
Portafoglioordini clienti
Pianificazionedi massima
delle capacità
Piano aggregatodi
produzione
Pianoprincipale di
produzione MPS
Distinte basie cicli
produttivi
Crp pianif. delle risorse di dettaglio
(verif. capacità prod.)
Piano settimanaledei materiali edelle capacità
Monitoraggio econtrollo dellostato avanzam.
produzione
Rilascio ordinidi acquisto epiano delleconsegne
Rilascio ordiniin produzionee di c/lavoro
IMPOSTAZIONE
MRP : pianificazionee tempificazione del
fabbisogno dimateriali
ESECUZIONE
SVILUPPO
Obiettivo
Effettivo
PIANIFICAZIONE
PROGRAMMAZIONE
SCHEDULING E CONTROLLO

20
Scheduling e Controllo operativo: Obiettivi
Scheduling: Assegnare ad ogni turno le operazioni da svolgere indicando i materiali, le macchine, le sequenze. Affrontare i problemi contingenti: assenteismo, guasti (SFC);
Controllo Operativo: Raccogliere le INFORMAZIONI necessarie per il controllo:
- del processo produttivo (PC)
- degli inventari (IC)

21
SCF: Shop Floor Control - Suddivide le quantità decise da MPS/MRP in carico orario di ogni singola macchina
Attualmente la settimana è la scelta più comune come unità di tempo di programmazione
PC: Production Control - A posteriori controlla l’efficienza dei fattori produttivi: avanzamento programmi, rendimento macchine e manodopera.
IC: Inventory Control - A posteriori controlla i livelli delle scorte lungo la catena di fornitura ed i costi ad essi connessi.
Scheduling e Controllo operativo: Obiettivi

22
Scheduling (SFC): le attività
Tradurre gli ordini di produzione (cosa produrre, in che quantità, per quale data) in programmi di produzione indicanti:
� L’assegnazione delle possibili operazioni produttive alle risorse di produzione disponibili
� Il sequenziamento delle operazioni produttive sulle risorse assegnate
rispettando i vincoli imposti dai cicli produttivi e dalla disponibilità di risorse (macchine, operatori, attrezzature, materiali, informazioni, spazi di stoccaggio, dispositivi di trasporto).

23
Scheduling (SFC): le caratteristiche
I dati a carico provenienti da MPS vengono, in ogni centro di capacità, suddivisi in programmazione oraria di ogni singola macchina.
La complessità del processo dipende dall’organizzazione del processo produttivo.
Ad esempio quando la produzione è suddivisa in piccoli lotti chedifficilmente saturano una singola macchina, l’SFC deve minimizzare i tempi di cambio tipo, riducendo al minimo i tempi d’attesa per successive lavorazioni ed i tempi di inattività delle macchine.

24
ALGORITMICIDI CALCOLO
Scheduling (SFC): le tecniche
ANALITICI
ALGORITMICI ENUMERATIVI
EURISTICI MIOPI
PER SOSTITUZIONEDI OBIETTVI
INTERATTIVI
FORMALISMOMATEMATICO
LIMITE DI OTTIMALITA’
FLESSIBILITA’ D’IMPIEGO
METODI DI OTTIMIZZAZIONE“soluzione ottima”
METODI EURISTICI“soluzione buona”

25
� Job basedSi schedula tutto il portafoglio ordini in ordine di priorità di ciascun ordine/operazione
� Resource basedSi schedulano prima le risorse che costituiscono i colli di bottiglia. Le rimanenti risorse vengono schedulate successivamente (anche acapacità infinita, verificando che l’ipotesi sia valida)
� Event basedSimulando la progressione del tempo, si schedula su ogni risorsa ciò che in quell’istante è prioritario all’interno di un portafogliooperazioni disponibili.
Scheduling (SFC): i metodi interattivi

26
� Shortest Processing Time: viene caricato il job che ha il tempo di
lavorazione più breve sulla macchina considerata;
� Longest Processing Time: viene caricato il job che ha il tempo di
lavorazione più lungo sulla macchina considerata;
� Least Remaining Work: viene caricato il job che ha il minor tempo
complessivo di lavorazione sulle macchine che ancora deve visitare;
� Minimum Setup Time: viene caricato il job che comporta, dato lo stato
della macchina, il minimo tempo di setup;
Regole che considerano il tempo di lavorazione o il tempo di setup
Scheduling (SFC): le regole
27
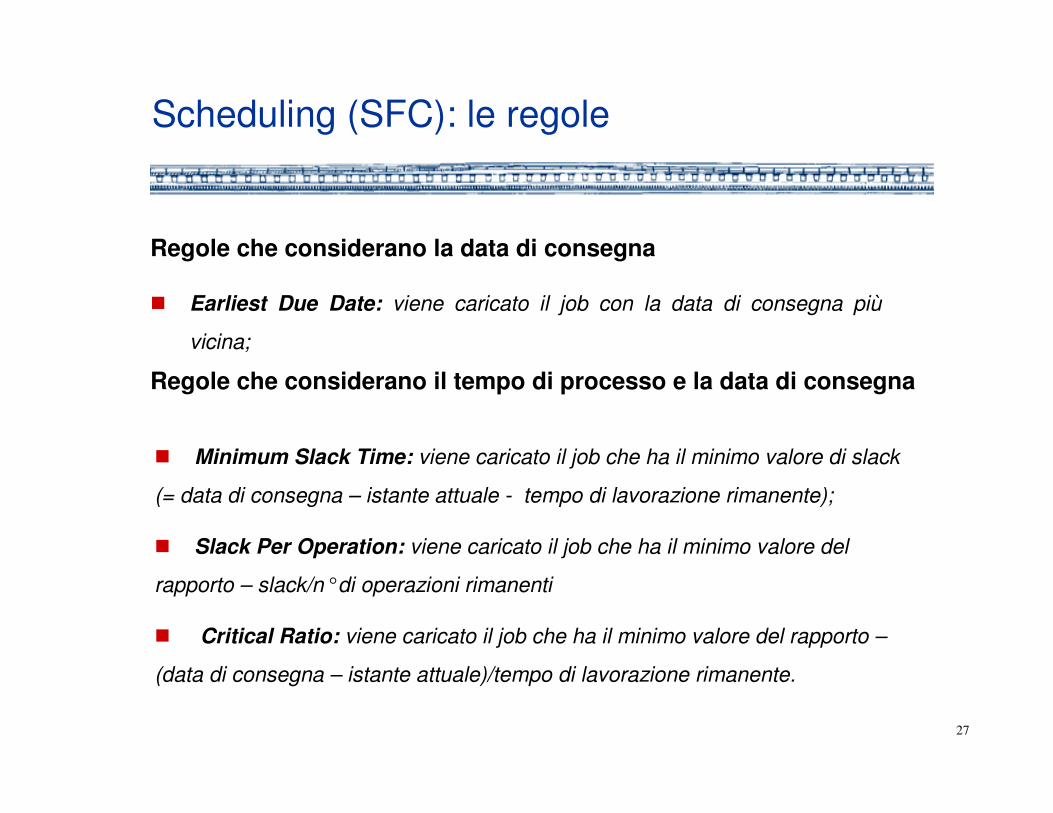
� Earliest Due Date: viene caricato il job con la data di consegna più
vicina;
Regole che considerano la data di consegna
� Minimum Slack Time: viene caricato il job che ha il minimo valore di slack
(= data di consegna – istante attuale - tempo di lavorazione rimanente);
� Slack Per Operation: viene caricato il job che ha il minimo valore del
rapporto – slack/n° di operazioni rimanenti
� Critical Ratio: viene caricato il job che ha il minimo valore del rapporto –
(data di consegna – istante attuale)/tempo di lavorazione rimanente.
Regole che considerano il tempo di processo e la data di consegna
Scheduling (SFC): le regole

28
� FIFO: viene schedulato il primo job entrato in coda. I job vengono
semplicemente processati nel momento in cui si rendono disponibili,
cioè ordinandoli secondo tempi di rilascio (release time) crescenti;
� LIFO: viene schedulato l’ultimo job entrato in coda;
� Most Remaining Operations: viene schedulato il job con il maggior
numero di operazioni ancora da eseguire;
� Fewest Remaining Operations: viene schedulato il job con il minor
numero di operazioni ancora da eseguire;
Regole che considerano la situazione dei job
Scheduling (SFC): le regole

29
La visualizzazione della programmazione di un’officina utilizza il diagramma di Gantt dove le righe sono riferite alle macchine e le colonne ai tempi.
Scheduling (SFC): l’output
23-ott 24-ott 25-ott 26-ott 28-ott 29-ott 30-ott 31-ott 01-nov 02-nov 04-nov 05-nov 06-nov 07-nov 08-nov 09-nov 11-nov 12-nov 13-nov 14-nov 15-nov 16-nov
44
45272836293331403225158
RITARDO SULLA DATA DI CONSEGNA
RITARDO SULLA DATA ORDINE MRP
C.S 81111
E Box
C.S 61846 - 847
Recliner 6/11
62506 - 507C.S
Ricoprimento
62898
Retroscocca
C.S
C.S
Cover 62300
C.S
Case Evap
62426D
61474
C.S 63531
Splash Shield
C.S
Case Evap
63316D 63315 80484
62654
Semicarter lato motore
C.S
485 - 6
63675 - 676
80916C.S
E Box
C.S
C.S
OTTOBRE - NOVEMBREFranc. DiaviaCristina Valentina
Fabio
wk 43 wk 44 wk 45 wk 46
FESTIVO
FESTIVO
Corpo Principale 80771
62540 62541
Condotto 63411 - 2
C.S 5441
Elemento Sistema Jolly
C.SCase Evap
D 61864
Griffpaar PROVA
C.S C.S
Case Evap
61865D C.S
Case Evap
61864D
Haube 60178
62991
Fianchetto
712 - 713 6256463465 - 66
Pannellino
C.S 62564 - 65
Kabelkanal
C.S
30/10
Sedile Oval
Floor Duct
62928
C.S
Griff 63824
Splash Shield
63531
Cofano Anteriore
C.S
Cofano Gulliverino
80553
Caretr Breeze
C.S n° 09 ordini (tutti )
Sedile montato breeze
C.S n° 14 ordini (tutti )
63523
Convogliatore
C.S 625
4/114989
Casserino
C.S6/11
C.S
Cover 13/11
C.S 80823
Paper Tray
80822
61865
62708
Semicarter lato catena
C.S 6270762655Griffpaar
63486
C.S
Case Evap
D
C.S 62508 - 509
Ricoprimento
61046
Griff
C.S
18/11
C.S
Tray Rec. 80203
C.S
Cover Rec. 80457 - 204
63066 - 67
Versta. ST.?
C.S
28/10
Cruscotto
C.S 63264 - 265
Ricoprimento
Schalter
63652
Schienale Oval
C.S
C.S 63243
Carter
61863C.S
Case Distribution
D63521
Luftuehrung
C.S
63486
Guscio Pistola
C.S
63522
Prallelement
C.S
4/11
276
Spalliera Breeze
C.S n° 13 ordini (tutti )
C.S 63241
Carter
62552
Schubladenblende
C.S
Handschutz
C.S 63357
4/11
C.S 80863
Extrusion
61866D
Case Air Inlet
C.SSheath
C.S 61174
6/11
63534
Convogliatore
C.S
8/11 Convogliatore 63535 - 6
C.S C.S 61844 - 845
Recliner 6/11
C.S
Ricoprimento
C.S 63237 - 239
Carter
C.S 61849 - 850
Recliner
Cruscotto Frontale Concorde
C.S 61645
Plate Receiver
C.S
Recliner
15/11
6/11
5/11
12/11
4/11
8/11 19/11
18/11
4/11
27/11
8/11 19/11
12/11
30
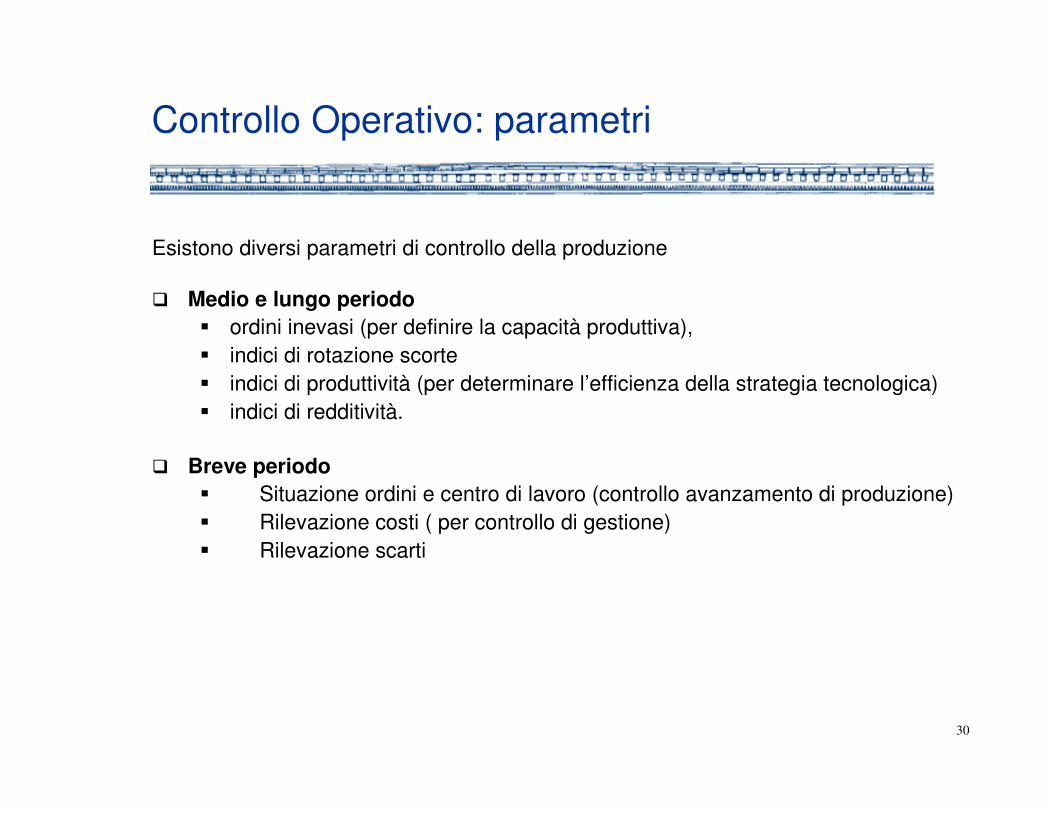
Controllo Operativo: parametri
Esistono diversi parametri di controllo della produzione
� Medio e lungo periodo� ordini inevasi (per definire la capacità produttiva),� indici di rotazione scorte� indici di produttività (per determinare l’efficienza della strategia tecnologica)� indici di redditività.
� Breve periodo� Situazione ordini e centro di lavoro (controllo avanzamento di produzione)� Rilevazione costi ( per controllo di gestione)� Rilevazione scarti

31
A seconda del momento in cui la rilevazione di avanzamento viene trasmessa al sistema informativo, si distinguono:
� RILEVAZIONE IMMEDIATAEseguita non appena è ultimata la fase di lavorazione. La tecnologiamette a disposizione degli Utenti supporti pratici ed affidabili quali i codici a barre o le tessere magnetiche, che consentono all’operatore di interrompere solo brevemente il lavoro effettivo per comunicare al sistema l’operazione compiuta.
� RILEVAZIONE DIFFERITABasata sull’inserimento manuale, a cura di un terminalista, dei dati scritti sui documenti che accompagnano la merce in lavorazione o su bolle di produzione compilate dagli operatori
� RILEVAZIONE AUTOMATICANel caso in cui si disponga di elaboratori di processo collegati agli impianti di produzione.
Controllo Operativo: tempistiche

32
Inventory Control (IC): Materiali
Per comprendere come definire ed utilizzare il sistema di controllo scorte è necessario comprendere la relazione esistente tra costi e scorte.
Classificazione dei MATERIALI
Distinzione Fisica:- Materie Prime- Semilavorati/WIP- Prodotti Finiti
Distinzione Funzionale- Scorte Fisiologiche (scorta di processo, scorta di sincronizzazione)- Scorte di Sicurezza- Scorte Speculative

33
Inventory Control (IC): Costi
Classificazione dei COSTI
� Costi di Approvvigionamento o di Emissione dell’Ordine- Costi di Acquisto (ricerca e selezione del fornitore, prezzo, sconti di quantità)- Costi di Ordinazione (spese postali, telefoniche, fatturazione, …)
� Costi di Mantenimento delle Scorte- Costo Finanziario del capitale investito in scorte (inteso come oneri finanziari sostenuti dall’azienda per reperire le risorse necessarie)- Costo Logistico di Gestione operativa dei magazzini (inteso come uomini, mezzi, procedure e spazi che garantiscono il funzionamento fisico delle strutture di magazzino)- Costi di Stock-Out (Perdita di immagine, Perdita di mercato, Scadimento delle performance (livello di servizio))

34
Controllo Operativo: Inventory Control (IC)
GIACENZA (FINE MESE)
COSTO DEL VENDUTO (CDV)INVENTORY TURNOVER (T/O) =
GLI STRUMENTI DI CONTROLLO
Tempo di copertura (sett.) = Giacenze (pezzi)
Consumi medi (pezzi/settimana)
Analisi ABC
Cross Analysis

35
Controllo Operativo: Production Control (PC)
Rileva a posteriori l’andamento del processo produttivo raccogliendo le seguenti INFORMAZIONI:
1. Scostamento della lavorazione rispetto ai programmi 2. Saturazione ed efficienza degli impianti3. Rendimento della mano d’opera.

36
Si = Qi - PiSi = Scostamento prodottoQi = Quantità prodottaPi = Quantità programmata
Qi * tsi = OqiPi * tsi = Opi tsi = Tempo std unitario prodotto i
Oqi = Ore prodotte per iOpi = Ore programmate per i
Production Control (PC)

37
�����������
Sm = Saturazione macchinaSm = Op / Od
Op = ore programmate su macchina incluse i cambi tipo e la manutenzione preventiva programmataOd = Ore disponibili su macchina (somma delle ore dei turni programmati)
���� �����
Sm = Oip / OdOip = ore in cui la macchina è stata effettivamente impegnata.
Production Control (PC)

38
Utilizzazione:U = Oe / Oip dove Oe = Oip - Og (ore fermata per guasto)
Rendimento mano d’operaR = Oqi / Oe doveOqi=ore prodotteOe = ore effettivamente lavorate (esclusi cambi tipo e riparazioni)
Production Control (PC)

39
Caso 2
Procedura MRP1Procedura MRP1



![Luca Baldin [modalità compatibilità] · tutte le fonti di segnale: DTT, SAT e IP . L’esplosione dei contenuti video Un trend inequivocabile • L’audience sta aumentando ...](https://static.fdocumenti.com/doc/165x107/5fd9630f2def71612c212d2f/luca-baldin-modalit-compatibilit-tutte-le-fonti-di-segnale-dtt-sat-e-ip.jpg)