CORRELAZIONI TRA PROPRIETA’ DELLA CARTA TISSUE E … · • resine per resistenze meccaniche: ......
42
CORRELAZIONI TRA PROPRIETA’ DELLA CARTA TISSUE E PARAMETRI CHIMICO-FISICI DEL PROCESSO
Transcript of CORRELAZIONI TRA PROPRIETA’ DELLA CARTA TISSUE E … · • resine per resistenze meccaniche: ......
CORRELAZIONI TRA PROPRIETA’ DELLA
CARTA TISSUE E PARAMETRI
CHIMICO-FISICI DEL PROCESSO
• EFFETTUARE ANALISI CHIMICO-FISICHE SULL’IMPASTO FIBROSO
• TENERE SOTTO CONTROLLO LA QUALITA’ DELLA CARTA
SCOPO: CERCARE NUOVE RELAZIONI
TRA I PARAMETRI OSSERVATI
PER RENDERE PIU’ STABILE E
AFFIDABILE IL PROCESSO

IL PROCESSO DI FABBRICAZIONE
DELLA CARTA
• LA PREPARAZIONE IMPASTI
• LA MACCHINA CONTINUA
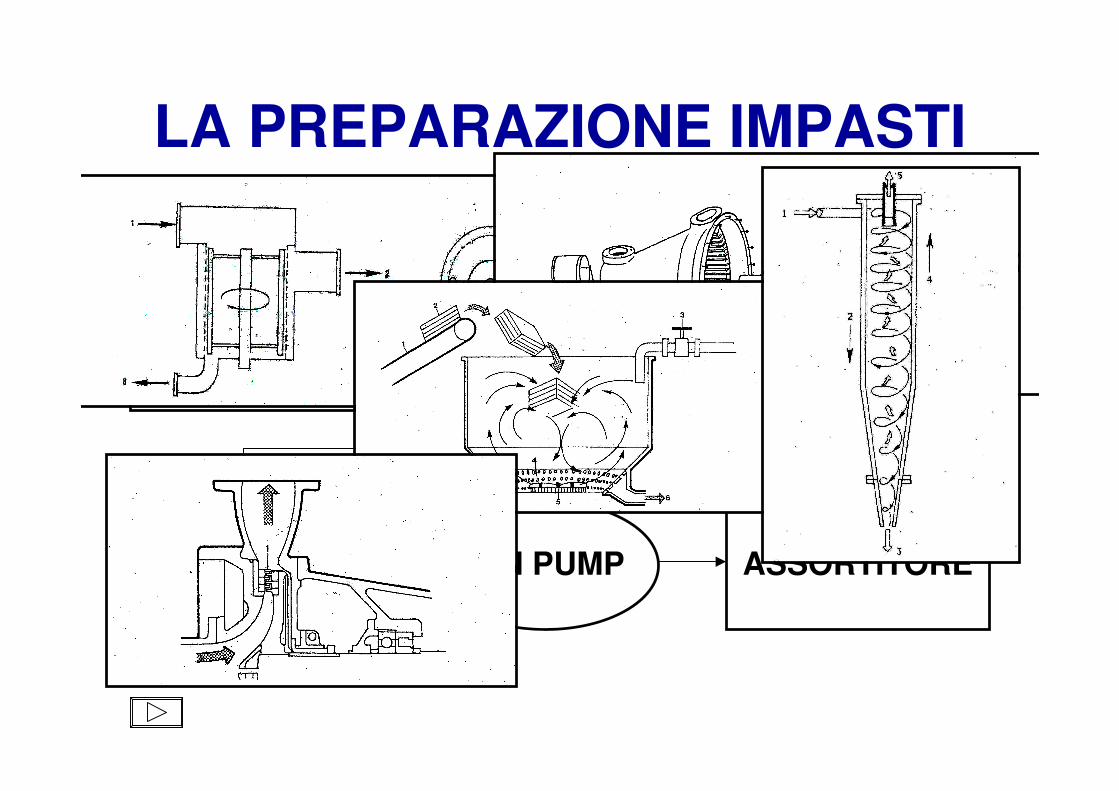
LA PREPARAZIONE IMPASTI
PULPEREPURATORE
AD ALTA DENSITA’
DEPASTIGLIATORE
RAFFINATORE
ASSORTITOREFUN PUMP
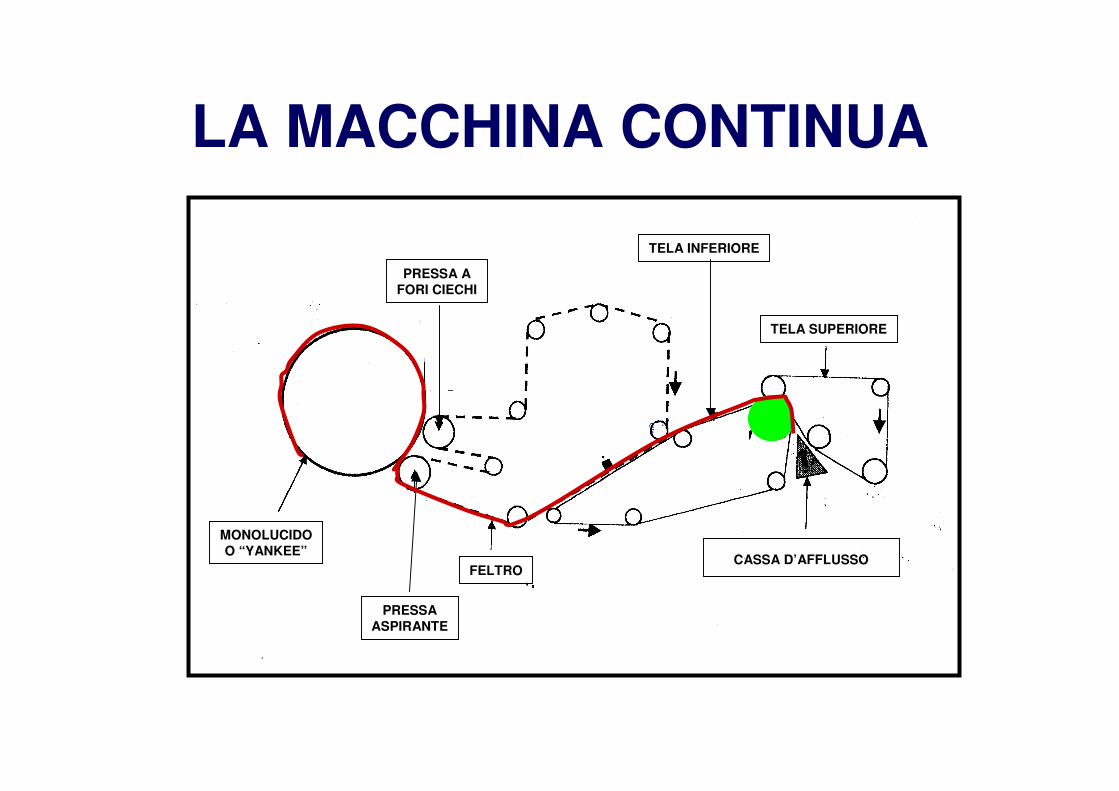
LA MACCHINA CONTINUA
CASSA D’AFFLUSSO
TELA SUPERIORE
TELA INFERIORE
FELTRO
PRESSA A
FORI CIECHI
PRESSA
ASPIRANTE
MONOLUCIDO
O “YANKEE”

I COMPONENTI DELL’IMPASTO
�FIBRE
�PARTI FINI
�MATERIE AUSILIARIE
�ACQUA
FIBRE: CELLULE DEL LEGNO AVENTI
FUNZIONI MECCANICHE E DI
TRASPORTO DEI FLUIDI NELLA
PIANTA.
SONO COSTITUITE DA :
• CELLULOSA;
• EMICELLULOSE;
• LIGNINA.

PARTI FINI: ELEMENTI COSTITUITI DA
CELLULOSA.
SI STACCANO DALLE FIBRE
PER SFREGAMENTO
MECCANICO.
MATERIE AUSILIARIE: COMPOSTI CHIMICI DI VARIA NATURA UTILIZZATI PER FAVORIRE IL PROCESSO E PER MIGLIORARE LE CARATTERISTICHE DELLA CARTA:
• RITENTIVI;
• ANTISCHIUMA;
• RESINE PER RESISTENZE MECCANICHE:
• “CARICHE”;
• ANTIPECI;
• BIOCIDI.
L’ACQUA E’ IL MEZZO DI SOSPENSIONE DELL’IMPASTO E LO COMPONE PER PIU’ DEL 99%.
� RIGONFIARE LE FIBRE RENDENDOLE PIU’MALLEABILI;
�RENDE PIU’ REATTIVI I GRUPPI OSSIDRILICI PRESENTI NELLA CELLULOSA.
LE ACQUE DI PROCESSO SI DIVIDONO IN:
• ACQUE FRESCHE;
• ACQUE PRIME;
• ACQUE SECONDE.
ACQUE FRESCHE
ACQUE DI ORIGINE ESTERNA CUI SI RICORRE
PER EVITARE ECCESSIVO ACCUMULO DI
SOSTANZE INQUINANTI E PER
REINTEGRARE LE ACQUE EVAPORATE IN
CORRISPONDENZA DEL MONOLUCIDO
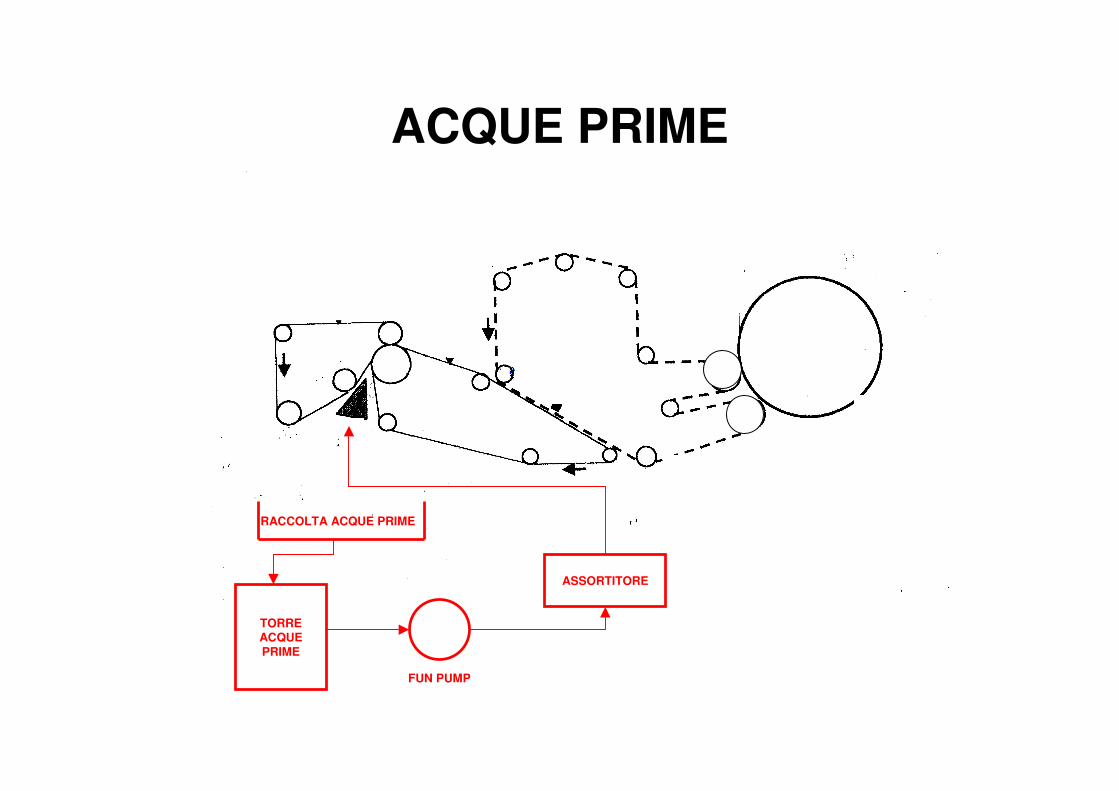
ACQUE PRIME
TORREACQUEPRIME
ASSORTITORE
RACCOLTA ACQUE PRIME
FUN PUMP
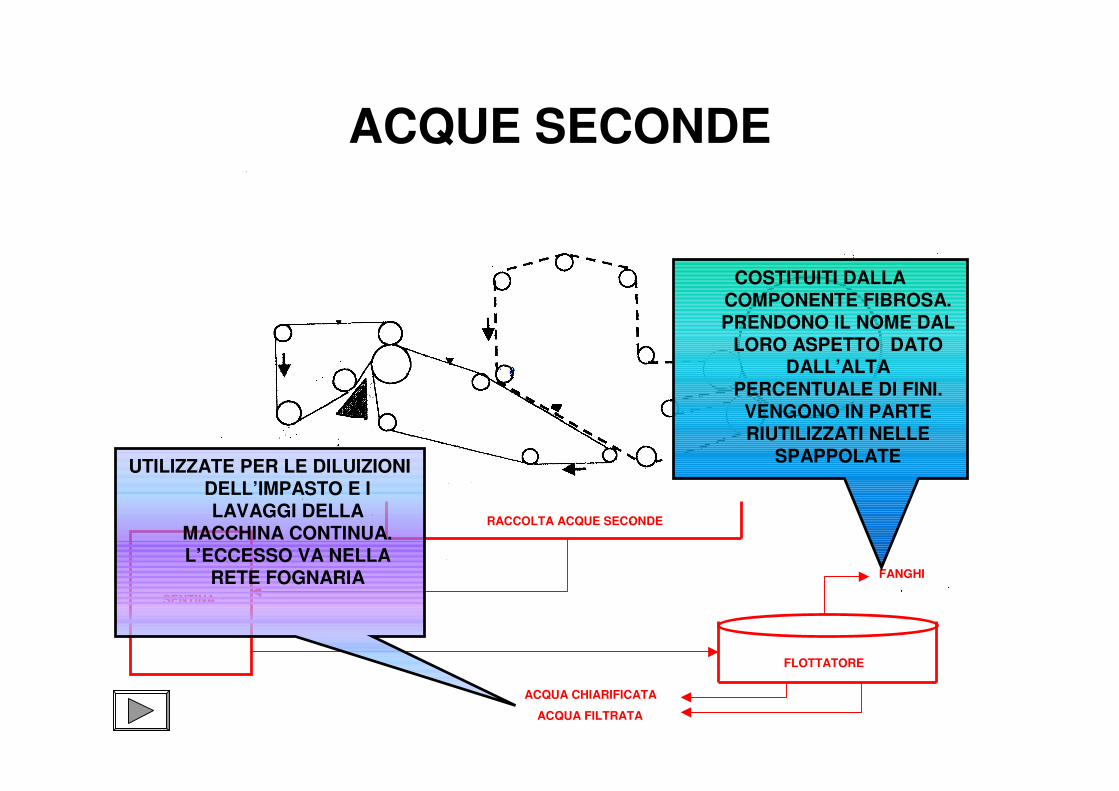
ACQUE SECONDE
RACCOLTA ACQUE SECONDE
SENTINA
FLOTTATORE
FANGHI
ACQUA CHIARIFICATA
ACQUA FILTRATA
COSTITUITI DALLA COMPONENTE FIBROSA. PRENDONO IL NOME DAL
LORO ASPETTO DATO DALL’ALTA
PERCENTUALE DI FINI. VENGONO IN PARTE RIUTILIZZATI NELLE
SPAPPOLATE UTILIZZATE PER LE DILUIZIONI
DELL’IMPASTO E I LAVAGGI DELLA
MACCHINA CONTINUA. L’ECCESSO VA NELLA
RETE FOGNARIA
AZIONE CHIMICA
- COAGULANTI: MOLECOLE CATIONICHE DI
NATURA ORGANICA O INORGANICA A BASSO
PESO MOLECOLARE ED ALTA DENSITA’ DI
CARICA, NEUTRALIZZANO LA CARICA
NEGATIVA DELLE FIBRE PERMETTENDO LORO
DI AVVICINARSI;
- FLOCCULANTI: POLIMERI AD ALTO PESO
MOLECOLARE DOTATI DI CARICA NEGATIVA,
PERMETTONO DI AGGLOMERARE LE
PARTICELLE DOPO L’AZIONE DEI
COAGULANTI.
IL CONTROLLO DEL PROCESSO
IL pH;
LA CONDUCIBILITA’;
LA CARICA IONICA;
IL GRADO DI RAFFINAZIONE;
LE MISURE DI CONSISTENZA;
LE CARATTERISTICHE MECCANICHE DEL FOGLIO;
LA VALVOLA DI GRAMMATURA.
IL pH
PERMETTE DI CONTROLLARE LA QUALITA’ GENERALE DELLE ACQUE DI PROCESSO.
DIPENDE DA:
• VARIAZIONE DEL TIPO DI CELLULOSA;
• QUALITA’/QUANTITA’ DI PRODOTTI CHIMICI ADDIZIONATI
• QUALITA’/QUANTITA’ DEI FANGHI NELLE SPAPPOLATE.
IL pH
CONDIZIONI OTTIMALI: pH = 7-8
ECCESSIVE FLUTTUAZIONI POTREBBERO
LIMITARE L’EFFICIENZA DEI PRODOTTI
CHIMICI E DIMINUIRE LA PLASTICITA’
DELLE FIBRE
LA CONDUCIBILITA’
PERMETTE DI STIMARE LA QUANTITA’ DI SALI DISCIOLTI NELL’IMPASTO
DIPENDE DA:
• APERTURA (CHIUSURA) DEL CICLO DELLE ACQUE;
• VARIAZIONE DEL TIPO DI CELLULOSA;
• QUALITA’/QUANTITA’ DEI FANGHI NELLE SPAPPOLATE.
LA CONDUCIBILITA’
UNA CONDUCIBILITA’ ELEVATA PORTA A:
• CORROSIONE DELL’IMPIANTO;
• RIDUZIONE DELLA RITENZIONE;
• FORMAZIONE DI DEPOSITI;
• FORMAZIONE DI SCHIUMA.
LA CARICA IONICA
CARICA ELETTROSTATICA CHE SI GENERA
SULLA SUPERFICIE DEL COLLOIDE A
CONTATTO CON IL MEZZO DISPERDENTE
NELL’IMPASTO DI CARTIERA HA
GENERALMENTE SEGNO NEGATIVO PER
LA PREVALENZA DI FIBRE E PER LA
PRESENZA DI “ANIONIC TRASH”.
LA CARICA IONICA
PERMETTE DI CONTROLLARE LE CONDIZIONI DEI SISTEMI ACQUOSI DI CARTIERA E L’EFFICIENZA E IL DOSAGGIO DEI PRODOTTI CHIMICI
SE TROPPO NEGATIVA CAUSA:
• BASSA RITENZIONE (LE FIBRE SI RESPINGONO);
• ACCUMULO DI INQUINANTI.
IL GRADO DI RAFFINAZIONE
RAFFINAZIONE: LAVORAZIONE DELLE
FIBRE ATTA A MIGLIORARNE LE
CARATTERISTICHE MECCANICHE TRAMITE
MODIFICHE STRUTTURALI
• FIBRILLAZIONE ESTERNA;
• FIBRILLAZIONE INTERNA;
• ACCORCIAMENTO E FORMAZIONE DI FINI.

IL GRADO DI RAFFINAZIONE

IL GRADO DI RAFFINAZIONE
RAFFINAZIONE(PRODUZIONE DI FINI,FIBRILLAZIONE)
DIMINUZIONE
DELLA
SCOLANTEZZA
CAPACITA’
DELL’IMPASTO DI DRENARE
L’ACQUA
• ACQUE FILTRATE E CHIARIFICATE;
• FANGHI;
• ACQUE BIANCHE
MISURE DI CONSISTENZA
FILTRO PIENO – FILTRO VUOTO
BOTTIGLIA PIENA – BOTTIGLIA VUOTACONSISTENZA (ppm)=
�FUNZIONAMENTO DEL FLOTTATORE
�CONTROLLO ACQUE DA INVIARE ALLA RETE FOGNARIA
INFLUENZA I PARAMETRI CHIMICO-FISICI DELL’IMPASTO
X 1000000
RITENZIONE
MISURE DI CONSISTENZA
RITENZIONE: PERCENTUALE DI
COMPONENTE FIBROSA INTRODOTTA
NELLA CASSA D’AFFLUSSO CHE
EFFETTIVAMENTE SI TRASFORMA IN
CARTA
RITENZIONE%=CONS.CASSA D’AFFLUSSO-CONS.SOTTO TELA
CONS.CASSA D’AFFLUSSO
X 100
E’ UN IMPORTANTE INDICE DELL’EFFICIENZA DELLA MACCHINA CONTINUA
LA RITENZIONE DIPENDE SOPRATTUTTO DAL DOSAGGIO PRODOTTI CHIMICI;

CARATTERISTICHE MECCANICHE
DEL FOGLIO
RESISTENZA OPPOSTA DALLA CARTA A
DIVERSI TIPI DI SOLLECITAZIONI
EFFETTUATE SUL FOGLIO SECCO O
UMIDO:
• CARICO;
• SCOPPIO A UMIDO.
FORZA DI TRAZIONE, APPLICATA ALLE DUE
ESTREMITA’ DI UNA PROVETTA DI CARTA,
NECESSARIA PER PROVOCARNE LA
ROTTURAPRESSIONE MASSIMA RETTA DA UNA PROVETTA DI CARTA
UMIDA APPLICATA PERPENDICOLARMENTE ALLA
SUA SUPERFICIE
CARATTERISTICHE MECCANICHE
DEL FOGLIO
DIPENDONO DAI LEGAMI CHE SI FORMANO TRA LE FIBRE.
• RAFFINAZIONE;
• AGGIUNTA DI PRODOTTI CHIMICI.
KYMENE®:
CARATTERISTICHE MECCANICHE
DEL FOGLIO
⊕⊕⊕⊕Cl
CARBOSSIMETILCELLULOSA
(CMC):
VALVOLA DI GRAMMATURA
SISTEMA DI DOSAGGIO DELL’IMPASTO
PERMETTE DI MANTENERE COSTANTE LA GRAMMATURA DELLA CARTA
LA PERCENTUALE DI APERTURA DIPENDE
DALLA CONSISTENZA DELL’IMPASTO
I RISULTATI SPERIMENTALI
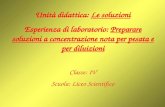
RITENZIONE / SCOPPIO A UMIDO
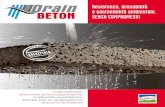
VALVOLA DI GRAMMATURA / CARICHI
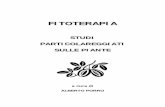
CONDUCIBILITA’ / CONSISTENZA DEI FANGHI
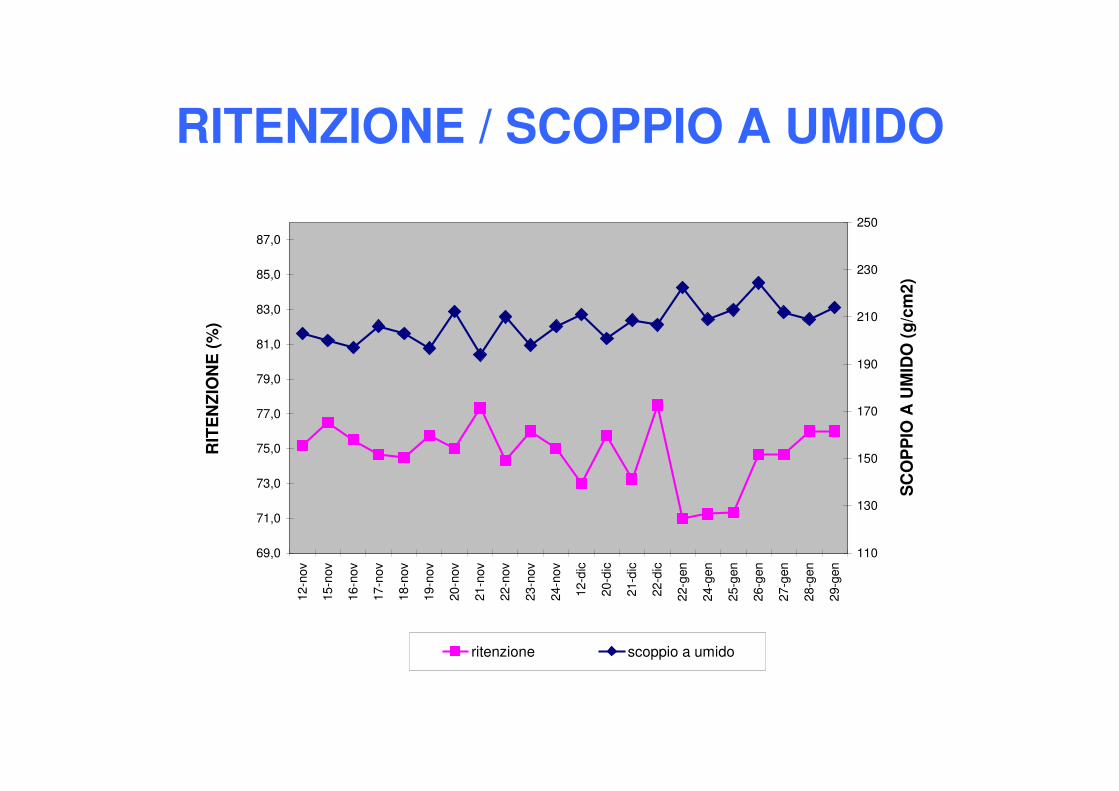
RITENZIONE / SCOPPIO A UMIDO
69,0
71,0
73,0
75,0
77,0
79,0
81,0
83,0
85,0
87,0
12
-nov
15
-nov
16
-nov
17
-nov
18
-nov
19
-nov
20
-nov
21
-nov
22
-nov
23
-nov
24
-nov
12-d
ic
20-d
ic
21-d
ic
22-d
ic
22-g
en
24-g
en
25-g
en
26-g
en
27-g
en
28-g
en
29-g
en
RIT
EN
ZIO
NE
(%
)
110
130
150
170
190
210
230
250
SC
OP
PIO
A U
MID
O (
g/c
m2
)
ritenzione scoppio a umido
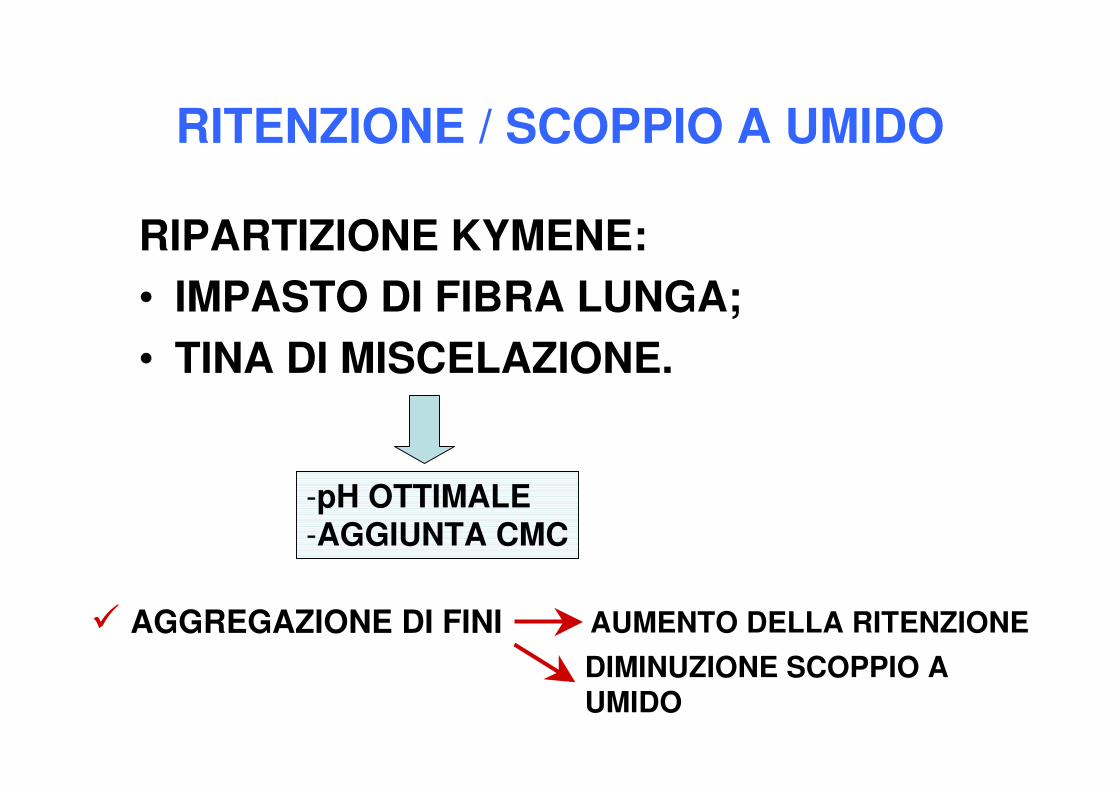
� AGGREGAZIONE DI FINI
RITENZIONE / SCOPPIO A UMIDO
RIPARTIZIONE KYMENE:
• IMPASTO DI FIBRA LUNGA;
• TINA DI MISCELAZIONE.
-pH OTTIMALE-AGGIUNTA CMC
AUMENTO DELLA RITENZIONE
DIMINUZIONE SCOPPIO A
UMIDO
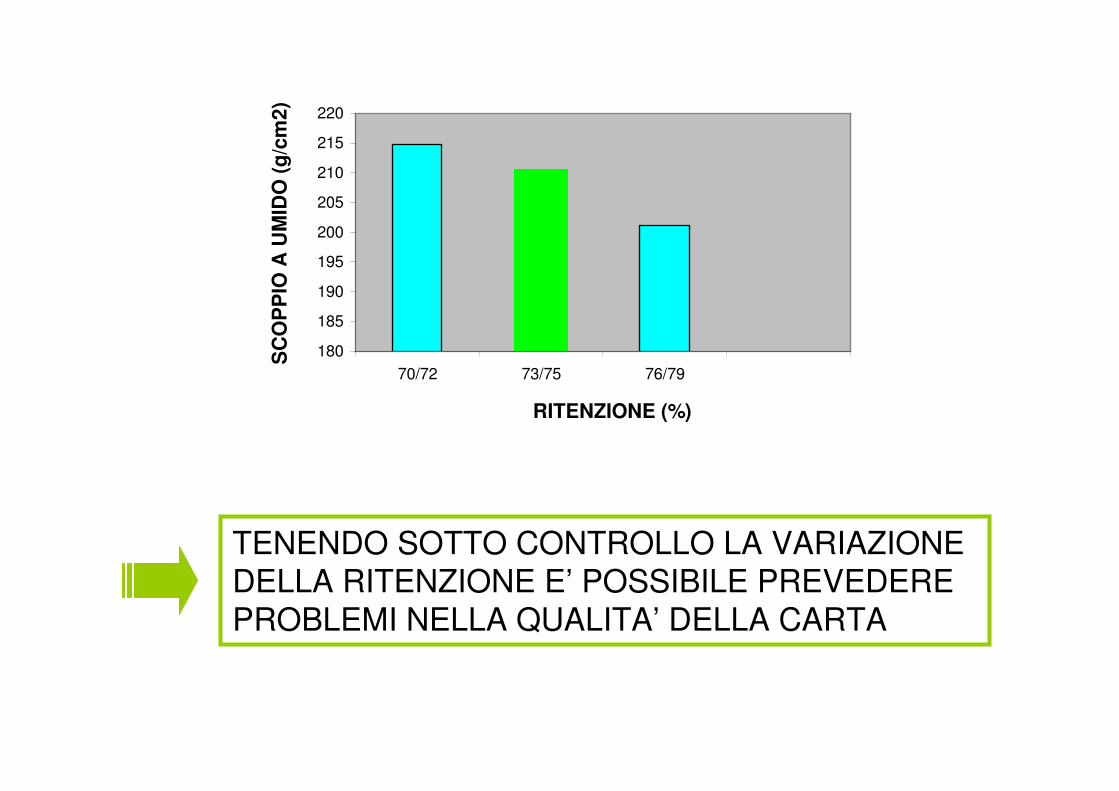
180
185
190
195
200
205
210
215
220
70/72 73/75 76/79
RITENZIONE (%)
SC
OP
PIO
A U
MID
O (
g/c
m2)
TENENDO SOTTO CONTROLLO LA VARIAZIONE DELLA RITENZIONE E’ POSSIBILE PREVEDERE
PROBLEMI NELLA QUALITA’ DELLA CARTA
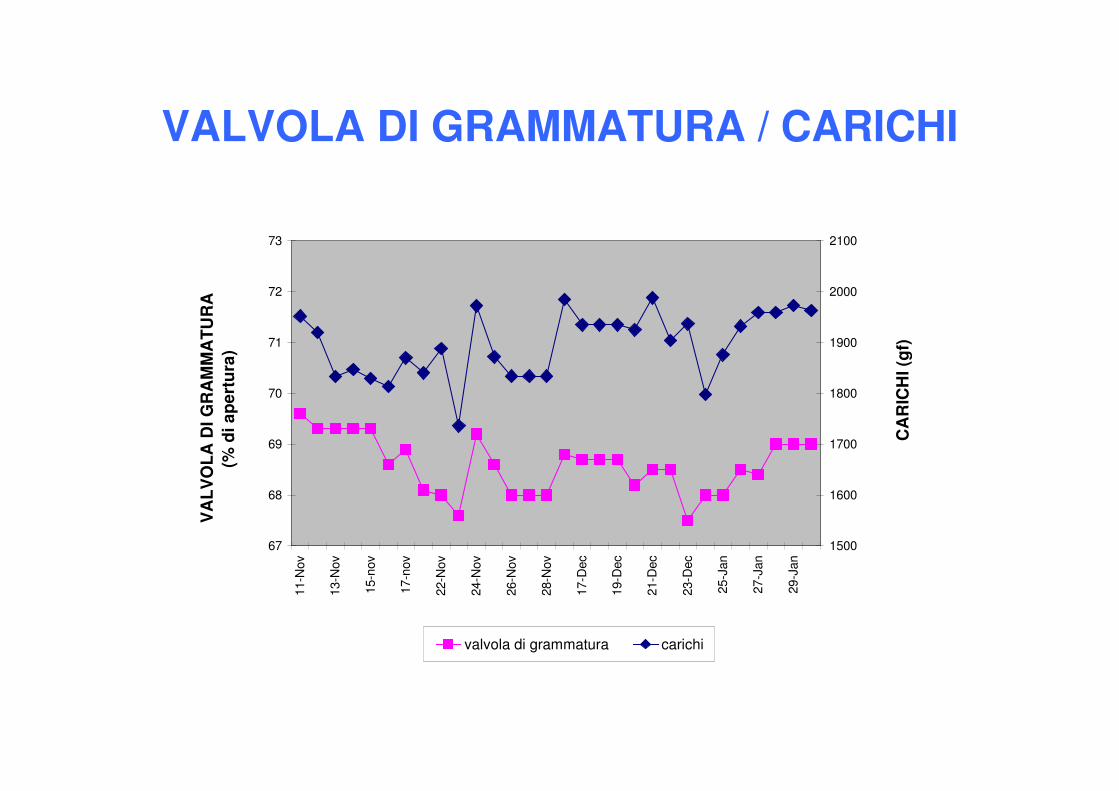
VALVOLA DI GRAMMATURA / CARICHI
67
68
69
70
71
72
73
11-N
ov
13-N
ov
15-n
ov
17-n
ov
22-N
ov
24-N
ov
26-N
ov
28-N
ov
17-D
ec
19-D
ec
21-D
ec
23-D
ec
25
-Jan
27
-Jan
29
-Jan
VA
LV
OL
A D
I G
RA
MM
AT
UR
A
(% d
i a
pe
rtu
ra)
1500
1600
1700
1800
1900
2000
2100
CA
RIC
HI (g
f)
valvola di grammatura carichi
VALVOLA DI GRAMMATURA / CARICHI
VALVOLA DI GRAMMATURA PIU’ APERTA
(CONSISTENZA DELL’IMPASTO MINORE)
- MIGLIORE INTRECCIO MECCANICO
- MAGGIORE FORMAZIONE DI LEGAMI INTERFIBRA
� CONSISTENZE TROPPO BASSE INFICIANO
LA RITENZIONE
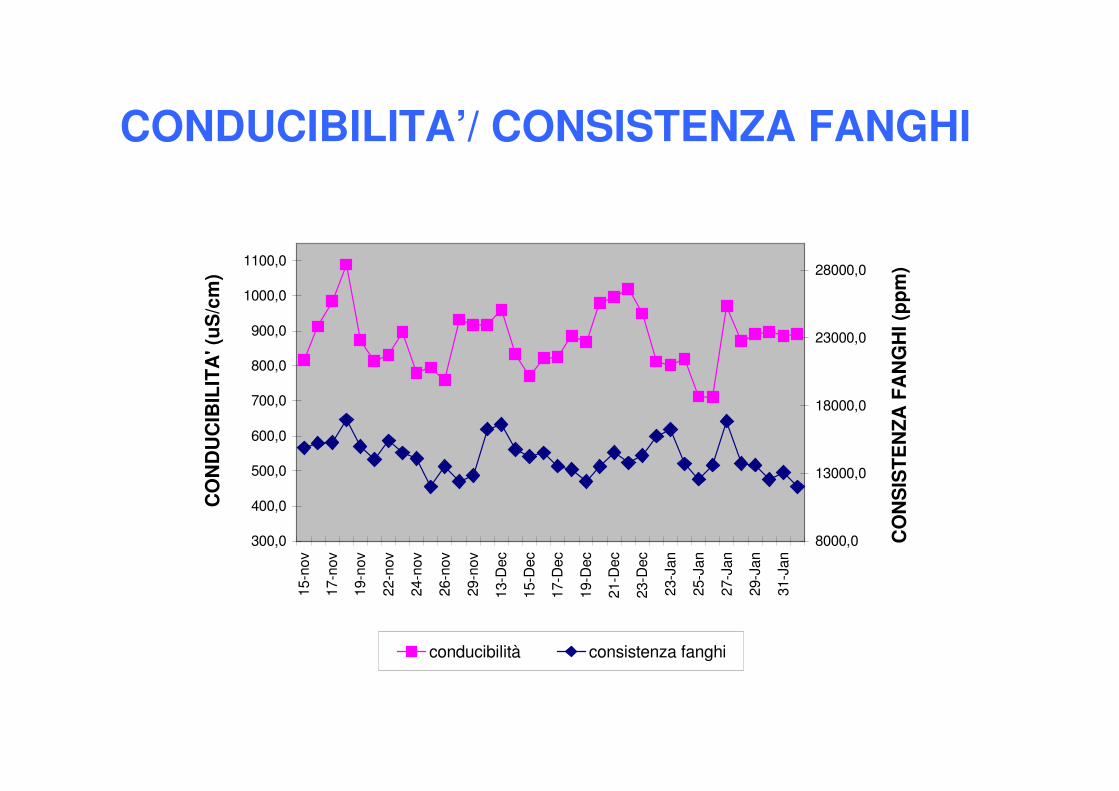
CONDUCIBILITA’/ CONSISTENZA FANGHI
300,0
400,0
500,0
600,0
700,0
800,0
900,0
1000,0
1100,0
15-n
ov
17-n
ov
19-n
ov
22-n
ov
24-n
ov
26-n
ov
29-n
ov
13-D
ec
15-D
ec
17-D
ec
19-D
ec
21-D
ec
23-D
ec
23-J
an
25-J
an
27-J
an
29-J
an
31-J
an
CO
ND
UC
IBIL
ITA
' (u
S/c
m)
8000,0
13000,0
18000,0
23000,0
28000,0
CO
NS
IST
EN
ZA
FA
NG
HI (p
pm
)
conducibilità consistenza fanghi
CONDUCIBILITA’ / CONSISTENZA FANGHI
FINI E AUSILIARI CHIMICI ATTRAGGONO GLI IONI E LI TRASPORTANO FINO ALL’INTERNO DELL’IMPASTO
AUMENTO DELLA CONDUCIBILITA’
AUMENTO DELLA CONSISTENZA
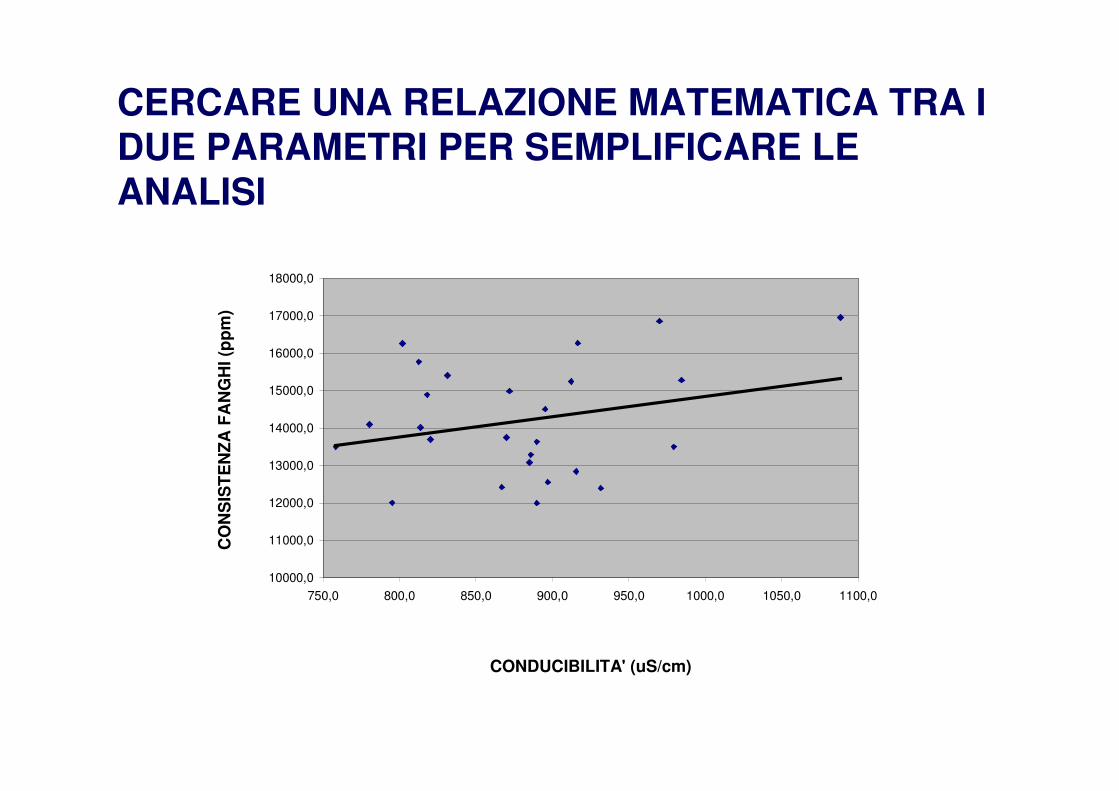
CERCARE UNA RELAZIONE MATEMATICA TRA I
DUE PARAMETRI PER SEMPLIFICARE LE
ANALISI
10000,0
11000,0
12000,0
13000,0
14000,0
15000,0
16000,0
17000,0
18000,0
750,0 800,0 850,0 900,0 950,0 1000,0 1050,0 1100,0
CONDUCIBILITA' (uS/cm)
CO
NS
IST
EN
ZA
FA
NG
HI (p
pm
)
SULLA CONDUCIBILITA’ IN CASSA D’AFFLUSSO HANNO EFFETTO ANCHE MOLTI ALTRI FATTORI
CONSISTENZA FANGHI
CONDUCIBILITA’ FANGHI
CORRELAZIONI TRA PROPRIETA’ DELLA
CARTA TISSUE E PARAMETRI
CHIMICO-FISICI DEL PROCESSO