Contaminazioni: formaggi freschi al gusto di Sardegna (Linee 1,2 e 3)
39
Cluster Settore Agroalimentare “Contaminazioni: formaggi freschi al gusto di Sardegna” Attività svolta nell’ambito delle linee 1,2,3 del progetto (periodo febbraio - ottobre 2017) (periodo febbraio - ottobre 2017) Thiesi, 29 novembre 2017
-
Upload
sardegna-ricerche -
Category
Food
-
view
28 -
download
0
Transcript of Contaminazioni: formaggi freschi al gusto di Sardegna (Linee 1,2 e 3)

Cluster Settore Agroalimentare“Contaminazioni: formaggi freschi al gusto di
Sardegna”
Attività svolta nell’ambito delle linee 1,2,3 del progetto(periodo febbraio - ottobre 2017)
Attività svolta nell’ambito delle linee 1,2,3 del progetto(periodo febbraio - ottobre 2017)
Thiesi, 29 novembre 2017
Azienda Argiolas Formaggi S.r.l. – Prova di fabbricazione di unformaggio ovino a breve periodo di maturazione a partire da latteintero con aggiunta di microparticolato.
Laboratori di Bonassai – Prove preliminari di fabbricazione di ungelato allo yogurt da latte ovino.
Azienda Gruthas – Prove di fabbricazione di prodotti caseari apartire da latte di capra intero (formaggio a pasta fresca, formaggioa pasta molle e yogurt a coagulo intero).
Le attività svolte
Azienda Argiolas Formaggi S.r.l. – Prova di fabbricazione di unformaggio ovino a breve periodo di maturazione a partire da latteintero con aggiunta di microparticolato.
Laboratori di Bonassai – Prove preliminari di fabbricazione di ungelato allo yogurt da latte ovino.
Azienda Gruthas – Prove di fabbricazione di prodotti caseari apartire da latte di capra intero (formaggio a pasta fresca, formaggioa pasta molle e yogurt a coagulo intero).

Prova microparticolatoProva microparticolato

Il microparticolatoIl microparticolato
microparticolazionemicroparticolazione
Microparticolato: particelle dimensioni simili ai globuli di grasso del latte(1-10 m).

Il microparticolato è aggiunto al latte in lavorazione e può essereutilizzato nella fabbricazione dello yogurt, formaggi freschi eformaggi a pasta molle e non va dichiarato in etichetta (componetenaturale).1. Miglioramento delle caratteristiche reologiche dei prodotti, in
particolare quelli a ridotto contenuto di grasso, ai quali conferiscelivelli di palatabilità e consistenza simili quelle dei prodotti “full-fat”(azione fat-replaced).
2. Incremento del valore nutrizionale del prodotto e riduzione delvalore energetico (incremento del valore biologico della frazioneproteica e riduzione del contenuto in grasso).
3. Incremento della resa casearia di trasformazione.
Perché utilizzare il microparticolatoPerché utilizzare il microparticolato
Il microparticolato è aggiunto al latte in lavorazione e può essereutilizzato nella fabbricazione dello yogurt, formaggi freschi eformaggi a pasta molle e non va dichiarato in etichetta (componetenaturale).1. Miglioramento delle caratteristiche reologiche dei prodotti, in
particolare quelli a ridotto contenuto di grasso, ai quali conferiscelivelli di palatabilità e consistenza simili quelle dei prodotti “full-fat”(azione fat-replaced).
2. Incremento del valore nutrizionale del prodotto e riduzione delvalore energetico (incremento del valore biologico della frazioneproteica e riduzione del contenuto in grasso).
3. Incremento della resa casearia di trasformazione.

1) Verificare l’adattabilità della tecnica di produzione delmicroparticolato al contesto aziendale dell’Argiolasformaggi.
2) Valutare gli effetti dell’aggiunta del microparticolato,al latte di pecora destinato alla fabbricazione delformaggio a pasta molle denominato Perla Nera,sulle caratteristiche tecnologiche del latte inlavorazione (coagulabilità, sineresi, acidificazione,resa, efficienza tecnologica) e sulle caratteristichefisico-chimiche e reologiche del formaggio.
1) Verificare l’adattabilità della tecnica di produzione delmicroparticolato al contesto aziendale dell’Argiolasformaggi.
2) Valutare gli effetti dell’aggiunta del microparticolato,al latte di pecora destinato alla fabbricazione delformaggio a pasta molle denominato Perla Nera,sulle caratteristiche tecnologiche del latte inlavorazione (coagulabilità, sineresi, acidificazione,resa, efficienza tecnologica) e sulle caratteristichefisico-chimiche e reologiche del formaggio.
ObiettiviObiettivi
1) Verificare l’adattabilità della tecnica di produzione delmicroparticolato al contesto aziendale dell’Argiolasformaggi.
2) Valutare gli effetti dell’aggiunta del microparticolato,al latte di pecora destinato alla fabbricazione delformaggio a pasta molle denominato Perla Nera,sulle caratteristiche tecnologiche del latte inlavorazione (coagulabilità, sineresi, acidificazione,resa, efficienza tecnologica) e sulle caratteristichefisico-chimiche e reologiche del formaggio.
1) Verificare l’adattabilità della tecnica di produzione delmicroparticolato al contesto aziendale dell’Argiolasformaggi.
2) Valutare gli effetti dell’aggiunta del microparticolato,al latte di pecora destinato alla fabbricazione delformaggio a pasta molle denominato Perla Nera,sulle caratteristiche tecnologiche del latte inlavorazione (coagulabilità, sineresi, acidificazione,resa, efficienza tecnologica) e sulle caratteristichefisico-chimiche e reologiche del formaggio.

Schema della provaSchema della prova
Termizzazione
ConcentrazioneUltrafiltrazione – FVC: ~ 7
Retentato
Denaturazione termica80 °C x 10'
Filtrazione
Stoccaggio 4°C
Latte ovino interoSiero presamico di latte ovino
Permeato
Termizzazione
Filtrazione
Stoccaggio 4°C
Latte ovino intero
Esperimento(latte ovino + microparticolato)
Controllo(latte ovino)
Raffreddamento 60 °C
MicroparticolazioneOmogeneizzatore – 150 – 200 bar
Microparticolato
Raffreddamento < 40 °C
Pesatura(5,3 kg/100kg di latte)
Riempimento caldaia
Trasformazione(tecnologia Perla Nera)
Riempimento caldaia
Aggiunta starter Aggiunta starter
Trasformazione(tecnologia Perla Nera)
Aggiunta caglio(dose corretta, tempo
standard)Aggiunta caglio

Composizione del latte in lavorazione e del microparticolatoComposizione del latte in lavorazione e del microparticolato
Parametri Controllo(latte ovino intero)
Esperimento(latte ovino + 5,3% di
microparticolato)Microparticolato
pH (UpH) 6,58 6,56 6,65
Sostanza secca (%) 15,30 16,30 21,20
Grasso (%) 5,26 5,53 6,76
Proteina totale (%) 5,14 5,43 9,36Proteina totale (%) 5,14 5,43 9,36
Caseina (%) 3,89 3,74
Sieroproteina (%) 0,91 1,35
Grasso/caseina 1,35 1,48
Caseina/sieroproteina 4,27 2,78
Se il microparticolato fosse stato prodotto da siero magro, il grasso nel latte “esperimento”sarebbe stato di 4,99% con rapporto grasso/caseina di 1,33

RisultatiRisultati –– composizione fisicocomposizione fisico--chimica del formaggio a maturazionechimica del formaggio a maturazione
Parametri Controllo EsperimentopH (UpH) 5,13 4,98Umidità (%) 44,20 47,10
Grasso/sostanza secca (%) 51,10 48,60
Proteina/sostanza secca (%) 40,10 40,70Proteina/sostanza secca (%) 40,10 40,70
Grasso/proteina 1,30 1,20
Azoto solubile/azoto totale (%) 10,17 11,80
Azoto solubile in TCA/azoto totale (%) 5,93 6,80
Azoto solubile in PTA/azoto totale (%) 1,65 2,07
Sale (%) 1,09 1,39Sale/Umidità (%) 2,46 2,96

RisultatiRisultati –– resa e recuperi di materiaresa e recuperi di materia
Controllo EsperimentoLatte ovino intero (kg) 100,0 94,7
Microparticolato (kg) 5,3
Formaggio alle 24 ore dalla produzione (kg) 18,9 20,7Differenza resa alle 24 ore (kg) 1,8
Incremento di resa (%) 9,5Formaggio alla vendita (kg) 17,3 18,6Formaggio alla vendita (kg) 17,3 18,6
Differenza di resa alla vendita (kg) 1,3Incremento di resa (%) 7,5
Coefficiente di recupero del grasso (%) 94,2 88,0
Coefficiente di recupero della proteina (%) 80,5 81,8Grasso apportato al latte con il microparticolato (kg) 0 0,36Perdita di grasso nel siero (kg) 0,31 0,66Perdita di proteina nel siero (kg) 1,00 0,99

RisultatiRisultati -- caratteristiche reologiche del formaggio a maturazionecaratteristiche reologiche del formaggio a maturazione
0.0
10.0
20.0
30.0
40.0
50.0
60.0
70.0
80.0
90.0
100.0
Sfor
zo (k
Pa)
Deformazione di Cauchy (-)
Controllo Esperimento
0.0
10.0
20.0
30.0
40.0
50.0
60.0
70.0
80.0
90.0
100.0
Sfor
zo (k
Pa)
Deformazione di Cauchy (-)
Controllo Esperimento
Controllo EsperimentoModulo elastico - E (kPa) 144,00 127,40Deformazione alla frattura - εf (-) 0,51 0,49Sforzo al punto di frattura - σf (kPa) 81,00 64,50Energia assorbita alla frattura - Wf (kJm3) 19,60 15,90
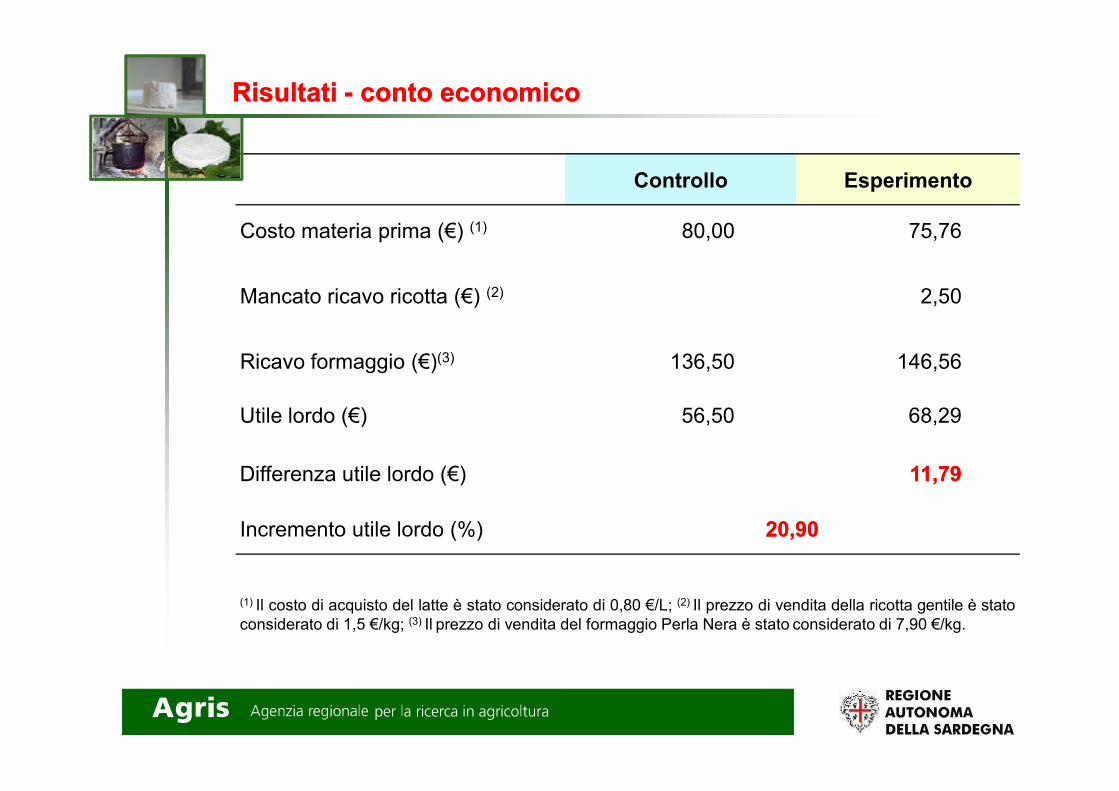
RisultatiRisultati -- conto economicoconto economico
Controllo Esperimento
Costo materia prima (€) (1) 80,00 75,76
Mancato ricavo ricotta (€) (2) 2,50
Ricavo formaggio (€)(3) 136,50 146,56
Utile lordo (€) 56,50 68,29
Differenza utile lordo (€) 11,7911,79
Incremento utile lordo (%) 20,9020,90
(1) Il costo di acquisto del latte è stato considerato di 0,80 €/L; (2) Il prezzo di vendita della ricotta gentile è statoconsiderato di 1,5 €/kg; (3) Il prezzo di vendita del formaggio Perla Nera è stato considerato di 7,90 €/kg.

ConclusioniConclusioni
• Messa a punto della procedura operativa di produzione delmicroparticolato utilizzando le attrezzature disponibili pressol’azienda Argiolas formaggi.
• Il formaggio sperimentale si differenzia dal formaggio controllo peralcune caratteristiche fisico-chimiche. pH (-0,15 UpH), Umidità(+2,9%); grasso (-2,8%), sale (+0,30 %) (tali differenze potrebberoessere compatibili con la variabilità intrinseca del prodotto). Dalpunto di vista reologico, le differenze sono di modesta entità.
• Incremento della resa casearia del 9,5% alle 24 ore e del 7,5% allavendita. L’incremento di resa potrebbe essere superiore se venisseimpiegato il microparticolato prodotto da siero totalmente scremato(> recupero di grasso).
• L’incremento di resa si traduce in un incremento del 21% dell’utilelordo rispetto alla lavorazione controllo.
• Sono necessarie ulteriori prove per confermare i risultati,possibilmente impiegando il microparticolato da siero scremato.
• Messa a punto della procedura operativa di produzione delmicroparticolato utilizzando le attrezzature disponibili pressol’azienda Argiolas formaggi.
• Il formaggio sperimentale si differenzia dal formaggio controllo peralcune caratteristiche fisico-chimiche. pH (-0,15 UpH), Umidità(+2,9%); grasso (-2,8%), sale (+0,30 %) (tali differenze potrebberoessere compatibili con la variabilità intrinseca del prodotto). Dalpunto di vista reologico, le differenze sono di modesta entità.
• Incremento della resa casearia del 9,5% alle 24 ore e del 7,5% allavendita. L’incremento di resa potrebbe essere superiore se venisseimpiegato il microparticolato prodotto da siero totalmente scremato(> recupero di grasso).
• L’incremento di resa si traduce in un incremento del 21% dell’utilelordo rispetto alla lavorazione controllo.
• Sono necessarie ulteriori prove per confermare i risultati,possibilmente impiegando il microparticolato da siero scremato.

Prove preliminari di fabbricazione di ungelato allo yogurt da latte ovino

PremessaPremessaLo yogurt gelato commerciale spesso perde le peculiarità nutrizionalidello yogurt, per effetto della forte diluizione dello yogurt con gli altriingredienti (latte in polvere, crema di latte, zucchero, addensanti, etc.).
50%20%
80%
50%80%
20%
Gelato allo yogurt dibuona qualità
Gelato allo yogurt discarsa qualità
Gelato allo yogurtsperimentale (Agris)
Altri ingredienti Yogurt
In questa fase della sperimentazione è stata verificata la possibilità diprodurre un gelato, utilizzando come ingredienti esclusivamente yogurt ezucchero.Lo zucchero è un ingrediente fondamentale, conferisce dolcezza e regola laconsistenza finale del gelato (cremosità, morbidezza, palatabilità). Agisceabbassando il punto di congelamento e regolando formazione dei cristalli dighiaccio.
50%20%
80%
50%80%
20%
Gelato allo yogurt dibuona qualità
Gelato allo yogurt discarsa qualità
Gelato allo yogurtsperimentale (Agris)
Altri ingredienti Yogurt
• Mettere a punto la tecnica di fabbricazione di ungelato allo yogurt, dove il contenuto di yogurt non èinferiore all’80%;
• Verificare l’effetto dell’utilizzo di zuccheri condifferenti proprietà tecnologiche e nutrizionali sualcune caratteristiche del gelato.
• Acquisire conoscenze sulle metodiche analitiche dicontrollo delle caratteristiche tecnologiche enutrizionali del gelato.
ObiettiviObiettivi
• Mettere a punto la tecnica di fabbricazione di ungelato allo yogurt, dove il contenuto di yogurt non èinferiore all’80%;
• Verificare l’effetto dell’utilizzo di zuccheri condifferenti proprietà tecnologiche e nutrizionali sualcune caratteristiche del gelato.
• Acquisire conoscenze sulle metodiche analitiche dicontrollo delle caratteristiche tecnologiche enutrizionali del gelato.
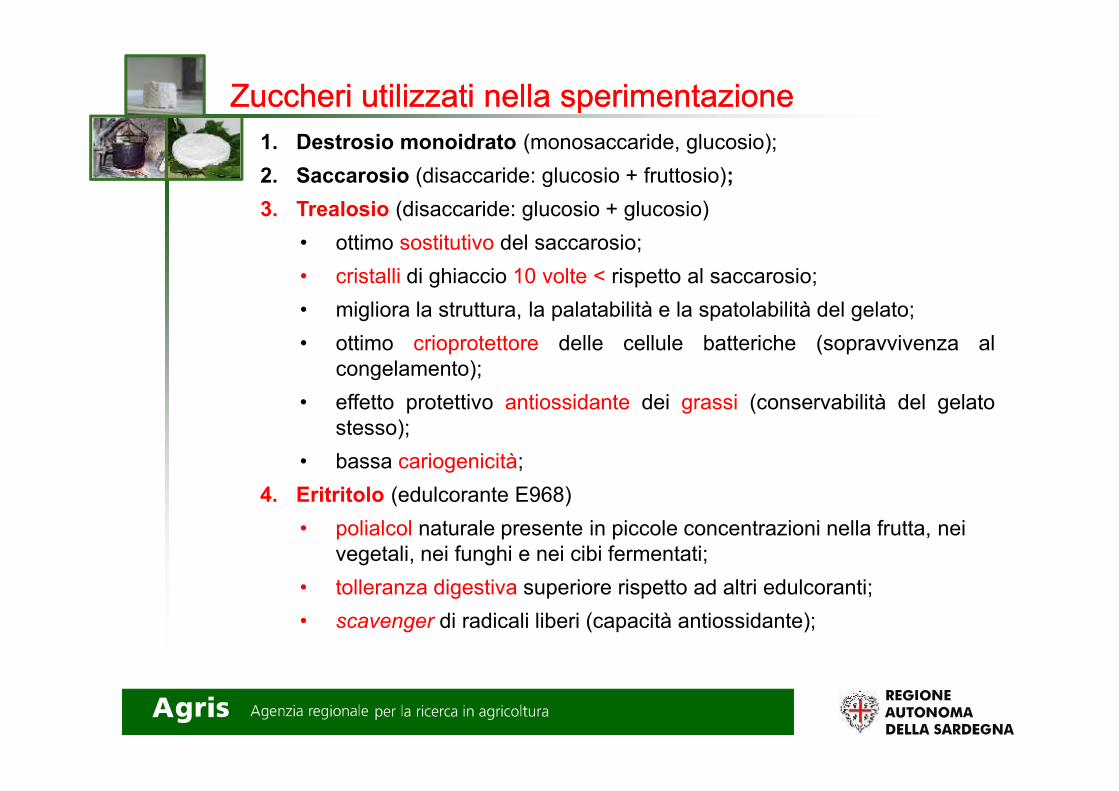
Zuccheri utilizzati nella sperimentazioneZuccheri utilizzati nella sperimentazione1. Destrosio monoidrato (monosaccaride, glucosio);2. Saccarosio (disaccaride: glucosio + fruttosio);3. Trealosio (disaccaride: glucosio + glucosio)
• ottimo sostitutivo del saccarosio;• cristalli di ghiaccio 10 volte < rispetto al saccarosio;• migliora la struttura, la palatabilità e la spatolabilità del gelato;• ottimo crioprotettore delle cellule batteriche (sopravvivenza al
congelamento);• effetto protettivo antiossidante dei grassi (conservabilità del gelato
stesso);• bassa cariogenicità;
4. Eritritolo (edulcorante E968)• polialcol naturale presente in piccole concentrazioni nella frutta, nei
vegetali, nei funghi e nei cibi fermentati;• tolleranza digestiva superiore rispetto ad altri edulcoranti;• scavenger di radicali liberi (capacità antiossidante);
1. Destrosio monoidrato (monosaccaride, glucosio);2. Saccarosio (disaccaride: glucosio + fruttosio);3. Trealosio (disaccaride: glucosio + glucosio)
• ottimo sostitutivo del saccarosio;• cristalli di ghiaccio 10 volte < rispetto al saccarosio;• migliora la struttura, la palatabilità e la spatolabilità del gelato;• ottimo crioprotettore delle cellule batteriche (sopravvivenza al
congelamento);• effetto protettivo antiossidante dei grassi (conservabilità del gelato
stesso);• bassa cariogenicità;
4. Eritritolo (edulcorante E968)• polialcol naturale presente in piccole concentrazioni nella frutta, nei
vegetali, nei funghi e nei cibi fermentati;• tolleranza digestiva superiore rispetto ad altri edulcoranti;• scavenger di radicali liberi (capacità antiossidante);

Caratteristiche degli ingredienti utilizzatiCaratteristiche degli ingredienti utilizzati
Valoreenergetico
(kcal/g)
Indice glicemico(IG)
Poteredolcificante
(POD)
Potereanticongelante
(PAC)Lattosio 4 45 16 100Inulina DP20 1,9 1 0 25Destrosio 4 100 70 180Saccarosio 4 65 100 100Trealosio 4 70 42 100
L’IG è la velocità di incremento della glicemia dopo l’ingestione di 50 g carboidrati. Siesprime v. % rispetto al glucosio (100%);Il POD (potere dolcificante) esprime la dolcezza relativa dello zucchero rispetto al valoredi dolcezza del saccarosio (100);Il PAC (potere anticongelante) è una misura indiretta del peso molecolare, esprime lacapacità dello zucchero di ritardare il congelamento dell’acqua quando si trova discioltoin essa, il valore di PAC degli zuccheri è un valore relativo a quello del saccarosio,(100).
Trealosio 4 70 42 100Eritritolo (E968) 0,2 1 70 280
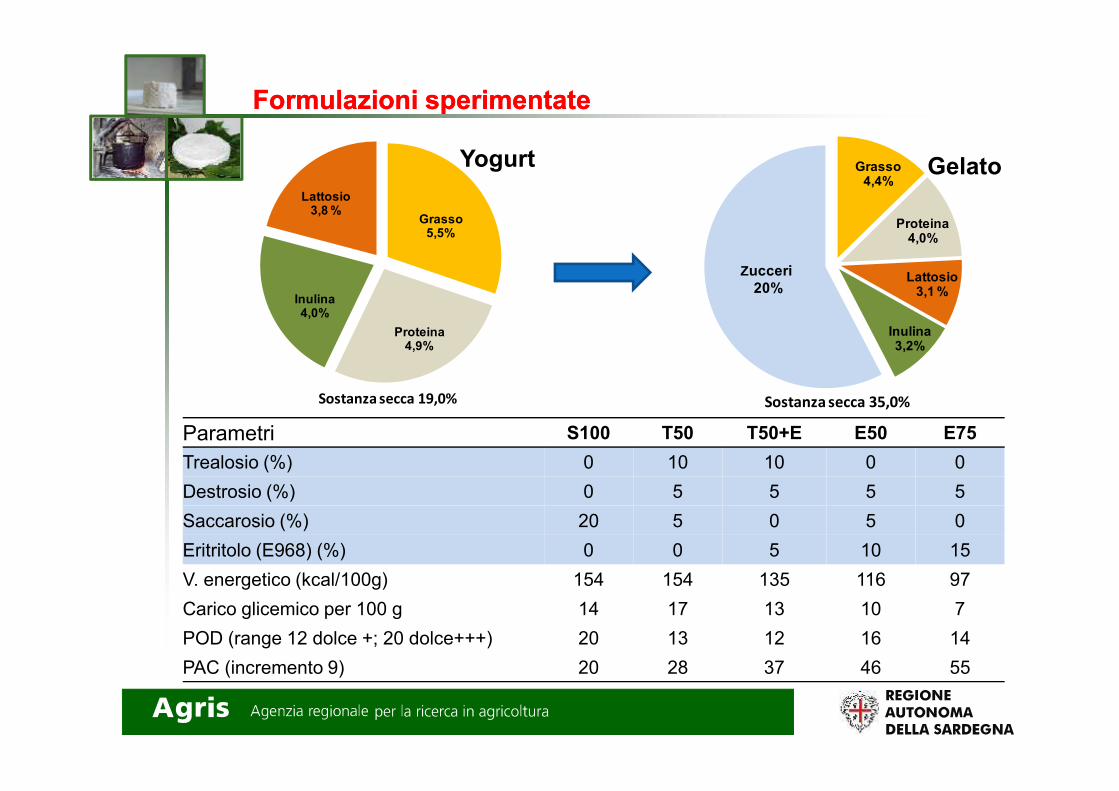
Formulazioni sperimentateFormulazioni sperimentate
Grasso4,4%
Proteina4,0%
Lattosio3,1 %
Inulina3,2%
Zucceri20%
Sostanza secca 35,0%
Grasso5,5%
Proteina4,9%
Inulina4,0%
Lattosio3,8 %
Sostanza secca 19,0%
Yogurt GelatoGrasso4,4%
Proteina4,0%
Lattosio3,1 %
Inulina3,2%
Zucceri20%
Sostanza secca 35,0%
Grasso5,5%
Proteina4,9%
Inulina4,0%
Lattosio3,8 %
Sostanza secca 19,0%
Parametri S100 T50 T50+E E50 E75Trealosio (%) 0 10 10 0 0Destrosio (%) 0 5 5 5 5Saccarosio (%) 20 5 0 5 0Eritritolo (E968) (%) 0 0 5 10 15V. energetico (kcal/100g) 154 154 135 116 97Carico glicemico per 100 g 14 17 13 10 7POD (range 12 dolce +; 20 dolce+++) 20 13 12 16 14PAC (incremento 9) 20 28 37 46 55
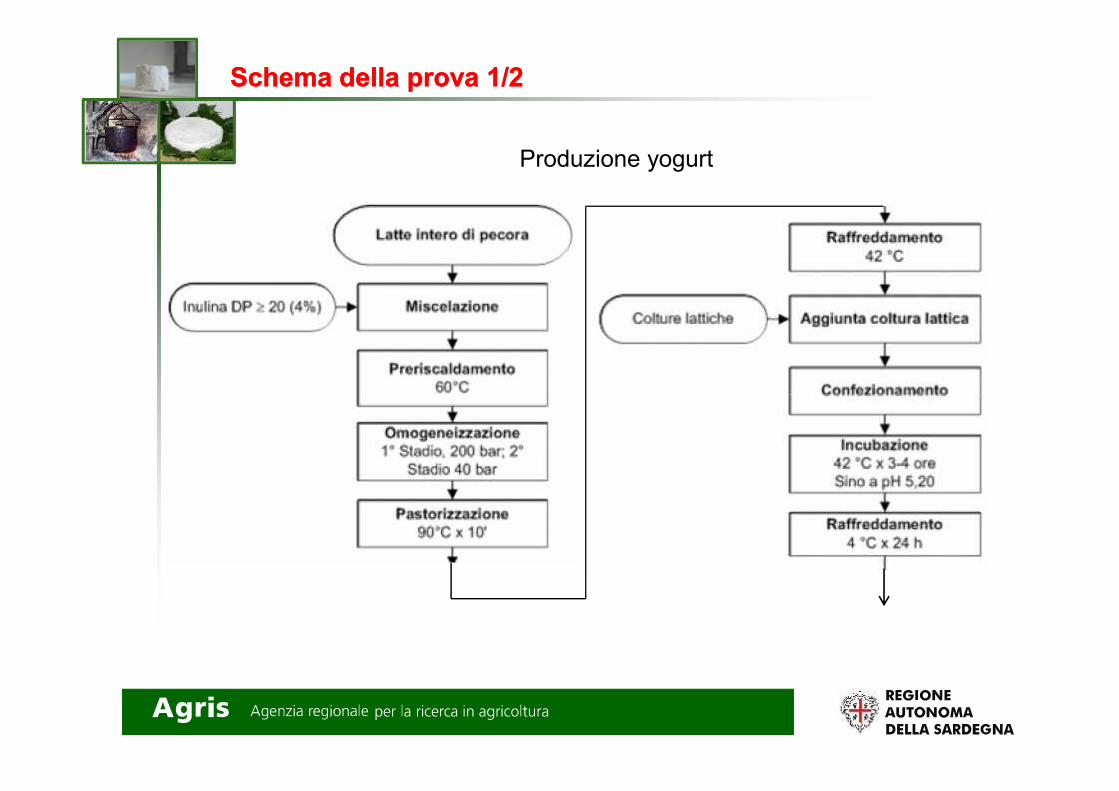
Schema della prova 1/2Schema della prova 1/2
Produzione yogurt

Schema della prova 2/2Schema della prova 2/2
Produzione gelato

Yogurt Miscela di gelato Mantecatore
Estrusione
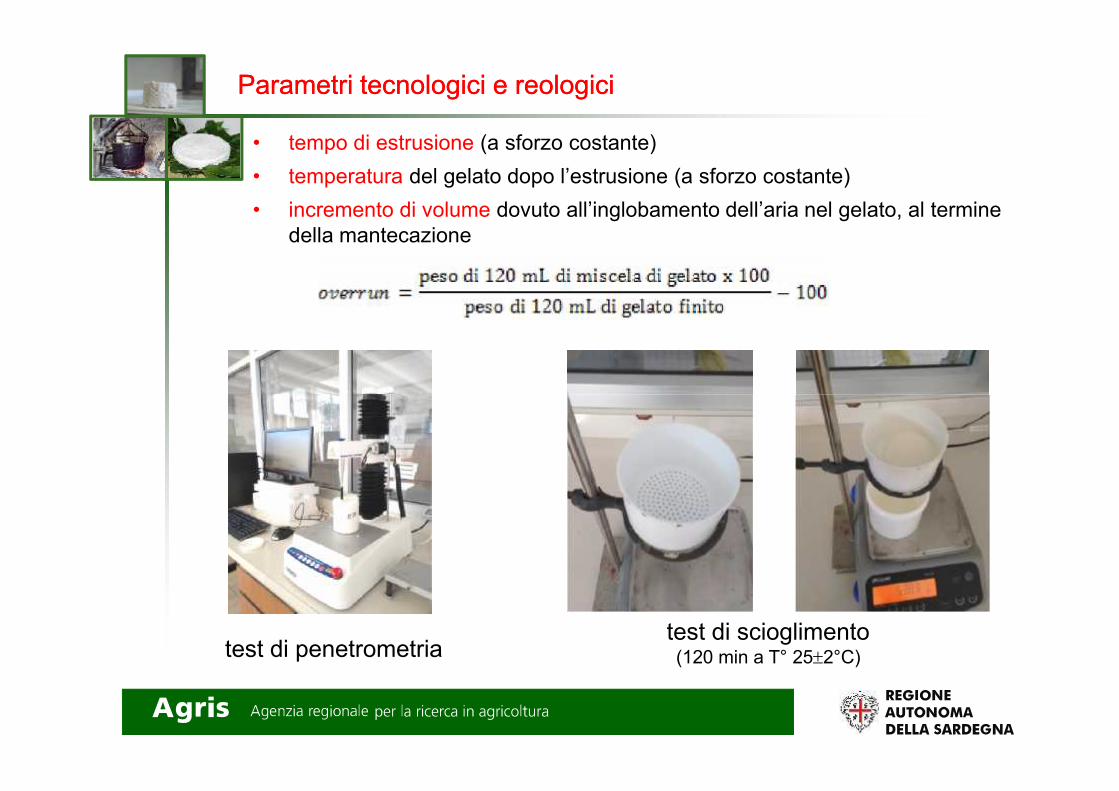
Parametri tecnologici e reologiciParametri tecnologici e reologici
• tempo di estrusione (a sforzo costante)• temperatura del gelato dopo l’estrusione (a sforzo costante)• incremento di volume dovuto all’inglobamento dell’aria nel gelato, al termine
della mantecazione
test di penetrometriatest di scioglimento(120 min a T° 252°C)
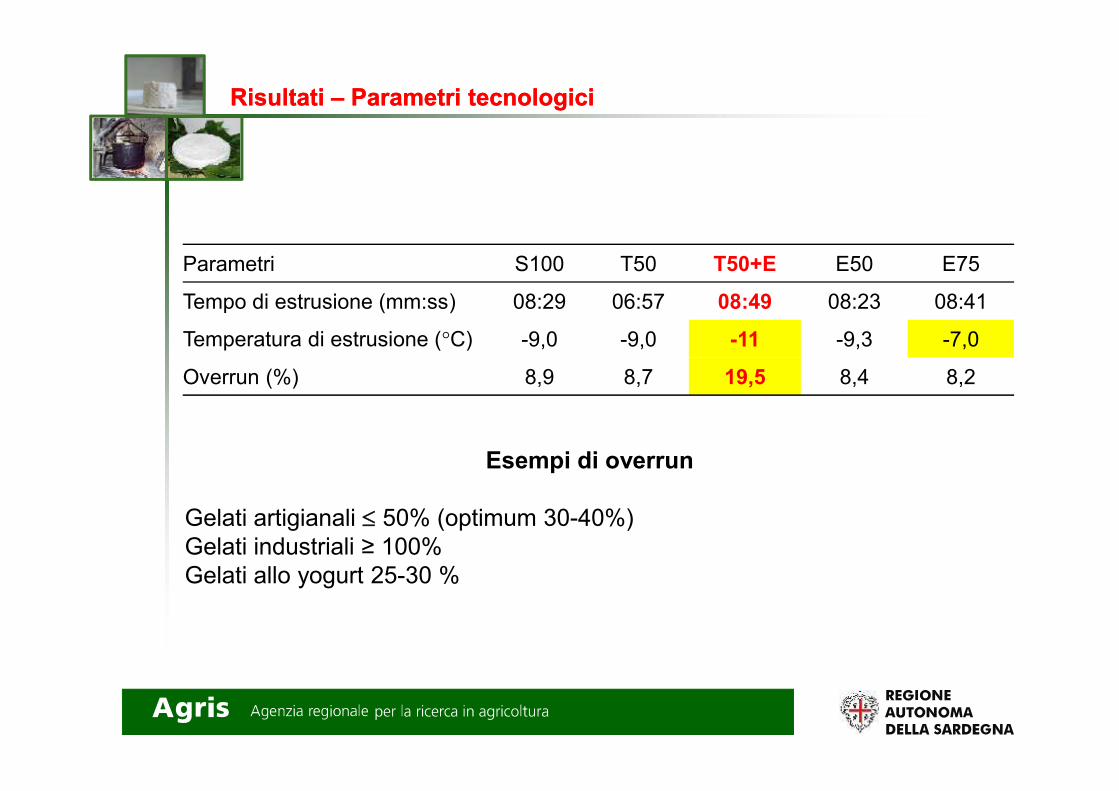
RisultatiRisultati –– Parametri tecnologiciParametri tecnologici
Parametri S100 T50 T50+E E50 E75
Tempo di estrusione (mm:ss) 08:29 06:57 08:49 08:23 08:41
Temperatura di estrusione (°C) -9,0 -9,0 -11 -9,3 -7,0
Overrun (%) 8,9 8,7 19,5 8,4 8,2
Esempi di overrun
Gelati artigianali 50% (optimum 30-40%)Gelati industriali ≥ 100%Gelati allo yogurt 25-30 %
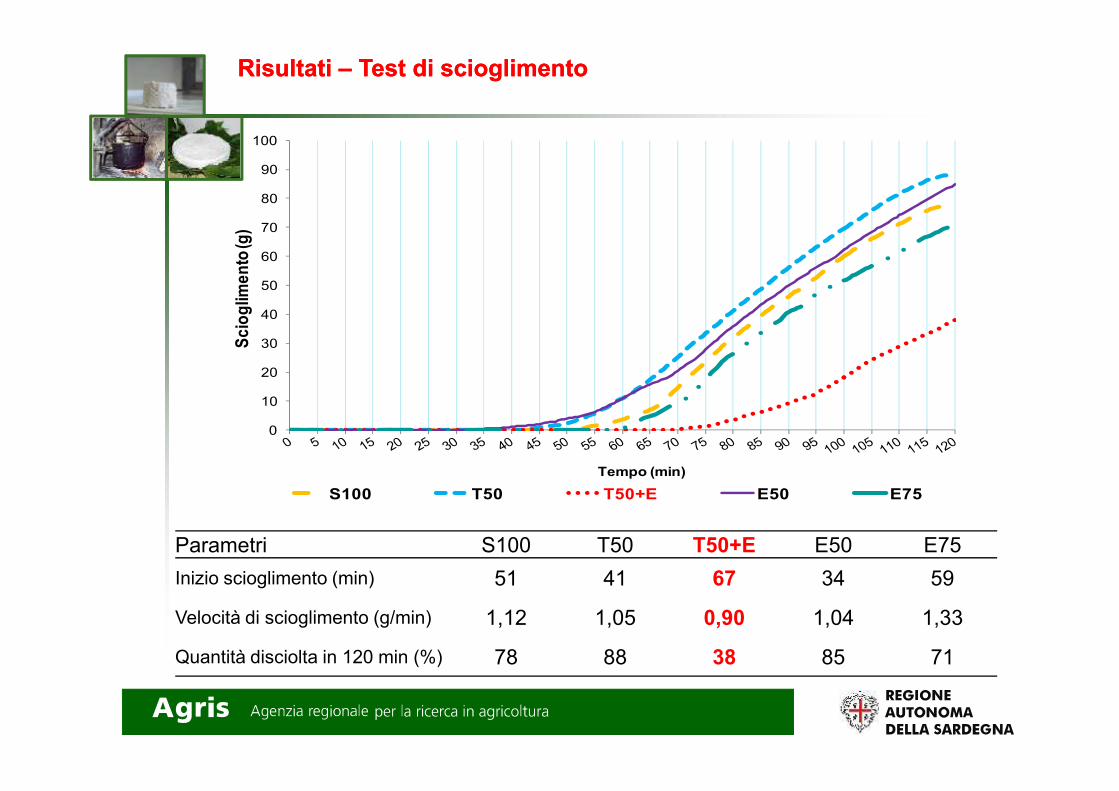
RisultatiRisultati –– Test di scioglimentoTest di scioglimento
0
10
20
30
40
50
60
70
80
90
100
Scio
glim
ento
(g)
Tempo (min)
S100 T50 T50+E E50 E75
Parametri S100 T50 T50+E E50 E75Inizio scioglimento (min) 51 41 67 34 59
Velocità di scioglimento (g/min) 1,12 1,05 0,90 1,04 1,33
Quantità disciolta in 120 min (%) 78 88 38 85 71
0
10
20
30
40
50
60
70
80
90
100
Scio
glim
ento
(g)
Tempo (min)
S100 T50 T50+E E50 E75

RisultatiRisultati –– Test di penetrometriaTest di penetrometria
-50
0
50
100
150
200
250
300
350
400
Forz
a (N
)
Distanza (mm)S100 T50 T50+E E50 E75
-50
0
50
100
150
200
250
300
350
400
Forz
a (N
)
Distanza (mm)S100 T50 T50+E E50 E75
Parametri S100 T50 T50+E E50 E75Forza massima positiva (N) 62,9 46,2 25,0 103,6 310,7Area positiva (Nmm) 945,4 743,1 379,2 1422,9 4344,7

ConclusioniConclusioni
• L’eritritolo in quantità superiore al 5%, comporta un netto decadimento dellecaratteristiche reologiche e tecnologiche del gelato.
• Il gelato T50+E possiede caratteristiche tecnologiche vicine a quelle desiderabiliper un gelato di questa tipologia, rispetto a S100, il POD, il valore energetico e ilcarico glicemico sono inferiori (rispettivamente -40%, -12%, -7%).
• Verranno condotte ulteriori prove preliminari introducendo l’uso di alcunistabilizzanti (> overrun e < ricristallizzazione).
• L’obiettivo è quello di arrivare ad un gelato ben formulato dal punto di vistanutrizionale, con una struttura che possa soddisfare gli standard dei gelatitradizionali.
• Si cercherà di mantenere inalterati nel gelato gli elementi nutrizionali e funzionalinonché il contenuto di batteri lattici ed eventuali probiotici derivati dallo yogurt oda un prodotto funzionale a coagulazione acida di partenza.
• L’eritritolo in quantità superiore al 5%, comporta un netto decadimento dellecaratteristiche reologiche e tecnologiche del gelato.
• Il gelato T50+E possiede caratteristiche tecnologiche vicine a quelle desiderabiliper un gelato di questa tipologia, rispetto a S100, il POD, il valore energetico e ilcarico glicemico sono inferiori (rispettivamente -40%, -12%, -7%).
• Verranno condotte ulteriori prove preliminari introducendo l’uso di alcunistabilizzanti (> overrun e < ricristallizzazione).
• L’obiettivo è quello di arrivare ad un gelato ben formulato dal punto di vistanutrizionale, con una struttura che possa soddisfare gli standard dei gelatitradizionali.
• Si cercherà di mantenere inalterati nel gelato gli elementi nutrizionali e funzionalinonché il contenuto di batteri lattici ed eventuali probiotici derivati dallo yogurt oda un prodotto funzionale a coagulazione acida di partenza.

Prove di fabbricazione pressol’Azienda Gruthas

L’azienda Gruthas è un’azienda casearia a conduzione familiare ubicata a circa5 km dal Comune di Urzulei. L’azienda nasce nel 1995 su iniziativa del titolareGiuseppino Arba e di altri tre soci.Il livello produttivo del caseificio è di circa 200200..000000 L/anno di latte (circa 70%latte di capra e circa 30% di latte di pecora).
L’aziendaL’azienda
26%Fruhe
17%Ricotta fresca
37%semicotto di capra
4%semicotto misto
15%semicotto di pecora 26%
Fruhe
17%Ricotta fresca
37%semicotto di capra
4%semicotto misto
15%semicotto di pecora
Oltre il 50 % delle produzioni viene commercializzata nel punto vendita del caseificio.

1. Diversificare la produzione, a favore di prodotti ad elevataresa di trasformazione, caratterizzati da un brevissimoperiodo di maturazione o immediatamente pronti al consumo,capaci di migliorare redditività aziendale nel breve periodo;
2. Verificare l’applicabilità, al contesto produttivo aziendale, delletecnologie proposte da Agris Sardegna;
3. Valutazione del gradimento dei prodotti realizzati nell’ambitodella cerchia dei clienti dell’Azienda stessa.
1. Diversificare la produzione, a favore di prodotti ad elevataresa di trasformazione, caratterizzati da un brevissimoperiodo di maturazione o immediatamente pronti al consumo,capaci di migliorare redditività aziendale nel breve periodo;
2. Verificare l’applicabilità, al contesto produttivo aziendale, delletecnologie proposte da Agris Sardegna;
3. Valutazione del gradimento dei prodotti realizzati nell’ambitodella cerchia dei clienti dell’Azienda stessa.
ObiettiviObiettivi
1. Diversificare la produzione, a favore di prodotti ad elevataresa di trasformazione, caratterizzati da un brevissimoperiodo di maturazione o immediatamente pronti al consumo,capaci di migliorare redditività aziendale nel breve periodo;
2. Verificare l’applicabilità, al contesto produttivo aziendale, delletecnologie proposte da Agris Sardegna;
3. Valutazione del gradimento dei prodotti realizzati nell’ambitodella cerchia dei clienti dell’Azienda stessa.
1. Diversificare la produzione, a favore di prodotti ad elevataresa di trasformazione, caratterizzati da un brevissimoperiodo di maturazione o immediatamente pronti al consumo,capaci di migliorare redditività aziendale nel breve periodo;
2. Verificare l’applicabilità, al contesto produttivo aziendale, delletecnologie proposte da Agris Sardegna;
3. Valutazione del gradimento dei prodotti realizzati nell’ambitodella cerchia dei clienti dell’Azienda stessa.

Le tecnologie di trasformazione proposteLe tecnologie di trasformazione proposte
• Formaggio a pasta fresca
• Formaggio a pasta molle
• Yogurt a coagulo intero (cremoso e tradizionale)
• Formaggio a pasta fresca
• Formaggio a pasta molle
• Yogurt a coagulo intero (cremoso e tradizionale)

Schemi tecnologici di processoSchemi tecnologici di processo
Latte caprino interoSostanza secca: 13,6 %
Grasso: 4,8 %Proteina: 3,8 %
Latte caprino interoSostanza secca: 14,6 %
Grasso: 5,5 %Proteina: 4,0 %
Latte caprino interoSostanza secca: 14,7 %
Grasso: 5,5 %Proteina: 4,1%
Formaggio a pastafresca
Formaggio a pastamolle Yogurt
ARA Giugno 2016 (grasso 4,51%, proteina, 3,62%)
Trattamento termicodiscontinuo
Caldaia di coagulazione
72 °C senza sosta
Macchina automatica Mod.YZ 32, Plastitalia
90°C x 10'
Caldaia di coagulazione
72 °C senza sosta

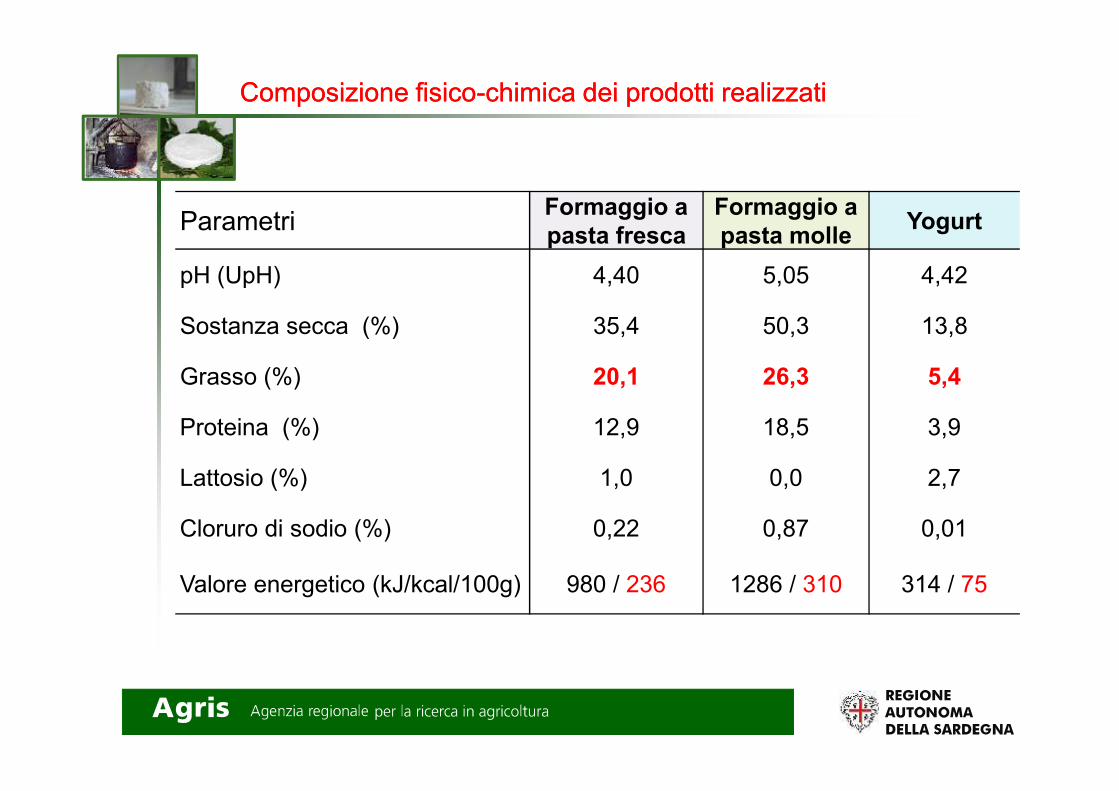
Parametri Formaggio apasta fresca
Formaggio apasta molle Yogurt
pH (UpH) 4,40 5,05 4,42
Sostanza secca (%) 35,4 50,3 13,8
Grasso (%) 20,1 26,3 5,4
Composizione fisicoComposizione fisico--chimica dei prodotti realizzatichimica dei prodotti realizzati
Proteina (%) 12,9 18,5 3,9
Lattosio (%) 1,0 0,0 2,7
Cloruro di sodio (%) 0,22 0,87 0,01
Valore energetico (kJ/kcal/100g) 980 / 236 1286 / 310 314 / 75

-0.40
-0.20
0.00
0.20
0.40
0.60
0.80
1.00
0.0 2.5 5.0 7.5 10.0 12.5 15.0 17.5 20.0 17.5 15.0 12.5 10.0 7.5 5.0 2.5 0.0 -2.5
Forz
a (N
)
Distanza (mm)
CHOOZIT YO-MIX T12 CHOOZIT YO-MIX 511
Caratteristiche reologiche dello yogurtCaratteristiche reologiche dello yogurt
-0.40
-0.20
0.00
0.20
0.40
0.60
0.80
1.00
0.0 2.5 5.0 7.5 10.0 12.5 15.0 17.5 20.0 17.5 15.0 12.5 10.0 7.5 5.0 2.5 0.0 -2.5
Forz
a (N
)
Distanza (mm)
CHOOZIT YO-MIX T12 CHOOZIT YO-MIX 511
YO-MIX T12 1 YO-MIX 511 2
Forza massima positiva (durezza) (N) 0,72 0,89Area positiva (coesione) (N mm) 12,3 15,1Forza massima negativa (viscosità) (N) 0,21 0,29Area negativa (adesività) (N mm) 2,5 4,1

I prodotti realizzatiI prodotti realizzati
Formaggio fresco
Formaggio a pasta molle Yogurt

Formaggio fresco Formaggio a pasta molle
Yogurt
Formaggio fresco Formaggio a pasta molle

• Le tecnologie proposte sono risultate adattabili al contestoaziendale e ripetibili.
• La resa di trasformazione dei formaggi è molto elevata (f. p. molle >20%, f. p. fresca >25%).
• I prodotti hanno ottenuto un buon gradimento da parte della cerchiadei clienti dell’Azienda Gruthas.
• Lo yogurt prodotto nelle due tipologie (cremoso e tradizionale) hapermesso di incrementare il livello di gradimento di prodotto.
• Sono state stampate le etichette commerciali con le informazioninutrizionali fornite da Agenzia Agris ed stato avviato un ciclo diproduzione continuo.
• L’attività di collaborazione con Agris proseguirà con alcune prove difabbricazione di yogurt con aggiunta di specie batteriche“probiotiche” e/o arricchito in elementi nutrizionali e a valenzafunzionale, anche a partire da latte di capra delattosato.
ConclusioniConclusioni
• Le tecnologie proposte sono risultate adattabili al contestoaziendale e ripetibili.
• La resa di trasformazione dei formaggi è molto elevata (f. p. molle >20%, f. p. fresca >25%).
• I prodotti hanno ottenuto un buon gradimento da parte della cerchiadei clienti dell’Azienda Gruthas.
• Lo yogurt prodotto nelle due tipologie (cremoso e tradizionale) hapermesso di incrementare il livello di gradimento di prodotto.
• Sono state stampate le etichette commerciali con le informazioninutrizionali fornite da Agenzia Agris ed stato avviato un ciclo diproduzione continuo.
• L’attività di collaborazione con Agris proseguirà con alcune prove difabbricazione di yogurt con aggiunta di specie batteriche“probiotiche” e/o arricchito in elementi nutrizionali e a valenzafunzionale, anche a partire da latte di capra delattosato.