CONDIZIONI TERMOIGROMETRICHE NELLA … · F. Fucci, Prof. Ordinario di Fisica Tecnica G. La Fianza,...
16
CONDIZIONI TERMOIGROMETRICHE NELLA STAGIONATURA DEI SALUMI IN AMBIENTI CONTROLLATI L. Brunetti, Tecnico Laureato F. Fucci, Prof. Ordinario di Fisica Tecnica G. La Fianza, Prof. Associato di Fisica Tecnica Dip. S.A.V.A. – Facoltà di Agraria –Università degli Studi del Molise SOMMARIO Scopo del presente lavoro è quello di contribuire alla conoscenza delle condizioni ottimali termofluidodinamiche ed iigrometriche nella stagionatura dei salumi posti in ambienti controllati ovvero relative agli impianti di asciugamento per carni insaccate. A tale scopo nel lavoro vengono presentati i risultati ottenuti mediante il monitoraggio di un impianto standard (cella frigorifera) funzionante presso un salumificio operante nella Regione Molise. INTRODUZIONE Nell’ambito della generica definizione di salume si fa riferimento, nel presente articolo, specificamente agli insaccati stagionati ovvero a quei prodotti che prima di essere immessi al consumo devono subire un periodo più o meno lungo di stagionatura. Nel caso in esame viene descritta la tipologia di stagionatura definita artificiale in quanto le condizioni climatiche sono prodotte artificialmente, variando opportunamente la temperatura, l’umidità, la ventilazione e l’illuminazione all’interno di un ambiente circoscritto (cella). Gli insaccati ben compressi, dopo la foratura e la legatura passano in cella di stufatura dove permangono per un tempo limitato di 24-30 ore e qui avviene il riscaldamento dell’impasto fino alla temperatura di 18-24°C. Tempi e temperature dipendono dal processo tecnologico. Successivamente vengono trasferiti in cella di asciugatura dove il prodotto perde la maggior quantità dell’acqua. Infine vengono trasferiti in cella di maturazione dove la temperatura che oscilla tra 10-11°C e l’umidità relativa è elevata. Nel processo tecnologico relativo agli impianti di stagionatura e di asciugamento delle carni insaccate è necessario effettuare un attento, controllo della fermentazione, minimizzare il pericolo di incrostazioni, ottenere un’uniformità del calo di peso e contenere i consumi di energia. Inoltre, l’obiettivo di ottenere, nella zona occupata dal prodotto, la massima uniformità possibile dei valori di temperatura, umidità relativa e velocità dell’aria sono stati oggetto dello studio e delle sperimentazioni effettuate dagli autori e presentate di seguito. La difficoltà di realizzare impianti che garantiscano valori sufficientemente omogenei della velocità dell’aria e dei parametri termoigrometrici nella zona occupata dal prodotto sono facilmente intuibili e pertanto, l’attuale configurazione impiantistica più ampiamente diffusa è quella a tutt’aria, spesso caratterizzata da elevati valori di portate; da sistemi di lancio a geometria variabile e/o fissa in ambiente, in funzione del tempo, con sistemi di regolazione ottenuti sul ventilatore. Alla luce di ciò è importante tener conto del fatto che, mentre alcuni anni fa una differenza di calo di peso del 10%, o più, era ritenuta ragionevole, la tendenza attuale ad una commercializzazione “a numero” e non più “a peso” impone differenze di calo di peso molto più contenute che risultano essere più difficilmente raggiungibili con la tecnologia attuale. Lo scopo del presente articolo è, pertanto, quello di ottenere una descrizione dei fenomeni fisici, termoigrometrici e fluidodinamici che accompagnano il processo di stagionatura delle carni insaccate attraverso una sperimentazione in loco e mirata. Inoltre, è in corso di elaborazione la messa a punto di uno strumento numerico in grado di prevedere ed ottimizzare le prestazioni dell’impianto di asciugamento sia nel suo complesso che a livello locale, per quanto riguarda il calo di peso. 1. TIPOLOGIA IMPIANTISTICA L’impianto utilizzato per la sperimentazione è una cella frigorifera di un salumificio situato nella zona di Ferrazzano, comune della provincia di Campobasso nel Molise.
Transcript of CONDIZIONI TERMOIGROMETRICHE NELLA … · F. Fucci, Prof. Ordinario di Fisica Tecnica G. La Fianza,...
L. Brunetti, F. Fucci, G. La Fianza 331
CONDIZIONI TERMOIGROMETRICHE NELLA STAGIONATURADEI SALUMI IN AMBIENTI CONTROLLATI
L. Brunetti, Tecnico LaureatoF. Fucci, Prof. Ordinario di Fisica Tecnica
G. La Fianza, Prof. Associato di Fisica Tecnica
Dip. S.A.V.A. – Facoltà di Agraria –Università degli Studi del Molise
SOMMARIOScopo del presente lavoro è quello di contribuire alla conoscenza delle condizioni ottimalitermofluidodinamiche ed iigrometriche nella stagionatura dei salumi posti in ambienti controllatiovvero relative agli impianti di asciugamento per carni insaccate. A tale scopo nel lavoro vengonopresentati i risultati ottenuti mediante il monitoraggio di un impianto standard (cella frigorifera)funzionante presso un salumificio operante nella Regione Molise.
INTRODUZIONENell’ambito della generica definizione di salume si fa riferimento, nel presente articolo,specificamente agli insaccati stagionati ovvero a quei prodotti che prima di essere immessi alconsumo devono subire un periodo più o meno lungo di stagionatura. Nel caso in esame vienedescritta la tipologia di stagionatura definita artificiale in quanto le condizioni climatiche sonoprodotte artificialmente, variando opportunamente la temperatura, l’umidità, la ventilazione el’illuminazione all’interno di un ambiente circoscritto (cella). Gli insaccati ben compressi, dopo laforatura e la legatura passano in cella di stufatura dove permangono per un tempo limitato di 24-30 oree qui avviene il riscaldamento dell’impasto fino alla temperatura di 18-24°C. Tempi e temperaturedipendono dal processo tecnologico. Successivamente vengono trasferiti in cella di asciugatura dove ilprodotto perde la maggior quantità dell’acqua. Infine vengono trasferiti in cella di maturazione dove latemperatura che oscilla tra 10-11°C e l’umidità relativa è elevata.Nel processo tecnologico relativo agli impianti di stagionatura e di asciugamento delle carni insaccateè necessario effettuare un attento, controllo della fermentazione, minimizzare il pericolo diincrostazioni, ottenere un’uniformità del calo di peso e contenere i consumi di energia. Inoltre,l’obiettivo di ottenere, nella zona occupata dal prodotto, la massima uniformità possibile dei valori ditemperatura, umidità relativa e velocità dell’aria sono stati oggetto dello studio e delle sperimentazionieffettuate dagli autori e presentate di seguito. La difficoltà di realizzare impianti che garantiscanovalori sufficientemente omogenei della velocità dell’aria e dei parametri termoigrometrici nella zonaoccupata dal prodotto sono facilmente intuibili e pertanto, l’attuale configurazione impiantistica piùampiamente diffusa è quella a tutt’aria, spesso caratterizzata da elevati valori di portate; da sistemi dilancio a geometria variabile e/o fissa in ambiente, in funzione del tempo, con sistemi di regolazioneottenuti sul ventilatore.Alla luce di ciò è importante tener conto del fatto che, mentre alcuni anni fa una differenza di calo dipeso del 10%, o più, era ritenuta ragionevole, la tendenza attuale ad una commercializzazione “anumero” e non più “a peso” impone differenze di calo di peso molto più contenute che risultano esserepiù difficilmente raggiungibili con la tecnologia attuale. Lo scopo del presente articolo è, pertanto,quello di ottenere una descrizione dei fenomeni fisici, termoigrometrici e fluidodinamici cheaccompagnano il processo di stagionatura delle carni insaccate attraverso una sperimentazione in locoe mirata. Inoltre, è in corso di elaborazione la messa a punto di uno strumento numerico in grado diprevedere ed ottimizzare le prestazioni dell’impianto di asciugamento sia nel suo complesso che alivello locale, per quanto riguarda il calo di peso.
1. TIPOLOGIA IMPIANTISTICAL’impianto utilizzato per la sperimentazione è una cella frigorifera di un salumificio situato nella zonadi Ferrazzano, comune della provincia di Campobasso nel Molise.
56° Congresso Nazionale ATI332
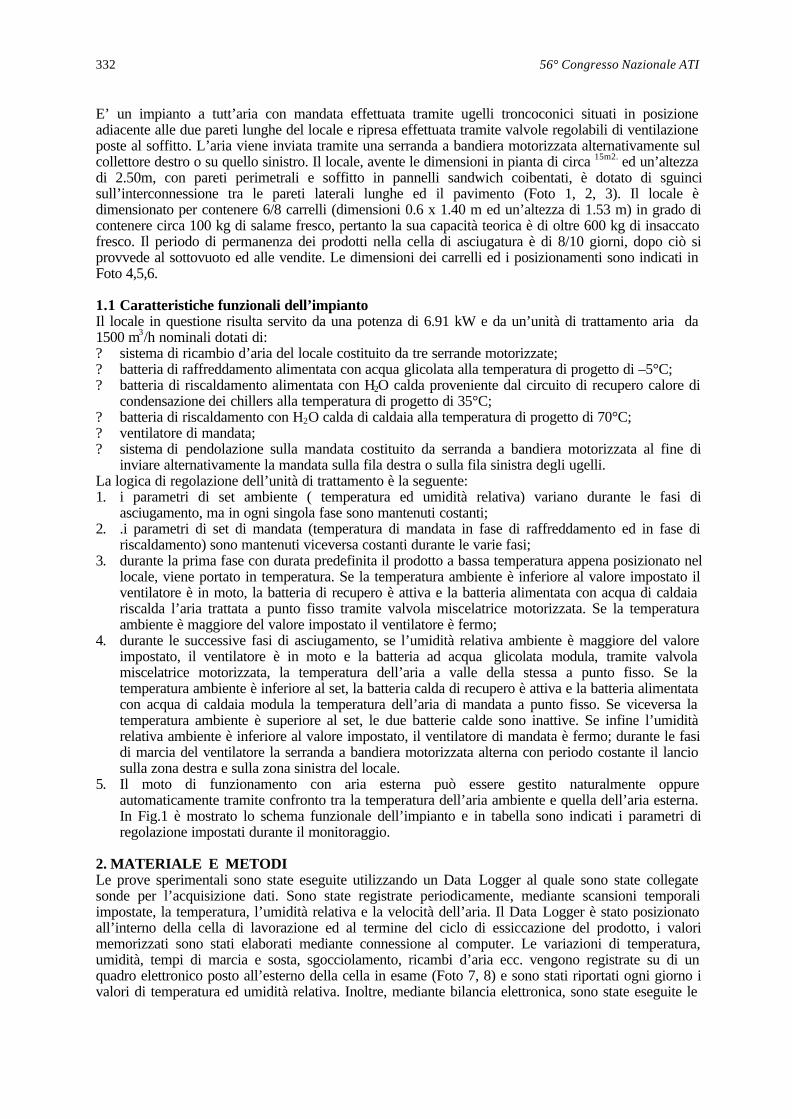
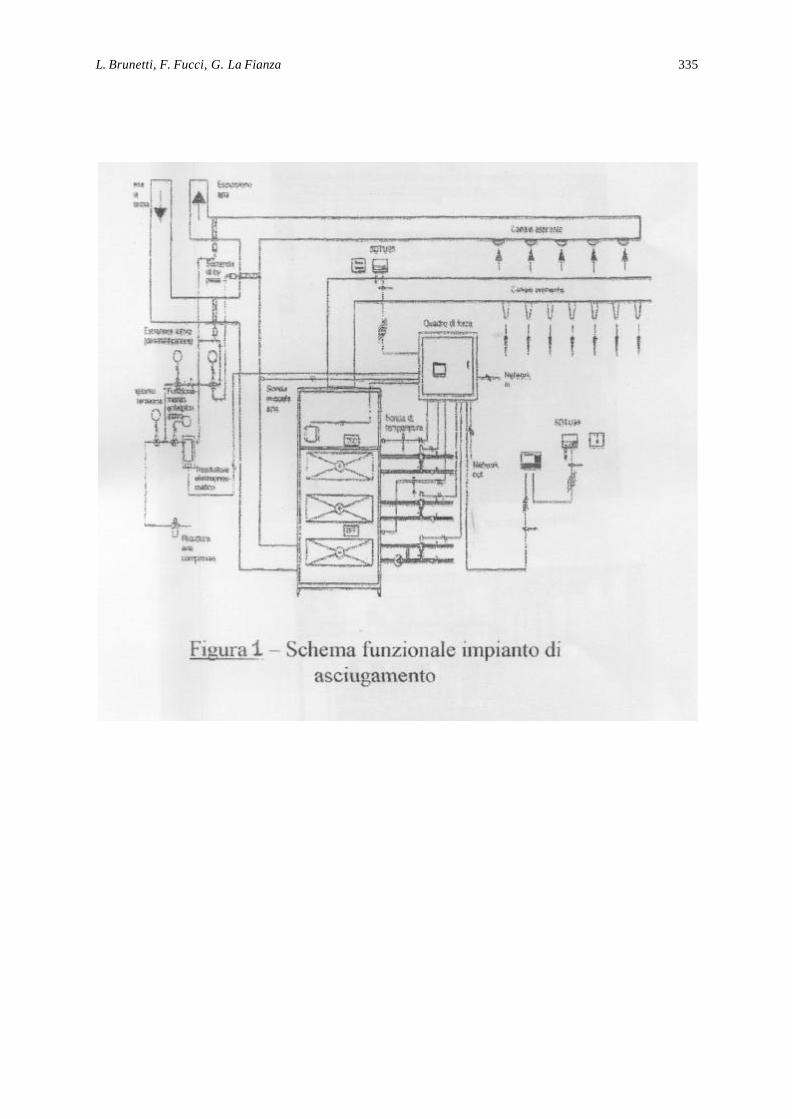
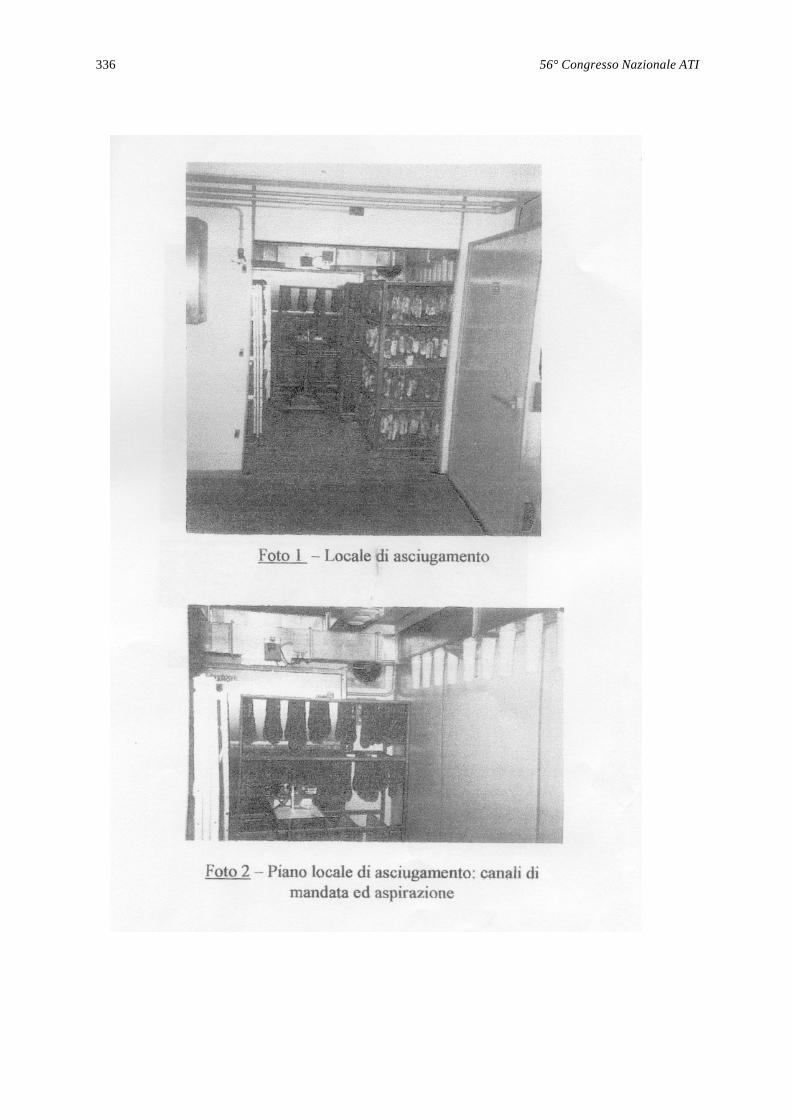
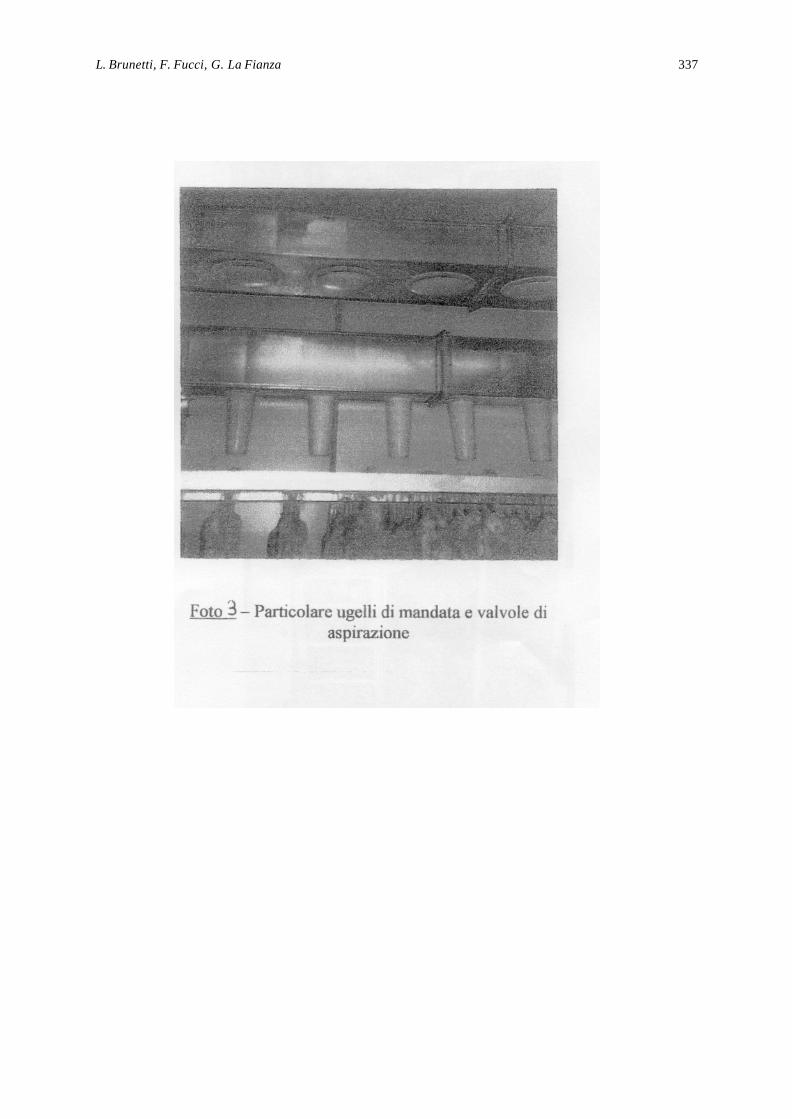
E’ un impianto a tutt’aria con mandata effettuata tramite ugelli troncoconici situati in posizioneadiacente alle due pareti lunghe del locale e ripresa effettuata tramite valvole regolabili di ventilazioneposte al soffitto. L’aria viene inviata tramite una serranda a bandiera motorizzata alternativamente sulcollettore destro o su quello sinistro. Il locale, avente le dimensioni in pianta di circa 15m2. ed un’altezzadi 2.50m, con pareti perimetrali e soffitto in pannelli sandwich coibentati, è dotato di sguincisull’interconnessione tra le pareti laterali lunghe ed il pavimento (Foto 1, 2, 3). Il locale èdimensionato per contenere 6/8 carrelli (dimensioni 0.6 x 1.40 m ed un’altezza di 1.53 m) in grado dicontenere circa 100 kg di salame fresco, pertanto la sua capacità teorica è di oltre 600 kg di insaccatofresco. Il periodo di permanenza dei prodotti nella cella di asciugatura è di 8/10 giorni, dopo ciò siprovvede al sottovuoto ed alle vendite. Le dimensioni dei carrelli ed i posizionamenti sono indicati inFoto 4,5,6.
1.1 Caratteristiche funzionali dell’impiantoIl locale in questione risulta servito da una potenza di 6.91 kW e da un’unità di trattamento aria da1500 m3/h nominali dotati di:? sistema di ricambio d’aria del locale costituito da tre serrande motorizzate;? batteria di raffreddamento alimentata con acqua glicolata alla temperatura di progetto di –5°C;? batteria di riscaldamento alimentata con H2O calda proveniente dal circuito di recupero calore di
condensazione dei chillers alla temperatura di progetto di 35°C;? batteria di riscaldamento con H2O calda di caldaia alla temperatura di progetto di 70°C;? ventilatore di mandata;? sistema di pendolazione sulla mandata costituito da serranda a bandiera motorizzata al fine di
inviare alternativamente la mandata sulla fila destra o sulla fila sinistra degli ugelli.La logica di regolazione dell’unità di trattamento è la seguente:1. i parametri di set ambiente ( temperatura ed umidità relativa) variano durante le fasi di
asciugamento, ma in ogni singola fase sono mantenuti costanti;2. .i parametri di set di mandata (temperatura di mandata in fase di raffreddamento ed in fase di
riscaldamento) sono mantenuti viceversa costanti durante le varie fasi;3. durante la prima fase con durata predefinita il prodotto a bassa temperatura appena posizionato nel
locale, viene portato in temperatura. Se la temperatura ambiente è inferiore al valore impostato ilventilatore è in moto, la batteria di recupero è attiva e la batteria alimentata con acqua di caldaiariscalda l’aria trattata a punto fisso tramite valvola miscelatrice motorizzata. Se la temperaturaambiente è maggiore del valore impostato il ventilatore è fermo;
4. durante le successive fasi di asciugamento, se l’umidità relativa ambiente è maggiore del valoreimpostato, il ventilatore è in moto e la batteria ad acqua glicolata modula, tramite valvolamiscelatrice motorizzata, la temperatura dell’aria a valle della stessa a punto fisso. Se latemperatura ambiente è inferiore al set, la batteria calda di recupero è attiva e la batteria alimentatacon acqua di caldaia modula la temperatura dell’aria di mandata a punto fisso. Se viceversa latemperatura ambiente è superiore al set, le due batterie calde sono inattive. Se infine l’umiditàrelativa ambiente è inferiore al valore impostato, il ventilatore di mandata è fermo; durante le fasidi marcia del ventilatore la serranda a bandiera motorizzata alterna con periodo costante il lanciosulla zona destra e sulla zona sinistra del locale.
5. Il moto di funzionamento con aria esterna può essere gestito naturalmente oppureautomaticamente tramite confronto tra la temperatura dell’aria ambiente e quella dell’aria esterna.In Fig.1 è mostrato lo schema funzionale dell’impianto e in tabella sono indicati i parametri diregolazione impostati durante il monitoraggio.
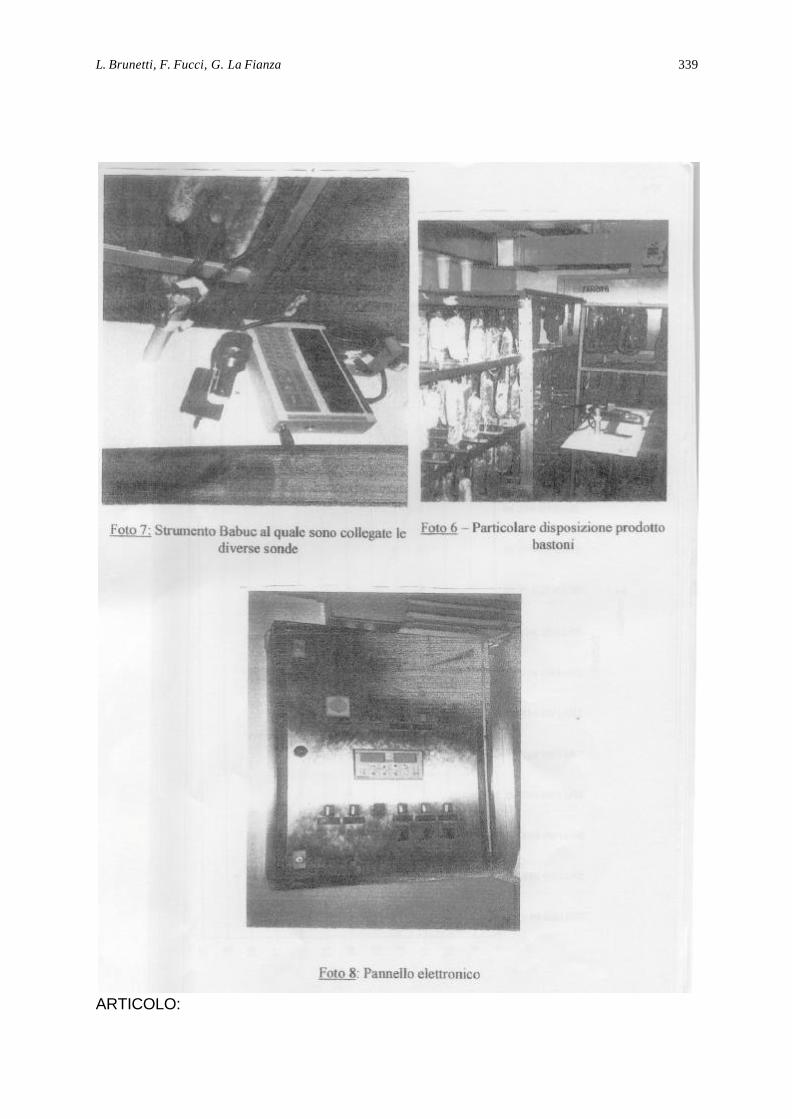
2. MATERIALE E METODILe prove sperimentali sono state eseguite utilizzando un Data Logger al quale sono state collegatesonde per l’acquisizione dati. Sono state registrate periodicamente, mediante scansioni temporaliimpostate, la temperatura, l’umidità relativa e la velocità dell’aria. Il Data Logger è stato posizionatoall’interno della cella di lavorazione ed al termine del ciclo di essiccazione del prodotto, i valorimemorizzati sono stati elaborati mediante connessione al computer. Le variazioni di temperatura,umidità, tempi di marcia e sosta, sgocciolamento, ricambi d’aria ecc. vengono registrate su di unquadro elettronico posto all’esterno della cella in esame (Foto 7, 8) e sono stati riportati ogni giorno ivalori di temperatura ed umidità relativa. Inoltre, mediante bilancia elettronica, sono state eseguite le

L. Brunetti, F. Fucci, G. La Fianza 333
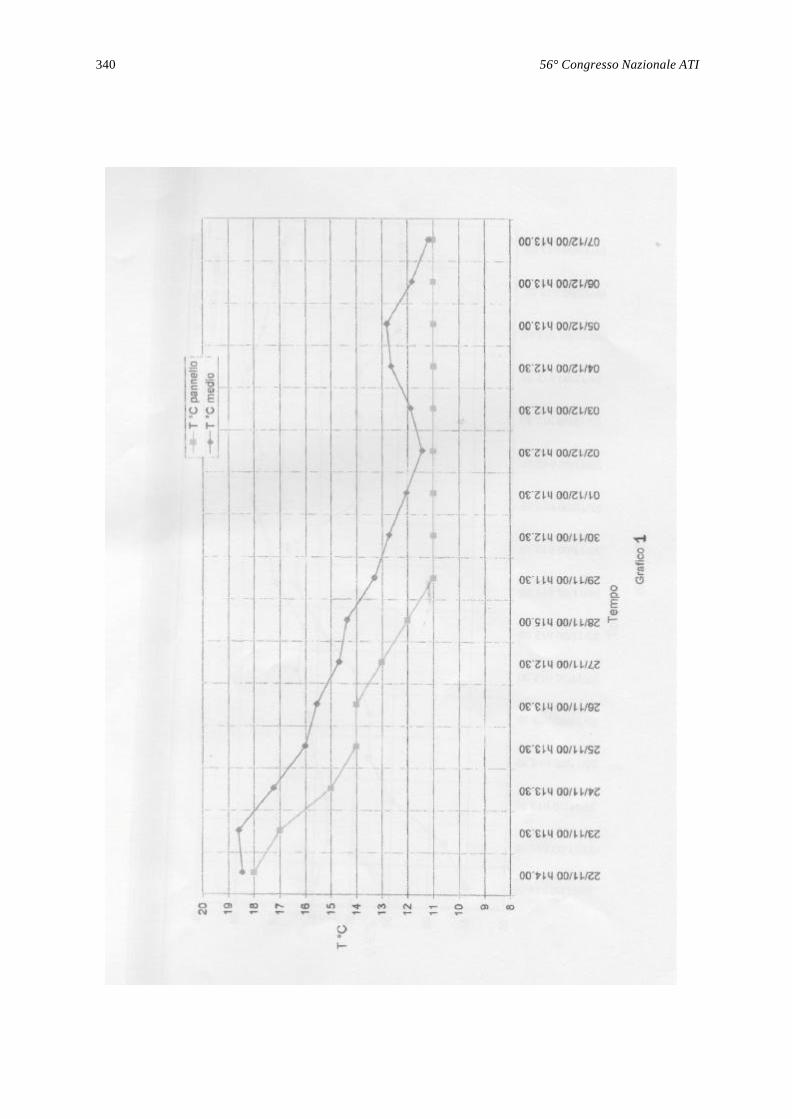
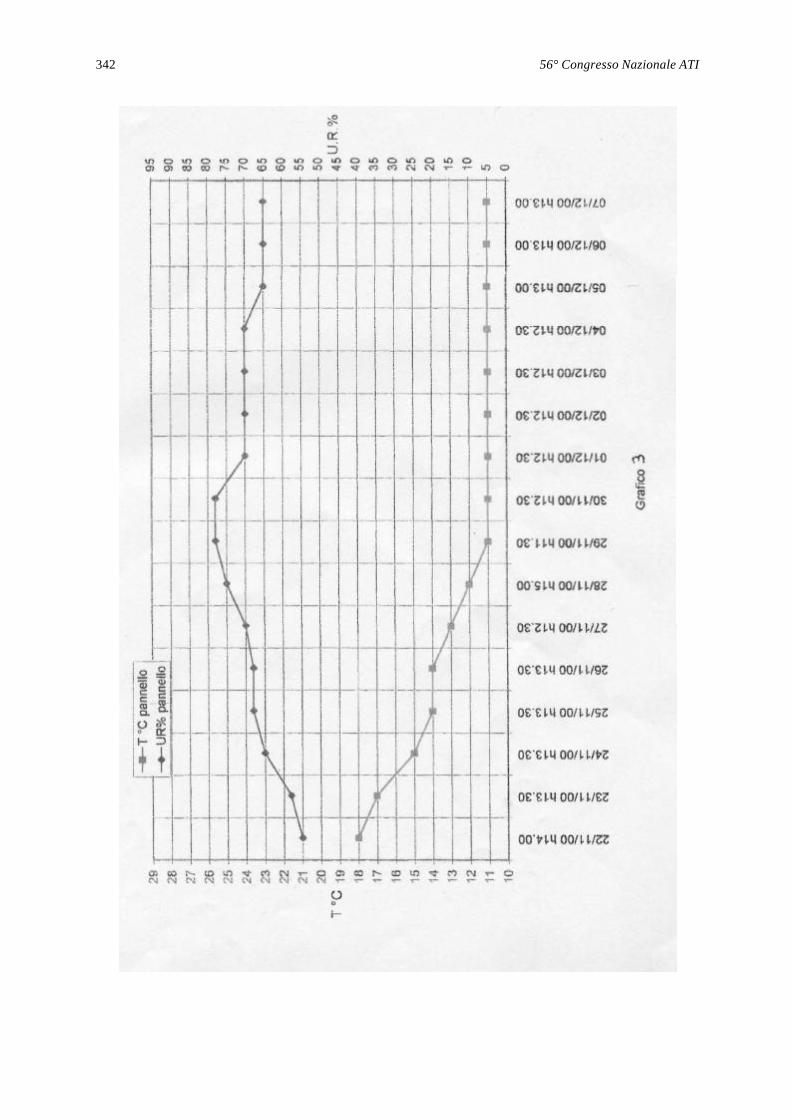
pesate di due campioni onde estrapolare il calo di peso relativo ed assoluto dei prodotti e la rispettivavelocità di essiccazione nel corso dell’intero ciclo di sperimentazione.I parametri che influenzano il processo di essiccazione dei salumi possono essere suddivisi in:a) parametri geometrici: rapporto superficie/volume. Maggiore è la superficie esterna piùvelocemente avviene l’essiccazione;b) parametri relativi al tipo di involucro: naturale e/o artificiale;c) parametri impiantistici: proprietà termo-igrometriche dell’aria che circonda il prodotto;caratteristiche termofluidodinamiche dell’aria che investe il prodotto ed il tipo di carico della cella.Nel lavoro in questione sono stati registrati e presi in esame i valori di temperatura, umidità relativa evelocità dell’aria nell’impianto abitualmente impiegato per la produzione di insaccati fermentatistagionatiI valori ottenuti nell’arco di tempo di 16 giorni, misurati ogni mezz’ora tramite Data Logger, hannopermesso di ottenere grafici giornalieri mostrati in seguito. Tali grafici permettono di evidenziare ilfenomeno fisico secondo il quale all’aumentare della temperatura diminuisce l’umidità relativa eviceversa. ( Ogni variazione di 1°C determina una variazione del 5% di umidità relativa). Per un arcodi tempo limitato si evidenzia un comportamento diverso.; ciò può essere dovuto all’apertura dellaporta della cella frigorifera da parte dell’operatore.Nei grafici 1,2,3 viene rappresentato l’intero ciclo di 16 giorni relativamente alle variazioni ditemperatura, umidità relativa e velocità dell’aria. Il grafico 4 mostra i valori di temperatura e diumidità relativa del pannello elettronico impostati giornalmente dall’operatore. Nei grafici 5, 6vengono posti a confronto i valori medi di temperatura e di umidità relativa interna alla cella misuratie quelli impostati. Si nota come il valore impostato non viene rispettato all’interno della cella inquanto risulta sempre essere di qualche grado differente rispetto al valore medio reale per quantoriguarda la temperatura mentre l’umidità relativa presenta un 5-10% di differenza dal valore medio.Ciò ha richiesto una reimpostazione dei valori del pannello.Nel corso del ciclo delle prove sperimentali sono state eseguite giornalmente le pesate dei prodottiessiccati in cella. Nei grafici 7,8 viene riportata la diminuzione di peso subita dai prodotti dall’ingressoin cella fino alla confezione sotto-vuoto per la vendita. Da tali grafici derivano gli andamenti divelocità di essiccazione di entrambi i prodotti (grafico 9,10). Nelle tabelle (tab.1 e 2) sono, infine,riportati i cali di peso percentuali relativi e assoluti.
CONCLUSIONIE’ noto che nel passato l’asciugatura dei prodotti insaccati avveniva secondo metodi empiricitramandati di generazione in generazione che tenevano conto dell’ambiente in cui i prodotti (insaccati)venivano posti. L’aria dell’ambiente condiziona fortemente il processo di essiccazione e tre sono ifattori che principalmente influenzano tale processo: temperatura, umidità relativa e velocità dell’aria.Nei processi industriali questi tre parametri sono, oggi, controllati all’interno di ambienti delimitati dapareti e porte (celle) mediante sistemi di supervisione che gestiscono un impianto di condizionamentodell’aria a servizio delle celle.Con tale lavoro si è inteso monitorare le fasi di stufatura, asciugatura e maturazione di due tipi diinsaccati, presso un produttore locale, attraverso il rilievo dei parametri di temperatura, U.R e velocitàdell’aria interna alle celle e contemporanea valutazione del calo di peso del prodotto.Dall’analisi dei dati si evidenzia che:? i valori dell’Umidità relativa impostati sul pannello di controllo non sono rilevati dallo strumento
all’interno delle celle ed essi risultano sistematicamente più alti;? dal confronto dei valori di U.R. ripresi dalla letteratura, per stufatura-asciugatura di altri tipi di
insaccati, l’andamento dell’U.R. all’interno delle celle presenta delle variazioni a seconda del tipodi insaccato preso in considerazione. Tale variazione oscilla tra il 60%?90% nei primi giorni e70%?80% alla fine del ciclo. Per un tipo diverso di insaccato(salame tipo Felino) l’U.R. simantiene, invece, costante per un certo intervallo di tempo con valori elevati oscillanti tra 90% e95%;
? la temperatura nella fase di stufatura-asciugatura varia tra i 20°C ed i 14°C; anche in questo caso ilvalore di temperatura misurato all’interno delle celle è risultata sistematicamente maggiore delvalore impostato sul pannello;
? nella fase di maturazione i valori di U.R. impostati sul pannello rispetto a quelli misuratiall’interno della cella sono risultati del 15% in più del valore assoluto. In questo caso mentre sul

56° Congresso Nazionale ATI334
pannello sono stati impostati valori variabili tra il 75% ed il 65%, all’interno delle celle sono statimisurati valori tra il 90% ed il 75%;
? l’andamento dell’U.R. all’interno delle celle è simile a quello riscontrato in letteratura per ilsalame tipo Milano;
? la temperatura in fase di maturazione oscilla tra i 12°C ed i 14°C; nell’ultimo periodo la sonda ditemperatura non ha più dato valori significativi;
? i valori di velocità misurati, essendo molto bassi in prossimità del prodotto, non sono risultatisignificativi al fine di una valutazione dell’effettivo campo di velocità all’interno della cella.
? Da quanto sopra riportato si comprende che la tecnica adottata per l’essiccazione dei due tipi diinsaccati è tipica dello specifico salumificio che, in modo del tutto empirico trattiene i salamiall’interno della cella a valori di temperatura e U.R: non canonici, i quali, però, consentono diessiccare il prodotto.
? A seguito di tali prime esperienze si individuano due linee di azioni su cui operare:? la determinazione attenta delle temperature, U.R. e velocità dell’aria a cui devono sottostare i
prodotti nelle diverse fasi di lavorazione;? lo studio di impianti in grado di garantire con una certa fidabilità tali condizioni.? Da un punto di vista impiantistico la problematica è complicata dal fatto che le celle, in generale,
sono riempite dagli insaccati e che le su indicate condizioni termo-igro-fluidodinamiche si devonorealizzare in modo omogeneo in tutte le zone intorno ai prodotti stessi.
BibliografiaG. Alfano, V. Betta. Fisica Tecnica (Termodinamica applicata; principi di impianti termici), Napoli,Ed. Liguori, 1984.Ashrae Transactions. Interaction between heat and mass transfer in foods, 1985.D. Collin. Applicazioni Frigorifere, Milano, Tecniche Nuove Editore, 1979.G. D’Ancona. Industrie Agroalimentari con principi di chimica e tecnologie degli alimenti, Roma,Edizione per l’agricoltura, 1992.I. Ghinelli. Le carni conservate “laboratori di carne”, Volume secondo, 2° Parte Speciale (Prodotticarnei insaccati pgg.1509-1537) Piccin Editore, 1985.G.V. Barbosa-Canovas, H. Vega-Mercado. Dehydration of foods, Chapman & Hall Editori, 1996.F. Kreith. Elementi di trasmissione del calore, Napoli, Liguori Editore, 1976.A. Pasini. Un impianto per l’asciugamento di carni insaccate , parte seconda, Il Freddo, n°1, pg.47-57,1998.C. Peri., M. Riva. L’essiccazione in corrente d’aria , pg.77-102, Milano, Codit Editore, 1985.R.Rosset. Food Science and Technology Abstracts “Author index” “Subject index” vol.30,Preservation of meat: necessity for use of refrigeration, 1998.
L. Brunetti, F. Fucci, G. La Fianza 335
56° Congresso Nazionale ATI336
L. Brunetti, F. Fucci, G. La Fianza 337

56° Congresso Nazionale ATI338
L. Brunetti, F. Fucci, G. La Fianza 339
ARTICOLO:
56° Congresso Nazionale ATI340

L. Brunetti, F. Fucci, G. La Fianza 341
56° Congresso Nazionale ATI342

L. Brunetti, F. Fucci, G. La Fianza 343

56° Congresso Nazionale ATI344

L. Brunetti, F. Fucci, G. La Fianza 345

56° Congresso Nazionale ATI346