
CNC 8055 TC - Fagor Automation · QUESTIONI TEORICHE SULLA MACCHINA-CNC. 1 1.5 Selezione dello zero...
112
REF. 1010 SOFT: V01.0X 8055 TC Manuale di autoapprendimento CNC
Transcript of CNC 8055 TC - Fagor Automation · QUESTIONI TEORICHE SULLA MACCHINA-CNC. 1 1.5 Selezione dello zero...

REF. 1010
SOFT: V01.0X
8055 TC
Manuale di autoapprendimento
CNC

In questo prodotto si sta utilizzando il seguente codice fonte, soggetto ai termini della licenza GPL. Le applicazioni busyboxV0.60.2; dosfstools V2.9; linux-ftpd V0.17; ppp V2.4.0; utelnet V0.1.1. La libreria grx V2.4.4. Il kernel di linux V2.4.4. Ilcaricatore di linux ppcboot V1.1.3. Per ricevere una copia su CD di questo codice fonte, occorrerà versare 10 euro alla FagorAutomation per i costi di preparazione e spedizione.
Tutti i diritti sono riservati. La presente documentazione, interamente o in parte,non può essere riprodotta, trasmessa, trascritta, memorizzata in un sistema diregistrazione dati o tradotta in nessuna lingua, senza autorizzazione espressadi Fagor Automation. È vietata la copia, parziale o totale, o uso non autorizzatodel software.
L'informazione di cui al presente manuale può essere soggetta a variazionidovute a eventuali modifiche tecniche. La Fagor Automation si riserva il diritto dimodificare il contenuto del manuale senza preavviso.
Tutti i marchi registrati o commerciali riportati nel manuale appartengono airispettivi proprietari. L’uso di tali marchi da parte di terzi a fini privati può vulnerarei diritti dei proprietari degli stessi.
È possibile che il CNC possa eseguire più funzioni di quelle riportate nella relativadocumentazione; tuttavia Fagor Automation non garantisce la validità di taliapplicazioni. Pertanto, salvo dietro espressa autorizzazione della FagorAutomation, qualsiasi applicazione del CNC non riportata nella documentazione,deve essere considerata "impossibile". FAGOR AUTOMATION non si renderesponsabile degli infortuni alle persone, o dei danni fisici o materiali di cui possaessere oggetto o provocare il CNC, se esso si utilizza in modo diverso a quellospiegato nella documentazione connessa.
È stato verificato il contenuto del presente manuale e la sua validità per il prodottodescritto Ciononostante, è possibile che sia stato commesso un erroreinvolontario e perciò non si garantisce una coincidenza assoluta. In ogni caso,si verifica regolarmente l’informazione contenuta nel documento e si provvedea eseguire le correzioni necessarie che saranno incluse in una successivaeditazione. Si ringrazia per i suggerimenti di miglioramento.
Gli esempi descritti nel presente manuale sono orientati all’apprendimento.Prima di utilizzarli in applicazioni industriali, devono essere appositamenteadattati e si deve inoltre assicurare l’osservanza delle norme di sicurezza.

Manuale di autoapprendimento
Opzione ·TC·
REF. 1010
3
I N D I C E
CAPITOLO 1 QUESTIONI TEORICHE SULLA MACCHINA-CNC.
1.1 Assi della macchina................................................................................................... 71.2 Zero macchina e zero pezzo. .................................................................................... 81.3 Ricerca di riferimento macchina. ............................................................................... 91.4 Limiti di corsa........................................................................................................... 101.5 Selezione dello zero pezzo...................................................................................... 111.6 Unità di lavoro.......................................................................................................... 121.7 Velocità del mandrino. ............................................................................................. 13
CAPITOLO 2 QUESTIONI TEORICHE SULL'UTENSILE.
2.1 Il cambio utensile. .................................................................................................... 172.2 La tabella utensili. .................................................................................................... 182.3 Calibrazione utensile. .............................................................................................. 25
CAPITOLO 3 PRATICA MANUALE.
3.1 Descrizione della schermata e della tastiera. .......................................................... 313.1.1 Descrizione della tastiera..................................................................................... 323.1.2 Descrizione della schermata standard................................................................. 343.1.3 Descrizione della schermata ausiliare. ................................................................ 353.2 Ricerca di riferimento macchina. ............................................................................. 363.3 Mandrino. ................................................................................................................ 373.3.1 Gamme della velocità. ......................................................................................... 393.4 Spostamento degli assi. .......................................................................................... 403.4.1 Volantini. .............................................................................................................. 413.4.2 Spostamenti in jog. .............................................................................................. 423.4.3 Spostamento di un asse a una quota. ................................................................. 443.5 Cambio utensile....................................................................................................... 453.5.1 Punto di cambio utensile...................................................................................... 463.5.2 Regolazione utensile. .......................................................................................... 473.5.3 Come modificare qualsiasi dato della tabella degli utensili.................................. 503.5.4 Verifica della corretta calibrazione....................................................................... 51
CAPITOLO 4 OPERAZIONI O CICLI.
4.1 Descrizione della schermata e della tastiera. .......................................................... 554.2 Modalità di lavoro. ................................................................................................... 574.3 Operazioni o cicli. .................................................................................................... 584.3.1 Editare un'operazione o ciclo............................................................................... 594.3.2 Simulare un'operazione o ciclo. ........................................................................... 634.3.3 Eseguire un'operazione o ciclo. ........................................................................... 67
CAPITOLO 5 RIEPILOGO DEI CICLI DI LAVORO.
5.1 Ciclo di posizionamento........................................................................................... 735.2 Ciclo di tornitura cilindrica........................................................................................ 745.3 Ciclo di sfacciatura. ................................................................................................. 755.4 Ciclo di conicità 1..................................................................................................... 765.5 Ciclo di arrotondamento. ......................................................................................... 785.6 Ciclo di filettatura. .................................................................................................... 795.7 Ciclo di scanalatura. ................................................................................................ 825.8 Cicli di foratura e di maschiatura. ............................................................................ 855.9 Ciclo di profilo. ......................................................................................................... 86

Manuale di autoapprendimento
Opzione ·TC·
REF. 1010
4
CAPITOLO 6 PROGRAMMI PEZZO CONVERSAZIONALI.
6.1 Che cos'è un programma pezzo conversazionale ?................................................ 916.2 Editazione di un programma pezzo......................................................................... 926.3 Modificare un programma pezzo. ............................................................................ 956.4 Simulare/eseguire un'operazione. ........................................................................... 996.5 Simulare/eseguire un programma pezzo............................................................... 1006.6 Simulare/eseguire un programma pezzo a partire di un'operazione. .................... 1016.7 Copiare un programma pezzo in un altro. ............................................................. 1026.8 Cancellare un programma pezzo. ......................................................................... 103
APPENDICI ALTRE LAVORAZIONI AL TORNIO.
A.1 Immissione ............................................................................................................ 107A.2 Mandrino orientabile e utensile motorizzato. ......................................................... 108A.3 Forature multiple. .................................................................................................. 109A.4 Maschiatura multiple. ............................................................................................ 110A.5 Slot milling. ............................................................................................................ 111

1 QUESTIONI TEORICHE SULLA MACCHINA-CNC.
Come sono denominati gli assi della macchina.
Che si intende come zero macchina e allo zero pezzo.
Che cos’è la "Ricerca del riferimento macchina".
Cosa sono i limiti di corsa.
Come si preseleziona uno zero pezzo.
Quali sono le unità di lavoro.
Modalità di lavoro del mandrino.


MANUALE DI AUTOAPPRENDIMENTO 7
Opzione ·TC· QUESTIONI TEORICHE SULLA MACCHINA-CNC. 1
1.1 Assi della macchina.
Asse Z: Asse longitudinale alla macchina.
Asse X: Asse trasversale alla macchina.

MANUALE DI AUTOAPPRENDIMENTO 8
Opzione ·TC· QUESTIONI TEORICHE SULLA MACCHINA-CNC. 11.2 Zero macchina e zero pezzo.
Sono i riferimenti di cui ha bisogno la macchina per poter lavorare.
Zero macchina (OM)
È impostato dal costruttore ed è il punto di origine degli assi.
Zero pezzo (OP)
È impostato dall’operatore. È il punto di origine del pezzo, apartire dal quale si programmano gli spostamenti. Può esseresituato in qualsiasi punto del pezzo.
Rif. macchina

MANUALE DI AUTOAPPRENDIMENTO 9
Opzione ·TC· QUESTIONI TEORICHE SULLA MACCHINA-CNC. 1
1.3 Ricerca di riferimento macchina.
Quando il CNC è spento, gli assi si possono spostare manualmente o accidentalmente. In queste condizioni il CNC perdela posizione reale degli assi, per questo all’accensione si consiglia (non obbligatorio) di realizzare l’operazione di "Ricercadi Riferimento macchina". Con questa operazione, l'utensile si sposta a un punto definito dal costruttore della macchina, eil CNC sincronizza la relativa posizione assumendo le quote definite dal costruttore per quel punto, riferite allo zero macchina.
NOTA: I nuovi sistemi di retroazione (IO codificate) consentono di sapere la posizione degli assi, mediante un cortospostamento degli stessi. In questo modo scompare il concetto di riferimento macchina.
Riferimento macchina: È il punto sul quale si sposta l’utensile nella ricerca di riferimento macchina.
Riferimento torretta: Punto che si sposta con la torretta. È il punto sul quale si sposta nella ricerca di riferimento macchina.
Riferimento macchina.
Riferimento torretta.
Z reale
Z reale

MANUALE DI AUTOAPPRENDIMENTO 10
Opzione ·TC· QUESTIONI TEORICHE SULLA MACCHINA-CNC. 11.4 Limiti di corsa.
Questo tipo di macchine ha due tipi di limiti:
• Limiti fisici. Vengono imposti dalla macchina, per evitare che i carri fuoriescano dalle guide (camme e fermi meccanici).
• Limiti del CNC. Sono definiti dal costruttore nel CNC, per evitare che i carri raggiungano i limiti fisici.
Limiti fisici.
Limiti del CNC.
Riferimento macchina.
MANUALE DI AUTOAPPRENDIMENTO 11
Opzione ·TC· QUESTIONI TEORICHE SULLA MACCHINA-CNC. 1
1.5 Selezione dello zero pezzo.
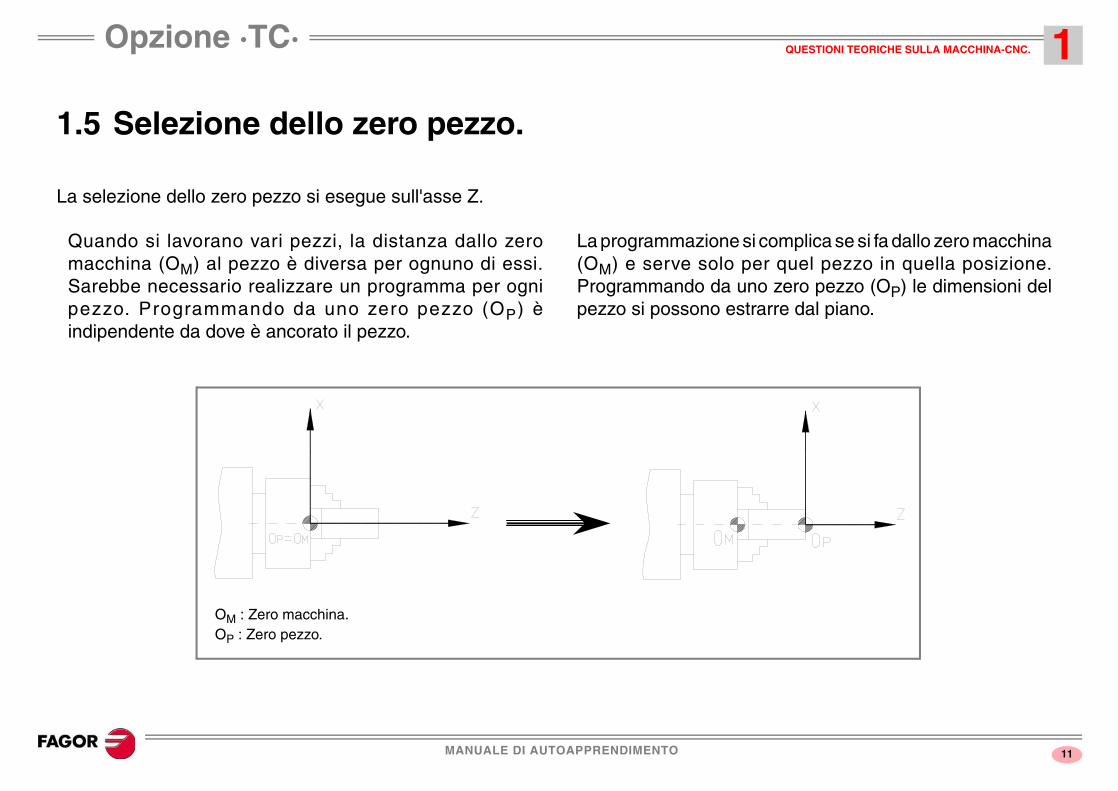
La selezione dello zero pezzo si esegue sull'asse Z.
La programmazione si complica se si fa dallo zero macchina(OM) e serve solo per quel pezzo in quella posizione.Programmando da uno zero pezzo (OP) le dimensioni delpezzo si possono estrarre dal piano.
Quando si lavorano vari pezzi, la distanza dallo zeromacchina (OM) al pezzo è diversa per ognuno di essi.Sarebbe necessario realizzare un programma per ognipezzo. Programmando da uno zero pezzo (OP) èindipendente da dove è ancorato il pezzo.
OM : Zero macchina.OP : Zero pezzo.
MANUALE DI AUTOAPPRENDIMENTO 12
Opzione ·TC· QUESTIONI TEORICHE SULLA MACCHINA-CNC. 11.6 Unità di lavoro.
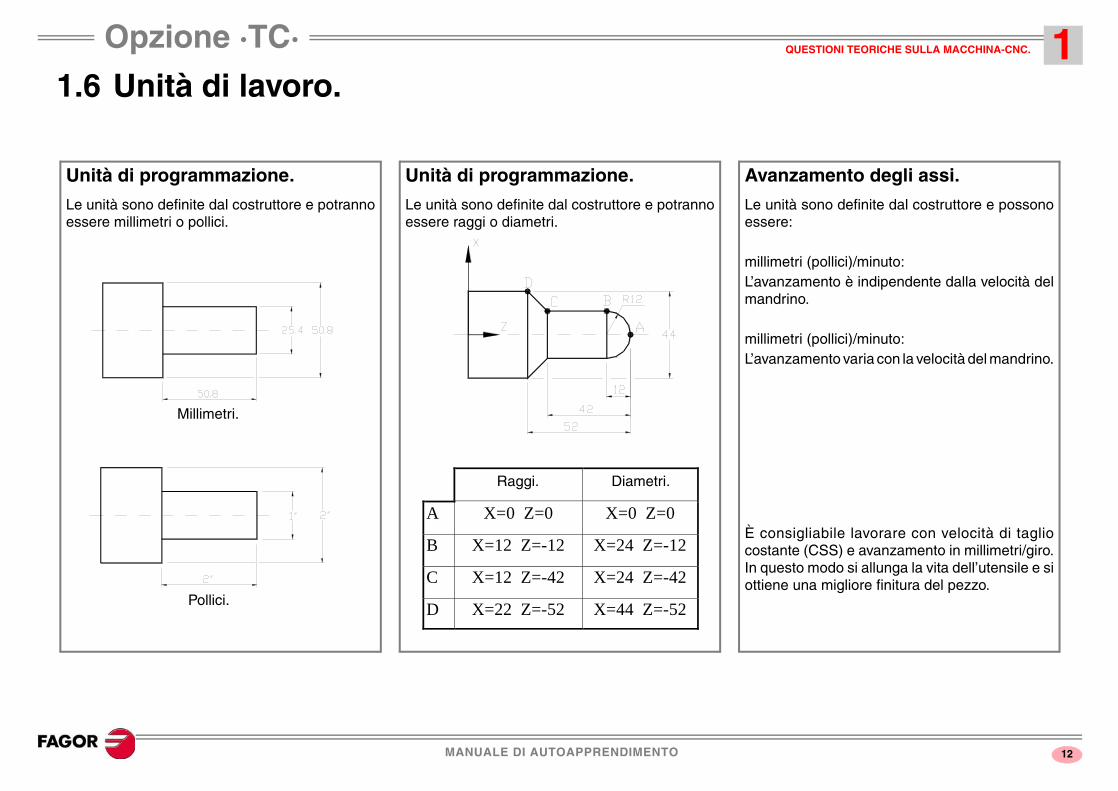
A X=0 Z=0 X=0 Z=0
B X=12 Z=-12 X=24 Z=-12
C X=12 Z=-42 X=24 Z=-42
D X=22 Z=-52 X=44 Z=-52
Unità di programmazione.
Le unità sono definite dal costruttore e potrannoessere millimetri o pollici.
Unità di programmazione.
Le unità sono definite dal costruttore e potrannoessere raggi o diametri.
Avanzamento degli assi.
Le unità sono definite dal costruttore e possonoessere:
millimetri (pollici)/minuto:L’avanzamento è indipendente dalla velocità delmandrino.
millimetri (pollici)/minuto:L’avanzamento varia con la velocità del mandrino.
Millimetri.
Pollici.
Raggi. Diametri.
È consigliabile lavorare con velocità di tagliocostante (CSS) e avanzamento in millimetri/giro.In questo modo si allunga la vita dell’utensile e siottiene una migliore finitura del pezzo.

MANUALE DI AUTOAPPRENDIMENTO 13
Opzione ·TC· QUESTIONI TEORICHE SULLA MACCHINA-CNC. 1
1.7 Velocità del mandrino.
Vi sono due tipi di velocità; velocità di taglio e velocità di rotazione.
Per quanto riguarda la modalità di lavoro del mandrino, il CNC offre due possibilità.
• Velocità di taglio (V).
È la velocità lineare dei punti a contatto fra il pezzoe l’utensile.
• Velocità di rotazione (N).
È la velocità angolare del pezzo.
Il rapporto fra entrambe è:
V 2 R N1000
----------------------------------=
GIRI/MIN: Velocità di rotazione constante.
Il CNC mantiene la velocità di rotazione (N) costante. Lavelocità di taglio (V) varia.
CSS: Velocità di taglio costante.
Il CNC mantiene la velocità di taglio (V) costante. La velocitàdi rotazione (N) varia.
V1 = V2N1 < N2
N1 = N2V1 > V2

MANUALE DI AUTOAPPRENDIMENTO 14
Opzione ·TC· QUESTIONI TEORICHE SULLA MACCHINA-CNC. 1CONTROLLO DELLA VELOCITÀ DI TAGLIO COSTANTE
Per lavorare con velocità di taglio costante (CSS) occorre tener conto di due particolari.
Lo zero pezzo deve essere sull’asse di rotazione del pezzo, affinché la velocitàdi rotazione calcolata coincida con quella ottimale di taglio.
Occorre programmare una velocità di rotazione massima, dato che la velocitàdi rotazione aumenta quando diminuisce il diametro, e non conviene superareuna certa velocità in pezzi di gran diametro.
Il CNC lavora a velocità di taglio (Vc) costante e a partire dal diametro Dc,(quando N=Nmax), si lavora con velocità di rotazione (N) costante.

2 QUESTIONI TEORICHE SULL'UTENSILE.
Come si gestisce il cambio utensile.
Che cos’è la tabella utensili e quali informazioni vi sono registrate.
Che cos'è la calibratura dell'utensile ?
Difetti dovuti a errori nella tabella degli utensili.


MANUALE DI AUTOAPPRENDIMENTO 17
Opzione ·TC· QUESTIONI TEORICHE SULL'UTENSILE. 2
2.1 Il cambio utensile.
Gli utensili che possono essere utilizzati dal CNC sono situati sulla torre portautensili. Questa torre può disporre di cambiomanuale o automatico utensile.
• Quando la torre è a cambio manuale, questo si esegue come in una macchina convenzionale.
• Quando la torre è a cambio automatico, sulla torre saranno situati tutti gli utensili, e per effettuare il cambio il CNC farà giraretutta la torre fino a situare il nuovo utensile nella posizione di lavoro.
Torretta di cambio manuale. Torretta di cambio automatico.

MANUALE DI AUTOAPPRENDIMENTO 18
Opzione ·TC· QUESTIONI TEORICHE SULL'UTENSILE. 22.2 La tabella utensili.
In questa tabella si salva l’informazione relativa agli utensili. Quando si esegue un cambio di utensile, il CNC assume i datidefiniti nella tabella per tale utensile.
L’informazione contenuta nella tabella è:
• ·T· Numero d'utensile.
• ·D· Correttore associato all'utensile.
Nel correttore sono definite i dati dell'utensile.
• Occorre anche definire il tipo di utensile.
Utensile rombico.
Utensile per filettare.
Utensile quadrato.
Utensile circolare.
Utensile motorizzato.

MANUALE DI AUTOAPPRENDIMENTO 19
Opzione ·TC· QUESTIONI TEORICHE SULL'UTENSILE. 2
• ·X· Lunghezza dell'utensile sull'asse X (in raggi).
• ·Z· Lunghezza dell’utensile sull’asse Z.
• ·A· Angolo della lama.
• ·B· Larghezza della lama.
• ·C· Angolo di taglio.
• ·I· Correttore dell’usura sull’asse X.
• ·K· Correttore dell’usura sull’asse Z.
Riferimento torretta.
• ·R· Raggio dell'utensile.

MANUALE DI AUTOAPPRENDIMENTO 20
Opzione ·TC· QUESTIONI TEORICHE SULL'UTENSILE. 2• ·F· Fattore di forma o modo in cui è stato calibrato l’utensile.
Una volta note le dimensioni dell’utensile;
Il CNC ha bisogno di conoscere qual è il fattore di forma o il punto di calibrazione di taleutensile per applicare la compensazione di raggio. Il fattore di forma dipendedall’orientamento degli assi della macchina.

MANUALE DI AUTOAPPRENDIMENTO 21
Opzione ·TC· QUESTIONI TEORICHE SULL'UTENSILE. 2
FATTORI DI FORMA PIÙ CONSUETI.

MANUALE DI AUTOAPPRENDIMENTO 22
Opzione ·TC· QUESTIONI TEORICHE SULL'UTENSILE. 2

MANUALE DI AUTOAPPRENDIMENTO 23
Opzione ·TC· QUESTIONI TEORICHE SULL'UTENSILE. 2
FATTORI DI FORMA PIÙ CONSUETI.

MANUALE DI AUTOAPPRENDIMENTO 24
Opzione ·TC· QUESTIONI TEORICHE SULL'UTENSILE. 2

MANUALE DI AUTOAPPRENDIMENTO 25
Opzione ·TC· QUESTIONI TEORICHE SULL'UTENSILE. 2
2.3 Calibrazione utensile.
La calibrazione utensili è l’operazione mediante la quale si definiscono sul CNC le dimensioni dell’utensile. È molto importanteeseguire bene quest’operazione perché i pezzi risultino con le dimensioni corrette e affinché nel fare un cambio utensile sicontinui a controllare lo stesso punto.
Dimensioni diverse dell'utensile. Lo stesso punto.
00044.000
-00043.331Z
XT1
T2
Z
X 00044.000
-00043.331

MANUALE DI AUTOAPPRENDIMENTO 26
Opzione ·TC· QUESTIONI TEORICHE SULL'UTENSILE. 2DIFETTI DOVUTI A UNA CATTIVA CALIBRAZIONE DELLA LUNGHEZZA.
·X1· Lungheza reale.·Z1· Lungheza reale.
Pezzo con le dimensioni corrette.
·X2· Lungheza false.
·X2· < Lungheza reale.
Pezzo con le dimensioni errate.
Pezzo da lavorare. Utensile.
Lavorazione incorretta.Utensili mal calibrati.
Lavorazione corretta.Utensili ben calibrati.

MANUALE DI AUTOAPPRENDIMENTO 27
Opzione ·TC· QUESTIONI TEORICHE SULL'UTENSILE. 2
DIFETTI DOVUTI A UN’ERRATA DEFINIZIONE DEL FATTORE DI FORMA.
L’utensile ha una punta teorica eun’altra reale.
Lavoro con la punta teorica.
Lavoro con la punta reale.
Punta teorica.
Punta reale.
Nel lavorare con la punta teorica, resta sovrametallo di lavorazione. Perevitare questo, il CNC lavora con la punta reale.
Per lavorare con la punta teorica, il CNC deve conoscere qual è il punto dicalibrazione di tale utensile (fattore di forma) per potere applicare lacompensazione di raggio.
Conoscendo il fattore di forma, il CNC puòcompensare la pa r te ombregg ia ta(compensazione di raggio).
Se si immette un fattore di forma errato, l’errore si incrementa invece diessere compensato.

MANUALE DI AUTOAPPRENDIMENTO 28
Opzione ·TC· QUESTIONI TEORICHE SULL'UTENSILE. 2DIFETTI DOVUTI A UNA CATTIVA CALIBRAZIONE DEL RAGGIO.
Raggio reale.
Dovuto alla differenza fra entrambi i raggi, resta un sovraspessore dimateriale.
Raggio falso.
Sovrametallo di lavorazione.
Raggio reale.
Raggio falso.

3 PRATICA MANUALE.
Descrizione della schermata e della tastiera.
Come eseguire una ricerca di riferimento macchina.
Lavoro con il mandrino.
Modalità di spostamento assi (volantini, jog continuo, jog incrementale).
Utensile.


MANUALE DI AUTOAPPRENDIMENTO 31
Opzione ·TC· PRATICA MANUALE. 3
3.1 Descrizione della schermata e della tastiera.
All'accensione il CNC visualizzerà la seguente schermata.
Se non appare questa schermata, può darsi che il CNC sia in modalità·T·. Per entrare nel modo ·MC·, premere i seguenti tasti.

MANUALE DI AUTOAPPRENDIMENTO 32
Opzione ·TC· PRATICA MANUALE. 33.1.1 Descrizione della tastiera.
1· Tasti per la definizione delle operazioni di lavorazione.
2· Tasti per dispositivi esterni, utensile motorizzato e modalità di lavoro del mandrino (GIRI/MIN./VCC).
3· Tastiera alfanumerica e tasti di comando.
4· Pannello operatore.
Descrizione del pannello di comando.

MANUALE DI AUTOAPPRENDIMENTO 33
Opzione ·TC· PRATICA MANUALE. 3
Selettore della modalità di lavoro.
Scelta del senso di rotazione ed avvio delmandrino.
Variazione percentuale della velocità dirotazione.
Tastiera jog per lo spostamentomanuale degli assi.
Jog continuo.
Jog incrementale.
Volantini.
Var iaz ione percentua ledell’avanzamento.
Tasto [MARCIA].
Tasto [STOP].

MANUALE DI AUTOAPPRENDIMENTO 34
Opzione ·TC· PRATICA MANUALE. 33.1.2 Descrizione della schermata standard.
1· Ora, tipo di esecuzione (blocco a blocco/continua), numero di programma, statodell’esecuzione (in posizione, esecuzione, interrotto o reset) e messaggi del PLC.
2· Messaggi del CNC.
3· Posizione dell'utensile rispetto allo zero macchina e zero pezzo. Giri reali delmandrino.
4· Avanzamento degli assi e percentuale applicata.
5· Informazione dell'utensile. Utensile attivo e posizione del punto di cambio.
6· Informazione del mandrino. Velocità di lavoro selezionata, percentuale applicata,stato del mandrino (rotazione a destra, sinistra o fermo) e gamma attiva.
7· Messaggi guida.

MANUALE DI AUTOAPPRENDIMENTO 35
Opzione ·TC· PRATICA MANUALE. 3
3.1.3 Descrizione della schermata ausiliare.
1· Ora, tipo di esecuzione (blocco a blocco/continua), numero di programma, statodell’esecuzione (in posizione, esecuzione, interrotto o reset) e messaggi del PLC.
2· Messaggi del CNC.
3· Blocchi del programma selezionato. .
4· Informazione degli assi. Punto finale dello spostamento (COMANDO), posizionecorrente degli assi (CORRENTE), distanza mancante da percorrere (RESTO) edifferenza fra la posizione teorica e reale della posizione (ERRORE DIINSEGUIMENTO).
Informazione del mandrino. Velocità teorica programmata, velocità in giri/min. evelocità in metri al minuto.
5· Funzioni G e M attivi.
Numero di pezzi consecutivi eseguiti con il programma (PARTC), tempo diesecuzione del pezzo (CYTIME) e timer dell’PLC.
Cambio schermata.

MANUALE DI AUTOAPPRENDIMENTO 36
Opzione ·TC· PRATICA MANUALE. 33.2 Ricerca di riferimento macchina.
Dopo aver acceso la macchina, si consiglia di eseguire una ricerca di riferimento macchina degli assi, per verificare che nonsi siano spostati mentre la macchina era spenta. Vi sono due modi di eseguire la ricerca del riferimento macchina.
Ricerca del riferimento macchina manuale
La ricerca di riferimento macchina di ogni asse si realizzaseparatamente. Il CNC non conserva lo zero pezzo.
Ricerca del riferimento macchina automatica.
La ricerca di riferimento macchina si esegue su tutti gli assisimultaneamente mediante un sottoprogramma, definito dalfabbricante della macchina. Il CNC conserva lo zero pezzo.
Z macchina
Il CNC visualizza le quote riferite allo zero pezzo (OP),tenendo conto delle dimensioni dell’utensile.
Il CNC visualizza le quote riferite allo zero macchina (OM),tenendo conto delle dimensioni dell’utensile.
Premere:
Premere:
X macchina
Rif. macchina
Rif. macchina
Premere:

MANUALE DI AUTOAPPRENDIMENTO 37
Opzione ·TC· PRATICA MANUALE. 3
3.3 Mandrino.
Per avviare il mandrino utilizzare i tasti del pannello di comando.
Il mandrino di una macchina a CNC offre due modalità di lavoro. La selezione del modalità di lavoro a velocità di tagliocostante si esegue mediante il tasto [CSS].
• Lavoro in modo GIRI/MIN. (giri por minuto).
• Lavoro in modalità CSS (velocità di taglio costante).
Nella modalità di lavoro CSS, la velocità di rotazione varia in funzione della posizione dell’asse X.
• Se X diminuisce, aumenta la velocità di rotazione.
• Se X aumenta, diminuisce la velocità di rotazione.
Rotazione mandrino a destra. Sense orario.
Arresto della rotazione del mandrino.
Rotazione mandrino a sinistra. Senso antiorario.
Aumenta o diminuisce percentuale la velocità di rotazione.

MANUALE DI AUTOAPPRENDIMENTO 38
Opzione ·TC· PRATICA MANUALE. 3Lavoro in modalità CSS (velocità di taglio costante).
Per selezionare la velocità di taglio, premere:
Per selezionare la massima velocità di rotazione, premere:
Il CNC visualizzerà le seguenti informazioni.
+ Velocità di taglio costante +
+ + Velocità di taglio costante +
Lavoro in modo GIRI/MIN. (giri por minuto).
Per selezionare la velocità di rotazione, premere:
Il CNC visualizzerà le seguenti informazioni.
+ Velocità +
Velocità selezionata.
Percentuale applicata.
Senso di rotazione.
Gamma mandrino attiva. Velocità selezionata.
Senso di rotazione e percentuale applicata.
Velocità massima di rotazione.
Gamma mandrino attiva.
Prima di programmare la velocità di taglio, occorreselezionare la gamma di lavoro. Durante la lavorazione diun’operazione non si verificherà un cambiamento digamma.
Il CNC prende di default la gamma attiva. Una volta sceltala gamma, entrare nella modalità CSS.

MANUALE DI AUTOAPPRENDIMENTO 39
Opzione ·TC· PRATICA MANUALE. 3
3.3.1 Gamme della velocità.
Il CNC consente alla macchina di avere una scatola di trasmissione (riduttori). Mediante le gamme, si seleziona la coppiamotore (riduttore) che meglio si addice alla velocità programmata. Si consiglia di lavorare sempre a potenza costante perallungare la vita dell’utensile.
Potenza. Potenza.
Potenza costante.Potenza costante.
Se la velocità di lavoro è fra N1 e N2, occorrerà usare la GAMMA 1.
Se la velocità di lavoro è fra N2 e N3, occorrerà usare la GAMMA 2.
GAMMA DI VELOCITÀ ·1· GAMMA DI VELOCITÀ ·2·

MANUALE DI AUTOAPPRENDIMENTO 40
Opzione ·TC· PRATICA MANUALE. 33.4 Spostamento degli assi.
Il assi si possono spostare dalla tastiera JOG o con volantini.
Per selezionare la modalità di avanzamento, utilizzare il comando selettore.
Ogni tasto serve a spostare un asse in un senso,secondo gli assi della macchina.
Tastiera Jog.
Può avere uno, due o tre volantini. Si rispetta il sensodi rotazione del volantino.
Volantini.
Movimento con volantini. Spostamenti in jog incrementale.
Spostamenti in jog continuo.
MANUALE DI AUTOAPPRENDIMENTO 41
Opzione ·TC· PRATICA MANUALE. 3
3.4.1 Volantini.
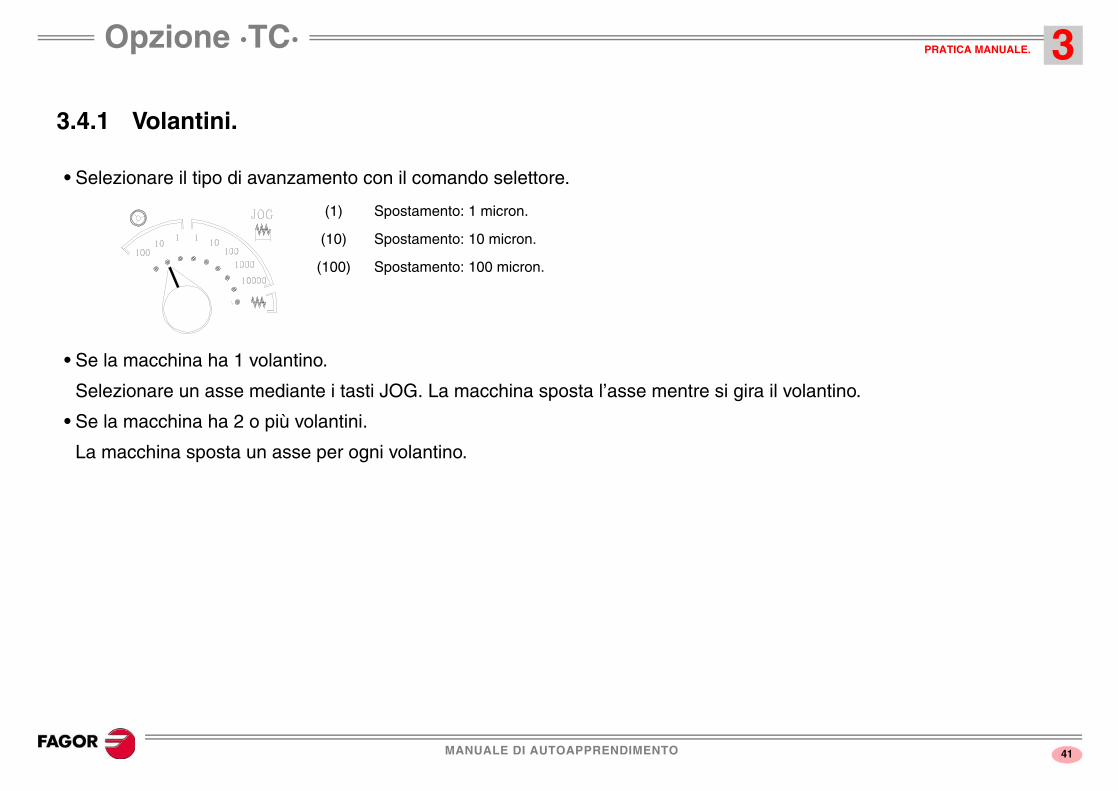
• Selezionare il tipo di avanzamento con il comando selettore.
• Se la macchina ha 1 volantino.
Selezionare un asse mediante i tasti JOG. La macchina sposta l’asse mentre si gira il volantino.
• Se la macchina ha 2 o più volantini.
La macchina sposta un asse per ogni volantino.
(1) Spostamento: 1 micron.
(10) Spostamento: 10 micron.
(100) Spostamento: 100 micron.

MANUALE DI AUTOAPPRENDIMENTO 42
Opzione ·TC· PRATICA MANUALE. 33.4.2 Spostamenti in jog.
Jog continuo. Avanzamento in millimetri per minuto.
Mentre si mantiene premuto un tasto jog, gli assi si spostanoall’avanzamento selezionato, tenendo conto dellapercentuale (da 0% a 120%) selezionata.
• Immettere l’avanzamento desiderato.
• Selezionare il tipo di avanzamento con il comando selettoree scegliere la percentuale di avanzamento da applicare.
• Spostare gli assi mediante la tastiera jog.
• Se durante lo spostamento si preme il tasto di avanzamentorapido, lo spostamento degli assi si eseguirà con l'avanza-mento rapido specificato dal costruttore della macchina.
+ Avanzamento. +
Tasto di "rapido".
Jog incrementale.
Ogni volta che si preme un tasto jog, gli assi si spostanol’incremento selezionato e alla velocità di avanzamentoprogrammata (se F=0, avanzamento rapido).
• Selezionare il tipo di avanzamento con il comandoselettore.
(1) Spostamento: 0.001 mm.
(10) Spostamento: 0.010 mm.
(100) Spostamento: 0.100 mm.
(1000) Spostamento: 1.000 mm.
(10000) Spostamento: 10.000 mm.
• Spostare gli assi mediante la tastierajog.
Se l’avanzamento è definito in millimetri/giro, deve essere stata selezionata unavelocità sul mandrino.

MANUALE DI AUTOAPPRENDIMENTO 43
Opzione ·TC· PRATICA MANUALE. 3
Jog continuo. Avanzamento in millimetri per giro.
In questa modalità l’avanzamento è in funzione dello statodel mandrino (fermo o in rotazione).
• Immettere l’avanzamento desiderato.
• Selezionare il tipo di avanzamento con il comando selettoree scegliere la percentuale di avanzamento da applicare.
• Spostare gli assi mediante la tastiera jog.
• Se durante lo spostamento si preme il tasto diavanzamento rapido, lo spostamento degli assi sieseguirà con l'avanzamento rapido specificato dalcostruttore della macchina.
+ Avanzamento. +
Tasto di "rapido".
• Stato del mandrino.
Se il mandrino è avviato, i l CNC sposta gli assiall’avanzamento selezionato.
Se il mandrino è fermo, ma con una velocità di rotazioneS selezionata, il CNC calcola l’avanzamento teorico (inmm/min.) e sposta gli assi a tale velocità.
Se il mandrino è fermo e non è selezionata la velocità dirotazione S, gli assi non si spostano.
• Se durante lo spostamento si preme il tasto diavanzamento rapido, lo spostamento degli assi sieseguirà con l'avanzamento rapido specificato dalcostruttore della macchina.
Tasto di "rapido".

MANUALE DI AUTOAPPRENDIMENTO 44
Opzione ·TC· PRATICA MANUALE. 33.4.3 Spostamento di un asse a una quota.
Mediante il tasto di [MARCIA], il CNC consente di spostare un asse a una determinata quota. I passi da eseguire sono iseguenti:
L’asse si sposta sul punto programmato, alla velocità di avanzamento selezionata.
Sulla schermata standard, selezionare l’asse da spostare.
Immettere la quota del punto sul quale si desidera spostare l'asse.
Immettere la quota del punto sul quale si desidera spostare l'asse.

MANUALE DI AUTOAPPRENDIMENTO 45
Opzione ·TC· PRATICA MANUALE. 3
3.5 Cambio utensile.
Macchina con cambiautensile automatico.
Il cambio si gestisce mediante il CNC.
1· Premere il tasto [T].
2· Immettere il numero di utensile.
3· Tasto [MARCIA].
4· Il CNC girerà il portautensili fino a situare il nuovoutensile nella posizione di lavoro.
Macchina con cambiautensile manuale.
Il cambio si esegue come in una macchina convenzionale.
1· Cambiare l'utensile sulla macchina.
2· Premere il tasto [T].
3· Immettere il numero di utensile in modo che il CNCassuma i dati del nuovo utensile.
4· Tasto [MARCIA].

MANUALE DI AUTOAPPRENDIMENTO 46
Opzione ·TC· PRATICA MANUALE. 33.5.1 Punto di cambio utensile.
Il costruttore può consentire di selezionare il punto in cui si eseguirà il cambio utensile.
Immettere su X Z, i valori del punto in cui si desidera effettuare il cambio utensile.
Quando è necessario il cambio utensile, se il costruttore così lo ha definito, il CNC porterà gli assi fino a tale punto affinchésia eseguito il cambio.
+ + (Valore in X) +
+ + (Valore in Z) +
Posizione del punto di cambio rispetto al punto di riferimentomacchina.

MANUALE DI AUTOAPPRENDIMENTO 47
Opzione ·TC· PRATICA MANUALE. 3
3.5.2 Regolazione utensile.
• Prima di provvedere alla regolazione degli utensili, occorre fari la ricerca di riferimento macchina.
• Per fare la regolazione, occorre una superficie liscia. Usare JOG continuo o volantini per effettuare una fresatura di superfici.
Ricerca del riferimento macchina sull'asse Z.Ricerca del riferimento macchina sull'asse X.
Premere:Premere:
Rif. Macchina. Rif. Macchina.

MANUALE DI AUTOAPPRENDIMENTO 48
Opzione ·TC· PRATICA MANUALE. 3• Entrare nella modalità calibrazione utensili. Il CNC visualizzerà la pagina di calibrazione utensili.
Modalità di lavoro.
Grafico di guida e dimensioni delpezzo che si utilizza nella misuradell’utensile.
Grafico di guida. Geometria dell'utensile.
Usura lunghezza dell'utensile.
Posizione reale degli assi econdizioni di taglio.
Per spostare il cursore, utilizzarei tasti.
Numero d i u tens i le e d icorrettore, fattore di forma efamiglia dell’utensile.
Per modificare un’icona utilizzareil tasto bicolore.

MANUALE DI AUTOAPPRENDIMENTO 49
Opzione ·TC· PRATICA MANUALE. 3
• Calibrare l’utensile come segue.
1· Misurare il pezzo.
2· Avviare il mandrino.
3· Selezionare l'utensile T da misurare. Il CNC assegnerà lo stesso numero di correttore (D).
4· Spostare gli assi in manuale fino a toccare il pezzo sull’asse X.
Premere [X]+[ENTER]. Il CNC calcola e riporta la nuova lunghezza. Il valore dell’usura (I) si inizializza a zero.
Premere [Z]+[ENTER]. Il CNC calcola e riporta la nuova lunghezza. Il valore dell’usura (K) si inizializza a zero.
5· Immettere manualmente gli altri dati (angolo, larghezza, raggio e fattore di forma).
Per calibrare un altro utensile, ripetere i passi 3, 4 e 5.
+ (Numero di utensile) +
• Andare alla finestra di misura dell'utensile.
• Immettere il valore in X.
• Immettere il valore in Z.
Dimensioni del pezzo.

MANUALE DI AUTOAPPRENDIMENTO 50
Opzione ·TC· PRATICA MANUALE. 33.5.3 Come modificare qualsiasi dato della tabella degli utensili
Per modificare i dati dell’utensile (T, D, A, B, C, R, fattore di forma, I, K), entrare nella modalità calibrazione e visualizzare idati dell’utensile.
Il CNC visualizza i dati di questo utensile. Per modificar i dati situarsi sul rispettivo dato, digitare il valore desiderato e premere[INVIO]. Per selezionare un’icona utilizzare il tasto bicolore e premere [INVIO]. Per uscire l'opzione di calibratura, premereil tasto [ESC].
+ (Numero di utensile) +

MANUALE DI AUTOAPPRENDIMENTO 51
Opzione ·TC· PRATICA MANUALE. 3
3.5.4 Verifica della corretta calibrazione.
• Preselezione del zero pezzo.
• Avviare il mandrino e toccare con vari utensili il diametro del pezzo e verificare il valore sulla schermata. Anche se gli utensilisono diversi, il valore sulla schermata deve essere lo stesso.
Scegliere un utensile, ad esempio, confattore di forma 3.
Accostare l’utensile su Z.
Premere:
Ritirare l’utensile. Lo zero pezzo èfissato.

MANUALE DI AUTOAPPRENDIMENTO 52
Opzione ·TC· PRATICA MANUALE. 3

4 OPERAZIONI O CICLI.
Tasti associati alle operazioni automatiche.
Diverse modi di lavoro.
Editare i parametri di un'operazione.
Simulare un'operazione.
Eseguire un'operazione.


MANUALE DI AUTOAPPRENDIMENTO 55
Opzione ·TC· OPERAZIONI O CICLI. 4
4.1 Descrizione della schermata e della tastiera.
Posizione dei tasti delle funzioni automatiche.

MANUALE DI AUTOAPPRENDIMENTO 56
Opzione ·TC· OPERAZIONI O CICLI. 4Tasti di operazioni.
Ciclo di profilo.
Ciclo di posizionamento.
Ciclo di tornitura cilindrica.
Ciclo di sfacciatura.
Ciclo di filettatura.
Ciclo di scanalatura.
Selezione dal livello del ciclo.
Cicli di foratura e di maschiatura.
Ciclo di conicità 1.
Ciclo di arrotondamento.

MANUALE DI AUTOAPPRENDIMENTO 57
Opzione ·TC· OPERAZIONI O CICLI. 4
4.2 Modalità di lavoro.
Vi sono due modi di lavoro.
Modalità editazione. Modalità di esecuzione.
Editazione dei parametri dell’operazioneo del ciclo.
Simulazione di un'operazione o ciclo.
Simulazione di un'operazione o ciclo.
Esecuzione di un'operazione o ciclo.

MANUALE DI AUTOAPPRENDIMENTO 58
Opzione ·TC· OPERAZIONI O CICLI. 44.3 Operazioni o cicli.
Tutti i cicli dispongono di vari livelli di editazione. Ogni livello dispone della propria schermata e la finestra principale del cicloindica mediante schede i livelli disponibili e quello che è selezionato.
Per cambiare livello, usare il tasto [LEVEL CYCLE], o i tasti [Pagina su] e [Pagina giù] per scorrere i vari livelli sia verso l’altoche verso il basso.

MANUALE DI AUTOAPPRENDIMENTO 59
Opzione ·TC· OPERAZIONI O CICLI. 4
4.3.1 Editare un'operazione o ciclo.
A modo d’esempio, scegliere il ciclo di conicità.
Mediante il tasto [LEVEL CYCLE], selezionare il livello di ciclo da eseguire. Ricordare che non tutti i cicli dispongono di vari livelli.
Ciclo di lavoro.
Grafico di guida.
Condizioni del mandrino.
Posizione reale degli assi econdizioni di taglio.
Definizione della geometria delciclo.
Condizioni di lavorazione per lasgrossatura.
Condizioni di lavorazione per lafinitura.

MANUALE DI AUTOAPPRENDIMENTO 60
Opzione ·TC· OPERAZIONI O CICLI. 4DEFINIRE I DATI DELL'OPERAZIONE O CICLO.
Per selezionare un’icona, un dato o una quota:
Dopo aver fatto la selezione:
Sposta il cursore sui dati o icone.
Il CNC seleziona la prima quota corrispondente a tale asse. Premendo un'altra volta, si seleziona laseconda quota.
Il CNC seleziona l'avanzamento per la sgrossatura. Premendo un’altra volta si seleziona l’avanzamentoper la finitura.
Il CNC seleziona l'utensile per la sgrossatura. Premendo un’altra volta si seleziona l'utensile per la finitura.
Il CNC seleziona la velocità per la sgrossatura. Premendo un’altra volta si seleziona la velocità per lafinitura.
Se è un dato, digitare il nuovo valore e premere [INVIO].
Se è un’icona, premere il tasto bicolore fino a selezionare quella adeguata e premere [INVIO].
Se è una quota, vi sono due possibilità:
• Digitare il nuovo valore e premere [INVIO].
• Assegnare al dato la posizione che attualmente occupa il cursore. Premere [RECALL]+[INVIO].
+

MANUALE DI AUTOAPPRENDIMENTO 61
Opzione ·TC· OPERAZIONI O CICLI. 4
Le informazioni che illustrano le icone sono le seguenti. Quando si seleziona un’icona, il CNC ne riporta il significato sullaparte inferiore della schermata.
• Tipo di cono.
• Tipo di tratto precedente e successivo alla tornitura conica.
Cono interno.Cono esterno.

MANUALE DI AUTOAPPRENDIMENTO 62
Opzione ·TC· OPERAZIONI O CICLI. 4• Quadrante di lavoro. Questa icona indica il tipo di angolo in cui si vuole effettuare la lavorazione.
• Senso di lavorazione.

MANUALE DI AUTOAPPRENDIMENTO 63
Opzione ·TC· OPERAZIONI O CICLI. 4
4.3.2 Simulare un'operazione o ciclo.
La simulazione consente di verificare sulla schermata le traiettorie dell’utensile.
Altri tasti utili sono.
Il CNC accede alla finestra di simulazione grafica e visualizza nel menu di softkey il menu associato. Per accederealle diverse funzioni, utilizzare i tasti da [F1] a [F7].
Per iniziare la simulazione, premere il tasto [START].
La velocità di simulazione si può regolare mediante il commutatore FEED.
Interrompi simulazione.
Se la simulazione è interrotta, viene ripresa.
Se la simulazione è interrotta, si cancella definitivamente.
Per mezzo di uno qualsiasi dei due tasti, si esce dalla modalità simulazione.

MANUALE DI AUTOAPPRENDIMENTO 64
Opzione ·TC· OPERAZIONI O CICLI. 4OPZIONI GRAFICHE. TIPO DI GRAFICO.
• Grafico "3D".
Mediante linee colorate si descrive la traiettoria dell’utensile. Quando si seleziona questo tipo di grafico, sulla schermataviene rappresentata solo la metà del pezzo. Ciò si deve al fatto che si rappresenta solo la traiettoria della punta dell’utensile(non il pezzo).
• Grafico "Solido".
Si parte da un blocco iniziale. Durante la simulazione, si vede come l’utensile elimina materiale. Si vede la forma del pezzorisultante.
Rappresentazione grafica.
Se successivamente si verificano le dimensioni del pezzo nellaschermata di simulazione, si eseguirà con un utensile avente unraggio della punta R=0.

MANUALE DI AUTOAPPRENDIMENTO 65
Opzione ·TC· OPERAZIONI O CICLI. 4
OPZIONI GRAFICHE. ZONA DA VISUALIZZARE.
Consente di definire la zona di visualizzazione, definendo le quote massima e minima di ogni asse.
OPZIONI GRAFICHE. ZOOM.
Consente di ampliare o ridurre il grafico rappresentato, o una parte dello stesso. La nuova zona da visualizzare si selezionamediante una finestra sovrapposta sulla traiettoria rappresentata.
Per tornare nella zona di visualizzazione originale, selezionare l’opzione "valore iniziale".
Selezionare le quote.
Convalidare i nuovi errori.
Per aumentare o ridurre il grafico, usare i softkey "ZOOM+" e "ZOOM-".
Sposta la finestra dello zoom.
Convalidare i nuovi errori.
Disegna la parte selezionata.

MANUALE DI AUTOAPPRENDIMENTO 66
Opzione ·TC· OPERAZIONI O CICLI. 4OPZIONI GRAFICHE. PARAMETRI GRAFICI.
Velocità di simulazione: Consente di selezionare la percentuale della velocità di simulazione che si desidera applicare.
Colori della traiettoria: Consente di cambiare i colori delle traiettorie sui grafici XZ.
Colori del solido: Consente di cambiare i colori dell’utensile e il pezzo nei grafici "Solido".
OPZIONI GRAFICHE. CANCELLA SCHERMATA.
Cancella la schermata. In modalità grafico "Solido", visualizza il pezzo non lavorato.

MANUALE DI AUTOAPPRENDIMENTO 67
Opzione ·TC· OPERAZIONI O CICLI. 4
4.3.3 Eseguire un'operazione o ciclo.
Una volta definito tutti i dati premere il tasto [ESC]. Il CNC visualizza sullo schermo il simbolo "avvio", indicandone che èpossibile eseguire l'operazione.
Una volta iniziata l'esecuzione:
L'esecuzione può essere interrotta in qualsiasi momento, eccetto durante l'operazione di filettatura. In questo caso,l'esecuzione si arresterà alla fine della filettatura.
Con questo tasto è possibile selezionare se le operazioni si possono eseguire dall’inizio alla fine o passata dopopassata.
Inizia l’esecuzione dell’operazione o del ciclo.
Interrompi esecuzione.
Se l'esecuzione è interrotta, viene ripresa.
Se l’esecuzione è interrotta, si cancella definitivamente.
Si accede alla modalità di rappresentazione grafica.

MANUALE DI AUTOAPPRENDIMENTO 68
Opzione ·TC· OPERAZIONI O CICLI. 4ISPEZIONE UTENSILE.
Questa opzione consente di interrompere l’esecuzione dell’operazione per ispezionare l’utensile, modificare l’usura,sostituirlo, ecc..
• Interrompi esecuzione.
• A seconda del costruttore, in alcune macchine per entrare in ispezione si dovrà premere inoltre il tasto [T].
• Il CNC scrive il messaggio "ISPEZIONE" sulla parte superiore della schermata. All’interno della modalità "ispezioneutensile" è possibile spostare gli assi (jog o volantini), controllare l’utensile, cambiare l’utensile, fermare ed avviareil mandrino, modificare l’usura dell’utensile, ecc..
• Riposizionare gli assi. Se si è spostato più di un asse, il CNC chiederà l’ordine di riposizionamento.
• Continuare l’esecuzione

MANUALE DI AUTOAPPRENDIMENTO 69
Opzione ·TC· OPERAZIONI O CICLI. 4
MODIFICAZIONE DELL’USURA DELL'UTENSILE.
Questa opzione consente di variare i valori di I, K. I valori immessi sono incrementali, si sommano a quelli già registrati inprecedenza. Questa opzione si può eseguire durante l’ispezione utensile o con la macchina avviata.
NOTA: Le modifiche non vengono registrate finché non si seleziona l’utensile.
• Il CNC entra in modalità calibrazione utensile e visualizza i dati di tale utensile.
• Selezionare con il cursore il dato I.
• Introdurre il nuovo valore I e premere [INVIO].
• Selezionare con il cursore il dato K.
• Introdurre il valore K e premere [INVIO].
• Per modificare il correttore di un altro utensile, occorre selezionarlo.
• Per concludere, premere [ESC].
+ (Numero di utensile) +
MANUALE DI AUTOAPPRENDIMENTO 70
Opzione ·TC· OPERAZIONI O CICLI. 4

5 RIEPILOGO DEI CICLI DI LAVORO.


MANUALE DI AUTOAPPRENDIMENTO 73
Opzione ·TC· RIEPILOGO DEI CICLI DI LAVORO. 5
5.1 Ciclo di posizionamento.
In questo livello di ciclo si possono definire le funzioni ausiliari chesi eseguiranno prima o dopo lo spostamento.

MANUALE DI AUTOAPPRENDIMENTO 74
Opzione ·TC· RIEPILOGO DEI CICLI DI LAVORO. 55.2 Ciclo di tornitura cilindrica.

MANUALE DI AUTOAPPRENDIMENTO 75
Opzione ·TC· RIEPILOGO DEI CICLI DI LAVORO. 5
5.3 Ciclo di sfacciatura.
MANUALE DI AUTOAPPRENDIMENTO 76
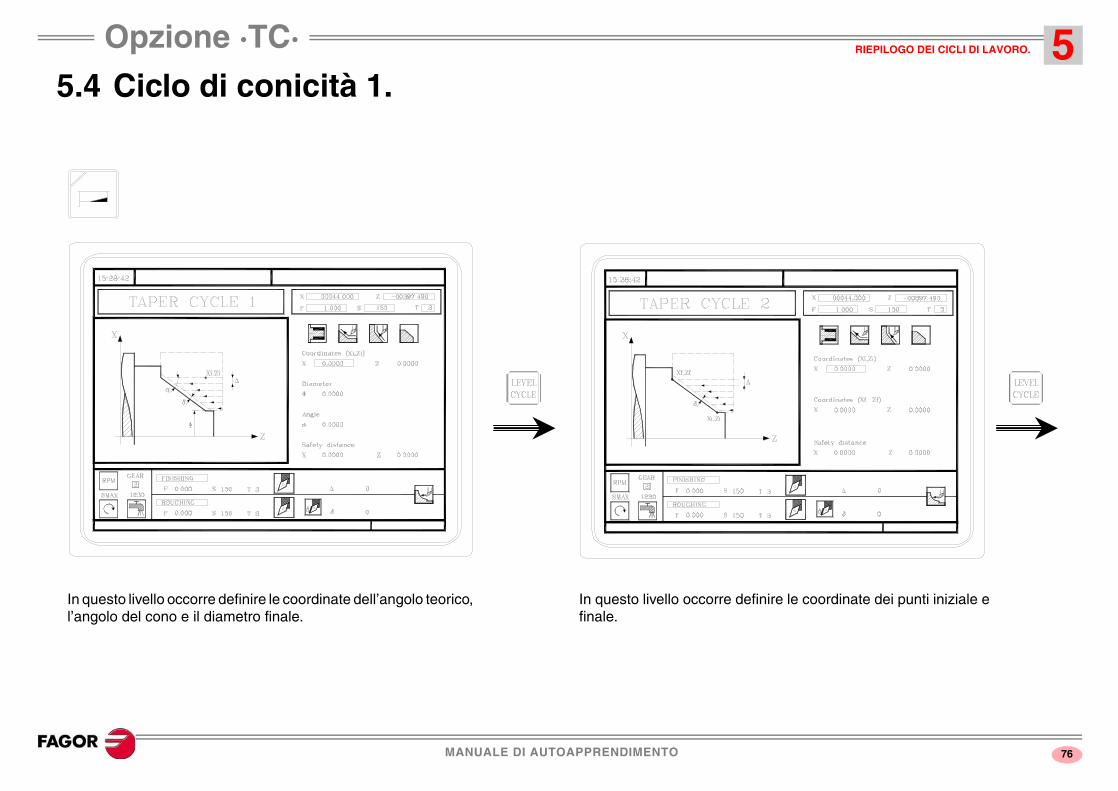
Opzione ·TC· RIEPILOGO DEI CICLI DI LAVORO. 55.4 Ciclo di conicità 1.
In questo livello occorre definire le coordinate dell’angolo teorico,l’angolo del cono e il diametro finale.
In questo livello occorre definire le coordinate dei punti iniziale efinale.

MANUALE DI AUTOAPPRENDIMENTO 77
Opzione ·TC· RIEPILOGO DEI CICLI DI LAVORO. 5
In questo livello occorre definire le coordinate dell’angolo teorico,l’angolo del cono e la distanza su Z.
MANUALE DI AUTOAPPRENDIMENTO 78
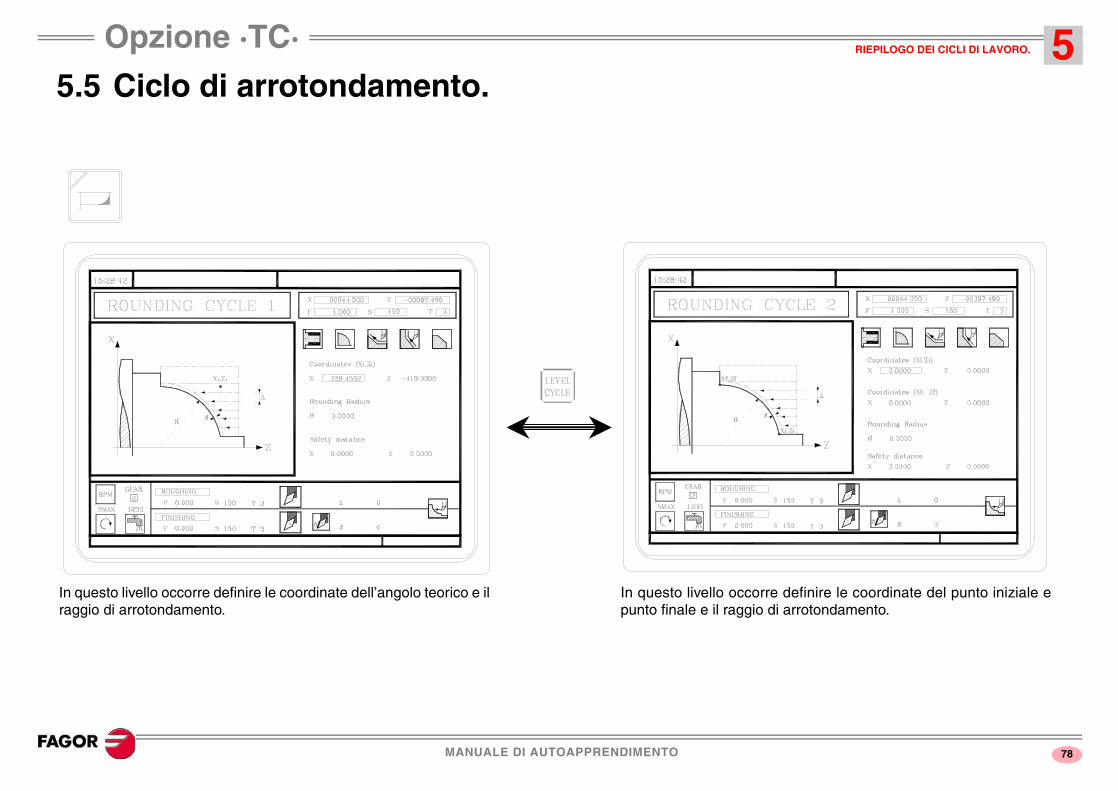
Opzione ·TC· RIEPILOGO DEI CICLI DI LAVORO. 55.5 Ciclo di arrotondamento.
In questo livello occorre definire le coordinate del punto iniziale epunto finale e il raggio di arrotondamento.
In questo livello occorre definire le coordinate dell’angolo teorico e ilraggio di arrotondamento.

MANUALE DI AUTOAPPRENDIMENTO 79
Opzione ·TC· RIEPILOGO DEI CICLI DI LAVORO. 5
5.6 Ciclo di filettatura.
Filettatura longitudinale. Filettatura conica.

MANUALE DI AUTOAPPRENDIMENTO 80
Opzione ·TC· RIEPILOGO DEI CICLI DI LAVORO. 5
Ripasso filettature.Questo livello è disponibile solo quando si lavora con arrestoorientato del mandrino.
Filettatura frontale.

MANUALE DI AUTOAPPRENDIMENTO 81
Opzione ·TC· RIEPILOGO DEI CICLI DI LAVORO. 5
Filettature a vari ingressi.Questo livello è disponibile solo quando si lavora con arrestoorientato del mandrino.

MANUALE DI AUTOAPPRENDIMENTO 82
Opzione ·TC· RIEPILOGO DEI CICLI DI LAVORO. 55.7 Ciclo di scanalatura.
Scanalatura cilindrica. Scanalatura frontale.

MANUALE DI AUTOAPPRENDIMENTO 83
Opzione ·TC· RIEPILOGO DEI CICLI DI LAVORO. 5
Scanalatura frontale di pareti inclinate.Scanalatura cilindrica di pareti inclinate.

MANUALE DI AUTOAPPRENDIMENTO 84
Opzione ·TC· RIEPILOGO DEI CICLI DI LAVORO. 5
Troncatura.
MANUALE DI AUTOAPPRENDIMENTO 85
Opzione ·TC· RIEPILOGO DEI CICLI DI LAVORO. 5
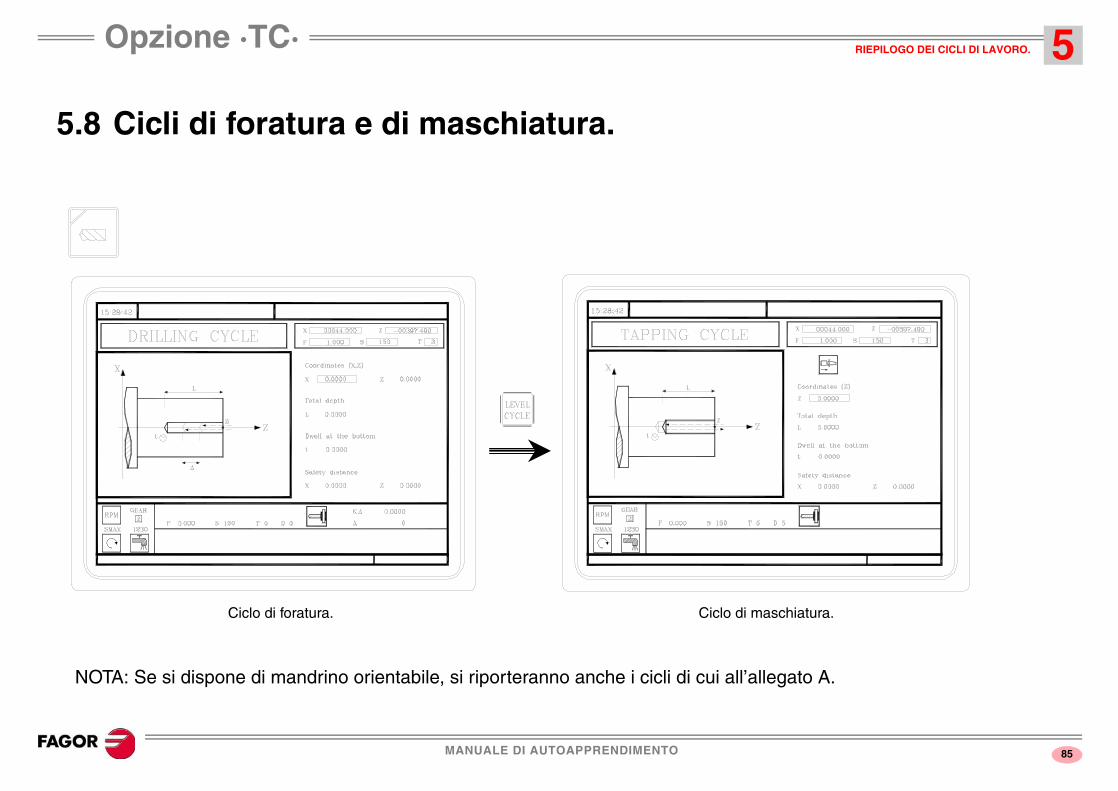
5.8 Cicli di foratura e di maschiatura.
Ciclo di foratura. Ciclo di maschiatura.
NOTA: Se si dispone di mandrino orientabile, si riporteranno anche i cicli di cui all’allegato A.
MANUALE DI AUTOAPPRENDIMENTO 86
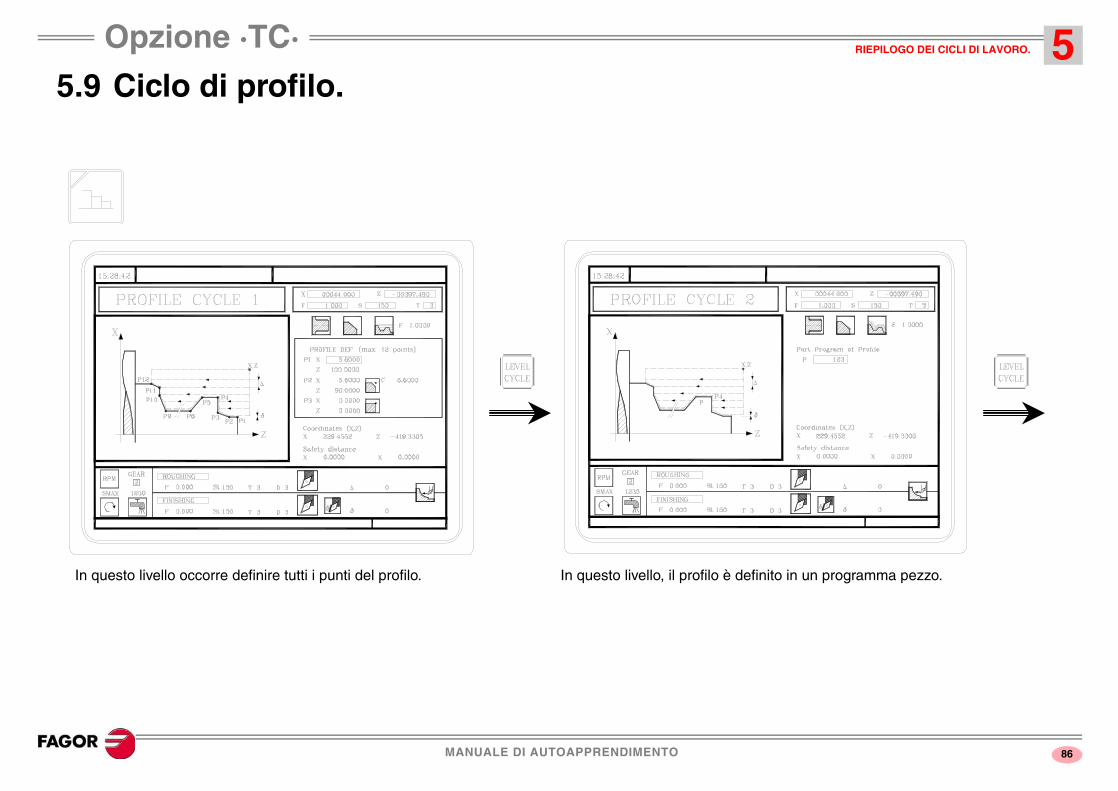
Opzione ·TC· RIEPILOGO DEI CICLI DI LAVORO. 55.9 Ciclo di profilo.
In questo livello occorre definire tutti i punti del profilo. In questo livello, il profilo è definito in un programma pezzo.

MANUALE DI AUTOAPPRENDIMENTO 87
Opzione ·TC· RIEPILOGO DEI CICLI DI LAVORO. 5
Profilo XC.Questo livello è disponibile solo quando si lavora con asse C.
Profilo ZC.Questo livello è disponibile solo quando si lavora con asse C.
MANUALE DI AUTOAPPRENDIMENTO 88
Opzione ·TC· RIEPILOGO DEI CICLI DI LAVORO. 5

6 PROGRAMMI PEZZO CONVERSAZIONALI.
Che cos'è un programma pezzo conversazionale ?
Come si edita un programma pezzo conversazionale.
Come si modifica un programma pezzo conversazionale (inserire o cancellare operazioni).
Simulare/eseguire un'operazione.
Simulare/eseguire un programma a partire di un'operazione.
Simulare/eseguire un programma pezzo.
Copiare un programma pezzo.
Cancellare un programma pezzo.


MANUALE DI AUTOAPPRENDIMENTO 91
Opzione ·TC· PROGRAMMI PEZZO CONVERSAZIONALI. 6
6.1 Che cos'è un programma pezzo conversazionale ?
Un programma pezzo conversazionale è un insieme di operazioni ordinate in modo sequenziale. Ogni operazione si definisceseparatamente, e quindi si salvano una per una in un programma. Il nome del programma pezzo può essere un numero fra1 - 899999.
Ciclo di tornitura cilindrica.
PROGRAMMI - PEZZO CICLI
1 - CICLO DI POSIZIONAMENTO 1
2 - CICLO DI SFACCIATURA
3 - CICLO DI TORNITURA CILINDRICA
4 - CICLO DI CONICITÀ 1
5 - CICLO DI ARROTONDAMENTO 1
6 - CICLO DI PROFILO
- - - CREAZIONE NUOVO PEZZO - - -
111 - FILETTATURA DELL’ASSE :
122 - ASSE CONICO
333 -
555 - ASSE PRINCIPALE
Ciclo di sfacciatura.
Ciclo di conicità 1.
Ciclo di arrotondamento 1.
Ciclo di profilo 1.

MANUALE DI AUTOAPPRENDIMENTO 92
Opzione ·TC· PROGRAMMI PEZZO CONVERSAZIONALI. 66.2 Editazione di un programma pezzo
Per editare il programma pezzo, occorre prima selezionare le operazioni necessarie per eseguire il pezzo e l’ordine in cuiandranno eseguite. Un pezzo può essere eseguito in diversi modi.
Una volta decisa la sequenza delle operazioni, il programma pezzo si esegue editando le operazioni una per una.
Ciclo di profilo.
Diverse soluzioni per uno stesso pezzo.
Ciclo di conicità 1.
Ciclo di arrotondamento.
Ciclo di tornitura cilindrica.

MANUALE DI AUTOAPPRENDIMENTO 93
Opzione ·TC· PROGRAMMI PEZZO CONVERSAZIONALI. 6
- - CREAZIONE NUOVO PEZZO - -
111 - FILETTATURA DELL’ASSE:
122 - ASSE CONICO
333 -
SCHERMATA STANDARD
Selezionare con lo strumento di selezione "Creazione nuovo pezzo".
PROGRAMMI - PEZZO CICLI
- - CREAZIONE NUOVO PEZZO - -
111 - FILETTATURA DELL’ASSE:
122 - ASSE CONICO
333 -
PROGRAMMI - PEZZO CICLI
Immettere il numero del programma pezzo.
CREARE PEZZO N...
- - CREAZIONE NUOVO PEZZO - -
111 - FILETTATURA DELL’ASSE:
122 - ASSE CONICO
333 -
444 -
555 - ESEMPIO
PROGRAMMI - PEZZO CICLI
(Immettere il numero) + [INVIO] + (commento) + [INVIO]
555 + [INVIO] + ESEMPIO + [INVIO]

MANUALE DI AUTOAPPRENDIMENTO 94
Opzione ·TC· PROGRAMMI PEZZO CONVERSAZIONALI. 6
- - CREAZIONE NUOVO PEZZO - -
111 - FILETTATURA DELL’ASSE:
122 - ASSE CONICO
333 -
444 -
555 - ESEMPIO
Selezionare con lo strumento il programma.
PROGRAMMI - PEZZO CICLI
Scegliere un’operazione edefinirne i parametri. Quandol'operazione sia stata definita,premere il tasto [P.PROG].
- - CREAZIONE NUOVO PEZZO - -
111 - FILETTATURA DELL’ASSE:
122 - ASSE CONICO
333 -
444 -
555 - ESEMPIO
PROGRAMMI - PEZZO CICLI
1 - CICLO DI CONICITÀ 1
Ripetere questi passi con lealtre operazioni. Nel nostrocaso, il programma pezzo finitosarà come segue. - - CREAZIONE NUOVO PEZZO
- -
111 - FILETTATURA DELL’ASSE:
122 - ASSE CONICO
333 -
444 -
555 - ESEMPIO
PROGRAMMI - PEZZO CICLI
1 - CICLO DI CONICITÀ 1
2 - C ICLO D IARROTONDAMENTO 1
3 - CICLO DI TORNITURACILINDRICA
MANUALE DI AUTOAPPRENDIMENTO 95
Opzione ·TC· PROGRAMMI PEZZO CONVERSAZIONALI. 6
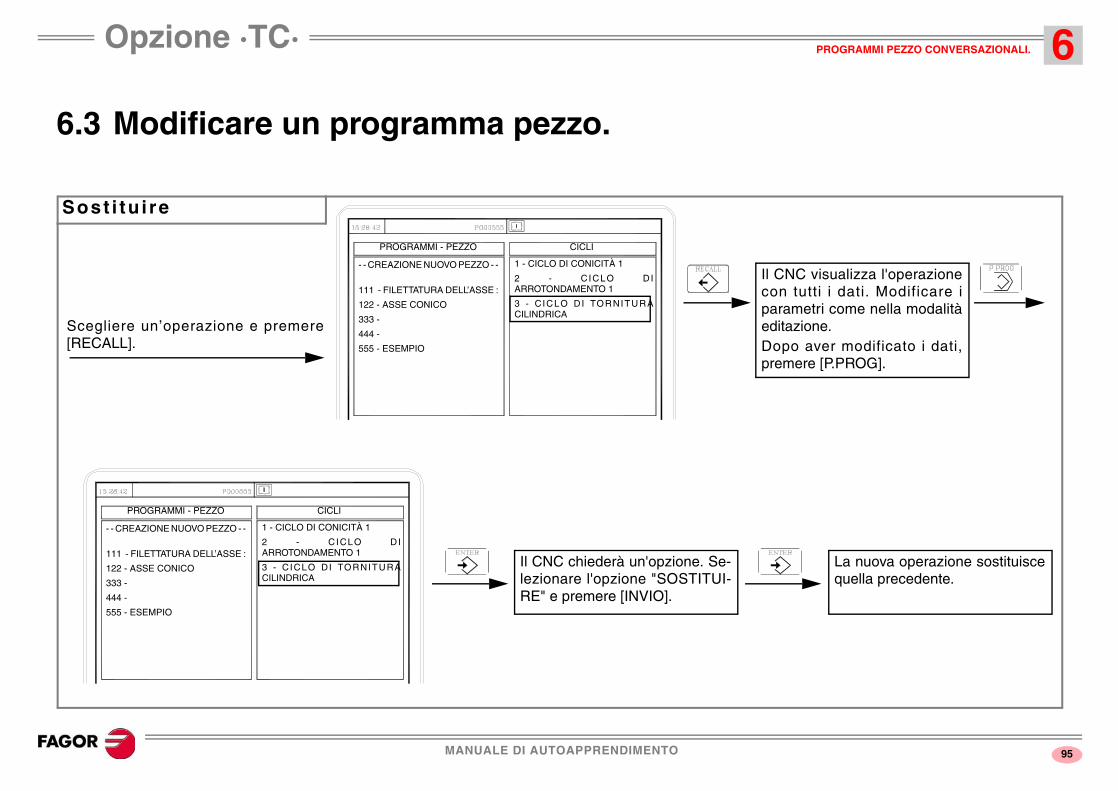
6.3 Modificare un programma pezzo.
Scegliere un’operazione e premere[RECALL].
PROGRAMMI - PEZZO CICLI
1 - CICLO DI CONICITÀ 1
2 - C ICLO DIARROTONDAMENTO 1
3 - C ICLO D I TORNITURACILINDRICA
- - CREAZIONE NUOVO PEZZO - -
111 - FILETTATURA DELL’ASSE :
122 - ASSE CONICO
333 -
444 -
555 - ESEMPIO
Il CNC visualizza l'operazionecon tutti i dati. Modificare iparametri come nella modalitàeditazione.Dopo aver modificato i dati,premere [P.PROG].
PROGRAMMI - PEZZO CICLI
1 - CICLO DI CONICITÀ 1
2 - C ICLO D IARROTONDAMENTO 1
3 - C ICLO DI TORNITURACILINDRICA
- - CREAZIONE NUOVO PEZZO - -
111 - FILETTATURA DELL’ASSE :
122 - ASSE CONICO
333 -
444 -
555 - ESEMPIO
Il CNC chiederà un'opzione. Se-lezionare l'opzione "SOSTITUI-RE" e premere [INVIO].
La nuova operazione sostituiscequella precedente.
Sost i tu i re

MANUALE DI AUTOAPPRENDIMENTO 96
Opzione ·TC· PROGRAMMI PEZZO CONVERSAZIONALI. 6Il CNC consente anche di inserire operazioni nuove in un programma pezzo.
Selezionare un'operazione.
PROGRAMMI - PEZZO CICLI
1 - CICLO DI CONICITÀ 1
2 - C ICLO DIARROTONDAMENTO 1
3 - C ICLO D I TORNITURACILINDRICA
- - CREAZIONE NUOVO PEZZO - -
111 - FILETTATURA DELL’ASSE :
122 - ASSE CONICO
333 -
444 -
555 - ESEMPIO
De f in i re i pa ramet r idel l ’operazione e premere[P.PROG] per accedere alprogramma pezzo.
PROGRAMMI - PEZZO CICLI
1 - CICLO DI CONICITÀ 1
2 - C ICLO DIARROTONDAMENTO 1
3 - CICLO DI SCANALATURA
4 - C ICLO D I TORNITURACILINDRICA
- - CREAZIONE NUOVO PEZZO - -
111 - FILETTATURA DELL’ASSE :
122 - ASSE CONICO
333 -
444 -
555 - ESEMPIO
La nuova operazione si inseriscedietro la posizione scelta.
Inserire un’operazione.
Scegliere la posizione in cuiinserire l’operazione e premere[INVIO].
MANUALE DI AUTOAPPRENDIMENTO 97
Opzione ·TC· PROGRAMMI PEZZO CONVERSAZIONALI. 6
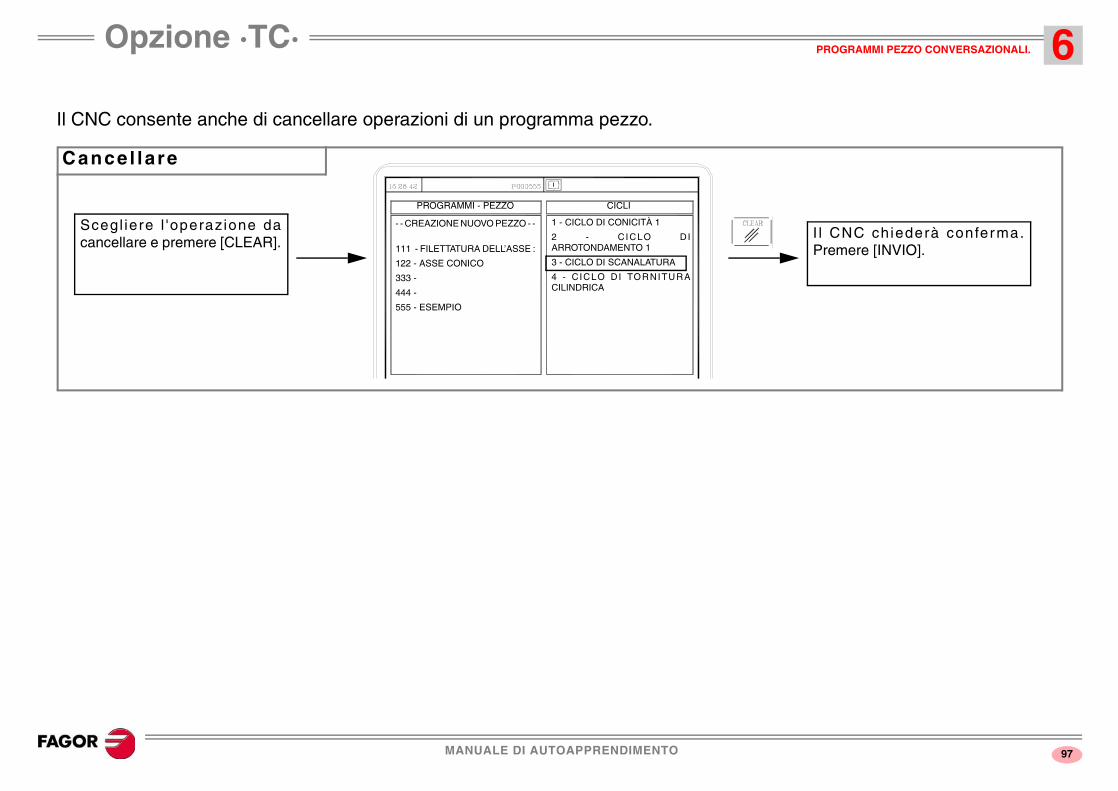
Il CNC consente anche di cancellare operazioni di un programma pezzo.
PROGRAMMI - PEZZO CICLI
1 - CICLO DI CONICITÀ 1
2 - C ICLO DIARROTONDAMENTO 1
3 - CICLO DI SCANALATURA
4 - C ICLO D I TORNITURACILINDRICA
- - CREAZIONE NUOVO PEZZO - -
111 - FILETTATURA DELL’ASSE :
122 - ASSE CONICO
333 -
444 -
555 - ESEMPIO
Cancel lare
Scegl iere l 'operazione dacancellare e premere [CLEAR].
I l CNC chiederà conferma.Premere [INVIO].

MANUALE DI AUTOAPPRENDIMENTO 98
Opzione ·TC· PROGRAMMI PEZZO CONVERSAZIONALI. 6Il CNC consente anche di cambiare la posizione di un’operazione.
PROGRAMMI - PEZZO CICLI
1 - C ICLO DIARROTONDAMENTO 1
2 - C ICLO D I TORNITURACILINDRICA
3 - CICLO DI CONICITÀ 1
- - CREAZIONE NUOVO PEZZO - -
111 - FILETTATURA DELL’ASSE :
122 - ASSE CONICO
333 -
444 -
555 - ESEMPIO
PROGRAMMI - PEZZO CICLI
1 - CICLO DI CONICITÀ 1
2 - C ICLO DIARROTONDAMENTO 1
3 - C ICLO D I TORNITURACILINDRICA
- - CREAZIONE NUOVO PEZZO - -
111 - FILETTATURA DELL’ASSE :
122 - ASSE CONICO
333 -
444 -
555 - ESEMPIO
Cambiare la posizione di un’operazione.
Selezionare l’operazione daspostare e premere il tastobicolore.
Selezionare la nuova posizioneper l'operazione e premere[INVIO].
La nuova operazione siinserisce dietro la posizionescelta.
PROGRAMMI - PEZZO CICLI
1 - CICLO DI CONICITÀ 1
2 - C ICLO D IARROTONDAMENTO 1
3 - C ICLO DI TORNITURACILINDRICA
- - CREAZIONE NUOVO PEZZO - -
111 - FILETTATURA DELL’ASSE :
122 - ASSE CONICO
333 -
444 -
555 - ESEMPIO

MANUALE DI AUTOAPPRENDIMENTO 99
Opzione ·TC· PROGRAMMI PEZZO CONVERSAZIONALI. 6
6.4 Simulare/eseguire un'operazione.
PROGRAMMI - PEZZO CICLI
1 - CICLO DI CONICITÀ 1
2 - C ICLO D IARROTONDAMENTO 1
3 - C ICLO DI TORNITURACILINDRICA
- - CREAZIONE NUOVO PEZZO - -
111 - FILETTATURA DELL’ASSE :
122 - ASSE CONICO
333 -
444 -
555 - ESEMPIO
Schermata di rappresentazionegrafica.
Scegliere l’operazione da simulare e premere [RECALL].
PROGRAMMI - PEZZO CICLI
1 - CICLO DI CONICITÀ 1
2 - C ICLO D IARROTONDAMENTO 1
3 - C ICLO DI TORNITURACILINDRICA
- - CREAZIONE NUOVO PEZZO - -
111 - FILETTATURA DELL’ASSE :
122 - ASSE CONICO
333 -
444 -
555 - ESEMPIO
Scegliere l’operazione da simulare e premere [RECALL].

MANUALE DI AUTOAPPRENDIMENTO 100
Opzione ·TC· PROGRAMMI PEZZO CONVERSAZIONALI. 66.5 Simulare/eseguire un programma pezzo.
PROGRAMMI - PEZZO CICLI
1 - CICLO DI CONICITÀ 1
2 - C ICLO D IARROTONDAMENTO 1
3 - C ICLO DI TORNITURACILINDRICA
- - CREAZIONE NUOVO PEZZO - -
111 - FILETTATURA DELL’ASSE :
122 - ASSE CONICO
333 -
444 -
555 - ESEMPIO
Schermata di rappresentazionegrafica.
Scegliere il programma pezzo da simulare e premere [GRAPHICS].
PROGRAMMI - PEZZO CICLI
1 - CICLO DI CONICITÀ 1
2 - C ICLO D IARROTONDAMENTO 1
3 - C ICLO DI TORNITURACILINDRICA
- - CREAZIONE NUOVO PEZZO - -
111 - FILETTATURA DELL’ASSE :
122 - ASSE CONICO
333 -
444 -
555 - ESEMPIO
Scegliere il programma pezzo da eseguire e premere [START].

MANUALE DI AUTOAPPRENDIMENTO 101
Opzione ·TC· PROGRAMMI PEZZO CONVERSAZIONALI. 6
6.6 Simulare/eseguire un programma pezzo a partire di un'operazione.
PROGRAMMI - PEZZO CICLI
1 - CICLO DI CONICITÀ 1
2 - C ICLO D IARROTONDAMENTO 1
3 - C ICLO DI TORNITURACILINDRICA
- - CREAZIONE NUOVO PEZZO - -
111 - FILETTATURA DELL’ASSE :
122 - ASSE CONICO
333 -
444 -
555 - ESEMPIO
Schermata di rappresentazionegrafica.
Scegliere l’operazione a partire dalla quale iniziare la simulazione e premere [GRAPHICS].
PROGRAMMI - PEZZO CICLI
1 - CICLO DI CONICITÀ 1
2 - C ICLO D IARROTONDAMENTO 1
3 - C ICLO DI TORNITURACILINDRICA
- - CREAZIONE NUOVO PEZZO - -
111 - FILETTATURA DELL’ASSE :
122 - ASSE CONICO
333 -
444 -
555 - ESEMPIO
Scegliere l’operazione a partire dalla quale iniziare l'esecuzione e premere [START].

MANUALE DI AUTOAPPRENDIMENTO 102
Opzione ·TC· PROGRAMMI PEZZO CONVERSAZIONALI. 66.7 Copiare un programma pezzo in un altro.
PROGRAMMI - PEZZO CICLI
1 - CICLO DI CONICITÀ 1
2 - C ICLO D IARROTONDAMENTO 1
3 - C ICLO DI TORNITURACILINDRICA
- - CREAZIONE NUOVO PEZZO - -
111 - FILETTATURA DELL’ASSE :
122 - ASSE CONICO
333 -
444 -
555 - ESEMPIO
- - CREAZIONE NUOVO PEZZO - -
111 - FILETTATURA DELL’ASSE:
122 - ASSE CONICO
333 -
444 -
PROGRAMMI - PEZZO CICLI
Immettere il numero del nuovo programma.
COPIARE PEZZO N...
Scegliere il programma da copiare e premere [P.PROG].
1 - CICLO DI CONICITÀ 1
2 - C ICLO DIARROTONDAMENTO 1
3 - C ICLO DI TORNITURACILINDRICA

MANUALE DI AUTOAPPRENDIMENTO 103
Opzione ·TC· PROGRAMMI PEZZO CONVERSAZIONALI. 6
6.8 Cancellare un programma pezzo.
PROGRAMMI - PEZZO CICLI
1 - CICLO DI CONICITÀ 1
2 - C ICLO DIARROTONDAMENTO 1
3 - C ICLO D I TORNITURACILINDRICA
- - CREAZIONE NUOVO PEZZO - -
111 - FILETTATURA DELL’ASSE :
122 - ASSE CONICO
333 -
444 -
555 - ESEMPIO
Scegliere il programma da cancellare e premere [CLEAR].
I l CNC chiederà conferma.Premere [INVIO].
PROGRAMMI - PEZZO CICLI
- - CREAZIONE NUOVO PEZZO - -
111 - FILETTATURA DELL’ASSE :
122 - ASSE CONICO
333 -
444 -

MANUALE DI AUTOAPPRENDIMENTO 104
Opzione ·TC· PROGRAMMI PEZZO CONVERSAZIONALI. 6

A ALTRE LAVORAZIONI AL TORNIO.
Mandrino orientabile e utensile motorizzato.
Forature multiple.
Maschiatura multiple.
Lavorazione delle chiavette.


MANUALE DI AUTOAPPRENDIMENTO 107
Opzione ·TC· A
A.1 Immissione
Per effettuare queste lavorazioni, la macchina deve disporre di mandrino orientabile e utensile motorizzato. Se la macchinadispone di tali prestazioni, il CNC mostrerà le opzioni "Foratura multipla" e "Slot milling" nell’accedere al ciclo di foratura.
Forature multiple.
Lavorazione delle chiavette.

MANUALE DI AUTOAPPRENDIMENTO 108
Opzione ·TC· AA.2 Mandrino orientabile e utensile motorizzato.
Questa prestazione consente di posizionare il mandrino nella posizione angolare desiderata, per poter effettuare fori e slotmilling sulle superfici frontale e cilindrica del pezzo.
Utensile motorizzato.
Con un utensile motorizzato attivo, il CNC riporta laseguente informazione.
Mandrino orientabile.
Velocità di rotazione selezionata.
Senso di rotazione e percentuale applicata.
Velocità di rotazione massima e gamma attiva.
Incremento angolare del mandrino.
Per uscire dal la modal i tà mandr inoorientabile, premere uno dei tasti delmandrino.
Per definire la velocità dell’utensile motorizzato, premereprima [T] per selezionare la finestra utensili. Premerequindi:
Per controllare l'utensile motorizzato
+ Velocità di rotazione. +
Questo tasto accede alla modalità mandrino orientabile. Ilmandrino si arresta (se stava girando) e si posizionasull’angolo specificato. Ogni volta che si preme questotasto, la posizione del mandrino incrementa tale angolo.
Per immettere il valore dell’incremento angolare, premereil tasto [S] tre volte.
Numero d'utensile.
Velocità di giro dell’utensile.
Posizione punto di cambio.
Avvia l’utensile motorizzato.
Arresta la rotazione dell’utensile motorizzato.

MANUALE DI AUTOAPPRENDIMENTO 109
Opzione ·TC· A
A.3 Forature multiple.
Foratura multipla sul lato cilindrico. Foratura multipla sul lato frontale.

MANUALE DI AUTOAPPRENDIMENTO 110
Opzione ·TC· AA.4 Maschiatura multiple.
Maschiatura multiple sul lato cilindrico. Maschiatura multiple sul lato frontale.

MANUALE DI AUTOAPPRENDIMENTO 111
Opzione ·TC· A
A.5 Slot milling.
Fresature di scanalature sul lato cilindrico Fresature di scanalature sul lato frontale.

MANUALE DI AUTOAPPRENDIMENTO 112
Opzione ·TC· A
















![CNC 8055 ·M· & ·EN· - [[]] di programmazione CNC 8055 CNC 8055i SOFT: V01.4X ·5· 9.6 G69. Ciclo fisso di foratura profonda - passo variabile 153 9.6.1 Funzionamento base 155](https://static.fdocumenti.com/doc/165x107/5bd823c709d3f2e32f8bcfb2/cnc-8055-m-en-di-programmazione-cnc-8055-cnc-8055i-soft-v014x.jpg)