CIM: Computer Integrated Manufacturingdeluca/automation/Automazione_CIM...4 14 39 12 24 2 12 14...
84
Automazione Alessandro De Luca CIM: Computer Integrated Manufacturing
Transcript of CIM: Computer Integrated Manufacturingdeluca/automation/Automazione_CIM...4 14 39 12 24 2 12 14...

Automazione
Alessandro De Luca
CIM: Computer Integrated
Manufacturing

Automazione
Tipi di produzione manifatturieraLinee di produzione a trasferimento di prodotto (transfer lines)q insieme di macchine/stazioni connesse in linea da un sistema di trasporto
che realizzano rigidamente una sequenza prefissata di lavorazioniq progettate per un solo prodotto (o famiglie piccole di prodotti molto simili)q flusso continuo di singoli pezzi, senza necessità di avere lotti q linee sincrone (i pezzi avanzano alla stessa velocità) o asincrone, con
buffer tra stazioni in cui i pezzi attendono la prossima lavorazioneq dimensionamento e bilanciamento di linea: compromesso tra aumento
di produttività e riduzione di costi a parità di tempo totale di lavorazione
2

Automazione
Tipi di produzione manifatturieraLinee di produzione a trasferimento di prodotto (transfer lines)q vantaggi
! è un layout orientato (= dedicato in modo specifico) al singolo prodotto! produzione di massa ed elevato livello di saturazione delle macchine! minori materie prime in lavorazione (basso “work in progress/process” WIP)! trasporto e gestione molto semplici (non occorre mettere in sequenza
simultaneamente differenti prodotti)! necessità di poca manodopera e di spazi relativamente ridotti! minima variabilità del prodotto finito e controllo di qualità più efficiente! tempi rapidi di avvio
q svantaggi! flessibilità molto bassa o del tutto assente! rischio di rapida obsolescenza dovuta all’introduzione di nuovi prodotti! alta vulnerabilità ai guasti: un malfunzionamento di una singola macchina
blocca l’intero sistema in un tempo molto breve
3

Automazione
Dimensionamento di una linea di trasfertaq maggiore è il numero di stazioni utilizzate, minore sarà il carico medio delle
stazioni e maggiore il costo unitario del singolo pezzo prodottoq minore è il numero di stazioni utilizzate, maggiore sarà il carico medio delle
stazioni e maggiore il costo del rischio di effettuare lavorazioni incomplete! a causa della elevata saturazione nell’impiego dei macchinari della stazione
q a parità di tempo di lavorazione, l’allocazione delle lavorazioni alle stazioni (e quindi il loro carico) e il numero di esse dipende dalle due curve di costo
q nella forma di una ottimizzazione discreta (a numeri interi), il problema del dimensionamento della linea (e quello del bilanciamento delle stazioni) ha una complessità (~ tempo per ricavare una soluzione esatta) di tipo esponenziale nel numero di lavorazioni ⇒ uso di euristiche di soluzione
4
costo del rischiodi incompleti
carico stazione
€ / pezzocosto incrementale
della stazione

Automazione
Dimensionamento di una linea di trasfertaq una linea di trasferta è costituita da N stazioni in sequenzaq ogni stazione ha un carico di lavoro C (tempo necessario alla stazione per
svolgere le lavorazioni ad essa assegnate su una unità di prodotto)q la stazione con il carico massimo definisce il tasso di produzione della linea
! se il carico max è CM = 10 min/pezzo ⇒ il tasso di produzione è TP = 1/CM = 6 pezzi/ora
q specificato il prodotto richiesto nel periodo, si ha il carico massimo teorico! 7200 pz/mese ⇒ 30 gg/mese, 24 ore/gg ⇒ TP = 10 pezzi/ora ⇒ CMT = 6 min/pezzo
q le lavorazioni L da effettuare hanno ciascuna un tempo Ti (i =1, ..., |L|) necessario, con relazioni di causalità tra loro espresse da un grafo di precedenze G(L, A) con archi orientati A
q dimensionamento della linea: trovare un’assegnazione ammissibile delle lavorazioni alle N stazioni tale che ! soddisfi la specifica di produzione: carico Cj ≤ CMT, ∀j=1, ..., N! soddisfi i vincoli di precedenza delle lavorazioni dati dal grafo G(L,A)! minimizzi il numero N di stazioni
5

Automazione
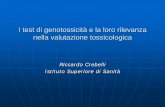
Esempio di dimensionamentoq una nuova linea per l’assemblaggio di computer richiede 14 lavorazioni,
con tempi e grafo G(L,A) così specificati:
6
lavorazione A B C D E F G H I J K L M Ntempo Ti(sec) 55 30 50 42 20 25 45 60 36 42 30 40 36 40
lavorazioniprecedenti - A A A - - A E
FB C D G H H H J J I K
L M
specifica di produzione:300 computer / 7h
A
B
C
D
E
F
G
H
I
J
K
L
M
N
sec/ pezzo
𝐶𝑀𝑇 = '(()・'*((
+,= 84
tempo totale lavorazioni
sec𝑇-. = ∑01,,2 𝑇0 = 551
lower bound # macchine345673
= 88,92
= 7

Automazione
Esempio di dimensionamentoq euristica RPWT (Ranked Positional Weight Technique)
1. insieme 𝑆𝑖 delle lavorazioni successive alla lavorazione 𝑖-esima, per 𝑖 = 1, … , 𝐿2. peso posizionale della lavorazione 𝑖-esima 𝑃𝑊0 = 𝑇0 + ∑C∈EF 𝑇C
7
lavorazione A B C D E F G H I J K L M Ntempo 55 30 50 42 20 25 45 60 36 42 30 40 36 40
𝑆𝑖B C D G ... N
H I ... N
G HI ... N
H I ... N I ... N N L M
N N N N -
𝑃𝑊𝑖 (sec) 506 314 334 326 349 354 329 284 76 158 70 80 76 40
A
B
C
DE
F
G
H
I
J
K
L
M
N

Automazione
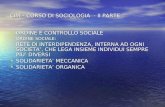
Esempio di dimensionamentoq euristica RPWT (Ranked Positional Weight Technique)
3. ordinare per peso posizionale decrescente le lavorazioni4. fino a esaurimento di tutte le lavorazioni, assegnare la lavorazione con il più alto peso
posizionale alla prima stazione ammissibile (ancora capiente rispetto a CMT = 84 sec per pezzo), altrimenti aggiungere una nuova stazione
8
lavorazione A F E C G D B H J L I M K Ntempo 55 25 20 50 45 42 30 60 42 40 36 36 30 40
PWi 506 354 349 334 329 326 314 284 158 80 76 76 70 40
stazione 1 1 2 2 3 4 4 5 6 6 7 7 8 8
A
B
C
DE
F
G
H
I
J
K
L
M
N
AE
G D H J I K
1 2 3 4 5 6 7 8
FC
B LNM
stazione #
844 14 39 12 24 2 12 14
sbilanciamento medio = 111/8 = 13.875 sec (16,5%)

Automazione
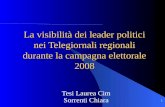
Evoluzione temporale
9
lavorazione A F E C G D B H J L I M K Ntempo 55 25 20 50 45 42 30 60 42 40 36 36 30 40
PWi 506 354 349 334 329 326 314 284 158 80 76 76 70 40
stazione 1 1 2 2 3 4 4 5 6 6 7 7 8 8
tempi 55 25 20 50 45 42 30 60 42 40 36 36 30 40 tempi distanza dalavorazioni morti CMT = 84
macchina1 A F .. .. .. .. .. .. .. .. 80 A = 55 F = 25 2 42 E C .. .. .. .. .. .. 70 a regime con E = 20 C =50 12 143 G .. .. .. .. ecc .. .. .. .. 45 avanzamento G = 45 - 37 394 D B .. .. .. ecc .. .. .. 72 sincrono D = 42 B = 30 10 125 H .. .. .. .. .. .. 60 della linea H = 60 - 22 246 J L .. .. .. .. 82 di trasferta J = 42 L = 40 0 27 I M .. .. 72 ogni 82 sec I = 36 M = 36 10 128 K N 70 K = 30 N = 40 12 14
tempo totale tempo totalelavorazioni lavorazioni
(effettivo sul primo pezzo) (a regime)
551
tempi lavorazionisulle macchine
82 sec/pezzo
8 x 82 = 656
ripete A, F su nuovi pezziripete E, C su nuovi pezzi
all’inizio le 𝑁 = 8 macchine sono caricate una dopo l’altra dal primo pezzo del lotto…
a regime le macchine lavorano su8 pezzi successivi del lotto… (con tempimorti per lo ‘’sbilanciamento’’ della linea)
Ipotesi di lavoro: linea di trasferta sincrona (senza buffer intermedi)

Automazione
Tipi di produzione manifatturieraLinee multiple di trasfertaq gestiscono in parallelo più prodotti, uno per lineaq possono eventualmente condividere alcune stazioni, richiedendo la
gestione e il coordinamento dei flussi
10
L1 L2 L3 L4 L5 V C
L6 L7 L8 L9materieprime
prodottifiniti
prodottoa
prodottob

Automazione
Tipi di produzione manifatturieraProduzione per flussi (flow shop)q le stazioni/macchine sono disposte in linea (o con semplici tavole rotanti)q n diversi prodotti, ma (nello schema base) tutti i prodotti seguono la stessa
sequenza di m lavorazioni su m macchineq ogni macchina esegue una singola lavorazione su prodotti diversi, in modo
ripetitivo ed esclusivo (tempo dato per ogni coppia lavorazione/prodotto)q problemi di sequenziamento sulle risorse (flow shop scheduling)
11

Automazione
Flow shop schedulingq flow shop scheduling
! si vuole sequenziare la lavorazione di n prodotti (job) su m macchine in modo da minimizzare il tempo totale di completamento (makespan) Tmax
! caso di m = 2 macchine: soluzione con la regola di Johnson che schedula i job sulla macchina 1 (la sequenza sarà poi la stessa anche sulla macchina 2)
! ti1 > 0 e ti2 > 0 sono i tempi di lavoro (noti) del job i sulle macchine 1 e 2
! in una soluzione ottima, il job i precede il job j se
min(ti1,tj2) < min(tj1,ti2)
! passo 1: formare il set1 con tutti i jobs che hanno ti1 < ti2! passo 2: formare il set2 con tutti i jobs che hanno ti1 > t i2
(jobs con t i1 = t i2 possono essere messi ovunque)! passo 3: sequenziare i job sulla prima macchina secondo la regolai) i job nel set1 sono eseguiti per primi e in ordine crescente di ti1 (SPT)ii) seguono quindi i job nel set2 in ordine decrescente di ti2 (LPT)
12

Automazione
Esempio di flow shop scheduling
13
! mai attese su macchina 1; l’algoritmo minimizza il tempo di attesa sulla macchina 2! la versione originale di Johnson (1954) era espressa in un modo equivalente:
i) scegliere il job i nella lista che ha il minimo tempo tij tra tutti i tempi delle coppie job/macchinaii) se questo job i ha ti1 < ti2 metterlo per primo, altrimenti metterlo per ultimoiii) scartare il job i così assegnato e ripetere i passi i)-ii) fino allo svuotamento della lista
! l’algoritmo si generalizza al caso m = 3, sotto una tra le seguenti due ipotesi semplificative: maxi(ti2) ≤ mini(ti1) oppure maxi(ti2) ≤ mini(ti3)
Job A B C D E Ttot
ti1 5 3 8 10 7 = 33ti2 2 6 4 7 12 = 31
! n = 5, set1 = {B, E}, set2 = {A, C, D}! sequenza S* = {B→E→D→C→A}! makespan Tmax = 35! Tidle,1 = 0 (sempre!), Tidle,2 = 4
diagrammi di Gantt per le due macchine
BM1 E D C A0 3 10 20 28 33
B9
E22
M2
30 10D C A
33 3529
la sequenza ottima qui è unica (non ci sono “ties”)

Automazione
Esempio con 𝒎 = 𝟑 macchine
14
Esame dell’11 febbraio 2019
soddisfa alla condizionesufficiente per applicare il teorema di Johnson …

Automazione
Esempio con 𝒎 = 𝟑 macchine
15
minimo makespan

Automazione
Tipi di produzione manifatturieraProduzione per reparti (job shop)q ogni pezzo (o insieme di pezzi = lotto) richiede l’esecuzione di una serie di
operazioni da un gruppo di centri di lavoro (macchine, stazioni, gruppi di operatori) in una sequenza prefissata (ciclo tecnologico)
q la varietà dei cicli è tale che conviene aggregare i macchinari in reparti omogenei per tipo di lavorazione (tornitura, fresatura, collaudo...)
q il pezzo (o lotto) si sposta da reparto a reparto tramite un sistema di trasporto o su pallet seguendo un percorso prefissato (routing)
16
Reparto 1 Reparto 2 Reparto 3
Reparto 4 Reparto 5 Reparto 6
Lavoro in attesa
Lavoro terminato

Automazione
Tipi di produzione manifatturieraProduzione per reparti (job shop)q diverse categorie di prodotti q i prodotti seguono sequenze diverse di lavorazione q le operazioni non sono ripetitive q maggiori materie prime in lavorazione (WIP) rispetto al caso del flow shop q problemi di sequenziamento sulle singole risorse q flussi produttivi molto intrecciatiq alta flessibilità q limiti alle prestazioni
! elevati tempi di attraversamento! scarsa saturazione delle risorse! qualità non necessariamente
omogenea
17

Automazione
Tipi di produzione manifatturieraProduzione per celle (cell production)q quando è possibile individuare famiglie di prodotti con cicli di lavorazione
sufficientemente omogenei, conviene riunire gruppi di macchine (di natura diversa) adibite alle lavorazioni richieste da una intera famiglia
q flussi produttivi meno intrecciati q trasporto e gestione più semplici, ma minore flessibilità q celle indipendenti per aspetti di pianificazione, controllo e amministrazione
18

Automazione
Produzione in reparti o per celle
19
job shop/repartidi produzione
celle di produzione
L1 L2
L3 L4
V
C
F1 F2
F3materieprime
prodottifiniti
acb a
b
c
A B C
D
L1 F1
L3 F2
V
C
L2 F3
L4
materieprime
prodottifiniti
a
c
ba
b
c
A
B
C
T
R
dd
ee
= flussi di pezzi, lotti, o famiglie di pezzi
= reparto/stazioni di lavoro omogenee
= cella (gruppo di macchinespecifiche per famiglie di prodotti)
= magazzini
= lavorazioni/operazioni macchina

Automazione
Cella o isola robotizzata
20

Automazione
Tipi di produzione manifatturieraFlexible Manufacturing/Assembly Systems (FMS/FAS) q sistemi dotati di flessibilità riguardo alle diverse sequenza delle lavorazioni
e/o all’assegnamento di operazioni alle risorseq non molto diversi dalle celle, con prestazioni migliori grazie a un sistema di
trasporto automatico e un calcolatore che controlla il processo produttivo! diversi prodotti ! lavorazioni eseguite su più di una risorsa/macchina ! problemi di assegnazione di operazioni alle risorse (sizing e routing dei flussi)! problemi di sequenziamento locale dell’impiego delle risorse ! grande flessibilità e alto grado di automazione
21

Automazione
Classificazione dei processi produttivi
1 100 10,000 1,000,000
piccola
media
grande
quantità di prodotto annua
varietà di prodotto
esiste una correlazione inversa tra entità della produzione e sua varietà!
22

Automazione
Automazione del sistema di produzioneAutomazione rigida: la sequenza delle operazioni di produzione è fissaq il processo di produzione è realizzato mediante una sequenza di
operazioni elementari relativamente sempliciq destinata a grandi produzioni con varietà di prodotto molto bassa
Automazione programmabile: è possibile cambiare la sequenza di operazioni in modo da cambiare la configurazione finale del prodotto q si trova in industrie con entità di produzione medio-bassa caratterizzate
da produzione a lottiq tra un lotto e l’altro è necessario attendere la riconfigurazione
dell’impianto di produzioneAutomazione flessibile: estensione dell’automazione programmabile in cui è possibile diversificare la produzione senza avere tempi morti di conversione dell’impiantoq possibile se le varietà di prodotto finale sono abbastanza similiq i macchinari sono caratterizzati da un’alta configurabilità e flessibilità di
impiego (FMS e FAS)23

Automazione
Automazione del sistema di produzione
1 100 10,000 1,000,000
piccola
media
grande
quantità di prodotto annua
varietà di prodottoautomazione
programmabile
automazioneflessibile
automazionerigida
produzionemanuale
24
CNC
job shop(reparti)
FMS, FASFMC
linee ditrasferta
flow shop

Automazione
Sistema di supporto alla produzioneIl sistema di supporto alla produzione è I’insieme di attività di gestione delle informazioni legate alla produzione
processoproduttivo
materieprime
prodotto
scarti
energiamacchine
utensilioperatore
sistema di supporto
impianto di produzione
25

Automazione
Sistema di supporto alla produzioneIl sistema di supporto alla produzione è I’insieme di attività di gestione delle informazioni legate alla produzioneq business: sono le principali attività di contatto con il cliente, punto di
partenza e di arrivo del processo; includono gestione ordini, marketing, vendita, bilancio, budget, ...
q progettazione: attività volte alla progettazione del prodotto sulla base delle esigenze del cliente (o del mercato)
q planning: sulla base delle funzioni di business e di progettazione, viene pianificata la produzione; si determinano le sequenze di lavorazione, le politiche di stoccaggio e di rifornimento
q controllo: sono le attività di gestione e supervisione del processo di produzione; includono il controllo dei flussi produttivi e la verifica della qualità di processi e prodotti
26

Automazione
Sistema di supporto alla produzioneE’ schematizzabile come un anello di attività che circondano le attività vere e proprie di produzione, gestendo il flusso delle informazioni
impianto diproduzione
attività di progettazione
attività di planning
attività di controllo
attività di business
materieprime
prodotto finale
clienti/fornitori
27

Automazione
Automazione delle attività di supportosupporto alle attività di business q Enterprise Resource Planning (ERP): un insieme di applicazioni
informatiche volte all’automazione di attività di amministrazione, logistica, gestione della produzione, risorse umane, ...! contabilità, controllo di gestione, gestione del personale! gestione degli acquisti, dei magazzini! gestione della produzione, dei progetti! gestione delle vendite, della distribuzione! gestione della manutenzione impianti
" WebSphere (IBM), Microsoft con Project Green (Microsoft), Oracle con Project Fusion (Oracle), SAP NetWeaver
q Decision Support System (DSS): sistema software che rende disponibili una serie di funzionalità di supporto (analisi di “big data”, modelli di valutazione) per migliorare il processo decisionale! Business Intelligence, Sistemi Esperti, modelli di supporto decisionale
" SAP28

Automazione
AI e Automazione di attività di supporto
29

Automazione
Automazione delle attività di supportosupporto alle attività di progettazioneq Computer Aided Design (CAD): insieme di software tools che
assistono i progettisti nelle attività di progettazioneq Computer Aided Engineering (CAE): software tools per la verifica
delle funzionalità del progetto! AutoCAD, SolidEdge, VariCAD Pro/Engineering
30
videovideo

Automazione
Automazione delle attività di supportosupporto alle attività di planning e controlloq Computer Aided Manufacturing (CAM): software che permette di
automatizzare le prove di fattibilità del processo di produzione e di organizzare la produzione stessa (spesso integrato nel CAD)
q dal modello CAD si ottiene il programma macchina CNC! caricamento di un modello CAD! impostazione del sistema di coordinate
usato dalla macchina utensile! impostazione dei parametri di lavorazione! generazione delle istruzioni per la macchina
utensile, salvate in un file! invio dei dati al controllo numerico della macchina
q Computer Aided Process Planning (CAPP): software che permette di automatizzare/ottimizzare il planning della produzione
31
video

Automazione
Computer Integrated ManufacturingComputer Integrated Manufacturing (CIM): un modello teorico di sistema di produzione che prevede l’integrazione dei processi produttivi con i sistemi di automazione e con i sistemi informativi gestionali q un’unica infrastruttura informatica integra l’automazione dei
processi produttivi con quella delle attività di supporto
sistema di supporto
impianto di produzione
infrastrutturainformatica
32

Automazione
Computer Integrated ManufacturingNei moderni sistemi automatizzati, l’integrazione informatica della automazione dell’impianto di produzione e delle attività di supporto permettono di acquisire un vantaggio competitivo
DSS/ERPclienti/fornitori
CAD/CAE CAM/CAPP
Flexible Manufacturing System
automazione delleattività di business
automazione delleattività di progettazione
automazione delle attività di planning e controllo
automazione del-l’impianto di produzione
programmamacchina
33

Automazione
Computer Integrated Manufacturing
DSS/ERPclienti/fornitori
CAD/CAE CAM/CAPP
sistema di controllo
programpart
azioni
processo produttivo
informazioni
materieprime
prodottofinale
operatori
energia
34

Automazione
Computer Integrated ManufacturingVantaggi del CIMq miglioramento della qualità di produzioneq riduzione di tempi e costiq aumento della flessibilità della produzioneq diminuzione degli scartiq fondamentale per conformarsi a leggi e regolamenti su
sicurezza del processo produttivo, qualità del prodotto finale e riduzione dell’impatto energetico e ambientale
35

Automazione
Modello CIMIl modello CIM è fortemente gerarchicoq attività di supporto a livello superiore rispetto a quelle di
produzioneq gerarchia all’interno delle attività di supporto
! l’attività di business influenza la progettazione e il planning della produzione
q gerarchia anche all’interno delle attività di produzione! una particolare lavorazione meccanica influenza i movimenti
delle singole parti della macchina utensileq l’automazione di un passo produttivo (ad es. la rotazione di un
mandrino) è a un livello inferiore rispetto all’automazione di tutta la macchina (sequenze di azioni); questa a sua volta è a un livello inferiore rispetto al planning della produzione
36

Automazione
azienda
stabilimento
cella
macchina
campo
Modello CIMIl modello CIM è piramidaleq suddiviso in cinque livelliq in ciascun livello l’automazione coinvolge funzioni di
! acquisizione, manipolazione, trasferimento di informazioni! elaborazione di strategie! attuazione delle strategie elaborate
informazioni
comandi
37

Automazione
Modello CIMIl modello CIM ha una architettura modulareq comunicazione sia orizzontale, sia verticaleq ...anche se quella verticale è da preferire!
azienda
stabilimento
cella
macchina
cella
stabilimento
cella cella
campo
38
macchina macchina macchina macchina macchina macchina macchina
per i livelli di campo e macchina serve hardware di controllo diretto o logico, dedicato, con sistemi digitali a microprocessore, con compiti e vincoli real-time

Automazione
Modello CIM: livello di campoÈ il livello più basso della gerarchia e comprende i componenti hardware che eseguono le attività di produzione e il loro controlloq sensori, attuatori, componenti dell’impiantoq segnali ingresso/uscita interfacciati con il livello superiore al processo fisico q ridotta complessità, anche se cresce la tendenza a dotare sensori ed attuatori di
un’intelligenza dedicata al pre-processamento dell’informazione, alla gestione della interfaccia di comunicazione e all’auto-diagnosi dei guasti
q i dispositivi di campo sono raggruppati in semplici sistemi di controllo! esempio: l’asservimento di posizione del motore di un giunto di un robot! viene visto dal livello superiore come un attuatore ideale
q hardware di controllo: dedicato, real-time, con sistemi digitali a microprocessore (controllori embedded)
39

Automazione
Modello CIM: livello di macchinaGli elementi del livello di campo vengono raggruppati al livello superiore per formare gruppi di componenti atti a fornire una determinata funzionalitàq ad esempio: una macchina utensile o un robotq questi componenti sono organizzati in sistemi di controllo
! regolazione di variabili analogiche! realizzazione sequenziale di operazioni
" esempio: a livello di campo si controllano le posizioni dei singoli giunti; a livello di macchina viene pianificato il movimento del robot nello spazio operativo e la sequenza delle azioni che deve effettuare
q il controllo a livello di macchina viene visto come un attuatore ideale dal livello superiore, che lo utilizza per il coordinamento tra le macchine
q hardware di controllo: dedicato, real-time, controllori logici programmabili (PLC) e controllori embedded
40

Automazione
Modello CIM: livello di cellaGli elementi del livello di macchina vengono raggruppati al livello superiore per formare celle di produzioneq una cella di produzione è un insieme di macchine interconnesse fisicamente da
un sistema locale di trasporto e stoccaggio materiali, controllate in maniera coordinata in modo da portare a termine un ben definito processo produttivo
q i sistemi di controllo costituenti questo livello regolano e supervisionano il funzionamento coordinato di tutte le macchine facenti parte della cella
q le operazioni svolte a questo livello sono analoghe a quelle del livello di macchina risultando soltanto più complesse
q hardware di controllo: real-time, controllori logici programmabili (PLC)
41

Automazione
Modello CIM: livello di stabilimentoRacchiude tutte le celle o le linee produttive facenti parte di un impianto industriale; riceve le istruzioni dal livello gestionale (planning, gestione degli ordini, ecc.) e le attua sotto forma di piani operativi per la produzioneq il sistema di controllo a questo livello è costituito dal sistema di supervisione,
controllo e acquisizione dati (Supervisory Control And Data Acquisition - SCADA)q le apparecchiature su cui sono implementate le piattaforme software sono
tipicamente workstation con struttura client/serverq da questo livello in su i requisiti di elaborazione real-time sono fortemente ridotti,
se non inesistenti
42

Automazione
Controllori Logix
Terminali di Programmazione
I/O ControlDrive
Altri dispositivi
ControlRoom
HMI
AccessoRemoto
Stabilimento⇔ Azienda
Sistemi SCADAq Supervisory Control And Data Acquisition
! interfaccia operatore (HMI)! gestione allarmi! gestione ricette! programmazione lavorazioni! basi di dati del processo! controllo statistico di processo! supporto alla manutenzione! sistema esperto! trend e rapporti
43

Automazione
Modello CIM: livello di aziendaÈ ovviamente il livello più alto della gerarchia, dove avvengono i processi gestionali di supporto a tutti i livelli inferioriq non si parla più di sistema di controllo ma di sistema decisionaleq l'infrastruttura software è implementata su workstation con struttura client/server
connesse al mainframe aziendale q non esistono vincoli di tipo temporale
44

Automazione
Gerarchia dei sistemi di controlloI sistemi di controllo che realizzano l'automazione dei vari livelli costituiscono una struttura gerarchicaq standard ANSI/ISA-S88.01-1995 per il controllo di processi di
produzione manifatturiera a lotti (batch processes)! ANSI = American National Standards Institute! ISA = International Society of Automation
q tre livelli (dal basso verso l’alto)
! controllo di campo! controllo di procedure! controllo di coordinamento
45

Automazione
Gerarchia dei sistemi di controlloq modelli per il controllo nello standard ANSI/ISA-S88.01-1995
46
modello delle attività di controllo
RecipeManagement
ProductionPlanning andScheduling
ProductionInformation
Management
ProcessManagement
UnitSupervision
ProcessControl
Personnel andEnvironmentProtection
outside the scope of this standard
modello del controllo del processo
CollectData
ExecuteEquipment
Phases
ExecuteBasic
Control
UnitSupervision
ProductionInformation
Management
Personnel andEnvironmentProtection
Commands andStatus InformationCommands and
Status Information
Commands andStatus Information
Commands andStatus Information
Commands andStatus Information
Data
Data
Data

Automazione
Gerarchia dei sistemi di controlloStandard ANSI/ISA-S88.01-1995q controllo di campo: posto al livello di campo, comprende i
sistemi di controllo dei singoli componenti di campo q agisce esclusivamente su variabili continueq implementato su dispositivi dedicati: controllori embedded
o schede dedicate (ad esempio, controllo asse di motori elettrici)! alta frequenza! informazioni semplici! vincoli real-time
47

Automazione
Gerarchia dei sistemi di controlloStandard ANSI/ISA-S88.01-1995q controllo di procedure: si colloca ai livelli di macchina e di
cella della piramide CIMq riguarda il controllo di gruppi strutturati di componenti di
campo! diretto: si trova soprattutto a livello di macchina e riguarda il controllo di
gruppi di variabili continue o funzioni più avanzate (ad esempio: tuning adattativo dei parametri per i sistemi di controllo di base)
! logico: riguarda il coordinamento dei sistemi di campo sulla base della lista di operazioni sequenziali che compongono il programma di lavorazione
! svolge anche funzioni più avanzate quali il monitoraggio delle prestazioni o l’auto-diagnostica e gestione automatica dei malfunzionamenti
! solitamente implementato su schede dedicate o PC industriali e, per quanto riguarda il controllo logico, su controllori programmabili (PLC)
! algoritmi più complessi di quelli del controllo di campo! vincoli real-time
48

Automazione
Gerarchia dei sistemi di controlloStandard ANSI/ISA-S88.01-1995q controllo di coordinamento: si pone a livello di stabilimento
nella piramide CIMq riguarda principalmente il coordinamento e la gestione
delle varie celle di produzione! manda in esecuzione, dirige o ferma i vari sistemi di controllo di procedure
sulla base di algoritmi complessi, in generale più orientati al lungo periodo! metodologie più vicine alla ricerca operativa, all'intelligenza artificiale o ai
sistemi esperti che al controllo automatico in senso stretto! ad esempio: decidere il volume della produzione formulando un problema di
ottimizzazione e risolvendolo in linea mediante opportuni algoritmi! dati strutturati! bassa frequenza di intervento! nessun vincolo temporale (o molto laschi)
49
se la “produzione” non è guidata da vincolistringenti di soddisfacimento di richieste in tempo reale provenienti da clienti/mercato

Automazione
Gerarchia dei sistemi di controlloLivelli di controllo ANSI/ISA-S88.01-1995 e livelli CIM
Azienda
Stabilimento
Cella
Macchina
Campo
controllo di coordinamento
controllo di procedure
controllo di campo
gestione
50

Automazione
Gerarchia dei sistemi di controlloLivelli di controllo ANSI/ISA-S88.01-1995 e livelli CIM
Azienda
Stabilimento
Cella
Macchina
Campo
controllo di coordinamento
controllo di procedure
controllo di campo
gestione
51
controllo diretto di variabili
controllo logico/sequenziale
controllare la sequenza di operazioni usando
informazioni logiche
controllare l’andamento di variabili analogiche
usando informazioni digitali

Automazione
Stati di un processo
52
q diagramma logico delle transizioni tra stati di un processo nello standard ANSI/ISA-S88.01-1995

Automazione
Auto-diagnosticaIntegrare funzionalità di auto-diagnosi permette una manutenzione “predittiva”
q predire l’occorrenza di un guasto di un sensore, un attuatore, o un componente meccanico soggetto a usura (prima che questo provochi un fermo macchina)
q occorre individuare uno o più parametri/segnali dal dispositivo che vengono misurati e valutati utilizzando appropriati modelli matematici (anche allo scopo di individuare il tempo residuo prima del guasto)! individuazione della casistica di guasto
" FMECA = Failure Mode, Effects and Critical Analysis, MTBF = Mean Time Between Failure
! determinazione di una “firma” (signature) del guasto" vibrazioni misurate con un accelerometro, correnti impresse dagli azionamenti elettrici, pressione dell’olio
nei circuiti oleodinamici
! sviluppo di algoritmi per l’analisi dei segnali" basati su trasformata di Fourier, wavelets, ...
! metodi per la gestione dell’allarme di guasto
53
accelerometro
rotture di un cuscinetto a sfere

Automazione
Auto-diagnostica
54
Anche per l’autodiagnosi è convienente procedere a livello di macchina o di cella, sfruttando la decomposizione gerarchica e le interazioni funzionali esistenti

Automazione
Diagnosi di guastiIn un processo di diagnosi di uno o più guasti (’’fault’’ f ) che possono avvenire durante il funzionamento di un sistema dinamico, si formulano diversi problemi
q Rilevamento di un guasto (Fault Detection) ! riconoscere che un malfunzionamento del sistema (controllato) è effettivamente
dovuto ad un guasto (o comportamento anomalo) che è presente in qualche componente fisico o funzionale del sistema
q Isolamento dei guasti (Fault Isolation) ! distinguere quale particolare guasto f sia avvenuto tra quelli di una (grande) classe di
possibili guasti considerati, discriminando il guasto da tutti gli altri e anche dagli effetti dovuti a eventuali disturbi che condizionano l’evoluzione del sistema
q Identificazione del guasto (Fault Identification) ! determinare il profilo temporale del guasto f che è stato isolato
q Riconfigurazione a seguito di guasto (Fault Accommodation) ! modificare la legge/lo schema di controllo in modo da compensare (il più possibile) gli
effetti dovuti al guasto riconosciuto e isolato (e magari anche identificato)! può coinvolgere solo modifiche di componenti SW o anche di componenti HW
55

Automazione
Soluzione di problemi FDINei problemi integrati di rilevamento e isolamento simultaneo dei guasti (FDI)
q si definisce un sistema dinamico ausiliario (generatore di residuo) il cui segnale di uscita dipenderà solo dalla presenza o meno del particolare guasto f da riconoscere e isolare (e non da qualsiasi altro guasto o disturbo agente sul sistema) e converge asintoticamente a zero quando f ≡ 0 (stabilità)
q nel caso di più guasti potenziali, ciascuna componente ri di un vettore r di residui dipenderà da un guasto associato fi e soltanto da questo (tipicamente riproducendo almeno in modo approssimato la sua evoluzione temporale)
q gli schemi FDI proposti in letteratura si distinguono in! model-based: usano un modello dinamico (privo di guasti e disturbi) per sistema e misure! signal-based: usano solo i segnali (primari e/o ausiliari) provenienti da misure sul sistema e una
loro elaborazione! ibridi: combinano le due precedenti tecniche (ad esempio, con reti neurali/fuzzy addestrate)
q Controllo tollerante/robusto ai guasti (Fault Tolerant Control) ! passivo: schema di controllo prefissato, intrinsecamente robusto rispetto a incertezze e/o
guasti (che abbiano solo effetti moderati/limitati sul sistema)! attivo: schema di controllo che si riconfigura a seguito di FDI (con prestazioni del sistema
soggetto a guasto che debbano mantenersi invariate o modificate entro limiti prefissati)
56

Automazione
Schema software di un sistema FDI
57
Un possibile schema consiste in un banco di N+1 osservatori/stimatori simultaneiq 1 per il riconoscimento (detection) della condizione di guasto q N per l’isolamento (isolation) del particolare guasto (spesso modellato nella sua tipologia)q tipologia di guasti
! istantaneo (improvviso), incipiente (a lenta apparizione), intermittente, concorrente (con altri guasti)

Automazione
Comportamento di un sistema FDI
58
q Ruolo delle soglie (thresholds) nel problema FDI! dipendono dalle statistiche dei rumori in gioco e da altri aspetti non modellati! possono essere rese adattative! compromesso tra introduzione di ritardi (delay rispetto all’istante T0 di insorgenza del
guasto) e numero di falsi allarmi
riconoscimento
isolamentodel guasto #i
istante di riconoscimento
istante di esclusioneguasto #2
istante di esclusioneguasto #3
sogliacostante
soglieadattative

Automazione
Esempio di generazione di un residuo
59
q Problema FD scalare su un semplice sistema dinamico lineare! processo con stato misurabile
! residuo (implementazione come osservatore di un ‘disturbo’ o di un ‘ingresso non noto’)
! dinamica del residuo (solo per analisi)
ossia un filtro del primo ordine con guadagno unitario applicato al segnale di fault 𝑓
�̇� = 𝑎𝑥 + 𝑏𝑢 + 𝑒𝑓𝑦 = 𝑐𝑥 dove 𝑓 è il generico fault
𝑟(𝑡) =𝑘𝑒𝑦(𝑡)𝑐
− ](
^𝑎𝑥 𝜏 + 𝑏𝑢 𝜏 + 𝑒𝑟 𝜏 d𝜏 con 𝑘 > 0, 𝑟 0 = 0
�̇� =𝑘𝑒
�̇�𝑐 − 𝑎𝑥 + 𝑏𝑢 + 𝑒𝑟 =
𝑘𝑒
𝑐 𝑎𝑥 + 𝑏𝑢 + 𝑒𝑓𝑐 − 𝑎𝑥 + 𝑏𝑢 + 𝑒𝑟 = 𝑘 𝑓 − 𝑟
c(d)e d
= CdfC
= ,
,f gh d
𝑟(𝑡) = 𝑓( 1 − 𝑒+C^
nel dominio del tempo, in caso di un guasto costante 𝑓0
funzione di trasferimento,nel dominio di Laplace

Automazione
Sistema FDI ibrido
60
q Le caratteristiche di riconoscimento e isolamento dei guasti possono essere migliorate combinando componenti FDI di tipo model-based e signal-based! il meglio dei due mondi…
applicazione: utilizzato per riconoscere collisionirobot-utente senza impiegare sensori esterni

Automazione
Il sistema di comunicazione
Enterprise
Control bus
Fieldbus
Server
MainframeWorkstation
Notebook
Workstation
PLC
PLCDrive
Controller
SensorActuator
REAL TIM
ECam
poC
ontro
lloSu
perv
isio
ne
dimensione dati
frequenza datideterm
inismo
61
Ethernet industriale
Ethernet

Automazione
Architetture hardware per il controllo
I vari livelli del sistema gerarchico distribuito di automazione industriale eseguono differenti compiti di controlloq sistemi di controllo sono implementati mediante dispositivi
elettronici e/o informaticiq differenti architetture hardware dipendenti dal livello
gerarchico e dalle funzionalità di controllo da svolgere! controllori embedded per il controllo di campo! controllori con architettura a bus per il controllo di procedure! sistemi di controllo su Personal Computer (PC-based control)
q categorie non necessariamente chiuse
62

Automazione
Interazione tra PC e PLC di controllo
63
OPC (OLE for Process Control)

Automazione
Sistemi di controllo embeddedI sistemi di controllo embedded contengono al loro interno tutto il necessario per svolgere i compiti di controllo richiestiq progettati appositamente per una specifica applicazioneq piattaforma hardware ad hoc (custom)q la progettazione di un sistema di controllo embedded
parte dalla conoscenza dei compiti che dovrà svolgereRealizzazione del sistema di controllo tramiteq singolo chip integrato (microcontrollori) q singola scheda
64

Automazione
Sistemi di controllo embeddedq pro
! combinazione hardware/software specificamente studiata ! ottimizzazione spaziale e di complessità! minori ingombri! minori costi
q contro! interfaccia uomo-macchina poco evoluta! gestione di un numero limitato di segnali in input/output! costi di progettazione (hardware e software) non irrilevanti! poca flessibilità: modifiche ai compiti da svolgere possono
rendere necessaria la progettazione di un nuovo controlloreq diffusissimi quando i compiti di controllo sono noti a priori
! è possibile avviare e condurre la fase di progettazione del dispositivo in maniera particolarmente efficiente
65

Automazione
Sistemi di controllo embedded
In generale, un controllore embedded deve prevedere al suo interno alcuni componenti fondamentali HW/SWq hardware
! unità di elaborazione" eseguire gli algoritmi di controllo definiti dal progettista e tutti i programmi
necessari per la gestione dell’intero sistema (sistema operativo)! memoria
" per la memorizzazione di dati e programmi! circuiti per input/output
" acquisizione e generazione di segnali analogici e digitali# campionatori e convertitori (A/D, D/A)
" gestione delle comunicazioni con altri dispositivi dello stesso tipo
66

Automazione
Sistemi di controllo embedded
q software! Sistema Operativo (S.O.) progettato ad hoc
" la conoscenza a priori delle funzionalità da svolgere permette la progettazione di S.O. “semplici”
! orientato all’automazione! gestione a basso livello delle risorse e delle comunicazioni! vincoli real-time
67

Automazione
Sistemi di controllo embedded
68
Layout generale di un sistema di controllo embedded

Automazione
Sistemi di controllo embedded: Microcontrollori
I microcontrollori sono nati dalla sempre più avanzata tecnologia di miniaturizzazione dei componenti elettroniciq microprocessori con funzioni ausiliarie integrate
! con sistema di sviluppo per la programmazione (in linguaggio assembler)
q utilizzati per una grandissima varietà di applicazioni! telefoni cellulari! elettrodomestici
" lavatrici, forni a microonde, ...
! apparati informatici, consumer electronics" lettori DVD, stampanti, ...
! centraline di controllo per vetture automobilistiche (automotive)! …
69

Automazione
Sistemi di controllo embedded: Microcontrolloriq caratteristiche e impieghi
! applicazioni tipicamente semplici! ingombri ridotti! limitato numero di segnali da gestire! basso consumo! limitata o assente interfaccia con l’utente! scarsa integrazione con altri dispositivi dello stesso tipo! difficile espansione
70

Automazione
Sistemi di controllo embedded su singola schedaq componenti elettronici standard integrati su stessa schedaq elaboratori standard orientati alle applicazioni da eseguire
! processori per il trattamento dei segnali Digital Signal Processor (DSP)
" esecuzione di funzioni su numeri interi o reali! circuiti integrati riconfigurabili dall’utente per realizzare funzioni logiche
complesse tramite blocchi logici e elementi di memoria (in grande sviluppo)Field Programmable Gate Array (FPGA)
q capacità di elaborazione più elevataq numero di segnali da gestire più elevato
71
FGPAXilink
Spartan
FPGA Alteracon > 20K
porte logichecella logica elementare in un FPGA:
LUT = Look-Up Table, FA = Full Adder,DFF = D-type Flip-Flop, MUX = Multiplexer

Automazione
Sistemi di controllo embedded su singola scheda
72

Automazione
Sistemi di controllo con architettura a bus
I sistemi di controllo embedded non sono adeguati quando i compiti di controllo sono caratterizzati daq complessità notevoleq elevato numero di segnali di input/outputq interfacce uomo-macchina più sofisticateq interconnessione del sistema di controllo con reti
informaticheIn tali casi vengono utilizzati controllori realizzati tramite architettura a busq architettura simile a quella di comuni Personal Computer
73

Automazione
Sistemi di controllo con architettura a busq bus: insieme di linee elettriche per la comunicazione tra dispositiviq scheda madre caratterizzata da bus di comunicazione a cui si
interconnettono differenti moduli/schedeq mediante la connessione al bus possono essere utilizzati moduli per
aumentare in maniera semplice e immediata le funzionalità del sistema di controllo
74

Automazione
Sistemi di controllo con architettura a busIl bus garantisce l’interconnessione meccanica ed elettrica tra i vari moduliq linee del bus raggruppate secondo la loro funzionalità
! linee dati! linee indirizzi! linee di alimentazione! linee per la gestione della comunicazione
q bus standard! EISA (versione industriale di ISA)! PCI – PCI Express! VME! PC104 – PC104+ (stack PC)
q bus custom
75

Automazione
Sistemi di controllo con architettura a busModularità dell’architettura a bus
rack e bus moduloalimentatore
modulo CPUe memorie
digital I/O analog I/O modulo perespansioni
modulo per interfaccia di rete
76

Automazione
Sistemi di controllo con architettura a busq pro
! flessibilità di progettazione! scelta dei moduli secondo le funzionalità da implementare
q contro! Sistema Operativo più complesso! gestione di tutti i moduli interconnessi e delle comunicazioni
attraverso il bus! vincoli real-time
77

Automazione
Controllore di robot industriale
78
moduli di controllo e di gestione, con
reti/protocolli per scambio dati(Reis Robotics)
Ethernet (IEEE 802.3)LAN di enorme usoa grande velocità (>>100Mbs), con tutti i livelli ISO/OSIma non deterministico(protocollo non real-time,se non modificato)
CAN bus =Controller Area Network;bus seriale (basato su RS-485) per comunicazione tramicrocontroller e dispositivi;protocollo di accesso:Carrier Sense MultipleAccess/arbitraggio bitwise
Process Fieldbus serie di protocolliper reti industriali
che supportano uncontrollo real-time
distribuito(standard IEC 61158)
VME bus bus a linee separateper dati e indirizzi (max # con 32 bit);
2 protocolli di accesso:round robin, a priorità
SCADA = Supervisory Control And Data Acquisition

Automazione
Sistemi di controllo su PCNegli ultimi anni si sta diffondendo l’uso di “comuni” Personal Computer per realizzare sistemi di controllo
q sistemi informatici con architettura a busq ampia disponibilità di hardware da fornitori differentiq interfaccia uomo-macchina già presenteq semplice interconnessione a reti informaticheq architettura a bus, quindi ottima flessibilità
Per essere utilizzato come sistema di controllo, occorronoq Real-Time Operative System (RTOS)
! RTAI-Linux, QNX, VxWorks, ...q moduli/schede per l’interconnessione con un elevato numero di
segnali input/output
79

Automazione
Sistemi di controllo su PCq Robustezza necessaria per uso in ambienti industriali
! temperature ambientali elevate! notevoli disturbi elettromagnetici! polvere e sporco
q ⇒ PC industrialiq ⇒ SoftPLC
80

Automazione
SW/HW per l’automazione
81
alcune aziende attive nel campo della Automazione Industriale• B&R• Beckhoff• Bosch Rexroth• Lenze• Mitsubishi• Omron• Rockwell• Schneider• Siemens
moduli di retee fieldbus
servodrivesingolo- e multi-asse
frequencyinverter
(per motoria induzione)
motori(AC, DC, a/sincroni,in coppia, stepper)
software applicativiper l’automazione
riduttori

Automazione
Aziende di automazione industriale
82

Automazione
Sommario del modulo: Linee di produzione
83
Processo per vetro temperato
Processo per vetro laminato
Estrusione delle guarnizioni
Pulizia e lucidatura
Sbavaturae rifinitura finale
Misurazione della distorsione ottica
IspezionePallettizzazione
Pallettizzazione
Caricamento
Piegatura e tempra
Serigrafia
Verificheelettrostatiche
Saldatura
Misurazione della distorsione ottica
IspezioneAutoclave/Fornace
Caricamento
Taglio e rettifica
Manipolazioni intermedie
Serigrafia
Caricamentoforno di tempra
Forno di tempra (Lehr)per piegatura
Spolveratura
Lavaggio Pre-pressatura
Misurazione della piegatura
Assemblaggio
c/o STAR Glass Division

Automazione
Sommario del modulo: Piramide CIM
84
L4: Plant Management& Scheduling
L3: Production Supervision
L2: Process Supervision
L1: Direct Control
L0: Process
Standards ISA-95
Computer IntegratedManufacturing
Industry 4.0