cap 39 corr figure dida ver01R -...
25
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633. G. Sala, L. Di Landro, A. Airoldi, P. Bettini 1 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano CAPITOLO 39 39 TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING Sinossi er soddisfare gli stringenti requisiti di efficienza strutturale tipici delle costruzioni aerospaziali, le tecnologie produttive dei materiali compositi devono massimizzare la frazione volumetrica del rinforzo ed ottimizzarne la giacitura in funzione della distribuzione degli sforzi. Le tecnologie di avvolgimento (filament winding) e braiding rispondono appieno a questi criteri in quanto, limitatamente a geometrie assialsimmetriche cave, sono in grado di disporre le fibre di rinforzo secondo la giacitura degli sforzi principali; inoltre esse danno luogo a frazioni volumetriche del rinforzo pari a quelle della formatura in sacco da vuoto; infine il filament winding e il braiding sono tecnologie intrinsecamente automatizzabili ad elevato rateo produttivo e quindi economicamente convenienti. Per questi motivi, esse costituiscono spesso la scelta più conveniente per realizzare aste di comando, tubazioni, serbatoi a pressione, involucri di missili a combustibile solido, quali booster Ariane Figura 39.1 a elevata efficienza strutturale. Il braiding, in particolare, aggiunge alle peculiarità dei manufatti prodotti per filament winding una migliorata tenacità e damage tolerance, mentre il tape placement consente di realizzare in maniera automatizzata e ripetibile strutture integrali e complesse quali gondole motore e fusoliera Boeing 767 Figura 39.2. Figura 39.1 - Esenpio di elemento ottenuto con la tecnica del filament winding o braiding. Booster del lanciatore Ariane. P
Transcript of cap 39 corr figure dida ver01R -...

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 1 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
CAPITOLO
39 39 TECNOLOGIE DI FILAMENT WINDING,
TAPE PLACEMENT E BRAIDING
Sinossi er soddisfare gli stringenti requisiti di efficienza strutturale tipici delle costruzioni aerospaziali, le
tecnologie produttive dei materiali compositi devono massimizzare la frazione volumetrica del rinforzo ed ottimizzarne la giacitura in funzione della distribuzione degli sforzi. Le tecnologie di avvolgimento (filament winding) e braiding rispondono appieno a questi criteri in quanto, limitatamente a geometrie assialsimmetriche cave, sono in grado di disporre le fibre di rinforzo secondo la giacitura degli sforzi principali; inoltre esse danno luogo a frazioni volumetriche del rinforzo pari a quelle della formatura in sacco da vuoto; infine il filament winding e il braiding sono tecnologie intrinsecamente automatizzabili ad elevato rateo produttivo e quindi economicamente convenienti. Per questi motivi, esse costituiscono spesso la scelta più conveniente per realizzare aste di comando, tubazioni, serbatoi a pressione, involucri di missili a combustibile solido, quali booster Ariane Figura 39.1 a elevata efficienza strutturale. Il braiding, in particolare, aggiunge alle peculiarità dei manufatti prodotti per filament winding una migliorata tenacità e damage tolerance, mentre il tape placement consente di realizzare in maniera automatizzata e ripetibile strutture integrali e complesse quali gondole motore e fusoliera Boeing 767 Figura 39.2.
Figura 39.1 - Esenpio di elemento ottenuto con la tecnica del filament winding o braiding. Booster del lanciatore Ariane.
P

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 2 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 39.2 - Esenpio di struttura integrata e complessa ottenuto con la tecnica del braiding. Gondole motori e fusoliera del Boeing 767.
39.1 Processo, materiali, impianti l filament winding è un processo tecnologico relativamente semplice e bio-mimetico (imita il
baco da seta quando produce il bozzolo che lo avvolge) nel quale un rinforzo continuo nella forma di roving o monofilamento viene avvolto attorno ad un mandrino rotante. Il carrello della macchina per l’avvolgimento si muove di moto rettilineo alternato lungo l’asse del mandrino, sincronizzato con la velocità di quest’ultimo in modo da controllare l’angolo d’avvolgimento e la giacitura dei rinforzi. Questi possono essere avvolti in bandelle adiacenti oppure secondo percorsi ripetitivi che alla fine ricoprono completamente la superficie del mandrino: vengono aggiunti via via strati con lo stesso o con diversi angoli d’avvolgimento fino a raggiungere lo spessore desiderato. Tali angoli possono variare da angoli “piccoli” (quasi longitudinali) 0° rispetto all’asse del mandrino), a angoli “grandi” (quasi circonferenziali) 90° rispetto all’asse del mandrino. In genere vengono adottati angoli d’elica di valore compreso tra questi due limiti. Può essere eseguito il wet winding (avvolgimento a umido) quando il rinforzo è impregnato in una vasca di resina immediatamente prima di essere avvolto sul mandrino oppure il dry winding quando sono utilizzati rinforzi pre-impregnati con resina in stadio B (B-stage) di reticolazione. La reticolazione finale può avvenire a elevata temperatura senza pressione; la rimozione del mandrino completa il processo e precede le eventuali lavorazioni finali di macchina. Il processo di base può essere modificato per offrire un largo spettro di morfologie, dimensioni e combinazioni di materiale. Le forme devono essere necessariamente assial-simmetriche, sebbene possano essere ottenute altre forme, grazie alla pressurizzazione interna in stampo chiuso di pre-forme ottenute per avvolgimento. Si possono ottenere cilindri, tubazioni, forme sferiche, coniche, geodetiche con diametri da pochi millimetri ad alcuni metri. Si possono realizzare calotte
d’estremità integrali, per produrre contenitori e serbatoi in pressione. Le strutture possono essere progettate in modo da sopportare specifiche condizioni di carico, quali pressione interna ed esterna, torsione e compressione. Particolari evoluzioni della tecnologia, come il tape placement, sono poi in grado di produrre forme complesse integrali (fusoliere con i finestrini, gondole motore, prese d’aria e condotti di forma non assialsimmetrica, pannelli e strutture con irrigidimenti longitudinali e trasversali (Figura 39.3)).
Figura 39.3 - Esenpio di strutture complesse integrate ottenute tramite tecnica del tape placament.
In generale, le parti prodotte per filament winding possono rispondere ai requisiti delle costruzioni aerospaziali in termini di accuratezza di forma e dimensione, giacitura e frazione volumetrica del rinforzo, presenze di vuoti e difetti.
Tabella 39.1 - Diametri dei monofilamenti normalmente impiegati.
I

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 3 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Tabella 39.2 - Caratteristiche meccaniche e fisiche dei monofilamenti.
Tabella 39.3 - Caratteristiche dei roving per filament winding.
materie prime – potenzialmente quasi tutti i tipi di rinforzo continuo possono essere adatti alla tecnologia. In pratica, nel campo aerospaziale, il filament winding utilizza soprattutto fibre di carbonio per parti strutturali ed involucri di motori a combustibile solido, fibre aramidiche per serbatoi e tubazioni. Tutti gli altri settori industriali usano soprattutto fibre di vetro. Le Tabella 39.1 e Tabella 39.2 riportano rispettivamente i diametri e le caratteristiche meccaniche dei monofilamenti, mentre la Tabella 39.3 riassume le caratteristiche (yeld cfr. Cap.38) dei roving per
filament winding1. In genere le matrici sono costituite da resine epossidiche, poliestere e vinil-estere. Al contrario, le resine poli-imidiche, fenoliche e siliconiche (che pure hanno caratteristiche meccaniche e funzionali attraenti) vengono utilizzate più raramente a causa dei prodotti di condensazione che si generano durante il processo di reticolazione. Inoltre, sempre maggior successo stanno 1 Un roving è costituito da più strands (ends), mentre uno strand è costituito da numerosi filamenti (204, 408 o 816) di diametro 9-10 µm (cfr. Tabella 39.1)
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 4 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
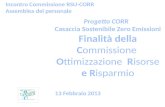
riscuotendo le resine termoplastiche (cfr. Cap.40 sulle tecnologie dei PMC termoplastici). Il rinforzo e la resina sono uniti tramite il processo di impregnazione. Il dry-filament winding utilizza pre-impregnati in stato intermedio di reticolazione (stage-B), che offrono eccellenti controllo di qualità e riproducibilità, in termini di contenuto di resina e larghezza della bandella. I pre-impregnati vengono ottenuti con tecniche hot-melt, ove la resina è formulata con additivi per aumentarne l’appiccicosità ed allungarne il periodo di stoccaggio. Tali additivi possono però promuovere l’incubazione di vuoti durante la reticolazione, i quali riducono le caratteristiche meccaniche. Per ovviare a questo inconveniente, specie negli avvolgimenti di elevato spessore, vengono effettuate compattazioni intermedie. Un tipo particolare di pre-impregnato è costituito dai cosiddetti wet re-rolled pre-preg, che sono costituiti da roving impregnati e poi riavvolti in rocchetti di uso immediato: questa procedura consente di mantenere i vantaggi dei pre-impregnati convenzionali, ma di non incorrere nei problemi (incubazione di vuoti) dovuti agli additivi (vedi sopra). Il wet-filament winding comporta l’impregnazione preliminare dei roving in vaschette o tramite rulli dosatori. È un processo a minor costo, ma il contenuto di resina dipende dalla sua viscosità, dalla pressione all’interfaccia con il mandrino e dal suo diametro, dal numero di strati per unità di lunghezza e dalla tensione di avvolgimento. impianti – gli impianti per il filament winding variano da macchine semplici, la cui architettura è assimilabile a quella delle bobinatrici o dei torni paralleli, a più complicate macchine a controllo numerico con 3 o 4 gradi di libertà. Esistono anche macchine speciali per la produzione in continua di tubazioni o macchine mobili per la produzione in loco di grandi serbatoi. In base al tipo di avvolgimento (e di macchina) utilizzato, le macchine possono essere di tipo polari o elicoidali. Nel caso di avvolgimento polare (detto anche planare), il mandrino rimane stazionario mentre il braccio di alimentazione della fibra ruota lungo l’asse longitudinale, inclinato dell’angolo di avvolgimento prescritto (Figura 39.4). Il mandrino ruota in maniera da avanzare di una larghezza di bandella per ciascun ciclo completo del braccio di alimentazione. Il mandrino è in posizione verticale per eliminare deflessioni dovute al peso proprio e per consentire una più semplice costruzione del braccio di alimentazione. Inoltre una tale architettura permette un più semplice controllo del movimento della macchina. La rotazione del braccio di alimentazione è continua ed a velocità uniforme, in maniera da evitare effetti inerziali. Per contro, questa soluzione è limitata al dry-winding, in quanto la vasca di impregnazione sarebbe di difficile integrazione nell’impianto.
Figura 39.4 - Rappresentazione schematica di una macchina di tipo filament winding nel caso di avvolgimento polare.
Il percorso compiuto da tale macchina è definito (Figura 39.5) avvolgimento polare a ciclo singolo. Le bandelle di fibre vengono accostate le une alle altre, fino a che si costituisce uno strato completo, consistente in due lamine con fibre orientate a -/+ l’angolo di avvolgimento. Come in tutti i tipi di avvolgimento, quello polare deve rispettare i vincoli dettati dai diametri delle aperture polari, dalla lunghezza e dal diametro del manufatto (il cui rapporto non può essere maggiore di 1,8).
Figura 39.5 - Percorso definito come avvolgimento polare a ciclo singolo.
Se le aperture polari hanno diametro diverso, un avvolgimento polare è in genere stabile (ovvero non si verifica scorrimento della fibra sul mandrino2) se la differenza tra l’angolo geodetico delle calotte e l’angolo di avvolgimento effettivo è piccolo (minore di 12°). L’angolo geodetico α0 delle calotte può essere calcolato come:
α0 = sin-1RE/Rα dove RE è il raggio di avvolgimento della bandella adiacente alla protuberanza polare, mentre Rα è il raggio di avvolgimento dello spessore medio della bandella sulla superficie cilindrica (Figura 39.6a). 2 Nelle considerazioni che seguono si assume un contatto senza attrito tra fibre e mandrino e tra fibre e fibre. Questa ipotesi è però da considerarsi cautelativa sia nel caso di wet-winding che di dry-winding: in entrambi i casi il tacking (appiccicosità) della resina accresce infatti notevolmente il valore dell’attrito.

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 5 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 39.6 - Angoli caratteristici nel processo di filament winding (a) angolo geodetico α0 delle calotte nell’avvolgimento polare (b) angolo di avvolgimento sulla parte cilindrica nell’avvolgimento elicoidale (c) angolo di avvolgimento arbitrario sulla parte cilindrica nell’avvolgimento elicoidale.
Perciò il parametro di scorrimento ∆α rappresenta la differenza tra l’angolo di avvolgimento α e l’angolo geodetico α0 di ciascuna calotta:
∆α = α − α0 facendo riferimento ancora alla Figura 39.6a, l’angolo di avvolgimento sulla superficie cilindrica è espresso da:
α = tan-1[(REF + REA)/L] Nel filament winding elicoidale, il mandrino ruota con continuità, mentre il carrello di alimentazione delle fibre si muove di moto rettilineo alternato lungo l’asse del mandrino (Figura 39.7).
Figura 39.7 - Macchina di tipo filament winding nel caso di avvolgimento elicoidale (a) Vista frontale (b) Vista laterale.
A questi due gradi di libertà se ne possono aggiungere un terzo (traslazione del carrello perpendicolarmente all’asse del mandrino) ed un quarto (rotazione dell’anello dell’alimentatore della fibra). Questi due gradi di libertà aggiuntivi permettono un più accurato avvolgimento nella zona delle calotte. Le macchine a due gradi di libertà sono controllate meccanicamente o numericamente; quelle a più gradi di libertà sono sempre a controllo numerico (PLC/PC). La velocità del carrello e la rotazione del mandrino sono regolate in maniera da generare l’angolo di avvolgimento voluto. La giacitura normale è costituita da un’elica multipla. Una volta completata la prima “passata” del
carrello, le bandelle di fibre non sono adiacenti: occorrono parecchi cicli completi prima che la giacitura si ripeta. In Figura 39.8 è riportata una tipica giacitura costituita da 10 cicli. Il percorso del filamento avanza di 1/10 di circonferenza + 1/10 della larghezza della bandella per ogni ciclo: perciò l’undicesima giacitura sarà adiacente alla prima. Come nel caso dell’avvolgimento polare, uno strato è costituito da due lamine. Una tale configurazione comporta tipicamente l’intersezione (crossover) delle fibre in corrispondenza di talune sezioni. Il crossover può verificarsi in più di una sezione, secondo l’angolo di avvolgimento. Il numero di rotazioni del mandrino per ciascuno ciclo di andata-e-ritorno del carrello dipende dall’angolo di avvolgimento, larghezza della bandella e lunghezza del manufatto. L’avvolgimento elicoidale consente di avvolgere forme molto più allungate rispetto all’avvolgimento polare e produce configurazioni stabili (senza scorrimento tra fibre e mandrino). In realtà un avvolgimento elicoidale ad angolo costante con reale assenza di scorrimento è possibile solo nel caso in cui le aperture polari siano di egual diametro. L’angolo di avvolgimento sulla parte cilindrica è espresso come (Figura 39.6b):
α0 = sin-1RE/Rα Per minimizzare la possibilità di scorrimento sulle calotte occorre modificare l’angolo di avvolgimento sulla parte cilindrica. A questo scopo si possono adottare diverse soluzioni, per esempio: minimizzare il numero di cicli per completare la ricopertura oppure variare l’angolo di avvolgimento durante la “passata” sulla parte cilindrica. L’angolo di avvolgimento sul cilindro è arbitrario, ed è espresso (Figura 39.6c) come:
α0 = sin-1RE[1 – C(RN – RE)/(Rα – RE)]/RN Oltre agli avvolgimenti polari ed elicoidali esistono altri tipi di avvolgimento:
• circonferenziali: sono avvolti con angolo molto vicino a 90°; l’alimentatore avanza di una larghezza di bandella per rotazione del mandrino. Lo strato è costituito da una singola lamina. Gli avvolgimenti circonferenziali sono spesso utilizzati come sovrapposizioni o irrigidimenti in zone strutturalmente critiche;

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 6 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 39.8 - Tipica giacitura delle bandelle di fibra nel caso di 10 cicli.
• longitudinali: così si definiscono avvolgimenti sia polari che elicoidali con un angolo molto piccolo. Per serbatoi chiusi, il minimo angolo dipende dalle dimensioni delle aperture polari;
• combinati: consistono in avvolgimenti longitudinali rinforzati con avvolgimenti circonferenziali, costituenti normalmente gli strati più esterni. Dal punto di vista strutturale, un tale avvolgimento combinato può equivalere ad un avvolgimento elicoidale di tipo -/+θ°.
Oltre alle macchine polari ed elicoidali, esistono macchina sviluppate per applicazioni particolari, come quella mostrata in Figura 39.9, in grado di realizzare avvolgimenti sferici (Lawrence Livermore Labs.). Indipendentemente dal tipo di avvolgimento polare o elicoidale, il sistema per trasferire i roving dai rocchetti al mandrino costituisce una parte fondamentale dell’impianto. Esso consente di controllare la tensione, il contenuto in resina, la larghezza della bandella e lo spessore degli strati: la sua accurata progettazione permette di prevenire il danneggiamento delle fibre e garantisce ottime e ripetibili proprietà dei manufatti. Il tensionamento delle fibre è garantito dagli occhielli di guida, dai freni a tamburo, dalle barre a forbice e dalla resistenza all’interno della vaschetta d’impregnazione della resina. Tipicamente la tensione varia da 1 a 5 N per ogni strand che costituisce il roving. La procedura prescrive di applicare una tensione minima alle fibre secche per evitare un’abrasione eccessiva: la tensione viene poi aumentata una volta che le fibre si sono impregnate di resina. Normalmente, per i rocchetti a svolgimento interno, l’azione dei soli occhielli di guida è sufficiente per conferire il necessario valore di tensione, mentre per i rocchetti a svolgimento esterno
è necessario installare degli opportuni sistemi di frizione.
Figura 39.9 - Macchina di tipo filament winding nel caso di avvolgimento sferico
Dopo il primo tensionamento, viene usato un numero minimo di guide in ceramica per convogliare gli strand verso la vasca di impregnazione.

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 7 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 39.10 - Tipologie di guide per il tensionamento del filo.
Le guide in ceramica (Figura 39.10) sono considerate per questo tipo di utilizzo superiori a qualsiasi altro tipo di materiale, quale PTFE o acciaio inossidabile. La progettazione della vaschetta d’impregnazione dipende dal numero di strand che devono essere trattati, dalla velocità di processo, dalla viscosità della resina, dal suo tempo di gelificazione e dal fatto che la resina debba o meno essere riscaldata. I due metodi principali di impregnazione a umido degli strand sono mostrati in Figura 39.11.
Figura 39.11 - Rappresentazione schematica dei metodi di impregnazione a umido degli strand.
Nel primo caso gli strand sono costretti a passare sotto due rulli immersi nella resina. Nell’altro caso gli strand passano sopra un unico rullo dosatore. Una
metodologia più complessa, che comprende un bagno riscaldato e dei rulli, è mostrata in Figura 39.12.
Figura 39.12 - Metodo di impregnazione a bagno riscaldato a rulli.

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 8 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 39.13 - Alcune metodologie per la formazione della bandella di roving
Una vaschetta di questo tipo gestisce una bandella di roving costituito da 15 strand ad una tensione di 20-25 N. Nella maggior parte dei casi è necessario un sistema
di “strizzatura” (doctor blade) per rimuovere l’eccesso di resina dagli strand prima che essi lascino la vaschetta. Esistono poi numerosi metodi per formare la bandella di

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 9 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
roving, come mostrato in Figura 39.13. In questi casi la barretta o l’occhiello di alimentazione sono liberi di ruotare liberamente in tutte le direzioni quando la direzione di alimentazione viene invertita. Per garantire una deposizione più precisa della bandella sul mandrino, la testa di alimentazione è controllata automaticamente in modo da compiere un percorso tangente al mandrino. In questo modo, ne risulta una giacitura perfettamente piana, di spessore uniforme e di maggior resistenza. Lo spessore di ogni singolo strato può essere calcolato per ogni specifica densità della bandella (numero di strand/centimetro) e frazione volumetrica di rinforzo. Esistono grafici per ogni tipo di roving che consentono di risolvere in prima approssimazione il problema. A titolo di esempio, una laminazione angle-ply con uno strand di vetro-G (filamenti di diametro 8-10µm) ha uno spessore compreso tra 0,25 e 0,38mm; un singolo avvolgimento circonferenziale dello stesso strand ha uno spessore variabile da 0,10 a 0,18mm. Valori di questo tipo possono essere solo delle stime grossolane; lo spessore medio dello strato in realtà dipende dall’accuratezza con cui vengono mantenute le frazioni volumetriche di resina e rinforzo, dalla percentuale di vuoti (problema questo molto grave) e dal grado di compattazione esercitata sul mandrino (e dipendente in qualche misura dalla tensione esercitata sugli strand). Le velocità di avvolgimento possono variare entro un campo molto ampio. Le più moderne macchine per avvolgimento hanno capacità che raggiungono i 150m lineari al minuto. In realtà i valori medi sono di circa 100m al minuto, i quali scendono però fino a 15-30 m al minuto per avvolgimenti che richiedono grande accuratezza, eseguiti con fibre di grafite o aramidiche. Terminato l’avvolgimento, avviene la reticolazione, nel primo passo della quale (chiamato B-staging), la viscosità della resina viene fatta aumentare per mezzo di riscaldamento esterno (lampade ad IR o forni) fino al punto in cui inizia la formazione dei legami traversi. A questo punto la resina è ancora deformabile al tocco e mostra ancora una certa appiccicosità, ma non si rammollisce all’applicazione di ulteriore calore. Questa operazione consente la rimozione (con opportune spatole) della resina in eccesso prima di procedere con la reticolazione vera e propria. Nella produzione degli SRMC, spesso si procede con il B-staging delle calotte, mentre la parte cilindrica viene isolata, in modo che la resina si mantenga completamente non-reticolata e consenta la successiva operazione di co-reticolazione con le skirt (anelli metallici di collegamento tra i vari stadi). Il processo produttivo è comunque completato dalla reticolazione, che viene effettuata tramite forni (a gas o elettrici), autoclavi o forni a microonde. La maggior parte delle resine epossidiche reticolano in forno a gas ed atmosfera inerte, senza la necessità di pressione supplementare. Allo scopo di migliorare la compattazione e diminuire la presenza di vuoti sono
talvolta utilizzati “bendaggi” con film termo-retraibili, avvolgimenti con roving aramidici secchi, o sacchi da vuoto e bleeder. Con resine meno convenzionali (come le bismaleimidiche e poli-imidiche) vengono invece comunemente utilizzate le autoclavi, mettendo in atto particolari accorgimenti per gestire i solventi volatili. Tale tecnica, seppur più costosa, garantisce comunque la più alta qualità del manufatto in termini di frazione volumetrica delle fibre, livello di compattazione e assenza di vuoti. Da ultimo, le tecniche di reticolazione con micro-onde richiedono alti investimenti iniziali, ma riducono poi il fabbisogno di energia e i tempi durante la reticolazione. Va ricordato inoltre che questa tecnica richiede il riscaldamento supplementare (per esempio tramite induttanze) in corrispondenza delle interfacce tra composito e componenti metallici.
39.2 Mandrini ’attrezzo attorno al quale viene avvolto il roving impregnato (a secco o a umido) è detto madrino. I tipi
principali di mandrino di uso comune nel filament winding sono: mandrini in sabbia solubili – essi sono utilizzati quasi esclusivamente per gli involucri di piccolo diametro ( < 1,5m) degli SRMC (missili a combustibile solido), nel qual caso gli strati isolanti vengono pre-assemblati con il mandrino stesso. L’asse di avvolgimento, le aperture d’estremità ed il resto dei componenti metallici (attacchi, bocchelli, etc.) sono anch’essi pre-assemblati, e la soluzione di sabbia in PVA (solubile in acqua calda) è colata nello stampo (in due metà) assieme a tutti i componenti. Una volta che il materiale si è consolidato, le due parti del mandrino vengono sformate, assemblate ed incollate. Anche i due semigusci di materiale isolante vengono incollati al mandrino tramite uno strato di elastomero che si vulcanizza poi con l’involucro avvolto. Tale superficie dello strato isolante viene sabbiata e pulita con un solvente, prima di essere ricoperta con uno strato di gel-coat, che serve da adesivo tra lo strato isolante e l’avvolgimento in composito. Ultimamente sta diventando di uso comune l’adozione di un film adesivo al posto dello strato di gel-coat: a fronte di costi maggiori tale soluzione garantisce l’uniformità dello spessore e la ripetibilità delle caratteristiche; mandrini distruggibili in stucco/gesso – costituiscono un approccio per ottenere superfici altamente tolleranti, per mezzo dell’utilizzo di un guscio di stucco o gesso (Figura 39.14) con il supporto di una struttura collassabile (Figura 39.15). Lo stucco viene solidificato e poi avvolto con un film separatore (PTFE). Dopo l’avvolgimento del composito e la sua reticolazione, lo stucco viene scalpellato via ed il film separatore rimosso, lasciando libero il profilo interno del manufatto. In taluni casi, lo strato d’isolamento elastomerico (in caso di SRMC) viene deposto e vulcanizzato direttamente sul substrato in
L

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 10 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
stucco, per poi essere lavorato di macchina fino al profilo desiderato; tale soluzione è adatta ai grandi diametri, anche se talvolta l’estrazione è difficile;
Figura 39.14 - Diametro del mandrino Dc in funzione del suo spessore.
Figura 39.15 - Esempio di supporto, di tipo radiale, di una struttura collassabile.
mandrini solubili – essi possono essere realizzati con: • leghe basso fondenti: essi sono afflitti da una
densità elevata e dalla tendenza al creep a causa della tensione di avvolgimento; si tratta di una soluzione adatta a piccoli serbatoi (di diametro < 0,3m e lunghezza < 0,3m);
• sali eutettici: è una soluzione preferibile a quella con leghe basso-fondenti, sono facili da rimuovere e consentono di arrivare a 0,6m di diametro
• stucchi solubili: hanno una lunga fase di consolidamento, ma possono essere rimossi facilmente;
mandrini metallici smontabili – essi sono specifici e molto costosi, ma la loro adozione è giustificata dalle grandi serie produttive, grazie alla possibilità di essere riutilizzati
processo di avvolgimento in continuo. Normalmente sono costituiti da non meno di 20-30 componenti e l’estrazione può comunque essere complicata se le aperture polari sono piccole. Essi sono adatti per diametri da 1 a 1,5m. La preparazione superficiale prima dell’avvolgimento consiste nel rivestimento con uno strato di distaccante e poi con un generoso spessore gel-coat per garantire la continuità della superficie interna del manufatto. Il gel coat fornisce altresì una barriera flessibile per evitare trafilamenti a bassi livelli di deformazione; mandrini tubolari – essi sono adottati in tutte quelle applicazioni che utilizzano mandrini cilindrici metallici dai quali il manufatto in composito viene estratto dopo la reticolazione. Essi devono essere caratterizzati da tolleranze di forma e dimensione molto strette; inoltre la superficie deve essere cromata e rettificata; infine essi devono essere dotati di una leggera rastremazione per facilitare l’estrazione; mandrini gonfiabili – essi non possono essere adottati quando è necessario resistere a sollecitazioni torsionali. Per migliorare la resistenza torsionale essi vengono talvolta riempiti con sabbia. I mandrini gonfiabili possono anche essere utilizzati per trasferire in uno stampo chiuso un avvolgimento non ancora reticolato e di reticolarlo poi sotto pressione; mandrini non removibili (liners) – vengono utilizzati per i serbatoi con rivestimento metallico interno, dove essi combinano l’efficienza strutturale dei compositi avvolti con l’impermeabilità di un sottile rivestimento metallico interno. Tramite questa soluzione è possibile immagazzinare ad alta pressione senza trafilamenti gas a basso peso molecolare come l’elio e l’idrogeno. Il rivestimento metallico può essere progettato in modo da sopportare un’aliquota più o meno grande della pressione interna, ma in ogni caso esso (che all’inizio funge da mandrino per l’avvolgimento) costituisce una parte vitale del serbatoio in pressione. La preparazione del mandrino può consistere nel rivestimento con un film adesivo, quando si vuole solidarizzare il liner con l’avvolgimento in composito, oppure con uno strato distaccante se si desidera che il liner e l’avvolgimento siano dotati di movimenti indipendenti; grani propellente (SRMC) – nella produzione degli SRMC, spesso il grano propellente viene utilizzato direttamente come mandrino per l’avvolgimento del case (involucro esterno). Il grano propellente è costituito da particelle di allumina Al2O3 disciolte in una matrice elastomerica, che può essere colata in uno stampo per poi indurire ed acquistare caratteristiche meccaniche sufficienti per sopportare le sollecitazioni dovute a tensione di avvolgimento e movimentazione. Anche gli strati di isolamento possono essere ottenuti integralmente con il grano e il rivestimento (Figura 39.16).

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 11 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 39.16 - Esempio di strato di isolamento ottenuto integralmente con il grano e il rivestimento.
Tabella 39.4 - Caratteristiche meccaniche e funzionali dei più comuni materiali usati per mandrini.
La Tabella 39.4 riassume le caratteristiche meccaniche e funzionali dei più comuni materiali usati per mandrini.
39.3 Avvolgimento delle calotte e calotte d’estremità dei serbatoi in pressione possono essere sia collegati meccanicamente alla
parte cilindrica, sia realizzati in un’unica soluzione con quest’ultima. Pur essendo stata la prima soluzione
adottata in talune applicazioni commerciali3, nel caso di serbatoi che devono garantire elevate prestazioni
3 La circonferenza di collegamento tra il mantello cilindrico di un serbatoio in pressione e le sue calotte d’estremità è una zona di per sé strutturalmente critica. Infatti, a causa della pressione interna, il mantello cilindrico è soggetto a sforzi e deformazioni unicamente di tipo membranale; queste ultime non rispettano però la congruenza con le deformazioni delle calotte anch’esse soggette a pressione interna. Tale congruenza viene ristabilita grazie ad uno stato di sforzo d’estremità flessionale auto-equilibrato, che si aggiunge a quello asintotico pre-esistente e sollecita ulteriormente la zona. La giunzione meccanica tra calotte e cilindro si viene così a trovare nella zona strutturalmente più critica dell’intero serbatoio.
L

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 12 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
funzionali, efficienza strutturale ed affidabilità (come per esempio negli SRMC solid rocket motor cases – involucri di missili a combustibile solido) l’adozione di calotte integrali diventa ineludibile. Per massimizzare le prestazioni strutturali, le calotte d’estremità non devono avere forma emisferica, bensì consentire nello stesso tempo l’equilibrio delle componenti meridiane e circonferenziali di forza e permettere un avvolgimento ottimale delle fibre esente da scorrimento. I profili sia delle calotte che delle protuberanze polari sono critiche a tale riguardo. Nel caso di avvolgimento elicoidale (Figura 39.17), viene assunta una giacitura delle fibre tangenziale alla protuberanza polare. Ogni punto sulla giacitura è definito rispettivamente dai raggi meridiano e circonferenziale r1 ed r2. Essi sono correlati alle co-ordinate X e Y, rispetto alle quali è definito il profilo delle calotte dalle seguenti relazioni:
r1 = - [1 + (Y’)2]3/2/Y” r2 = - X[1 + (Y’)2]1/2/Y’
essendo Y’ e Y” rispettivamente la prima e la seconda derivata di Y rispetto a X. Le forze membranali principali dovute ad una pressione interna p sono: - componente meridiana: Nφ = pr2/2 - componente circonferenziale: Nθ = (pr2/2)[2 – (r2/r1)] L’equilibrio viene soddisfatto uguagliando la resistenza del filamento con la composizione di queste forze, da cui risulta:
r2/r1 = XY”/Y’[1 + (Y’)2] = 2 – tan2α (∗) dove α rappresenta l’angolo di avvolgimento. Perché la giacitura sia geodetica4, deve risultare:
Xsinα = costante al punto di tangenza, α = 90° e quindi:
sinα = X0/X (**) dove X0 è il diametro della protuberanza polare. L’integrazione numerica o grafica delle equazioni (*) e (**) consente di determinare il profilo delle calotte, che si dicono geodetiche isotensoidi, in quanto le fibre sono soggette ad una tensione uniforme e sono atteggiate secondo una geodetica. Se tan2α = 2 le equazioni non sono più applicabili: la soluzione più comunemente adottata consiste nel raccordare la calotta isotensoide e la protuberanza d’estremità con un raggio sferico. Nel caso di avvolgimento polare, la giacitura delle fibre è descritta dall’intersezione di un piano con la calotta d’estremità (Figura 39.18). In questo caso, l’equilibrio degli sforzi è garantito adattando il raggio
4 La geodetica rappresenta la giacitura assunta naturalmente da un filo su di una superficie priva di attrito. Essa rappresenta altresì la minima distanza tra due punti su di una superficie curva.
di curvatura istantaneo in ciascun punto. L’equazione del piano di avvolgimento si scrive come:
Xcosθ = B + AY (§) l’angolo assunto dal filamento in ciascun punto è dato dall’equazione:
tanα = (Asinφ + cosφcosθ)/sinθ (§§) dove:
tanφ = -Y’ (§§§) La soluzione numerica delle equazioni (*), (§), (§§) e (§§§) consente di definire il profilo della calotta e la giacitura del filamento, assumendo come ipotesi di eseguire una netting analysis, che trascura il contributo della resina.
Figura 39.17 - Schema rappresentativo della giacitura di un avvolgimento elicoidale.
Figura 39.18 - Schema rappresentativo della giacitura delle fibre in un avvolgimento elicoidale.
39.4 Progetto di un manufatto avvolto rendendo come esempio la progettazione di un SRMC, l’analisi inizia con la definizione di tutti i
requisiti: dimensioni (lunghezza e diametro), prestazioni (pressione interna, peso e volume), ambiente esterno (temperatura, umidità e carichi esterni) e interfacce (altri
P
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 13 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
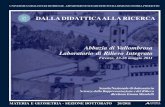
stadi, ugelli, iniettori). Una volta noti questi parametri, deve essere condotta a termine la progettazione preliminare usando la netting-analysis (considerata in dettaglio qui di seguito) per un primo dimensionamento. La scelta del materiale dipende dalle prestazioni e dalle condizioni ambientali. L’avvolgibilità costituisce un problema rilevante e richiede l’attenta selezione del metodo di avvolgimento per rendere realizzare la geometria voluta con gli impianti a disposizione. Completata la progettazione preliminare, deve essere affrontata l’analisi di dettaglio usando l’angolo di avvolgimento selezionato, lo spessore calcolato dello strato ed il peso del composito che ne consegue. A questo punto devono anche essere selezionati gli inserti polari (bocchelli) e lo spessore delle skirt. Infine viene portata a termine l’analisi ad elementi finiti, analizzando specialmente lo spessore degli strati in prossimità degli inserti polari ed il collegamento tra l’involucro in composito e le skirt metalliche. Il progetto viene poi validato tramite una prova di scoppio in vera grandezza, strumentata. La netting analysis assume che le fibre forniscano l’intera rigidezza e resistenza longitudinali. Tale ipotesi non solo è conservativa, ma costituisce un’eccellente base per il primo dimensionamento di un SRMC o di un generico serbatoio in pressione, quando l’aliquota di carico sopportata dal liner è trascurabile. Nella parte cilindrica di un serbatoio in pressione, le fibre avvolte elicoidalmente sopportano tutto il carico longitudinale (Figura 39.19).
Figura 39.19 - Sistema angolari di riferimento per la definizione delle componenti di sforzo.
Sommando i carichi nella direzione longitudinale Nα, si ottengono le seguenti relazioni:
2(Nα/2)cos2α – Nφ = 0 Nα = Nφ/cos2α (∗)
Per un serbatoio in pressione con calotte d’estremità, i carichi longitudinali Nφ possono essere definiti in termini della pressione interna p e del radio medio della parete r:
Nφ = pr/2 (**) Sostituendo (**) in (*) risulta:
Nα = pr/2cos2α (∗∗∗) Lo sforzo nelle fibre disposte elicoidalmente viene calcolato dividendo il carico in direzione delle fibre per lo spessore t delle fibre stesse:
σαf = Nα/tαf = pr/2cos2αtαf (§) Il carico circonferenziale nella regione cilindrica del serbatoio è sopportato parzialmente dalle fibre circonferenziali. Facendo riferimento alla Figura 39.19, il contributo delle fibre elicoidali nel sopportare il carico circonferenziale vale:
Nθ‘ = Nαsin2α Il carico circonferenziale totale può essere definito in funzione della pressione interna p e del radio medio della parete r:
Nθ(τοτ) = pr Il carico sopportato dalle fibre circonferenziali si calcola sottraendo il contributo elicoidale dal carico totale:
Nθ = Nθ(τοτ) - Nθ‘ = pr - Nαsin2α e, sostituendo (***), risulta:
Nθ = pr - (pr tan2α) /2 Gli sforzi nelle fibre circonferenziali σθf si determinano dividendo la porzione del carico circonferenziale Nθ sopportato dalle fibre circonferenziali per lo spessore delle fibre circonferenziali stesse:
σθf = Nθ/tθf = pr/tθf(1 - tan2α/2) (§§) Per risolvere le equazioni (§) e (§§) tramite la netting analysis devono essere determinati gli spessori delle fibre nelle direzioni longitudinale e circonferenziale. Lo spessore di uno strato di fibre può essere calcolato come segue (eqn. §§§): tf = (num. rocchetti x area sez. roving)/largh. bandella Per iniziare il calcolo è necessario conoscere l’area della sezione del roving, che normalmente è fornita dai produttori di roving; quando è necessaria una maggior accuratezza del dato, l’area può essere misurata pesando una lunghezza nota di roving e dividendo per il peso specifico noto. Anche la densità della bandella è un termine usato nel calcolo dello spessore delle fibre. Tale dato è normalmente espresso in ends/cm quando si tratta di fibre di vetro o aramidiche, oppure come tows/cm o roving/cm quando si tratta di fibre di grafite. L’inverso della larghezza della bandella è definito turns/cm o, con la nomenclatura anglosassone del filament winding, turns-per-inch (TPI). Nella equazione (§§§) la densità della bandella è semplicemente il numero di ends o tows diviso per la larghezza della bandella. Il bulk factor è una costante (Kα o Kθ) usata per convertire lo spessore delle fibre (tαf o tθf) calcolato sopra nello spessore del composito ed è una misura dell’incremento di volume dovuto al contenuto di resina. Esso è anche l’inverso della frazione volumetrica delle fibre. Lo spessore calcolato

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 14 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
delle fibre viene convertito nello spessore atteso dello strato di composito in questo modo:
tc = tfK o, più specificamente:
tθ = tθf x Kθ x 2 (strato circonferenziale) tα = tαf x Kα x 2 (strato elicoidale o polare)
I tipici valori di bulk factor e di frazioni volumetriche delle fibre sono riportati in Tabella 39.5.
Tabella 39.5 - Tipici valori di bulk factor e di frazioni volumetriche per le fibre adottate.
I bulk factor dipendono da numerosi fattori geometrici e di processo, quali la viscosità della resina, il diametro del mandrino, l’angolo e la tensione di avvolgimento, il tempo di processo, la temperatura di B-staging e la pressione esterna durante la
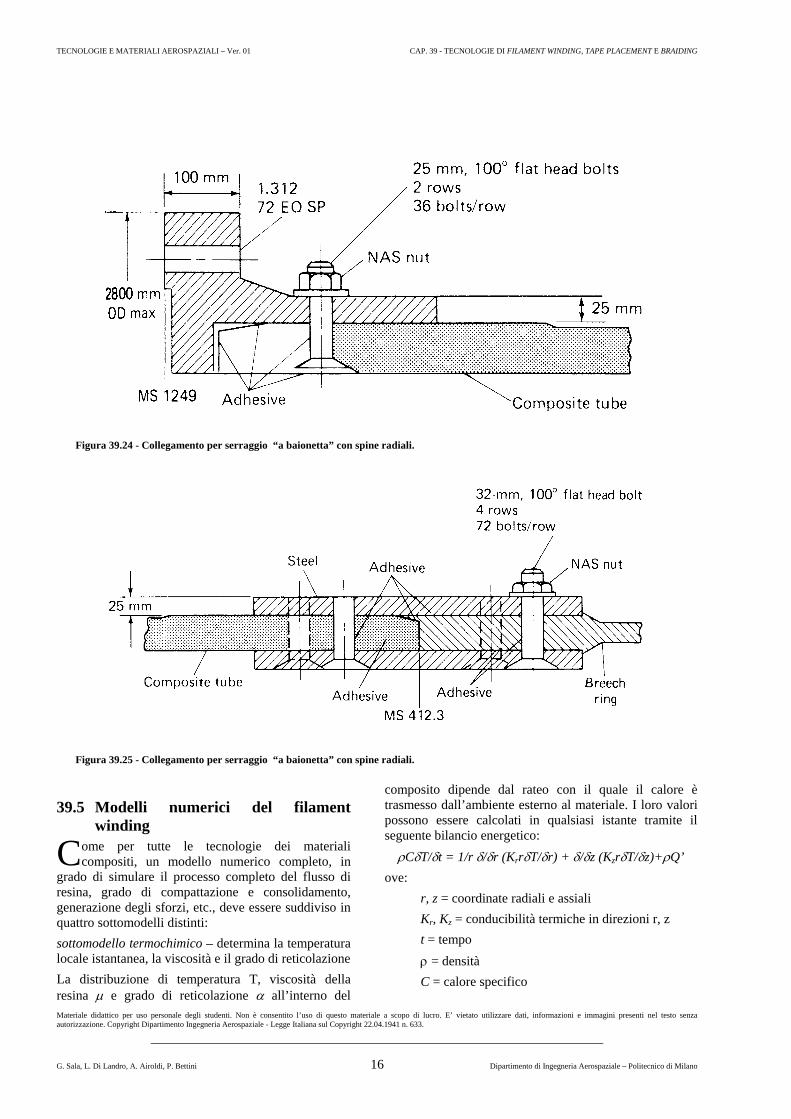
reticolazione. I valori reali dei bulk factor vengono misurati sperimentalmente durante il processo. Una volta noti il bulk factor o la frazione volumetrica delle fibre o della resina è poi facile derivare la densità del composito, assumendo in prima istanza una percentuale nulla di vuoti Le prestazioni meccaniche dei manufatti prodotti per filament winding vengono valutate sperimentalmente tramite speciali provini anulari (NOL ring) o tubolari, sottoposti a sollecitazioni di trazione circonferenziale, pressione interna ed esterna, compressione e trazione assiale, torsione e flessione su punti discreti, secondo normative ASTM. Una prova omnicomprensiva, utile per valutare le caratteristiche del rinforzo, della resina, della tecnologia di avvolgimento e della modalità di integrazione dei componenti metallici è rappresentata dal test di pressione interna (sino a scoppio) di un serbatoio vero e proprio in scala ridotta (Standard Test and Evaluation Bottle – STEB), mostrato in Figura 39.20. Da ultimo nel caso degli SRMC va ricordata la criticità dal punto di vista strutturale delle zone di integrazione tra l’avvolgimento ed i bocchelli polari (Figura 39.21) e le zone di collegamento tra le parti in composito e le skirt metalliche. Le Figura 39.22Figura 39.23Figura 39.24 e Figura 39.25 riportano rispettivamente i collegamenti per serraggio, a semplice coprigiunto, a doppio coprigiunto ed “a baionetta” con spine radiali.
Figura 39.20 - Esempio di progetto di un serbatoio ottenuto con l’operazione di filament winding

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 15 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 39.21 - Esempio di zona di integrazione tra l’avvolgimento e i bocchelli polari.
Figura 39.22 - Collegamento per serraggio a semplice coprigiunto.
Figura 39.23 - Collegamenti per serraggio a doppio coprigiunto.
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 16 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 39.24 - Collegamento per serraggio “a baionetta” con spine radiali.
Figura 39.25 - Collegamento per serraggio “a baionetta” con spine radiali.
39.5 Modelli numerici del filament winding
ome per tutte le tecnologie dei materiali compositi, un modello numerico completo, in
grado di simulare il processo completo del flusso di resina, grado di compattazione e consolidamento, generazione degli sforzi, etc., deve essere suddiviso in quattro sottomodelli distinti: sottomodello termochimico – determina la temperatura locale istantanea, la viscosità e il grado di reticolazione La distribuzione di temperatura T, viscosità della resina µ e grado di reticolazione α all’interno del
composito dipende dal rateo con il quale il calore è trasmesso dall’ambiente esterno al materiale. I loro valori possono essere calcolati in qualsiasi istante tramite il seguente bilancio energetico:
ρCδT/δt = 1/r δ/δr (KrrδT/δr) + δ/δz (KzrδT/δz)+ρQ’ ove:
r, z = coordinate radiali e assiali Kr, Kz = conducibilità termiche in direzioni r, z t = tempo ρ = densità C = calore specifico
C

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 17 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Q’ = rateo al quale il calore è generato/assorbito Poiché la reazione chimica avviene solo nel composito, l’ultimo termine può essere scritto in questa forma:
ρQ’ = ρmvmQ’m + ρfvfQ’f ove:
ρm e ρf = densità vm e vf = frazioni volumetriche Q’m e Q’f = ratei di trasmissione del calore
rispettivamente della matrice e delle fibre. Poiché non vi è reazione chimica nelle fibre, il termine ad esse relativo in quest’ultima equazione è nullo, ed il calore generato può essere scritto come:
ρQ’ = ρmvmQ’m mentre il grado di reticolazione α della resina si può scrivere come:
α = Qm/Hu dove Qm è la quantità di calore evoluta dal tempo t = 0 al tempo t, mentre Hu è il calore totale di reazione della resina. Differenziando tale equazione si ottiene:
Q’m = (dα/dt)Hu da cui il rateo di grado di reticolazione si scrive come:
(dα/dt = f1(α,t) Le espressioni per le più comuni resine termoindurenti sono disponibili in letteratura. Le ultime due equazioni possono venir integrate per determinare la temperatura ed il grado di reticolazione all’interno del materiale in ogni istante per ogni condizione iniziale ed al contorno. Le condizioni iniziali, come la temperatura T0 ed il grado di reticolazione α0 ai quali le fibre impregnate di resina sono avvolte sul mandrino sono espresse come:
T = T0 e α = α0 per t = t0 Nel processo di filament winding, il tempo t0 è diverso per ogni strato, in quanto si tratta di un procedimento in continua, nel quale lo spessore cresce gradualmente. Le condizioni al contorno per la temperatura al tempo t > t0 valgono (Figura 39.26):
T = Tc a r = Rmo + h 0 < z < L T = Tm a r = Rmi 0 < z < L
T = TL a z = 0 Rmi < r < Rmo + h T = TR a z = L Rmi < r < Rmo + h
ove Tc e Tm sono rispettivamente le temperature sulla superficie esterna dell’avvolgimento in composito e sulla superficie interna del mandrino; Rmi e Rmo sono il raggio interno ed esterno del mandrino rispettivamente; h è lo spessore del cilindro in composito, che varia con il tempo. TR e TL sono rispettivamente le temperature alle estremità destra e sinistra del cilindro in composito. Una volta fissate tali
condizioni iniziali ed al contorno, le equazioni possono ora essere risolte con metodi numerici, quali le differenze finite o gli elementi finiti.
Figura 39.26 - Grandezze fondamentali per la definizione delle condizioni iniziali nel processo di filament winding.
sottomodello di flusso – determina il flusso di resina, la distribuzione di fibre e di resina e la compattazione. Durante il processo di filament winding, gli strand o i roving impregnati di resina, di larghezza b e spessore ∆h sono avvolti sul mandrino con una tensione iniziale F0. L’angolo iniziale di avvolgimento (ovvero l’angolo formato dalla tangente alle fibre con la direzione assiale) è Φ0 (Figura 39.27).
Figura 39.27 - Angolo iniziale di avvolgimento Φ0.
Durante il consolidamento, le fibre possono muoversi, causando la variazione della posizione e della tensione delle fibre stesse. In un qualsiasi istante di tempo t, la tensione delle fibre è F. Una lamina consiste in uno strato di fibre di spessore ∆ξ, circondato dalla resina, a contatto con il mandrino (Figura 39.28). L’area della sezione della lamina è Af = vfA, dove vf è la frazione volumetrica delle fibre ed A l’area della sezione dell’intero strato (A = b∆h).

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 18 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 39.28 - Rappresentazione schematica di una lamina di preimpregnato posta a contatto con il mandrino.
Le fibre si possono muovere in direzione radiale e così cambiare il valore della tensione. Il moto delle fibre nelle direzioni circonferenziale ed assiale viene trascurato poiché le componenti circonferenziale ed assiale della tensione delle fibre sono in equilibrio. Le principali cause della variazione della posizione radiale rf delle fibre sono:
• durante il processo di filament winding, la tensione agente nelle fibre incurvate ne causa il movimento quando la viscosità della resina è bassa (Figura 39.29 e Figura 39.30). Se la resina gelifica o la viscosità diventa sufficientemente elevata, le fibre vengono bloccate entro la resina e non si muovono più relativamente ad essa a causa della tensione. Lo spostamento radiale delle fibre rispetto alla resina viene denotato uf;
• le modificazioni chimiche (contrazione) della resina ed il mismatch tra i coefficienti di dilatazione termica del mandrino e del composito possono provocare la variazione della posizione delle fibre. Lo spostamento radiale delle fibre causato dall’espansione e dalla contrazione del composito e del mandrino viene denotato umc = um + uc.
Per questi motivi, la posizione istantanea delle fibre rispetto all’asse del cilindro si può esprimere come:
rf = Rf0 + uf + umc
dove Rf0 è la posizione radiale delle fibre al tempo t0. Il
valore di umc causato dal mismatch dei coefficienti di dilatazione termica e dalla contrazione chimica può essere calcolato tramite un’analisi strutturale (descritta brevemente nel sottomodello degli sforzi). Il valore di uf può essere calcolato assumendo che un intero strato venga deposto istantaneamente al tempo t0, cosicché la posizione radiale delle fibre sia la medesima in ogni punto di un dato strato. Considerando il segmento cilindrico A-B dello strato di fibre e trascurando gli effetti d’estremità associati con le chiusure d’estremità del mandrino e del cilindro di composito, lo sforzo in direzione delle fibre può essere scritto come:
σf = F/Af dove Af è l’area della sezione delle sole fibre ed F è la tensione applicata alle fibre durante il processo di filament winding. La componente circonferenziale della tensione è data da:
σθθ = σsin2Φ0 (*) dove Φ0 è l’angolo di avvolgimento.
Figura 39.29 - Rappresentazione schematica delle forze agenti su un tratto di fibra incurvata e grandezze caratteristiche in uso nella definizione del sottomodello di flusso.
Figura 39.30 - Rappresentazione schematica della posizione delle fibre, in funzone dei vari contributi, rispetto alla posizione radiale al tempo t0.
Poiché le fibre sono avvolte sotto tensione, esiste una differenza di pressione nella resina attraverso lo strato di fibre. La pressione agente sulla superficie interna dello strato di fibre è espressa da p, quella agente sulla superficie esterna da p + ∆p. Si assuma che ogni roving di fibre sia contiguo a quelli adiacenti e ricopra completamente la superficie del mandrino su una piccola

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 19 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
lunghezza ∆z. In tal caso, trascurando l’effetto delle forze d’inerzia, l’equilibrio delle forze per lo strato di lunghezza ∆z può essere scritto come: 2σθθ∆ξ∆z + 2(p+∆p)(rf+∆ξ/2)∆z – 2p(rf-∆ξ/2)∆z = 0
siccome ∆ξ può essere trascurato in quanto è piccolo rispetto alla posizione radiale rf, tale equazione può essere semplificata in questo modo:
∆p/∆ξ = dp/dr = -σθθ/rf (**) La velocità relativa delle fibre rispetto alla resina può essere calcolata per mezzo della legge di Darcy, considerando lo strato di fibre come un mezzo poroso:
uf’ = S/µ(dp/dr) (***) dove S è la permeabilità apparente dello strato poroso di fibre e µ la viscosità della resina. Utilizzando (*) e (**) l’equazione (***) può essere riscritta come:
uf’ = -(S/µ)(σf/rf)sin2Φ0 Poiché la tensione delle fibre σf e la viscosità µ possono variare con il tempo t e la posizione r, questa equazione deve essere risolta con metodi numerici Per facilitare il calcolo, la variazione di posizione delle fibre durante il piccolo intervallo temporale ∆t può essere scritta come:
uf’ = ∆uf/∆t = (uft+∆t – uf
t)/∆t = -(S/µ)(σf/rf)sin2Φ0 che può essere ri-arrangiata come:
∆uf = -(S∆t/µ)(σf/rf)sin2Φ0 (§) Dalla Figura 39.27 si può ottenere:
∆Lf = Lf[1 + (8π2rfuf)/Lf2]1/2 – Lf = (ufLf/rf)/sin2Φ0
che si riduce a: (uf/rf)/sin2Φ0 = ∆Lf/Lf = ∆εf (§§)
dove ∆Lf è l’allungamento, Lf la lunghezza originaria delle fibre e ∆εf la variazione delle deformazioni delle fibre durante il tempo ∆t, quando la lunghezza della fibra cambia da Lf a Lf + ∆Lf. La variazione dello sforzo agente nella fibra corrispondente a tale cambio di deformazione può essere espressa come:
∆σf = σft+∆t – σft = Ef∆εf (§§§)
dove Ef rappresenta il modulo longitudinale delle fibre. Combinando le equazioni (§), (§§) e (§§§), è possibile scrivere l’espressione dello sforzo al tempo t+∆t:
σft+∆t = σf
t[1 – (EfS∆t/µ)(sin4Φ0/rf2)]
Risolvendo le equazioni (§) e (§§§) si ottengono la posizione delle fibre e la tensione agente nelle fibre al tempo t+∆t. Le condizioni iniziali per queste equazioni sono che al tempo t = t0 lo spostamento radiale è nullo e lo sforzo nelle fibre σf0, cosicché le condizioni iniziali al tempo t = t0 possono essere scritte come:
uf = 0 σf = σf
0 = F0/Af
Va notato che σft+∆t rappresenta la tensione nelle fibre
dovuta unicamente al moto delle fibre nella resina. La tensione causata dall’espansione e dalla contrazione del mandrino e del composito possono essere calcolate per mezzo dell’analisi strutturale, trattata nel seguito. sottomodello dei vuoti – determina la percentuale volumetrica e le dimensioni dei vuoti. I vuoti si formano durante la fabbricazione dei manufatti in composito, sia per cause meccaniche (intrappolamento di bolle di aria/gas, rottura di fibre), sia per nucleazione omogenea o eterogenea . Una volta formati, i vuoti cambiano forma e dimensioni, principalmente a causa di:
• cambio della pressione interna dei vuoti a causa della variazione di temperatura e pressione nel pre-impregnato;
• cambio della massa di vapore entro i vuoti a causa del trasferimento di vapore attraverso l’interfaccia vuoto/pre-impregnato;
• espansione o contrazione termica dovuta ai gradienti di temperatura entro la resina.
Quest’ultimo effetto è quantitativamente meno significativo e può essere trascurato. Si assuma la presenza di un nucleo sferico di vapore di diametro di in una qualsiasi posizione del pre-impregnato; esso è dovuto al vapore acqueo contenuto nell’aria umida che circonda il pre-impregnato. La pressione parziale di vapore acqueo ppwi entro il nucleo può essere espressa in funzione dell’umidità relativa φa e della pressione di saturazione di vapore acqueo pwsa a temperatura ambiente:
ppwi = φa pwsa Conoscendo i valori del volume iniziale del nucleo e della pressione parziale iniziale ppwi, possono essere calcolate la massa iniziale mwi e la concentrazione iniziale del vapore acqueo cwi contenuto nel nucleo. Durante il processo di reticolazione e consolidamento, il volume del vuoto cambia perché:
• la pressione di reticolazione aumenta la pressione in corrispondenza del vuoto;
• acqua, aria, gas ed altre sostanze possono venir trasportate attraverso l’interfaccia tra vuoto e pre-impregnato.
Per un vuoto di forma sferica di diametro d, la pressione totale pv, somma delle pressioni parziali di acqua, aria ed altri tipi di vapori presenti all’interno del vuoto, è correlata alla pressione p entro il pre-impregnato che circonda il vuoto dalla relazione:
pv – p = 4σ/d dove σ è la tensione superficiale tra il vuoto e la resina. Considerando per semplicità solo la migrazione di vapore acqueo attraverso l’interfaccia, la pressione all’interno del vuoto vale:
pv = ppw + ppair

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 20 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
con ppw e ppair le pressioni parziali rispettivamente del vapore acqueo e dell’aria entro il vuoto, correlate alla massa, alla temperatura ed al diametro del vuoto:
ppw = f(t, mw, d) ppair = f(t, mair, d)
Le ultime quattro relazioni scritte consentono di calcolare la pressione totale, la pressione parziale ed il diametro del vuoto conoscendo la pressione nel pre-impregnato che circonda il vuoto, la temperatura e la massa di vapore all’interno del vuoto. La temperatura entro il vuoto può considerarsi uguale alla temperatura del pre-impregnato in corrispondenza del vuoto, calcolata tramite il modello termo-chimico (vedi sopra). La massa dell’aria entro il vuoto può essere considerata costante; la massa del vapore acqueo entro il vuoto cambia con il tempo t. Essa può essere calcolata assumendo che le molecole di vapore siano trasportate nel pre-impregnato secondo la legge di diffusione di Fick, ovvero:
dc/dt = D[δ2c/δr2 + (2/r) δc/δr] essendo c la concentrazione di vapore acqueo alla co-ordinata radiale r (r = 0 centro del vuoto) e D la diffusività del vapore acqueo attraverso la resina in direzione r. Si assume che all’inizio (t < 0) il vapore sia distribuito uniformemente con concentrazione c nel pre-impregnato, ovvero:
c = ci per r > di/2 a t < 0 per tempi successivi (t > 0), la concentrazione di vapore all’interfaccia tra vuoto e pre-impregnato deve essere specificata. Indicando con il pedice p la concentrazione in corrispondenza della superficie del pre-impregnato, la concentrazione di vapore può essere scritta come:
c = cp per r = d/2 a t > 0 c = ci per r inf. a t > 0
Quest’ultima relazione significa che la concentrazione rimane inalterata a grande distanza dal vuoto. La concentrazione superficiale è correlata con il massimo livello di saturazione Mp nel pre-impregnato dalla relazione:
cp = ρMp e il valore di Mp può essere misurato sperimentalmente per ogni sistema resina/vapore. Risolvendo le ultime cinque equazioni si può determinare la concentrazione di vapore in funzione di posizione e tempo c = f(r,t). La massa di vapore trasportata nel tempo t attraverso la superficie del vuoto può essere espressa come:
mT = - ∫0 tπd2D(dc/dr)r=d/2dt
La massa di vapore nel vuoto al tempo t può essere scritto come:
m = mi – mT
dove la massa iniziale di vapore mi è nota. Integrando tutte queste equazioni, si possono determinare le dimensioni del vuoto e la pressione all’interno di esso in funzione del tempo, per una data posizione e per una data dimensione iniziali. In realtà, queste informazioni in genere non sono disponibili, perché la formazione di vuoti è un processo randomatico. Ciononostante, il sottomodello dei vuoti può essere utilizzato per selezionare un ciclo di reticolazione che minimizzi la formazione di vuoti. È noto che il contenuto in vuoti viene significativamente ridotto quando la pressione applicata al pre-impregnato è sufficientemente elevata da provocare il collasso delle bolle di vapore, ovvero uguale o maggiore della pressione di saturazione entro il vuoto alla temperatura locale. Va notato che la pressione viene applicata appena prima che il punto di gelificazione venga raggiunto (t < tgel). In un tipico ciclo di reticolazione, viene applicata una pressione di 4-6 bar alla temperatura di circa 100 °C per eliminare i volatili, poi questa viene aumentata sino a 170 °C circa per polimerizzare la resina. Il tempo di gelificazione e la temperatura locale possono venir determinati tramite i sotto-modelli termo-chimico e di flusso. Opportune relazioni termodinamiche tra temperatura e pressione di saturazione consentono poi la determinazione della pressione richiesta. sottomodello degli sforzi – determina le deformazioni e gli sforzi residui di origine termoelastica; gli sforzi residui in un laminato nascono quando esso si raffredda dalla temperatura di reticolazione alla temperatura ambiente. Le due principali cause degli sforzi residui risiedono nei cambiamenti chimici della resina e nelle deformazioni termiche nelle varie lamine dovute ai diversi valori dei coefficienti di dilatazione termica. A causa del processo di reticolazione, la resina si contrae e le deformazioni che si generano in uno strato unidirezionale sono maggiori in direzione trasversale che longitudinale. Così, in un laminato generato per filament winding, le deformazioni in uno strato vengono vincolate dagli strati contigui contenenti fibre orientate in modo diverso ed in ciascuno strato nascono sforzi residui. Durante il processo tecnologico, la reticolazione avviene alla temperatura di reticolazione, quando la resina è ancora sufficientemente viscosa da consentire il completo rilassamento degli sforzi residui, perciò la temperatura di reticolazione può essere considerata la stress-free temperature. Nel modello presentato qui di seguito, gli sforzi residui imputabili alla contrazione dovuta alla reticolazione vengono trascurati, perché di entità molto minore rispetto agli sforzi residui derivanti dalle deformazioni termiche. Quando un laminato in composito viene raffreddato dalla temperatura di reticolazione alla temperatura ambiente, nascono rilevanti sforzi residui, dovuti al mismatch termo-elastico tra le diverse lamine. In certi casi, tali sforzi sono talmente elevati da provocare cricche intralaminari e delaminazioni interlaminari. Si consideri ad esempio il raffreddamento di un laminato [0°/90°]s dalla temperatura di reticolazione alla temperatura ambiente. Se le lamine fossero separate e potessero contrarsi liberamente; lo strato a 0° si

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 21 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
contrarrebbe in direzione x molto meno dello strato a 90°, mentre il contrario accadrebbe in direzione y. Siccome però gli strati sono vincolati tra loro e sono obbligati a deformarsi assieme, devono nascere degli sforzi interni in grado di mantenere la congruenza geometrica tra di essi. Nel caso in esame di laminato [0°/90°]s, gli sforzi residui sono di compressione in direzione delle fibre e di trazione nella direzione trasversale in entrambi gli strati. Nel caso di laminati simmetrici [+θ°/-θ°]s tipicamente ottenuti per filament winding, il vettore degli sforzi residui in un generico strato sono espressi da:
σi = Qij(εoj – εj) dove Qij è la matrice di rigidezza del generico strato, mentre il vettore delle deformazioni εj è definito come:
εj = αj(T – Ta) dove αj è il vettore dei coefficienti di dilatazione termica, Ta la temperatura ambiente e T la temperatura entro lo strato al termine del processo di reticolazione, calcolato dal modello termo-chimico. La deformazione di reticolazione del laminato vale:
εoj = aij∫0LQijεjdz
dove aij rappresenta la matrice di cedevolezza nel piano del laminato simmetrico
39.6 Pro e contro del filament winding n conclusione, qui di seguito vengono riassunti i principali passi tecnologici comuni a tutte le
tecnologie di wet filament winding: • i rocchetti di roving (strand, yarns o tow)
vengono posizionati sulle cantre; • numerosi roving (strand, yarns o tow) vengono
fatti passare attraverso opportune guide e condotti fino all’occhiello di alimentazione;
• la resina, il catalizzatore e gli eventuali additivi vengono mescolati e poi versati nella vaschetta d’impregnazione;
• la superficie del mandrino viene ricoperta con gli strati di distaccante e di gel-coat (quando applicabile); il mandrino viene poi posizionato fra la testa conduttrice e la testa condotta della macchina per l’avvolgimento;
• le fibre che sono state fatte passare attraverso la vaschetta di impregnazione e l’occhiello di alimentazione vengono posizionate al punto di partenza sulla superficie del mandrino; un opportuno dispositivo le mette tensione;
• il mandrino ed il carrello con l’occhiello di alimentazione vengono messi in movimento; il sistema di controllo della macchina coordina i
due movimenti in maniera da ottenere il percorso di avvolgimento desiderato;
• le bandelle di fibra vengono avvolte sulla superficie del mandrino; lo spessore del laminato aumenta via via che l’avvolgimento progredisce;
• per migliorare la compattazione e per ottenere una superficie esterna liscia, l’avvolgimento finito viene bendato con un bleeder ricoperto di PTFE oppure con un film termoretraibile;
• il mandrino ricoperto con l’avvolgimento in composito viene rimosso dalla macchina per il filament winding e posto in un’autoclave o in forno per la reticolazione;
• completata la reticolazione, il mandrino viene estratto dall’avvolgimento in composito per essere riutilizzato, oppure viene distrutto oppure viene lasciato in posto (liner).
Il filament winding ha conquistato un’importanza rilevante nelle applicazioni generali ed in particolare in quelle aerospaziali grazie alla sua capacità di deporre fibre con una giacitura accurata e ripetibile; i vantaggi di questa tecnologia sono:
• alta frazione volumetrica del rinforzo; • il rinforzo lavora nella maniera ottimale (trazione); • elevata compattazione ed assenza di vuoti; • per talune applicazione come i serbatoi in
pressione, gli SRMC ed i booster, il filament winding è l’unica metodologia in grado di produrre manufatti ad altissime prestazioni e costo contenuto;
• il filament winding può utilizzare materie prime ed attrezzi a basso costo per produrre manufatti a costo contenuto;
• il filament winding può essere altamente automatizzato ed è adatto ai grandi volumi produttivi (Figura 39.31).
Il filament winding è estremamente conveniente per produrre manufatti cavi di forma semplice, ma è afflitto comunque da talune limitazioni:
• forme chiuse o concave possono essere realizzate con difficoltà, come pure forme cave a gomito. In taluni casi il filament winding può essere utilizzato per produrre strutture aperte come i fogli delle molle a balestra, ove il laminato ottenuto per avvolgimento viene tagliato in due metà e poi formato per compression moulding;
• non tutte le orientazioni delle fibre possono essere ottenute facilmente durante il processo di avvolgimento. In generale la stabilità delle fibre è garantita solo dagli avvolgimenti geodetici, mentre i bassi angoli (0-15°) sono ottenuti con difficoltà: i manufatti avvolti sono perciò adatti a sopportare
I

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 22 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
carichi di pressione interna/torsione, ma non di trazione/flessione;
• durante il processo di avvolgimento è difficile garantire l’uniforme distribuzione di resina e fibre attraverso lo spessore del laminato.
Figura 39.31 - Costo di produzione relativo per la tecnica del filament winding. Confronto con altre sistemi produttivi.
39.7 Braiding l braiding è un processo di tessitura noto per la sua semplicità e versatilità. Le peculiarità dei manufatti
prodotti con questa tecnica sono la conformabilità (superfici a doppia curvatura), la stabilità torsionale e la damage tolerance. Nel processo di braiding, due o più sistemi di yarns sono intrecciati per realizzare una struttura integrata, ma in modo diverso rispetto ai tessuti di tipo woven o knitted, come mostrato in Figura 39.32. Il braiding ha molti punti in comune con il filament winding. Possono essere utilizzati yarn, tow o roving asciutti o pre-impregnati intrecciandoli in maniera controllata sopra una forma/mandrino rotante e rimovibile. Si possono così ottenere svariate forme, orientazioni e frazioni volumetriche delle fibre. Sebbene il braiding non sia in grado di eguagliare il filament winding in termini di contenuto in fibre, esso può realizzare forme più complesse e curvature anti-clastiche. Inoltre i manufatti braided posseggono intrinsecamente elevata integrità strutturale, tolleranza al danno, tenacità intra- e inter-laminare, facilità di collegamento e movimentazione. Rispetto al filament winding, il braiding è in grado di generare anche giaciture longitudinali rispetto all’asse del mandrino. Infine, uno studio Boeing ha dimostrato che sono possibili riduzioni di costo superiori al 50% rispetto al filament winding grazie ai risparmi di manodopera ed alle semplificazioni di progetto. La caratteristica più attraente del braiding è la semplicità: una tipica macchina (Figura 39.33) è costituita da 1) una piastra che contiene le tracce, 2) i supporti delle spolette, 3-4)
un formatore dell’intreccio e 5-6) un sistema di raccolta.
Figura 39.32 - Tipologia di intrecci yarns r. (a) Processo braiding (b) Tessuto di tipo woven (c) Tessuto tipo knitted
Figura 39.33 - Tipica macchina per l’operazione di braiding.
L’intreccio è definito dall’angolo di braiding θ, che coincide con la metà dell’angolo di intreccio tra gli yarn, rispetto alla direzione di braiding o all’asse della
I

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 23 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
macchina. La compattezza dell’intreccio è legata alla frequenza con cui gli yarn vengono interallacciati. La distanza tra i punti di intreccio è detta pick spacing; la larghezza (o diametro) dell’intreccio (piano o tubolare) è indicata con d. La piastra con le tracce accoglie i supporti delle spolette, le quali si muovono lungo le tracce stesse. I supporti sono mossi da un sistema di ingranaggi; i supporti, oltre a recare le spolette di yarn, regolano anche la tensione di questi ultimi. Al punto di intreccio, un apposito formatore ne controlla la forma e le dimensioni. Il manufatto finito viene via via avvolto attorno ad una bobina ad una velocità pre-determinata. L’angolo di braiding ed il diametro del manufatto sono controllati dal numero di supporti delle spolette e dalla velocità di avvolgimento sulla bobina. La direzione di braiding può essere orizzontale (necessaria per grandi diametri) o verticale, dall’alto al basso o viceversa. Quando è necessario un rinforzo longitudinale, è possibile inserire un terzo sistema di yarn, per produrre un intreccio tri-assiale di tipo 0°/-θ/+θ°. Se necessita una struttura con più di tre spessori di yarn, si possono sovrapporre diversi intrecci tri-assiali, fino ad ottenere lo spessore desiderato. Per avere una maggior aliquota di rinforzo attraverso lo spessore, viene utilizzato il braiding tri-dimensionale. In questo caso il moto dei supporti delle spolette segue un moto a serpentina del tipo di quello di un telaio tessile Jacquard. braiding bi-dimensionale – una macchina per questo tipo di processo può recare da un minimo di 3 fino ad un massimo di 144 supporti delle spolette. In Figura 39.34 è mostrata una macchina orizzontale a 144 supporti, in grado di eseguire anche la fase di impregnazione, per mezzo dell’anello ausiliario, che reca gli ugelli per l’iniezione della resina.
Figura 39.34 - Macchina orizzontale per il braiding bi-dimensionale.
Come per tutte le tecnologie dei compositi, le prestazioni meccaniche dei manufatti dipendono dall’orientazione e dalle caratteristiche di fibre e resina e dalla frazione volumetrica di entrambi. Nel caso del braiding bi-dimensionale, la forma viene conferita dal mandrino, mentre la frazione volumetrica consegue dall’orientazione e dalla quantità delle fibre utilizzate. La quantità totale di yarn valutata sulla sezione del manufatto ottenuto per braiding vale:
Am = Ay x Ny/cosθ dove Am è l’area della sezione totale del rinforzo, Ay l’area della sezione degli yarn, Ny il numero di yarn e θ l’orientazione degli yarn rispetto all’asse del mandrino. La frazione volumetrica delle fibre Vf vale perciò:
Vf = Am/Ac dove Ac rappresenta l’area della sezione del composito. Una volta definiti Ac, Ay e Vf, l’intreccio può essere progettato in base al numero di strati e all’orientazione degli yarn, tramite la seguente relazione:
cosθ = M Nstrati Ay/VfAc essendo M il numero di supporti delle spolette e Nstrati il numero di strati per spoletta. Sono perciò disponibili in letteratura grafici che mettono in relazione θ con Vf per dati valori di Ay e Ac, del tipo di quello mostrato in Figura 39.35.
Figura 39.35 - Rappresentazione grafica della relazione θ con Vf per dati valori di Ay e Ac.
In conclusione, i parametri per un manufatto prodotto con la tecnica del braiding bi-dimensionale sono riassunti nelle seguenti equazioni:
do = M Nstrati Ay /(π t Vfcosθ) + t

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 24 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
di = M Nstrati Ay /(π t Vfcosθ) – t dove do e di sono rispettivamente il diametro esterno ed interno del braiding e t lo spessore dell’intreccio. Tramite queste equazioni è possibile calcolare l’effetto dell’angolo di braiding, della frazione volumetrica di fibre e del numero di strati sul numero di supporti di spolette necessarie a produrre un manufatto di dato diametro, come mostrato nelle Figura 39.36Figura 39.37 e Figura 39.38.
Figura 39.36 - Effetto dell’angolo di braiding sul numero di supporti di spolette necessarie a produrre un manufatto di dato diametro.
Figura 39.37 – Effetto della frazione volumetrica di fibre sul numero di supporti di spolette necessarie a produrre un manufatto di dato diametro.
Figura 39.38 – Effetto del numero di strati sul numero di supporti di spolette necessarie a produrre un manufatto di dato diametro.
braiding tri-dimensionale – costituisce l’estensione del braiding bi-dimensionale e consiste nell’intreccio ortogonale di due o più sistemi di yarn per formare una struttura integrale. Il movimento di base del braiding tri-dimensionale consiste nello spostamento alternato in r e θ dei supporti delle spolette, seguito da un moto di compattazione. Il processo è in grado di produrre strutture sottili o spesse di forme svariate (Figura 39.39), comprendenti al bisogno anche yarn longitudinali. Tali manufatti sono intrinsecamente net-shape e damage tolerant (travi, ugelli i motori a razzo, eliche marine). Come per il braiding bi-dimensionale, anche in questo caso occorre quantificare la geometria dell’intreccio e determinare la frazione volumetrica del rinforzo: note queste quantità e conoscendo le caratteristiche delle fibre e della resina è possibile progettare il manufatto. Per identificare l’orientazione degli yarn nella struttura occorre identificare una cella unitaria macroscopica. Se w, v e u sono rispettivamente l’altezza, la larghezza e lo spessore della cella unitaria, dalla trigonometria del braiding si può ottenere:
w = (u2 + v2)1/2/tanθ θ è l’angolo di orientazione degli yarn e w (altezza) coincide con il pick spacing. Per quanto riguarda la frazione volumetrica, vale l’usuale espressione:
Vf = Vy/Vc essendo Vy e Vc rispettivamente il volume degli yarn e del composito. Tale relazione può così essere riscritta:
Vf = NyLyAy/LcAc

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 39 - TECNOLOGIE DI FILAMENT WINDING, TAPE PLACEMENT E BRAIDING
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 25 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
dove Ny è il numero degli yarn, Ly la loro lunghezza e Ay l’area della sezione. Lc e Ac sono rispettivamente la lunghezza e l’area della sezione del composito.
Figura 39.39 - Tipologie di strutture sottili o spesse ottenibili mediante l’operazione di braiding tri-dimensionale.
Dalla definizione di densità lineare (denier), consegue l’area della sezione di uno yarn:
Ay = Dy/(9x105)ρ dove ρ è la densità delle fibre in gcm-3 e Dy la densità lineare dello yarn (denier). Dalla trigonometria risulta:
w = V/tanθ’ dove θ’ è l’angolo superficiale dello yarn. Combinando questa espressione con la precedente definizione di θ risulta:
tanθ = (1 + k2)1/2tanθ’/k essendo k il rapporto tra il moto r della traccia ed il moto θ della colonna (vedi sopra). Un’opportuna manipolazione di tale equazione consente di scrivere:
θ = tan-1[(1 + k2)1/2tanθ’/k] Incorporando tale espressione nella relazione originaria può essere determinato il numero totale Ny degli yarn necessari per realizzare un intreccio tri-dimensionale avente una determinata frazione volumetrica di fibra:
Ny = Vf Ac ρ (9x105) cosθ/Dy dove tutte le quantità sono già state precedentemente definite. La frazione volumetrica ottenibile con una data costruzione ha un valore massimo che dipende dall’architettura delle fibre. Se le fibre hanno sezione
circolare, il valore massimo di Vf in un’organizzazione di fibre uniassiali allineate vale π/2 x 31/2 = 0,906. Yarn con sezioni di forma diversa consentono di raggiungere valori anche maggiori, viceversa le reali organizzazioni planari o tri-dimensionali danno luogo a Vf minori: si può dimostrare che il massimo valore di Vf per una cella unitaria ottenuta per braiding tri-dimensionale vale π(3/8)1/2 = 0,6801. Ciò significa che la massima frazione volumetrica ottenibile senza distorsione non può superare il 68%.
Bibliografia [1] Gritti, R.:
“Simulazione della Tecnologia del Filament Winding”
Tesi di Laurea DIA - Politecnico di Milano, 2000.
[2] Lubin, G.:
“Handbook of Composites”
Van Nostrand Reinhold Company, New York, 1982.
[3] Mazumdar, S.K.:
“Composites Manufacturing”
CRC Press, Boca Raton, 2002
[4] Sala, G. , Cutolo, D.:
“Heated Chamber Winding of Thermoplastic Powder-impregnated Composites: Part 1. Technology and Basic Thermochemical Aspects”
Composites Part A, 27A, pp. 387-392, 1996.
[5] Sala, G. , Cutolo, D.:
“Heated Chamber Winding of Thermoplastic Powder-impregnated Composites: Part 2. Influence of Degree of Impregnation on Mechanical Properties”
Composites Part A, 27A, pp. 393-399, 1996.
[6] Tong, S., Mouritz, L., Bannister, A.:
“3D Fibre-reinforced Polymer Composites”
Elsevier, Londra, 2002.
[7] Vizzari, F.:
“Messa a Punto di un Impianto per Filament Winding”
Tesi di Laurea DIA - Politecnico di Milano, 2006.
[8] VV. AA.
“Composites”
ASM International, Metals Park – Ohio, 1987.