Automazione degli impianti di trattamento biologico delle · PDF fileS. Marsili-Libelli,...
61
1 Automazione degli impianti di trattamento biologico delle acque reflue Stefano Marsili-Libelli Dipartimento di Sistemi e Informatica Università di Firenze Email: [email protected] Web: www.dsi.unifi.it/~marsili
Transcript of Automazione degli impianti di trattamento biologico delle · PDF fileS. Marsili-Libelli,...

1
Automazione degli impianti di trattamento biologico delle acque reflue
Stefano Marsili-LibelliDipartimento di Sistemi e InformaticaUniversità di FirenzeEmail: [email protected]: www.dsi.unifi.it/~marsili
2/61S. Marsili-Libelli, Automazione dei processi di depurazione
Perché controllare?
Il processo non opera mai in stato stazionario perché:L’influente cambia continuamente, sia in portata che in composizione
Le condizione ambientali cambiano con ritmo giornaliero e stagionale
Le prestazioni richieste cambiano con la situazione ambientale e del corpo idrico recettore
In condizioni tempo varianti è necessario un controllo in tempo reale per garantire:
Che l’effluente sia entro i limiti di legge
La salvaguardia dell’impianto
L’economicità della gestione
Difficoltà del controllo:Spesso si devono armonizzare obiettivi contrastanti
Le dinamiche di processo sono nonlineari e tempo-varianti

3/61S. Marsili-Libelli, Automazione dei processi di depurazione
Il contesto tecnologico
Alla crescente domanda di automazione si può dare un’efficace risposta solo combinando le conoscenze in tre settori tecnologici complementari:
Tecniche avanzate di automazione, basate su modelli di processo evoluti e metodi di intelligenza artificiale;
Strumentazione analitica di processo, per un’approfondita conoscenza in tempo reale delle variabili critiche;
Sistemi di comunicazione digitale (bus di campo) ed elaborazione di processo.
Importanti sforzi comunitariIl progetto SMAC, acronimo per SMArt Control of wastewatersystemsLa conferenza specialistica quadriennale ICA (Instrumentation, Control and Automation) (Malmo, 2001; Busan, 2005)
Il progetto Benchmark (COST 682 e 624).

4/61S. Marsili-Libelli, Automazione dei processi di depurazione
La maggiore complessità richiede maggior controllo
Controllo manuale Controllo automatico
5/61S. Marsili-Libelli, Automazione dei processi di depurazione
Obiettivi generali del controllo
L’automazione dei processi di depurazione si pone i seguenti obiettivi:
Ottimizzazione del rendimento depurativo in ogni condizione di funzionamento; Incremento dell’affidabilità e del rispetto dei limiti di legge attraverso il monitoraggio ed il controllo coordinato delle varie unità di processo.
I processi di più moderna concezione forniscono il rendimento atteso solamente se opportunamente automatizzati. Ad es.
BiomembraneBiomasse granulari Rimozione avanzata azoto mediante combinazione Sharon/Anammox
6/61S. Marsili-Libelli, Automazione dei processi di depurazione
Obiettivi specifici del controllo dei processi di depurazione
Controllo idraulicoGarantire il tempo di ritenzione idraulico di progettoEvitare sovraccarichi, specialmente sul sedimentatore secondario
Controllo della biomassa (Posizionamento)Assicurare una efficace ripartizione della biomassa fra sedimentazione (accumulo) e vasche di reazione (attività)
Controllo della biomassa (Inventario)Evitare lo sviluppo di micro-organismi dannosi (filamentosi)Evitare tempi di ritenzione dei solidi (SRT) eccessivi
Controllo della rimozione dei nutrienti e dei costi operativiAssicurare le condizioni che producono la migliore qualità dell’effluente in termini di
rimozione dei nutrienti economicità di gestione
Controllo membranaResistenza alla filtrazioneFouling e Clogging
7/61S. Marsili-Libelli, Automazione dei processi di depurazione
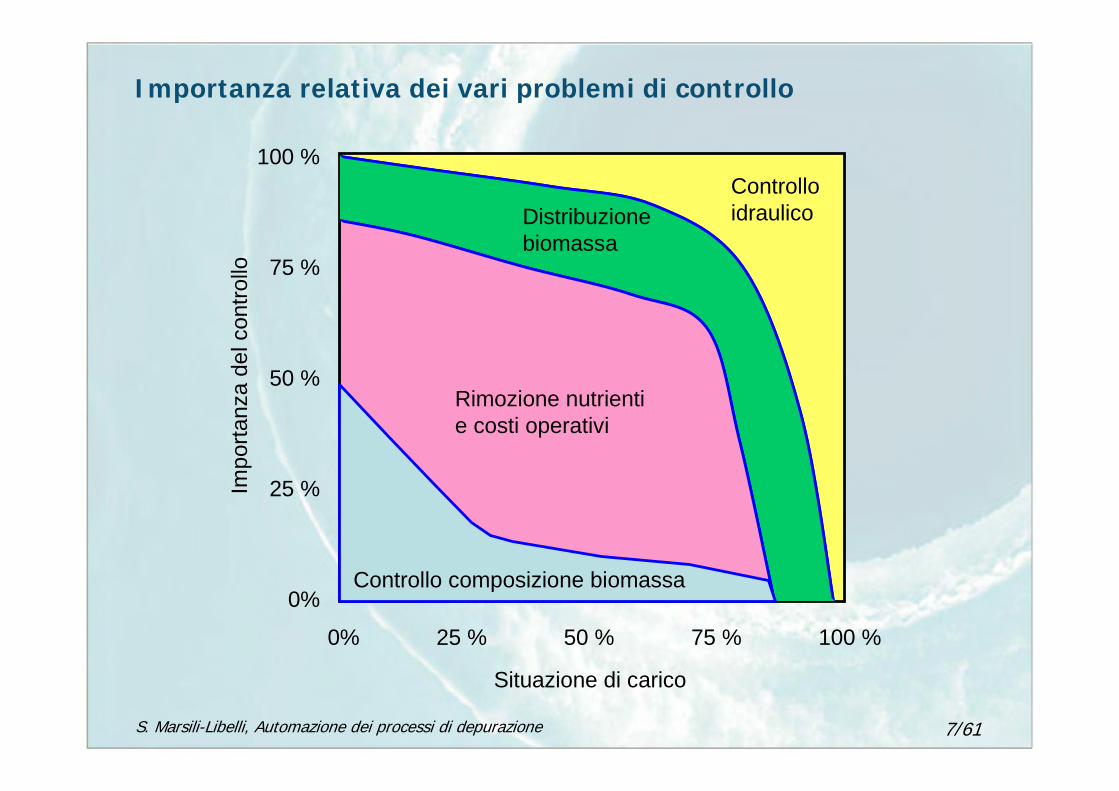
Importanza relativa dei vari problemi di controllo
0% 25 % 50 % 75 % 100 %
0%
25 %
50 %
75 %
100 %
Impo
rtanz
a de
l con
trollo
Situazione di carico
ControlloidraulicoDistribuzione
biomassa
Rimozione nutrientie costi operativi
Controllo composizione biomassa

8/61S. Marsili-Libelli, Automazione dei processi di depurazione
Relazioni causa-effetto del controllo

9/61S. Marsili-Libelli, Automazione dei processi di depurazione
Cosa si può controllare e come
Non tutte le azioni di controllo sono ugualmente presenti in tutti gli impianti.
La percentuale qui sotto mostra quali sono le regolazioni più utilizzate, gli automatismi che le realizzano e qual’è la variabile usata per la regolazione
ProcessoRegolatore uscitaSet-pointL’ingresso al sistema di controllo coincide quasi sempre con l’uscita del processo
10/61S. Marsili-Libelli, Automazione dei processi di depurazione
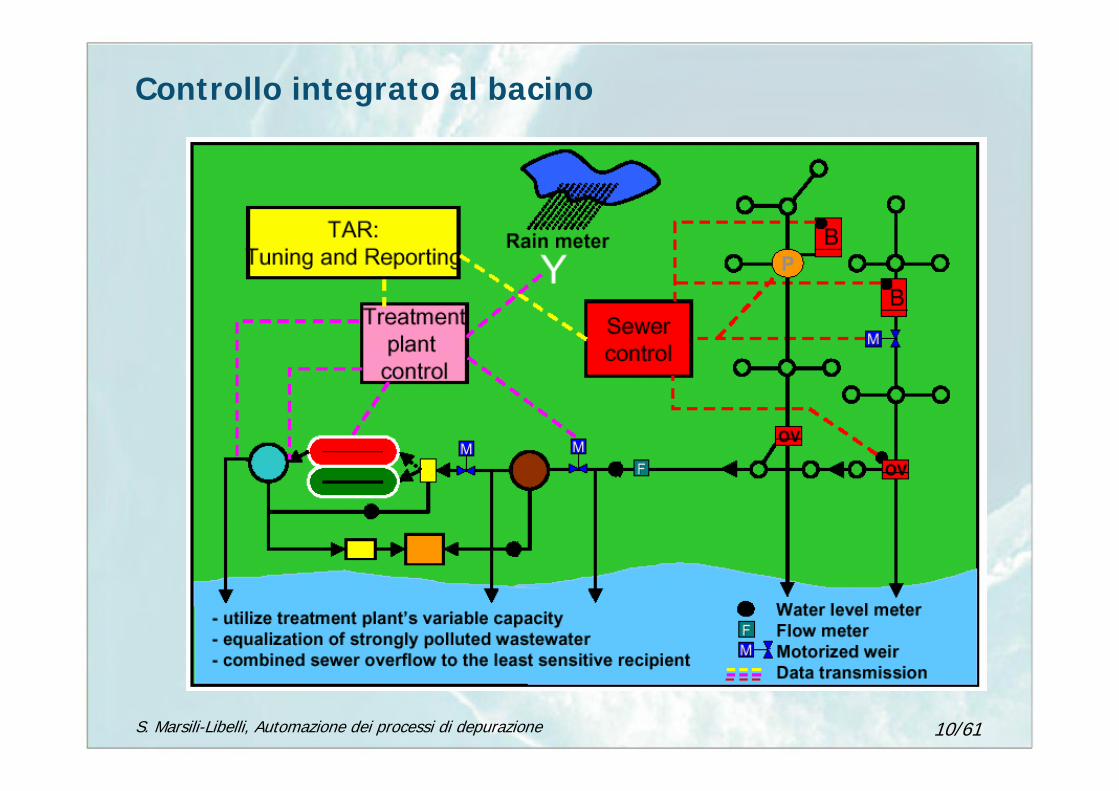
Controllo integrato al bacino

11/61S. Marsili-Libelli, Automazione dei processi di depurazione
Innovazioni significative nell’automazione
Miglioramenti nella tecnologia dei sensori e degli attuatori, consentendo la misura affidabile dei nutrienti (azoto e fosforo) e
l'utilizzo di tecniche respirometriche in linea;
Incremento dell’adozione di sistemi SCADA (Supervisory
Control and Data Acquisition) provenienti da settori di processo
dove l’Automatica si è già affermata da tempo;
Utilizzo di modelli dinamici avanzati (ASM) e la disponibilità di
loro implementazioni software;
Migliore integrazione fra le conoscenze tipiche dell’Ingegneria
Sanitaria con quelle di area sistemistica - informatico, in particolare
l’uso di modelli complessi e di sistemi di regolazione basati su
tecniche di intelligenza artificiale.

12/61S. Marsili-Libelli, Automazione dei processi di depurazione
Tecnologia dei sistemi di controllo
Architetture di controllo gerarchiche, il cui hardware riflette la strutturazione delle azioni di controllo:
massimizzare lo scambio di informazioni in senso “orizzontale”, cioè fra organi di pari livello gerarchicolimitare allo stretto necessario lo scambio “verticale”di informazioni.
ETHERNET
WWWWWW
BUS DI CAMPO
GATEWAY
Livello diimpianto
Livello di unità
Livello didispositivo
GATEWAY

13/61S. Marsili-Libelli, Automazione dei processi di depurazione
Necessità di avere dei buoni sensori…..
Da:Ingildsen P. and Olsson G. Get more out of your wastewatertreatment plant. DanfossAnalytical, 2001
14/61S. Marsili-Libelli, Automazione dei processi di depurazione
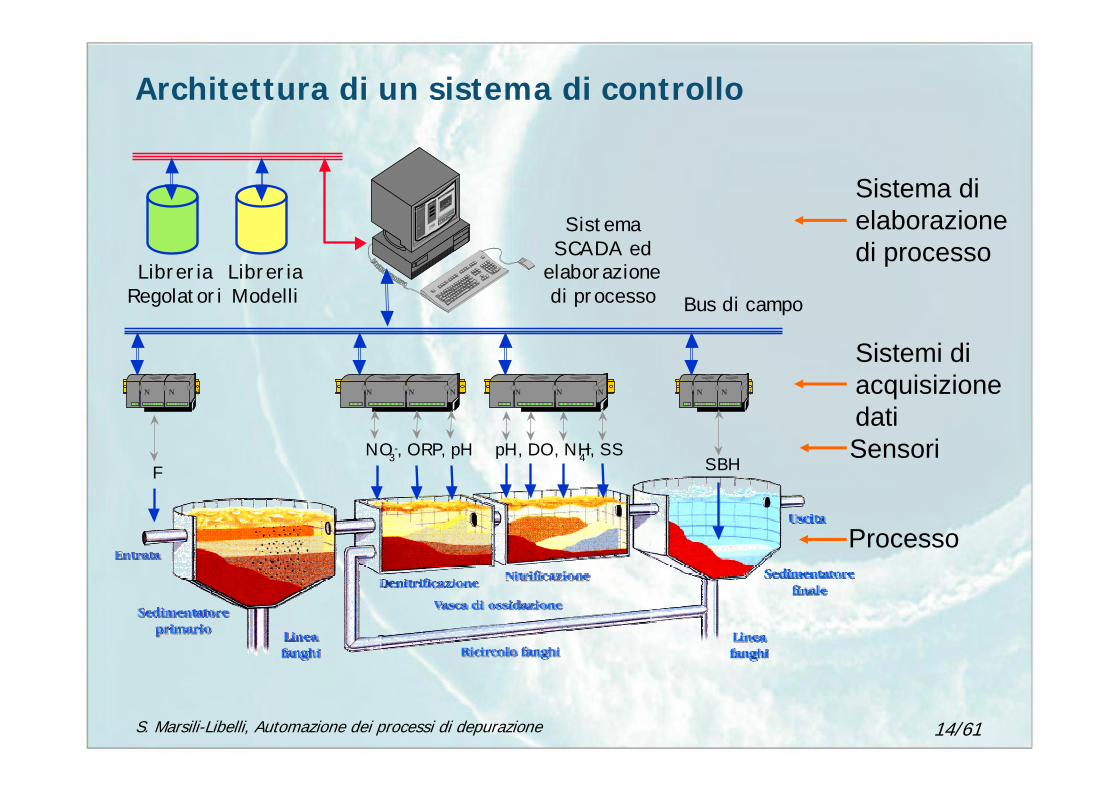
Architettura di un sistema di controllo
Sistemi diacquisizionedatiSensori
Processo
Sistema dielaborazione di processo
NO3-, ORP, pH pH, DO, NH4+, SS
F
NN NNNN NNNN NN NN NN
SBH
Bus di campo
Control Panel
Flow
PressureAlarmConditions
STOP
Temperature
SistemaSCADA ed
elaborazionedi processo
LibreriaModelli
LibreriaRegolatori

15/61S. Marsili-Libelli, Automazione dei processi di depurazione
Requisiti del sistema di acquisizione e controllo
Utilizzo di tecnologie standardBus di campo compatibili con il modello OSI (Open SystemsInterconnections)Architetture modulari ed aperte
Evitare di adottare standard proprietari che portano alla dipendenza da un singolo fornitore
Utilizzo di protocolli standard apertiLoop di corrente 4 - 20 mAModbus su RS-485 o EthernetProfibus (DP o PA)
Utilizzo di piattaforme software standard per garantireModularitàEspandibilitàCompatibile con
OPC serverControlli ActivXMetadati e formati XML

16/61S. Marsili-Libelli, Automazione dei processi di depurazione
L’approccio Benchmark
Definire un ambiente standardizzato per il progetto di sistemi di controllo di processo per impianti di depurazione.
Tutto il materiale relativo al modello, agli ingressi ed alle condizioni operative può essere scaricato dal sito dell'organizzazione all'indirizzo web http://www.benchmarkwwtp.org.
L'approccio benchmark consiste nella definizione di un sistema standard per quanto riguarda
Configurazione di impianto: si considera un processo con pre-denitro formato da due vasche anossiche e tre aerobiche
Un insieme di dati di ingresso, della durata di 14 giorni, rappresentativi di tempo secco (dry weather), pioggia (rain weather) e tempesta (storm weather)
Un insieme di indici di prestazione per valutare la qualità dell'effluente ed i costi operativi.

17/61S. Marsili-Libelli, Automazione dei processi di depurazione
Elementi del Benchmark
Zona anossica(Denitro)
Zona aerobica(Nitro)
SedimentazioneZona anossica(Denitro)
Zona aerobica(Nitro)
Sedimentazione
0 2 4 6 8 10 12 141
2
3
4x 104
[d]
Por
tata
(m3 /d
)
0 2 4 6 8 10 12 14200
300
400
500
600
[d]
CO
D (m
g/L)
0 2 4 6 8 10 12 1410
20
30
40
50
tempo (d)
Azo
to a
mm
onia
cale
(mg/
L)
Configurazione
Serie datidi ingresso

18/61S. Marsili-Libelli, Automazione dei processi di depurazione
Modelli utilizzati
Tutti i modelli ASM della famiglia IAWQModello ASM1: rimozione di carbonio e azoto (NOx)
Modello ASM2d: come ASM1 con in più rimozione Fosforo
Modello ASM3:Rimuove alcune limitazioni di ASM1
Introduce l'importanza dell'accumulo intracellulare
Modella il metabolismo endogeno secondo lo schema death-regeneration
Disaccoppiamento dei cammini metabolici di Carbonio e Azoto
Modello ASM3_2N: modellazione esplicita del doppio step di nitrificazione
Possibilità di osservare l'intermedio NO2 in funzione delle azioni di controllo
Adattamento a processi MBRModellazione dei prodotti metabolici extracellulari (PME) come fattori di intasamento della membrana
La resistenza della membrana è funzione delle caratteristiche dei PME
19/61S. Marsili-Libelli, Automazione dei processi di depurazione
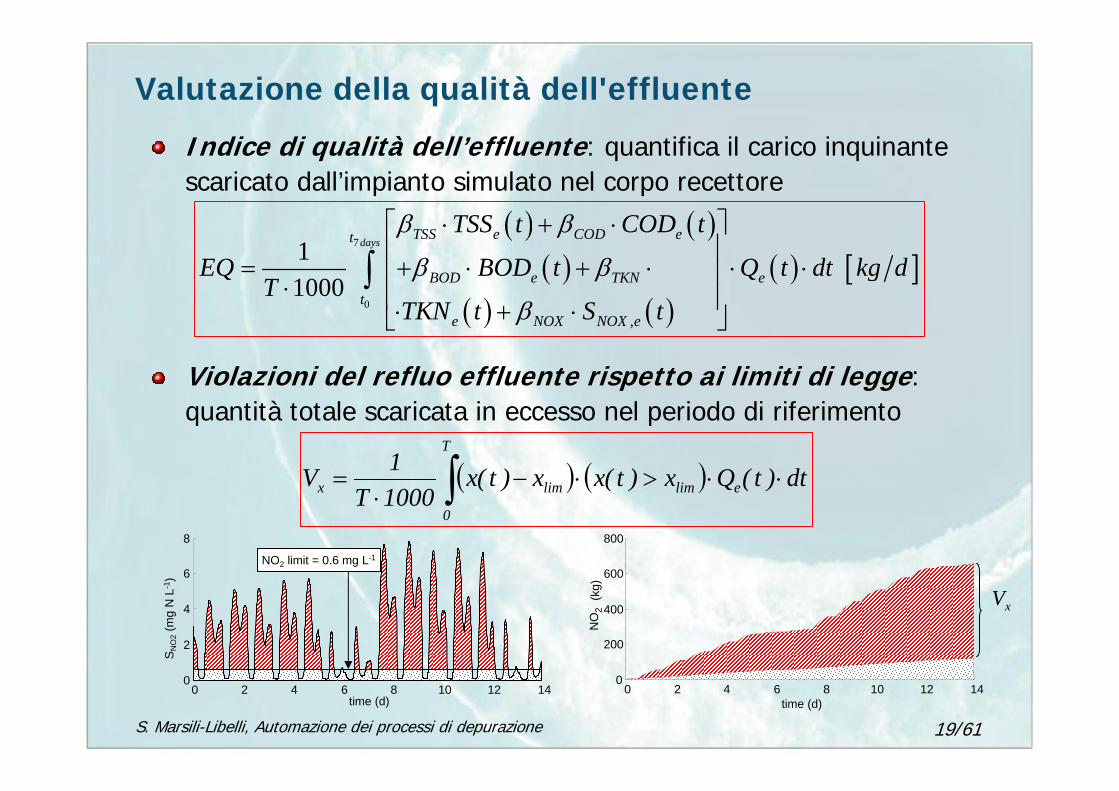
Valutazione della qualità dell'effluente
Indice di qualità dell’effluente: quantifica il carico inquinante scaricato dall’impianto simulato nel corpo recettore
( ) ( )( )
( ) ( )( ) [ ]
7
0
,
11000
days TSS e COD et
BOD e TKN et
e NOX NOX e
TSS t COD t
EQ BOD t Q t dt kg dT
TKN t S t
β β
β β
β
⋅ + ⋅⎡ ⎤⎢ ⎥
= + ⋅ + ⋅ ⋅ ⋅⎢ ⎥⋅ ⎢ ⎥⋅ + ⋅⎣ ⎦
∫
Violazioni del refluo effluente rispetto ai limiti di legge: quantità totale scaricata in eccesso nel periodo di riferimento
0 2 4 6 8 10 12 140
200
400
600
800
time (d)
NO
2(k
g)
0 2 4 6 8 10 12 140
2
4
6
8
time (d)
SN
O2
(mg
N L
-1)
NO2 limit = 0.6 mg L-1
xV
( ) ( )∫ ⋅⋅>⋅−⋅
=T
0
elimlimx dt)t(Qx)t(xx)t(x1000T1V

20/61S. Marsili-Libelli, Automazione dei processi di depurazione
Valutazione dei costi operativi
[ ]_W e
total sludgeTSS TSSP kg d
T+
=con :
massa di fanghi spurgatifanghi smaltiti con la portata effluente
periodo di osservazione della simulazione
W
e
TSSTSST
==
=
Produzione di fanghi totale
( ) ( ) ( ) [ ]7
0
0.04 dayst
a r wt
PE Q t Q t Q t dt kWh dT
= ⋅ + + ⋅⎡ ⎤⎣ ⎦∫ ( )( )( )
con :portata di ricircolo interno
portata di ricircolo esterno
portata di spurgo
a
r
w
Q t
Q t
Q t
=
=
=
Energia di pompaggio
( ) ( ) [ ]7
0
52
3
24 0.4032 7.8408 /dayst
L i L iit
AE k a t k a t dt kWh dT =
⎡ ⎤= ⋅ ⋅ + ⋅ ⋅⎣ ⎦∑∫
( ) coefficiente di scambio del gas in fase liquidaL ik a t =
Energia di aerazione

21/61S. Marsili-Libelli, Automazione dei processi di depurazione
Alcuni tipici problemi di automazione
Controllo di una vasca di accumuloPer lo smorzamento dei sovraccarichi idraulici si utilizzano spesso vasche di accumulo nelle quali viene stoccato temporaneamente illiquame in eccesso, per smaltirlo poi quando il periodo critico èterminato
Controllo coordinato per la rimozione dell’azotoNel passato la capacità di areazione era dimensionata sul carico carbonioso, mentre attualmente esso è dimensionato principalmente sul fabbisogno per la nitrificazione.
Controllo della commutazione del ciclo SBRNei Sequencing Batch Reactor (SBR) l’efficacia del processo dipende in modo critico dalla commutazione fra fase anossica/anaerobica ed aerobica, specialmente nel caso di rimozione del fosforo

22/61S. Marsili-Libelli, Automazione dei processi di depurazione
Equalizzazione con vasca di accumulo
Una vasca di accumulo laterale in testa all’impianto può immagazzinare le portare eccedenti il limite di funzionamento (Q > Qplant), per un successivo smaltimento dopo il periodo di sovraccarico (Equalizzazione)
SO2Qin
Qw
OxAnox SettlerStorage
Tankfill draw
StorageControl
Qplant
inQ
t
plantQ
t
Portata influente Portata al processo
Il problema non è solamente l’accumulo durante il sovraccarico (Qfill), ma la portata di svuotamento (Qdraw) nel periodo successivo per preparare la vasca ad un ulteriore possibile sovraccarico
plantQ

23/61S. Marsili-Libelli, Automazione dei processi di depurazione
Carico in ingresso durante il periodo secco
0 500 1000 15000
500
1000
1500
2000
ore
Qin [mc/h]
0 500 1000 15000
200
400
600
800
ore
COD [mg/l]
0 500 1000 15000
20
40
60
80
ore
NH4+ [mgN/l]
Impianto di Pieve a Nievole (PT)

24/61S. Marsili-Libelli, Automazione dei processi di depurazione
Carico in ingresso durante il periodo piovoso
0 500 1000 15000
1000
2000
3000
ore
Qin [mc/h]
0 500 1000 15000
200
400
600
800
ore
COD [mg/l]
0 500 1000 15000
20
40
60
80
ore
NH4+ [mgN/l]
Punte di carico idraulico
Punte di carico organico

25/61S. Marsili-Libelli, Automazione dei processi di depurazione
Statistica delle portate al depuratore
2 0 0 4 0 0 6 0 0 8 0 0 1 0 0 0 1 2 0 0 1 4 00 1 6 0 0 1 8 0 0 2 0 000
0 .0 2
0 .0 4
0 .0 6
0 .0 8
0 .1
0 .1 2
F lo w (m 3 /h)
F lo w h is tog ra m
L og n o rm a l d is trib utio n
0 2 0 0 4 0 0 6 0 0 8 0 0 1 0 00 1 2 0 0 1 4 00 1 6 0 0 1 8 0 0 2 0 0 00
0 .2
0 .4
0 .6
0 .8
1
F lo w (m 3/h)
C u m . p ro b .
M e d ia n flo w = 5 80 .6 (m 3 /h)M e a n flo w = 6 73 .9 (m 3 /h)

26/61S. Marsili-Libelli, Automazione dei processi di depurazione
Regole deterministiche di gestione dell’accumulo
QQ if Q Q AND VQ Q if Q Q Q AND VQ if Q Q AND V
plant
in in proc
in draw in draw proc
proc i proc
=< =
+ + ≤ >> ∀
⎧
⎨⎪
⎩⎪
00Portata nell’impianto
QQ Q if Q Q AND V V
if Q Qfillin proc in proc
in proc=
− > <≤
⎧⎨⎩
max
0
Qdraw =
0 if V = 0Qproc −Qin if V > 0 AND Qin < Qproc
⎧ ⎨ ⎩
Portata di svuotamento
Portata di riempimento
QQ Q if V V AND Q Q
otherwisebypassin proc in proc=
− = >⎧⎨⎩
max
0Portata di by-pass

27/61S. Marsili-Libelli, Automazione dei processi di depurazione
Risultati della gestione deterministica dell’accumulo
0 50 100 150 200
0
500
1000
1500
time (h)
Qtot Qby Qplant Qin
0 50 100 150 2000
500
1000
1500
2000
time (h)
Maximum available volume
filldraw
bypass
Flow (m3/h)
Volume (m3)

28/61S. Marsili-Libelli, Automazione dei processi di depurazione
Eliminazione del by-pass aumentando Qdraw
0 50 100 150 2000
500
1000
1500
2000
time (h)
Volume (m3)0 50 100 150 200
0
500
1000
1500
time (h)
Flow (m3/h)
Qdraw Qplant Qin
fill
draw
Maximum available volume
29/61S. Marsili-Libelli, Automazione dei processi di depurazione
Si può impostare un diverso volume Vmax a seconda delle stagioniLe portate di riempimento (Qfill) e di svuotamento (Qdraw) sono flessibiliLa vasca di accumulo è efficace per smorzare le punte di carico idraulicoHa scarso effetto su quello organico
Limiti del controllo deterministico:Eccessivo volume richiesto
Le regole sono uniche per ogni condizione operativa
Rigidità delle decisioniFrequente ricorso al by-pass
Un minimo superamento della soglia produce by-pass
Alternativacontrollo fuzzy basato su un insieme di regole di decisione
Vantaggi e limiti della vasca di accumulo

30/61S. Marsili-Libelli, Automazione dei processi di depurazione
Logica Fuzzy
E' basata su una serie di predicati implicanti del tipoIF <Antecedente> THEN <Conseguente>Il grado di verità può variare da 0 (falso) ad 1 (vero) assumendo anche valori intermediIl grado di verità del conseguente è determinato da quello dell'antecedenteL'antecedente può essere un'espressione logica complessa, che coinvolge più variabili
Permette di incorporare la conoscenza del processo disponibile in qualsiasi forma
Ad es. informazioni “qualitative” e “quantitative”
E’ più flessibile rispetto alla logica classica e può conciliare obbiettivi contrastanti
Ad es. riempimento e svuotamento
Richiede un limitato sforzo di modellisticaE’ richiesto un modesto grado di conoscenza del processo
31/61S. Marsili-Libelli, Automazione dei processi di depurazione
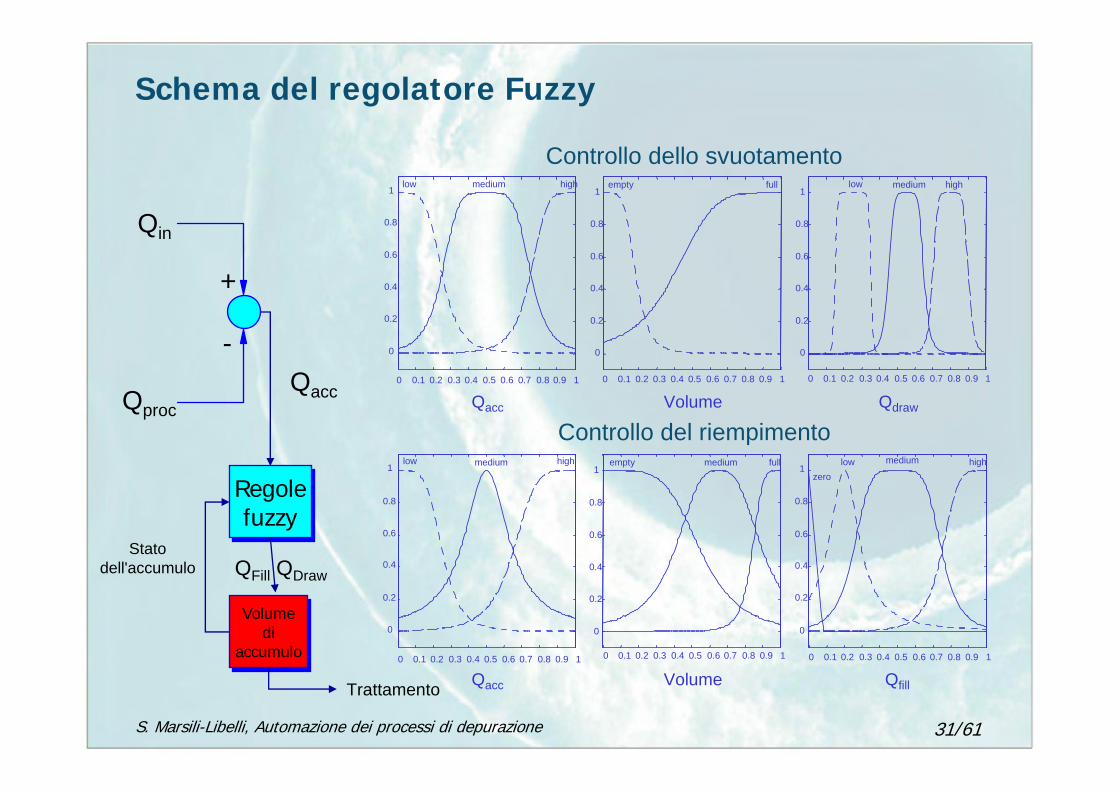
Schema del regolatore Fuzzy
QFill QDraw
Statodell'accumulo
Regolefuzzy
Volumedi
accumulo
Qacc
Qin
Qproc
+
-
Trattamento
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
0
0.2
0.4
0.6
0.8
1low medium high
Qacc
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
0
0.2
0.4
0.6
0.8
1empty full
Volume0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
0
0.2
0.4
0.6
0.8
1low medium high
Qdraw
Controllo dello svuotamento
Controllo del riempimento
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
0
0.2
0.4
0.6
0.8
1low medium high
zero
Qfill
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
0
0.2
0.4
0.6
0.8
1empty fullmedium
Volume0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
0
0.2
0.4
0.6
0.8
1low medium high
Qacc
32/61S. Marsili-Libelli, Automazione dei processi di depurazione
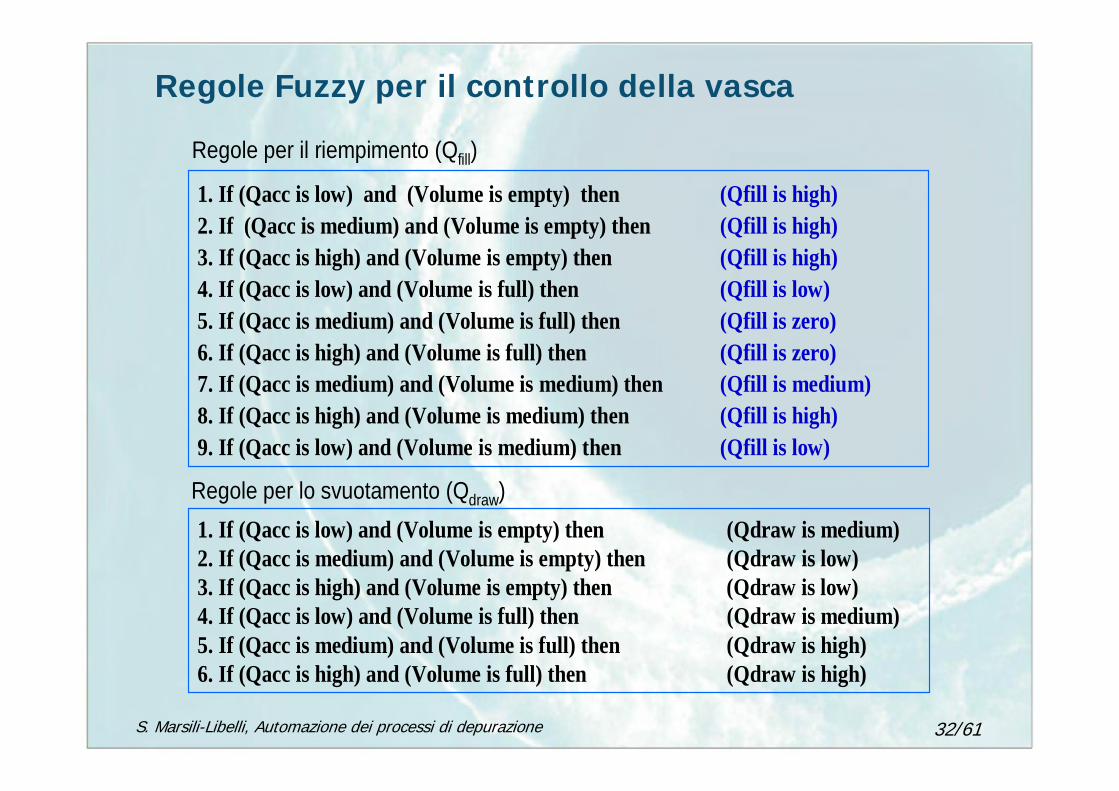
Regole Fuzzy per il controllo della vasca
1. If (Qacc is low) and (Volume is empty) then (Qfill is high) 2. If (Qacc is medium) and (Volume is empty) then (Qfill is high)3. If (Qacc is high) and (Volume is empty) then (Qfill is high)4. If (Qacc is low) and (Volume is full) then (Qfill is low)5. If (Qacc is medium) and (Volume is full) then (Qfill is zero) 6. If (Qacc is high) and (Volume is full) then (Qfill is zero)7. If (Qacc is medium) and (Volume is medium) then (Qfill is medium)8. If (Qacc is high) and (Volume is medium) then (Qfill is high)9. If (Qacc is low) and (Volume is medium) then (Qfill is low)
1. If (Qacc is low) and (Volume is empty) then (Qdraw is medium) 2. If (Qacc is medium) and (Volume is empty) then (Qdraw is low)3. If (Qacc is high) and (Volume is empty) then (Qdraw is low)4. If (Qacc is low) and (Volume is full) then (Qdraw is medium) 5. If (Qacc is medium) and (Volume is full) then (Qdraw is high)6. If (Qacc is high) and (Volume is full) then (Qdraw is high)
Regole per il riempimento (Qfill)
Regole per lo svuotamento (Qdraw)

33/61S. Marsili-Libelli, Automazione dei processi di depurazione
Smorzamento delle variazioni di portata
0 200 400 600 800200
400
600
800
1000
Tempo (h)
Por
tata
[m3 /
h]
QinQplant
QinQplant
proQ

34/61S. Marsili-Libelli, Automazione dei processi di depurazione
Decomposizione gerarchica delle azioni di controllo
Qw
OxAnox Settler
SO2
spoS
Uair
Controllore dibasso livello
Qplant
Controllore dibasso livello
SNOx
Controllore dialto livello Criterio di prestazione
spNO x
S
controllo del ricircolo esterno
controllo del ricircolo interno

35/61S. Marsili-Libelli, Automazione dei processi di depurazione
Controllo DO in vasca di ossidazione
A causa del consumo (OUR) variabile, la portata d’aria deve essere aggiustata in modo da garantire un livello di DO sufficiente alle richieste metaboliche Il controllo DO è un anello di regolazione di basso livello
Problema: regolarela portata d’aria Ua
in modo che siasempre al variare di OUR
Qw
OxAnox Settler
SO2
spoS
Uair
Low LevelController
Qplant
( ) ( )
)OUR,S,S(fU :eControllor
Sr1qOURSCUKdt
dS:Processo
spooa
oosataao
=
+−−−=
spoo SS ≈
( )/LmgO2S 2o >

36/61S. Marsili-Libelli, Automazione dei processi di depurazione
Regolazione PID del DO (basso livello)
Qw
OxAnox Settler
SO2UairQplant
Segnale DO (variabile misurata)
Comando al compressoreper la portata d’aria(variabile manipolata)
spoS
+pK
dt)t(deTd
∫t
0i
d)(eT1 σσ
PID-SO2
Set-point di DO(valore desiderato)
+
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛++= ∫ dt
deTdteT1eKU t
d
T
0
ttpair

37/61S. Marsili-Libelli, Automazione dei processi di depurazione
Tipico risultato di controllo DO mediante PID
0 1 2 3 4 5 6 70
1
2
3
mgO
2/L
0 1 2 3 4 5 6 73
4
5
6
7
Tempo (d)
k La[
d-1 ]

38/61S. Marsili-Libelli, Automazione dei processi di depurazione
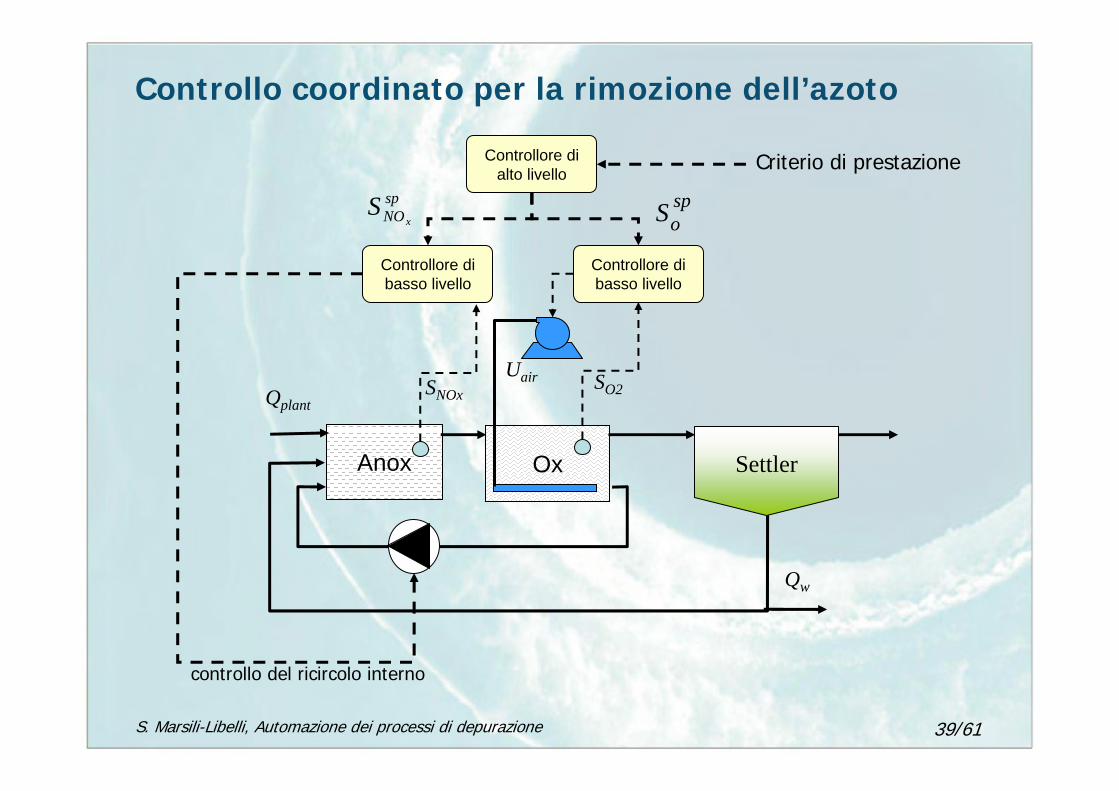
Controllo coordinato per la rimozione dell’azoto
NH4+ NO2
- NO3- N2
O2 Corg
DO Set-point:• Costi di areazione• Produzione NO3
-
NO3- Set-point:
• Costi di dosaggio• N totale in uscita
La Direttiva Acque CE (60/2000) pone un limite all’Azoto totale in uscita, perciò la conversione NH4 → NO3 mediante areazione deve essere tenuta sotto controllo perché:
• Se è eccessiva, crea un carico eccessivo per la denitro ed un’operazione antieconomica dell’areazione;
• Se è insufficiente può produrre NO2- nell’effluente ed una quantità
insufficiente di Azoto ossidato non è disponibile per la denitro
Conclusione: i due processi devono essere coordinati
39/61S. Marsili-Libelli, Automazione dei processi di depurazione
Controllo coordinato per la rimozione dell’azoto
Qw
OxAnox Settler
SO2
spoS
Uair
Controllore dibasso livello
Qplant
Controllore dibasso livello
SNOx
Controllore dialto livello Criterio di prestazione
spNOx
S
controllo del ricircolo interno

40/61S. Marsili-Libelli, Automazione dei processi di depurazione
Superficie ottimale dei set-point
Curve a costo c ostanteCurve a NH4 costante
Livello più basso che soddisfa ai vincoli di qualitàdell’effluente0.5 1 1.5 2 2.5 3 3.5 4
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
DO Set point (mg/l)
NO
3S
et p
oint
(mg/
l)
11
11.5
1.51.5
22
2
2.52.5
2.5
33
33.5
3.5
3.54
4
44.5
4.5
10TON6.0NO2
>
>
10TON6.0NO2
>
<
Optimal set-point4.5
10TON6.0NO2
<>
La funzione del controllore di alto livello è la selezione dei set-point per i controllori di basso livello

41/61S. Marsili-Libelli, Automazione dei processi di depurazione
Limiti dei controllo di basso livello
3.5 4 4.5 5 5.5 6 6.5 7 7.5 8
7
8
9
10
11
12
Controllori di basso livelloControllo a due livelli
Limite Ntot
Tota
l out
put N
itrog
en(m
gN/l)
Time (days)
Smorzamentopicchi
I controllori di basso livello da soli non sono sufficientemente efficaci nel contrastare le fluttuazioni diurne e mantenere l’Azoto totale al di sotto del limite medio prescritto.

42/61S. Marsili-Libelli, Automazione dei processi di depurazione
Schema a carosello alternato (Avedøre)
Il sistema a carosello ha 6 linee di ossidazione comandate da 4 misuratori di ossigeno disciolto ed un misuratore di ammoniaca.I Motori di ossidazione (M) vengono accesi in funzione delle indicazioni di ammoniaca presente
La strategia è di operare la vasca alternativamentein modo aerobico per ossidare l’ammoniaca in modo anossico per denitrificare
Sono disponibili diverse sequenze in funzione del tipo di carico

43/61S. Marsili-Libelli, Automazione dei processi di depurazione
Cicli impianto Avedøre
44/61S. Marsili-Libelli, Automazione dei processi di depurazione
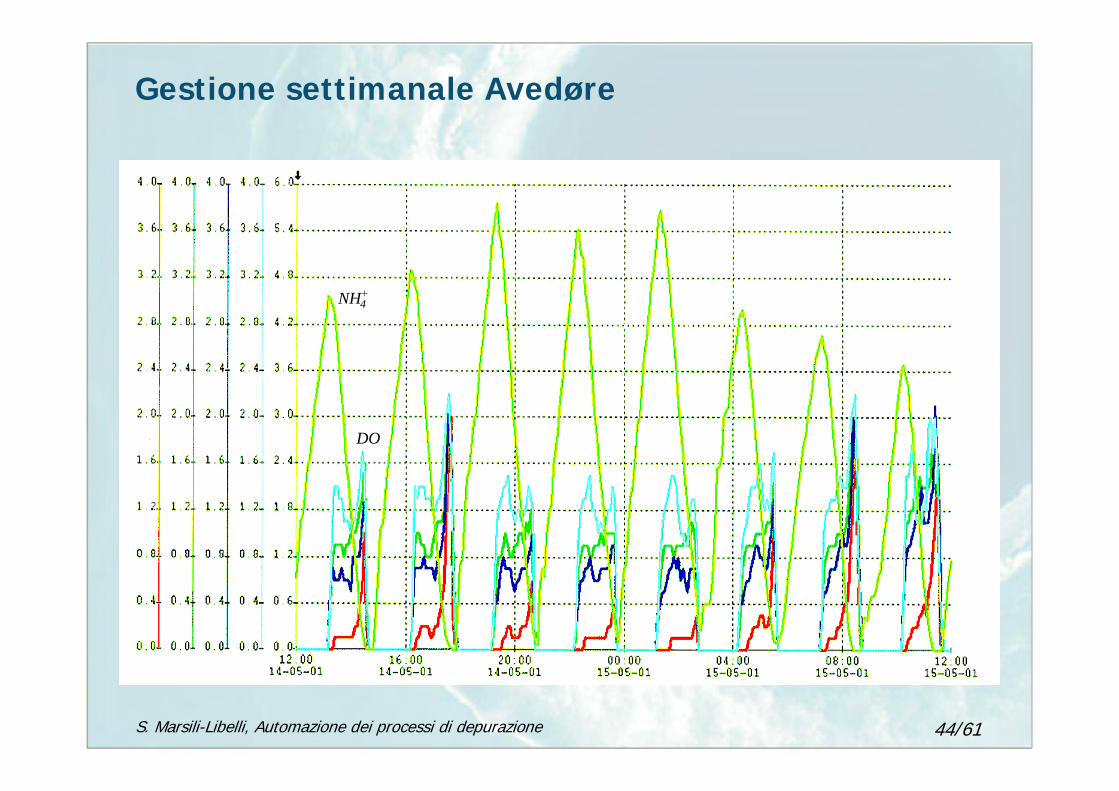
Gestione settimanale Avedøre
+4NH
DO

45/61S. Marsili-Libelli, Automazione dei processi di depurazione
Definizione di una modalità di telecontrollo per la gestione dell’impianto da remoto.
Elaborazione di un software per la gestione in linea del processo.
Realizzazione di un sistema di controllo intelligente per l’ottimizzazione del funzionamento di un impianto SBR.
Controllo della commutazione del ciclo SBR
Ricerca in corso in collaborazione con ENEA Prot-Idr, Bologna

46/61S. Marsili-Libelli, Automazione dei processi di depurazione
Funzionalità del software realizzato

47/61S. Marsili-Libelli, Automazione dei processi di depurazione
Web Service: permette di configurare il server su cui è in funzione l’applicazione in modo tale da permettere la gestione dell’ impianto da remoto.
http://192.107.73.176:8000/SBRENEA.htm
Applicazione LabVIEW
di controlloLabVIEW o Run-Time
InternetTCP / IP
Possibile restrizione sugli IP di consultazione e di controllo.
Telecontrollo via internet
Una delle funzionalità offerte da LabView è quella di "pubblicare" in rete il pannello frontale del VI di controllo

48/61S. Marsili-Libelli, Automazione dei processi di depurazione
Processo con controllo
intelligente
Risultati ottenuti attraverso l’utilizzo del sistema di controllo intelligente:
Processo con controllo
temporizzato
Riduzione sul tempo di trattamento di circa
10 h su 24 h
Situazione standard:4 carichi di percolato da 0.4 L ciascuno.
Risultati

49/61S. Marsili-Libelli, Automazione dei processi di depurazione
Controllo di reattori a membrana
Tipologie di inserimento delle membrane nel processo
Problema di controllo: monitoraggio della pressione di trans-membrana e programmazione dei lavaggi
out
inricircolo
out
inricircolo
outin
Membranasommersa
Membranaside-stream
Membranaside-stream
in reattore esterno
⎩⎨⎧
====
=membrana di resistenzaRanatransmembr di pressione ΔP
permeato del viscositàηpermeato di flussoJRPJ
ttηΔ
PΔ PΔ
50/61S. Marsili-Libelli, Automazione dei processi di depurazione
Monitoraggio del processo
I principali parametri che dovrebbero essere monitorati in continuo in un MBR (oltre ai normali parametri di processo) sono:
Portata in ingressoPressione e portata di processoPressione e portata di ricircoloPressione e portata di controlavaggioTemperatura in vasca di ossidazioneVolume presente in vasca di ossidazione
I cicli fondamentali di processo, per quanto riguarda la membrana sono:
Estrazione permeatoControlavaggioRicircolo

51/61S. Marsili-Libelli, Automazione dei processi di depurazione
Progressione dell’intasamento (clogging)
Da Jianga et al., 2003

52/61S. Marsili-Libelli, Automazione dei processi di depurazione
Impianto pilota a membrana sommersa
Lavaggio chimicoLavaggio meccanico
Da Sofia et al., 2004M
embr
ana
nuov
a
1°la
vagg
io
2°la
vagg
io
Mem
bran
anu
ova
1°la
vagg
io
2°la
vagg
io

53/61S. Marsili-Libelli, Automazione dei processi di depurazione
Schema di processo pilota MBR (Smith et al., 2005)

54/61S. Marsili-Libelli, Automazione dei processi di depurazione
Sistemi di controllo (Smith et al., 2005)
Primo sistema di controllo
Inizio del controlavaggioSi basa sulla misura della Pressione di Trans-Membrana (TMP) ΔPE' stata ottenuta una riduzione del 40% del numero di controlavaggi
Secondo sistema di controllo
Fine del controlavaggioSi basa sulla condizione di stazionarietà di TMPE' stata ottenuta una riduzione del 25% della durata del controlavaggio
Da Smith et al., 2005

55/61S. Marsili-Libelli, Automazione dei processi di depurazione
Controllo del lavaggio (Smith et al., 2005)
Quando la TMP cresce troppoprima del controlavaggio (CL), a causa di una bassa frequen-za di lavaggio, l'incrementodi TMP nel tempo è troppo elevatoForti incrementi di TMP si possono avere per:
basse frequenze di CL, ad es. nel caso di 2 min CL per 2 ore di funzionamentoalte frequenze di CL, quando il tempo di CL diviene troppo piccolo, ad es. nel caso di 5 s CL per 5 min di funzionamento
Questo indica che è possibile trovare una frequenza e una durata ottimali di funzionamentoPer il pilota in esame un CL ogni 15 s ogni 15 min di funzionamento è stata ritenuta ottimale in termini di minimo fouling della membrana.
Da Smith et al., 2005

56/61S. Marsili-Libelli, Automazione dei processi di depurazione
Flusso del permeato (Smith et al., 2005)
La scelta ottimale del rapporto CL/Produzioneproduce il massimo flusso di permeato

57/61S. Marsili-Libelli, Automazione dei processi di depurazione
Relazione fra TMP e prodotti extracellulari
Recenti studi (Cho et al., 2003) hanno proposto un modello ASM1 modificato, con un modello di resistenza della membranaIl modello modificato consiste in 13 componenti, fra solubili e particolatiIl modello complessivo è in grado di prevedere il tempo di intasamento della membranaDalle sperimentazioni risulta che il rapporto F/M ed il tempo diritenzione solidi (SRT) sono i fattori principali che controllano la produzione di prodotti extracellulari solubili (SMP)Gli SMP hanno un ruolo fondamentale sia sull'intasamento della membrana che sulla qualità dell'acquaIl modello potrebbe essere molto utile per ottimizzare le condizioni di funzionamento del MBR

58/61S. Marsili-Libelli, Automazione dei processi di depurazione
SMP in funzione del rapporto F/M (Cho et al., 2003)
Regione II: a causa dell'alto valore di SRT, gli SMP generati dalla lisi vengono utilizzati per la crescita
Regione I: aumento di SMP con lisi cellulare e diminuzione con la crescita
Conclusione: per F/M<1.2, gli SMP sono i principali fattori del fouling
Regione III: una piccola quantità di biomassa genera una grande quantità di SMP

59/61S. Marsili-Libelli, Automazione dei processi di depurazione
Conclusioni
L'automazione degli impianti di depurazione è oggi possibile con un notevole grado di flessibilità e sofisticazioneGli obiettivi da perseguire nel dotare un impianto di controlli automatici dovrebbero essere (nell'ordine):
Garantire il rispetto dei limiti di leggeGarantire l'integrità del processoGarantire il risparmio energetico e più in generale economico
Questi obiettivi possono essere conseguiti conUso congiunto di modelli (ASM) inseriti in sistemi di simulazione (benchmark)Sistemi di acquisizione dati evoluti e modulariSistemi di controllo basati su:
Principi dell'automatica classica (es. PID) per i controlli di basso livelloPrincipi dell'intelligenza artificiale (es. Fuzzy o Sistemi Esperti) per i controlli di alto livello
La diffusione dell'automazione non è omogeneaE' molto sviluppata per impianti tradizionali e SBRE' appena agli inizi per sistemi MBR
60/61S. Marsili-Libelli, Automazione dei processi di depurazione
Bibliografia (1)
Carlsson B. and Lindberg C.F. (1997). Some control strategies for the activated sludge process, Univ. of Uppsala.
Olsson, G. and Newell, B. (1999). Wastewater Treatment Systems. IWA Publishing, London.
Alex J., Beteau J.F., Hellinga C., Jeppsson U., Marsili-Libelli S., Pons M.N., Spanjers H. and Vanhooren H. (1999). Benchmark for evaluating control strategies in wastewater treatment plants. Proc. ECC ’99, Karlsruhe.
Copp J. (2001) The COST simulation benchmark: Description and simulator manual. Office for official publications of the European Community, Luxembourg. 154 pp.
Nielsen M. K. (2001). Control of wastewater systems in practice, ICA Report.
Ingildsen P. and Olsson G. (2001). Get more out of your wastewater treatment plant. Danfoss Analytical, 2001.

61/61S. Marsili-Libelli, Automazione dei processi di depurazione
Bibliografia (2)
Marsili-Libelli S., L. Giunti. (2002). Fuzzy predictive control for nitrogen removal in biological wastewater treatment. Water Sci. Tech., 45(4-5): 37 – 44.
Jianga T., Kennedy M.D., van der Meer W.G.J., Vanrolleghem P.A., Schippers J.C. (2003). The role of blocking and cake filtration in MBR fouling. Desalination 157: 335-343.
Cho J., Ahn K.H., Seo Y., Lee Y. (2003). Modification of ASM No.1 for a submerged membrane bioreactor system: including the effects of soluble microbial products on membrane fouling. Wat. Sci. Tech. 47 (12): 177 - 181.
Sofia A., Ng W.J., Ong S.L. (2004). Engineering design approaches for minimum fouling in submerged MBR. Desalination 160: 67-74.
Smith P.J., Vigneswaran S., Ngo H.H., Nguyen H.T. , Ben-Aim R. (2005). Application of an automation system and a supervisory control and data acquisition (SCADA) system for the optimal operation of a membrane adsorption hybrid system. 2° IWA Conference on Instrumentation, Control and Automation, Busan, South Korea.
Devisscher, M., Ciacci, G., Fé, L., Benedetti, L., Bixio, D., Thoeye, C., De Gueldre, G., Marsili-Libelli, S. and Vanrolleghem, P.A. (2006). Estimating costs and benefits of advanced control for wastewater treatment plants – the MAgIC methodology. Water Sci. Tech. 53 (4 - 5): 215 – 223.
Marsili-Libelli, S. (2006). Control of SBR switching by fuzzy pattern recognition. Water Research 40: 1095 – 1107.
Iacopozzi, I., Innocenti, V., Marsili-Libelli, S., Giusti, E., (2006). A modified Activated sludge model No. 3 (ASM3) with two-step nitrification-denitrification. In corso di stampa in Environmental Modelling & Software.