autolubrifi Autolubrificantia Secco - K A Secco - Ku · h BM Questo tipo di boccola è avvolto da...
34
Autolubrifi a secco - K Autolubrificanti a secco - KU
Transcript of autolubrifi Autolubrificantia Secco - K A Secco - Ku · h BM Questo tipo di boccola è avvolto da...

Autolubrifia secco - K
Autolubrificantia secco - KU

iK
Materiale
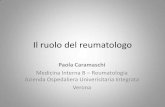
Il materiale composito “KU” è formato da tre strati legati:una striscia di supporto in acciaio e una matrice porosa inbronzo (CuSn 10) di 0,25 mm di spessore impregnata erivestita con materiale per cuscinetti PTFE temprato ad unatemperatura di 327° C. La struttura del materiale è illustra-ta nella fig. 1.
Fig. 1: Struttura del materiale KU
Proprietà del materiale “KU”
Le caratteristiche principali dei materiali KU sono:
- studiato per funzionare senza lubrificazione- eccellente comportamento di scorrimento- gira in modo regolare e silenzioso con movimenti a scatti trascurabile- adatto per applicazioni di rotazione, oscillazione e scorrimento - basso coefficiente di attrito- usura minima- tollera ambienti polverosi (meglio dei cuscinetti lubrificati)- nessuna azione capillare che trascina particelle abrasive- resistenza chimica- non accumula elettricità statica, rendendosi idoneo all’uso in ambienti esplosivi e infiammabili- bassa manutenzione
Boccole Autolubrificanti a secco - KU
– Strato superficiale
– Strato intermedio impregnato di bronzo
– Base in acciao (non è raffigurata l’interaprofondità dell’acciao)

Dati tecnici
Fattore p.v. p.v. = 1,8 MPams-1 per periodi prolungatip.v. = 3,6 MPams-1 per periodi brevi
dove p = carico specifico [MPa]v = velocità di sfregamento [m.s-1]
Limite di carico specifico pM = 250 MPaVelocità di sfregamento max v = 2 m.s.-1
Temperatura di esercizio tra -200 e + 280°C
Usura
Durante il rodaggio parte del rivestimento in PTFE vienetrasferito alla superficie dell’albero con conseguente li-sciatura della superficie. In questo modo si avranno stratidi scorrimento con un basso coefficiente di attrito eun’usura minima. Durante il normale funzionamento iltasso di usura aumenta lentamente. L’effetto dell’usura aseconda del periodo di funzionamento (durata in ore) èillustrato nella fig. 2.
Fig. 2: Effetto del’usura sulla superficie del cuscinetto KU
Lubrificazione
I cuscinetti realizzati in materiale KU sono utilizzati nelle condizioni di utilizzo asciutto. La regolare applicazione di olio o di compostiantiruggine può prolungare la vita utile del cuscinetto riducendo la possibilità di corrosione.La durata del cuscinetto si riduce quando è completamente asciutto o completamente lubrificato.Se si applica del lubrificante, sono consigliati tutti gli oli e i lubrificanti plastici utilizzati per i cuscinetti radenti.I lubrificanti a base di litio senza additivi MoS2 sembrano essere i più indicati.
Calcolo della durata della boccola
La durata del cuscinetto può essere calcolata dalla curva
Fattore aEpv [MPams-1] e tipo di carico
Dove: p = carico specifico v = velocità di scorrimentoaE = coefficiente di durata base del cuscinetto
La velocità di scorrimento v [ms-1] può essere calcolata utilizzando la formula
π d nv = ..................... per boccole con movimento rotatorio [ms-1]
6.104
π d f0 'v = ..................... per boccole con movimento oscillatorio [ms-1]1,08107
π (D+d) f0 'v = ..................... per boccole con movimento rotatorio [ms-1]1,2105
π (D+d) f0 'v = ..................... per rondelle con movimento oscillatorio [ms-1]2,16.107
dove: d = diametro interno boccola o rondella [mm]D = diametro esterno boccola o rondella [mm]n = frequenza di rotazione [min-4]f0 = frequenza di oscillazione' = angolo di oscillazione (fig. 3) Fig. 3: Angolo di oscillazione
Il coefficiente di durata del cuscinetto viene calcolato usando la seguente formula:
PMaE = .....................
PM - p
dove: pM = carico permesso (vedi tabella 2) [Mpa]p = carico specifico [Mpa]a condizione che aEpv≥aEpvmax
Aut
olub
rifi
cant
ia s
ecco
- K
U

Se questa condizione non è soddisfatta è necessario prevedere misure di cuscinetto maggiori (d, D, L).
Il valore H di durata base non modifictao del cuscinetto risultante dalla curva mostrata nella Fig. 4 è stato determinato utilizzandometodi sperimentali e non può essere trasferito alle condizioni di funzionamento.Pertanto vengono utilizzate delle costanti di correzione per modificare i valori di durata dei cuscinetti delle boccole. Per stabilire ladurata prevista di funzionamento del cuscinetto H [h] è necessario utilizzare la seguente formula:
H = bT. bM. bR. bL. H0 [ore]
Dove H0 = durata base del cuscinetto non modificata (vedi fig. 4)
Figura 4: Dipendenza del fattore aEpv sulla durata del cuscinettto H0
A - carico rotatorio relativo alla boccola B - carico statico unidirezionale C - rondella di spinta carica assialmente
Montaggio
È necessario fare attenzione che il materiale di rivestimento non venga graffiato o altrimenti danneggiato da sporgenze appuntiteprima o durante l’installazione. È inoltre necessario rimuovere le impurità e tutte le bave della superficie del cuscinetto.
La boccola viene inserita nel suo alloggiamento con l’aiuto del tradizionale mandrino a gradini (per le dimensioni vedere fig. 5). Ledimensioni dell’alloggiamento e dell’albero vengono fornite nella tabella a fianco. Per inserire le boccole KU grandi (con un diametrosuperiore a 120 mm) si consiglia di usare un anello di ritenzione. L’anello di ritenzione è il 20% in meno della larghezza della boccola.
Fig. 5: Dimensioni del mandrino di montaggio



Size series of wrapped bushes KUA
utol
ubri
fica
ntia
sec
co -
KU
Inside and outside chamfered
Gap in free state


Aut
olub
rifi
cant
ia s
ecco
- K
U


Bimetalliche BronzoBM - BW
Bimetalliche e BronzoBM - BW

h BM
Questo tipo di boccola è avvolto da una striscia metallica a doppio strato. La striscia ha un supporto in acciaio e superficie in bronzo. Lo strato in bronzo viene sinterizzato due volte ad alta temperatura e viene applicato saldamente alla striscia in acciaio.
Trova ampia applicazione in diversi tipi di motori per automobili, telai di veicoli, frizioni di motociclette, dischi di sfregamento di pompe ad ingranaggi ed altri macchinari di sollevamento.
BW
BW è un tipo di boccola avvolto da una striscia in bronzo.BW ha caratteristiche di grande capacità di carico e lunga durata. Questo tipo di boccola trova ampia applicazione nei macchinari di sollevamento e altre macchine per l’edilizia, automobili, trattori, camion e macchine utensili oltre che alcuni motori per uso mine-rario. Può essere realizzata nelle versioni boccole, mezze cuscinetti, boccole flangiate, rondelle di spinta, cuscinetti a sfera, ecc.
Boccole BM - Bimetalliche / BW - Bronzo

Boccole BM - Bimetalliche
Caratteristiche tecnologiche
Il materialeLa boccola bimetallica è formata da leghe bronzo – acciaio – piombo, è avvolta da una striscia di lamiera a doppio strato compostada un rivestimento in acciaio sinterizzata da uno strato superficiale in bronzo antiusura.
Rivestimento acciaioI rivestimenti in acciaio dei materiali a doppio strato possono essere di vari tipi di lamiera di acciaio. Esistono SPCC, N. 10, N. 20,ecc, secondo i requisiti dei clienti. La durezza è tra HB 120 e 180.
Rivestimento bronzoNon inferiore alla struttura di 3° classe della configurazione di 4° classe. Il piombo si diffonde in modo omogeneo all’interno della lega.La densità relativa del bronzo deve essere >98% ed omogenea. Non si dovranno vedere macchie bianche sulla superficie. La super-ficie dovrà essere adatta all’elettroplaccatura di leghe di buona suscettività magnetica binarie o ternarie e non dovrà presentare forio cavità di corrisione.
Forte legame tra la lega di bronzo e rivestimento di acciaio. Dopo la curvatura a 180° sono ammesse piccole crepe o graffi sullasuperficie del bronzo ma non sono ammessi distaccamenti tra gli strati.
Spessore del metallo a doppio strato BM e relativa tolleranzaunità: mm
Bim
etal
liche
e B
ronz
o B
M -
BW

Modalità d’impiego
La boccola BM rispetto ai cuscinetti in metallo antifrizione ha una portata maggiore e allo stesso tempo la resistenza a fatica èsuperiore, di conseguenza è alto il valore di applicazione e ampia la regione.
Gli articoli di tipo BM vengono ampliamente utilizzati come cuscinetti, boccole e rondelle per basamenti e bielle nei motori diesel.Si possono utilizzare anche come boccole e rondelle di spinta per leve oscillanti, camme, trasmissioni, molle in lamiera d’acciaio,bilancieri, giunti per piantoni dello sterzo e frizioni in varie automobili e motocicli. Inoltre le boccole e le rondelle vengono usateanche nelle pompe idrauliche, pompe per compressori di frigoriferi, macchine utensili, macchine a meccanica leggera, macchineper ingegneria civile e per altri molti usi.
Specifiche per leghe di bronzo – acciaio – piombo – BMComposizione chimiche e caratteristiche applicative delle leghe di bronzo – acciaio – piombo
SPECIFICHE PER LEGHE DI BRONZO ACCIAIO - PIOMBO BMComposizioni chimiche e caratteristiche applicative delle leghe di bronzo acciaio - piombo
Spessore delle pareti di fori lavorabili meccanicamente e non lavorabili delle boccole BM e relativi giochi:

Tipi di giunto delle boccole avvolte BM
a. giunto dritto b. giunto a incastro
Dietro richiesta si possono fornire entrambi i tipi
Tipi di scanalature per lubrificante:
Rugosità superficiale delle boccole BMSecondo DIN 4768, Parte I unità: mm
Bim
etal
liche
e B
ronz
o B
M -
BW

Metodo di controllo delle dimensioni delle boccole:
Esempio: spessore parete
Foro calibro d’ispezione
Calibro a tampone passaCalibro a tampone non passa
Boccola premuta nel calibro ad anelloProva con calibro C secondo DIN 1494, Parte II
Tolleranza del foro di calibro d’ispezione d2
Dimensioni della serie standard delle boccole Bimetalliche BM 100, BM 200, BM 300, BM 400 (Tabella 6)

Boccole BW - Bronzo
Caratteristiche tecnologiche e modalità d’impiego
La serie BW 100, BW 200 di boccole avvolte costituiscono un tipo di boccole recentemente realizzate sulla base di boccole a dop-pio strato di bronzo – acciaio – piombo ampiamente utilizzate nel mondo. Dato che ogni giorno di più vengono introdotti dall’estero vari tipi nuovi di macchina, c’è sempre una maggior richiesta di materialid’attrito e boccole da parte dei progettisti, di conseguenza per le nostra nuove boccole BW 200 si amplia il campo d’applicazionenell’industria meccanica.
Il piccolo spessore delle pareti costituisce la caratteristica più importante della serie di boccole BW 200. Le nostre boccole BW sonoleggere e compatte, dato che lo strato interno della boccola è costituito da uno speciale composto di lega di rame ad alta densità,non ci sono fori né cavità e si ha una maggiore portata e resistenza alla fatica rispetto alle boccole tradizionali in bronzo fuso.Vengono prodotte con macchine a tecnologia avanzata, si possono fornire vari tipi di rientranze e scanalature di lubrificazione sullesuperfici di scorrimento, prolungando così notevolmente l’intervallo tra una lubrificazione e l’altra, con conseguente prolungamentodella vita utile.
I vantaggi della boccola BW
Risparmio nell’uso del rame, risparmio di ore di manodopera per la tornitura.Basso peso e basso costo.Quintuplicato l’intervallo tra le lubrificazioni.Grande portata, particolarmente adatta per superfici di accoppiamento sottoposte ad usura.Pronte per il cambio, disponibili da magazzino.
Proprietà meccaniche
Composizioni delle leghe dei materiali per boccoleTipi
Bim
etal
liche
e B
ronz
o B
M -
BW

Portata
Proprietà fisiche
Dimensioni delle boccole e loro tolleranze
Tipi di cavità per lubrificazioneDiametro interno
Bronzo e FeSinterizzati
Bronzo e FerroSinterizzati

e Caratteristiche tecnologiche
Il materialeLe BOCCOLE AUTOLUBRIFICANTI sono ottenute da polveri metalliche della migliore qualità, secondo i metodi della metallurgiadelle polveri.
EccentricitàTolleranze sull’eccentricità ammessa del foro rispetto all’esterno della boccola.
ConicitàLa conicità ammessa è contenuta nei limiti della tolleranza del diametro considerato.
ConservazioneLa CONSERVAZIONE delle boccole a magazzino deve avvenire nei propri imballaggi oppure in involucri di plastica o di metallo chepreservino le boccole stesse dal contatto di polvere e di materiale di origine animale o vegetale, quali carta, legno, lana.
Boccole Bronzo e Ferro SinterizzatiCaratteristiche tecnologiche e modalità d’impiego

Modalità d’impiego
Il campo d’impiego delle nostre boccole comprende una vasta gamma di applicazioni.Sono particolarmente indispensabili dove non è possibile prevedere una lubrificazione esterna e nei movimenti alternati.
Ai fini della valutazione circa l’applicabilità delle nostre boccole occorre considerare, oltre ai dati contenuti nella tabella n° 1, il tipo dicarico, il grado di finitura superficiale dell’albero, le condizioni ambientali, la possibilità di lubrificazione supplementare e la possibilitàdi fornitura delle nostre boccole con densità e caratteristiche tecnologiche e chimiche diverse da quelle esposte nella succitata tabel-la n° 1.
MontaggioIl MONTAGGIO delle nostre boccole nelle rispettive sedi può essere eseguito con l’ausilio di un mandrino e alla pressa secondo loschema a fianco disegnato. Si tenga presente che le tolleranze prescelte per i diametri interni ed esterni delle bussole cilindriche econ il collare da noi riportate nelle relative tabelle rispondono al criterio che forzando una bussola con diametro esterno avente tolle-ranza R7 e diametro interno con tolleranza F7 in una sede cilindrica con tolleranza H7, il foro della bussola, a montaggio avvenuto,risulta nella tolleranza G7, qualora il mandrino pilota abbia la tolleranza M5. Il foro della boccola quindi può accogliere un albero contolleranza ISO H6. Le tolleranze delle nostre boccole sono quindi state scelte in modo da poter essere piantate in una sede ISO H7e ricevere con il gioco, a boccola piantata, un albero ISO H6. Sono quindi adatte per l’impiego sia nel caso di lavorazione a foro baseche ad albero base. Nelle considerazioni di cui sopra si presume che il montaggio avvenga in una sede robusta di acciaio e ghisa,ciò che non sempre si verifica nella pratica.
Quando la sede è in lega d’alluminio, materia plastica ed altri tipi di materiale, l’interferenza di piantaggio deve essere molto maggioreed in tal caso non si verifica alcun restringimento del foro della boccola.
L’ALLARGAMENTO DEL FORO può essere ottenuto mediante spinte o alesatori senza tagliente e ciò può essere fatto entro un li-mite max del 3% dello spessore della parete delle boccole.
LavorazioneLa LAVORAZIONE delle boccole è sconsigliabile in corrispondenza delle superfici di lavoro della boccola stessa per non otturare porisuperficialmente. Se si rendesse necessario lavorare le boccole su altre parti si raccomanda di impiegare utensili in metallo duro deltipo normalmente usato per la lavorazione della ghisa. Dopo la lavorazione è consigliabile reimpregnare le boccole.
Carico dinamico e calcoli dei carichi
Carico DinamicoIl carico dinamico P.V. max ammissibile può essere calcolato in base ai diagrammi seguenti, che esprimono i valori riferiti ai diametriesterni di alcune boccole in rapporto al carico statico ed al numero dei giri.
Kg mP.V. = 18 ............ x ...........
cm2 1’
Bro
nzo
e F
erro
Sin
teri
zzat
i

Calcolo pratico dei carichi1° es Domanda: Qual è il carico totale ammesso per una boccola di diametro interno 20mm, velocità dell’albero 1.000 g/min.
1° es Soluzione: Leggendo il grafico si ha per una velocità di 1.000 G/1’ e un albero di20, un carico di P = 18 kg per cm2 di superficie progettata.Se la superficie progettata è 2 cm (diametro int.) x 2,5 cm di lunghezza = 5 cm2.Il carico totale ammesso per questa boccola è di 18 kg/cm2 x 5 cm2 = 90 kg.
2° es Domanda: Determinare la lunghezza della boccola in funzione di un carico totaledi 175 kg applicato su questa boccola, e di un albero di 20 mm a 500 g/min.
2° es Soluzione: Leggendo il grafico per una velocità di 500 g/min e un albero di 20 mm,si ha un carico di 35 kg/cm2 di superficie progettata.Se il carico totale è di 175 kg la superficie progettata di questa boccola sarà di: 175 : 35= 5 cm2 0500 mm2.Da cui la lunghezza della boccola di 500 mm2 : 20 mm = 25 mm2.
Il grafico qui a lato non può essere estrapolato per delle velocità molto basse,movimenti alternati e velocità lineari l’albero superiori ai valori massimi ammessi.In questi casi preghiamo consultarci.
Grafico di latoSuperficie progettatadiam. interno x lunghezza della boccola

Caratteristiche tecnologiche e modalità d’impiego
Le caratteristiche tecnologiche medie, realizzate nel pieno rispetto delle norme ASTM, nonché la composizione chimica dei principalitipi delle ns. boccole sono riportate nella presente tabella.
CH S2
*C = Costante di resistenza alla rottura radiale nella formula: R = .............D-S
dove: R = Resistenza alla rottura radiale (in Kg)S = Spessore della boccola (in mm)D = Diametro esterno della boccola (in mm)H = Altezza della boccola (in mm)
Caratteristiche tecnologiche e modalità d’impiego
Le BOCCOLE AUTOLUBRIFICANTI di ns. produzione sono ottenute da polveri metalliche della migliore qualità, secondo i metodidella metallurgia delle polveri.
Il CAMPO D’IMPIEGO delle ns. boccole comprende una vasta gamma di applicazioni. Sono particolarmente indispensabili dove nonè possibile prevedere una lubrificazione esterna e nei movimenti alternati.
Bro
nzo
e F
erro
Sin
teri
zzat
i

Boccole AutolubrificantiCilindriche con collare in bronzo
Tolleranza foro d = ISO F 7
Tolleranza diametro esterno D = ISO r 7
Tolleranza sulla lunghezza L = ± 0,1
Boccole AutolubrificantiCilindriche in ferro
Tolleranza foro d = ISO F 7
Tolleranza diametro esterno D = ISO r 7
Tolleranza sulla lunghezza L = ± 0,1
Boccole AutolubrificantiCilindriche con collare in ferro
Tolleranza foro d = ISO F 7
Tolleranza diametro esterno D = ISO r 7
Tolleranza sulla lunghezza L = ± 0,1
Boccole AutolubrificantiCilindriche in bronzo
Tolleranza foro d = ISO F 7
Tolleranza diametro esterno D = ISO r 7
Tolleranza sulla lunghezza L = ± 0,1
Alveolate -Alve olate EKX®
Caratteristiche tecnologiche
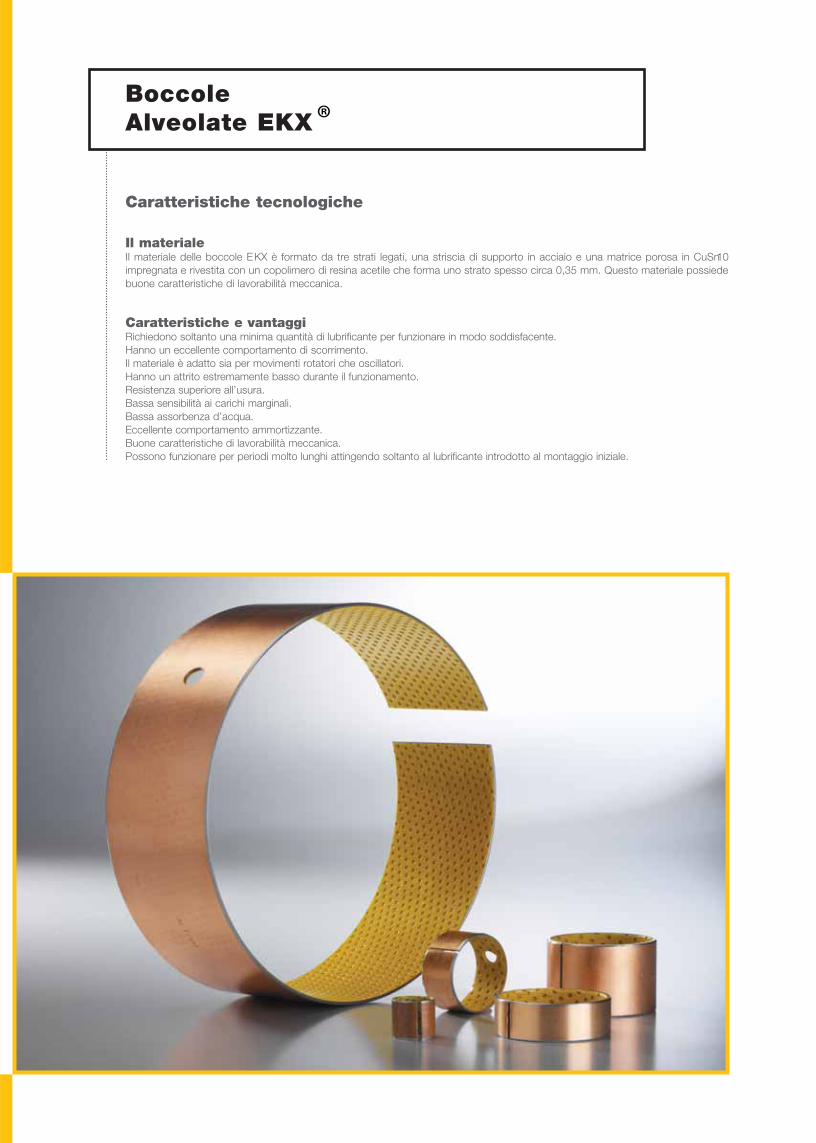
Il materialeIl materiale delle boccole EKX è formato da tre strati legati, una striscia di supporto in acciaio e una matrice porosa in CuSn 10impregnata e rivestita con un copolimero di resina acetile che forma uno strato spesso circa 0,35 mm. Questo materiale possiedebuone caratteristiche di lavorabilità meccanica.
Caratteristiche e vantaggiRichiedono soltanto una minima quantità di lubrificante per funzionare in modo soddisfacente.Hanno un eccellente comportamento di scorrimento.Il materiale è adatto sia per movimenti rotatori che oscillatori.Hanno un attrito estremamente basso durante il funzionamento.Resistenza superiore all’usura.Bassa sensibilità ai carichi marginali.Bassa assorbenza d’acqua.Eccellente comportamento ammortizzante.Buone caratteristiche di lavorabilità meccanica.Possono funzionare per periodi molto lunghi attingendo soltanto al lubrificante introdotto al montaggio iniziale.
BoccoleAlveolate EKX®

Lubrificazione
Le boccole EKX vanno a completare la gamma inserendosi tra le boccole completamente lubrificate e quelle non lubrificate fornendooprestazioni eccezionali.Richiedono soltanto una minima quantità di lubrificante per funzionare in modo soddisfacente e possono funzionare per periodi moltolunghi attingendo soltanto al lubrificante introdotto al montaggio iniziale.Qualora questo non sia sufficiente è possibile reingrassare le boccole ad intervalli di tempo adeguati. L’intervallo di rilubrificazioneviene fissato alla metà del valore della durata della boccola, se le boccole EKX vengono ingrassate soltanto al montaggio.Si consiglia di reingrassare le boccole 6-8 volte: la durata prevista della boccola verrà così prolungata di 3-4 volte.L’applicazione di una quantità sufficiente di lubrificante durante la vita utile della boccola può prolungare la durata della stessa 5-6 volte.Per lubrificare le boccole EKX possono essere utilizzati tutti i tipi di lubrificante ed olio plastico.Si consiglia in particolare il lubrificante a base di litio senza additivo al bisolfuro e di mobildeno.Gli oli per motori delle automobili non sono adatti in quanto possono danneggiare la superficie, per questi motivi non si consiglia dimontare le boccole e le rondelle di spinta EKX in motori a combustione e compressori.
Caratteristiche tecnologiche e modo d’impiego
Dati tecnici
Valore del fattore p.v. p.v. = 3MPams-1
P = carico specificoV = velocità di sfregamento
Limite di carico specifico pM 140 MPaVelocità della superficie di scorrimento fino a v = 2,5 ms-1
Temperatura d’esercizio tra – 40°C e 110°C, per brevi periodi fino a 130°C
AttritoIl coefficiente di attrito varia in relazione al carico specifico, alla velocità e rugosità della superficie, alla temperatura della boccola e allubrificante utilizzato. In condizione di lubrificazione dello strato limite le boccole EKX operano a basso attrito e il coefficiente di attritostatico oscilla tra 0,015 e 0,15.
UsuraL’usura delle boccole EKX varia in relazione alle condizioni di funzionamento e al metodo di lubrificazione. L’usura iniziale durante ilrodaggio è modesta (circa 0,0025 con un carico basso e 0,025 con un carico maggiore), seguita da un lento aumento della velocitàdi usura.L’usura successiva normalmente è trascurabile purché ci sia una quantità di lubrificante sufficiente.Se la boccola viene reingrassata prima che la velocità di usura cominci ad aumentare rapidamente, il materiale continuerà a funzionarein modo soddisfacente con poca usura.La figura 1 mostra lo schema tipico di usura in relazione alla durata utileA – boccola prelubrificataB – boccola reingrassata ad intervalli di 400 ore
Fiigura 1: Rapporto usura/durata
Calcolo della durata della boccola EKX La durate base della boccola H0/h può essere calcolata dalla curva risultante dalla relazione tra il fattore aEpv [MPams-1] e il tipo dicarico di fig. 3.
dove: p = carico specifico V = velocità di sfregamentoaE= costante di correzione della durata
Alv
eola
te E
KX
®

Il carico specifico p [MPa] può essere calcolato come segue:
Fp = ................ per boccole
d.L
4Fp = ................ per rondella di spinta
(D2 - d2)
dove: F = carico applicato [N]d = diametro interno boccola / rondella [mm]D = diametro esterno rondella [mm]L = lunghezza boccola [mm]
La velocità di sfregamento v [ms-1] può essere calcolata utilizzando le seguenti formule:
π.d.nv = ..................... per boccole con movimento rotatorio [ms-1]
6.106
π.d.f0v = ..................... per boccole con movimento oscillatorio [ms-1]1,08.107
π/D+d/nv = ..................... per rondelle con movimento rotatorio [ms-1]
1,2.105
π/D+d/f0'v = ..................... per rondelle con movimento oscillatorio [ms-1]
2,16.107
dove: d = foro boccola o dimetro rondellaD = diametro esterno rondellaN = frequenza di rotazionef0 = frequenza di oscillazione ' = frequenza di oscillazione
Fig. 2
La costante di correzione della durata aE viene calcolata come segue:
PMaE = .....................
PM - p
dove: PM = carico unitario massimo [MPa]p = carico specifico [MPa]
a condizione che aEpv≤aEpvmax
Se questa condizione non è soddisfatta è necessario prevedere misure di boccole maggiori.
Il valore H0 di durata base della boccola non modificata risultante dalla curva mostrata nella fig. 3 è stato determinato utilizzandometodi sperimentali e non può essere trasferito direttamente alle condizioni reali di funzionamento. Pertanto vengono utilizzate dellecostanti di correzioni per modificare i valori di durata delle boccole.Per stabilire la durata prevista di funzionamento della boccola H[h] è necessario utilizzare la seguente formula:
H1= bF.bT.bR.bL.H0
dove: H0 = durata base della boccola non modificata (fig. 3)bT = coefficiente di temperatura ed eliminazione calorebF = coefficiente di velocità di sfregamento e carico applicatobR = coefficiente di rugosità superficie alberobL = coefficiente di misura delle boccole

Alv
eola
te E
KX Il valore H1 è la durata prevista di una boccola EKX ingrassata solo al momento del montaggio. Qualora il valore H 1 non corrisponda
alla durata richiesta della boccola Hm è necessario valutare la durata prevista della boccola H2 quando si reingrassa con lubrificanteplastico, H3 quando si reingrassa con olio.
H2 = 6 – 8B o 3 – 4H1H3 = 10 – 12B o 5 – 6H2 [ore]
dove B – intervallo di reingrasssaggio B = 0,5 H1
[M Pa.m.s]
Fig. 3
Fig. 4
Lavorazione meccanica del foro della boccolaPer ottenere buoni risultati si consiglia di lavorare le boccole con sovrametallo con operazioni di bocciatura, alesatura e taglio. Per lalavorazione si raccomanda di usare strumenti, condizioni di taglio, velocità di taglio e profondità di taglio adatti.Fare attenzione nel taglio affinché il film di resina acetile non sporchi la rientranza.La lavorazione può inoltre portare alla formazione di bave o baffi dovuti alla resistenza del rivestimento del EKX. Lo si può evitare uti-lizzando metodi di lavorazione che eliminano il rivestimento in fasce ampie anziché in strisce strette. La velocità di taglio deve essereelevata (ottimale tra 130 e 260 m/min). Si consiglia di non asportare più di 0,1125 mm dello spessore del rivestimento di resina poli-acetale EKX (pari a 0,25mm) per garantire che la capacità lubrificante residua della rientranza dopo la lavorazione non sia seriamente ridotta.
®

Per le tolleranze del diametro del foro di attacchi comunemente usati si consiglia la tolleranza H7 dopo l’operazione di finitura.Procurarsi dal costruttore le informazioni specifiche relative alle operazioni di finitura.
GiocoLe tolleranze per i diametri dell’albero e del foro dell’alloggiamento sono individuate nelle tabelle dei prodotti standard e prevedonoun gioco diametrale del cuscinetto in normali condizioni di funzionamento che va da 0,02 a 0,4 mm a seconda della dimensione dellaboccola EKX. Questi valori non sono validi per condizioni di funzionamento particolari:temperatura di esercizio elevata, veloci tà d iscorrimento elevata, montaggio di alloggiamento a pareti sottili, montaggio di alloggiamento di materiali diversi dell’acciaio o dellaghisa. In questo caso è necessario calcolare il gioco diametrale ottimale e verificare la tolleranza per i diametri sia dell’albero che delforo di alloggiamento.
Installazione e alloggiamento boccole EKX
InstallazioneDurante l’installazione è necessario ridurre al minimo la penetrazione di sporco utilizzando strumenti puliti. La boccola viene inseritanel suo alloggiamento con l’aiuto del tradizionale mandrino a gradini (per le dimensioni vedere fig. 4). Le dimensioni e le tolleranzeraccomandate per l’albero f9 vengono fornite nella tabella 8. Praticare una leggera svasatura di imbocco nell’alloggiamento ed appli-care un po’ di olio sulla superficie esterna della boccola per facilitare l’operazione di montaggio.
dove: da – per boccole con sovrametallo Df9 – per boccole con diametro del foro finitoDb = da
Se non è possibile utilizzare un mandrino può rendersi necessario dare leggeri colpi al cuscinetto sulle facce dopo il montaggio.Fare attenzione a proteggere la superficie del cuscinetto ed usare materiali resistenti, come gomma in fogli. Le rondelle di spintadevono essere posizionate sul diametro esterno in una incassatura i cui diametri sono indicati nelle tabelle dei prodotti standard.Usare un grano filettato o una vite a testa conica per evitare la rotazione, ma la testa deve essere incassata di almeno 0,25 mm sottola superficie radente della boccola.
Albero Le boccole EKX possono essere montate su alberi di materiali diversi, anche non sottoposti a trattamento termico o rivestiti. Per leboccole con una durata di 2000 ore si consiglia di utilizzare alberi di almeno 3500 HV/ 35 HRC. La misura dell’albero dovrà cor-rispondere alle tolleranze indicate nelle tabelle dei prodotti standard, ad esempio d8 per boccole in cui sia necessaria la finitura delforo Tolleranza H7/h6 – h8: boccole EKX con foro finito.Le tolleranze del diametro dell’albero devono essere rispettate per tutte le applicazioni, eccettuate condizioni di funzionamentoestreme dello strato limite per cui si deve attenere alle tolleranze raccomandate del costruttore o stabilite dall’utente sulla base dellasua esperienza di uso.La durata della boccola è influenzata dalla rugosità superficiale dell’albero. Si consiglia una rugosità della superficie dell’albero a con-dizioni di funzionamento standard di Ra = 0,4.
AlloggiamentoLe boccole EKX possono essere inserite in alloggiamenti di diversi materiali ad uso corrente. I diametri dei fori degli alloggiamenti delleboccole E KX standard dovranno corrispondere alle tolleranze indicate nelle tabelle dei prodotti standard (H7). Questi valori siriferiscono ad alloggiamenti in acciaio o in ghisa. Se l’alloggiamento è in lega a base di alluminio, si dovrà ridurre il foro per dare unmigliore accoppiamento stabile alla boccola e il diametro portante deve essere ridotto di pari misura. Per alloggiamenti di materialeplastico o con pareti sottili in acciaio le tolleranze del foro devono essere discusse con il costruttore.Per correggere un difetto di allineamento è necessario usare la boccola EKX con sovrametallo eseguendo una particolare lavorazionemeccanica.
Tabella 8

Alv
e ola
te E
KX Tabella 9
SIZE SERIES OF THRUST WASHERS MADE OF KU AND EKX MATERIAL
®
EKX
EKXEKX
EKX
EKXEKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKXEKXEKXEKXEKX
EKX
EKXEKXEKXEKX
EKX
EKX
EKX
EKX EKX
EKX
EKX
EKX
EKX
EKX
EKX

Siz
e s
eri
es
of
wra
pped E
KX
beari
ng b
ush
es
wit
h m
ach
ined s
urf
ace
of
the h
ole
Tabella 10
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
EKX
E

Boccole SpeBoccole Speciali

Boccole Speciali
• Boccole bronzo con inserti in grafite• Boccole AISI 316 - Ralle AISI 316• Boccole Tornite• Boccole in acciaio temprato e cementato
Boccole Speciali a disegno
• Boccole bronzo con inserti in grafite• Boccole AISI 316• Boccole Tornite
eBoccole SpecialiBoccole Speciali a disegno