
Produzione di boccole autolubrificanti Autolube - Sintec...
25
Produzione di boccole autolubrificanti Autolube ® Sintec opera dal 1987 nel settore della metallurgia della polvere. La nostra tecnologia innovativa, l’alta qualità dei nostri prodotti, la flessibilità produttiva e commerciale, costituiscono le premesse per il raggiungimento di una sempre maggiore presenza sul mercato nazionale ed internazionale. Negli ultimi anni abbiamo consolidato la nostra posizione sul mercato, diventando una delle aziende di riferimento nella produzione di boccole autolubrificanti, in aperta competizione con le grandi aziende europee. Mercati serviti Italia, Paesi EU ed extra EU Settore industriale Automotive, Casalingo, Hobbistico Motori Elettrici, Capacità Produttiva 120 milioni di particolari sinterizzati all’anno L’Azienda Il costante sviluppo tecnologico ed i metodi di controllo del processo di produzione, sono la base per garantire prodotti di alta qualità richiesti dai mercati, specialmente nel settore automotive ed elettromeccanico. Sintec ha costituito un proprio sistema di gestione per la qualità conforme alla norma internazionale UNI EN ISO 9001. La qualità 20 presse di formatura (4-40 Ton) 6 presse di calibratura (35 Ton) 3 forni di sinterizzazione 4 impianti di impregnazione 2 disoleatori per superficie 2 vibratori per sbavature •Per diametri interni, esterni, concentricità e lunghezze •Per densità e contenuto di lubrificante •Per la determinazione della dimensione delle particelle di polveri e loro distribuzione •Misurazione del tempo di flusso della polvere •Misurazione della resistenza radiale •Misurazione della precisione di forma con rotondimetro MMQ10 •Misurazione della rugosità Impianti e apparecchiature Strumenti di controllo
Transcript of Produzione di boccole autolubrificanti Autolube - Sintec...

Produzione di boccoleautolubrificantiAutolube®
Sintec opera dal 1987 nel settoredella metallurgia della polvere.La nostra tecnologia innovativa,l’alta qualità dei nostri prodotti, laflessibilità produttiva ecommerciale, costituiscono lepremesse per il raggiungimento diuna sempre maggiore presenza sulmercato nazionale edinternazionale.Negli ultimi anni abbiamoconsolidato la nostra posizione sulmercato, diventando una delleaziende di riferimento nellaproduzione di boccoleautolubrificanti, in apertacompetizione con le grandi aziendeeuropee.
Mercati servitiItalia, Paesi EU ed extra EUSettore industrialeAutomotive, Casalingo, HobbisticoMotori Elettrici,Capacità Produttiva120 milioni di particolari sinterizzatiall’anno
L’Azienda
Il costante sviluppo tecnologico edi metodi di controllo del processo diproduzione, sono la base pergarantire prodotti di alta qualitàrichiesti dai mercati, specialmentenel settore automotive edelettromeccanico.Sintec ha costituito un propriosistema di gestione per la qualitàconforme alla norma internazionaleUNI EN ISO 9001.
La qualità
20 presse di formatura (4-40 Ton)6 presse di calibratura (35 Ton)3 forni di sinterizzazione4 impianti di impregnazione2 disoleatori per superficie2 vibratori per sbavature
•Per diametri interni, esterni,concentricità e lunghezze•Per densità e contenuto dilubrificante•Per la determinazione delladimensione delle particelle dipolveri e loro distribuzione•Misurazione del tempo di flussodella polvere•Misurazione della resistenzaradiale•Misurazione della precisione diforma con rotondimetro MMQ10•Misurazione della rugosità
Impianti e apparecchiature
Strumenti di controllo

Il prodotto Autolube®
2
La boccola AUTOLUBE® è unelemento meccanico di precisioneche permette di realizzare sistemitribologici di buona convenienzaeconomica. Viene utilizzata in tutte leapplicazioni in cui è richiesta unalubrificazione permanente, in sistemia rotazione o traslazione (piccoli emedi motori elettrici, slitte,elettrodomestici, utensili etc.)Viene realizzata in forme standard oin forme speciali secondo leindicazioni ed esigenze del cliente.
Svantaggi:economicità limitata per
piccole seriecarichi specifici limitati
Vantaggi:buona convenienza economicacomportamento autolubrificanteassenza di manutenzionelivello di rumorosità contenutoadattabilità allo specifico impiegoottima ripetibilità di forma ad alta
precisionesemplice messa in opera
Il principio idrodinamico delle boccoleAUTOLUBE® è basato su unasimbiosi tra il corpo portante poroso(boccola) e l’albero in rotazione,sopportato da un lubrificantecontenuto nella struttura porosa dellaboccola.
Con velocità di rotazione superiori a0,25 m/sec, si hanno condizioniidrodinamiche, cioè l’albero galleggiasu uno strato di lubrificante senzacontatto metallico.Il sistema tribologico risultante,consente il funzionamentodell’applicazione senza ulterioreapporto di lubrificazione.
La definizione del sistema richiede unabuona esperienza di progettazione.Queste informazioni tecniche hanno loscopo di avvicinare i Clienti ai concettifondamentali delle boccoleautolubrificanti.
Per assistenza nella fase progettuale,l’ufficio tecnico SINTEC è a vostradisposizione.

La progettazione dellaboccola Autolube®
3
La progettazione della boccola devegarantire una condizioneidrodinamica a regime e quindigarantire un coefficiente di attritominimo (µ min).
Nei periodi di avviamento ed arresto ilsistema transita in regime di attritomisto che richiede un ottimocoefficiente di attrito tra gli elementicoinvolti nel sistema (albero eboccola).
L’efficienza del sistema può esserecontrollato con la Curva di Stribeck ocon il Diagramma Temperatura-tempo(T-t)
coef
ficie
nte
d’at
trito
f
numero di giri n
Att. misto Lubrificazione idrodinamicaAtt.
Rov
ente
coef
ficie
nte
d’at
trito
f
numero di giri n
Att. misto Lubrificazione idrodinamicaAtt.
Rov
ente
coef
ficie
nte
d’at
trito
f
numero di giri n
Att. misto Lubrificazione idrodinamicaAtt.
Rov
ente
0
25
50
75
100
125
0 1 2 3 4
4321
t (h)
T(°C)
0
25
50
75
100
125
0 1 2 3 4
4321
t (h)
T(°C)
Curva di Stribeck
Diagramma Temperatura - tempo
Curva 1
n: 2.800 giri/min
p: 0,75 N/mm2
Ø: 6 mm
Curva 2
n: 2.800 giri/min
p: 1,2 N/mm2
Ø: 6 mm
Curva 3
n: 2.800 giri/min
p: 2 N/mm2
Ø: 6 mm
Curva 4
n: 2.800 giri/min
p: 2,8 N/mm2
Ø: 6 mm
Curva 1
n: 2.800 giri/min
p: 0,75 N/mm2
Ø: 6 mm
Curva 2
n: 2.800 giri/min
p: 1,2 N/mm2
Ø: 6 mm
Curva 3
n: 2.800 giri/min
p: 2 N/mm2
Ø: 6 mm
Curva 4
n: 2.800 giri/min
p: 2,8 N/mm2
Ø: 6 mm

Accoppiamento a strisciamentoconvenzionale
4
Albero – boccola piena
p p
FF
ω
r
R
en1
Dd
R(D): raggio foro boccolar(d): raggio alberoF: forza applicata sull’alberop: pressione di supporto cuneoω: velocità e direzione di rotazionee: eccentricità del sisteman1: spessore del velo di lubrificanten1+e: gioco statico teorico
Superficie di boccola pienarettificata

Sistema tribologico
5
Albero – boccola sinterizzata
R(D): raggio foro boccolar(d): raggio alberoF: forza applicata sull’alberop: pressione di supporto cuneoω: velocità e direzione di rotazionee: eccentricità del sisteman1: spessore del velo di lubrificanten1+e: gioco statico teorico
Superficie di boccola sinterizzatae calibrata
ω
Lubrificantenella porosità
Superficieportante
Albero
Boccola
p p
FF
ω
r
R
en1
Dd

Accoppiamento boccola-albero
6
R(D): raggio foro boccolar(d): raggio alberoF: forza applicata sull’alberop: pressione di supporto cuneoω: velocità e direzione di rotazionee: eccentricità del sisteman1: spessore del velo di lubrificanten1+e: gioco statico teorico
Condizione IDRODINAMICA: F=Σp
L’albero “galleggia” sullo strato dilubrificante senza contatto metallico.
Il cuneo idrodinamico si forma per treeffetti:
la pressione specifica p per effetto diF
aumento di temperatura (espansionetermica)
trascinamento sulla superficiedell’albero
a) Quiete (ω=0)
p
R
r
b) Moto (ω≠0)
P
R
n1 Fω
r
e
ω
p
F

Il processo produttivo
AREA FORMATURA SINTERIZZAZIONE AREA CALIBRATURA
IMPREGNAZIONE LAB. QUALITA’7
Polverebase
LubrificanteAggiuntemetalliche
Miscelazione
Caricamento Pressatura Estrazione
Sinterizzazione
800 – 1250°C
Sbavatura Calibratura Impregnazione Centrifugazione
Imballaggio

Tabella dei materiali per boccoleAutolube®
8

Tabella dei lubrificanti per boccoleAutolube®
9

Diagrammadensità – porosità aperta
10
Zona consigliata Densità oleata in g/cm3
Poro
sità
ape
rta
in %
Materialedensità
alta
Lubrificanteviscosità
bassaMateriale
densitàbassa
Lubrificanteviscosità
alta
Densità consigliate per boccole Autolube®
Per BRONZO P-50.B-68 densità 6,8 g/cm3
Per BRONZO GRAF. P-51.B-66 densità 6,6 g/cm3
Per FERRO P-00.F-62 densità 6,2 g/cm3
Per FERRO RAME P-10.F-62 densità 6,2 g/cm3

Forme Standard per boccoleAutolube®
11Oltre a queste forme unificate, SINTEC produce forme
particolari su richiesta del cliente

Tolleranze consigliate perboccole Autolube®
12

Calcolo e verifica di unaboccola Autolube®
13
Calcolo di una boccolaDati base del sistema tribologico:d: diametro albero ………5mmn: numero di giri …………2.800 rpmF: carico max applicato …100 NCondizioni standard:- Montaggio orrizzontale- Campo di temperatura -20°C ÷+100°C
Formule utilizzate:•F = p x A , A = F/p = 100/2,8 = 35,7mm2
dove:p: pressione specifica rilevata daldiagramma di carico (2,8N/mm2)A: area utile di supporto
• A = d x b b = A/d = 35,7/5 =
= 7,17 mm
dove:
b: lunghezza utile della boccola (sup.portante
• b1=b+2 x smussi = b + 2 x 0,3 =7,77 mm
Dal calcolo risulta quindi unalunghezza di ca. 8mm
Verifica di una boccolaNote le caratteristiche geometriche di unaboccola si vuole conoscere il massimocarico sopportabile.Dati base:d: diametro albero ………5mmn: numero di giri …………1.400 rpmb1: lunghezza totale …….7mmSmussi 0,3 x 45°
Formule utilizzate:•F = p x A
dove:p: pressione specifica rilevata daldiagramma di carico (5,5 N/mm2)A: area utile di supporto
• A = d x (b1 – 2xsmussi) =
5 x (7-2x0,3) = 32 mm2
Risulta quindi che
• F = p x A = 5,5 x 32 = 176 N
Quindi la boccola può sopportare uncarico massimo di 176 N

Diagrammi carico
14
0
1
2
3
4
5
6
7
8
250 500 750 1000 1500 2000 2500 3000 4000 5000
ø 2 ø 4 ø 6 ø 8 ø 12 ø 16 ø 20
0
1
2
3
4
5
6
4.000 5.000 10.000 15.000 20.000
ø 2 ø 4 ø 6 ø 8
N/m
m2
Giri/min
N/m
m2
Giri/min
Alcune considerazioni sulgioco albero - boccola
15
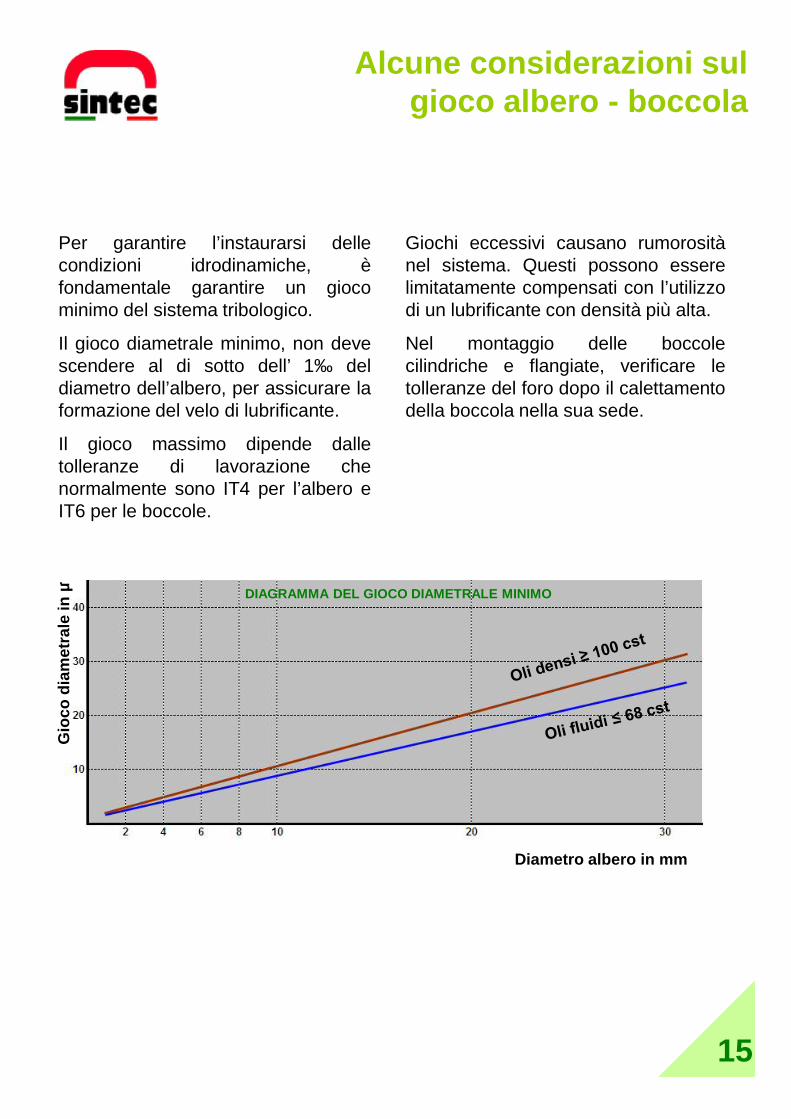
Per garantire l’instaurarsi dellecondizioni idrodinamiche, èfondamentale garantire un giocominimo del sistema tribologico.
Il gioco diametrale minimo, non devescendere al di sotto dell’ 1‰ deldiametro dell’albero, per assicurare laformazione del velo di lubrificante.
Il gioco massimo dipende dalletolleranze di lavorazione chenormalmente sono IT4 per l’albero eIT6 per le boccole.
.
Giochi eccessivi causano rumorositànel sistema. Questi possono esserelimitatamente compensati con l’utilizzodi un lubrificante con densità più alta.
Nel montaggio delle boccolecilindriche e flangiate, verificare letolleranze del foro dopo il calettamentodella boccola nella sua sede.
Diametro albero in mm
Gio
co d
iam
etra
le in
µ DIAGRAMMA DEL GIOCO DIAMETRALE MINIMO

Il calettamento a pressionenella sede
16
Le boccole cilindriche e flangiatevengono pressate direttamente nelloro alloggiamento e subiscono unarestrizione del diametro internosecondo la resistenza della sede e lasezione di parete della boccola. Diquesto si deve tener conto durante lafase di montaggio.
Il diagramma seguente fornisce unaindicazione della percentuale direstrizione in base al diametroesterno della boccola e alla sezionedi parete.
0
10
20
30
40
50
60
70
80
90
100
0 5 10 15 20 25 30 35
1 mm1.5 mm3 mm
5 mm
Diametro esterno (mm)
Res
triz
ione
del
dia
met
ro in
tern
o in
%de
ll’in
terf
eren
za d
i acc
oppi
amen
to
La restrizione si riferisce al diametrointerno senza sostegno (spina diguida). Se si vogliono manteneretolleranze strette è necessario l’utilizzodi spine di guida come da istruzioni dimontaggio.
Spessore di parete

Istruzioni di montaggio
17
Esempio di montaggio di una boccolacilindrica.
Diametro interno 5 (G7) (+4, +16)Diametro esterno 9 (r6) (+19, +28)Sede carcassa 9 (H7) (+15)Spessore parete 2 mm
Dal diagramma risulta una % direstrizione dell’ 82% dell’interferenzadell’accoppiamento.
Quindi senza spina di guida il forodella boccola risulta essere: 4,981 ÷5,013
Il foro richiesto è 5 (H7), quindi 5,000÷ 5,012
Per avere la garanzia di questacondizione è necessario un perno dimontaggio di diametro 5,008 percompensare le variazioni delleinterferenze di calettamento.
N.B: si consiglia l’utilizzo di pernidi montaggio in metallo durosuperlappato con tolleranze diproduzione IT3, mantenuti puliti elubrificati.
Ra
≤ 0,
5
0,001 Ø 5 m3
R
CALCOLOInterferenza minima
DIAMETRO MIN BOCCOLA 9,019DIATETRO MAX SEDE -9,015
0,004
Interferenza massimaDIAMETRO MAX BOCCOLA 9,028DIATETRO MIN SEDE -9,000
0,028
RESTRIZIONE MINIMA 0,004x82% = 0,003RESTRIZIONE MASSIMA 0,028x82% = 0,023
IL DIAMETRO DEL FORO DELLA BOCCOLACALETTATA SENZA L'AUSILIO DI UNA SPINADI GUIDA RISULTA:
DIAMETRO MINIMO BOCCOLA 5,004RESTRIZIONE MASSIMA -0,023
4,981
DIAMETRO MASSIMO BOCCOLA 5,016RESTRIZIONE MINIMA -0,003
5,013
Boccole Cilindriche e Flangiate

Istruzioni di montaggio
18
Le boccole sferiche, con o senza collarino non subiscono restrizione neldiametro poiché vengono montate senza pressione. Il posizionamento vienegarantito dalla sede della carcassa e da un elemento elastico che permette ilfissaggio e l’allineamento nella sede.
Per garantire questo, è necessario rispettare il momento oscillante minimonella sede secondo il seguente diagramma
Boccole Sferiche
Diametro interno boccola (mm)
Mom
ento
osc
illan
te m
inim
o in
N/1
00m
m
Attenzione: momenti troppo elevati impediscono l’allineamento e possonocausare spigolature con il conseguente surriscaldamento della boccola.Come direttiva per il calcolo del momento massimo si possono raddoppiare ivalori del diagramma.
100 mm
F (N)
d
M = F x 100 mm (Nmm)
F = M/100 (N)
Alberi
Uno dei componenti più importanti delsistema tribologico è l’albero, che ruotao slitta nel componente sinterizzato.Sono in genere di acciao allo statonaturale, bonificato, cementato otemprato secondo le necessitàdell’applicazione.
I più diffusi materiali impiegati sono:
• Acciaio di qualità 60 Kg/mm2
Nr. 1.0060
• Acciaio al carbonio C60Nr. 1.0503
• Acciaio da cementazione 16MnCr5Nr. 1.7131
• Acciaio al Cromo UNI 100Cr6Nr. 1.2067
Per alberi in materiali inossidabili siconsiglia la combinazione con boccolea base Ferro.
RUGOSITA’: non si devono richiederevalori eccessivamente bassi perlasciare un certo effetto ditrascinamento del lubrificante emantenere una certa economia. Valoriconsigliati tra Ra 0,1 e 0,25 (DIN ISO1302).
ERRORI DI FORMA: devono esseremolto contenuti per ottenere unaccoppiamento preciso. Gli errori diforma devono essere contenuti entroIT2, mentre la tolleranza sul diametropuò essere IT3 o IT4.
PROTEZIONE ANTIRUGGINE: glialberi devono essere lavati e puliti perevitare fenomeni di inquinamento dellubrificante. L’eventuale protezionedeve essere compatibile con illubrificante contenuto nella boccola.
Rondelle di spallamento
Le rondelle di spallamento bloccano ilmovimento assiale dell’accoppiamento,appoggiando su uno dei piani frontalidella boccola sinterizzata.
• Per garantire la loro funzione ideale,devono avere una superficie liscia epiana oltre a poter ruotare sul pianofrontale della boccola liberamente;
• Il loro diametro esterno deve esseremaggiore del diametro del pianofrontale della boccola per poterappoggiare su tutto il piano;
• Non devono presentare bave o spigolivivi onde evitare la centrifugazione dellubrificante verso l’esterno;
• I materiali impiegati sono: acciaioarmonico, plastica, tele bachelizzate;
• In casi particolari è consigliatomontare due rondelle per creare motorelativo tra di esse;
• Per evitare rumore di sbattimentoassiale, si possono montare elementielastici come spallamento
Altri componenti delsistema tribologico
19

Avvertenze e consigli
20
Deoliazione e re-impregnazione
Se possibile sconsigliamo vivamente dieffettuare simili operazioni. In ogni casoprima di procedere contattare ilfornitore
Immagazzinaggio
Sconsigliamo l’apertura dell’imballaggiooriginale troppo tempo primadell’impiego. Le boccole sono daconsiderare elementi molto delicati equindi è da evitare qualunque azioneche possa portare ad una perdita dilubrificante che si rivelerebbedisastrosa ai fini dell’applicazione.Quindi non utilizzare recipienti oappoggi in materiale assorbente eproteggere dalla polvere e dallo sporco.Utilizzare possibilmente contenitori diplastica o di metallo. Nel caso necessitiuna superficie priva di lubrificante,contattate il fornitore.
Lavorazioni meccaniche
Lavorazioni meccaniche su boccolesinterizzate sono da evitare. Si rischiainfatti di rovinare la superficie di lavoroe non c’è più garanzia difunzionamento idrodinamico (chiusuraporosità)
Carcasse e scudi
Le sedi delle boccole cilindriche eflangiate devono essere precise nelladimensione e forma. Infatti la boccolain fase di calettamento, tende acopiare la forma della sede. Larugosità della sede non deve esseretroppo spinta (è sufficiente la torniturafine) onde evitare la fuoriuscita dellaboccola dopo piantaggio.
Le sedi degli scudi per le boccolesferiche non necessitano dilavorazioni in macchina dopopressofusione. È però necessarioprovvedere ad un appoggio liscio esenza protuberanze profonde ondeevitare di ostacolare l’allineamentodelle boccole.
In caso di sedi in plastica, prestareattenzione alla generazione di caloredel sistema tribologico. Deve esserepreservata la possibilità dismaltimento del calore generato. Talisedi sono consigliate per periodi difunzionamento limitati.

Durata di vita
21
La boccola sinterizzata è un elementolubrificato ”a vita”. Il gioco reciproco dirisucchio del lubrificante sull’albero eil ritiro per capillarità è un effettonaturale del sistema e garantisce ladurata di funzionamento.
Il provvedimento più importante è dievitare la perdita del lubrificantedurante l’esercizio o in ogni caso diprovvedere al suo reintegro nelsistema. Una lubrificazione aggiuntivatramite feltri o depositi di lubrificanteadatto, allunga la vita e garantisce unfunzionamento a lungo termine delsistema.
Brutalmente ma efficacemente si puòdire che fin che c’è lubrificante ilsistema funziona.
Molto importante è la scelta dellubrificante in funzioneall’applicazione. Esso deve resisterenel tempo e sopportare i carichi pertutta la durata.
Oltre alla resistenza alla ossidazioneè fondamentale rispettare i carichitermici e l’influsso di agenti esterni(polvere, liquidi, vapori).
In casi molto gravosi è buona normaschermare il sistema completamenteda questi influssi.
Durata di vita < 1.500 h
Durata di vita > 4.000 h
Durata di vita fino a 4.000 h
Lubrificazioneaggiuntiva

Valori degli scostamenti
22
Diametri interni (fori)

Valori degli scostamenti
21
Diametri esterni
23


Sintec s.r.l.Via Lainate, 145621042 Caronno Pertusella VAITALYTel. +39 02 99025065Fax +39 02 99026130E-mail: [email protected] Site: http://www.sintecsrl.com


















