
Analisi del processo di granulazione nella produzione di ...
100
Analisi del processo di granulazione per la produzione di forme farmaceutiche solide Analisi del processo di granulazione per la produzione di forme farmaceutiche solide Diego Caccavo Diego Caccavo Università degli Studi di Salerno Facoltà di Ingegneria Anno Accademico 2009/2010
Transcript of Analisi del processo di granulazione nella produzione di ...
Analisi del processo di
granulazione per la produzione di
forme farmaceutiche solide
An
alisi d
el pro
cesso d
i gra
nu
lazio
ne p
er la p
rod
uzio
ne d
i form
e farm
aceu
tiche so
lide
Dieg
o C
acca
vo
Il riquadro tratteggiato nero è leggermente più grande dell’area effettiva della copertina. L’immagine selezionata per lo sfondo deve quindi essere ancora un po’ più grande (sarà
tagliata). Il rettangolo riempito col gradiente azzurro è solo un esempio. Non spostare le cornici già esistenti e usare un solo font (di un solo colore) su tutta la copertina.
Selezionare Strumenti > Opzioni > Visualizza > Limiti del testo per vedere le posizioni delle caselle di testo.
Diego Caccavo
Università degli Studi di Salerno Facoltà di Ingegneria
Anno Accademico
2009/2010
Chi trascura di imparare in giovinezza perde il
passato ed è morto per il futuro.
(Euripide)

UNIVERSITÀ DEGLI STUDI DI SALERNO
Facoltà di Ingegneria
Corso di Laurea in Ingegneria Chimica
Analisi del processo di granulazione per la
produzione di forme farmaceutiche solide
Tesi in
Principi di Ingegneria Chimica
Relatori: Candidato:
Prof. Ing. Gaetano Lamberti Diego Caccavo
matricola 0610200279
Correlatrice:
Ing. Sara Cascone
Anno Accademico 2009/2010


Alla mia famiglia

Questo testo è stato stampato in proprio, in Times New Roman
La data prevista per la discussione della tesi è il 22/02/2011
Fisciano, 04/02/2011
[I]
Sommario
Sommario ............................................................................. I
Indice delle figure ............................................................. III
Indice delle tabelle ........................................................... VII
Introduzione ......................................................................... 1
1.1 Definizione e scopi della granulazione _________________ 2
1.2 Tecniche di granulazione ___________________________ 2
1.2.1 La granulazione a secco 3
1.2.2 La granulazione a umido 4
1.3 Granulazione high-shear ____________________________ 5
1.3.1 Il granulatore [3] 5
1.3.2 Il processo[3] 5
1.3.3 Il meccanismo[3] 6
1.3.4 Effetto dei parametri e delle condizioni operative [4] 8
1.4 Stato dell’arte ___________________________________ 11
1.4.1 Utilizzo dei bilanci di popolazione per la modellazione 11
1.4.2 Metodi di risoluzione della PBE 15
1.4.3 Sviluppo di un modello predittivo per la granulazione high-shear[5]17
1.5 Obiettivi della tesi ________________________________ 20
Materiali e metodi ............................................................. 21
2.1 Materiali _______________________________________ 22
2.2 Granulometria ___________________________________ 23
Pag. II Analisi del processo di granulazione Diego Caccavo
2.2.1 Funzioni di distribuzione 23
2.2.2 Analisi con setacci a scuotimento 30
2.2.3 Analisi al laser 32
2.2.4 Analisi dell’immagine 33
2.3 Analisi al DSC (Differential Scanning Calorimetry) _____ 41
2.3.1 Estrazione dei dati di interesse 43
2.3.2. Multi-peak fitting 44
Risultati sperimentali ....................................................... 47
3.1 Misure granulometriche ___________________________ 48
3.1.1 Risultati dell’analisi al Malvern Mastersizer 48
3.1.2 Risultati dell’analisi dell’immagine 51
3.1.3 Confronto tra l’analisi dell’immagine e l’analisi al Malvern Mastersizer
59
3.2 Risultati dell’analisi al DSC ________________________ 62
Modellazione matematica ................................................ 69
4.1 Cenni sul modello matematico ______________________ 70
4.1.1 ODEs: definizione e metodi di risoluzione 70
4.1.2 Il modello 74
4.2 Risultati modellistici _____________________________ 78
Conclusioni ........................................................................ 81
5.1 Conclusioni_____________________________________ 82
Bibliografia ........................................................................ 83
Sommario e indici. Pag. III
Indice delle figure
Figura 1. Compattatore a rulli .................................................................................... 3
Figura 2. Schema di un granulatore high-shear ad asse verticale [3] ......................... 5
Figura 3. Nucleazione [1] ........................................................................................... 7
Figura 4. Meccanismo di accrescimento dei grani: coalescenza [1] .......................... 7
Figura 5. Meccanismo di accrescimento dei grani: layering [1] ................................. 7
Figura 6. Meccanismo di riduzione delle dimensioni dei grani: attrito [1] ................. 7
Figura 7. Meccanismo di riduzione dei grani: breakage [1] ....................................... 8
Figura 8. Evoluzione del diametro massico medio per differenti quantità di
bagnante. (1) 17.8 wt% liquid (2) 18.4 wt% liquid, (3) 19.1 wt% liquid,
(4) 19.8wt% liquid and (5) 20.4 wt% liquid [4] ....................................................... 10
Figura 9. Bilancio di popolazione concettuale per una fissata regione del sistema
particellare [3] .......................................................................................................... 12
Figura 10. Vari kernel di coalescenza [3] ................................................................. 14
Figura 11. Distribuzione granulometrica discretizzata [7] ....................................... 16
Figura 12. Meccanismi di interazione binaria utilizzati nella discretizzazione di
Hounslow [7] ............................................................................................................ 16
Figura 13. Primo step per lo sviluppo di un modello: studio dell'influenza delle
variabili sul risultato [5] ........................................................................................... 18
Figura 14. Secondo step per lo sviluppo di un modello: distinzione dei
meccanismi che formano la granulazione [5] ........................................................... 18
Figura 15. 3° step per lo sviluppo di un modello: simulazione del processo di
granulazione mediante un modello basato sui meccanismi ed estrazione dei
parametri [5] ............................................................................................................. 18
Figura 16. 4° step per lo sviluppo di un modello: relazione tra variabili di
processo e parametri del modello [5] ....................................................................... 19
Figura 17. Utilizzo del modello predittivo: previsione del risultato [5] ................... 19
Figura 18. Utilizzo del modello predittivo: modifica delle variabili per
indirizzare il risultato [5] .......................................................................................... 19
Pag. IV Analisi del processo di granulazione Diego Caccavo
Figura 19. Schema dell’ impianto utilizzato per la produzione del farmaco in
esame ........................................................................................................................ 22
Figura 20. Funzione di distribuzione cumulativa percentuale “undersize”[8] .......... 24
Figura 21. Funzione densita di distribuzione [8] ...................................................... 25
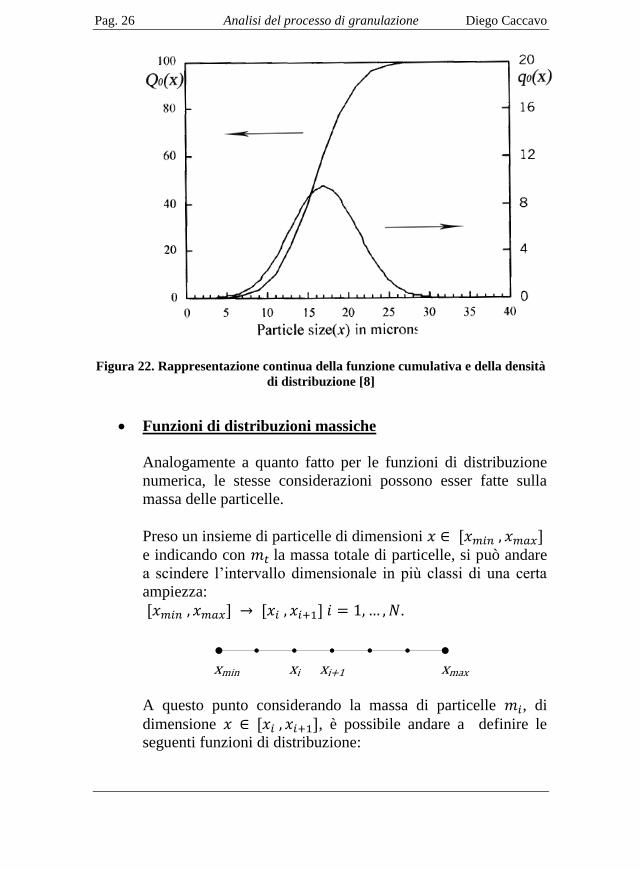
Figura 22. Rappresentazione continua della funzione cumulativa e della densità
di distribuzione [8] .................................................................................................... 26
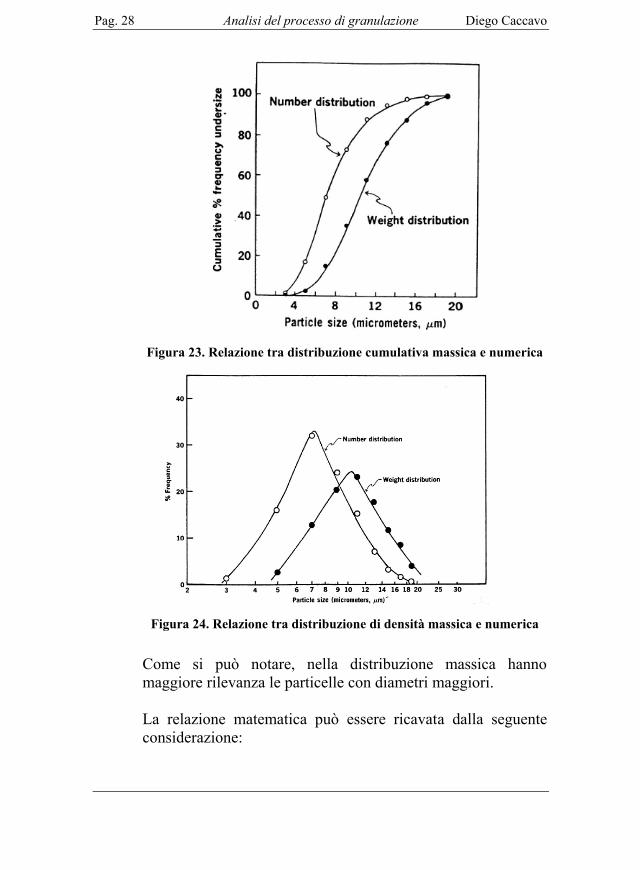
Figura 23. Relazione tra distribuzione cumulativa massica e numerica ................... 28
Figura 24. Relazione tra distribuzione di densità massica e numerica ...................... 28
Figura 25. Formazione di aggregati sui setacci ......................................................... 32
Figura 26. Schematizzazione del Malver Mastersizer .............................................. 32
Figura 27. Procedura generale per la dispersione [10] .............................................. 35
Figura 28. Cattura dell' immagine, zoom 4x , risoluzione 1280x1024 px ................ 36
Figura 29. Vetrino micrometrico di taratura ............................................................. 37
Figura 30. Immagine ottimizzata con il comando "Best Fit" .................................... 38
Figura 31. Immagine analizzata ................................................................................ 39
Figura 32. Confronto delle distribuzioni numeriche di tre analisi su C1 .................. 40
Figura 33. Confronto delle distribuzioni massiche di tre analisi su C1 .................... 40
Figura 34. Storia termica subita dal campione durante l’analisi al DSC .................. 42
Figura 35. Risposta del DSC - Energia/Temperatura ............................................... 42
Figura 36.Elaborazione dei dati ricavati dal DSC ..................................................... 43
Figura 37. Picco "ripulito" ........................................................................................ 44
Figura 38. Multi-peak fitting .................................................................................... 45
Figura 39. Analisi Malvern: frazione massica (volumetrica) campioni A ................ 49
Figura 40. Analisi Malvern: frazione massica (volumetrica) campioni B ................ 49
Figura 41. Analisi Malvern: frazione massica (volumetrica) campioni C ................ 50
Figura 42. Risultati Malver: confronto tra i campioni analizzati .............................. 50
Figura 43. Analisi dell’immagine: funzione di densità numerica e massica
campioni A ............................................................................................................... 51
Figura 44. Analisi dell’immagine: funzione di densità numerica e massica
campioni B ................................................................................................................ 52
Figura 45. Analisi dell’immagine: funzione di densità numerica e massica
campioni C ................................................................................................................ 53
Figura 46. Analisi dell’immagine: funzione di densità numerica e massica
campioni D ............................................................................................................... 53
Sommario e indici. Pag. V
Figura 47. Analisi dell’immagine: funzione di densità numerica e massica
campioni E ................................................................................................................ 54
Figura 48. Analisi dell’immagine: funzione di densità numerica e massica
campioni F ................................................................................................................ 54
Figura 49. Analisi dell’immagine: funzione di densità numerica e massica
campioni G ............................................................................................................... 55
Figura 50. Analisi dell’immagine: funzione di densità numerica e massica
campioni H ............................................................................................................... 55
Figura 51. Analisi dell’immagine: funzione di densità numerica e massica
campioni I ................................................................................................................. 56
Figura 52. Foto di polvere e granulato ..................................................................... 56
Figura 53. Confronto dei risultati granulometrici ImagePro/Malvern: campioni
A ............................................................................................................................... 59
Figura 54. Confronto dei risultati granulometrici ImagePro/Malvern: campioni
B ............................................................................................................................... 59
Figura 55. Confronto dei risultati granulometrici ImagePro/Malvern: campioni
C ............................................................................................................................... 60
Figura 56. Analisi al DSC: campioni A ................................................................... 62
Figura 57. Analisi al DSC: campioni B ................................................................... 63
Figura 58. Analisi al DSC: campioni C ................................................................... 63
Figura 59. Analisi al DSC: campioni D ................................................................... 64
Figura 60. Analisi al DSC: campioni E ................................................................... 64
Figura 61. Analisi al DSC: campioni F ................................................................... 65
Figura 62. Analisi al DSC: campioni G ................................................................... 65
Figura 63. Analisi al DSC: campioni H ................................................................... 66
Figura 64. Analisi al DSC: campioni I .................................................................... 66
Figura 65. GSD a 100 s [5] ....................................................................................... 75
Figura 66. Somma dei quadrati delle differenze tra modello e dati sperimentali
al variare di β0........................................................................................................... 77
Figura 67. GSD a 100 s e a 150 s ............................................................................. 78
Figura 68. GSD a 200 s e a 250 s ............................................................................. 78
Figura 69. GSD a 300 s e a 350 s ............................................................................. 79
Figura 70. GSD a 400 s e a 450 s ............................................................................. 79
Figura 71. GSD a 500 s e a 550 s ............................................................................. 79
Figura 72. GSD a 600 s e a 650 s ............................................................................. 80
Pag. VI Analisi del processo di granulazione Diego Caccavo
Figura 73. GSD a 700 s ............................................................................................. 80
Sommario e indici. Pag. VII
Indice delle tabelle
Tabella 1. Sequenza di setacci utilizzati per le analisi dei campioni ........................ 31
Tabella 2. Tabella riassuntiva dei campioni analizzati ............................................. 48
Tabella 3. Confronto tra diametri medi: campioni A................................................ 51
Tabella 4. Confronto tra diametri medi: campioni B ................................................ 52
Tabella 5. Confronto tra diametri medi: campioni C ................................................ 53
Tabella 6. Confronto tra diametri medi: campioni D................................................ 53
Tabella 7. Confronto tra diametri medi: campioni E ................................................ 54
Tabella 8. Confronto tra diametri medi: campioni F ................................................ 54
Tabella 9. Confronto tra diametri medi: campioni G................................................ 55
Tabella 10. Confronto tra diametri medi: campioni H .............................................. 55
Tabella 11. Confronto tra diametri medi: campioni I ............................................... 56
Tabella 12. Diametri medi numerici e massici dei campioni analizzati ................... 58
Tabella 13. Differenze tra le tecniche di analisi dell'immagine e di diffrazione
laser .......................................................................................................................... 61
Tabella 14. Quantità di solventi presenti: campioni A ............................................. 62
Tabella 15. Quantità di solventi presenti: campioni B .............................................. 63
Tabella 16. Quantità di solventi presenti: campioni C .............................................. 63
Tabella 17. Quantità di solventi presenti: campioni D ............................................. 64
Tabella 18. Quantità di solventi presenti: campioni E .............................................. 64
Tabella 19. Quantità di solventi presenti: campioni F .............................................. 65
Tabella 20. Quantità di solventi presenti: campioni G ............................................. 65
Tabella 21. Quantità di solventi presenti: campioni H ............................................. 66
Tabella 22. Quantità di solventi presenti: campioni I ............................................... 66
Tabella 23. Quantità di solventi presenti nei campioni "1" ...................................... 67

Pag. VIII Analisi del processo di granulazione Diego Caccavo
Tabella 24. Quantità di solventi presenti nei campioni "2"....................................... 67
[1]
Capitolo Uno
Introduzione
Questo capitolo contiene informazioni
generali sui processi di granulazione
con particolare riferimento a quello
“high-shear”, cenni sulla modellistica
presente in letteratura ponendo in rilievo
i metodi basati sui bilanci di
popolazione e la loro risoluzione
mediante discretizzazione. Infine sono
definiti gli obiettivi del lavoro di tesi.
Pag. 2 Analisi del processo di granulazione Diego Caccavo
1.1 Definizione e scopi della granulazione
Un processo di granulazione può essere definito:
“Size enlargement is any process whereby small particles are
agglomerated, compacted, or otherwise brought togheter into larger,
relatively permanent masses in which the original particles can still
be distinguished.”
“Solid-Solid Operations and Processing, Ennis et al. [1].”
È chiaro quindi che l'input di tale processo è costituito da particelle di
piccole dimensioni mentre l’output consiste in altre particelle, che
sono il risultato dell’agglomerazione delle prime, di più grosse
dimensioni.
Qual è la motivazione che spinge a granulare?
Innanzitutto l’utilizzo di particelle fini (pochi micron) in processi
industriali introduce il problema della bassa “flowability” della carica
trattata. Sebbene mediante l’utilizzo di sistemi a scuotimento
meccanico e/o a vibrazioni si possa minimizzare la “resistenza allo
scorrimento” di queste polveri, l’unica soluzione soddisfacente è
quella di aumentarne le dimensioni. Inoltre lavorare con polveri sottili
rispetto a granulati comporta rischi maggiori per la salute degli
operatori dell’impianto e non solo, visto che il tempo di sospensione
delle piccole particelle in aria sarà sicuramente superiore a quello di
particelle di dimensioni maggiori, con la possibilità quindi di inalare
grosse quantità della sostanza trattata [2].
Altre motivazioni di carattere puramente farmaceutico riguardano il
miglioramento delle proprietà di compressibilità della carica, con i
relativi vantaggi che ne conseguono nella fase di produzione di
compresse (compressione), e l’aumento dell'uniformità di
distribuzione del farmaco nel prodotto. Infine se si intendono i
granulati come prodotti finiti, vi è una facilitazione della misura e del
dosaggio volumetrico nonché dell'aspetto del prodotto [3].
1.2 Tecniche di granulazione
Nella pratica industriale, i fenomeni che presiedono all’accrescimento
dei granuli, sono promossi attraverso due tecniche fondamentali: la
granulazione a secco e la granulazione a umido.
Capitolo Uno. Introduzione Pag. 3
La granulazione a secco, non prevedendo l’uso di una fase bagnante,
comporta un minor rischio di alterazioni chimico-fisiche dei materiali
granulati.
La seconda tecnica è la più comune; essa prevede l’utilizzo di una fase
bagnante (acqua o solventi organici), e di fasi di lavorazione deputate
alla stabilizzazione finale dei granuli ottenuti (tra cui l’essiccamento).
1.2.1 La granulazione a secco
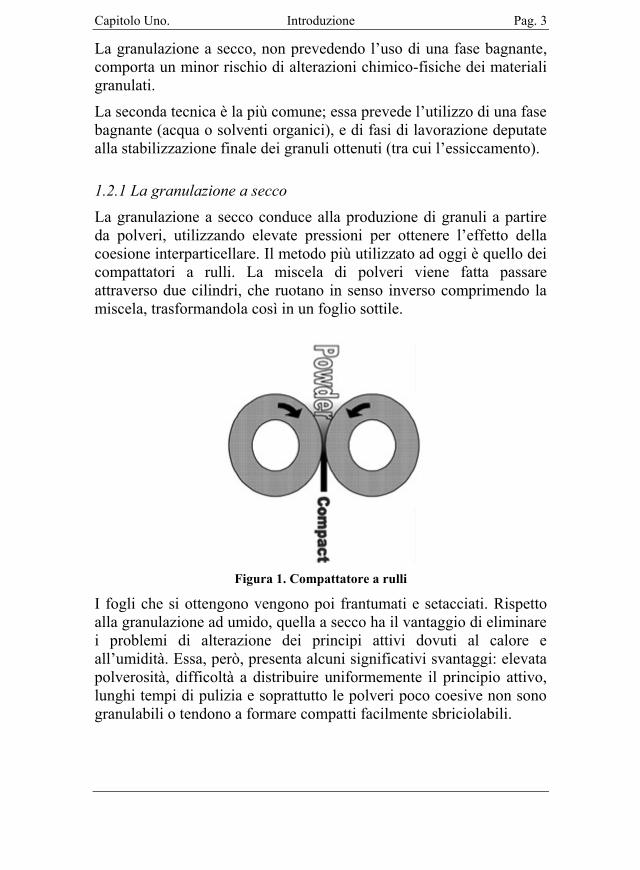
La granulazione a secco conduce alla produzione di granuli a partire
da polveri, utilizzando elevate pressioni per ottenere l’effetto della
coesione interparticellare. Il metodo più utilizzato ad oggi è quello dei
compattatori a rulli. La miscela di polveri viene fatta passare
attraverso due cilindri, che ruotano in senso inverso comprimendo la
miscela, trasformandola così in un foglio sottile.
Figura 1. Compattatore a rulli
I fogli che si ottengono vengono poi frantumati e setacciati. Rispetto
alla granulazione ad umido, quella a secco ha il vantaggio di eliminare
i problemi di alterazione dei principi attivi dovuti al calore e
all’umidità. Essa, però, presenta alcuni significativi svantaggi: elevata
polverosità, difficoltà a distribuire uniformemente il principio attivo,
lunghi tempi di pulizia e soprattutto le polveri poco coesive non sono
granulabili o tendono a formare compatti facilmente sbriciolabili.
Pag. 4 Analisi del processo di granulazione Diego Caccavo
1.2.2 La granulazione a umido
La granulazione a umido consta di diverse fasi: spesso la prima è un
pretrattamento (anche se non è sempre indispensabile, dipende dal tipo
di materiale) che consente di uniformare le caratteristiche dei materiali
di partenza attraverso procedure come setacciatura e macinazione.
Questa fase iniziale è seguita dalla miscelazione delle polveri da
trattare e poi dalla “bagnatura”, che consiste nell’umidificare e
impastare le polveri con un’adeguata quantità di fase liquida, ed ha lo
scopo di conferire alle particelle solide le caratteristiche di adesione
necessarie. I solventi che possono essere utilizzati sono diversi:
acqua, etanolo, miscele idroalcoliche con o senza aggiunta di leganti
(ad esempio polivinilpirrolidone o derivati cellulosici).
Dopo aver ottenuto impasti omogenei si formano i granuli e, a
seconda delle tecniche utilizzate, la formazione avviene in modi
diversi.
Il completamento della produzione dei granuli prevede una fase
d’essiccamento, che può essere realizzato in stufe a letto fisso o
sottovuoto, ma anche in sistemi a letto fluido. L’essiccamento avviene
a temperatura controllata, in modo da prevenire processi degradativi e
gestire al meglio i costi energetici.
L’ultima fase è la calibrazione, ossia una sorta di setacciatura dei
granuli secchi, che consente di ottenere prodotti granulati dalle
dimensioni uniformi.
Capitolo Uno. Introduzione Pag. 5
1.3 Granulazione high-shear
1.3.1 Il granulatore [3]
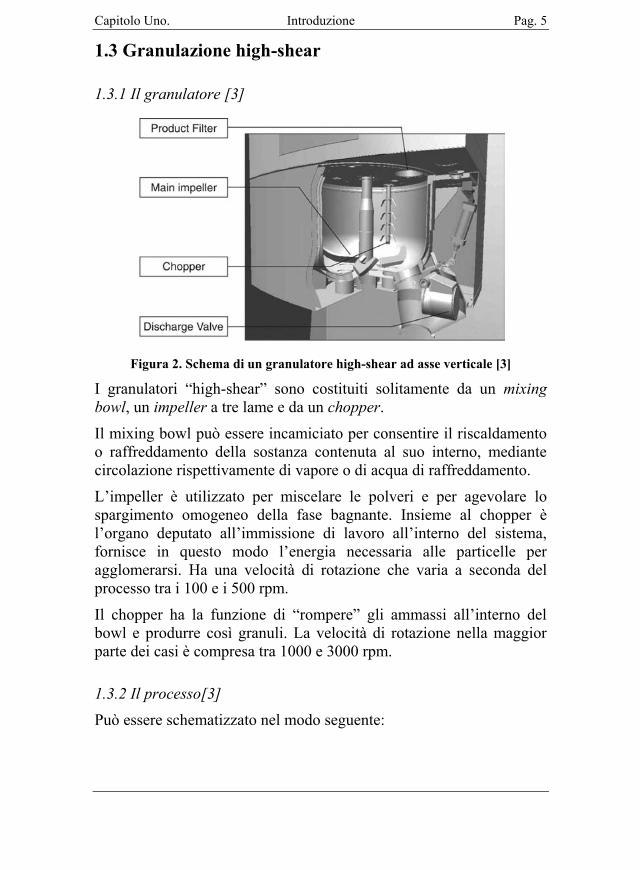
Figura 2. Schema di un granulatore high-shear ad asse verticale [3]
I granulatori “high-shear” sono costituiti solitamente da un mixing
bowl, un impeller a tre lame e da un chopper.
Il mixing bowl può essere incamiciato per consentire il riscaldamento
o raffreddamento della sostanza contenuta al suo interno, mediante
circolazione rispettivamente di vapore o di acqua di raffreddamento.
L’impeller è utilizzato per miscelare le polveri e per agevolare lo
spargimento omogeneo della fase bagnante. Insieme al chopper è
l’organo deputato all’immissione di lavoro all’interno del sistema,
fornisce in questo modo l’energia necessaria alle particelle per
agglomerarsi. Ha una velocità di rotazione che varia a seconda del
processo tra i 100 e i 500 rpm.
Il chopper ha la funzione di “rompere” gli ammassi all’interno del
bowl e produrre così granuli. La velocità di rotazione nella maggior
parte dei casi è compresa tra 1000 e 3000 rpm.
1.3.2 Il processo[3]
Può essere schematizzato nel modo seguente:
Pag. 6 Analisi del processo di granulazione Diego Caccavo
1. Caricamento delle polveri all’interno del bowl.
2. Miscelazione “a secco” per 2-5 minuti per omogeneizzare la
carica.
3. Aggiunta del liquido bagnante alla miscela di polveri, mentre
l’impeller e il chopper ruotano a bassa velocità.
4. Aumento della velocità del chopper (ed eventualmente anche
dell’impeller) per disgregare la massa di polveri bagnata.
5. Rimozione della carica dal bowl, ora costituita da granuli
bagnati, ed essiccamento con opportune tecniche (es.
essiccatore a letto fluido).
6. Setacciatura dei granuli essiccati.
Il processo così descritto ha valenza generica, a seconda del caso
specifico possono variare diversi parametri, ad esempio i tempi di
premiscelazione delle polveri, quantità e qualità della fase bagnante,
velocità di rotazione del chopper e dell’impeller e così via.
Solitamente tutti questi parametri vengono fissati e specificati
nell’apposita “ricetta”.
1.3.3 Il meccanismo[3]
Il meccanismo di granulazione per il processo high-shear può essere
diviso in cinque fasi:
1. Miscelazione delle polveri
2. Aggiunta del liquido bagnante
3. Nucleazione
4. Crescita dei granuli e aumento di densità
5. Rottura dei granuli
Alla prima fase di miscelazione delle polveri, necessaria per
omogeneizzare la carica trattata, costituita solitamente dalla fase attiva
e da vari eccipienti, segue la fase di aggiunta del liquido bagnante
contenente eventualmente il legante (es. Polivinilpirrolidone - PVP).
La distribuzione uniforme della soluzione quindi, favorita
dall’agitazione impartita dall’impeller, fa sì che le polveri si bagnino e
possa iniziare così il processo di agglomerazione tramite la
nucleazione.
Capitolo Uno. Introduzione Pag. 7
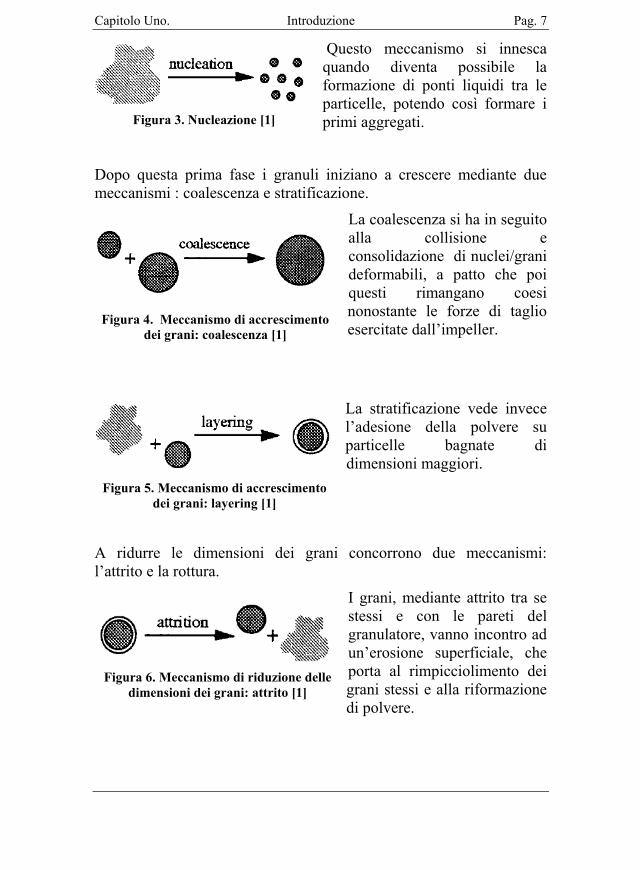
Questo meccanismo si innesca
quando diventa possibile la
formazione di ponti liquidi tra le
particelle, potendo così formare i
primi aggregati.
Dopo questa prima fase i granuli iniziano a crescere mediante due
meccanismi : coalescenza e stratificazione.
La coalescenza si ha in seguito
alla collisione e
consolidazione di nuclei/grani
deformabili, a patto che poi
questi rimangano coesi
nonostante le forze di taglio
esercitate dall’impeller.
La stratificazione vede invece
l’adesione della polvere su
particelle bagnate di
dimensioni maggiori.
A ridurre le dimensioni dei grani concorrono due meccanismi:
l’attrito e la rottura.
I grani, mediante attrito tra se
stessi e con le pareti del
granulatore, vanno incontro ad
un’erosione superficiale, che
porta al rimpicciolimento dei
grani stessi e alla riformazione
di polvere.
Figura 3. Nucleazione [1]
Figura 4. Meccanismo di accrescimento
dei grani: coalescenza [1]
Figura 5. Meccanismo di accrescimento
dei grani: layering [1]
Figura 6. Meccanismo di riduzione delle
dimensioni dei grani: attrito [1]
Pag. 8 Analisi del processo di granulazione Diego Caccavo
La rottura invece è funzione
della durezza dei grani e della
forza di taglio a cui sono
sottoposti. Se la forza di
impatto è maggiore della
resistenza del granulo, questo
andrà a rompersi in grani di
dimensioni minori.
1.3.4 Effetto dei parametri e delle condizioni operative [4]
1.3.4.a Effetto della quantità di legante aggiunto (rapporto
liquido-solido)
La granulazione ad umido sfrutta la fase bagnante per innescare il
processo di nucleazione, e quindi si potrebbe concludere che
l’aumento della fase liquida favorisca il processo. Ciò è vero solo in
parte, infatti, quando il rapporto liquido-solido diventa troppo elevato
(fenomeno di “overwetting”) il processo non fornisce granuli ma un
impasto. Chiaramente questa situazione è indesiderata per
l’impossibilità di procedere con le lavorazioni successive (es.
compressione).
Se si definisce saturazione dei granuli il rapporto tra il volume di
liquido e il volume interstiziale dei granuli, si può affermare che
maggiore è la saturazione, maggiore sarà la dimensione media dei
grani. Al contrario se la saturazione è bassa non si osserva crescita dei
granuli. Queste osservazioni permettono di dire che esiste un valore di
saturazione critico al di sopra del quale si avrà crescita.
Infine è stato dimostrato che la quantità di liquido necessaria ad
innescare la granulazione è inversamente proporzionale alla
dimensione delle polveri. In particolare la quantità minima di bagnate
aumenta quando la grandezza delle particelle diminuisce.
1.3.4.b Effetto del metodo di aggiunta del legante
Il legante può essere immesso nel processo in tre modi: versandolo,
facendolo fondere o spruzzandolo.
Se il liquido è aggiunto molto velocemente (es. versandolo) la regione
delle polveri coinvolta andrà in contro al fenomeno dell’overwetting,
cosa evitabile mediante addizione graduale (es. spruzzandolo).
Figura 7. Meccanismo di riduzione dei
grani: breakage [1]
Capitolo Uno. Introduzione Pag. 9
Inoltre versando o spruzzando il legante, la distribuzione delle
dimensioni dei granuli (GSD) risulterà inizialmente bimodale con
dimensioni modali simili mentre, per elevati tempi di granulazione, la
GSD tenderà ad essere monomodale. Invece, usando la tecnica della
fusione del legante, si avrà minore formazione di granuli grossolani e
la natura bimodale della distribuzione si svilupperà per tempi più
elevati. In definitiva si afferma che: “i tre metodi di aggiunta
differiscono per la differenza iniziale della distribuzione del liquido,
ma sono fondamentalmente gli stessi in quanto dipendono dal
prolungamento del meccanismo di miscelamento che dà una buona
uniformità di distribuzione”.
1.3.4.c Effetto dell’agitazione
È stato dimostrato che la velocità dell’impeller non ha effetti
significativi sulla porosità dei granuli, invece, ha effetti importanti
sulla crescita. Questa, infatti, è limitata maggiormente dai fenomeni di
breakage e attrito ad alte velocità di rotazione.
Si è visto invece che quando si utilizza il chopper si ottiene un
granulato con dimensione media dei granuli leggermente inferiore,
mentre non si hanno particolari effetti sulla GSD e sulla porosità.
Quindi l’influenza della velocità dell’impeller e del chopper dipende
dalla risposta dei granuli all’input energetico. Se l’aumento
dell’energia d’impatto ha come risultato una maggiore deformazione
dei granuli allora aumenteranno sia la dimensione dei granuli che il
tasso di crescita. Al contrario, se l’aumento dell’energia d’impatto
porta alla rottura dei granuli allora a maggiori velocità di rotazione
corrisponderanno dimensioni minori dei granuli.
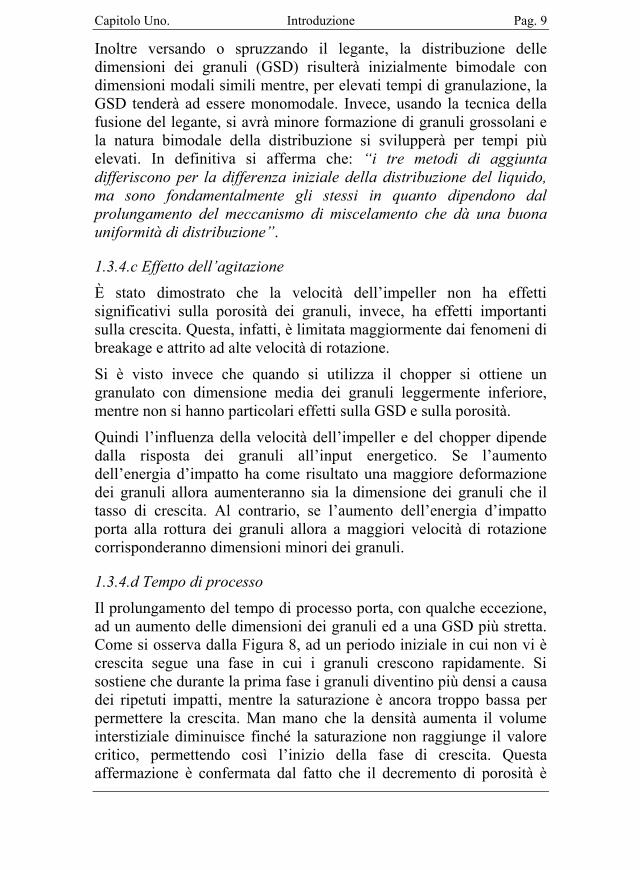
1.3.4.d Tempo di processo
Il prolungamento del tempo di processo porta, con qualche eccezione,
ad un aumento delle dimensioni dei granuli ed a una GSD più stretta.
Come si osserva dalla Figura 8, ad un periodo iniziale in cui non vi è
crescita segue una fase in cui i granuli crescono rapidamente. Si
sostiene che durante la prima fase i granuli diventino più densi a causa
dei ripetuti impatti, mentre la saturazione è ancora troppo bassa per
permettere la crescita. Man mano che la densità aumenta il volume
interstiziale diminuisce finché la saturazione non raggiunge il valore
critico, permettendo così l’inizio della fase di crescita. Questa
affermazione è confermata dal fatto che il decremento di porosità è
Pag. 10 Analisi del processo di granulazione Diego Caccavo
molto più marcato per tempi bassi, mentre per tempi prolungati non
cambia.
Figura 8. Evoluzione del diametro massico medio per differenti quantità di
bagnante. (1) 17.8 wt% liquid (2) 18.4 wt% liquid, (3) 19.1 wt% liquid,
(4) 19.8wt% liquid and (5) 20.4 wt% liquid [4]
1.3.4.e Proprietà del legante
Le proprietà del legante/bagnante che più influenzano il processo di
granulazione sono:
Viscosità: alte viscosità portano ad una più rapida crescita per
coalescenza e a dimensione medie dei granuli maggiori.
Tensione superficiale.
Angolo di contatto.
1.3.4.f Dimensioni delle polveri
Le dimensioni delle polveri hanno un ruolo importante per
determinare la quantità di bagnate da utilizzare. Come è stato detto
precedentemente, c’è una relazione inversa tra quantità minima di
legante e dimensione delle polveri. I granuli si formano quando si
instaurano dei ponti liquido tra le polveri e perché questo avvenga con
particelle piccole, con elevata area superficiale, è richiesta una
maggiore quantità di liquido.
La dimensione iniziale delle particelle influenza anche la viscosità
critica del bagnante, cioè la viscosità necessaria per promuovere la
crescita dei granuli. Maggiore sarà la dimensione delle particelle
Capitolo Uno. Introduzione Pag. 11
maggiore sarà la viscosità che dovrà avere il bagnate per prevenire il
breakage.
1.4 Stato dell’arte
Per molto tempo lo sviluppo di un processo di granulazione
farmaceutico di tipo high-shear è stato ritenuto “più un’arte che una
scienza” [5]. Sono stati effettuati diversi studi sull’argomento e
applicate diverse metodologie per lo sviluppo di un modello fisico-
matematico che descriva il processo di granulazione. In particolare gli
approcci modellistici utilizzati possono essere così raggruppati:
Modellazione del processo usando un experimental design
(modelli puramente matematici).
Si scelgono una serie di variabili in input, tra le condizioni di
processo e le proprietà dei materiali, e in output, tra le
proprietà del granulato. Per ogni variabile in uscita si cerca
una relazione (spesso lineare) che coinvolga le più rilevanti
variabili in ingresso. L’utilizzo di questo modello non
richiede assunzioni fisiche.
Modellazione con elementi discreti (DEM: Discrete Element
Modelling).
Il DEM è usato quando il sistema è costituito da particelle
separate e discrete. Si calcolano i movimenti di questi corpi
che interagiscono con altri vicini.
Modellazione mediante i bilanci di popolazione.
1.4.1 Utilizzo dei bilanci di popolazione per la modellazione
I primi utilizzi dei bilanci di popolazione risalgono agli inizi del 1900,
dove furono impiegati per descrivere il meccanismo di coagulazione
di soluzioni colloidali, per effetto dei moti Browniani. L’elevata
potenza di calcolo richiesta e l’assenza di computer adatti ne limitò
fortemente gli usi per diversi anni, tanto che, l’approccio modellistico
con i bilanci di popolazione per la granulazione, iniziò a svilupparsi
solamente negli anni ’60. Al giorno d'oggi, grazie alle elevate
prestazioni computazionali dei personal computer, questo tipo di
modellazione è uno dei più usati e sviluppati nei più svariati settori:
ingegneria chimica, aeronautica, civile, in biofisica etc. [4,6].
Il bilancio di popolazione richiede un’espressione cinetica per ogni
meccanismo che va a modificare le proprietà dei granuli.

Pag. 12 Analisi del processo di granulazione Diego Caccavo
Figura 9. Bilancio di popolazione concettuale per una fissata regione del
sistema particellare [3]
A seconda delle variabili interne (proprietà delle particelle:
dimensione, quantità di bagnante contenuto etc.) il bilancio di
popolazione assume carattere monodimensionale, bidimensionale o
multidimensionale.
Prendendo in considerazione una sola variabile interna, la dimensione,
per un sistema aperto la PBE (Population Balance Equation) assume
la forma [4]:
(1.1)
In un sistema batch:
(1.2)
è la funzione densità di distribuzione, in generale:
con
quando la coordinata interna è il volume, o quando il
bilancio di popolazione è basato sulla lunghezza caratteristica dei
granuli. La “b” è invece definita “base” e può essere massica o
volumetrica, avendo come unità di misura i oppure i .
V è il volume del granulatore o la massa contenuta al suo interno ]

Capitolo Uno. Introduzione Pag. 13
sono le portate volumetriche o massiche in ingresso e in
uscita dal granulatore
è la crescita intesa come layering
A è l’attrito
è la nascita per nucleazione ]
sono la nascita e la morte per coalescenza ]
In molti lavori di modellazione si opera una semplificazione, che
fornisce ugualmente risultati accettabili, considerando solo il
meccanismo di coalescenza:
(1.3)
Da alcune considerazioni sull’aggregazione si possono esplicitare
. Nelle ipotesi di coalescenza binaria si può affermare
che la possibilità di collisioni tra particelle di volume v e u è
proporzionale al prodotto .
Si ottiene :
(1.4)
dove β è il kernel di coalescenza .
1.4.1.a Il kernel di coalescenza
Deve tener conto di due fattori: il primo è la probabilità di collisione
tra due particelle, il secondo è l’efficacia o meno della collisione.
La scelta dell’opportuno kernel è di fondamentale importanza nella
modellazione di un processo di granulazione. Le relazioni che
intercorrono tra proprietà del materiale trattato, condizioni operative e
kernel di coalescenza sono molto complesse. Ciò ha portato allo
sviluppo di diverse tipologie di kernel (empirici, semiempirici e basati
sul modello), ognuno utilizzato per determinati accoppiamenti
materiale/granulatore.

Pag. 14 Analisi del processo di granulazione Diego Caccavo
Figura 10. Vari kernel di coalescenza [3]
Come si può notare dalla Figura 10 molto spesso il kernel è diviso in
due termini:
(1.5)
è la frequenza di aggregazione, indipendente dalle dimensioni, ed
include diversi parametri quali geometria del granulatore, condizioni
operative e formulazione delle sostanze lavorate.
descrive la dipendenza del kernel dalle dimensioni ossia
l’influenza che le dimensioni delle particelle hanno sulla frequenza di
collisione.
Capitolo Uno. Introduzione Pag. 15
1.4.2 Metodi di risoluzione della PBE
La risoluzione analitica dell’equazione di bilancio di popolazione
anche nel caso in cui si considera solo il meccanismo di coalescenza
non è banale ed è applicabile sono in limitati casi.
La risoluzione con metodi numerici quali metodo delle differenze
finite, metodo dei volumi finiti, metodo spettrale è praticabile ma la
complessità di risoluzione è ancora elevata.
L’approccio più comune presente in letteratura è la risoluzione della
PBE mediante la discretizzazione del bilancio di popolazione. Questo
metodo porta a sistemi di equazioni differenziali ordinarie che
possono essere risolte integrando con le tecniche standard (es. Runge-
Kutta). Discretizzando quindi si sostituiscono i differenziali alle
derivate parziali con differenze finite, integrali con sommatorie e la
funzione densità di distribuzione numerica con il numero di particelle
in un certo intervallo (
). I metodi di
discretizzazione più utilizzati sono essenzialmente due:
Il metodo dei pivot, sviluppato da Kumar e Ramkrishna, che
va a supporre che per ogni intervallo considerato le particelle
abbiano un’unica dimensione.
La discretizzazione di Hounslow [7].
1.4.2.a La discretizzazione di Hounslow
Il metodo di risoluzione della PBE proposto da Hounslow, utilizzato
in questo lavoro di tesi, adopera come coordinata interna non il
volume ma la lunghezza caratteristica delle particelle.
La discretizzazione utilizzata è di tipo geometrico con il seguente
rapporto tra due classi successive:
(1.6)
Pag. 16 Analisi del processo di granulazione Diego Caccavo
Figura 11. Distribuzione granulometrica discretizzata [7]
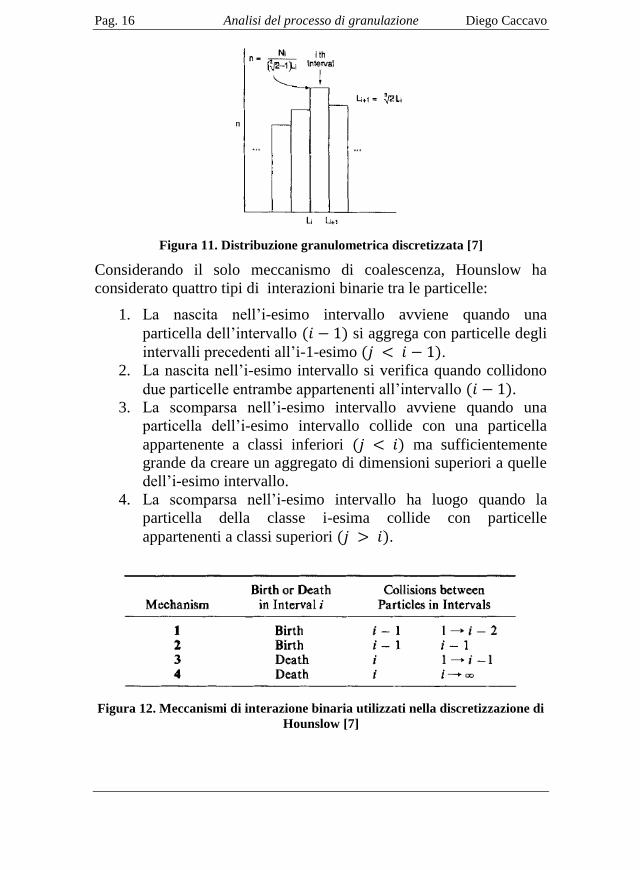
Considerando il solo meccanismo di coalescenza, Hounslow ha
considerato quattro tipi di interazioni binarie tra le particelle:
1. La nascita nell’i-esimo intervallo avviene quando una
particella dell’intervallo si aggrega con particelle degli
intervalli precedenti all’i-1-esimo . 2. La nascita nell’i-esimo intervallo si verifica quando collidono
due particelle entrambe appartenenti all’intervallo . 3. La scomparsa nell’i-esimo intervallo avviene quando una
particella dell’i-esimo intervallo collide con una particella
appartenente a classi inferiori ma sufficientemente
grande da creare un aggregato di dimensioni superiori a quelle
dell’i-esimo intervallo.
4. La scomparsa nell’i-esimo intervallo ha luogo quando la
particella della classe i-esima collide con particelle
appartenenti a classi superiori .
Figura 12. Meccanismi di interazione binaria utilizzati nella discretizzazione di
Hounslow [7]

Capitolo Uno. Introduzione Pag. 17
Tali assunzioni portano alla formulazione della seguente equazione:
(1.7)
Dove rappresenta il numero di particelle presenti nell’i-esima
classe.
Hounslow ha confrontato e validato la sua discretizzazione
confrontandone il risultato con quello ottenibile dalla risoluzione della
PBE attraverso il metodo dei momenti [7].
1.4.3 Sviluppo di un modello predittivo per la granulazione
high-shear[5]
Lo scopo di un modello predittivo è quello di riuscire a prevedere il
risultato del processo di granulazione per una data formulazione, per
certe condizioni operative e per un determinato granulatore. Inoltre,
nel caso in cui il risultato del processo non corrisponda alle
aspettative, si potrà agire sui suddetti parametri per indirizzare
l’output verso le caratteristiche richieste.
Per quanto visto finora, le variabili da tener conto in un processo di
granulazione sono numerose e la loro influenza sul risultato non è ben
nota. Saranno quindi necessari vari step per giungere allo sviluppo di
un modello vero e proprio.
1. Si può iniziare studiando l’influenza delle variabili sul
risultato, cambiando una singola variabile per volta e
confrontato i risultati ottenuti con diversi valori della variabile
stessa.
Pag. 18 Analisi del processo di granulazione Diego Caccavo
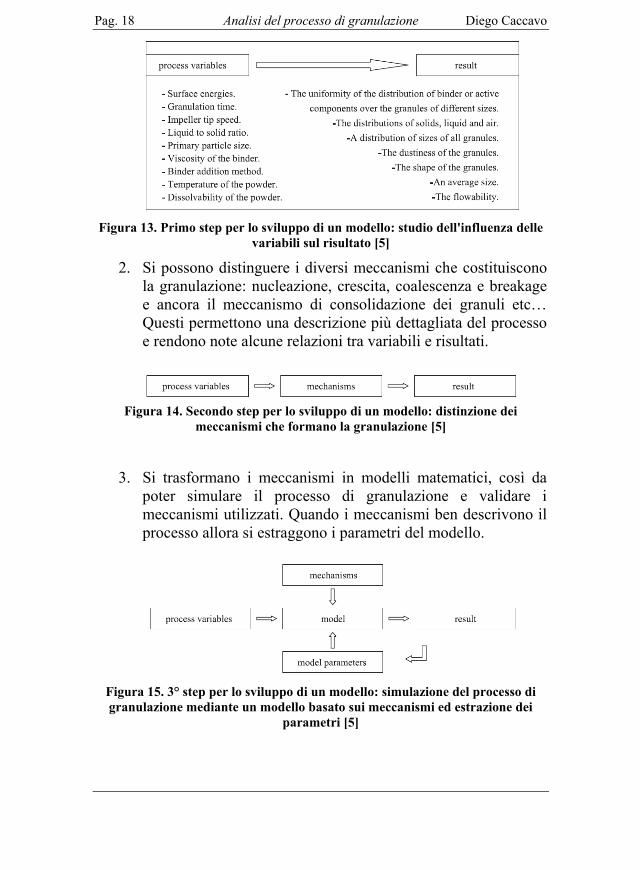
Figura 13. Primo step per lo sviluppo di un modello: studio dell'influenza delle
variabili sul risultato [5]
2. Si possono distinguere i diversi meccanismi che costituiscono
la granulazione: nucleazione, crescita, coalescenza e breakage
e ancora il meccanismo di consolidazione dei granuli etc…
Questi permettono una descrizione più dettagliata del processo
e rendono note alcune relazioni tra variabili e risultati.
Figura 14. Secondo step per lo sviluppo di un modello: distinzione dei
meccanismi che formano la granulazione [5]
3. Si trasformano i meccanismi in modelli matematici, così da
poter simulare il processo di granulazione e validare i
meccanismi utilizzati. Quando i meccanismi ben descrivono il
processo allora si estraggono i parametri del modello.
Figura 15. 3° step per lo sviluppo di un modello: simulazione del processo di
granulazione mediante un modello basato sui meccanismi ed estrazione dei
parametri [5]
Capitolo Uno. Introduzione Pag. 19
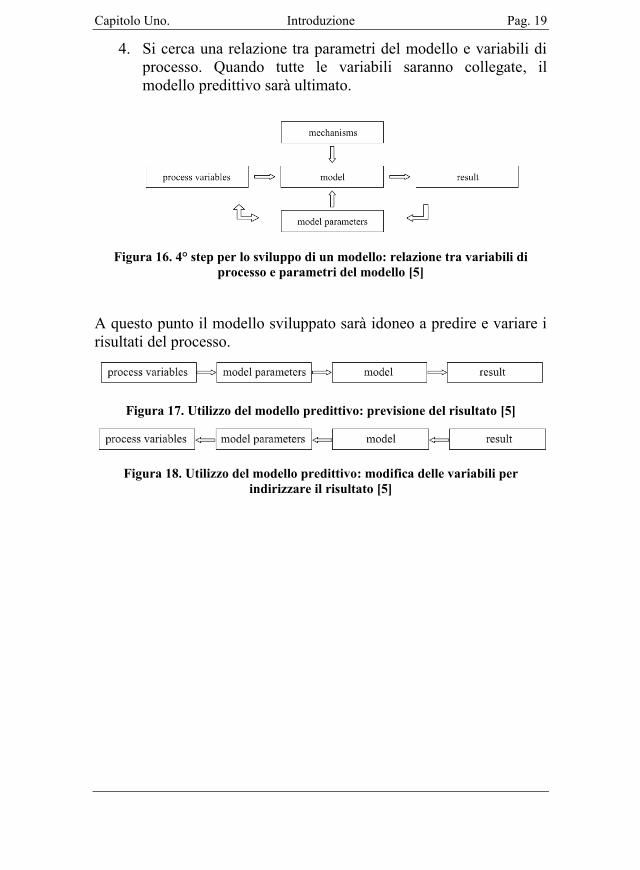
4. Si cerca una relazione tra parametri del modello e variabili di
processo. Quando tutte le variabili saranno collegate, il
modello predittivo sarà ultimato.
Figura 16. 4° step per lo sviluppo di un modello: relazione tra variabili di
processo e parametri del modello [5]
A questo punto il modello sviluppato sarà idoneo a predire e variare i
risultati del processo.
Figura 17. Utilizzo del modello predittivo: previsione del risultato [5]
Figura 18. Utilizzo del modello predittivo: modifica delle variabili per
indirizzare il risultato [5]
Pag. 20 Analisi del processo di granulazione Diego Caccavo
1.5 Obiettivi della tesi
In questo lavoro di tesi sarà studiato il processo di granulazione, in
particolare ne saranno approfonditi due aspetti.
Il primo obiettivo sarà la messa a punto di metodi per la
caratterizzazione delle polveri e del granulato, che costituiscono
rispettivamente la materia prima e il risultato di un processo di
granulazione. Il lavoro svolto in quest’ambito punterà a caratterizzare
le sostanze mediante la loro granulometria e in base alla tipologia ed
alla quantità di solventi contenuti. Le analisi granulometriche saranno
svolte con l’ausilio dei setacci, mediante analisi al laser e con una
tecnica di analisi dell’immagine, perfezionata nell’ambito di questo
lavoro. Anche la ricerca e la quantificazione dei solventi presenti nel
materiale sarà condotta con un metodo sviluppato in questo lavoro di
tesi, basato sui risultati prodotti da un calorimetro a scansione
differenziale (DSC).
Il secondo obiettivo sarà l’implementazione di un modello descrittivo
del meccanismo di coalescenza nel processo di granulazione high-
shear. Il modello, basato sull’utilizzo di bilanci di popolazione, è stato
proposto e discretizzato da Hounslow e verrà utilizzato in un codice di
calcolo numerico.
Entrambi gli aspetti investigati in questo lavoro sono fondamentali per
la descrizione e la gestione del processo industriale di granulazione.

[21]
Capitolo Due
Materiali e metodi
In questo capitolo vengono illustrati i
materiali oggetto di studio ed i metodi
utilizzati per caratterizzarli. Vengono
inizialmente fornite alcune nozioni sulla
granulometria. Seguono le tecniche
impiegate per le misure granulometriche
e il metodo di ricerca e quantificazione
dei solventi.
Pag. 22 Analisi del processo di granulazione Diego Caccavo
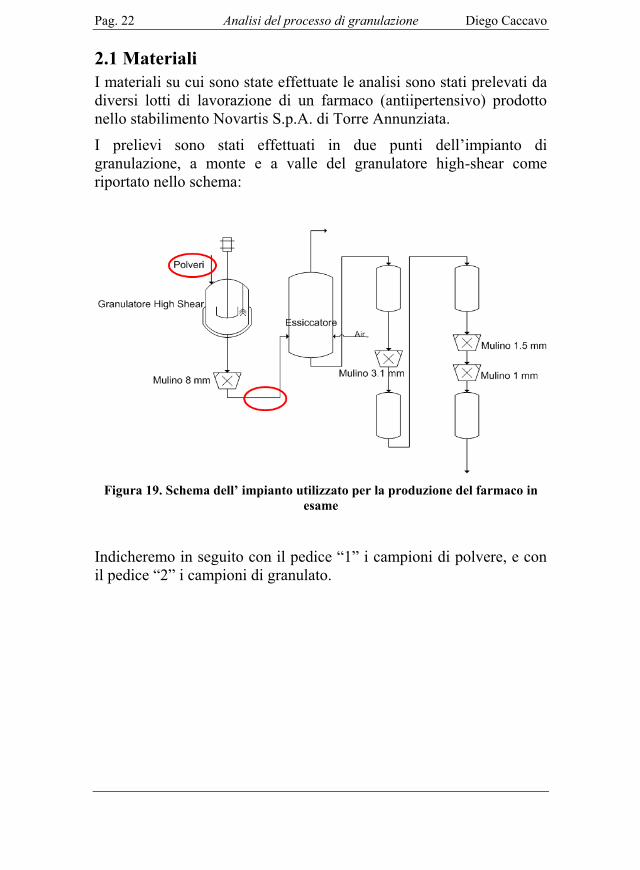
2.1 Materiali
I materiali su cui sono state effettuate le analisi sono stati prelevati da
diversi lotti di lavorazione di un farmaco (antiipertensivo) prodotto
nello stabilimento Novartis S.p.A. di Torre Annunziata.
I prelievi sono stati effettuati in due punti dell’impianto di
granulazione, a monte e a valle del granulatore high-shear come
riportato nello schema:
Figura 19. Schema dell’ impianto utilizzato per la produzione del farmaco in
esame
Indicheremo in seguito con il pedice “1” i campioni di polvere, e con
il pedice “2” i campioni di granulato.

Capitolo Due. Materiali e metodi Pag. 23
2.2 Granulometria
Questo tipo di analisi è volto alla caratterizzazione delle dimensioni
dei granuli che compongono il campione. La maggior parte dei sistemi
particellari è costituita da grani con range dimensionali più o meno
ampi. Per descrivere questi sistemi dal punto di vista granulometrico
quindi, è necessario introdurre i concetti di funzioni di distribuzione.
2.2.1 Funzioni di distribuzione
Preso un insieme di particelle di dimensioni ∈ e
indicando con il numero totale di particelle, si può andare a
scindere l’intervallo dimensionale in più classi di una certa ampiezza:
.
xmin xmaxxi xi+1
A questo punto considerando le particelle di dimensione
∈ è possibile andare a definire due funzioni di
distribuzione.
Funzione di distribuzione cumulativa (undersize)
(2.1)
Il pedice “0” viene utilizzato per indicare che si tratta di una
distribuzione numerica, ossia proporzionale alla potenza zero
della dimensione.
La proprietà di questa distribuzione è che:
(2.2)
La rappresentazione di questa funzione di distribuzione può
avvenire tramite un istogramma, che dovrà presentare
un’ampiezza dei rettangoli pari all’intervallo dimensionale
considerato.
Pag. 24 Analisi del processo di granulazione Diego Caccavo
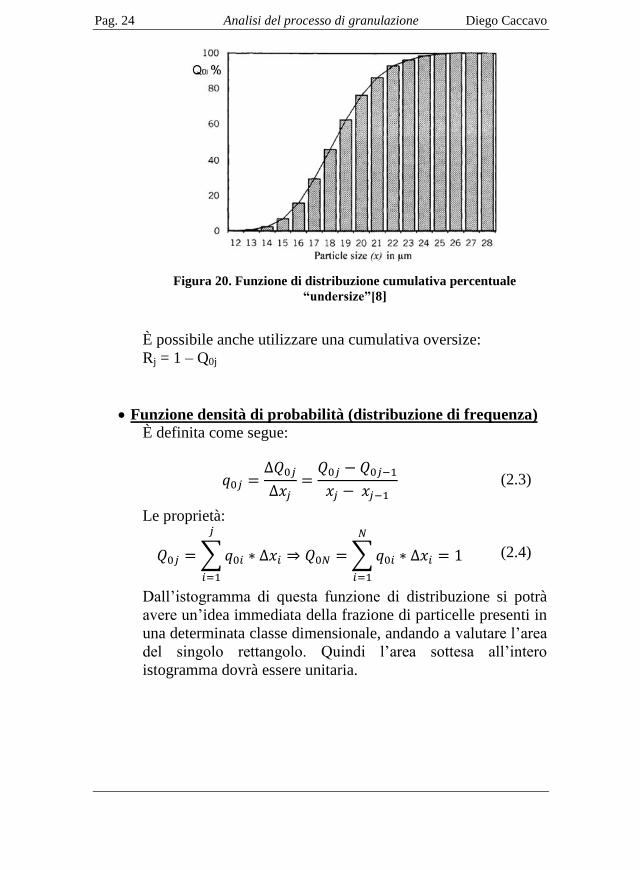
Figura 20. Funzione di distribuzione cumulativa percentuale
“undersize”[8]
È possibile anche utilizzare una cumulativa oversize:
Rj = 1 – Q0j
Funzione densità di probabilità (distribuzione di frequenza)
È definita come segue:
(2.3)
Le proprietà:
(2.4)
Dall’istogramma di questa funzione di distribuzione si potrà
avere un’idea immediata della frazione di particelle presenti in
una determinata classe dimensionale, andando a valutare l’area
del singolo rettangolo. Quindi l’area sottesa all’intero
istogramma dovrà essere unitaria.
Capitolo Due. Materiali e metodi Pag. 25
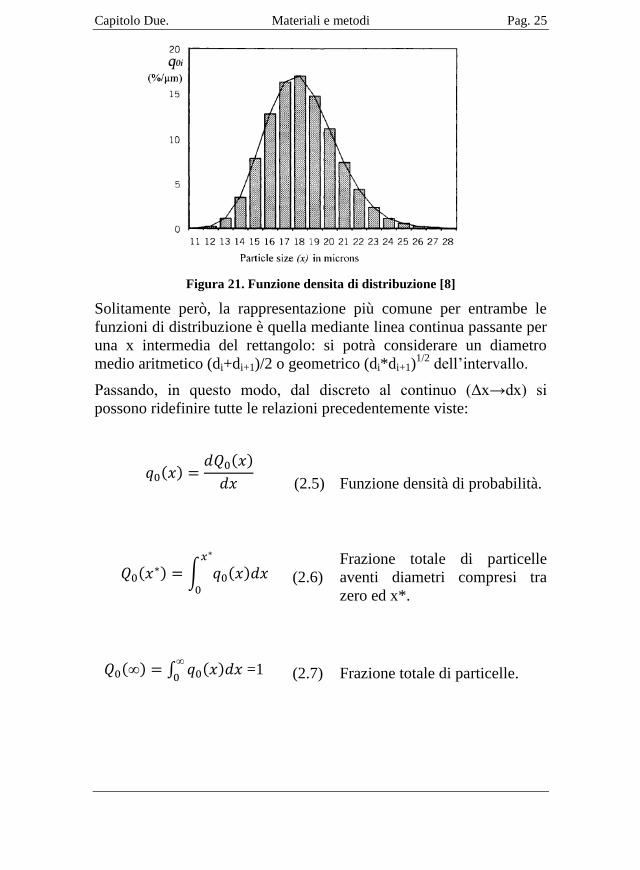
Figura 21. Funzione densita di distribuzione [8]
Solitamente però, la rappresentazione più comune per entrambe le
funzioni di distribuzione è quella mediante linea continua passante per
una x intermedia del rettangolo: si potrà considerare un diametro
medio aritmetico (di+di+1)/2 o geometrico (di*di+1)1/2
dell’intervallo.
Passando, in questo modo, dal discreto al continuo (Δx→dx) si
possono ridefinire tutte le relazioni precedentemente viste:
(2.5)
Funzione densità di probabilità.
(2.6)
Frazione totale di particelle
aventi diametri compresi tra
zero ed x*.
=1
(2.7)
Frazione totale di particelle.
Pag. 26 Analisi del processo di granulazione Diego Caccavo
Figura 22. Rappresentazione continua della funzione cumulativa e della densità
di distribuzione [8]
Funzioni di distribuzioni massiche
Analogamente a quanto fatto per le funzioni di distribuzione
numerica, le stesse considerazioni possono esser fatte sulla
massa delle particelle.
Preso un insieme di particelle di dimensioni ∈ e indicando con la massa totale di particelle, si può andare
a scindere l’intervallo dimensionale in più classi di una certa
ampiezza:
.
xmin xmaxxi xi+1
A questo punto considerando la massa di particelle , di
dimensione ∈ , è possibile andare a definire le
seguenti funzioni di distribuzione:
Capitolo Due. Materiali e metodi Pag. 27
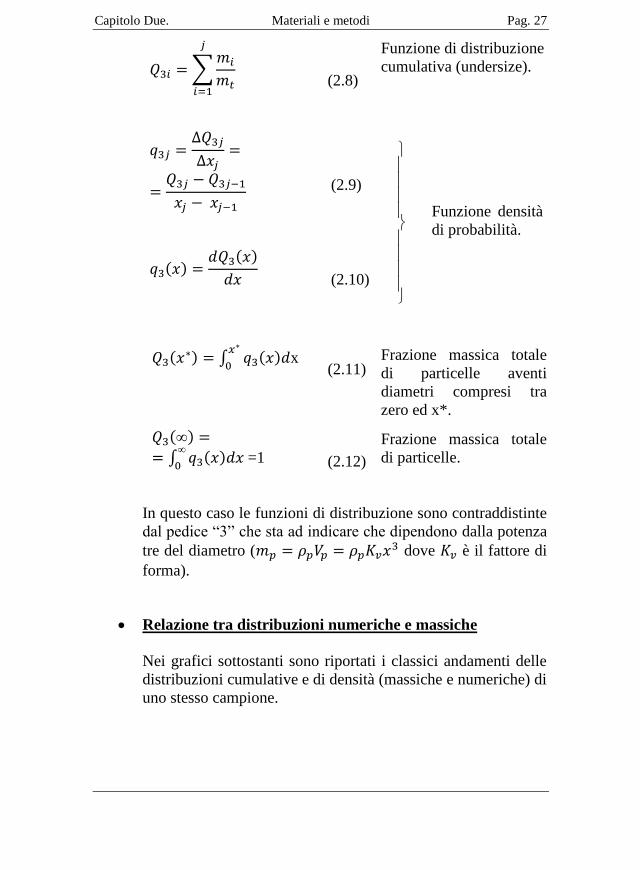
(2.8)
Funzione di distribuzione
cumulativa (undersize).
(2.9)
(2.10)
Funzione densità
di probabilità.
x
(2.11)
Frazione massica totale
di particelle aventi
diametri compresi tra
zero ed x*.
=1
(2.12)
Frazione massica totale
di particelle.
In questo caso le funzioni di distribuzione sono contraddistinte
dal pedice “3” che sta ad indicare che dipendono dalla potenza
tre del diametro ( dove è il fattore di
forma).
Relazione tra distribuzioni numeriche e massiche
Nei grafici sottostanti sono riportati i classici andamenti delle
distribuzioni cumulative e di densità (massiche e numeriche) di
uno stesso campione.
Pag. 28 Analisi del processo di granulazione Diego Caccavo
Figura 23. Relazione tra distribuzione cumulativa massica e numerica
Figura 24. Relazione tra distribuzione di densità massica e numerica
Come si può notare, nella distribuzione massica hanno
maggiore rilevanza le particelle con diametri maggiori.
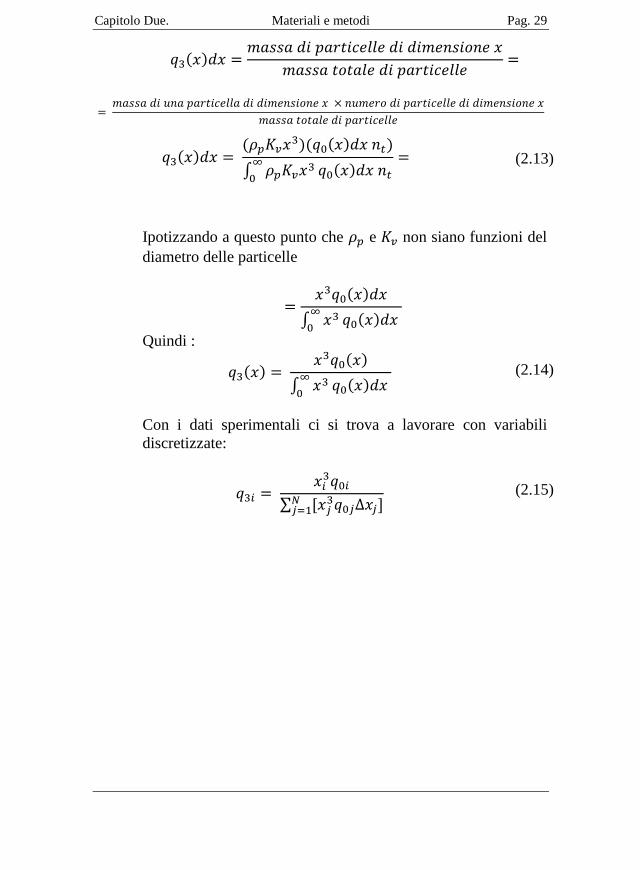
La relazione matematica può essere ricavata dalla seguente
considerazione:
Capitolo Due. Materiali e metodi Pag. 29
(2.13)
Ipotizzando a questo punto che e non siano funzioni del
diametro delle particelle
Quindi :
(2.14)
Con i dati sperimentali ci si trova a lavorare con variabili
discretizzate:
(2.15)
Pag. 30 Analisi del processo di granulazione Diego Caccavo
2.2.2 Analisi con setacci a scuotimento
È condotta mediante l’utilizzo di appositi setacci disposti in serie,
ognuno dei quali trattiene la frazione di solido i cui granuli hanno
dimensioni maggiori dei fori del setaccio.
Dopo avere impilato i setacci, un
campione pesato di solido viene
adagiato sul piatto superiore, che è
rappresentato dal setaccio a maglia
più larga. I piatti inferiori sono
costituiti da setacci a maglia via via
più fine. Con lo scopo di
standardizzare l’analisi, negli anni,
sono state proposte diverse
successioni delle aperture dei
setacci. La prima è stata quella di
Rittinger nel 1867 che propose l’utilizzo di una progressione tale che
il rapporto tra le aperture di due setacci consecutivi fosse [8].
Standard più moderni (es. ASTM E11) invece prevedono l’utilizzo di
progressioni basate sulla . Il piatto alla base della colonna è
costituito da una scodella piana (detta pan), in cui vengono raccolti
tutti i granuli con diametro minore dell'apertura della maglia del
setaccio più basso. La colonna di setacci viene generalmente
appoggiata su uno scuotitore meccanico, chiamato "vibrovaglio". Il
vibrovaglio scuote la colonna per un determinato lasso di tempo,
passato il quale si procede alla pesatura delle frazioni di solido
trattenute in ciascun setaccio. Il peso di ciascuna frazione solida viene
quindi rapportato al peso del solido totale, per ottenere la percentuale
(in massa) di solido trattenuto in ciascun piatto. È possibile così
andare a valutare le funzioni di distribuzione massiche, che descrivono
la granulometria del campione.
In particolare, per quanto riguarda le analisi sul campione di
antiipertensivo, si sono utilizzate pile costituite da otto setacci più il
pan, con una successione di maglie differenti per i campioni di polvere
e granulato, così da avere una migliore distribuzione dimensionale.
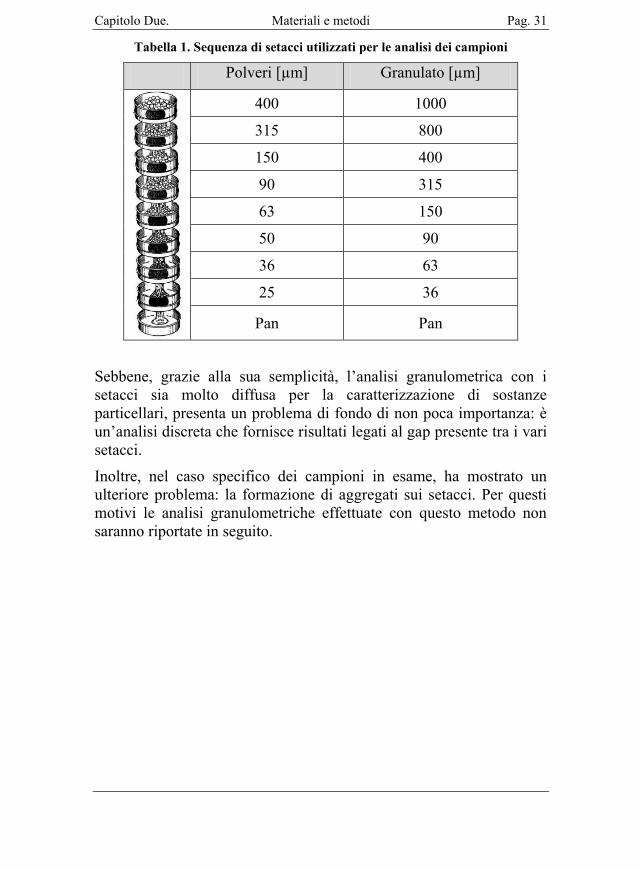
Capitolo Due. Materiali e metodi Pag. 31
Tabella 1. Sequenza di setacci utilizzati per le analisi dei campioni
Polveri [µm] Granulato [µm]
400 1000
315 800
150 400
90 315
63 150
50 90
36 63
25 36
Pan Pan
Sebbene, grazie alla sua semplicità, l’analisi granulometrica con i
setacci sia molto diffusa per la caratterizzazione di sostanze
particellari, presenta un problema di fondo di non poca importanza: è
un’analisi discreta che fornisce risultati legati al gap presente tra i vari
setacci.
Inoltre, nel caso specifico dei campioni in esame, ha mostrato un
ulteriore problema: la formazione di aggregati sui setacci. Per questi
motivi le analisi granulometriche effettuate con questo metodo non
saranno riportate in seguito.
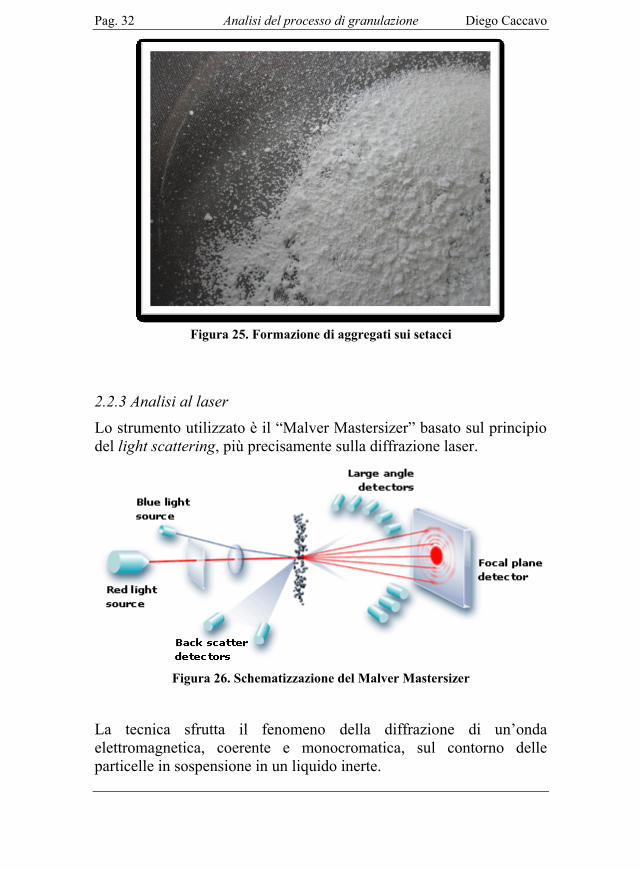
Pag. 32 Analisi del processo di granulazione Diego Caccavo
Figura 25. Formazione di aggregati sui setacci
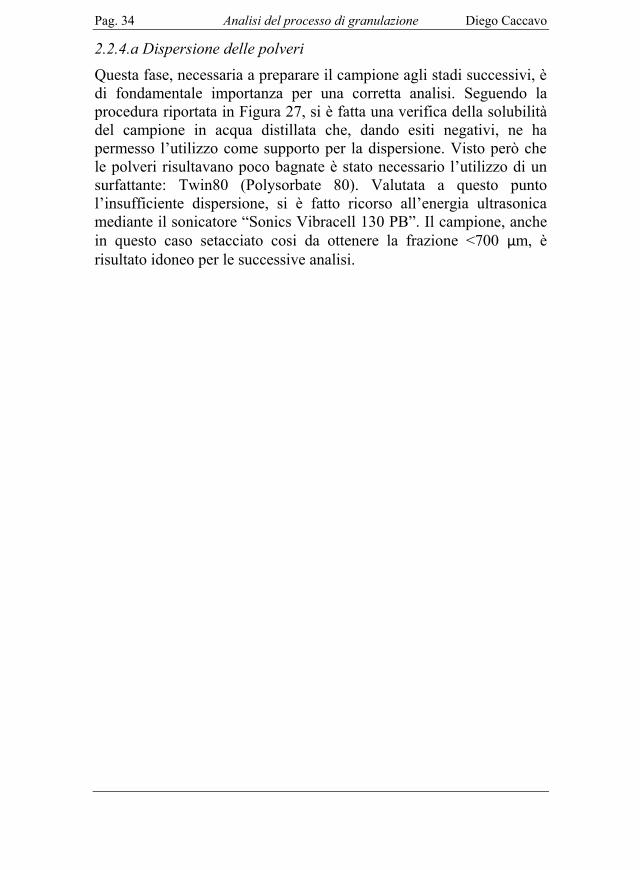
2.2.3 Analisi al laser
Lo strumento utilizzato è il “Malver Mastersizer” basato sul principio
del light scattering, più precisamente sulla diffrazione laser.
Figura 26. Schematizzazione del Malver Mastersizer
La tecnica sfrutta il fenomeno della diffrazione di un’onda
elettromagnetica, coerente e monocromatica, sul contorno delle
particelle in sospensione in un liquido inerte.

Capitolo Due. Materiali e metodi Pag. 33
Come liquido inerte, in queste analisi, è stata impiegata acqua
distillata e per favorire la dispersione delle polveri il campione è stato
sonicato. Per consentire le analisi mediante il Malvern Mastersizer i
granulati sono stati setacciati così da ottenere la frazione <700 µm.
Secondo il fenomeno della diffrazione, quando un raggio collimato di
luce monocromatica interagisce con una particella, viene diffratto di
un angolo la cui ampiezza è funzione delle dimensioni della particella
impattata: più piccola è la particella, più ampio è l’angolo di
diffrazione. Inoltre l’intensità del raggio diffratto con un dato angolo è
misura del numero di particelle aventi una determinata area della
sezione trasversale. Per calcolare la dimensione della particella a
partire dall’intensità della luce registrata dagli elementi ricevitori
possono essere utilizzati il modello di diffrazione di Fraunhofer o la
teoria di Mie. Entrambe le teorie assumono che le particelle siano di
forma sferica; in altri termini, i diametri delle particelle forniti dal
Malvern sono diametri sferici ottici, cioè diametri di sfere che hanno
un’area della sezione trasversale equivalente a quella misurata
mediante la diffrazione del raggio laser. Lo strumento è configurato
per produrre una distribuzione in volume delle particelle, che
corrisponde ad una distribuzione in massa, se è valida l’ipotesi di
densità costante [9].
2.2.4 Analisi dell’immagine
Con questo termine si indicano generalmente le tecniche che
prevedono l’acquisizione di un’immagine in formato digitale e la
successiva analisi, volta all’estrazione delle informazioni ricercate,
mediante l’utilizzo di un computer con un apposito software.
In particolare, in questo lavoro, è stato messo a punto uno specifico
metodo di analisi, in grado di fornire accurate funzioni di
distribuzione, nel rispetto dello standard ASTM E 2651-08 (Standard
Guide for Powder Particle Size Analysis).
La tecnica sviluppata può essere schematizzata nel modo seguente:
1. Dispersione delle polveri.
2. Cattura dell’immagine.
3. Analisi dell’immagine.
Pag. 34 Analisi del processo di granulazione Diego Caccavo
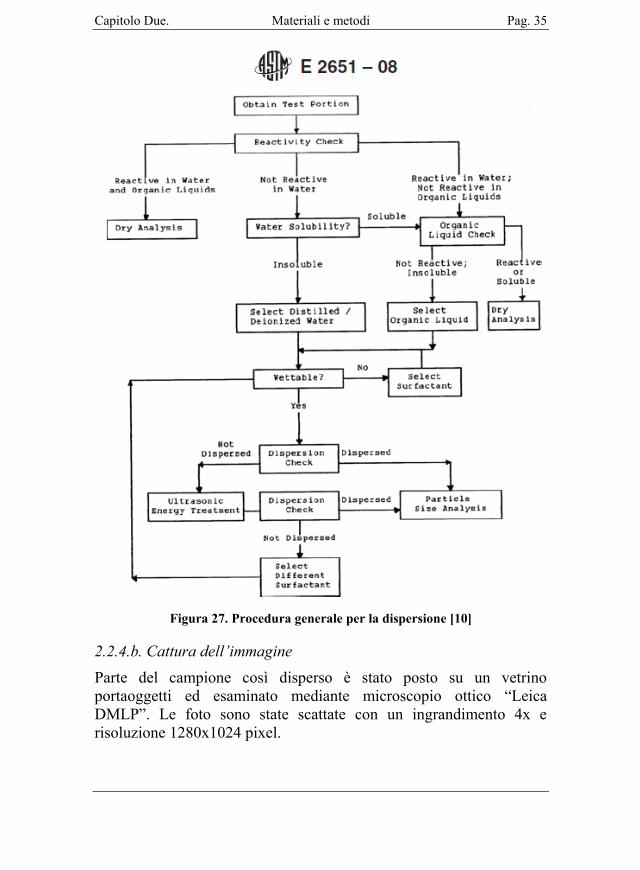
2.2.4.a Dispersione delle polveri
Questa fase, necessaria a preparare il campione agli stadi successivi, è
di fondamentale importanza per una corretta analisi. Seguendo la
procedura riportata in Figura 27, si è fatta una verifica della solubilità
del campione in acqua distillata che, dando esiti negativi, ne ha
permesso l’utilizzo come supporto per la dispersione. Visto però che
le polveri risultavano poco bagnate è stato necessario l’utilizzo di un
surfattante: Twin80 (Polysorbate 80). Valutata a questo punto
l’insufficiente dispersione, si è fatto ricorso all’energia ultrasonica
mediante il sonicatore “Sonics Vibracell 130 PB”. Il campione, anche
in questo caso setacciato cosi da ottenere la frazione <700 µm, è
risultato idoneo per le successive analisi.
Capitolo Due. Materiali e metodi Pag. 35
Figura 27. Procedura generale per la dispersione [10]
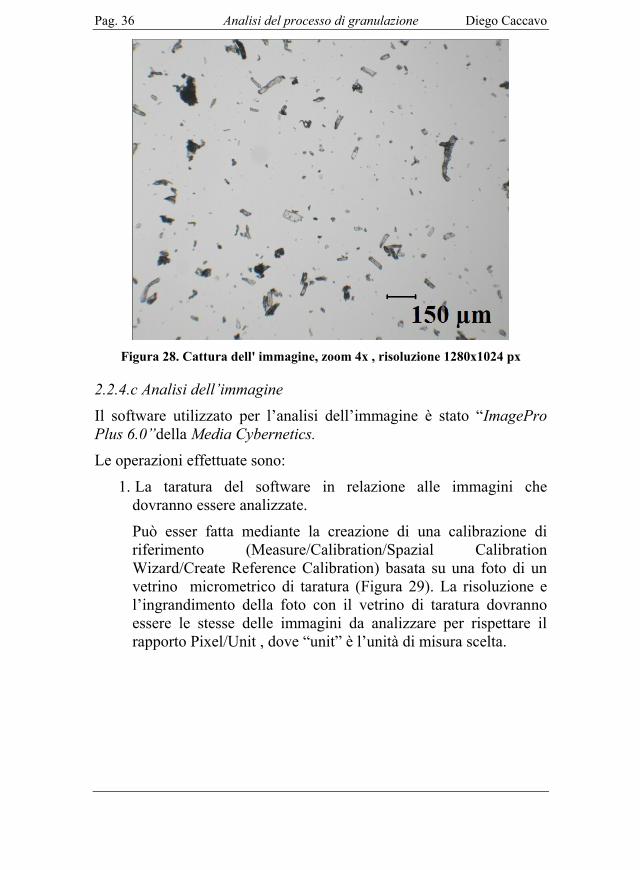
2.2.4.b. Cattura dell’immagine
Parte del campione così disperso è stato posto su un vetrino
portaoggetti ed esaminato mediante microscopio ottico “Leica
DMLP”. Le foto sono state scattate con un ingrandimento 4x e
risoluzione 1280x1024 pixel.
Pag. 36 Analisi del processo di granulazione Diego Caccavo
Figura 28. Cattura dell' immagine, zoom 4x , risoluzione 1280x1024 px
2.2.4.c Analisi dell’immagine
Il software utilizzato per l’analisi dell’immagine è stato “ImagePro
Plus 6.0”della Media Cybernetics.
Le operazioni effettuate sono:
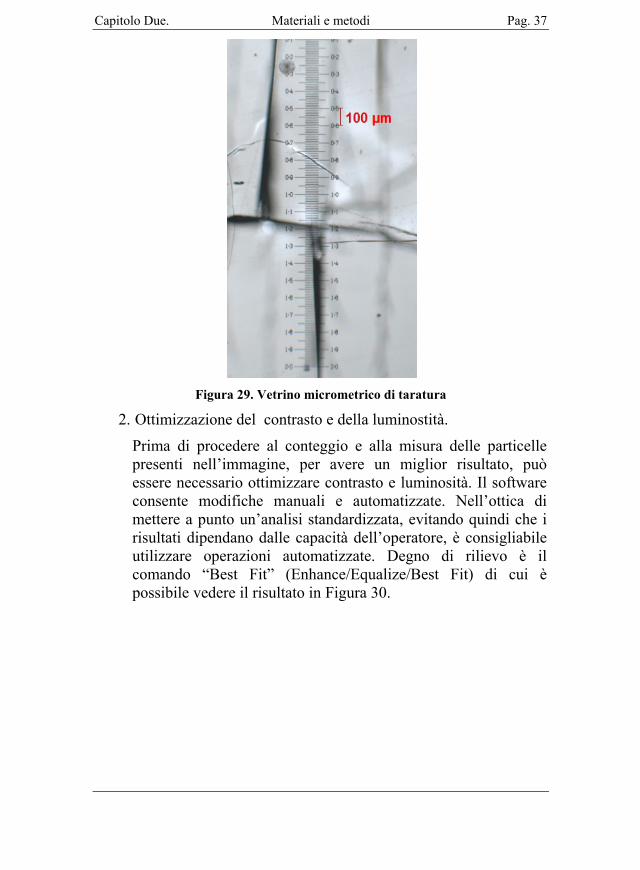
1. La taratura del software in relazione alle immagini che
dovranno essere analizzate.
Può esser fatta mediante la creazione di una calibrazione di
riferimento (Measure/Calibration/Spazial Calibration
Wizard/Create Reference Calibration) basata su una foto di un
vetrino micrometrico di taratura (Figura 29). La risoluzione e
l’ingrandimento della foto con il vetrino di taratura dovranno
essere le stesse delle immagini da analizzare per rispettare il
rapporto Pixel/Unit , dove “unit” è l’unità di misura scelta.
Capitolo Due. Materiali e metodi Pag. 37
Figura 29. Vetrino micrometrico di taratura
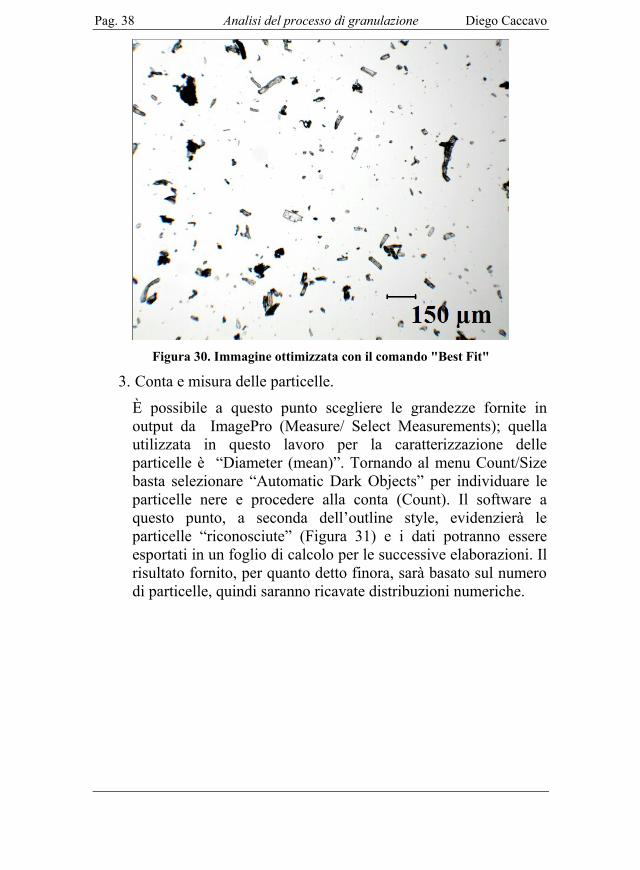
2. Ottimizzazione del contrasto e della luminostità.
Prima di procedere al conteggio e alla misura delle particelle
presenti nell’immagine, per avere un miglior risultato, può
essere necessario ottimizzare contrasto e luminosità. Il software
consente modifiche manuali e automatizzate. Nell’ottica di
mettere a punto un’analisi standardizzata, evitando quindi che i
risultati dipendano dalle capacità dell’operatore, è consigliabile
utilizzare operazioni automatizzate. Degno di rilievo è il
comando “Best Fit” (Enhance/Equalize/Best Fit) di cui è
possibile vedere il risultato in Figura 30.
Pag. 38 Analisi del processo di granulazione Diego Caccavo
Figura 30. Immagine ottimizzata con il comando "Best Fit"
3. Conta e misura delle particelle.
È possibile a questo punto scegliere le grandezze fornite in
output da ImagePro (Measure/ Select Measurements); quella
utilizzata in questo lavoro per la caratterizzazione delle
particelle è “Diameter (mean)”. Tornando al menu Count/Size
basta selezionare “Automatic Dark Objects” per individuare le
particelle nere e procedere alla conta (Count). Il software a
questo punto, a seconda dell’outline style, evidenzierà le
particelle “riconosciute” (Figura 31) e i dati potranno essere
esportati in un foglio di calcolo per le successive elaborazioni. Il
risultato fornito, per quanto detto finora, sarà basato sul numero
di particelle, quindi saranno ricavate distribuzioni numeriche.
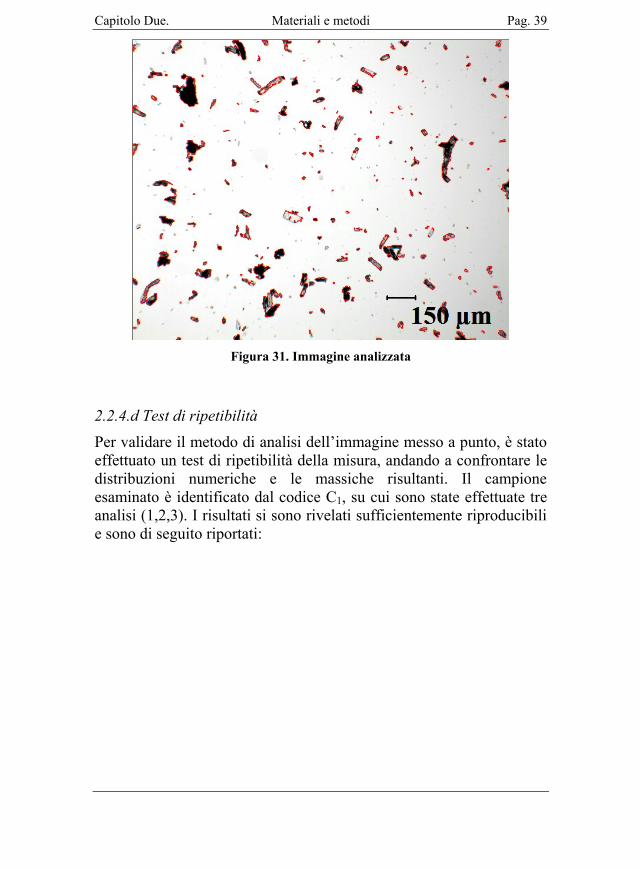
Capitolo Due. Materiali e metodi Pag. 39
Figura 31. Immagine analizzata
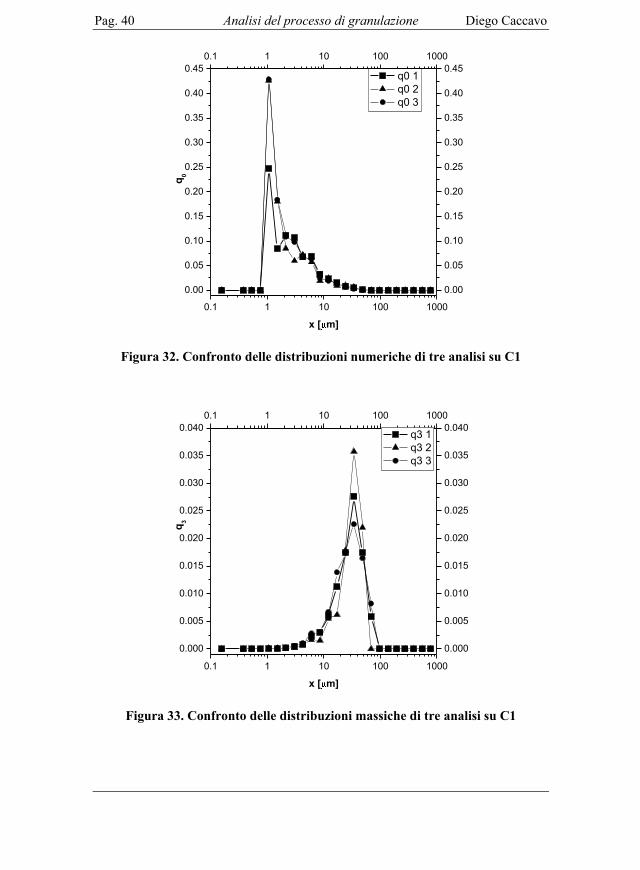
2.2.4.d Test di ripetibilità
Per validare il metodo di analisi dell’immagine messo a punto, è stato
effettuato un test di ripetibilità della misura, andando a confrontare le
distribuzioni numeriche e le massiche risultanti. Il campione
esaminato è identificato dal codice C1, su cui sono state effettuate tre
analisi (1,2,3). I risultati si sono rivelati sufficientemente riproducibili
e sono di seguito riportati:
Pag. 40 Analisi del processo di granulazione Diego Caccavo
Figura 32. Confronto delle distribuzioni numeriche di tre analisi su C1
Figura 33. Confronto delle distribuzioni massiche di tre analisi su C1
0.1 1 10 100 1000
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.1 1 10 100 1000
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
q0 1
q0 2
q0 3
q0
x [ m]
0.1 1 10 100 1000
0.000
0.005
0.010
0.015
0.020
0.025
0.030
0.035
0.040
0.1 1 10 100 1000
0.000
0.005
0.010
0.015
0.020
0.025
0.030
0.035
0.040
q3 1
q3 2
q3 3
q3
x [ m]
Capitolo Due. Materiali e metodi Pag. 41
2.3 Analisi al DSC (Differential Scanning Calorimetry)
Il principio di base di queste tecnica consiste nel ricavare informazioni
sul materiale analizzato, riscaldandolo o raffreddandolo in maniera
controllata. In particolare il DSC si basa sulla misura della differenza
di flusso termico tra il campione in esame e uno di riferimento, mentre
i due sono vincolati ad una temperatura variabile definita da un
programma prestabilito.
La macchina viene predisposta mettendo sugli alloggiamenti due
crogioli identici, in grado resistere alle temperature di prova senza
interagire con il campione in esame. Uno dei due crogioli rimarrà
vuoto, in quanto servirà come riferimento per la misura differenziale,
mentre l’altro, caricato con pochi mg di campione, sarà chiuso e forato
per consentire la fuoriuscita di gas/vapori che si potranno generare
durante l’analisi. Chiusa la fornace ed avviato il programma termico,
viene creata un'atmosfera inerte, con un flusso continuo ed uniforme
di N2, nella fornace. Può avere così inizio l’analisi: il calore ceduto (o
sottratto) dal calorimetro riscalda (o raffredda) sia il campione che il
crogiolo di riferimento allo stesso modo. Ogni variazione di
temperatura tra i due è dovuta a fenomeni che insorgono nel materiale
da analizzare: una reazione esotermica (decomposizione,
cristallizzazione, …) innalzerà la temperatura del campione mentre
una endotermica (es. fusione, rilascio di solvente o gas) farà
l'opposto. Durante tutto l'arco dell'esperimento, un sistema di
termocoppie raccoglie i dati di temperatura e li invia ad un
elaboratore, che, mediante un apposito software, genera l'output per
l'utente. Il flusso termico differenziale (dato dalla differenza tra il
flusso di calore erogato dallo strumento al campione ed al provino di
riferimento, in modo da mantenerli alla stessa temperatura durante la
prova) è direttamente proporzionale alla differenza di temperatura tra
campione di riferimento e campione in analisi.
Lo scopo di questo esame, nel caso specifico dei campioni di farmaco,
è quello di andare ad estrarre informazioni utili dal flusso termico, per
identificare e quantificare solventi presenti, nonché eventuali altri
additivi.
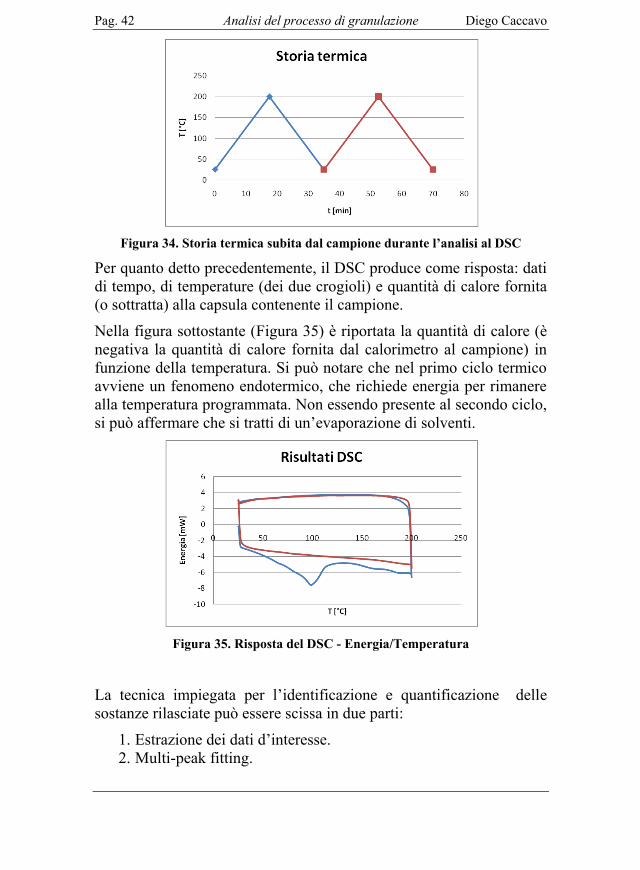
La storia termica a cui sono stati sottoposti i campioni (Figura 34)
consta di due riscaldamenti e due raffreddamenti, da 25 a 200°C e
viceversa, con una velocità di riscaldamento e di raffreddamento pari a
10°C/min. L’ambiente è stato inertizzato con una portata di N2 di 50
ml/min.
Pag. 42 Analisi del processo di granulazione Diego Caccavo
Figura 34. Storia termica subita dal campione durante l’analisi al DSC
Per quanto detto precedentemente, il DSC produce come risposta: dati
di tempo, di temperature (dei due crogioli) e quantità di calore fornita
(o sottratta) alla capsula contenente il campione.
Nella figura sottostante (Figura 35) è riportata la quantità di calore (è
negativa la quantità di calore fornita dal calorimetro al campione) in
funzione della temperatura. Si può notare che nel primo ciclo termico
avviene un fenomeno endotermico, che richiede energia per rimanere
alla temperatura programmata. Non essendo presente al secondo ciclo,
si può affermare che si tratti di un’evaporazione di solventi.
Figura 35. Risposta del DSC - Energia/Temperatura
La tecnica impiegata per l’identificazione e quantificazione delle
sostanze rilasciate può essere scissa in due parti:
1. Estrazione dei dati d’interesse.
2. Multi-peak fitting.
Capitolo Due. Materiali e metodi Pag. 43
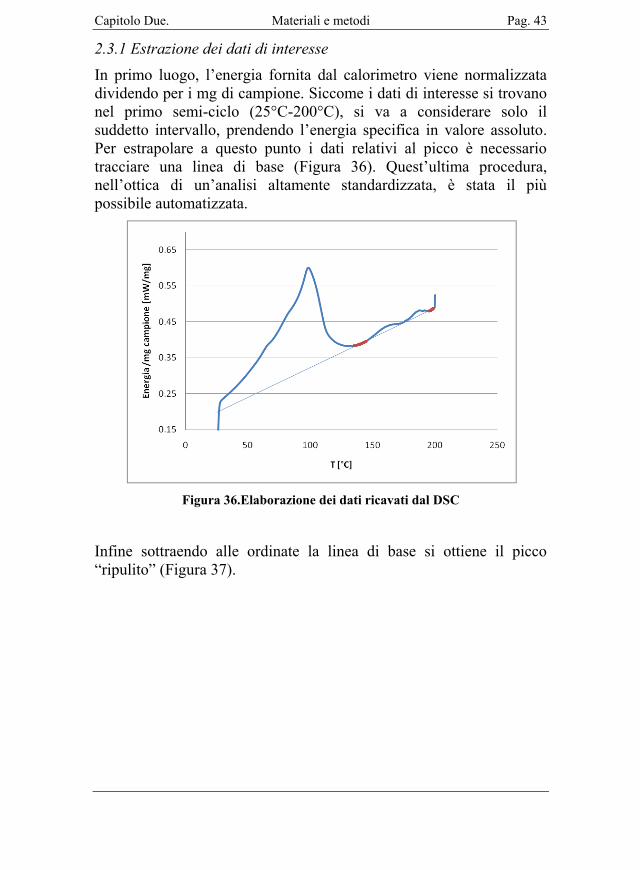
2.3.1 Estrazione dei dati di interesse
In primo luogo, l’energia fornita dal calorimetro viene normalizzata
dividendo per i mg di campione. Siccome i dati di interesse si trovano
nel primo semi-ciclo (25°C-200°C), si va a considerare solo il
suddetto intervallo, prendendo l’energia specifica in valore assoluto.
Per estrapolare a questo punto i dati relativi al picco è necessario
tracciare una linea di base (Figura 36). Quest’ultima procedura,
nell’ottica di un’analisi altamente standardizzata, è stata il più
possibile automatizzata.
Figura 36.Elaborazione dei dati ricavati dal DSC
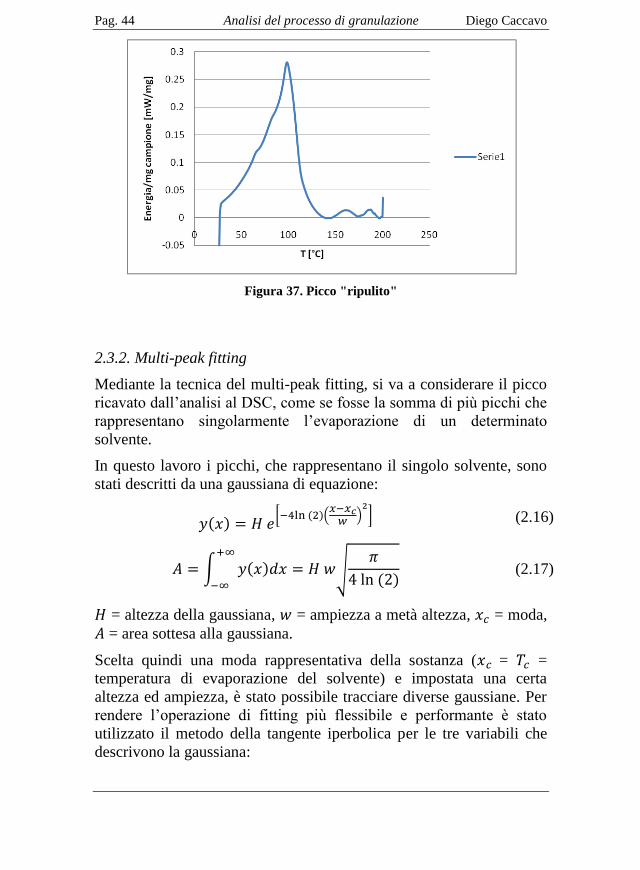
Infine sottraendo alle ordinate la linea di base si ottiene il picco
“ripulito” (Figura 37).
Pag. 44 Analisi del processo di granulazione Diego Caccavo
Figura 37. Picco "ripulito"
2.3.2. Multi-peak fitting
Mediante la tecnica del multi-peak fitting, si va a considerare il picco
ricavato dall’analisi al DSC, come se fosse la somma di più picchi che
rappresentano singolarmente l’evaporazione di un determinato
solvente.
In questo lavoro i picchi, che rappresentano il singolo solvente, sono
stati descritti da una gaussiana di equazione:
(2.16)
(2.17)
= altezza della gaussiana, = ampiezza a metà altezza, = moda,
= area sottesa alla gaussiana.
Scelta quindi una moda rappresentativa della sostanza ( = =
temperatura di evaporazione del solvente) e impostata una certa
altezza ed ampiezza, è stato possibile tracciare diverse gaussiane. Per
rendere l’operazione di fitting più flessibile e performante è stato
utilizzato il metodo della tangente iperbolica per le tre variabili che
descrivono la gaussiana:
Capitolo Due. Materiali e metodi Pag. 45
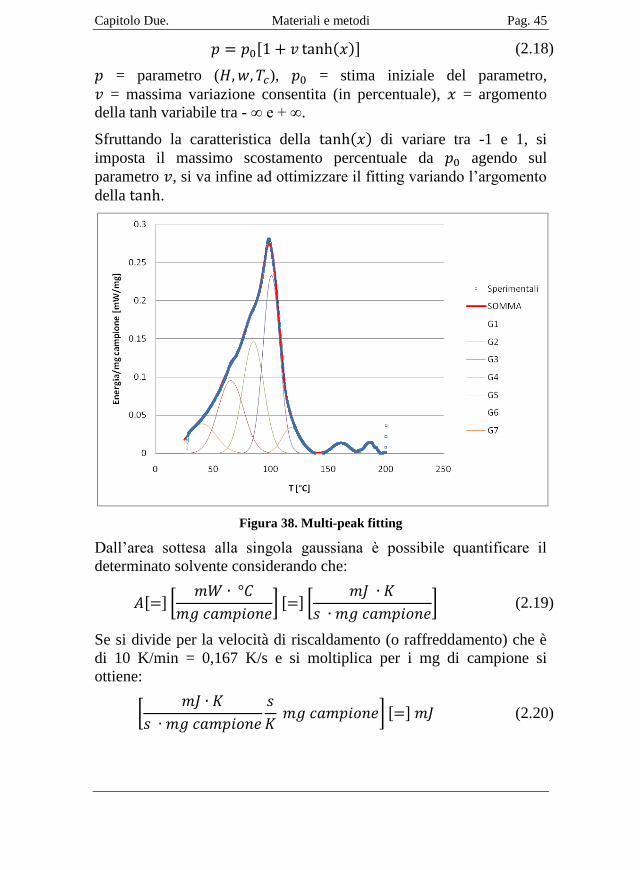
(2.18)
= parametro ( ), = stima iniziale del parametro,
= massima variazione consentita (in percentuale), = argomento
della tanh variabile tra - ∞ e + ∞.
Sfruttando la caratteristica della di variare tra -1 e 1, si
imposta il massimo scostamento percentuale da agendo sul
parametro , si va infine ad ottimizzare il fitting variando l’argomento
della .
Figura 38. Multi-peak fitting
Dall’area sottesa alla singola gaussiana è possibile quantificare il
determinato solvente considerando che:
(2.19)
Se si divide per la velocità di riscaldamento (o raffreddamento) che è
di 10 K/min = 0,167 K/s e si moltiplica per i mg di campione si
ottiene:
(2.20)
Pag. 46 Analisi del processo di granulazione Diego Caccavo
Che rappresenta (in questo caso) il calore fornito dal calorimetro per
l’evaporazione dello specifico solvente. Dividendo per il calore latente
di evaporazione dello stesso:
(2.21)
Utilizzando il metodo descritto sono stati dunque identificati e
quantificati i solventi residui all’interno dei campioni di polveri.
[47]
Capitolo Tre
Risultati sperimentali
In questo capitolo sono mostrati i
risultati ottenuti dalle analisi
granulometriche al Malvern e mediante
l’analisi dell’immagine, mettendo a
confronto poi le due tecniche. Infine
sono mostrati i risultati ottenuti con il
DSC.
Pag. 48 Analisi del processo di granulazione Diego Caccavo
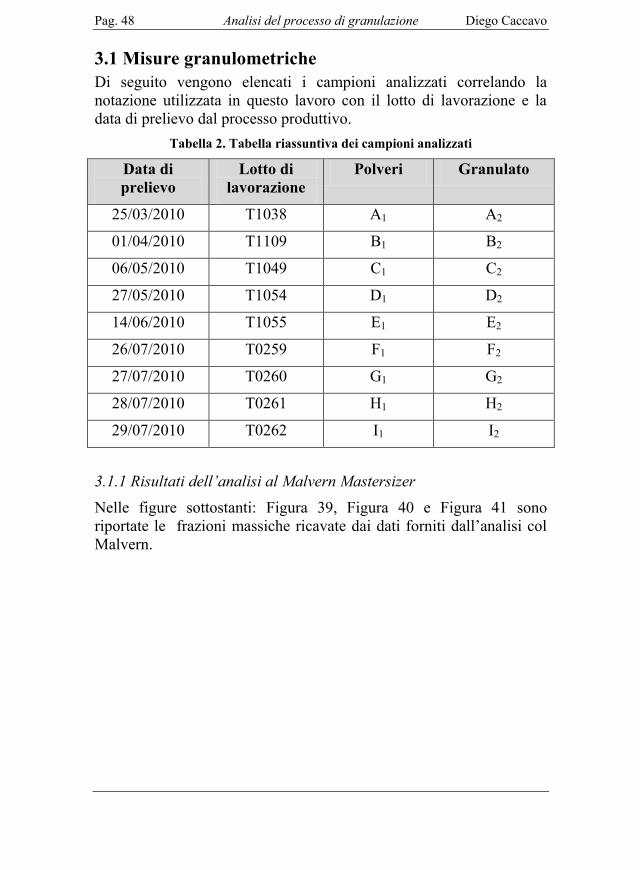
3.1 Misure granulometriche
Di seguito vengono elencati i campioni analizzati correlando la
notazione utilizzata in questo lavoro con il lotto di lavorazione e la
data di prelievo dal processo produttivo.
Tabella 2. Tabella riassuntiva dei campioni analizzati
Data di
prelievo
Lotto di
lavorazione
Polveri Granulato
25/03/2010 T1038 A1 A2
01/04/2010 T1109 B1 B2
06/05/2010 T1049 C1 C2
27/05/2010 T1054 D1 D2
14/06/2010 T1055 E1 E2
26/07/2010 T0259 F1 F2
27/07/2010 T0260 G1 G2
28/07/2010 T0261 H1 H2
29/07/2010 T0262 I1 I2
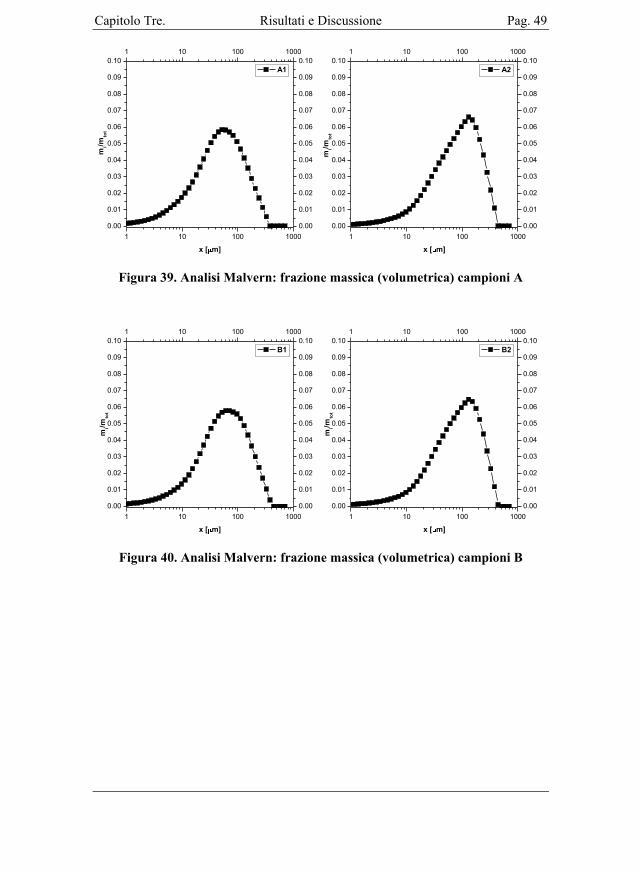
3.1.1 Risultati dell’analisi al Malvern Mastersizer
Nelle figure sottostanti: Figura 39, Figura 40 e Figura 41 sono
riportate le frazioni massiche ricavate dai dati forniti dall’analisi col
Malvern.
Capitolo Tre. Risultati e Discussione Pag. 49
Figura 39. Analisi Malvern: frazione massica (volumetrica) campioni A
Figura 40. Analisi Malvern: frazione massica (volumetrica) campioni B
1 10 100 1000
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.10
1 10 100 1000
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.10
A1
mi/m
tot
x [ m]
1 10 100 1000
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.10
1 10 100 1000
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.10
A2
mi/m
tot
x [ m]
1 10 100 1000
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.10
1 10 100 1000
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.10
B1
mi/m
tot
x [ m]
1 10 100 1000
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.10
1 10 100 1000
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.10
B2
mi/m
tot
x [ m]
Pag. 50 Analisi del processo di granulazione Diego Caccavo
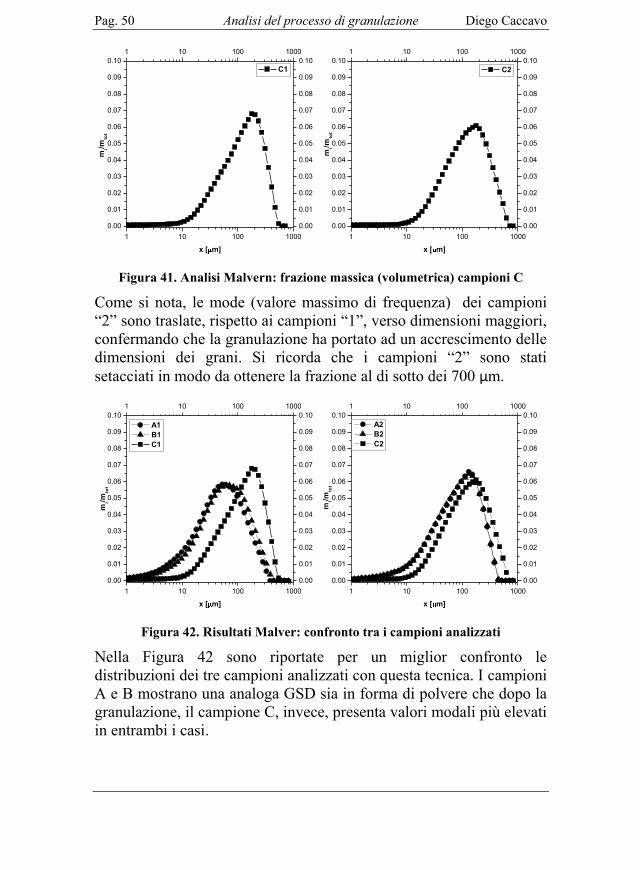
Figura 41. Analisi Malvern: frazione massica (volumetrica) campioni C
Come si nota, le mode (valore massimo di frequenza) dei campioni
“2” sono traslate, rispetto ai campioni “1”, verso dimensioni maggiori,
confermando che la granulazione ha portato ad un accrescimento delle
dimensioni dei grani. Si ricorda che i campioni “2” sono stati
setacciati in modo da ottenere la frazione al di sotto dei 700 µm.
Figura 42. Risultati Malver: confronto tra i campioni analizzati
Nella Figura 42 sono riportate per un miglior confronto le
distribuzioni dei tre campioni analizzati con questa tecnica. I campioni
A e B mostrano una analoga GSD sia in forma di polvere che dopo la
granulazione, il campione C, invece, presenta valori modali più elevati
in entrambi i casi.
1 10 100 1000
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.10
1 10 100 1000
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.10
C1
mi/m
tot
x [ m]
1 10 100 1000
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.10
1 10 100 1000
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.10
C2
mi/m
tot
x [ m]
1 10 100 1000
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.10
1 10 100 1000
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.10
A1
B1
C1
mi/m
tot
x [ m]
1 10 100 1000
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.10
1 10 100 1000
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.10
A2
B2
C2
mi/m
tot
x [ m]
Capitolo Tre. Risultati e Discussione Pag. 51
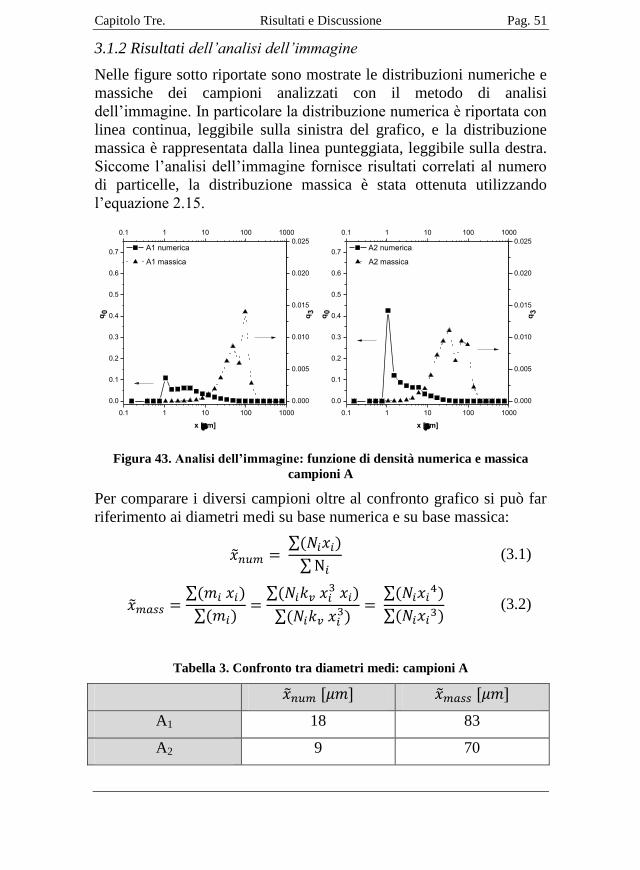
3.1.2 Risultati dell’analisi dell’immagine
Nelle figure sotto riportate sono mostrate le distribuzioni numeriche e
massiche dei campioni analizzati con il metodo di analisi
dell’immagine. In particolare la distribuzione numerica è riportata con
linea continua, leggibile sulla sinistra del grafico, e la distribuzione
massica è rappresentata dalla linea punteggiata, leggibile sulla destra.
Siccome l’analisi dell’immagine fornisce risultati correlati al numero
di particelle, la distribuzione massica è stata ottenuta utilizzando
l’equazione 2.15.
Figura 43. Analisi dell’immagine: funzione di densità numerica e massica
campioni A
Per comparare i diversi campioni oltre al confronto grafico si può far
riferimento ai diametri medi su base numerica e su base massica:
(3.1)
(3.2)
Tabella 3. Confronto tra diametri medi: campioni A
A1 18 83
A2 9 70
0.1 1 10 100 1000
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.1 1 10 100 1000
A1 numerica
q0
x [m]
0.000
0.005
0.010
0.015
0.020
0.025
q3
A1 massica
0.1 1 10 100 1000
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.1 1 10 100 1000
A2 numerica
q0
x [m]
0.000
0.005
0.010
0.015
0.020
0.025
q3
A2 massica
Pag. 52 Analisi del processo di granulazione Diego Caccavo
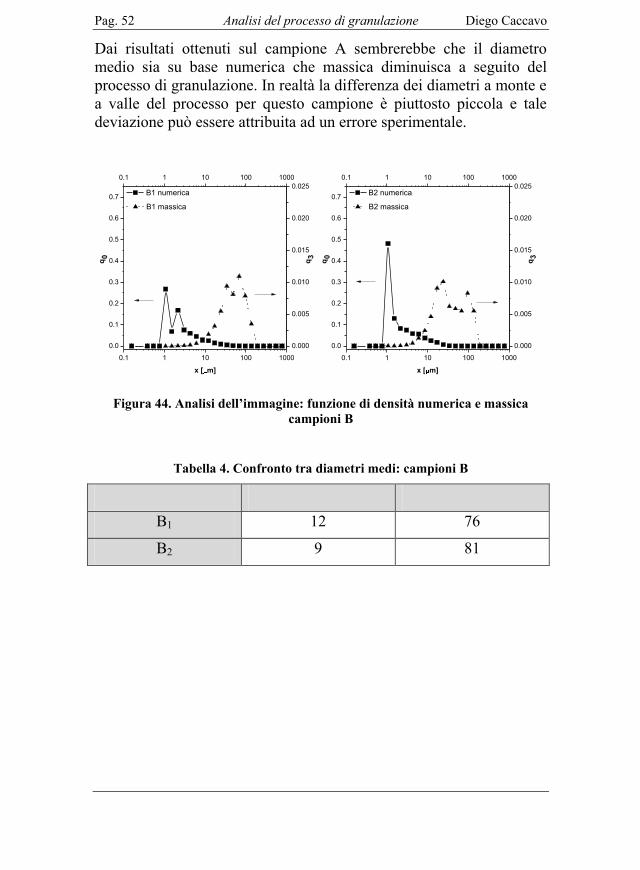
Dai risultati ottenuti sul campione A sembrerebbe che il diametro
medio sia su base numerica che massica diminuisca a seguito del
processo di granulazione. In realtà la differenza dei diametri a monte e
a valle del processo per questo campione è piuttosto piccola e tale
deviazione può essere attribuita ad un errore sperimentale.
Figura 44. Analisi dell’immagine: funzione di densità numerica e massica
campioni B
Tabella 4. Confronto tra diametri medi: campioni B
B1 12 76
B2 9 81
0.1 1 10 100 1000
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.1 1 10 100 1000
B1 numerica
q0
x [ m]
0.000
0.005
0.010
0.015
0.020
0.025
q3
B1 massica
0.1 1 10 100 1000
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.1 1 10 100 1000
B2 numerica
q0
x [ m]
0.000
0.005
0.010
0.015
0.020
0.025
q3
B2 massica
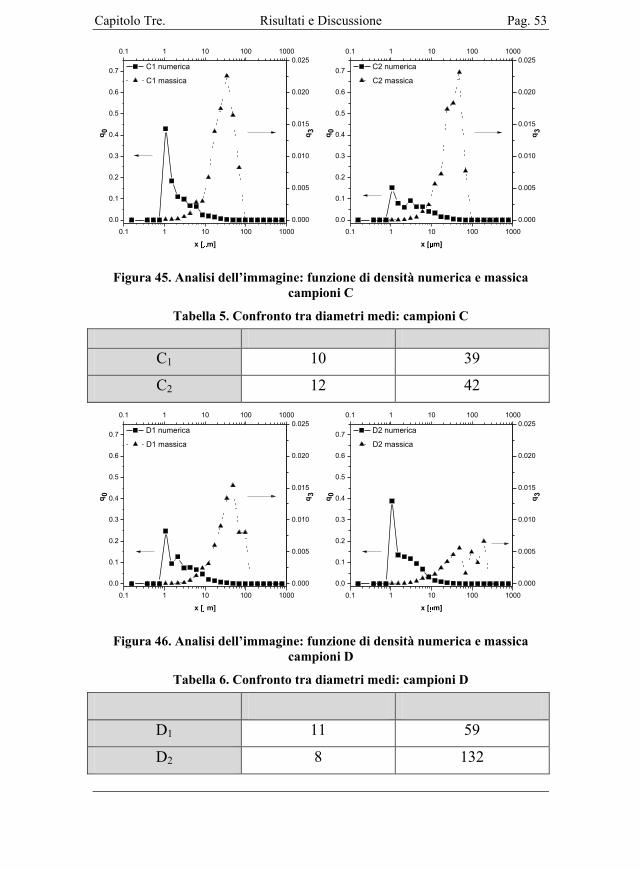
Capitolo Tre. Risultati e Discussione Pag. 53
Figura 45. Analisi dell’immagine: funzione di densità numerica e massica
campioni C
Tabella 5. Confronto tra diametri medi: campioni C
C1 10 39
C2 12 42
Figura 46. Analisi dell’immagine: funzione di densità numerica e massica
campioni D
Tabella 6. Confronto tra diametri medi: campioni D
D1 11 59
D2 8 132
0.1 1 10 100 1000
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.1 1 10 100 1000
C1 numerica
q0
x [ m]
0.000
0.005
0.010
0.015
0.020
0.025
q3
C1 massica
0.1 1 10 100 1000
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.1 1 10 100 1000
C2 numerica
q0
x [ m]
0.000
0.005
0.010
0.015
0.020
0.025
q3
C2 massica
0.1 1 10 100 1000
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.1 1 10 100 1000
D1 numerica
q0
x [ m]
0.000
0.005
0.010
0.015
0.020
0.025
q3
D1 massica
0.1 1 10 100 1000
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.1 1 10 100 1000
D2 numerica
q0
x [ m]
0.000
0.005
0.010
0.015
0.020
0.025
q3
D2 massica
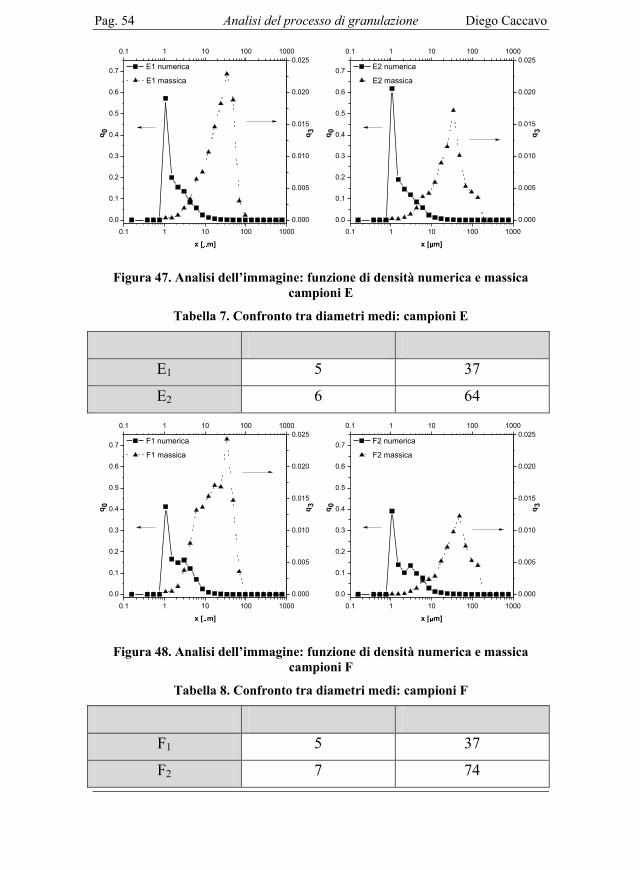
Pag. 54 Analisi del processo di granulazione Diego Caccavo
Figura 47. Analisi dell’immagine: funzione di densità numerica e massica
campioni E
Tabella 7. Confronto tra diametri medi: campioni E
E1 5 37
E2 6 64
Figura 48. Analisi dell’immagine: funzione di densità numerica e massica
campioni F
Tabella 8. Confronto tra diametri medi: campioni F
F1 5 37
F2 7 74
0.1 1 10 100 1000
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.1 1 10 100 1000
E1 numerica
q0
x [ m]
0.000
0.005
0.010
0.015
0.020
0.025
q3
E1 massica
0.1 1 10 100 1000
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.1 1 10 100 1000
E2 numerica
q0
x [ m]
0.000
0.005
0.010
0.015
0.020
0.025
q3
E2 massica
0.1 1 10 100 1000
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.1 1 10 100 1000
F1 numerica
q0
x [ m]
0.000
0.005
0.010
0.015
0.020
0.025
q3
F1 massica
0.1 1 10 100 1000
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.1 1 10 100 1000
F2 numerica
q0
x [ m]
0.000
0.005
0.010
0.015
0.020
0.025
q3
F2 massica
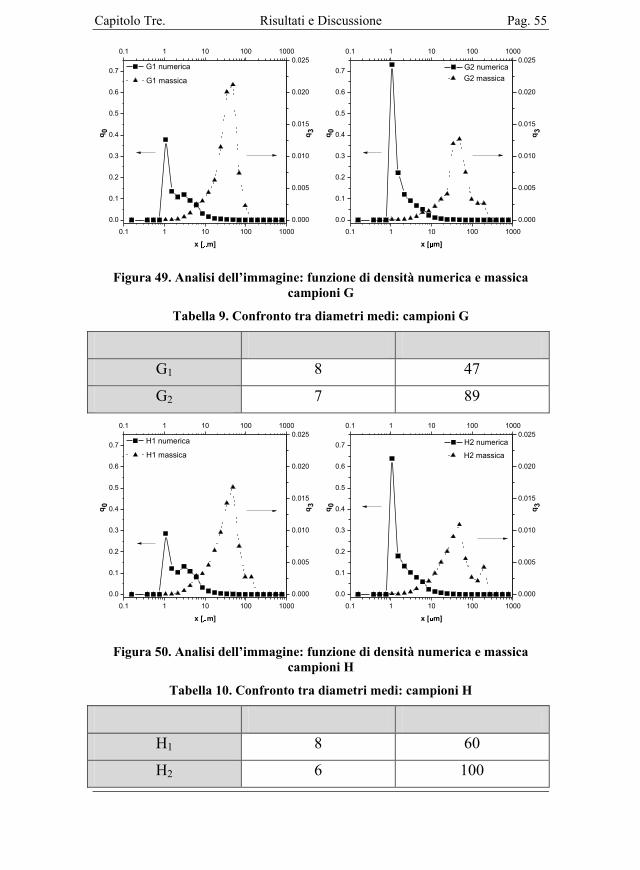
Capitolo Tre. Risultati e Discussione Pag. 55
Figura 49. Analisi dell’immagine: funzione di densità numerica e massica
campioni G
Tabella 9. Confronto tra diametri medi: campioni G
G1 8 47
G2 7 89
Figura 50. Analisi dell’immagine: funzione di densità numerica e massica
campioni H
Tabella 10. Confronto tra diametri medi: campioni H
H1 8 60
H2 6 100
0.1 1 10 100 1000
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.1 1 10 100 1000
G1 numerica
q0
x [ m]
0.000
0.005
0.010
0.015
0.020
0.025
q3
G1 massica
0.1 1 10 100 1000
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.1 1 10 100 1000
G2 numerica
q0
x [ m]
0.000
0.005
0.010
0.015
0.020
0.025
q3
G2 massica
0.1 1 10 100 1000
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.1 1 10 100 1000
H1 numerica
q0
x [ m]
0.000
0.005
0.010
0.015
0.020
0.025
q3
H1 massica
0.1 1 10 100 1000
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.1 1 10 100 1000
H2 numerica
q0
x [ m]
0.000
0.005
0.010
0.015
0.020
0.025
q3
H2 massica
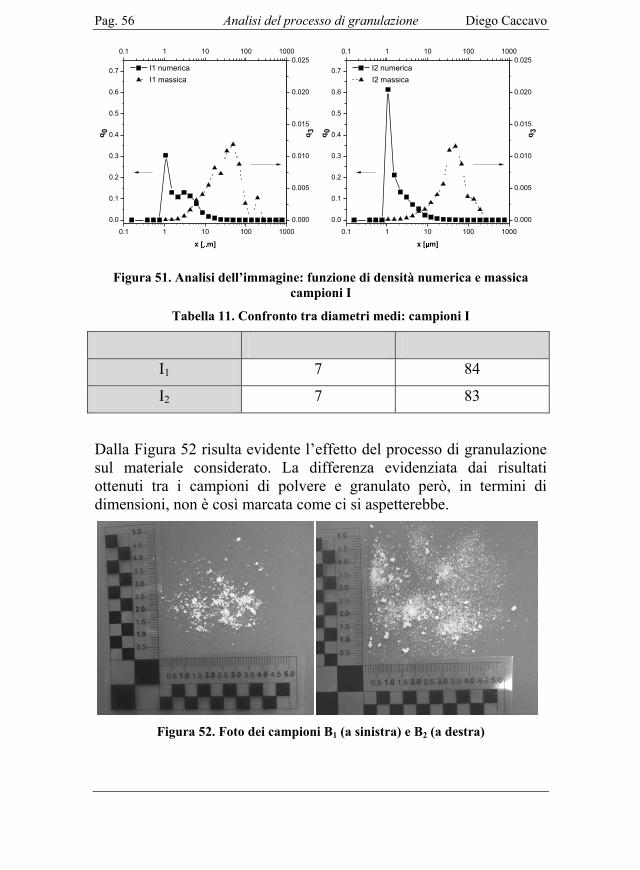
Pag. 56 Analisi del processo di granulazione Diego Caccavo
Figura 51. Analisi dell’immagine: funzione di densità numerica e massica
campioni I
Tabella 11. Confronto tra diametri medi: campioni I
I1 7 84
I2 7 83
Dalla Figura 52 risulta evidente l’effetto del processo di granulazione
sul materiale considerato. La differenza evidenziata dai risultati
ottenuti tra i campioni di polvere e granulato però, in termini di
dimensioni, non è così marcata come ci si aspetterebbe.
Figura 52. Foto dei campioni B1 (a sinistra) e B2 (a destra)
0.1 1 10 100 1000
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.1 1 10 100 1000
I1 numerica
q0
x [ m]
0.000
0.005
0.010
0.015
0.020
0.025
q3
I1 massica
0.1 1 10 100 1000
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.1 1 10 100 1000
I2 numerica
q0
x [ m]
0.000
0.005
0.010
0.015
0.020
0.025
q3
I2 massica
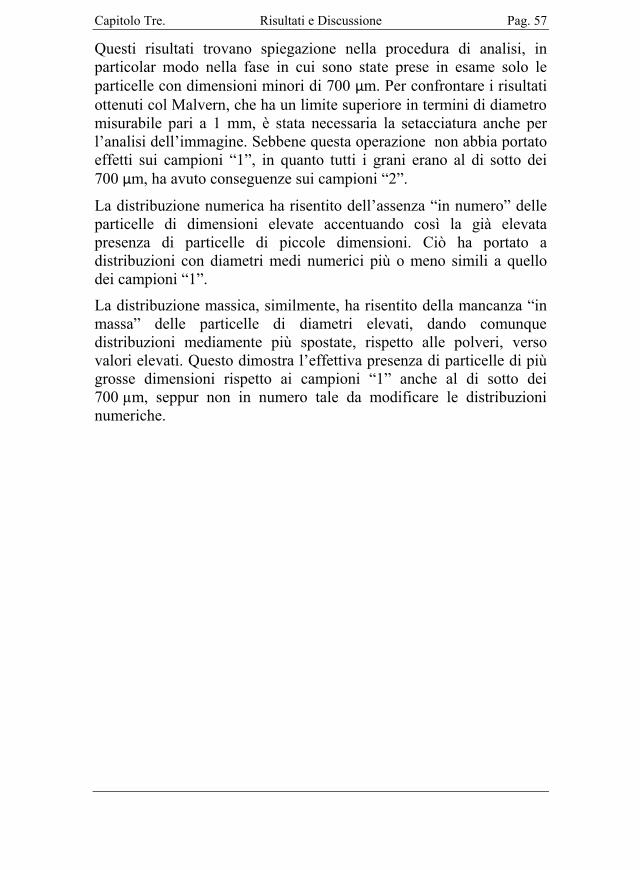
Capitolo Tre. Risultati e Discussione Pag. 57
Questi risultati trovano spiegazione nella procedura di analisi, in
particolar modo nella fase in cui sono state prese in esame solo le
particelle con dimensioni minori di 700 µm. Per confrontare i risultati
ottenuti col Malvern, che ha un limite superiore in termini di diametro
misurabile pari a 1 mm, è stata necessaria la setacciatura anche per
l’analisi dell’immagine. Sebbene questa operazione non abbia portato
effetti sui campioni “1”, in quanto tutti i grani erano al di sotto dei
700 µm, ha avuto conseguenze sui campioni “2”.
La distribuzione numerica ha risentito dell’assenza “in numero” delle
particelle di dimensioni elevate accentuando così la già elevata
presenza di particelle di piccole dimensioni. Ciò ha portato a
distribuzioni con diametri medi numerici più o meno simili a quello
dei campioni “1”.
La distribuzione massica, similmente, ha risentito della mancanza “in
massa” delle particelle di diametri elevati, dando comunque
distribuzioni mediamente più spostate, rispetto alle polveri, verso
valori elevati. Questo dimostra l’effettiva presenza di particelle di più
grosse dimensioni rispetto ai campioni “1” anche al di sotto dei
700 µm, seppur non in numero tale da modificare le distribuzioni
numeriche.
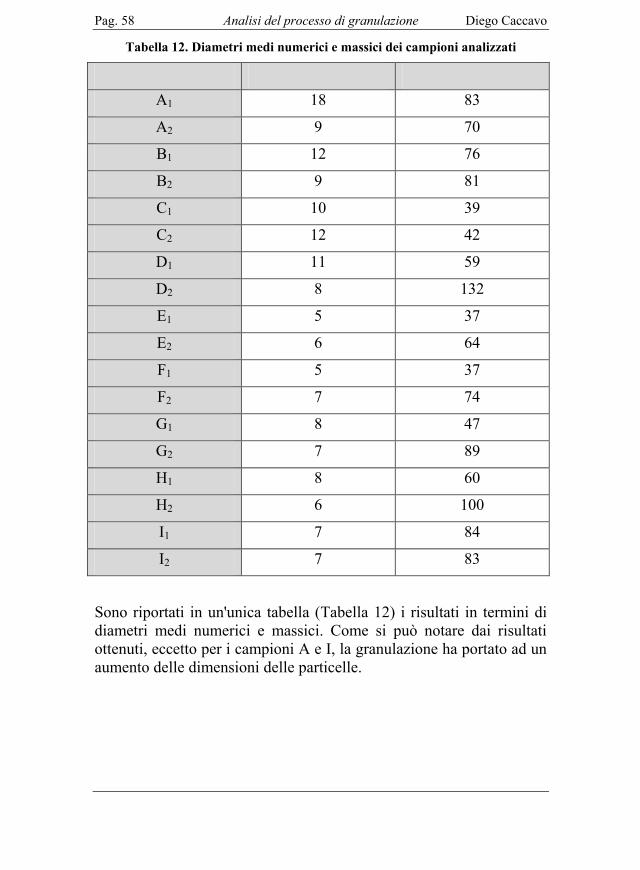
Pag. 58 Analisi del processo di granulazione Diego Caccavo
Tabella 12. Diametri medi numerici e massici dei campioni analizzati
A1 18 83
A2 9 70
B1 12 76
B2 9 81
C1 10 39
C2 12 42
D1 11 59
D2 8 132
E1 5 37
E2 6 64
F1 5 37
F2 7 74
G1 8 47
G2 7 89
H1 8 60
H2 6 100
I1 7 84
I2 7 83
Sono riportati in un'unica tabella (Tabella 12) i risultati in termini di
diametri medi numerici e massici. Come si può notare dai risultati
ottenuti, eccetto per i campioni A e I, la granulazione ha portato ad un
aumento delle dimensioni delle particelle.
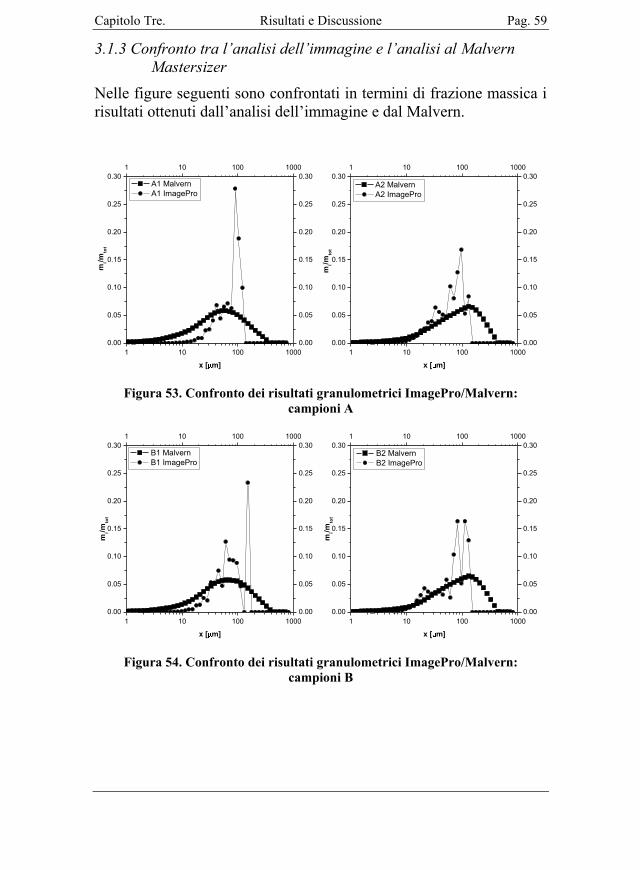
Capitolo Tre. Risultati e Discussione Pag. 59
3.1.3 Confronto tra l’analisi dell’immagine e l’analisi al Malvern
Mastersizer
Nelle figure seguenti sono confrontati in termini di frazione massica i
risultati ottenuti dall’analisi dell’immagine e dal Malvern.
Figura 53. Confronto dei risultati granulometrici ImagePro/Malvern:
campioni A
Figura 54. Confronto dei risultati granulometrici ImagePro/Malvern:
campioni B
1 10 100 1000
0.00
0.05
0.10
0.15
0.20
0.25
0.30
1 10 100 1000
0.00
0.05
0.10
0.15
0.20
0.25
0.30
A1 Malvern
A1 ImagePro
mi/m
tot
x [ m]
1 10 100 1000
0.00
0.05
0.10
0.15
0.20
0.25
0.30
1 10 100 1000
0.00
0.05
0.10
0.15
0.20
0.25
0.30
A2 Malvern
A2 ImagePro
mi/m
tot
x [ m]
1 10 100 1000
0.00
0.05
0.10
0.15
0.20
0.25
0.30
1 10 100 1000
0.00
0.05
0.10
0.15
0.20
0.25
0.30
B1 Malvern
B1 ImagePro
mi/m
tot
x [ m]
1 10 100 1000
0.00
0.05
0.10
0.15
0.20
0.25
0.30
1 10 100 1000
0.00
0.05
0.10
0.15
0.20
0.25
0.30
B2 Malvern
B2 ImagePro
mi/m
tot
x [ m]

Pag. 60 Analisi del processo di granulazione Diego Caccavo
Figura 55. Confronto dei risultati granulometrici ImagePro/Malvern:
campioni C
Le distribuzioni dei campioni A e B, più di quelle dei campioni C,
ottenute dall’analisi dell’immagine e dal Malvern mostrano una certa
analogia.
Sebbene l’analisi dell’immagine mostri picchi più accentuati ed
intervalli dimensionali più ristretti, mentre l’analisi al laser fornisce
distribuzioni più regolari con diametri medi solitamente più elevati,la
diversità è da attribuirsi alla differenza di analisi tra le due tecniche.
In particolare la diffrazione laser è definita una “ensemble technique”,
tecnica d’insieme, in quanto è adatta a misurare un gran numero di
particelle e non fornisce risultati legati al singolo granello.
L’analisi dell’immagine invece è una tecnica che ben si presta alla
caratterizzazione delle particelle, potendo estrarre dal campione
diversi parametri oltre alla lunghezza caratteristica, quali il fattore di
forma, il perimetro e così via. I risultati quindi sono legati alla
morfologia delle singole particelle.
Alcune delle differenze presenti tra le due tecniche sono riportate nella
Tabella 13.
1 10 100 1000
0.00
0.05
0.10
0.15
0.20
0.25
0.30
1 10 100 1000
0.00
0.05
0.10
0.15
0.20
0.25
0.30
C1 Malvern
C1 ImagePro
mi/m
tot
x [ m]
1 10 100 1000
0.00
0.05
0.10
0.15
0.20
0.25
0.30
1 10 100 1000
0.00
0.05
0.10
0.15
0.20
0.25
0.30
C2 Malvern
C2 ImagePro
mi/m
tot
x [ m]

Capitolo Tre. Risultati e Discussione Pag. 61
Tabella 13. Differenze tra le tecniche di analisi dell'immagine e di diffrazione
laser
Analisi dell’immagine Diffrazione laser
Basata sul numero delle
particelle: fornisce distribuzioni
numeriche
Basata sul volume delle
particelle: fornisce distribuzioni
volumetriche
Alta sensibilità con particelle di
piccole dimensioni
Alta sensibilità con particelle di
grosse dimensioni
Fornisce informazioni sulla
singola particella
Fornisce informazioni relative
all’insieme del campione
Fornisce risultati relativi ad una
piccola quantità di materiale
Fornisce risultati relativi ad una
elevata quantità di materiale
Nel caso in esame essendo le particelle geometricamente molto
differenti da una sfera, il diametro sferico ottico considerato dal
Malvern ha portato ad una leggera sovrastima del campione rispetto ai
risultati ottenuti dall’analisi dell’immagine.
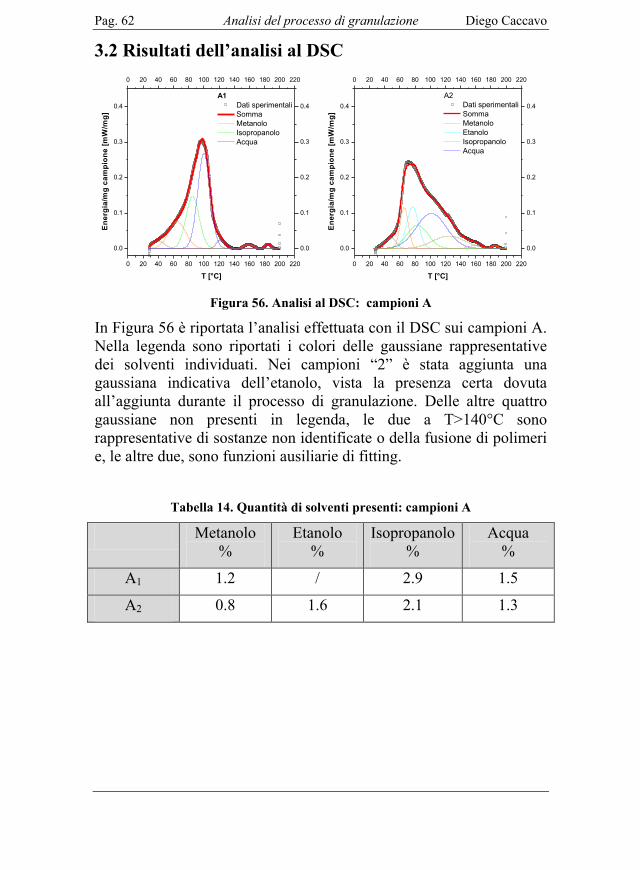
Pag. 62 Analisi del processo di granulazione Diego Caccavo
3.2 Risultati dell’analisi al DSC
Figura 56. Analisi al DSC: campioni A
In Figura 56 è riportata l’analisi effettuata con il DSC sui campioni A.
Nella legenda sono riportati i colori delle gaussiane rappresentative
dei solventi individuati. Nei campioni “2” è stata aggiunta una
gaussiana indicativa dell’etanolo, vista la presenza certa dovuta
all’aggiunta durante il processo di granulazione. Delle altre quattro
gaussiane non presenti in legenda, le due a T>140°C sono
rappresentative di sostanze non identificate o della fusione di polimeri
e, le altre due, sono funzioni ausiliarie di fitting.
Tabella 14. Quantità di solventi presenti: campioni A
Metanolo
%
Etanolo
%
Isopropanolo
%
Acqua
%
A1 1.2 / 2.9 1.5
A2 0.8 1.6 2.1 1.3
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
A1
Dati sperimentali
Somma
Metanolo
Isopropanolo
Acqua
En
erg
ia/m
g c
am
pio
ne
[m
W/m
g]
T [°C]
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
A2
Dati sperimentali
Somma
Metanolo
Etanolo
Isopropanolo
Acqua
En
erg
ia/m
g c
am
pio
ne
[m
W/m
g]
T [°C]
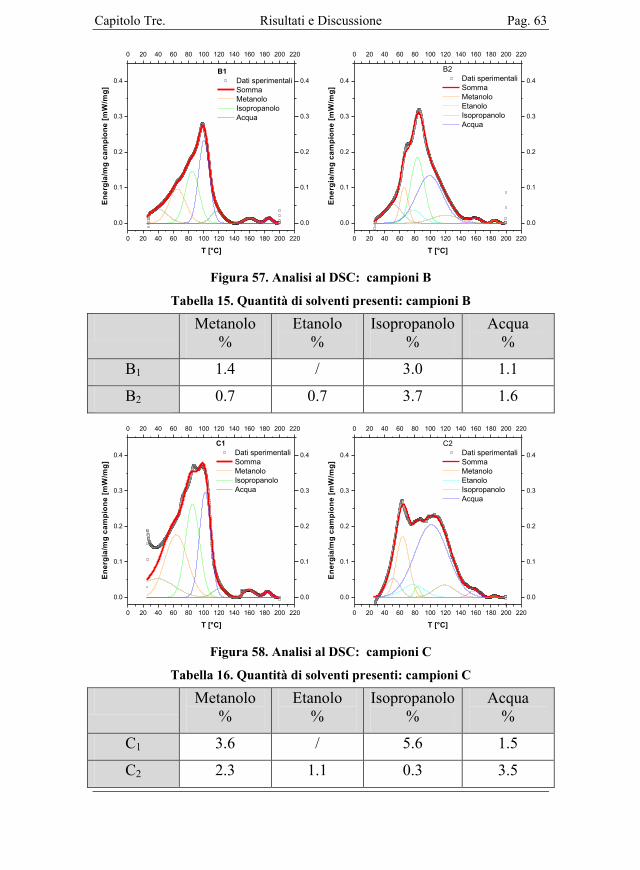
Capitolo Tre. Risultati e Discussione Pag. 63
Figura 57. Analisi al DSC: campioni B
Tabella 15. Quantità di solventi presenti: campioni B
Metanolo
%
Etanolo
%
Isopropanolo
%
Acqua
%
B1 1.4 / 3.0 1.1
B2 0.7 0.7 3.7 1.6
Figura 58. Analisi al DSC: campioni C
Tabella 16. Quantità di solventi presenti: campioni C
Metanolo
%
Etanolo
%
Isopropanolo
%
Acqua
%
C1 3.6 / 5.6 1.5
C2 2.3 1.1 0.3 3.5
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
B1
Dati sperimentali
Somma
Metanolo
Isopropanolo
Acqua
En
erg
ia/m
g c
am
pio
ne
[m
W/m
g]
T [°C]
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
B2
Dati sperimentali
Somma
Metanolo
Etanolo
Isopropanolo
Acqua
En
erg
ia/m
g c
am
pio
ne
[m
W/m
g]
T [°C]
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
C1
Dati sperimentali
Somma
Metanolo
Isopropanolo
Acqua
En
erg
ia/m
g c
am
pio
ne
[m
W/m
g]
T [°C]
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
C2
Dati sperimentali
Somma
Metanolo
Etanolo
Isopropanolo
Acqua
En
erg
ia/m
g c
am
pio
ne
[m
W/m
g]
T [°C]
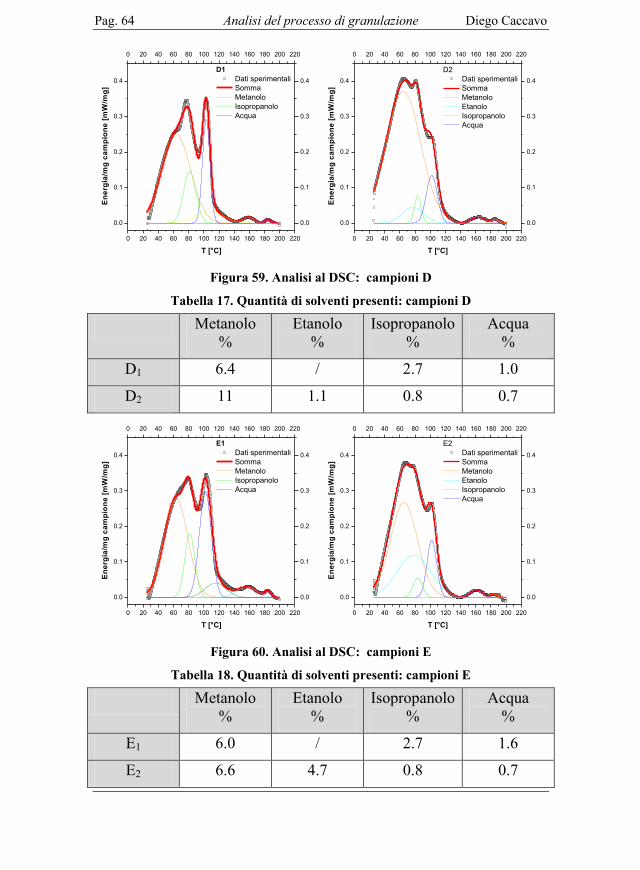
Pag. 64 Analisi del processo di granulazione Diego Caccavo
Figura 59. Analisi al DSC: campioni D
Tabella 17. Quantità di solventi presenti: campioni D
Metanolo
%
Etanolo
%
Isopropanolo
%
Acqua
%
D1 6.4 / 2.7 1.0
D2 11 1.1 0.8 0.7
Figura 60. Analisi al DSC: campioni E
Tabella 18. Quantità di solventi presenti: campioni E
Metanolo
%
Etanolo
%
Isopropanolo
%
Acqua
%
E1 6.0 / 2.7 1.6
E2 6.6 4.7 0.8 0.7
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
D1
Dati sperimentali
Somma
Metanolo
Isopropanolo
Acqua
En
erg
ia/m
g c
am
pio
ne
[m
W/m
g]
T [°C]
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
D2
Dati sperimentali
Somma
Metanolo
Etanolo
Isopropanolo
Acqua
En
erg
ia/m
g c
am
pio
ne
[m
W/m
g]
T [°C]
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
E1
Dati sperimentali
Somma
Metanolo
Isopropanolo
Acqua
En
erg
ia/m
g c
am
pio
ne
[m
W/m
g]
T [°C]
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
E2
Dati sperimentali
Somma
Metanolo
Etanolo
Isopropanolo
Acqua
En
erg
ia/m
g c
am
pio
ne
[m
W/m
g]
T [°C]
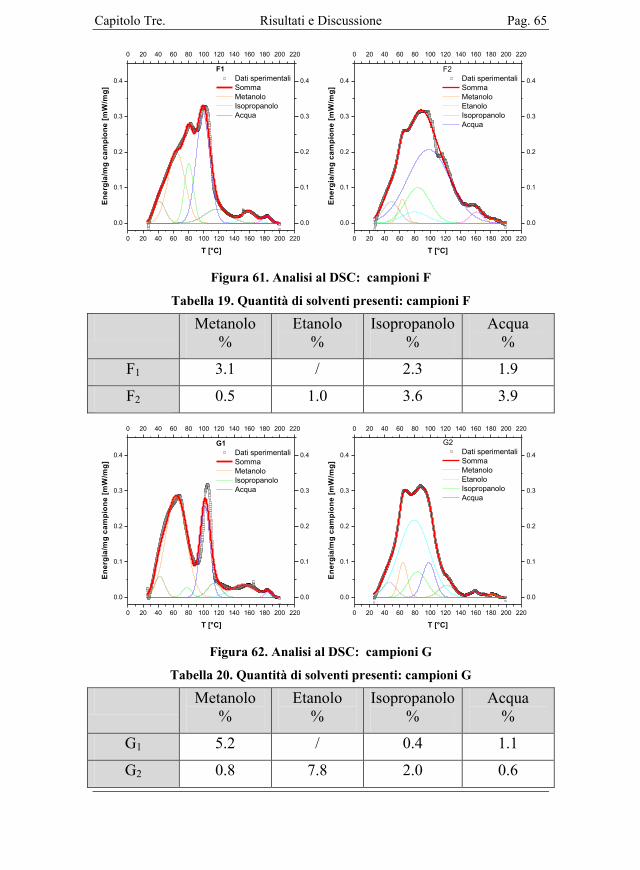
Capitolo Tre. Risultati e Discussione Pag. 65
Figura 61. Analisi al DSC: campioni F
Tabella 19. Quantità di solventi presenti: campioni F
Metanolo
%
Etanolo
%
Isopropanolo
%
Acqua
%
F1 3.1 / 2.3 1.9
F2 0.5 1.0 3.6 3.9
Figura 62. Analisi al DSC: campioni G
Tabella 20. Quantità di solventi presenti: campioni G
Metanolo
%
Etanolo
%
Isopropanolo
%
Acqua
%
G1 5.2 / 0.4 1.1
G2 0.8 7.8 2.0 0.6
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
F1
Dati sperimentali
Somma
Metanolo
Isopropanolo
Acqua
En
erg
ia/m
g c
am
pio
ne
[m
W/m
g]
T [°C]
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
F2
Dati sperimentali
Somma
Metanolo
Etanolo
Isopropanolo
Acqua
En
erg
ia/m
g c
am
pio
ne
[m
W/m
g]
T [°C]
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
G1
Dati sperimentali
Somma
Metanolo
Isopropanolo
Acqua
En
erg
ia/m
g c
am
pio
ne
[m
W/m
g]
T [°C]
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
G2
Dati sperimentali
Somma
Metanolo
Etanolo
Isopropanolo
Acqua
En
erg
ia/m
g c
am
pio
ne
[m
W/m
g]
T [°C]
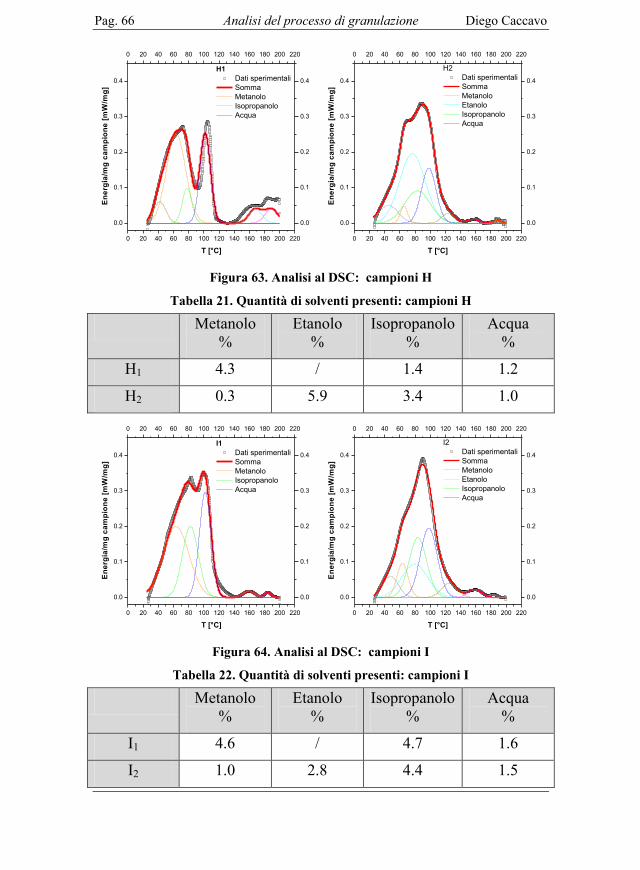
Pag. 66 Analisi del processo di granulazione Diego Caccavo
Figura 63. Analisi al DSC: campioni H
Tabella 21. Quantità di solventi presenti: campioni H
Metanolo
%
Etanolo
%
Isopropanolo
%
Acqua
%
H1 4.3 / 1.4 1.2
H2 0.3 5.9 3.4 1.0
Figura 64. Analisi al DSC: campioni I
Tabella 22. Quantità di solventi presenti: campioni I
Metanolo
%
Etanolo
%
Isopropanolo
%
Acqua
%
I1 4.6 / 4.7 1.6
I2 1.0 2.8 4.4 1.5
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
H1
Dati sperimentali
Somma
Metanolo
Isopropanolo
Acqua
En
erg
ia/m
g c
am
pio
ne
[m
W/m
g]
T [°C]
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
H2
Dati sperimentali
Somma
Metanolo
Etanolo
Isopropanolo
Acqua
En
erg
ia/m
g c
am
pio
ne
[m
W/m
g]
T [°C]
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
I1
Dati sperimentali
Somma
Metanolo
Isopropanolo
Acqua
En
erg
ia/m
g c
am
pio
ne
[m
W/m
g]
T [°C]
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
0 20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
I2
Dati sperimentali
Somma
Metanolo
Etanolo
Isopropanolo
Acqua
En
erg
ia/m
g c
am
pio
ne
[m
W/m
g]
T [°C]
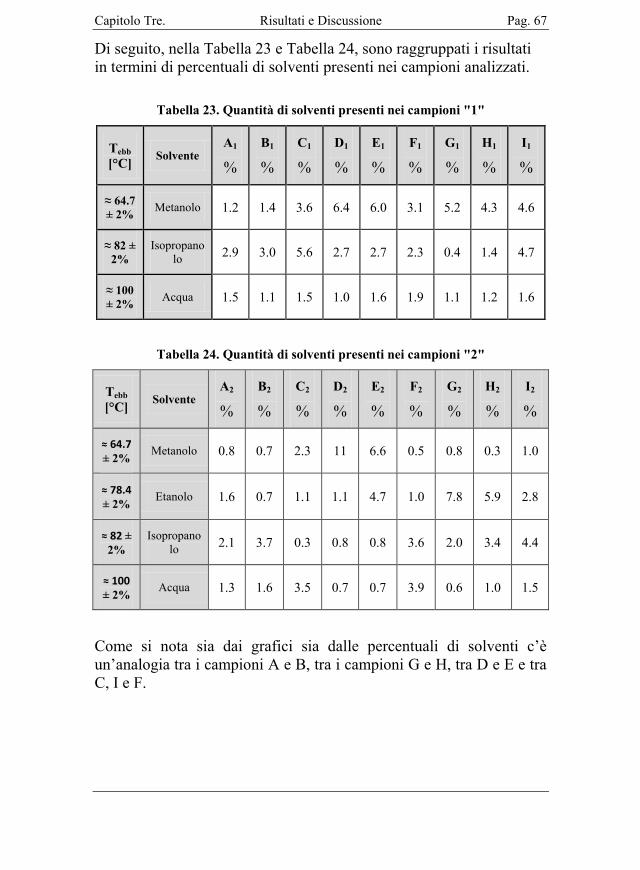
Capitolo Tre. Risultati e Discussione Pag. 67
Di seguito, nella Tabella 23 e Tabella 24, sono raggruppati i risultati
in termini di percentuali di solventi presenti nei campioni analizzati.
Tabella 23. Quantità di solventi presenti nei campioni "1"
Tebb
[°C] Solvente
A1
%
B1
%
C1
%
D1
%
E1
%
F1
%
G1
%
H1
%
I1
%
≈ 64.7
± 2% Metanolo 1.2 1.4 3.6 6.4 6.0 3.1 5.2 4.3 4.6
≈ 82 ±
2%
Isopropano
lo 2.9 3.0 5.6 2.7 2.7 2.3 0.4 1.4 4.7
≈ 100
± 2% Acqua 1.5 1.1 1.5 1.0 1.6 1.9 1.1 1.2 1.6
Tabella 24. Quantità di solventi presenti nei campioni "2"
Tebb
[°C] Solvente
A2
%
B2
%
C2
%
D2
%
E2
%
F2
%
G2
%
H2
%
I2
%
≈ 64.7 ± 2%
Metanolo 0.8 0.7 2.3 11 6.6 0.5 0.8 0.3 1.0
≈ 78.4 ± 2%
Etanolo 1.6 0.7 1.1 1.1 4.7 1.0 7.8 5.9 2.8
≈ 82 ±
2%
Isopropano
lo 2.1 3.7 0.3 0.8 0.8 3.6 2.0 3.4 4.4
≈ 100 ± 2%
Acqua 1.3 1.6 3.5 0.7 0.7 3.9 0.6 1.0 1.5
Come si nota sia dai grafici sia dalle percentuali di solventi c’è
un’analogia tra i campioni A e B, tra i campioni G e H, tra D e E e tra
C, I e F.

Pag. 68 Analisi del processo di granulazione Diego Caccavo
[69]
Capitolo Quattro
Modellazione matematica
In questo capitolo oltre a fornire cenni
sulla risoluzione di ODEs mediante
l’utilizzo di metodi numerici quali
Runge-Kutta, sono presentate le
equazioni del modello matematico
utilizzato per descrivere l’evoluzione
della GSD durante il processo di
granulazione.

Pag. 70 Analisi del processo di granulazione Diego Caccavo
4.1 Cenni sul modello matematico
In questo lavoro di tesi è stato riprodotto e implementato il modello
descrittivo proposto nel lavoro “Development of a predictive high-
shear granulation model” di Sanders et al. [5]. La descrizione del
processo di granulazione è basata sul solo meccanismo di coalescenza
e il metodo di risoluzione proposto è la discretizzatione di Hounslow.
Siccome il modello si basa su equazioni differenziali ordinarie nel
paragrafo successivo si definiranno le ODEs e verranno accennati
alcuni dei metodi numerici di risoluzione.
4.1.1 ODEs: definizione e metodi di risoluzione
Le equazioni differenziali ordinarie (ODEs dall’inglese Ordinary
Differential Equations) sono equazioni in cui compaiono correlate ad
una funzione di una sola variabile indipendente le sue derivate (totali).
Se N è la funzione (variabile dipendente) e t è la variabile
indipendente allora un ODE nella forma implicita sarà:
(4.1)
Volendo legare la trattazione all’ODEs utilizzate in questo lavoro di
tesi, bisogna considerare che sono limitate al primo ordine di
derivazione:
(4.2)
Esplicitando si ottiene:
(4.3)
Per determinare la soluzione cercata: N=N(t), occorre completare
l’ODE con le opportune condizioni ausiliarie, in forma di condizioni
iniziali (per t = 0) o di condizioni al contorno (per ≠ ). Le
condizioni ausiliarie devono essere in numero pari all’ordine della
ODE (una nel caso in esame) in modo tale da ottenere una soluzione
unica.
Le equazioni differenziali ordinarie possono essere risolte a volte per
via analitica, ma nella maggioranza dei casi di interesse fisico occorre
fare ricorso a metodi di integrazione numerica, essendo la via analitica
impercorribile.

Capitolo Quattro. Modellazione matematica Pag. 71
4.1.1.a Metodi di integrazione numerica [11]
La risoluzione dell’ODE mediante i metodi di integrazione numerica
prevede una fase iniziale in cui si suddivide l’intervallo temporale
lungo il quale si vuole eseguire l’integrazione in parti. Si
definisce inoltre “ ” il passo e, nel caso sia costante assume il valore
.
In corrispondenza di ogni nodo (punto della frontiera dei
sottointervalli):
con (4.4)
Per ogni valore della variabile indipendente (tr) si valuta il valore
della funzione N. Si approssima quindi la funzione continua con n
elementi di un array monodimensionale.
(4.5)
Per valutare i valori di Nr si applica il Teorema Fondamentale del
Calcolo Integrale alla funzione N(t):
(4.6)
l’ultimo integrale non è risolvibile in quanto la funzione integranda
dipende anche da N. Applicando il Teorema della Media Integrale
però, si ha:
(4.7)
e se il passo è costante:
(4.8)
dove è un approssimazione dell’integrale. In base alla bontà
dell’approssimazione fatta si riesce a simulare più o meno
accuratamente la soluzione esatta.
4.1.1.b Il metodo di Eulero
Il metodo di Eulero utilizza come funzione approssimante la derivata
della funzione che quindi coincide con .
Adottando il metodo esplicito anche detto forward si ottiene:

Pag. 72 Analisi del processo di granulazione Diego Caccavo
(4.9)
Questa approssimazione è basata sullo sviluppo in serie di Taylor,
troncato alla derivata prima, della (4.3) in un intorno di :
(4.10)
Da cui risulta che:
(4.11)
Analogamente è possibile utilizzare un metodo implicito, anche detto
backward, che si basa sullo sviluppo in serie della funzione in un
intorno di adottando però un passo negativo :
(4.12)
Da cui risulta che:
(4.13)
Quindi:
(4.14)
Si nota che l’errore di troncamento locale è , mentre è
dimostrabile che l’errore di troncamento globale è pari a .
I metodi che presentano un errore di troncamento globale pari a vengono detti metodi del primo ordine, più in generale vengono
definiti metodi di ordine n-esimo metodi con errore di troncamento
globale pari a . Maggiore è l’ordine del metodo, maggiore sarà
la precisione con cui la soluzione numerica approssimerà la soluzione
reale.
La risoluzione delle ODEs mediante il metodo di Eulero, sia forward
che backward o mediante combinazione delle due (centered: permette
di ottenere un metodo del secondo ordine), non è molto utilizzata per

Capitolo Quattro. Modellazione matematica Pag. 73
la limitata accuratezza dovuta all’errore di troncamento e per la scarsa
stabilità numerica.
4.1.1.c Il metodo Runge-Kutta [11]
Il metodo di Runge-Kutta è essenzialmente un tentativo di abbinare
una formula simile a quella di Eulero allo sviluppo in serie di Taylor
troncato al n-esimo termine. L’approssimante è costruita a partire da
più valori della derivata, calcolati in punti dell’intervallo . Si
ha che:
(4.15)
Dove sono i pesi di ciascun approssimante e le derivate ovvero
gli approssimanti di Runge-Kutta, mentre è l’ordine del metodo (il
numero di approssimanti adoperati). L’errore di troncamento è del tipo
. Un buon compromesso tra costo di calcolo e precisione è nello
scegliere = 4 (metodi del 4° ordine). In tal caso:
(4.16)
Con
(4.17)
Confrontando la (4.16) con l’espressione ottenuta dallo sviluppo in
serie di Taylor della (4.3), troncato al 4° termine e tenendo conto che
la somma dei pesi deve essere 1, si hanno 11 relazioni che legano
le 13 variabili indipendenti ( ),( , , ), ( ), ( , ) e ( , ,
). Saturando due gradi di libertà si determinano tutti e 13 i
coefficienti (senza influenzare né la precisione né la stabilità del
metodo, ma solo la forma dei coefficienti). Imponendo = 0.5 e
= 0 si hanno i coefficienti più semplici, per cui:
(4.18)
con

Pag. 74 Analisi del processo di granulazione Diego Caccavo
(4.19)
In definitiva quindi:
(4.20)
4.1.2 Il modello
Il metodo di risoluzione proposto da Hounslow, come visto nel
Capitolo 1, porta alla formulazione della (1.7):
(1.7)
Si tratta di un sistema di equazione differenziali ordinarie.
Il kernel di coalescenza utilizzato, similmente al lavoro di Sanders, è
del tipo: “Equi Kinetic Energy”(EKE) kernel (si basa su
considerazioni fatte sulla distribuzione di velocità all’interno del
granulatore):
(4.21)
Il inizialmente utilizzato è [m5/2
s-1
], fornito nel lavoro
stesso.
In realtà le unità di misura di fornite nel lavoro [5] sono [m-1/2
s-1
],
portando ad un =[s-1
]. Inoltre [=][/] ed è riportato [=][m-3
].
Utilizzando però queste unità di misura si giunge ad un incongruenza
dimensionale quando si utilizzano le relazioni:
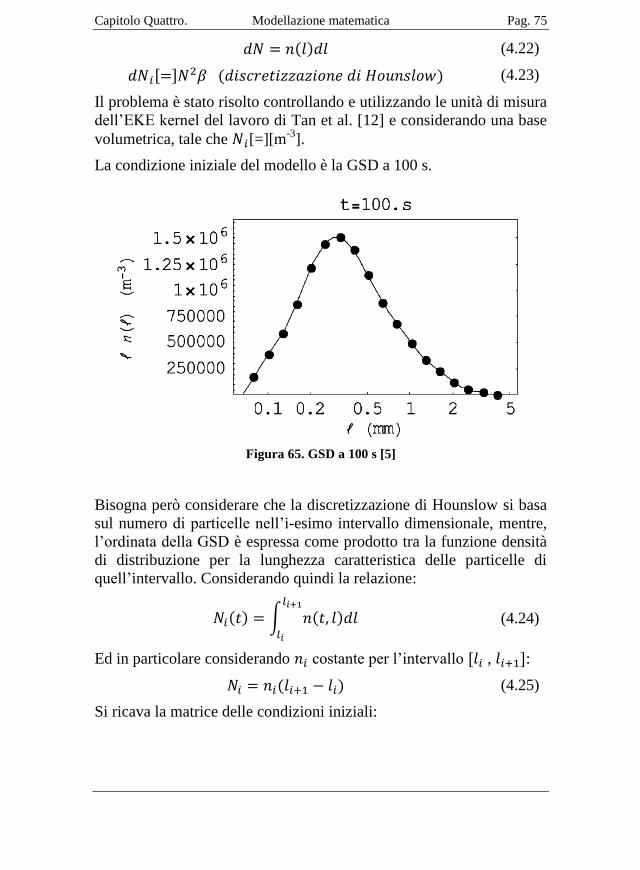
Capitolo Quattro. Modellazione matematica Pag. 75
(4.22)
(4.23)
Il problema è stato risolto controllando e utilizzando le unità di misura
dell’EKE kernel del lavoro di Tan et al. [12] e considerando una base
volumetrica, tale che [=][m-3
].
La condizione iniziale del modello è la GSD a 100 s.
Figura 65. GSD a 100 s [5]
Bisogna però considerare che la discretizzazione di Hounslow si basa
sul numero di particelle nell’i-esimo intervallo dimensionale, mentre,
l’ordinata della GSD è espressa come prodotto tra la funzione densità
di distribuzione per la lunghezza caratteristica delle particelle di
quell’intervallo. Considerando quindi la relazione:
(4.24)
Ed in particolare considerando costante per l’intervallo , :
(4.25)
Si ricava la matrice delle condizioni iniziali:
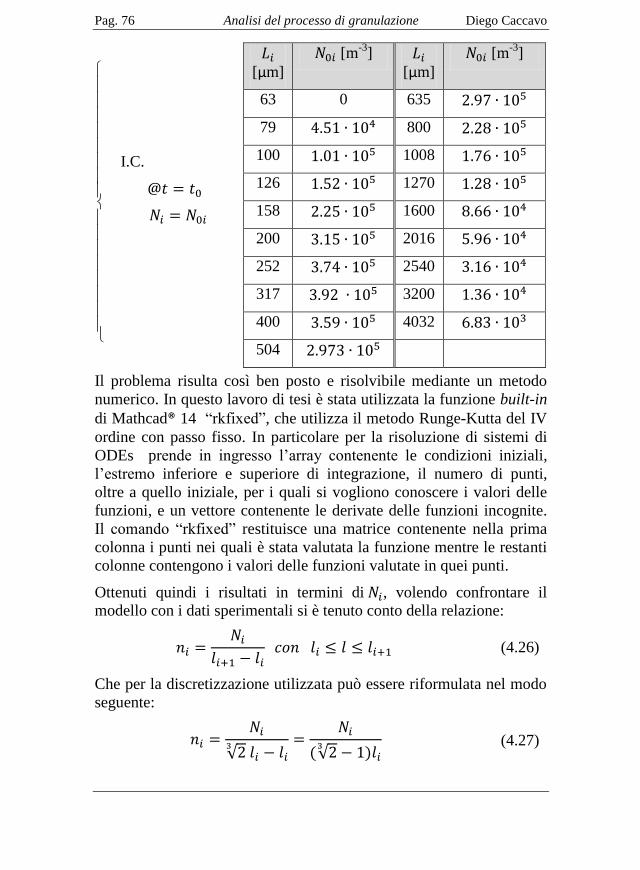
Pag. 76 Analisi del processo di granulazione Diego Caccavo
I.C.
[µm]
[m-3
] [µm]
[m-3
]
63 0 635
79 800
100 1008
126 1270
158 1600
200 2016
252 2540
317 3200
400 4032
504
Il problema risulta così ben posto e risolvibile mediante un metodo
numerico. In questo lavoro di tesi è stata utilizzata la funzione built-in
di Mathcad® 14 “rkfixed”, che utilizza il metodo Runge-Kutta del IV
ordine con passo fisso. In particolare per la risoluzione di sistemi di
ODEs prende in ingresso l’array contenente le condizioni iniziali,
l’estremo inferiore e superiore di integrazione, il numero di punti,
oltre a quello iniziale, per i quali si vogliono conoscere i valori delle
funzioni, e un vettore contenente le derivate delle funzioni incognite.
Il comando “rkfixed” restituisce una matrice contenente nella prima
colonna i punti nei quali è stata valutata la funzione mentre le restanti
colonne contengono i valori delle funzioni valutate in quei punti.
Ottenuti quindi i risultati in termini di , volendo confrontare il
modello con i dati sperimentali si è tenuto conto della relazione:
(4.26)
Che per la discretizzazione utilizzata può essere riformulata nel modo
seguente:
(4.27)
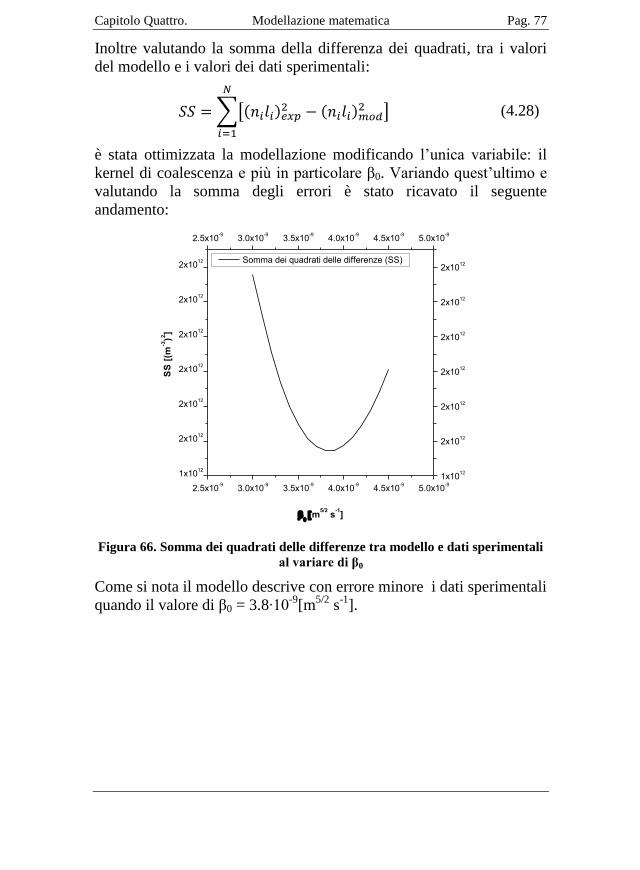
Capitolo Quattro. Modellazione matematica Pag. 77
Inoltre valutando la somma della differenza dei quadrati, tra i valori
del modello e i valori dei dati sperimentali:
(4.28)
è stata ottimizzata la modellazione modificando l’unica variabile: il
kernel di coalescenza e più in particolare β0. Variando quest’ultimo e
valutando la somma degli errori è stato ricavato il seguente
andamento:
Figura 66. Somma dei quadrati delle differenze tra modello e dati sperimentali
al variare di β0
Come si nota il modello descrive con errore minore i dati sperimentali
quando il valore di β0 = 3.8∙10-9
[m5/2
s-1
].
2.5x10-9
3.0x10-9
3.5x10-9
4.0x10-9
4.5x10-9
5.0x10-9
1x1012
2x1012
2x1012
2x1012
2x1012
2x1012
2x1012
2.5x10-9
3.0x10-9
3.5x10-9
4.0x10-9
4.5x10-9
5.0x10-9
1x1012
2x1012
2x1012
2x1012
2x1012
2x1012
2x1012
Somma dei quadrati delle differenze (SS)
SS
[(m
-3)2
]
m
5/2 s
-1]
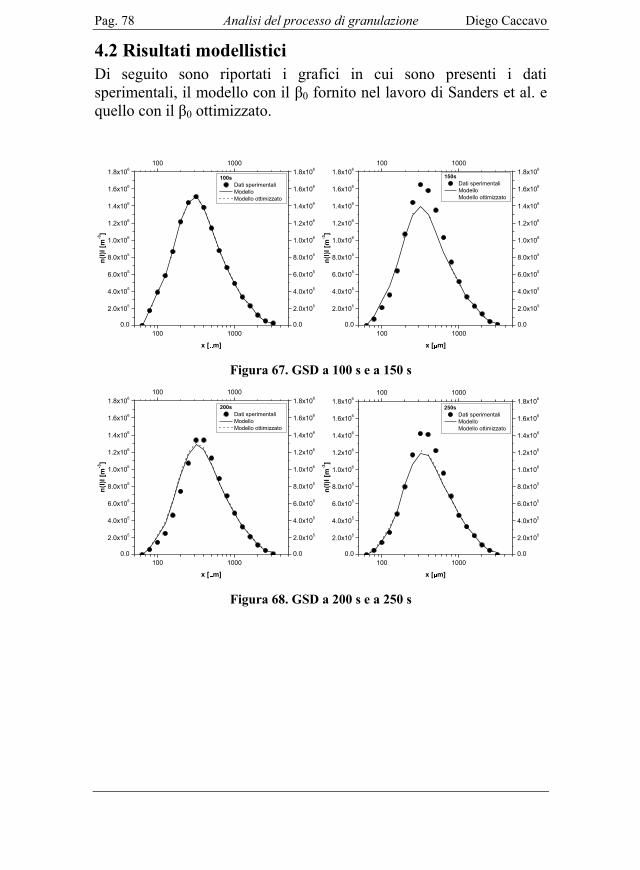
Pag. 78 Analisi del processo di granulazione Diego Caccavo
4.2 Risultati modellistici
Di seguito sono riportati i grafici in cui sono presenti i dati
sperimentali, il modello con il β0 fornito nel lavoro di Sanders et al. e
quello con il β0 ottimizzato.
Figura 67. GSD a 100 s e a 150 s
Figura 68. GSD a 200 s e a 250 s
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
100s
Dati sperimentali
Modello
Modello ottimizzato
n(l
)l [
m-3
]
x [ m]
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
150s
Dati sperimentali
Modello
Modello ottimizzato
n(l
)l [
m-3
]
x [ m]
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
200s
Dati sperimentali
Modello
Modello ottimizzato
n(l
)l [
m-3
]
x [ m]
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
250s
Dati sperimentali
Modello
Modello ottimizzato
n(l
)l [
m-3
]
x [ m]
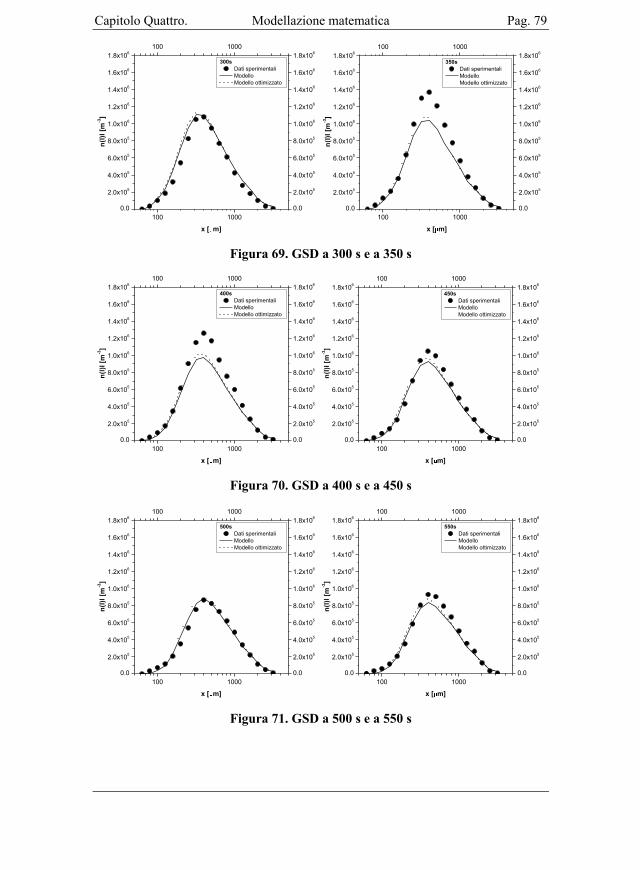
Capitolo Quattro. Modellazione matematica Pag. 79
Figura 69. GSD a 300 s e a 350 s
Figura 70. GSD a 400 s e a 450 s
Figura 71. GSD a 500 s e a 550 s
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
300s
Dati sperimentali
Modello
Modello ottimizzato
n(l
)l [
m-3
]
x [ m]
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
350s
Dati sperimentali
Modello
Modello ottimizzato
n(l
)l [
m-3
]
x [ m]
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
400s
Dati sperimentali
Modello
Modello ottimizzato
n(l
)l [
m-3
]
x [ m]
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
450s
Dati sperimentali
Modello
Modello ottimizzato
n(l
)l [
m-3
]
x [ m]
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
500s
Dati sperimentali
Modello
Modello ottimizzato
n(l
)l [
m-3
]
x [ m]
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
550s
Dati sperimentali
Modello
Modello ottimizzato
n(l
)l [
m-3
]
x [ m]
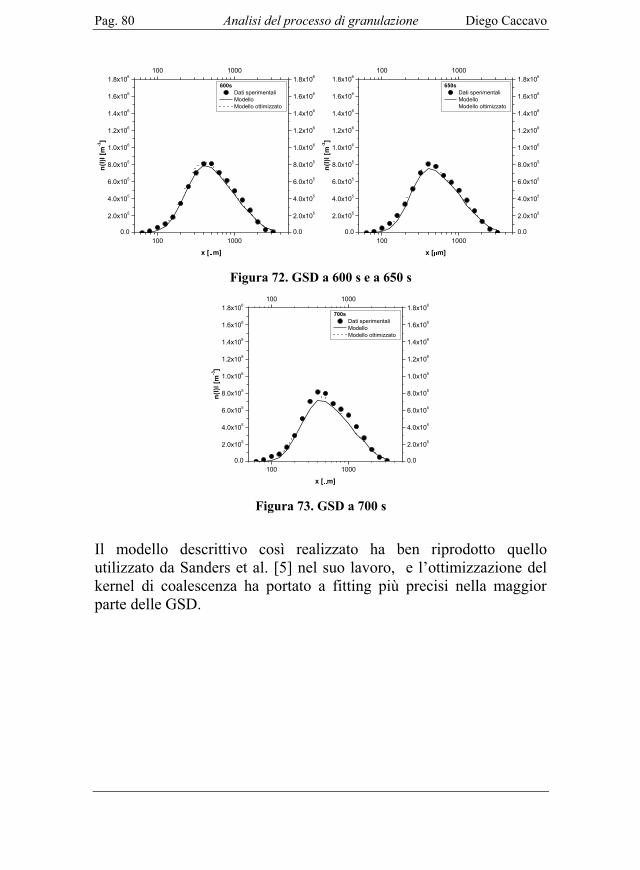
Pag. 80 Analisi del processo di granulazione Diego Caccavo
Figura 72. GSD a 600 s e a 650 s
Figura 73. GSD a 700 s
Il modello descrittivo così realizzato ha ben riprodotto quello
utilizzato da Sanders et al. [5] nel suo lavoro, e l’ottimizzazione del
kernel di coalescenza ha portato a fitting più precisi nella maggior
parte delle GSD.
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
600s
Dati sperimentali
Modello
Modello ottimizzato
n(l
)l [
m-3
]
x [ m]
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
650s
Dati sperimentali
Modello
Modello ottimizzato
n(l
)l [
m-3
]
x [ m]
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
100 1000
0.0
2.0x105
4.0x105
6.0x105
8.0x105
1.0x106
1.2x106
1.4x106
1.6x106
1.8x106
700s
Dati sperimentali
Modello
Modello ottimizzato
n(l
)l [
m-3
]
x [ m]
[81]
Capitolo Cinque
Conclusioni
In questo capitolo sono riportate le
conclusioni in merito al lavoro svolto ed
è illustrato il possibile sviluppo futuro.
Pag. 82 Analisi del processo di granulazione Diego Caccavo
5.1 Conclusioni
In questo lavoro di tesi sono stati analizzati diversi aspetti di un
processo di granulazione industriale.
Partendo dalla definizione e dagli scopi della granulazione, sono state
brevemente descritte le due principali tecniche di granulazione, a
secco e ad umido, ponendo in rilievo le differenze fra di esse.
Particolare risalto è stato dato al processo di granulazione high-shear
descrivendo il granulatore, il meccanismo con cui avviene
l’accrescimento dei granuli e formulando una generica “ricetta”.
Inoltre sono stati presi in considerazione gli effetti delle condizioni e
delle variabili operative sul processo high-shear.
Sono stati analizzati poi gli aspetti legati al materiale utilizzato in un
processo di granulazione, andando a considerare le tecniche utilizzate
per la caratterizzazione delle dimensioni delle particelle e giungendo,
per il caso in esame, alla messa a punto di un metodo basato
sull’analisi dell’immagine. È stata inoltre sviluppata una tecnica di
analisi che consente la ricerca e la quantificazione dei solventi presenti
nel materiale.
Sono stati considerati inoltre gli approcci modellistici al processo di
granulazione. Si è focalizzata l’attenzione sulla modellazione
mediante i bilanci di popolazione. In particolare è stato riprodotto e
implementato un modello descrittivo del meccanismo di coalescenza
basato sulla discretizzazione del bilancio di popolazione proposta da
Hounslow [7].
Nel lavoro di tesi dunque: sono state sviluppate tecniche di
caratterizzazione del materiale, e quindi atte a definire le variabili del
processo; si è fatto luce sull’influenza delle condizioni operative sui
risultati della granulazione; è stato implementato e validato un
modello descrittivo. Tutto ciò ha permesso di gettate le basi per la
realizzazione di un modello predittivo. Ulteriori studi potranno essere
quindi indirizzati alla correlazione delle variabili con l’unico
parametro del modello: il kernel di coalescenza.
[83]
Bibliografia
1. Perry’s chimical engineers’ handbook 8th edition, Ch. 21: Solid-Solid
Operations and Processing, MacGraw-Hill.
2. J. R. Backhurst, J. H. Harker and J. F. Richardson, Coulson and
Richardson’s : Chemical Engineering Volume 2 Fifth Edition,
Butterworth-Heinemann.
3. Dilip M. Parikh, Handbook of Pharmaceutical Granulation Technology
Second Edition, Taylor & Francis Group.
4. Agba D. Salman (Editor), Michael Hounslow (Editor), Jonathan P.K.
Seville (Editor) , Handbook of Powder Technology Vol. 11 Granulation,
Elsevier Science.
5. C.F.W. Sanders, A.W. Willemse, A.D. Salman, M.J. Hounslow,
Development of a predictive high-shear granulation model, Powder
Technology 138 (2003) 18– 24.
6. Doraiswami Ramkrishna, Population Balances: Theory and Applications to
Particulate Systems in Engineering, Academic Press.
7. Hounslow M.J., Ryall R.L., Marshall V.R. , A discretized population
balance for nucleation, growth and aggregation, AIChE Journal 1988;
Vol.34, No.11:1821–1832.
8. T. Allen, Powder sampling and particle size determination, Elsevier.
9. http://www.malvern.com.
10. ASTM E 2651-08: Standard Guide for Powder Particle Size Analysis.
11. Lamberti G., Modellazione di processi di estrazione, adsorbimento e
desorbimento con fluidi supercritici. Simulazione numerica del loro
comportamento dinamico con Mathcad® PLUS 6.0. Tesi di Laurea in
Ingegneria Chimica, Università degli Studi di Salerno (1996).
12. H.S. Tan, M.J.V. Goldschmidt, R. Boerefijn, M.J. Hounslow, A.D. Salman,
J.A.M. Kuipers, Building population balance model for fluidized bed melt
granulation: lessons from kinetic theory of granular flow, Powder
Technology 142 (2004) 103– 109.

Pag. 84 Analisi del processo di granulazione Diego Caccavo
Desidero ringraziare il prof. Gaetano Lamberti
per avermi dato la possibilità di lavorare nel suo
team, per avermi fatto conoscere ed apprezzare il
mondo della ricerca universitaria e per i tanti
insegnamenti, trasmessi con passione ed
entusiasmo.
Ringrazio l’ing. Sara Cascone per avermi aiutato
nei momenti difficili della ricerca, per avermi
guidato nella stesura della tesi, e per la piena
disponibilità concessami.
Ringrazio in particolar modo i miei genitori che
sono stati sempre al mio fianco, per avermi
saputo ascoltare, capire e consigliare e per avere
riposto fiducia in me.
Ringrazio mia sorella Vanna, da sempre il mio
modello di riferimento, per avermi incoraggiato
ad intraprendere il percorso accademico e per
avermi supportato e sopportato in questi anni.
Ringrazio nonno Gerardo, al quale devo
particolare riconoscimento per essersi occupato
delle mie finanze extra.
Ringrazio Alessia, la mia fidanzata, che con
estrema pazienza e dolcezza ha sopportato i miei
sbalzi di umore e ha condiviso con me gioie e
dispiaceri.
Ringrazio infine i compagni d’avventura
accademica che hanno reso piacevoli questi anni
di studio.
Analisi del processo di
granulazione per la produzione di
forme farmaceutiche solide
An
alisi d
el pro
cesso d
i gra
nu
lazio
ne p
er la p
rod
uzio
ne d
i form
e farm
aceu
tiche so
lide
Dieg
o C
acca
vo
Il riquadro tratteggiato nero è leggermente più grande dell’area effettiva della copertina. L’immagine selezionata per lo sfondo deve quindi essere ancora un po’ più grande (sarà
tagliata). Il rettangolo riempito col gradiente azzurro è solo un esempio. Non spostare le cornici già esistenti e usare un solo font (di un solo colore) su tutta la copertina.
Selezionare Strumenti > Opzioni > Visualizza > Limiti del testo per vedere le posizioni delle caselle di testo.
Diego Caccavo
Università degli Studi di Salerno Facoltà di Ingegneria
Anno Accademico
2009/2010
Chi trascura di imparare in giovinezza perde il
passato ed è morto per il futuro.
(Euripide)


















