Agfa Progetto Scarti Certificazione Green Belt Master Lean Six Sigma Festo Academy Pubblicabile
19
1 Industrial Management School RIDUZIONE SCARTI PER QUALITA’ SULLA LINEA DI PRODUZIONE V3 • Presented by S. Vancheri • Date: 01/21/2009
-
Upload
alessandro-enna -
Category
Business
-
view
925 -
download
2
description
Progetto di miglioramento realizzato da AGFA All'interno della parteciapzione al Master Lean six sigma Festo Academy per la certificaione Green Belt
Transcript of Agfa Progetto Scarti Certificazione Green Belt Master Lean Six Sigma Festo Academy Pubblicabile

1
Industrial Management School
RIDUZIONE SCARTI PER QUALITA’
SULLA LINEA DI PRODUZIONE V3
• Presented by S. Vancheri
• Date: 01/21/2009

2
Industrial Management School
Team Charter
1. Ridurre la percentuale di scarto per qualità di 0,5% con un impatto a fine anno compreso fra 55K e 85K € a secondo dei mq in
media prodotti.
2. Una corretta classificazione degli scarti, faciliterà la scelta sulla priorità degli interventi preventivi e di manutenzione
Business Case:
In Scope / Out of Scope:
Definizione del problema:
Definizione dell’obiettivo :
Gli scarti durante la produzione, hanno un impatto economico molto importante. Si rende necessario una migliore gestione di questi, in
particolare di quelli classificati come scarti per qualità. Oggi vengono identificati come tali anche scarti di origine diverse. Una corretta
identificazione degli scarti porterà sicuramente ad una più corretta interpretazione delle azioni di intervento.
Con questo progetto concentreremo la attenzione sulla linea V3 per poi implementarlo sulla linea V1.
Out of scope: Riduzione scarti per planning
In scope : Ottimizzazione della attuale classificazione degli scarti. Verifica influenza tipo di fornitore di allumino
Nei primi 5 mesi del 2008 con una produzione media di 480K mq/mese
lo scarto totale medio è di 8,3% mentre quello per qualità del 7%. Considerando la percentuale classificata per qualità, il
corrispondente valore in € / anno e di i 100K €/anno
Visto che il programma per i prossimi mesi è di un aumento di produzione pari circa 800K mq/mese questo ipotizzando la stessa
percentuale di scarti per qualità pari a 7% corrisponde ad una perdita pari a 155K €/anno
Define (1/6)

3
Industrial Management School
Team Charter
Milestones:
Define
Measure
Analyze
Improve
Control
30/05/08
30/10/08
30/11/2008
30/12/2008
30/01/2009
Composizione Gruppo:
Project Lead (GB/BB): Salvatore Vancheri (TQM)
Bruno Battistoni (direttore stab.)
Emanuele Faccini (Resp. Manutenz)
Alfio Di Carlo (Resp. Produz)
Team Members:
Project Champion:
Coach (BB/MBB):
Define (2/6)

4
Industrial Management School
Cliente Commenti Caratteristiche più rilevanti
per il cliente (CTQs)
Direzione, produzione , Ingegneria
<Conclusione>
Key Questions
Quali gruppi di clienti sono
scopo primario per il
progetto?
Metodi usati per capire i
bisogni del cliente.
Quale CTQ sarà l’obiettivo
primario del progetto?
Intervista
Riduzione degli scarti per qualità –
Ottimizzazione sistema di raccolta dati
performance di linea
Il dato rilevato sulla % di
scarto per qualità è
attualmente elevato,
Considerato il valore fissato a
BT08 da casa madre 6,4%
attualmente è pari al 7,2%
Identificare i CTQ del progetto Define (3/6)
Direzione
Produzione
La produzione
attualmente monitorizza
solo le cause origine di
fermi macchina
Al fine di raggiungere obbiettivi
qualitativi richiesti si rende necessario
il monitoraggio del maggior numero di
potenziali cause di scarto, in modo da
richiedere interventi mirati

5
Industrial Management School
Creazione data
base cause
principali segnalate
di scarto con
corrispondenti
interventi
Ingegneria
Produzione
Direzione
Fasi di
processo dove
è più frequente
origine di
problemi di
scarto - studio
mirati piano di
prevenzione
Informazioni
sulle cause
origine degli
scarti
Dati sulle
performance
scarti di linea:
Strutturale
Planning
Qualità
Fogli
performance di
linea
Foglio
riepilogativo
bobina con
evidenziazione
scarti per
tipologia
Responsabile
produzione
Capo turno
Fornitore
SS IIInput
(sostantivi)
PPProcesso
(verbi)
OOOutput
1
2
3
4
5
Raggruppare dati
bobina in strutturale
– planning - qualità
Verifica normalità
dei dati
Raggruppare dati
bobine su unico file
Elaborare carta di
controllo I_MR
Key Questions
Quali sono gli estremi del
processo?
Inizio:
Fine:
Cosa è incluso negli obiettivi
di progetto?
Incluso:
Escluso:
La process map è stata
approvata dalle persone
chiave?
<Conclusione>
Raccolta dati performance
bobina capo turno
Crezione DB cause scarto
/ azioni correttive
Ottimizzazione gestione dati
identificativi origine degli scarti
Ottimizzazione del planning
Vancheri - Battistoni
CCCliente
Define (4/6)
(sostantivi)

6
Industrial Management School
Schema logico identificativo degli scarti
Raccolta dati (2/5) Define (5/6)

7
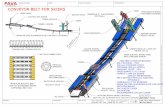
Industrial Management School
Schema logico di processo
Guida
nastro
Ispezione
laserLivellatrice
Accoppiamento
carta interlastra
Rifilo
lateraleTaglierina
Nastro
trasportatoreImpilatore
In line Converting
Fornetto
asciugatura
Aspo
Sgra
ssaggio
Decappaggio
Ele
ttro
gra
nitura
Desm
ut
Ossid
azio
ne
Tra
ttam
ento
Vern
icia
tura
Forno asciugatura vernice
Parte Umida Verniciatura - Asciugatura
Define (6/6)

8
Industrial Management School
<>
CTQ
Clarify Data CTQ Standard di Performance
Project Y - Measure
LSL
Caratteristiche di performance dei CTQ
Descrizione della
misura DifettoUSL TargetDefinizione operativaUnit /
Opp
< >
< >
< >
< >
< >
< >
< >
< >
< >
< >
< >
< 6,7% >
< >
< >
< >
< >
< >
< >
<%scarto totale -
%scarto per planning
- % scarto strutturale
>
<Produzione che non
rispetta le specifiche di
prodotto. Che ha come
origine cause diverse da
errato planning o scarto
strutturali del processo>
< % scarti qualità
linea V3>
< > < >
Measure (1/5)

9
Industrial Management School
Key Questions
Ho garantito che I dati
raccolti siano accurati e
unbiased?
Quali sono le possibili aree di
bias e errori di sistema?
Ho valutato la ripetibilità e
riproducibilità della mia
raccolta dati?
Chi raccoglie i dati è
opportunamente formato?
<Considerazioni
finali>
Dati disponibili all’inizio del progetto , estratti dal report mensile
ufficiale spedito a casa madre
Una analisi dei dati attualmente disponibili, indica dati poco dettagliati, di
difficile utilizzo per impostare piani di miglioramento.
1. Scarto strutturale non misurato sul campo
2. Raccolta dati scarti per planning non corretta
3. Identificazioni delle cause per qualità, nel data base non
aggiornate
< Ridefinire un sistema di acquisizioni raccolta dati sul
campo più affidabile >
nd
nd
nd
SI
Raccolta dati Measure (2/5)
Line 3 Losses (2) (%)
Av.
BT'08 Av. '08 Jan Feb Mar Apr May
Line 0,7% 0,7% 0,7% 0,7% 0,7% 0,7% 0,7%
of which Structural 0,7% 0,7% 0,7% 0,7% 0,7% 0,7% 0,7%
Converting on line 8,7% 8,1% 5,5% 6,4% 9,4% 8,2% 8,6%
of which Structural 2,3% 0,7% 0,0% 0,0% 0,2% 0,8% 1,7%
Planning 0,0% 0,1% 0,0% 0,0% 0,0% 0,1% 0,3%
Quality 6,4% 7,2% 5,5% 6,4% 9,2% 7,3% 6,6%
Total 9,4% 8,8% 6,2% 7,1% 10,1% 8,9% 9,3%

10
Industrial Management School
Raccolta dati Measure (3/5)
Prima Dopo
Giunzione / cambio bobina Al 40 mt bobina 50 mt bobina
Rifilo strutturale (rifilo cx + laterale policy <=22) nd calcolato aut
Scarto alla partenza (dal passaggio aggangio a lastre
considerate buone)operatore
Considerato come
qualità non strutturale
Cambio bobina carta nd in automatico 20 mt
Campionature prelevate per cq nd manuale
rifilo laterale planning (>22) nd automatico
planning bobina maggiorata nd automatico
Scarto strutturale
Scarto Planning
Bobina maggiorata planning
Rifilo laterale planning
AggancioPRIMA SCELTA
Cambio bobina carta QUALITA' RESO
Rifilo cx (8) + lat policy (22)
Rifilo laterale planningBobina maggiorata planning
Reso : parte di bobina che per difettosità viene reclamata al fornitore – nel calcolo non viene considerata – si ipotizza una
bobina all’origine più piccola

11
Industrial Management School
Prima Dopo
Scarto x Qualità
Problemi carta interlastra nd manuale
Problemi rifili nd manuale
Problemi taglierina nd manuale
Problemi stacker (impilamento) nd manuale
Problemi di stesa / matt [righe -folature -cosmesi] manuale manuale
Scarto cariature manuale manuale
Problemi calandra -traini manuale manuale
Scarti per sporco manuale manuale
Scarti accidentale [manovre non corrette da parte operatore] manuale manuale
Fermo Engineering mq manuale manuale
Problema livellatrice nd manuale
Cilindri (Ammaccature/ battute/ gocce) manuale manuale
Distacchi vernice (puntini bianchi) mq manuale manuale
Analisi non OK mq manuale manuale
Scarti per altro manuale manuale
Raccolta dati Measure (4/5)

12
Industrial Management School
Raccolta dati
• Creata una biblioteca dei difetti - disponibile per gli operatori di linea
• Attualmente il sistema di rilevazione laser gestisce i dati solo in formato cartaceo, verificata la
possibilità di gestirli in formato digitale – (sistema funzionante in DOS al momento impossibile fare la
implementazione)
• Implementata registrazione sostituzione filtri utilizzati nelle varie parti del processo (Dicembre 2008)
• Implementata registrazione numero di scarti ogni 5’. Prima non veniva registrato.
Measure (5/5)
Lista Azioni fatte per migliorare la raccolta dati

13
Industrial Management School
Analisi Dati: Fonti di Variazione, Analisi delle Cause
dei Difetti
Analyze (1/1)
Utilizzando il metodo dei 5 perché sono state identificate delle zone di intervento possibili:
Impianto Verniciatura
• A seguito di diverse osservazioni mirate sul campo è stato visto una aumento dei sporchi in particolare
durante i cambi cisterna,
Zona Guida nastro
• Zona di passaggio nastro subito dopo il forno di asciugatura, completamente aperta, potenziale causa di
raccolta sporchi durante transito operatori – muletti – carroponte.
Scarto per giunzione coil alluminio
• Attualmente durante la giunzione necessari 50 mt di nastro alluminio. Analizzate possibili potenziali
soluzioni per la riduzione a 40 mt.
Scarto per giunzione coil Carta
• Attualmente ogni cambio bobina carta vengono scartati 20 mt di bobina, scarto mai identificato prima.
Limite fisico dell’attuale sistema, con cambio completamente manuale.
Dimensione campione di scarto
• Attualmente con velocità di 12 mt/min non si riesce a rifilare campioni inferiori a 40 cm. Limite fisico del
sistema.

14
Industrial Management School
• sostituendo i filtri in uso da 10 micron con corrispondenti da 5 micron (Luglio)
• Implementato extra filtraggio volume totale – al ricevimento cisterna prima della messa in macchina
• Introdotto circuito di ricircolo su chilolitra vernice
• Sul serbatoio B modificato fondo piano con il fondo a imbuto in modo da evitare eventuale deposito di residui sugli angoli
In rosso evidenziate le parti aggiunte
Improve (1/3)
NO Autom. System to replace the level FILTRO rM1f 100 PALL 10 micron
Mandata a richiesta dell'operatore Ricircolo
C B FILTRO 1 micron PE-1-P1-SBEA A
Fare Imbuto
EAutom. valve
40% ACT / 60% MTG
Autom. valve
1 micron PE-1-P1-S D
consumption see sheet 2
max 50
WORK SET 0,5 lt Diam 60
min 49,5
45 = allarm
Total Volume =100 lt
Volume used during work line = 35
Pompa Pompa
1-2 mc/ora Diam 48
Filtri PALL Densimetro Scamb
5 micron
2 gg
RM2 F 050
Free space necessary for return
coating in case of stop line
LINE
Mix Coating
60% ACT / 40% MTG
Vol= 0,2*0,2*0,3=12 lt 40% ACT / 60% MTG
Vol= 0,5*0,4*0,25=50lt
Impianto verniciatura
Azione di miglioramento

15
Industrial Management School
Improve (2/3
Zona Guida nastro
•Isolata la zona guida nastro con pannelli – prima nessuna copertura presente (ottobre 2008)
Azione di miglioramento

16
Industrial Management School
Improve (3/3
• Aperto progetto interno per la riduzione degli scarti durante le giunzione nei cambi coil di
alluminio da 50 a 40 mt. (Dicembre 2008)
• Aperto progetto interno per la riduzione dei metri di scarto durante il cambio coil di carta
da 20 a 4 mt (Dicembre 2008)
• Aperto progetto per il ridimensionamento del motore taglierina
Azione di miglioramento

17
Industrial Management School
Control Charts Control (1/3)
• Dati ufficiali 2008 –
Line 3 Losses (2) (%)
Av.
BT'08 Av. '08 Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec
Line 0,7% 0,8% 0,7% 0,7% 0,7% 0,7% 0,7% 0,7% 0,7% 0,7% 0,8% 0,8% 1,1% 0,8%
of which Structural 0,7% 0,8% 0,7% 0,7% 0,7% 0,7% 0,7% 0,7% 0,7% 0,7% 0,8% 0,8% 1,1% 0,8%
Converting on line 8,7% 8,7% 5,5% 6,4% 9,4% 8,2% 8,6% 10,6% 11,0% 7,8% 7,8% 8,1% 7,8% 8,5%
of which Structural 2,3% 1,0% 0,0% 0,0% 0,2% 0,8% 1,7% 1,3% 1,1% 1,6% 1,0% 1,4% 1,4% 1,7%
Planning 0,0% 0,2% 0,0% 0,0% 0,0% 0,1% 0,3% 0,0% 0,3% 0,2% 0,1% 0,0% 0,4% 0,6%
Quality 6,4% 7,5% 5,5% 6,4% 9,2% 7,3% 6,6% 9,3% 9,6% 6,0% 6,6% 6,7% 5,9% 6,3%
Total 9,4% 9,5% 6,2% 7,1% 10,1% 8,9% 9,3% 11,3% 11,7% 8,5% 8,5% 8,9% 8,9% 9,3%
Formato medio lavorato 1068 1238 1081 1142 1126 1307 1385 1206 1179 1309 1324 1600

18
Industrial Management School
Control Charts % scarti per qualità Control (2/3)
11110089786756453423121
0,12
0,08
0,04
0,00
Observation
In
div
idu
al V
alu
e
_X=0,0500
UCL=0,0895
LCL=0,0104
08_11 08_12 09_01
11110089786756453423121
0,06
0,04
0,02
0,00
Observation
Mo
vin
g R
an
ge
__MR=0,01487
UCL=0,04860
LCL=0
08_11 08_12 09_01
1
6
22
6
1
I-MR Chart of Totale Scarto x qualità mq by mese
Worksheet: Scarti_V3 nov_08_gen_09

19
Industrial Management School
Control (3/3)Data Base cause / rimedi difetti registrati di scarto per qualità
Data Bobina Area Tipologia Descrizione mq Intervento chi quando
04/11/2008 845J0687 Generale Elettricità Sbalzo di corrente 388
04/11/2008 845J0688 Verniciatura Spalmatore fuori quota
A seguito ripartenza dopo sbalzo di corrente
problemi con spalmatore 734
Introdotta check list controlli da fare a
seguito fermi per sbalzi corrente dic_2008
06/11/2008 845J0692 Generale Elettricità Sbalzo di corrente 430
07/11/2008 845J0695 zona finale Pareggiatore
problemi durante cambio pareggiatore dopo
cambio velocità di linea 100 Riverificare tutti i set predefiniti EF dic_2008
07/11/2008 845J0695 Generale Cambio velocità 61
07/11/2008 845J0695 zona finale Rifili laterali problemi con i rifili 154
10/11/2008 846J0708 Parte umida Sgrassaggio
problemi con rullo n° 32 - abbassata velocità linea
per copertura rullo 370 Aperta CPM dic_2008
10/11/2008 846J0708 Zona finale Taglierina problemi taglierina 100
27/11/2008 848J0733 Generale Carroponte Spostamento carroponte x lavori linea 1 180
27/11/2008 848J0734 Parte umida Desmut Spremitore a molla uscita desmut - sostituito 502
28/11/2008 848J0735 Generale Impianto trattamento aria Rottura cinghia ventola immissione 1835
29/11/2008 848J0738 Verniciatura Cambio cisterna Durante cambio emulsione 467
05/12/2008 849J0755 Elettrica Trasformatori granitura
Rottura pompa traiculer trasformatori - reffred_
trasformatori - messa macchina a 1 mt 978
Controllo degli altri trasformatori
durante il femro di Natale EF
06/12/2008 849J0759 Elettrica Fonro asciugatura Blocco UMIFOG 371
Rivisione completa durante il fermo di
Natale EF dic_2008
07/12/2008 849J0762 Elettrica Fonro asciugatura Blocco UMIFOG 372
Rivisione completa durante il fermo di
Natale EF dic_2008
08/12/2008 849J0763 Elettrica Fonro asciugatura Blocco UMIFOG 2155
Rivisione completa durante il fermo di
Natale EF dic_2008
10/01/2009 902J0009 Zona finale Livellatrice Passo spianatrice 200
12/01/2009 903J0014 Verniciatura cambio filtro dopo aver girato filto presenza puntini bianchi 436
12/01/2009 903J0014 Verniciatura Pompa emulsione
durante cambio pompa emulsione - fatto sporchi x
avere lavorato all'interno della cabina 500
15/01/2009 903J0022 Zona finale Livellatrice Lastra impigliata taglierina - fermata linea 275






![Pellicola - [AGFA 1939] - Come Imparo a Fotografare](https://static.fdocumenti.com/doc/165x107/5571fa0449795991699105be/pellicola-agfa-1939-come-imparo-a-fotografare.jpg)