GABRIELE BARBARESCO, Direttore dell’Area Studi Mediobanca e Amministratore delegato di R&S

109/06/2011 “La sfida della Lean Transformation”
A. Trivillin – Amministratore Delegato
“La sfida della Lean Transformation”Piacenza 09/06/2011

209/06/2011 “La sfida della Lean Transformation”
Agenda:
• Presentazione ABS
• Contesto di partenza
• Mutamento scenario
• Azioni intraprese
• Cantieri
• Conclusioni

309/06/2011 “La sfida della Lean Transformation”
Chi siamo:

409/06/2011 “La sfida della Lean Transformation”
Alcuni dati:
• Sede: Udine • Fatturato (2010/2011): ~ 800m€• Dipendenti: ~ 1000• Capacità produttiva: ~ 1,3mtpy (1gg produzione ~ 1 Torre Eiffel)• 500 Clienti worldwide• Appartenenza Gruppo Danieli • Posizione di mercato: leader nel settore mercato acciaio speciale • Range prodotti ampissimo (centinaia di qualità acciaio e barre con sezione da
15mm fino a 750mm, lingotti con peso fino a 165t)
Mission: Diventare il leader europeo nel settore degli acciai speciali per:-Volumi-Qualità
-Servizio cliente

509/06/2011 “La sfida della Lean Transformation”
Gamma prodotti:

609/06/2011 “La sfida della Lean Transformation”
Quali settori d‘impiego:
La continua ricerca di prodotti innovativi in termini di
gamme dimensionali e di qualità permettono ad ABS di
fornire diversi mercati:
-Automotive (automobilistico)
-Movimentazione terra-Componentistica meccanica
-Settore energetico (eolico, nucleare)
-Ferroviario-Industria militare-Settore Pipeline

709/06/2011 “La sfida della Lean Transformation”
Il nostro processo produttivo:
2 forni di fusione
altamente automatizzati

809/06/2011 “La sfida della Lean Transformation”
3 Colate continue e una fossa
garantiscono una ampia gamma dimensionale
(200-800mm) e Lingotti fino a
165t.
CC3 CC1
CC2
Fossa
Il nostro processo produttivo:

909/06/2011 “La sfida della Lean Transformation”
Dopo la colata il materiale può essere venduto direttamente e/o accatastato per essere utilizzato per la laminazione a caldo a valle
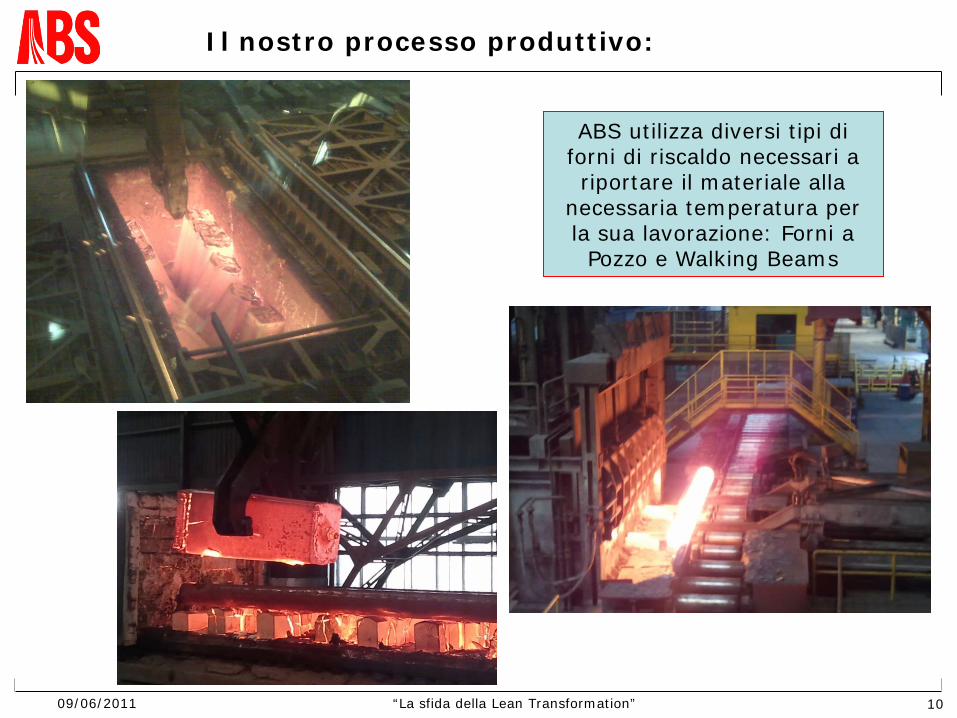
Il nostro processo produttivo:
1009/06/2011 “La sfida della Lean Transformation”
ABS utilizza diversi tipi di forni di riscaldo necessari a riportare il materiale alla
necessaria temperatura per la sua lavorazione: Forni a
Pozzo e Walking Beams
Il nostro processo produttivo:

1109/06/2011 “La sfida della Lean Transformation”
ABS consiste di 2 laminatoi a caldo e una forgia.
Bloo/Rev Forgia
Luna
Il nostro processo produttivo:

1209/06/2011 “La sfida della Lean Transformation”
ABS consiste di diversi reparti di finitura: pelatrici, torni, trattamenti
termici, sabbiatura, controlli superficiali, taglio…
Il nostro processo produttivo:
1309/06/2011 “La sfida della Lean Transformation”
Contesto di partenza:
• Industria pesante
• 100% Make To Order
• Stabilimento orientato alla produzione
• Settore molto competitivo
• Problemi tipici di un’azienda leader
1409/06/2011 “La sfida della Lean Transformation”
Crisi profonda:
• Fatturato passa da ~ 1.000m€ a ~ 400m€
• Punte del -80% volumi
• Marcia spagnola
• Cassa integrazione a tutti i livelli
1509/06/2011 “La sfida della Lean Transformation”
Azioni intraprese:
• Focus al progetto “Spina dorsale”
• Business Intelligence – Gestione credito
• Sviluppo industriale / impiantistico
• Cambio culturale e organizzativo
1609/06/2011 “La sfida della Lean Transformation”
-Ci siamo lasciati guardare dentro in modo critico
Cultura e comportamenti
“Siamo bravi e ciò che non va lo stiamo già cambiando” “Lo sappiamo già” “L’importante è ottimizzare gli impianti, fare un cambio costa
troppo” “Abbiamo chiara la situazione” “Alcuni (altri) enti non hanno chiara la situazione” “Noi lavoriamo sempre su ordine cliente” “Non vogliamo lavorare per stock”
1709/06/2011 “La sfida della Lean Transformation”
• Evolvere dall’efficienza produttiva al servizio cliente
• Cambiare modo di pensare
• Mettersi in discussione
-Ci siamo posti degli obiettivi:

1809/06/2011 “La sfida della Lean Transformation”
Pianificazione
Impa
tto
ImpegnoAltoBasso
Alto
Bas
so
Gestione ordineMagazzino
Grezzi
Flusso Luna
Flusso Marte
-Abbiamo definito degli “Spazi tecnici di miglioramento”
Matrice Impatto vs Impegno:

1909/06/2011 “La sfida della Lean Transformation”
-Commitment dall’alto (Synchro Game)

2009/06/2011 “La sfida della Lean Transformation”
L. Visentini – Project manager
“La sfida della Lean Transformation”Piacenza 09/06/2011

2109/06/2011 “La sfida della Lean Transformation” 21
Contesto attuale:-Puntualità delle date di consegna non soddisfacente -Acciaieria fabbrica a sé-Laminatoi fabbrica a sé -Lingotti caldi sincronismo spinto-Molte movimentazione ad elevato costo (costi materiale, spazio, movimentazione)-Molte rilavorazioni non prevedibili
Focus su Volumi e EfficienzaA discapito della prontezza di Risposta e Affidabilità.
La visione futura: -“Alta sartoria” “Alta qualità” + “Proliferazione dei prodotti” + “Consegne puntuali” + “Rapidità consegne”-Azienda all’avanguardia dal punto di vista tecnologico
Che domande si è fatto ABS?

2209/06/2011 “La sfida della Lean Transformation”
• La tendenza a lavorare sulla saturazione impianti invece che sui flussi
• La complessità dei flussi nella fase finale del processo (Condizionamento)
• La mancanza di indicatori adeguati e di sintesi
QUALI SONO I MAGGIORI OSTACOLI ALLO SVILUPPO?
ELEMENTI CULTURALI
ELEMENTI GESTIONALI
• La scarsa integrazione tra le funzioni• La capacità di mettersi in discussione• La poca chiarezza nella comunicazione• La contraddizione tra organizzazione
dichiarata ed organizzazione reale
• Impostare modelli produttivi• Gestire in modo più efficace i flussi e le
scorte (i.e. progettandole invece che subendole)
• Governare i flussi delle fasi a valle
• Governare i flussi delle fasi a valle• Lavorare sull’integrazione• Sviluppare l’organizzazione a flussi

2309/06/2011 “La sfida della Lean Transformation”
Pianificazione
Impa
tto
ImpegnoAltoBasso
Alto
Bas
soGestione ordine
Magazzino Grezzi
Flusso Luna
Flusso Marte
Governare il corso lavoro della Linea al fine di garantire il (livello di) servizio previsto
Governare il parco intermedio assicurandone in tempo la disponibilità del materiale per vendita e laminazione
Matrice Impatto vs Impegno:
Flusso Marte
Flusso Luna
Magazzino Grezzi
2409/06/2011 “La sfida della Lean Transformation”
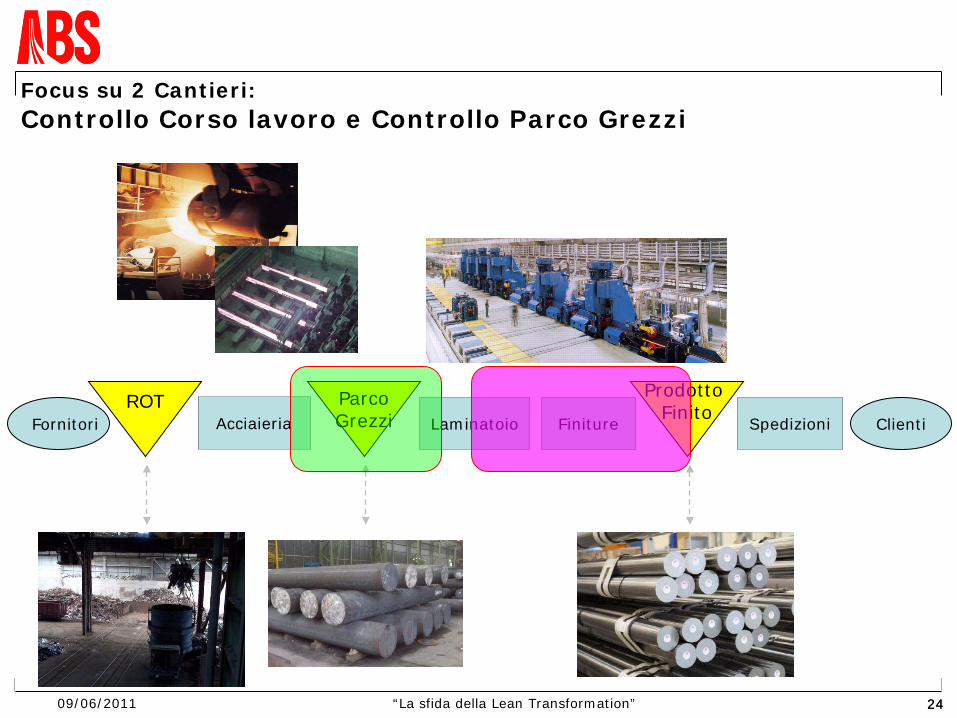
Focus su 2 Cantieri:Controllo Corso lavoro e Controllo Parco Grezzi
24
ROTFornitori Acciaieria
ParcoGrezzi Laminatoio Finiture Spedizioni Clienti
Prodotto Finito

2509/06/2011 “La sfida della Lean Transformation”
Metodologia adottata:
• Definire il problema• Individuare i punti di forza e debolezza• Fissare gli obiettivi produttività, rapidità, affidabilità servizio e costi • Possibili soluzioni (Provo a risolverlo e/o dimostro che non ha soluzioni) Formulare un percorso di cambiamento
Focus sul Problema
Essere pratici: “Non guardarela formica..
Attenzione del fatturato ma anche come lo ottengo
Sapersi mettere in discussione!
..senza accorgerci dell’ elefante che ci passa a fianco”
Punto di osservazione: Il Cliente
2609/06/2011 “La sfida della Lean Transformation”
Agenda:
• Inquadramento del Cantiere nel flusso generale ABS• Missione del team, Dominio di Studio, Obiettivi e Misure• Analisi e Strumenti di gestione (Organizzativi/Informatici)• Risultati ottenuti e Proposte Operative

2709/06/2011 “La sfida della Lean Transformation”
Il team:

2809/06/2011 “La sfida della Lean Transformation”
Cantiere Controllo Corso Lavoro

2909/06/2011 “La sfida della Lean Transformation”
1) Missione:-Governare il corso lavoro del laminatoio-Garantire il (livello di) servizio previsto
2) Dominio di Studio:o
3) Obiettivi e Misure:-Allineare i laminatoi e le finiture alla domanda Cliente
-Snellire il flusso del prodotto contenendo le codePULL System
Missione del team, Dominio di Studio, Obiettivi e Misure
3009/06/2011 “La sfida della Lean Transformation”
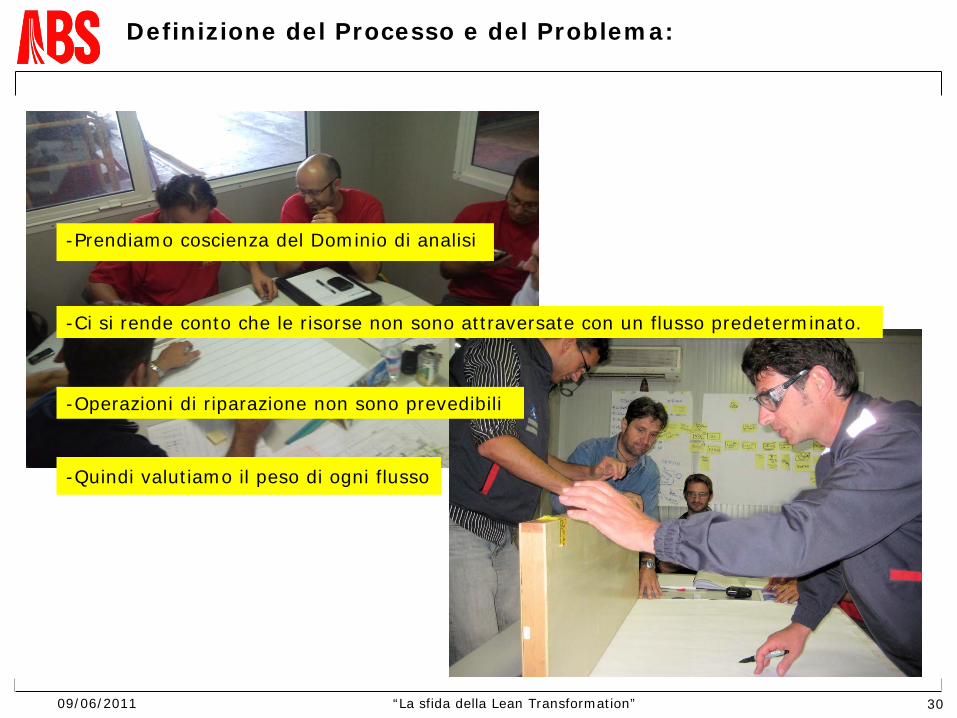
Definizione del Processo e del Problema:
-Prendiamo coscienza del Dominio di analisi
-Ci si rende conto che le risorse non sono attraversate con un flusso predeterminato.
-Quindi valutiamo il peso di ogni flusso
-Operazioni di riparazione non sono prevedibili
3109/06/2011 “La sfida della Lean Transformation”
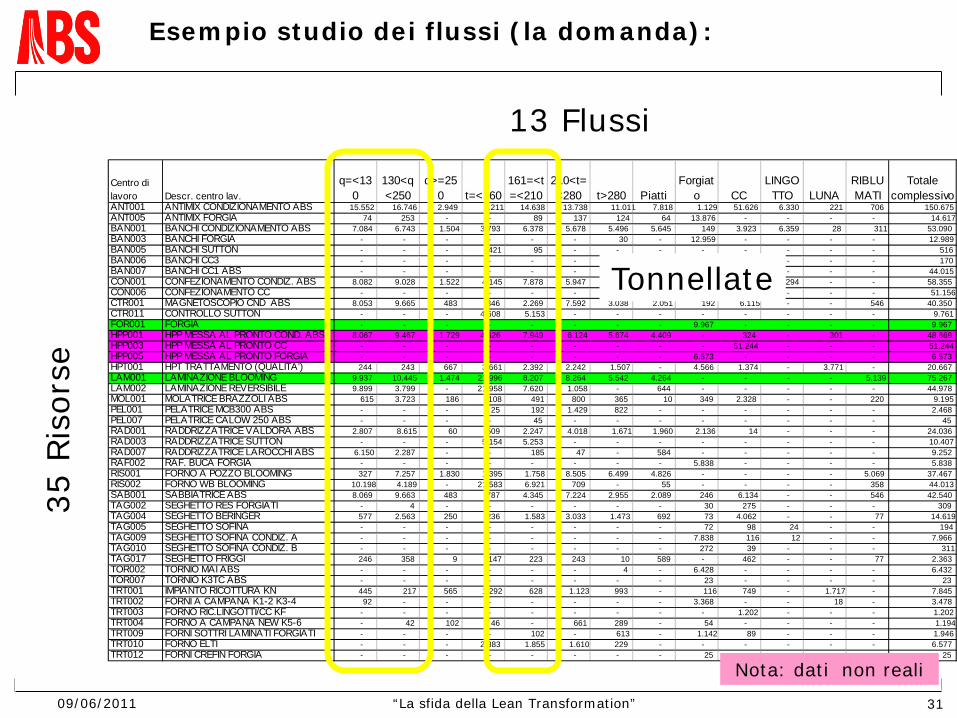
Esempio studio dei flussi (la domanda):
Centro di lavoro Descr. centro lav.
q=<130
130<q<250
q>=250 t=<160
161=<t=<210
210<t=<280 t>280 Piatti
Forgiato CC
LINGOTTO LUNA
RIBLUMATI
Totale complessivo
ANT001 ANTIMIX CONDIZIONAMENTO ABS 15.552 16.746 2.949 8.211 14.638 13.738 11.011 7.818 1.129 51.626 6.330 221 706 150.675 ANT005 ANTIMIX FORGIA 74 253 - - 89 137 124 64 13.876 - - - - 14.617 BAN001 BANCHI CONDIZIONAMENTO ABS 7.084 6.743 1.504 3.793 6.378 5.678 5.496 5.645 149 3.923 6.359 28 311 53.090 BAN003 BANCHI FORGIA - - - - - - 30 - 12.959 - - - - 12.989 BAN005 BANCHI SUTTON - - - 421 95 - - - - - - - - 516 BAN006 BANCHI CC3 - - - - - - - - - 170 - - - 170 BAN007 BANCHI CC1 ABS - - - - - - - - - 44.015 - - - 44.015 CON001 CONFEZIONAMENTO CONDIZ. ABS 8.082 9.028 1.522 4.145 7.878 5.947 5.180 4.170 6.110 - 6.294 - - 58.355 CON006 CONFEZIONAMENTO CC - - - - - - - - - 51.156 - - - 51.156 CTR001 MAGNETOSCOPIO CND ABS 8.053 9.665 483 346 2.269 7.592 3.038 2.051 192 6.115 - - 546 40.350 CTR011 CONTROLLO SUTTON - - - 4.608 5.153 - - - - - - - - 9.761 FOR001 FORGIA - - - - - - - - 9.967 - - - - 9.967 HPP001 HPP MESSA AL PRONTO COND. ABS 8.067 9.467 1.729 4.626 7.949 6.124 5.674 4.409 - 324 - 301 - 48.669 HPP003 HPP MESSA AL PRONTO CC - - - - - - - - - 51.244 - - - 51.244 HPP005 HPP MESSA AL PRONTO FORGIA - - - - - - - - 6.573 - - - - 6.573 HPT001 HPT TRATTAMENTO (QUALITA') 244 243 667 3.661 2.392 2.242 1.507 - 4.566 1.374 - 3.771 - 20.667 LAM001 LAMINAZIONE BLOOMING 9.937 10.445 1.474 21.996 8.207 8.264 5.542 4.264 - - - - 5.139 75.267 LAM002 LAMINAZIONE REVERSIBILE 9.899 3.799 - 21.958 7.620 1.058 - 644 - - - - - 44.978 MOL001 MOLATRICE BRAZZOLI ABS 615 3.723 186 108 491 800 365 10 349 2.328 - - 220 9.195 PEL001 PELATRICE MCB300 ABS - - - 25 192 1.429 822 - - - - - - 2.468 PEL007 PELATRICE CALOW 250 ABS - - - - 45 - - - - - - - - 45 RAD001 RADDRIZZATRICE VALDORA ABS 2.807 8.615 60 509 2.247 4.018 1.671 1.960 2.136 14 - - - 24.036 RAD003 RADDRIZZATRICE SUTTON - - - 5.154 5.253 - - - - - - - - 10.407 RAD007 RADDRIZZATRICE LAROCCHI ABS 6.150 2.287 - - 185 47 - 584 - - - - - 9.252 RAF002 RAF. BUCA FORGIA - - - - - - - - 5.838 - - - - 5.838 RIS001 FORNO A POZZO BLOOMING 327 7.257 1.830 1.395 1.758 8.505 6.499 4.826 - - - - 5.069 37.467 RIS002 FORNO WB BLOOMING 10.198 4.189 - 21.583 6.921 709 - 55 - - - - 358 44.013 SAB001 SABBIATRICE ABS 8.069 9.663 483 787 4.345 7.224 2.955 2.089 246 6.134 - - 546 42.540 TAG002 SEGHETTO RES FORGIATI - 4 - - - - - - 30 275 - - - 309 TAG004 SEGHETTO BERINGER 577 2.563 250 236 1.583 3.033 1.473 692 73 4.062 - - 77 14.619 TAG005 SEGHETTO SOFINA - - - - - - - - 72 98 24 - - 194 TAG009 SEGHETTO SOFINA CONDIZ. A - - - - - - - - 7.838 116 12 - - 7.966 TAG010 SEGHETTO SOFINA CONDIZ. B - - - - - - - - 272 39 - - - 311 TAG017 SEGHETTO FRIGGI 246 358 9 147 223 243 10 589 - 462 - - 77 2.363 TOR002 TORNIO MAI ABS - - - - - - 4 - 6.428 - - - - 6.432 TOR007 TORNIO K3TC ABS - - - - - - - - 23 - - - - 23 TRT001 IMPIANTO RICOTTURA KN 445 217 565 1.292 628 1.123 993 - 116 749 - 1.717 - 7.845 TRT002 FORNI A CAMPANA K1-2 K3-4 92 - - - - - - - 3.368 - - 18 - 3.478 TRT003 FORNO RIC.LINGOTTI/CC KF - - - - - - - - - 1.202 - - - 1.202 TRT004 FORNO A CAMPANA NEW K5-6 - 42 102 46 - 661 289 - 54 - - - - 1.194 TRT009 FORNI SOTTRI LAMINATI FORGIATI - - - - 102 - 613 - 1.142 89 - - - 1.946 TRT010 FORNO ELTI - - - 2.883 1.855 1.610 229 - - - - - - 6.577 TRT012 FORNI CREFIN FORGIA - - - - - - - - 25 - - - - 25
Nota: dati non reali
35 R
isors
e
13 Flussi
Tonnellate

3209/06/2011 “La sfida della Lean Transformation”
Analisi processo (V.S.M):

3309/06/2011 “La sfida della Lean Transformation”
Complessità del processo:
Si ritiene fondamentale la costruzione di uno schema logico del flusso (es. VSM) migliorare la visibilità Supply Chain Fine ultimo definire uno Strumento per controllo code al fine di ottenere una migliore pianificazione della capacità a fronte del programma di laminazione
Elaborazione di un nuovo layout e nuovi flussi materiale al fine di ridurre i tempi di attraversamento/aumentare la produttività/migliorare la qualità immessa sul mercato
33
WIP fuori controlloProcessi instabiliTempi di attraverso imprevedibili

3409/06/2011 “La sfida della Lean Transformation”
Strumento di controllo code per ogni risorsa:
Obiettivo è ridurre la deriva edattestarci su un valore definito dicoda al fine di controllare il tempo diattraversamento del Processo
Monitoraggio del tempo di coda dell’Area Riparazione
Management per eccezione con controllo giornaliero

3509/06/2011 “La sfida della Lean Transformation”
Esempio dimensionamento coda:
PIANO LAMINAZIONETREND CODE
Tonnellate in coda valle del laminatoio
Bilancio carico capacità. Sequenziando opportunamente il laminatoio

3609/06/2011 “La sfida della Lean Transformation”
Risultati gestendo le code
•Tempo di coda sceso e assestato sotto a 5 gg
GG di attraversamento Area Rip. LUNA
0.0
10.0
20.0
30.0
40.0
50.0
01/07
/2010
15/07
/2010
29/07
/2010
12/08
/2010
26/08
/2010
09/09
/2010
23/09
/2010
07/10
/2010
21/10
/2010
04/11
/2010
18/11
/2010
02/12
/2010
16/12
/2010
30/12
/2010
13/01
/2011
27/01
/2011
10/02
/2011
24/02
/2011
10/03
/2011
24/03
/2011
07/04
/2011
21/04
/2011
05/05
/2011
19/05
/2011
ESEMPIO AREA RIPARAZIONI LUNA
Esempio di coda

3709/06/2011 “La sfida della Lean Transformation”
5 Steps per il controllo delle code:
Percorso da effetti a governare le cause:

3809/06/2011 “La sfida della Lean Transformation”
V.S.M. in Business Object
1. Strumento di controllo delle code (allarmi)
2 e 3. Analisi Pareto e Trend deriva:

3909/06/2011 “La sfida della Lean Transformation”
4. Scheda misura prestazioni
Partendo da misure sul campo
Indicatori Evidenziamo proporzionalità diretta e/o inversa
5. Contromisure / Provvedimenti
4009/06/2011 “La sfida della Lean Transformation”
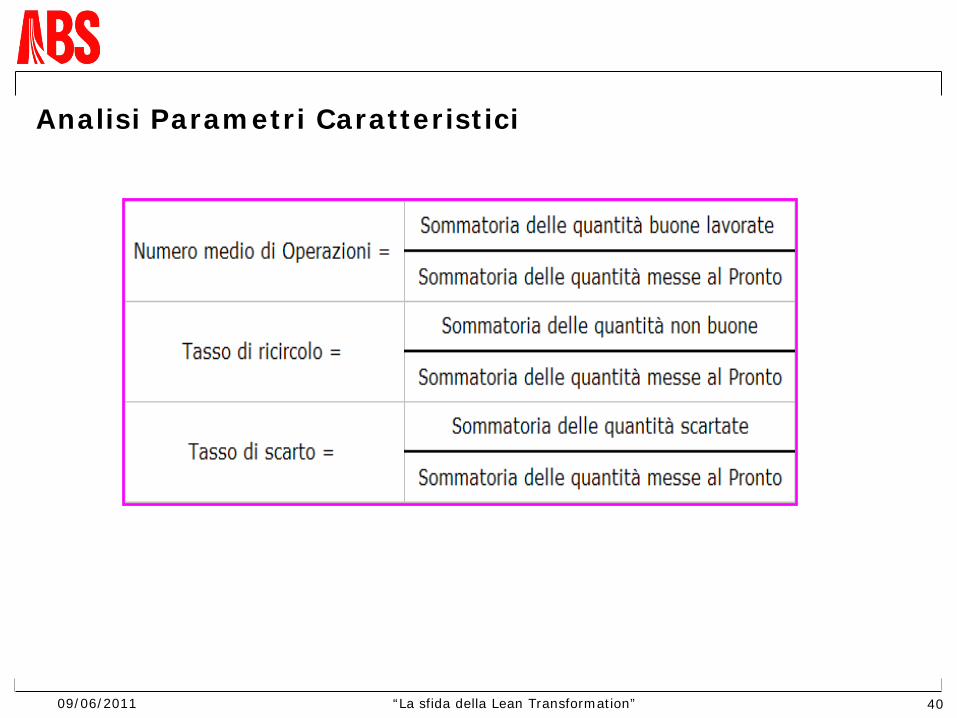
Analisi Parametri Caratteristici

4109/06/2011 “La sfida della Lean Transformation”
Analisi Layout
Diagramma ASME Work Sampling
4209/06/2011 “La sfida della Lean Transformation”
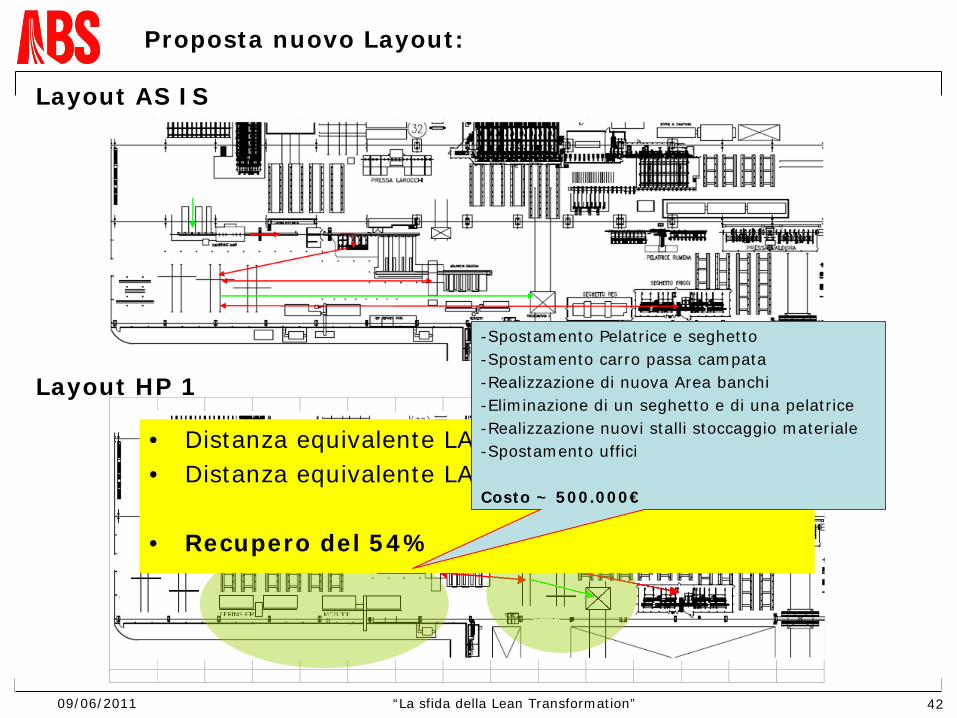
Layout AS IS
Layout HP 1
• Distanza equivalente LAYOUT AS IS:14.313 metri• Distanza equivalente LAYOUT HP 1: 6.551 metri
• Recupero del 54%
Proposta nuovo Layout:
-Spostamento Pelatrice e seghetto -Spostamento carro passa campata-Realizzazione di nuova Area banchi-Eliminazione di un seghetto e di una pelatrice-Realizzazione nuovi stalli stoccaggio materiale-Spostamento uffici
Costo ~ 500.000€

4309/06/2011 “La sfida della Lean Transformation”
Layout AS IS
Layout HP 2
Proposta nuovo Layout:
• Aumento Produttività o riduzione turnistica
• Recupero del 52%
-Inserimento linea di controllo ultrasuoni ed impaccatore-Sostituzione seghetti con nuovo impianto di taglio-Spostamento carro passa campata-Realizzazione di nuova Area banchi-Eliminazione di una pelatrice -Realizzazione nuovi stalli stoccaggio materiale-Spostamento uffici
Costo ~ 3.500.000€
4409/06/2011 “La sfida della Lean Transformation”
Risultati ad oggi:
• Costruito modello di calcolo delle code che consente di visualizzare la situazione per ogni macchina e sull’intero processo
• Realizzato lo schema di flusso VSM• Costruito una scheda di prestazioni • Abbiamo iniziato a schedulare le laminazioni in funzione delle code • Analisi Layout: Progettato una nuova configurazione
4509/06/2011 “La sfida della Lean Transformation”
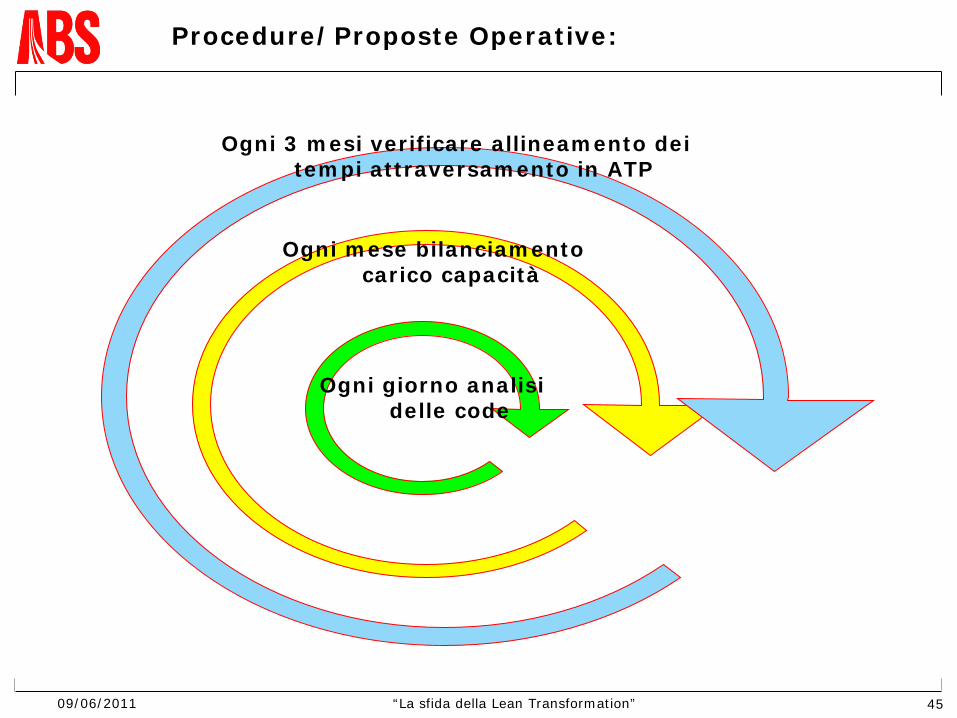
Ogni giorno analisi delle code
Ogni mese bilanciamento carico capacità
Ogni 3 mesi verificare allineamento dei tempi attraversamento in ATP
Procedure/Proposte Operative:

4609/06/2011 “La sfida della Lean Transformation”
Cantiere GREZZI
4709/06/2011 “La sfida della Lean Transformation”
Analogia del sistema produttivo col sistema idraulico
Analogie col mondo reale:•Livello legato allo stock fisico
•Turbolenza legata alla movimentazione fisica•Sedimentazione legata al rotazione, viscosità fluido
•Sistema retro-azionato
Colesterolo buono vs cattivo, muscoli vs grassi
2 rubinetti con logiche locali diverse in un mercato
dinamico (focus su efficacia e non efficienza)
Allineare il fabbisogno al consumo
4809/06/2011 “La sfida della Lean Transformation”
Il bicchiere è mezzo pieno o mezzo vuoto?Non lo sappiamo ancora, sicuramente non è riempito con materiale
“buono”
Le diverse mani devono essere governate dalla stessa persona
Analogia del sistema produttivo col sistema idraulico

4909/06/2011 “La sfida della Lean Transformation”
Qual è il problema?
Ridurre movimentazione fisica
Aumentarelivello servizio
Ridurre lo stock(target)
Capitale immobilizzato troppo alto (quanto?)Mancanza di spazi (è vero?)Gestione colate obsolete (quante e come?)Problema accatastamentoGestione NC acciaieriaProblema allineamento tra produzione e consumo laminazione e domanda mercatoSovrapproduzione (residui di ordini)Problema lotti acquisizione ordine
5009/06/2011 “La sfida della Lean Transformation”
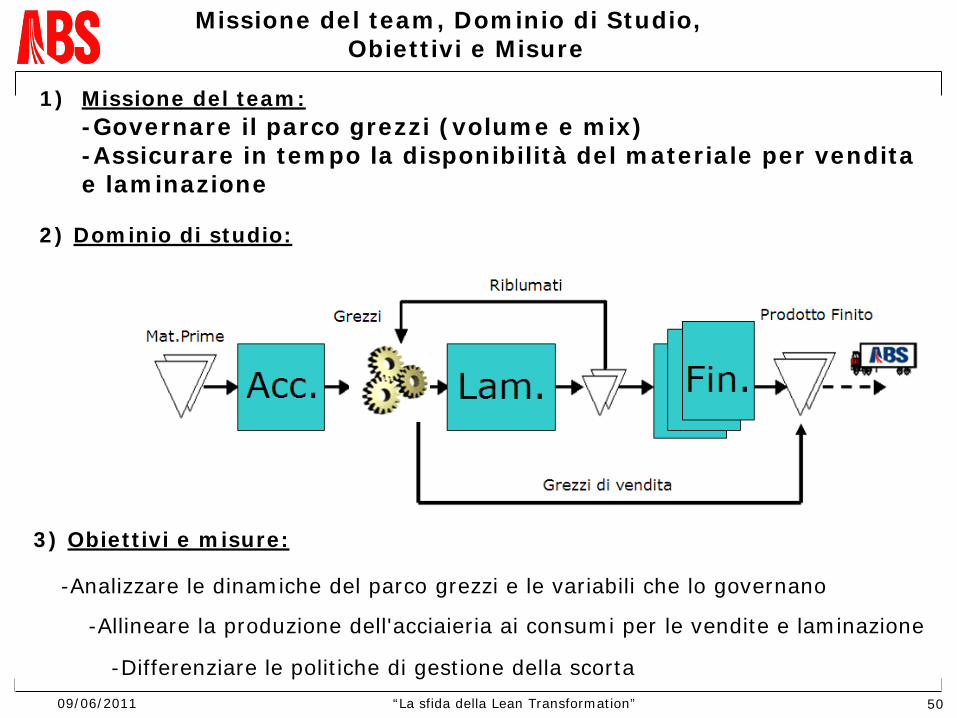
1) Missione del team:-Governare il parco grezzi (volume e mix)-Assicurare in tempo la disponibilità del materiale per vendita e laminazione
2) Dominio di studio:
3) Obiettivi e misure:
Missione del team, Dominio di Studio, Obiettivi e Misure
-Analizzare le dinamiche del parco grezzi e le variabili che lo governano
-Differenziare le politiche di gestione della scorta
-Allineare la produzione dell'acciaieria ai consumi per le vendite e laminazione

5109/06/2011 “La sfida della Lean Transformation”
Quali variabili / parametri da governare?
Misure:Ton IN/OUT prelieviN.ro batches IN/OUT movimentatiOre utili lavorate, ore timbrateStratificazione giacenza € STOCK VALOREMQ DisponibiliStima Ton Capacità mag.fisico€ Costi CDC
Indicatori da controllare:Produttività Rotazione magazzinoValore giacenza (€)Saturazione magazzino N.ro di stock-outTon giacenza NC / Tot giacenza

5209/06/2011 “La sfida della Lean Transformation”
1. Analisi situazione istantanea della giacenza(funzione di diverse variabili).
2. Storicizzare le foto (per analizzare leevoluzioni nel tempo).
3. Risalire alla storia passata. Guardare ilpassato per capire le cause-effetto egovernare i comportamenti nel futuro(costruire il fotomontaggio).
4. Proposte per governare il parco grezzi :Segmentare il parco, dimensionare eorganizzare fisicamente la giacenza
Piano d’azione:
Missione del team, Dominio di Studio, Obiettivi e Misure
Piano d’azione
5309/06/2011 “La sfida della Lean Transformation”
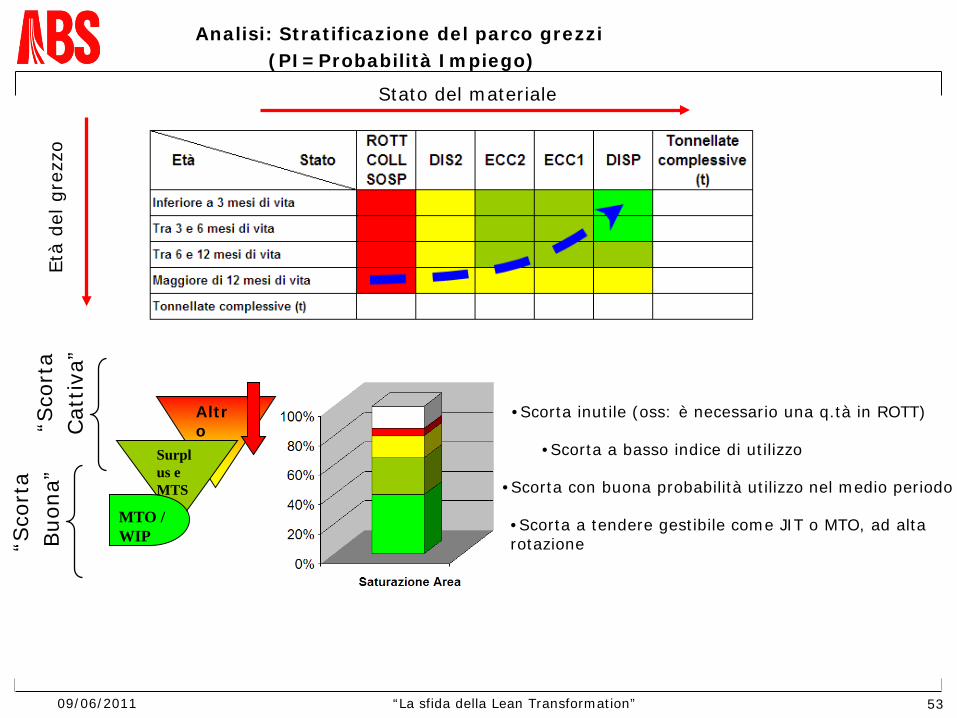
Altro
Surplus e MTS
MTO / WIP
•Scorta inutile (oss: è necessario una q.tà in ROTT)
•Scorta a basso indice di utilizzo
•Scorta con buona probabilità utilizzo nel medio periodo
•Scorta a tendere gestibile come JIT o MTO, ad alta rotazione“S
cort
aBuona”
“Sco
rta
Cat
tiva
”Età
del
gre
zzo
Stato del materiale
Analisi: Stratificazione del parco grezzi(PI=Probabilità Impiego)

5409/06/2011 “La sfida della Lean Transformation”
GB
QS
ABS

5509/06/2011 “La sfida della Lean Transformation”
Stratificazione Parco Grezzi al 25/05/2011
Analisi: Stratificazione del parco grezzi(PI=Probabilità Impiego)
Nota: dati non reali
5609/06/2011 “La sfida della Lean Transformation”
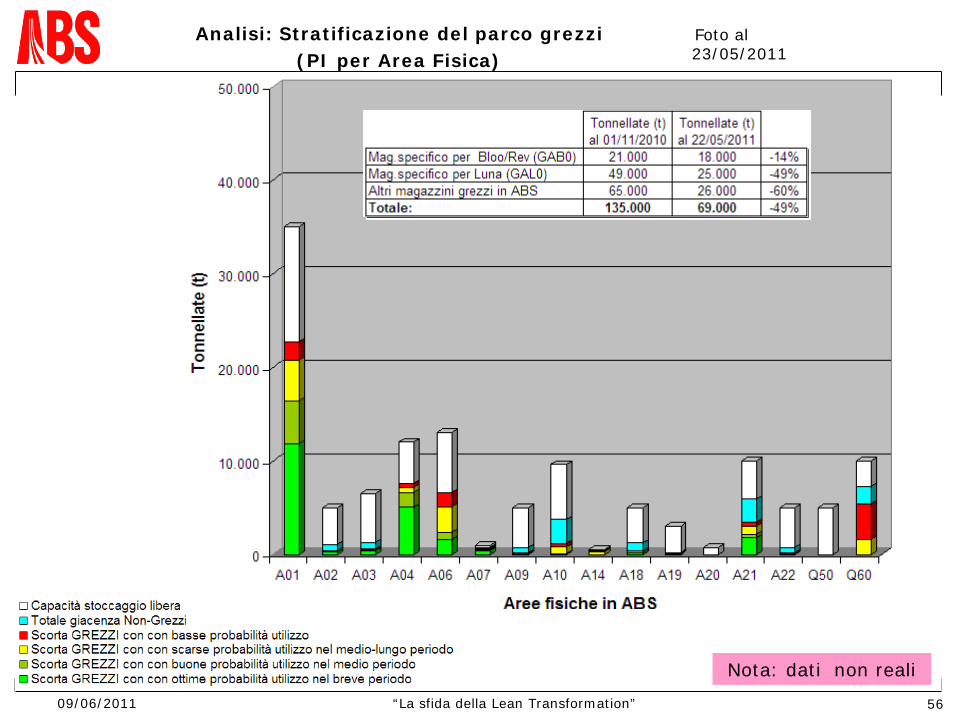
Foto al 02/11/2010Foto al 23/05/2011
Analisi: Stratificazione del parco grezzi (PI per Area Fisica)
Nota: dati non reali

5709/06/2011 “La sfida della Lean Transformation”
Foto al 23/05/2011
Analisi: Stratificazione del parco grezzi (Stato per Mag. Logico e per Area Fisica )
Siamo in grado quindi di fare una stratificazione parco Grezzi per:
-PI-Mag. Logico-Area Fisica
-Impianto Destino-Stato partita
Nota: dati non reali

5809/06/2011 “La sfida della Lean Transformation”
Andamento temporale parco totale grezzi:
Analisi: Trend storico parco grezzi
Migrazione SAP e prime consuntivazioni 12/01/2010
Evento 1
Max.Stock al 01/08/2010
Evento 2
01/11/2010 punto di stock massimo da allora –65.000t
Ripartenza trenoLUNA
Ripartenza nuova CC
09/04/2011 min.
5909/06/2011 “La sfida della Lean Transformation”
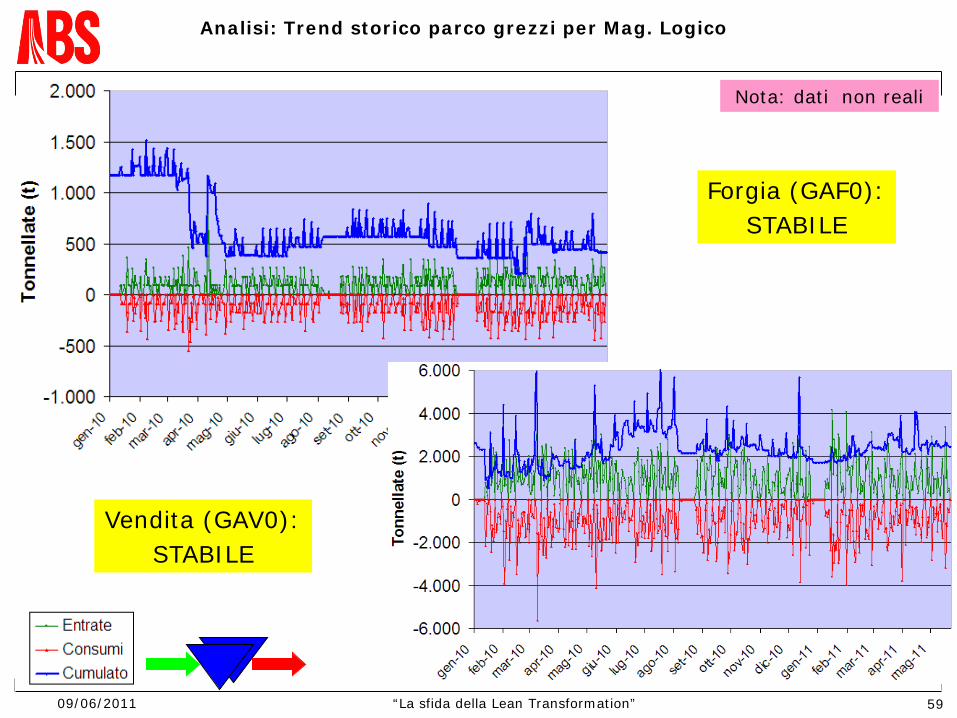
Forgia (GAF0):STABILE
Vendita (GAV0):STABILE
Analisi: Trend storico parco grezzi per Mag. Logico
Nota: dati non reali

6009/06/2011 “La sfida della Lean Transformation”
Luna (GAL0):INSTABILE
Bloo/Rev (GAB0):INSTABILE
Fenomeno dinamico e instabile funzione di numerose variabile influenzate da diverse politiche a carico di diversi
enti
Analisi: Trend storico parco grezzi per Mag. Logico
Nota: dati non reali
6109/06/2011 “La sfida della Lean Transformation”
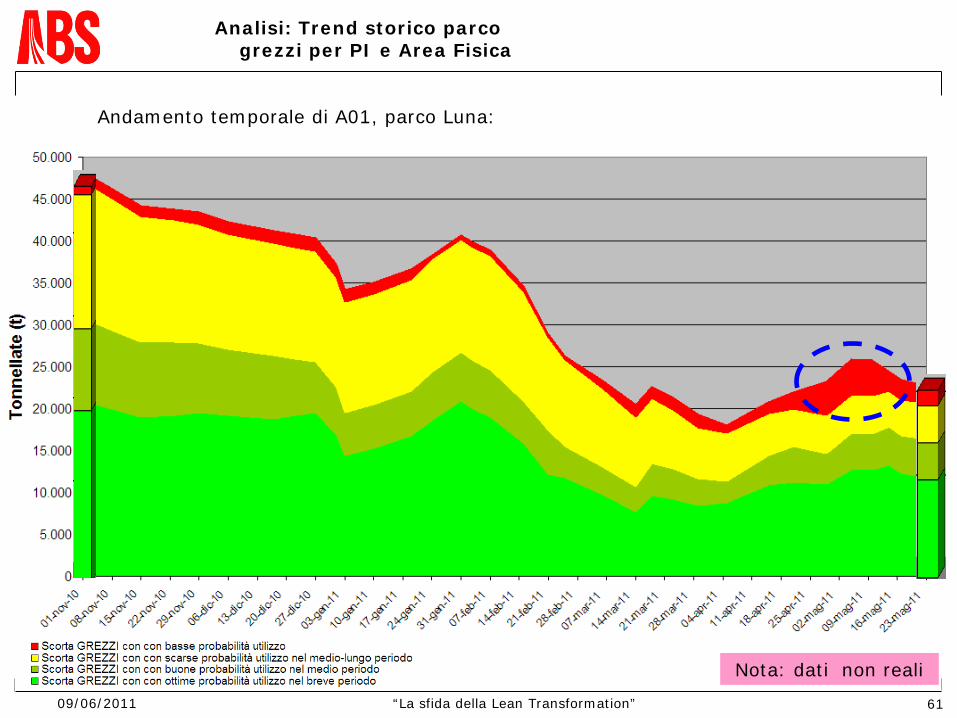
Analisi: Trend storico parco grezzi per PI e Area Fisica
Andamento temporale di A01, parco Luna:
Nota: dati non reali
6209/06/2011 “La sfida della Lean Transformation”
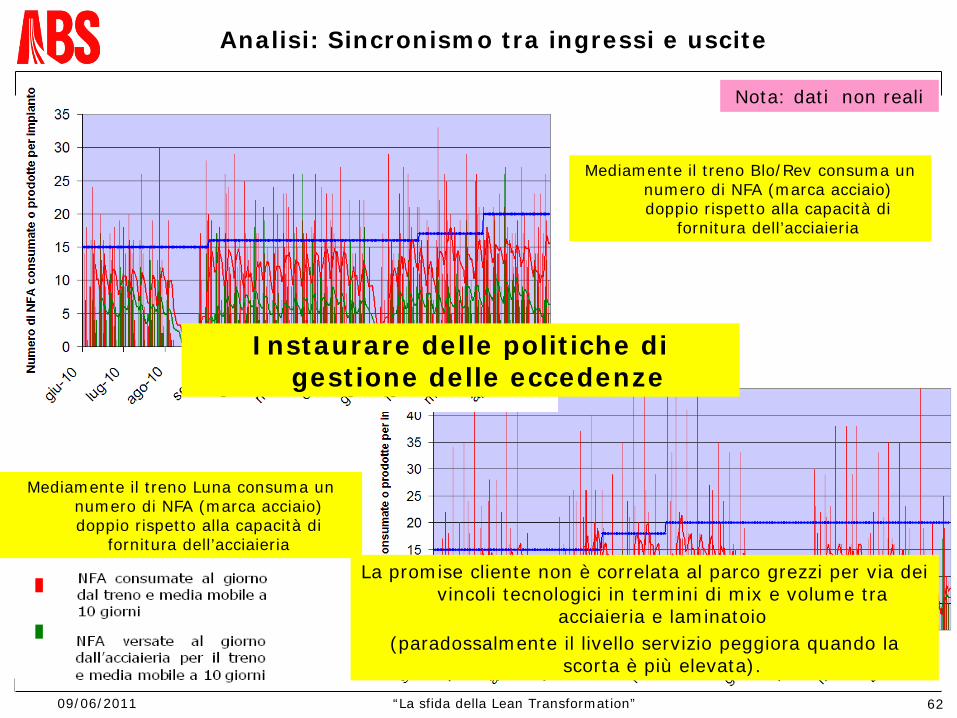
Mediamente il treno Blo/Rev consuma un numero di NFA (marca acciaio) doppio rispetto alla capacità di
fornitura dell’acciaieria
Analisi: Sincronismo tra ingressi e uscite
Instaurare delle politiche di gestione delle eccedenze
La promise cliente non è correlata al parco grezzi per via dei vincoli tecnologici in termini di mix e volume tra
acciaieria e laminatoio(paradossalmente il livello servizio peggiora quando la
scorta è più elevata).
Nota: dati non reali
Mediamente il treno Luna consuma un numero di NFA (marca acciaio) doppio rispetto alla capacità di
fornitura dell’acciaieria
6309/06/2011 “La sfida della Lean Transformation”
Codici Grezzo consumato
Freq. Consumo
Q.tà consumo
Indice Sequenza Tecnico
x x x x x x x x x x x x x x x x x x x x x x x x xx x x x x xxx x x x x x x x x x x x x x xxxx x x x
x x x x x x x x x x x x x x x x x x x x x xx x x x x x x x x x x x x x x x x x x x x x x
x x x x x x x x x x x x x x x x x x x x x xx x x x x x x x x x x x x x x x x x x x x x xx x x x x x x x x x x x x x x x x x x x xx x x x x x x x x x x x x x x x x x x
x x x x x x x x x x x x x x x x x x x xx x x x x x x x x x x x x x x x x x x
x x x x x x x x x x x x x x x x x x xx x x x x x x x x x x x x x x x x x
x x x x x x x xxx x x x x x x x xx x x x x x x x x x x x x x x x x
x x x x x x x x x x x x x x x xx x x x x x x x x x x x x x
x x x x x x x x x x x x x xx x x x x x x x x x x x x x
x x x x x x x x x x x x x xx x x x x x x x x x x x x x
x x x x x x x x x x x x xx x x x x x x x x x x x x
x x x x x x x x x x x xx x x x x x x x x x x x
x x x x x x x x x x xx x x x x x x x x x x
x x x x x x x x x x xx x x x x x x x x x
x x x x x x x x xx x x x x x x x x
x x x x x x x x xx x x x x x x x x
x x x x x x x x xx x x x x x x x
x x x x xx x x x x x x x
x x x x xx x x x
x x x xx x x x
x x x xx x xx x x
x x xx x
Data consumo
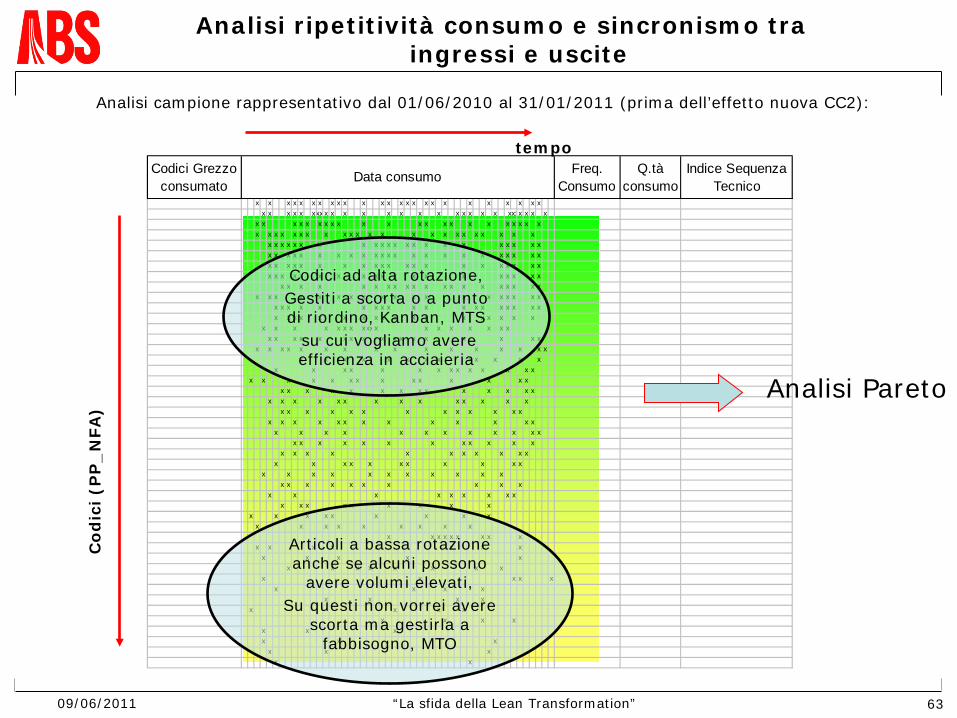
Analisi campione rappresentativo dal 01/06/2010 al 31/01/2011 (prima dell’effetto nuova CC2):
tempo
Co
dic
i (P
P_
NFA
)
Codici ad alta rotazione,Gestiti a scorta o a punto di riordino, Kanban, MTS
su cui vogliamo avere efficienza in acciaieria
Articoli a bassa rotazione anche se alcuni possono
avere volumi elevati,Su questi non vorrei avere
scorta ma gestirla a fabbisogno, MTO
Analisi Pareto
Analisi ripetitività consumo e sincronismo tra ingressi e uscite

6409/06/2011 “La sfida della Lean Transformation”
Posso provvedere ad un progetto di strutturazione e dimensionamento magazzini.
Oss: Sul una porzione di codici altamente ripetitivi vorremo avere efficienza che giustifichi l’inefficienza della gestione delle restanti 1300 codici grezzo su cui però prediligeremo invece l’efficacia.
Segmentare la domanda: (ABC:high runner, medium runner, slow mover)
1300 codici prodotto
Lascio la blu… “Alta sartoria”
Analisi ripetitività consumo e sincronismo tra ingressi e uscite
% V
olu
mi

6509/06/2011 “La sfida della Lean Transformation”
Ha senso fare efficienza solo su poche NFA ad alta rotazione e gestirli a punto diriordino, su questi scaricare i cavalli dell’acciaieria.
Laminazione LUNA
Laminazione BLO
Laminazione FORGIA
Vendita Grezzi
Laminazione REV
Versamento e prelievo a magazzino immediato, processo stabile e sotto
controllo
“Tutto a caldo”
“Tutto a caldo”
Posso provvedere ad un progetto di strutturazione e dimensionamento su alcuni magazzini.
Analisi ripetitività consumo e sincronismo tra ingressi e uscite

6609/06/2011 “La sfida della Lean Transformation”
Analisi freq. Consumi (261) Analisi freq. Consumi (601)
Top 50 codici mi fanno il 50% volume Top 50 codici mi fanno il 60% volume
% V
olu
me
% V
olu
me
50%60%
Partendo dall’analisi domanda (fatturato) e risalgo al consumo grezzi look back
Analisi periodo dal 01/06/2010 al
31/01/2011
Analisi ripetitività consumo e sincronismo tra ingressi e uscite
6709/06/2011 “La sfida della Lean Transformation”
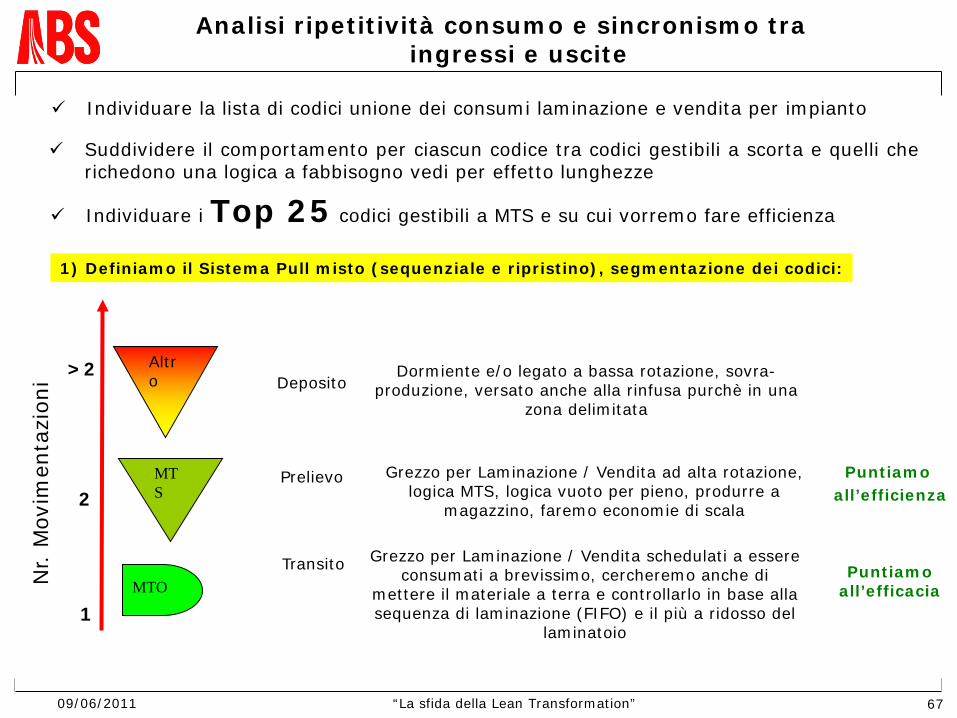
Individuare la lista di codici unione dei consumi laminazione e vendita per impianto
Suddividere il comportamento per ciascun codice tra codici gestibili a scorta e quelli cherichedono una logica a fabbisogno vedi per effetto lunghezze
Individuare i Top 25 codici gestibili a MTS e su cui vorremo fare efficienza
Altro
MTS
MTO
Deposito
Prelievo
Transito
Dormiente e/o legato a bassa rotazione, sovra-produzione, versato anche alla rinfusa purchè in una
zona delimitata
Grezzo per Laminazione / Vendita ad alta rotazione, logica MTS, logica vuoto per pieno, produrre a
magazzino, faremo economie di scala
Grezzo per Laminazione / Vendita schedulati a essere consumati a brevissimo, cercheremo anche di
mettere il materiale a terra e controllarlo in base alla sequenza di laminazione (FIFO) e il più a ridosso del
laminatoio
Puntiamoall’efficienza
Puntiamo all’efficacia
Nr. M
ovim
enta
zioni
1
2
>2
1) Definiamo il Sistema Pull misto (sequenziale e ripristino), segmentazione dei codici:
Analisi ripetitività consumo e sincronismo tra ingressi e uscite

6809/06/2011 “La sfida della Lean Transformation”
Ciascun codice grezzo ha una sua storia
Analisi ripetitività consumo e sincronismo tra ingressi e uscite
2) Dimensionare la scorta:
3) Organizzare gli spazi e modalità di stoccaggio
6909/06/2011 “La sfida della Lean Transformation”
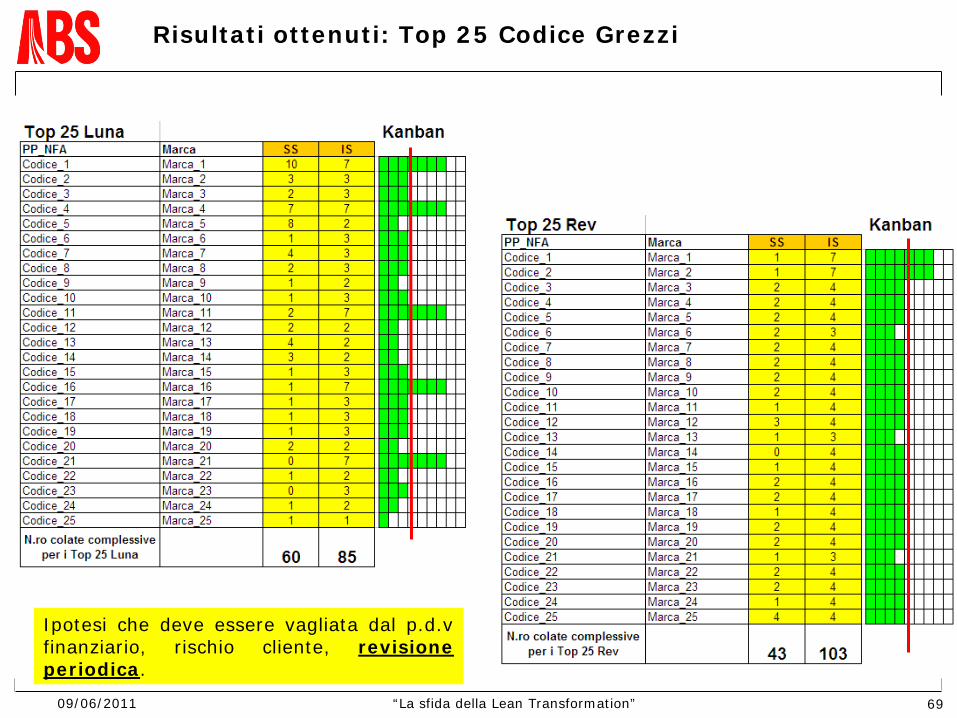
Risultati ottenuti: Top 25 Codice Grezzi
Ipotesi che deve essere vagliata dal p.d.vfinanziario, rischio cliente, revisioneperiodica.

7009/06/2011 “La sfida della Lean Transformation”
Altro
MTS
MTO
Altro
Surplus
ROTT, DIS2
MTO
MTSTop25MTS
Politiche diAlienazione
ECC2, ECC1, DISP
MTO
MTS per Top25
Differenza tra lotto acciaieria e fabbisogno laminazione
5gg (eccedenza, anticipi)
DISP
A terra deve esserci solo materiale buono (conforme)
DISP
Gestito a riempimento
Gestito a svuotmaento
Normalemnte vuoto
Normalemnte vuoto
MTO>5gg
Maggiore reattività di analisi valutazione colata (4-5h), inoltre la sequenza di valutazione deve seguire il più
possibile la sequenza di laminazione
ACC Forno Riscaldo + Laminatoio
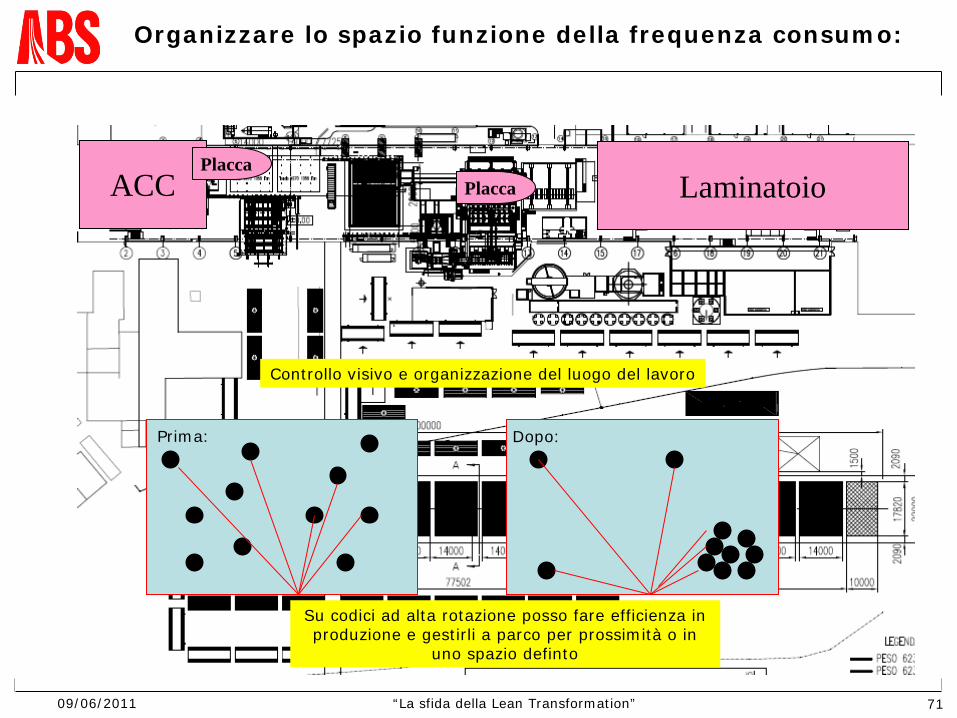
Organizzare lo spazio funzione della frequenza consumo:
7109/06/2011 “La sfida della Lean Transformation”
Placca LaminatoioACCPlacca
Organizzare lo spazio funzione della frequenza consumo:
Prima: Dopo:
Su codici ad alta rotazione posso fare efficienza in produzione e gestirli a parco per prossimità o in
uno spazio definto
Controllo visivo e organizzazione del luogo del lavoro
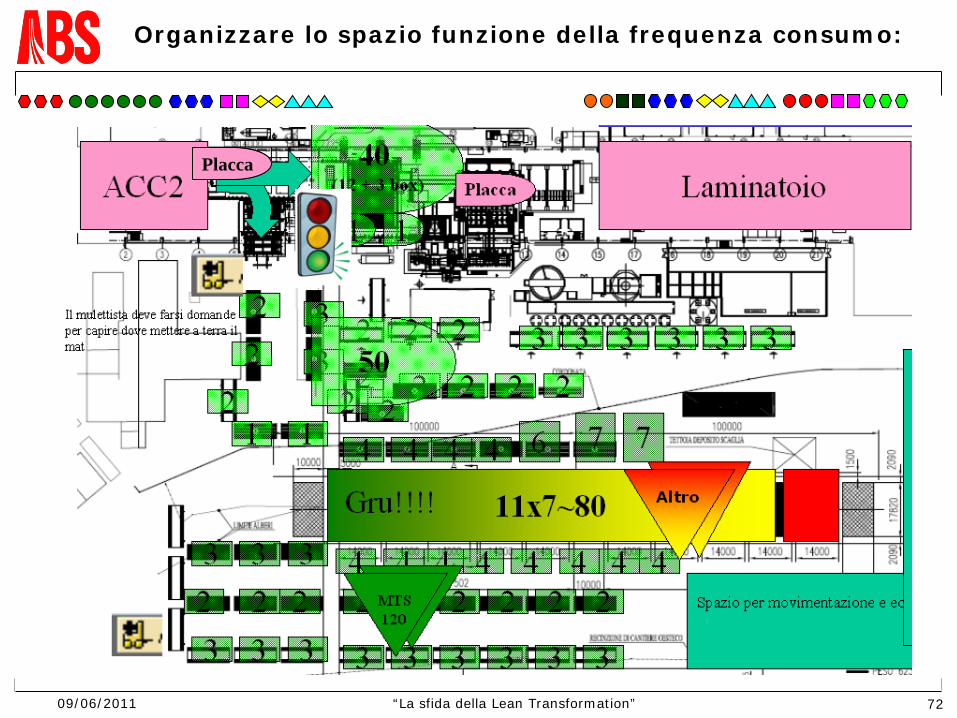
7209/06/2011 “La sfida della Lean Transformation”
PlaccaPlacca
Organizzare lo spazio funzione della frequenza consumo:

7309/06/2011 “La sfida della Lean Transformation”
Importanza delle relazione nel parco grezzi:
Il parco grezzi quindi è un punto di cerniera di tra funzioni collegate tra loro
Parco grezzi come risultato delle azioni di molti parco grezzi è la cartina tornasole dell’integrazione tra diversi team
Grezzi
PRG
LOG
ACC
COILAM
QUACOM
M
ACQ
FATT
Distribuzione responsabilità:
Ciascuna funzione è co-responsabile
7409/06/2011 “La sfida della Lean Transformation”
Equilibrio definito a livello strategico
Supportato da politiche coerenti tra le diverse funzioni
Formalizzate tramite azioni condivise che influenzano il comportamento dei singoli
Non esiste una soluzione (un valore ottimo in assoluto) ma un equilibrio tra le parti
Importanza delle relazione nel parco grezzi:

7509/06/2011 “La sfida della Lean Transformation”
Grazie per l’attenzione!

7609/06/2011 “La sfida della Lean Transformation”
7709/06/2011 “La sfida della Lean Transformation”
A che velocità affrontiamo le 3 sfide?
Tecnologia
Gestione
Cultura e organizzazione
Oggi viviamo in una situazione di mercato molto fluida e incerta. Le aziende si chiedono su quali leve agire per rimanere competitive, in un contesto
in cui minacce e opportunità appaiono e scompaiono sempre più rapidamente
7809/06/2011 “La sfida della Lean Transformation”
Conclusioni
• Con loro abbiamo iniziato un percorso.• Preso consapevolezza di un metodo.• Capacità di analisi introspettiva.