7-reattori
25
199 REATTORI REAZIONI Si definisce reazione chimica la trasformazione di alcune sostanze, dette reagenti, in altri composti, detti prodotti, attraverso la rottura o la formazione di legami chimici. La formazione e la trasformazione di strutture molecolari comporta uno scambio di calore con l’ambiente esterno. Le reazioni chimiche si possono classificare in base a vari criteri [13]: • reazioni omogenee ed eterogenee, dipendentemente dal fatto che tutti i reagenti, i prodotti e l’eventuale catalizzatore siano nella medesima fase o in fasi diverse; le reazioni omogenee possono essere in fase liquida o gassosa. • reazioni catalitiche e non catalitiche. Nelle prime, per aumentare la cinetica della reazione di interesse, viene aggiunto un prodotto, detto catalizzatore; il catalizzatore favorisce la reazione senza prendervi parte direttamente e rimane inalterato nel corso del processo. • reazioni endotermiche ed esotermiche, a seconda della tonalità termica della reazione (il cosiddetto ∆H di reazione); nelle reazioni esotermiche si sviluppa calore, in quelle endotermiche viene sottratto calore. Inoltre, le reazioni chimiche possono essere realizzate operando in discontinuo o in continuo. Conversione In una generica reazione: S R B A σ + ρ → β + α difficilmente i reagenti sono tutti presenti esattamente nei rapporti stechiometrici, mentre, più frequentemente, ve ne sarà uno, detto limitante, presente in quantità leggermente inferiore, cosicché la reazione si arresterà quando questo si sarà consumato. Ponendo pari ad 1 il coefficiente stechiometrico di questo reagente (che ipotizzeremo essere il composto A) la reazione precedente si può scrivere nella forma: S R B A α σ + α ρ → α β + Si definisce quindi la conversione, o grado di avanzamento della reazione, come la frazione delle moli del componente A che ha reagito. Nota la conversione ed il numero di moli iniziali dei componenti, ovvero la composizione dell’alimentazione, è possibile calcolare la composizione del sistema: a = a 0 (1-x) b = b 0 – a 0 (β/α)(1-x) r = r 0 + a 0 (ρ/α)x s = s 0 + a 0 (σ/α)x dove x = conversione a 0 , b 0 , r 0, s 0 = moli di A, B, R ed S presenti inizialmente (reattore discontinuo) moli di A, B, R ed S nell’alimentazione (reattore continuo) a, b, r, s = moli di A, B, R ed S presenti ad un dato istante (reattore discontinuo) moli uscenti dal reattore (reattore continuo)
-
Upload
francesco-fusco -
Category
Documents
-
view
252 -
download
3
Transcript of 7-reattori

199
REATTORI REAZIONI Si definisce reazione chimica la trasformazione di alcune sostanze, dette reagenti, in altri composti, detti prodotti, attraverso la rottura o la formazione di legami chimici. La formazione e la trasformazione di strutture molecolari comporta uno scambio di calore con l’ambiente esterno. Le reazioni chimiche si possono classificare in base a vari criteri [13]: • reazioni omogenee ed eterogenee, dipendentemente dal fatto che tutti i reagenti, i
prodotti e l’eventuale catalizzatore siano nella medesima fase o in fasi diverse; le reazioni omogenee possono essere in fase liquida o gassosa.
• reazioni catalitiche e non catalitiche. Nelle prime, per aumentare la cinetica della reazione di interesse, viene aggiunto un prodotto, detto catalizzatore; il catalizzatore favorisce la reazione senza prendervi parte direttamente e rimane inalterato nel corso del processo.
• reazioni endotermiche ed esotermiche, a seconda della tonalità termica della reazione (il cosiddetto ∆H di reazione); nelle reazioni esotermiche si sviluppa calore, in quelle endotermiche viene sottratto calore.
Inoltre, le reazioni chimiche possono essere realizzate operando in discontinuo o in continuo. Conversione In una generica reazione: SRBA σ+ρ→β+α difficilmente i reagenti sono tutti presenti esattamente nei rapporti stechiometrici, mentre, più frequentemente, ve ne sarà uno, detto limitante, presente in quantità leggermente inferiore, cosicché la reazione si arresterà quando questo si sarà consumato. Ponendo pari ad 1 il coefficiente stechiometrico di questo reagente (che ipotizzeremo essere il composto A) la reazione precedente si può scrivere nella forma:
SRBAασ
+αρ
→αβ
+
Si definisce quindi la conversione, o grado di avanzamento della reazione, come la frazione delle moli del componente A che ha reagito. Nota la conversione ed il numero di moli iniziali dei componenti, ovvero la composizione dell’alimentazione, è possibile calcolare la composizione del sistema:
a = a0 (1-x) b = b0 – a0 (β/α)(1-x) r = r0 + a0 (ρ/α)x s = s0 + a0 (σ/α)x
dove x = conversione a0, b0, r0, s0 = moli di A, B, R ed S presenti inizialmente (reattore discontinuo) moli di A, B, R ed S nell’alimentazione (reattore continuo) a, b, r, s = moli di A, B, R ed S presenti ad un dato istante (reattore
discontinuo) moli uscenti dal reattore (reattore continuo)

200
Il massimo grado di conversione ottenibile è quello che corrisponde all’equilibrio; tuttavia, il perfetto raggiungimento dell’equilibrio è teoricamente possibile solo in tempi infiniti. Si pone quindi in molti casi il problema pratico se sia più conveniente adottare tempi di reazioni ridotti, con il beneficio di utilizzare reattori di piccole dimensioni ma lo svantaggio di una conversione modesta, oppure aumentare il tempo di reazione, ottenendo conversioni maggiori ma a scapito di maggiori dimensioni del reattore. Velocità di reazione La velocità di reazione può essere definita come la quantità di un certo componente che reagisce per unità di tempo e per unità di volume del reattore. Se il volume del reattore è costante si può scrivere:
dt
dCr AA =
dove rA = velocità di reazione del componente A CA = concentrazione del componente A t = tempo La velocità di reazione di ogni componente è funzione della concentrazione, della temperatura, della pressione e, in alcuni casi, di altre variabili (diffusività di reagenti e prodotti, proprietà del catalizzatore, ecc.). Per una reazione semplice, considerata irreversibile: SRBA +→+ la velocità di reazione del reagente A è proporzionale alla concentrazione di tutti i reagenti:
bB
aAA CkCr =−
dove k = costante cinetica Nell’espressione compare il segno negativo poiché il reagente viene consumato durante la reazione. La costante di reazione è funzione della temperatura attraverso un’espressione, detta di Arrhenius:
⎟⎠⎞
⎜⎝⎛−⋅=
RTEAk exp
dove A = fattore di frequenza (o pre-esponenziale) E = energia di attivazione R = costante dei gas perfetti, pari a 8.314 (J/moli K) T = temperatura assoluta (K) Si definisce anche un ordine di reazione che è dato dalla somma degli esponenti delle concentrazioni nell’espressione della velocità di reazione (nel caso di cui all’esempio precedente è pari ad a+b). Nelle reazioni reversibili la conversione è incompleta e diventa importante anche la reazione inversa:
SRBAFk
Rk++ ⎯⎯ →⎯
⎯⎯ ⎯←
La velocità di scomparsa del reagente A è in questo caso pari a:

201
SRRBAFA CCkCCkr −=−
dove kF = costante della reazione diretta kR = costante della reazione inversa Per un sistema reagente ideale, all’equilibrio si ha:
Kkk
CCCC
R
F
BA
SR ==
dove K = costante di equilibrio Stadio controllante la cinetica di reazione Nelle reazioni omegenee di tipo complesso ed in quelle catalizzate ci può essere uno stadio più lento che risulta controllante nei confronti della velocità complessiva della reazione. Ad esempio nella reazione omogenea di produzione dell’acido bromidrico, la reazione complessiva:
HBrBrH 222 →+ deriva dalla combinazione delle seguenti equazioni reversibili, consecutive e/o parallele:
nepropagazio.4nepropagazio.3nepropagazio.2
ionee/terminaziniziazion.1
2**
*2
*
*2
*
**2
HBrHBrHBrHBrBrHHHBrHBr
BrBrBr
+→+
+→+
+→+
+→←
Nella produzione dell’acido bromidrico risultano inizialmente controllanti le reazione 1 diretta (ossia nel verso che porta alla formazione delle specie attive Br* e H*) e 2. Man mano che procede la formazione di acido bromidrico divengono invece controllanti le reazioni 1 inversa (ossia nel verso che porta alla riduzione delle specie attive) e la 4. Nelle reazioni eterogenee lo stadio controllante dipende dalle resistenze di tipo chimico e fisico, e possono variare a seconda delle condizioni di reazione. Catalisi La catalisi è il processo chimico in cui le velocità di reazione sono influenzate da altri prodotti, detti catalizzatori. Fondamentalmente si considera che il catalizzatore formi un composto intermedio con qualcuno dei reagenti: questo composto intermedio interagisce quindi con gli altri reagenti formando il prodotto di reazione e ripristinando il catalizzatore. In pratica il catalizzatore consente alla reazione di procedere più rapidamente, attraverso un meccanismo che richiede un’energia di attivazione più bassa di quello della reazione non catalizzata. La catalisi viene classificata nelle due tipologie della catalisi omogenea ed eterogenea: nel primo caso il catalizzatore è nella stessa fase (gassosa o liquida) dei reagenti e del prodotto di reazione; nel secondo il catalizzatore rappresenta una fase distinta dalla miscela reagente. In una reazione catalitica il catalizzatore rimane inalterato al termine della reazione, cui partecipa solo negli stadi intermedi per innalzare la velocità di reazione. Quando la reazione può procedere secondo più meccanismi, il catalizzatore può essere selettivo

202
favorendo un meccanismo rispetto agli altri e quindi, se scelto opportunamente, aumentando la cinetica della reazione desiderata. La velocità di una reazione catalitica è generalmente proporzionale alla concentrazione del catalizzatore. Se il catalizzatore è in fase solida diventa importante anche l’area superficiale offerta dal catalizzatore (che aumenta al diminuire delle sue dimensioni) e la concentrazione dei centri attivi sulla superficie. Se la reazione è reversibile, il catalizzatore agisce sia sulla reazione diretta che su quella inversa, per cui la concentrazione di equilibrio raggiunta dal sistema è la stessa che si otterrebbe in assenza del catalizzatore. In una reazione autocatalitica in cui uno dei prodotti funge da catalizzatore, una piccola quantità di questo prodotto deve essere presente inizialmente per avviare la reazione. Un esempio di catalisi omogenea in fase gassosa è l’ossidazione di SO2 a SO3 catalizzata da ossido di azoto nel processo a camere a piombo per l’acido solforico. La presenza di ossido di azoto accelera il processo di ossidazione, che sarebbe molto lento, mediante il meccanismo seguente:
NOSONOSONOONO
+→+→+
322
22 22
Esempi di catalisi eterogenea, con catalizzatore solido e reagenti e prodotti in fase fluida (gas o liquidi) sono le reazione di produzione di numerosi prodotti chimici inorganici ed organici come l’acido cloridrico, l’acido solforico, l’acido nitrico, l’ammoniaca e il metanolo, nonché numerose reazioni dell’industria petrolifera quali quelle di cracking, di alchilazione, isomerizzazione, ecc. Una reazione catalitica eterogenea, con catalizzatore in fase solida, avviene generalmente con la successione dei seguenti stadi: 1. diffusione dei reagenti dalla massa della fase fluida alla superficie esterna ed ai pori
del catalizzatore; 2. adsorbimento dei reagenti sulla superficie esterna e su quella dei pori; 3. reazione dei reagenti adsorbiti a dare i prodotti; 4. desorbimento dei prodotti dalla superficie del catalizzatore; 5. diffusione del prodotto dai pori del catalizzatore verso la massa della fase fluida. I passi non si susseguono esattamente in serie, per cui può risultare complesso determinare quale sia quello più lento. Questo è lo stadio “controllante”, poiché dalla sua velocità dipende la velocità della reazione stessa. I fattori più importanti sono: • la fluidodinamica, ad esempio le velocità della fase fluida; • le proprietà del catalizzatore, ad esempio le dimensioni delle particelle, la porosità,
la dimensione dei pori, ecc.; • le diffusività di reagenti e prodotti; • l’energia di attivazione richiesta per l’adsorbimento dei reagenti ed il desorbimento
del prodotto; • l’energia di attivazione della reazione superficiale; • fattori termici, ad esempio la temperatura e le caratteristiche di scambio termico. Gli stadi diffusivi (1 e 5) sono controllati principalmente da: fluidodinamica, proprietà del catalizzatore e diffusività di reagenti e prodotti; l’adsorbimento ed il desorbimento (stadi 2 e 4) da: caratteristiche del catalizzatore, energia di attivazione per l’adsorbimento ed il desorbimento e fattori termici; la reazione superficiale (stadio 3) da: proprietà del catalizzatore, energia di attivazione della reazione superficiale e fattori termici.

203
Modelli ideali di reattori Le equazioni di progetto dei reattori si basano generalmente su tre tipologie di reattori ideali: • reattore discontinuo (batch reactor); • reattore a mescolamento nullo (plug flow reactor - PFR); • reattore a mescolamento perfetto (continuous stirred-tank reactor - CSTR). Nel reattore discontinuo si introducono tutti i reagenti nel reattore ed il prodotto viene scaricato solo quando il processo di reazione si è concluso. Per quanto riguarda la composizione della miscela nel reattore il processo è non stazionario: se il reattore è ben mescolato si può però considerare costante la composizione ad ogni istante in tutto il reattore. Nel reattore a mescolamento nullo si considera che vi sia un mescolamento perfetto in direzione radiale, ma che non ci sia diffusione assiale lungo la direzione del flusso, condizione definita come assenza di retromiscelazione (no backmixing). La composizione, la velocità e la temperatura si mantengono quindi costanti in ogni sezione ortogonale al flusso, mentre la composizione varia lungo la direzione del flusso. Il reattore a mescolamento perfetto è quello in cui si realizza un flusso in stato stazionario dei reagenti alimentati al reattore e dei prodotti prelevati da esso. L’alimentazione assume immediatamente la composizione finale, che è uniforme in tutto il reattore, per l’ipotesi di mescolamento perfetto. Quindi il prodotto uscente ha la stessa composizione della miscela nel reattore. Il volume necessario per la reazione viene valutato dalla conoscenza del tempo di residenza medio o del tempo di riempimento. Il tempo di riempimento si utilizza preferenzialmente per reattori a mescolamento nullo; pure utilizzato è il suo inverso, che è detto velocità spaziale: Per un reattore di tale tipo si ha:
00
1QV
S==Θ
dove Θ0 = tempo di riempimento (s) S = velocità spaziale (1/s) V = volume del reattore (m3) Q0 = portata volumetrica dei reagenti nelle condizioni di ingresso (m3/s) Il tempo di residenza medio si utilizza preferenzialmente per reattori continui a mescolamento perfetto ed è il tempo che mediamente trascorre nel reattore la miscela reagente; per un reattore di tale tipo si ha:
QV
=τ
dove τ = tempo di residenza medio (s) V = volume del reattore (m3) Q = portata volumetrica della miscela di reazione (m3/s)

204
Effetto della temperatura Un processo di trasformazione chimica è sempre accompagnato da una cessione o un assorbimento di calore che influenza non solo la velocità di reazione ma anche la resa all’equilibrio e la composizione del prodotto. L’equazione di Arrhenius predice che la velocità di una reazione semplice, come quella espressa attraverso la costante di reazione, aumenta se la temperatura aumenta. Tuttavia, ad un incremento continuo di temperatura non sempre corrisponde in un’accelerazione della velocità di reazione, per la diminuzione della concentrazione dei reagenti, o per un cambiamento del meccanismo di reazione. Ad esempio, a bassa temperatura, la velocità complessiva della reazione è controllata dalla cinetica chimica, mentre ad alta temperatura può risultare controllante la diffusione, che è meno sensibile agli effetti della temperatura Effetto della pressione La pressione ha un effetto significativo sulle reazioni in fase gassosa: in particolare, la conversione all’equilibrio e la composizione del prodotto di queste reazioni sono influenzate dalla pressione quando la reazione avviene con variazione del numero di moli. Infatti, quando la reazione avviene con riduzione del numero di moli essa è favorita da un aumento della pressione, mentre se avviene con aumento del numero di moli è favorita da una diminuzione della pressione. Entalpia di reazione Le reazioni sono generalmente accompagnate da effetti termici, ossia dallo sviluppo o dall’assorbimento di calore. Per valutare gli effetti termici di una reazione si utilizza una grandezza detta entalpia che tiene conto dell’energia interna delle molecole e del contributo energetico derivante dalla pressione e dal volume del sistema [20]:
VpUH += dove H = entalpia U = energia interna p = pressione V = volume Per le entalpie si utilizza normalmente uno stato di riferimento, detto standard, corrispondente alla temperatura T0 = 25°C ed alla pressione p0 = 1 atm. Per ogni composto, si può definire una entalpia standard di formazione, Hf, che corrisponde alla variazione di entalpia associata alla formazione di una mole del composto a partire dai suoi elementi costituenti, anch’essi nello stato standard. Convenzionalmente, si è stabilito di assegnare un valore di entalpia pari a zero per gli elementi che si trovino nello stato di aggregazione (solido, liquido o gassoso) più stabile nelle condizioni standard di 25°C e 1 atm. I composti che presentano un valore di Hf < 0, ossia che nella loro formazione portano ad una riduzione dell’energia del sistema, sono più stabili rispetto agli elementi componenti. I composti che presentano un valore di Hf > 0 tenderanno invece ad essere instabili ed a dissociarsi sviluppando energia. Il calore di reazione, a pressione costante, si può valutare dalla legge di Hess, in base alla differenza tra le entalpie di formazione dei prodotti e dei reagenti:
∑ ∑−=∆ reagentifprodottifr HHH ,,
dove

205
∆Hr = entalpia di reazione (J) Hf, prodotti = entalpia di formazione dei prodotti (J) Hf, reagenti = entalpia di formazione dei reagenti (J) I valori dell’entalpia di reazione in condizioni standard, ∆Hr
0, sono disponibili nella letteratura scientifica per varie reazioni. Per calcolare l’entalpia di reazione a temperatura diversa da quella standard (25°C) si può applicare la relazione semplificata:
( ) ( )0,,
0 TTccHH reagentipprodottiprTr −⋅−+∆=∆ ∑ ∑
dove ∆Hr
T = entalpia di reazione alla temperatura T ∆Hr
0 = entalpia di reazione alla temperatura T0=25°C cp, prodotti = calore specifico a pressione costante dei prodotti, alla temperatura media cp, reagenti = calore specifico a pressione costante dei reagenti, alla temperatura media Dipendentemente dal valore dell’entalpia di reazione, una reazione può essere: • esotermica, quando ∆Hr < 0: la reazione avviene con rilascio di energia verso
l’esterno e porta alla formazione di prodotti più stabili rispetto ai reagenti; • endotermica, quando ∆Hr > 0: la reazione avviene con assorbimento di energia
dall’esterno e porta alla formazione di prodotti meno stabili rispetto ai reagenti. Le reazioni esotermiche sono quelle che presentano maggiori problematiche di sicurezza, poiché occorre rimuovere il calore prodotto per evitare che ciò produca un aumento della cinetica di reazione, con ulteriore sviluppo di calore e la possibilità di innesco di una reazione fuggitiva, come sarà visto in uno dei prossimi paragrafi. REATTORI Il reattore costituisce il nucleo centrale di un processo chimico, poiché rappresenta il luogo in cui avviene la trasformazione delle materie prime nei prodotti. Il progetto di un reattore chimico deve rispettare i requisiti seguenti [12]: 1. I fattori chimici, ossia la cinetica di reazione. Nella progettazione occorre fare in
modo che nell’apparecchio vi sia un tempo di residenza (o un tempo di riempimento) sufficiente a far procedere la reazione in esame fino al grado di conversione richiesto.
2. I fattori relativi al trasferimento di materia. Nel caso di reazioni eterogenee la velocità di reazione può essere controllata dalla velocità di diffusione delle specie che reagiscono, piuttosto che dalla cinetica chimica.
3. I fattori relativi al trasferimento di calore, ossia la rimozione o la fornitura dall’esterno del calore di reazione.
4. I fattori relativi alla sicurezza, ossia il confinamento di reagenti o prodotti pericolosi, il controllo della reazione e delle condizioni di processo.
La necessità di soddisfare questi fattori, tra loro interconnessi in modo spesso contraddittorio, rende complessa e difficile la progettazione dei reattori. Tuttavia, in molti casi, un fattore predomina sugli altri e determina la scelta del tipo di reattore e del metodo di progetto. Principali tipi di reattori Nella progettazione dei reattori si effettua generalmente una classificazione basandosi

206
sui seguenti parametri: • Modalità operativa: discontinua (batch) o continua; • Fasi presenti: omogeneo o eterogeneo; • Geometria del reattore: tipologia di flusso e modalità con cui si realizza il contatto tra
le fasi: - Reattore a tino agitato; - Reattore tubolare; - Reattore a letto impaccato, fisso o in movimento; - Reattore a letto fluidizzato
Funzionamento continuo o discontinuo In un processo discontinuo tutti i reagenti sono aggiunti all’inizio: la reazione procede e la composizione cambia nel tempo. Quando si raggiunge il grado di conversione desiderato la reazione viene arrestata e si scarica il prodotto. I processi discontinui sono adatti per produzioni su scala ridotta e per quei processi in cui si producono vari prodotti diversi, o lo stesso prodotto ma con purezza diversa: tra questi rientrano pigmenti, coloranti, prodotti farmaceutici, polimeri, ecc. In un processo continuo i reagenti sono alimentati al reattore ed il prodotto è prelevato da esso con continuità: il reattore opera in stato stazionario. Una produzione continua si accompagna generalmente a costi di produzione più bassi rispetto ad una discontinua, ma manca della flessibilità caratteristica delle operazioni discontinue. I reattori continui vengono solitamente preferiti per produzioni su larga scala. Esistono anche processi che non rientrano propriamente né tra quelli continui né tra quelli discontinui: essi sono detti semicontinui. In un reattore semicontinuo alcuni dei reagenti possono essere alimentati mentre la reazione procede. Un processo semicontinuo potrebbe essere anche un processo che viene interrotto ad intervalli di tempo per eseguire alcune operazioni, come la rigenerazione del catalizzatore, o prelevare parte del prodotto. Reazioni omogenee ed eterogenee Le reazioni omogenee sono quelle in cui i reagenti, i prodotti e gli eventuali catalizzatori sono in forma di una fase continua, gassosa o liquida. I reattori in fase gassosa omogenea lavorano sempre in continuo, mentre i reattori in fase liquida omogenea possono essere continui o discontinui. Per i reattori in fase gassosa omogenea si utilizzano generalmente reattori tubolari, come accade nel cracking termico di alcune frazioni del greggio di petrolio o nella decomposizione termica del dicloroetano a cloruro di vinile. Per le reazioni omogenee in fase liquida si usano sia reattori tubolari che reattori a tino agitato. In una reazione eterogenea ci sono due o più fasi presenti e l’ulteriore problema è rappresentato dal fatto che la progettazione del reattore deve tener conto dell’esigenza di promuovere il trasferimento di materia tra le fasi. Le possibili combinazioni delle fasi sono: • Liquido-liquido, in presenza di fasi liquide immiscibili. A questo tipo appartengono
reazioni come la nitrazione del toluene o del benzene con acidi misti e le polimerizzazioni in emulsione.
• Liquido-solido, con una o più fasi liquide a contatto con un solido. Il solido può essere un reagente o un catalizzatore.

207
• Gas-liquido-solido, in cui il solido è normalmente il catalizzatore, come nella produzione delle ammine utilizzando come catalizzatore una sospensione di platino su carbone attivo.
• Gas-solido, in cui il solido può prendere parte alla reazione o essere un catalizzatore. Un esempio in cui il solido è un reagente è la combustione di combustibili solidi.
• Gas-liquido, in cui il liquido può prendere parte alla reazione o essere un catalizzatore.
Geometria del reattore Spesso i reattori utilizzati per processi noti da tempo sono piuttosto complessi e si sono evoluti nel corso di parecchi anni per adattarsi al meglio alle particolari esigenze del processo, costituendo perciò esemplari unici: ciononostante è conveniente raggruppare i reattori nelle tipologie appresso descritte. Reattori a tino agitato Questi reattori sono costituiti da recipienti dotati di agitazione meccanica e di un dispositivo di scambio termico, del tipo a serpentino o camicia. Essi possono funzionare in continuo o in discontinuo: si possono anche collegare in serie vari reattori. Il reattore a tino agitato può essere considerato il reattore chimico fondamentale: le sue dimensioni vanno da pochi litri a molti metri cubi. Si utilizza per reazioni omogenee ed eterogenee del tipo liquido-liquido e gas-liquido, ma anche per reazioni in cui sono presenti solidi sospesi finemente, che sono mantenuti in sospensione dall’agitazione. Tenendo presente che il grado di agitazione può essere fissato dal progettista, questo tipo di reattore è particolarmente adatto a reazioni in cui sia richiesto un buon trasferimento di materia e di calore. Quando questo reattore viene utilizzato in un processo continuo la composizione nel reattore è costante e pari a quella del prodotto uscente: ciò, con l’eccezione delle reazioni particolarmente veloci, limita la conversione a quella ottenibile in un singolo stadio. La potenza richiesta per l’agitazione dipende dal grado di agitazione richiesto e varia da circa 0.2 kW/m3 in caso di agitazione moderata a 2 kW/m3 in caso di agitazione intensa. Reattori tubolari Questi reattori sono generalmente utilizzati per reazioni in fase gassosa, ma sono anche adatti per alcune reazioni in fase liquida. Quando è richiesta un’elevata velocità di trasferimento del calore si utilizzano tubi di piccolo diametro, per aumentare il rapporto tra superficie e volume. Si possono sistemare parecchi tubi in parallelo, connessi ad un collettore o fissati ad una piastra tubiera, così come si fa per gli scambiatori a fascio tubiero. Nel caso di reazioni che hanno luogo a temperatura molto elevata i tubi possono essere posti in un forno. Reattori a letto impaccato Ci sono due tipi fondamentali di reattori a letto impaccato: quelli in cui il solido è un reagente e quelli in cui il solido è un catalizzatore. Nelle industrie di metallurgia estrattiva ci sono molti esempi del primo tipo, mentre nei processi dell’industria chimica sono più frequenti i reattori catalitici. I reattori catalitici a letto impaccato vanno da pochi

208
tubi, di alcuni centimetri di diametro, a letti impaccati di grande diametro. I reattori a letto impaccato sono utilizzati per reazioni di gas o gas-liquido. Nei grandi reattori a letto impaccato lo scambio termico è poco efficiente per cui, quando si richiede una elevata velocità di trasferimento del calore, occorre prendere in esame i reattori a letto fluidizzato. Reattori a letto fluidizzato La caratteristica essenziale di un reattore a letto fluidizzato è che i solidi sono mantenuti in sospensione da un flusso ascendente di fluido reagente: ciò consente elevate velocità di trasferimento di materia e di calore e un buon grado di mescolamento. I coefficienti di trasferimento del calore verso le camicie o i serpentini sono dell’ordine di grandezza di 200 W/m2°C. Il solido può essere un catalizzatore, un reagente nel processo di combustione o una polvere inerte, aggiunta per promuovere lo scambio termico. Anche se nella maggior parte dei casi il fluido utilizzato è un gas, in alcuni esso è un liquido: quando si utilizza un gas la dimensione massima delle particelle solide fluidizzabili è intorno a 0.3 mm. Il principale vantaggio di un letto fluidizzato rispetto ad un letto impaccato è l’elevata velocità di trasferimento del calore, ma i letti fluidizzati sono anche utili quando è necessario trasferire grandi quantità di solidi in una fase del processo di reazione, come quando si trasferisce il catalizzatore in un altro recipiente per la rigenerazione. Dispositivi di miscelazione I reattori in cui viene realizzata una miscelazione dei reagenti, e che quindi si avvicinano al modello ideale del reattore mescolamento perfetto, sono quelli a tino agitato ed a letto fluidizzato, mentre la miscelazione è molto ridotta nei reattori tubolari ed a letto impaccato, che si avvicinano al modello ideale del reattore a mescolamento nullo. Nel reattore a tino l’agitazione può essere fornita da una girante calettata su un albero rotante: nei reattori in cui non sono presenti fasi solide si preferiscono giranti radiali, come le turbine Rushton, mentre se c’è l’esigenza di sospendere particelle solide sono più indicate giranti assiali, come quelle a pale inclinate. La girante ruota di norma nella parte bassa del recipiente, e, se è presente una fase gassosa, appena al di sopra dell’immissione di quest’ultima per suddividere la corrente gassosa in bollicine di piccole dimensioni che offrano una buona superficie di contatto. Quando la fase gassosa ha una portata elevata si può fare a meno dell’agitazione meccanica e sfruttare le bolle che essa forma per garantire un certo mescolamento del liquido. In presenza di una fase liquida si può ottenere la miscelazione prelevando parte del liquido con una pompa e reimmettendolo in un punto diverso del reattore. Nei reattori a letto fluidizzato, l’agitazione è garantita dal movimento delle particelle solide dovuto al trascinamento del fluido che entra dal basso. Dispositivi di scambio termico I dispositivi di scambio termico utilizzati dipendono dalla tipologia del reattore a cui sono applicati. Nei reattori a tino agitato ed a letto fluido si utilizzano serpentini posti all’interno o camicie esterne. Nei reattori a tino, ove la superficie di scambio non fosse sufficiente, si può ricircolare parte del prodotto al reattore, dopo che ha scambiato calore in uno scambiatore a fascio tubiero esterno. In alcuni casi è pure possibile prelevare vapori presenti nella parte alta dell’apparecchio, condensarli, e reimmetterli nel reattore.

209
Nei reattori tubolari ed in quelli a letto impaccato in cui si utilizzano tubi di piccolo diametro lo scambio termico si ottiene abbastanza facilmente, provvedendo il tubo di una camicia, realizzando in tal modo l’equivalente di uno scambiatore a doppio tubo, o inserendo i tubi entro un mantello in cui passa il fluido termico, realizzando in tal modo l’equivalente di uno scambiatore a fascio tubiero. Nei reattori a letto impaccato di grande diametro si possono disporre serpentini tra uno strato di materiale solido ed il successivo, oppure prelevare il prodotto e avviarlo ad uno scambiatore di calore esterno al reattore. ESEMPI DI REATTORI CHIMICI Metanolo Il metanolo (CH3OH) è un alcool, liquido in condizioni normali, che bolle a 64.7°C. Questo prodotto si utilizza direttamente come solvente ed entra nella produzione di varie sostanze, come il metilterbutiletere (MTBE), la formaldeide, l’acido acetico, metil ammine, metilesteri, ecc. Il metanolo può essere ottenuto dalla distillazione di derivati vegetali o per via sintetica. Il processo ad alta pressione messo a punto dalla BASF nel 1923 lavorava a 250-300 atm e 320-450°C, utilizzando come catalizzatore ossido di cromo e zinco. Date le pressioni si utilizzavano compressori alternativi, con portate relativamente basse ed una produzione di circa 450 t al giorno per singolo impianto. A metà degli anni ’60 la ICI sviluppò un catalizzatore più attivo, a base di rame, zinco e allumina, che presentava maggiore stabilità e selettività, consentendo di lavorare a pressioni e temperature più basse (circa 50-100 atm e 210-270°C). Infine, negli anni ’70 la Lurgi sviluppò un catalizzatore simile, ma in un reattore tubolare. Con questi nuovi processi si usano compressori centrifughi e si arriva a produrre 2200 t al giorno in un singolo impianto. Le reazioni di sintesi del metanolo sono:
OHOHCHHCO
OHCHHCO
2322
32
3
2
++
+
⎯→⎯⎯⎯←
⎯→⎯⎯⎯←
Queste reazioni sono esotermiche e comportano una riduzione del numero di moli, per cui la conversione di equilibrio è favorita da alta pressione e bassa temperatura. La selettività è superiore al 99%: le impurezze sono costituite da eteri, esteri, aldeidi, chetoni e alcoli superiori. Come alimentazione si può utilizzare un qualunque idrocarburo, convertito a gas di sintesi mediante reazione di “steam reforming” o gassificazione con ossigeno.
Circa l’80% della produzione di metanolo deriva da steam reforming del gas naturale. La reazione è fortemente endotermica ed è favorita da alta temperatura e bassa pressione. Il reattore (reformer) è essenzialmente un forno in cui viene fornito il calore richiesto dalla reazione, che avviene all’interno dei tubi, riempiti con un catalizzatore a base di nichel. Nel processo di produzione del metanolo a partire da gas naturale, questo viene
22
22
22
2
HmnCOOnHCionegassificaz
HmnnCOOnHHCreformingsteam
mn
mn
+→+
⎟⎠⎞
⎜⎝⎛ +++ ⎯→⎯
⎯⎯←

210
desolforato ed è avviato al reformer insieme a vapor d’acqua. Il gas di sintesi ottenuto viene raffreddato compresso e avviato al reattore di produzione del metanolo. La corrente uscente dal reattore viene raffreddata ed è inviata a distillazione, rimuovendo prima i composti più leggeri e quindi quelli più pesanti. Lo schema del processo è mostrato nella figura 138.
Figura 138
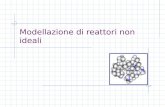
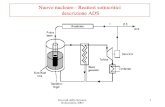
Ammoniaca Secondo uno dei possibili processi utilizzati industrialmente [14], l’ammoniaca, NH3, viene prodotta a partire da azoto e idrogeno in un reattore catalitico che lavora ad alta temperatura (400-500°C) e ad alta pressione (circa 300 atm). La reazione è esotermica e la conversione, che è comunque piuttosto bassa, si abbassa ulteriormente se la temperatura supera i 520 °C. Nella configurazioni del reattore di sintesi di tipo Fauser (figura 139) il catalizzatore è suddiviso in strati adiabatici, e si effettuato un raffreddamento intermedio tra ogni strato ed il successivo, in modo da mantenere la temperatura più vicina possibile ai valori ideali. La miscela azoto-idrogeno entra a temperatura di circa 20°C dal bocchello 13, e si preriscalda fino a 360°C, scambiando calore con il prodotto uscente dal reattore nello scambiatore di calore 7, e quindi fino a 400°C, risalendo nella zona anulare che circonda gli strati di catalizzatore, per portarsi all’ingresso del primo strato di catalizzatore. Nel passaggio attraverso il catalizzatore parte della miscela si converte ad ammoniaca, con sviluppo di calore, per cui la temperatura si porta intorno a 500°C all’uscita dal primo strato di catalizzatore: il gas viene quindi a contatto con un dispositivo di scambio termico, costituito da spirali di acciaio speciale percorse da acqua pressurizzata, che vaporizzando al loro interno, raffredda la miscela fino a circa 440°C. Seguono altri 5 strati di catalizzatore, tra cui sono interposti analoghi dispositivi di raffreddamento, di modo che la temperatura segue l’andamento a denti di sega

211
riportato sulla destra nella figura 139: si nota come l’altezza degli strati di catalizzatori aumenti (e l’innalzamento di temperatura diminuisca), man mano che la reazione procede, dato che la conversione si riduce. La miscela uscente dall’ultimo strato di catalizzatore si trova ad una temperatura intorno ai 420°C e contiene circa il 20% di ammoniaca, che va separata dai gas reagenti. Ciò viene effettuato per condensazione (in presenza di incondensabili): per ridurre la percentuale di vapori di ammoniaca nei gas in uscita, che vengono ricircolati al reattore, si mantiene elevata la pressione di condensazione e si riduce la temperatura. La condensazione viene effettuata in condensatori refrigerati con acqua e con ammoniaca liquida. Data la destinazione della corrente uscente dal reattore, è quindi possibile ed opportuno effettuare dei recuperi termici, come viene fatto negli scambiatori di calore 7 ed 8. Nel primo la miscela uscente dal reattore si raffredda fino a circa 100°C, preriscaldando i reagenti, mentre nel secondo la sua temperatura viene ridotta fino a 70°C, preriscaldando acqua demineralizzata, che è inviata al ribollitore 11 per la produzione di vapore. L’acqua pressurizzata utilizzata per la refrigerazione del reattore lavora in ciclo chiuso: essa viene prelevata dal mantello del ribollitore 11 mediante la pompa 10 passa nelle spirali di raffreddamento, in cui viene vaporizzata, e torna al ribollitore, dove condensa, scambiando calore con l’acqua demineralizzata, proveniente dal preriscaldatore 8, che vaporizza lato tubi ed esce dal bocchello 15.
Figura 139 [14] Cracking catalitico Il cracking catalitico è il principale e più diffuso processo di conversione di frazioni petrolifere pesanti in prodotti leggeri, soprattutto benzine [1]. Le alimentazioni tipiche

212
sono i distillati altobollenti ottenuti dalla distillazione sotto vuoto (vacuum), o residui, trattati per eliminarne gli asfalti. I catalizzatori utilizzati sono delle zeoliti con elevata superficie attiva e porosità continua ed uniforme. La reazione è del tipo:
mmnnnmnm HCHCHC 2222)(2 +→ ++++
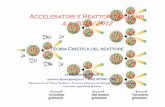
Essa è endotermica e procede meglio ad alte temperature e basse pressioni. Il catalizzatore tende a disattivarsi per la progressiva deposizione di coke e va quindi rigenerato, il che viene realizzato semplicemente bruciando il coke che si è depositato. Gli attuali processi di cracking catalitico sono del tipo a letto fluidizzato (FCC, Fluid Catalytic Cracking) e impiegano catalizzatori in polvere con dimensioni di alcune decine di micron. La rigenerazione viene effettuata in continuo inviando parte del catalizzatore dal reattore al rigeneratore e di nuovo dal rigeneratore al reattore, come mostra la figura 140. Una parte del calore prodotto durante la combustione del coke nel rigeneratore compensa la forte endotermicità del cracking, una parte viene recuperata in serpentini di raffreddamento in cui viene prodotto vapor d’acqua, e la parte rimanente è dissipata nei fumi. La produzione di coke è normalmente compresa tra il 3 e il 5% della carica.
Figura 143 [2]
Il catalizzatore in polvere viene mantenuto in sospensione nella fase idrocarburica vaporizzata e passa dal reattore al rigeneratore per gravità o per differenza di pressione; il ritorno al recipiente che si trova a quota o pressione superiore è assicurato da una corrente di vapor d’acqua (nel reattore) o aria (nel rigeneratore). La temperatura di combustione necessaria per rigenerare il catalizzatore è in genere 100-200°C maggiore di quella del processo di cracking. In funzione dell’eccesso d’aria la combustione può essere più o meno completa, con formazione di CO2 e CO: la combustione a CO consente di controllare meglio la temperatura ma richiede la presenza di un sistema per la successiva ossidazione del CO a CO2. La temperatura del reattore è regolata tramite la portata del catalizzatore: l’alimentazione è preriscaldata a 300-400°C, temperatura a cui è vaporizzata per il 70-80%, e la reazione avviene a 480-550°C; la pressione varia normalmente tra 1.5 e 3.5 atm.

213
Reforming Il reforming è il processo più diffuso ed efficace per aumentare il numero di ottano delle benzine prima della distillazione [1]. Il numero di ottano esprime il potere antidetonante delle benzine e aumenta con il grado di ramificazione e aromatizzazione degli idrocarburi. Il processo di reforming aumenta il numero di ottano incrementando il contenuto di aromatici e prodotti isomerizzati: nel processo di reforming, inoltre, si ha produzione di idrogeno. Le principali reazioni di reforming sono quelle di isomerizzazione degli alcani e degli anelli naftenici (da C5 a C6) seguita dalla deidrogenazione ad aromatici, secondo gli schemi di figura 141. Il processo risulta nel suo complesso endotermico: si utilizzano catalizzatori in grado di favorire sia le reazioni di isomerizzazione che quelle di deidrogenazione, mediante platino e cloro ancorati ad un supporto di allumina.
Figura 141 [1] Il processo di reforming viene condotto a 490-540°C con cariche relativamente leggere, come le benzine, per evitare che si abbia cracking. Uno schema del processo è riportato in figura 142. Si utilizzano più reattori in serie per contrastare l’elevata endotermicità del processo mediante riscaldamenti intermedio all’interno di forni che riportano la temperatura al livello desiderato.
Figura 142 [1]
PERICOLOSITÀ DELLE REAZIONI CHIMICHE La pericolosità di una reazione chimica dipende principalmente dalle caratteristiche del sistema reagente e quindi da parametri termodinamici e cinetici [20]. L’analisi verrà qui ristretta alle reazioni esotermiche, in cui la produzione di calore, ed il problema legato allo smaltimento del calore prodotto, risultano maggiormente critiche. Ciononostante, anche le reazioni endotermiche possono presentare dei pericoli, poiché i prodotti di reazione, possono essere termicamente instabili e quindi soggetti a reazioni decomposizione esotermica. I parametri più importanti per valutare la pericolosità delle reazioni esotermiche sono:

214
• Aumento adiabatico di temperatura • Velocità di produzione del calore • Volume specifico dei gas che si sviluppano • Velocità di salita della pressione e valore massimo della pressione • Temperatura di decomposizione esotermica • Tempo di induzione adiabatico Aumento adiabatico di temperatura In una reazione esotermica, in condizioni adiabatiche (ossia senza scambio di calore con l’esterno), il calore sviluppato comporterà un incremento di temperatura:
ρ⋅∆
=∆p
rAad c
HcT
dove ∆Tad = incremento adiabatico di temperatura (°C) cA = concentrazione del reagente chiave (mol/m3) ∆Hr = calore di reazione per unità di mole (J/mol) cp = calore specifico della miscela di reazione (J/kg°C) ρ = densità della miscela di reazione (kg/m3) La conoscenza dell’incremento adiabatico di temperatura consente di stimare la massima temperatura che il sistema può raggiungere, nelle condizioni più sfavorevoli. Per agire su questa variabile è possibile intervenire sulla massa totale del sistema (non solo quella dei reagenti) e sul suo calore specifico: l’incremento adiabatico di temperatura si riduce quando i reagenti sono diluiti o accompagnati da prodotti con elevato calore specifico. Velocità di produzione del calore Il calore sviluppato dal sistema nell’unità di tempo è dato da:
VHrQ r ⋅∆⋅= dove Q = calore prodotto nell’unità di tempo (W) r = velocità di reazione (mol/m3s) ∆Hr = calore di reazione (J/mol) V = volume del sistema di reazione (m3) Per ridurre la velocità di produzione del calore si può anzitutto ridurre la velocità di reazione, che è influenzata dalla temperatura e dalla concentrazione dei reagenti (ed eventualmente da quella del catalizzatore). Si può quindi diminuire la temperatura di reazione, ridurre la concentrazione dei reagenti (diluendoli) o ridurre la portata con cui sono alimentati. Una riduzione del volume di reazione comporta una riduzione del valore assoluto del quantitativo di calore rilasciato dal sistema nell’unità di tempo, ma non varia invece il calore rilasciato per unità di tempo e di volume. Volume specifico dei gas che si sviluppano Per il corretto dimensionamento dei sistemi di sfiato di emergenza occorre conoscere

215
l’andamento, in funzione della temperatura, del volume specifico medio della fase gassosa presente, costituita dai reagenti o dai prodotti di reazione, dal vapore dei solventi e dai prodotti gassosi che si ottengono nel caso di decomposizione termica di questi composti. Velocità di salita della pressione e valore massimo della pressione La velocità con cui la pressione aumenta nel tempo ed i suo valore di picco si utilizzano per dimensionare gli sfiati di emergenza, per la scelta dei materiali da costruzione e per una corretta progettazione del reattore. Temperatura di decomposizione esotermica Una decomposizione esotermica è una trasformazione chimica, generalmente indesiderata, che coinvolge un solo prodotto e avviene con sviluppo di calore. Le reazioni di decomposizione spesso implicano un meccanismo a stadi, con cinetica piuttosto complessa. In genere, l’esistenza di reazioni decomposizione esotermica, può non essere nota a priori e possono anche essere sconosciuti i prodotti di decomposizione: ciò rende problematico calcolarne il calore di reazione. Una prima stima della pericolosità della decomposizione si può tuttavia avere dall’entalpia di formazione del composto che si decompone, che in qualche modo rappresenta l’energia che la sostanza può potenzialmente rilasciare. Il confronto della temperatura di inizio decomposizione con la massima temperatura che il sistema può raggiungere fornisce informazioni importanti per stabilire le conseguenze di una perdita di controllo del sistema. Tempo di induzione adiabatico Il tempo di induzione adiabatico è il tempo necessario a raggiungere la massima velocità di reazione, operando in condizioni adiabatiche, ossia senza scambio di calore con l’esterno. Reazioni fuggitive Reazioni fuggitive (o runaway reactions) è il termine che si adotta per indicare reazioni esotermiche sfuggite al controllo. Il meccanismo con cui esse si sviluppano è mostrato in figura 143.
Figura 143 [20]

216
Quando il sistema di refrigerazione non è in grado di asportare interamente il calore prodotto da una reazione esotermica, la temperatura del sistema aumenta. Poiché la velocità di reazione aumenta all’aumentare della temperatura si produce un meccanismo a spirale, come mostra la figura 146. Inoltre, per effetto dell’aumento della temperatura si possono sviluppare vapori o prodotti gassosi con aumento della pressione nel sistema chiuso. Una reazione esotermica può quindi divenire fuggitiva quando la velocità di produzione del calore supera la capacità di raffreddamento del sistema. La velocità di produzione del calore, come visto in precedenza, è proporzionale alla velocità di reazione, che è funzione esponenziale della temperatura (legge di Arrhenius). Il flusso di calore associato alla reazione presenterà quindi anch’esso un andamento esponenziale in funzione della temperatura, come mostra la figura 144. La velocità di rimozione del calore, è invece proporzionale alla differenza di temperatura tra reattore e fluido refrigerante: ipotizzando che la temperatura di quest’ultimo sia costante, il flusso di calore asportato dal reattore presenterà un andamento lineare in funzione della temperatura. La posizione della retta sul diagramma flusso di calore-temperatura dipende dal valore della temperatura del mezzo refrigerante, Tm: in figura 144 sono mostrati gli andamenti per tre valori di temperatura del fluido refrigerante crescenti, Tm1, Tm2 e Tm3.
Figura 144 [20]
Ogni intersezione tra la curva di produzione del calore e la retta di rimozione del calore rappresenta un punto di equilibrio del sistema, in cui i quantitativi di calore prodotto e sottratto si equivalgono. Nella figura 144 si nota che la retta relativa alla temperatura più bassa (Tm1) presenta due intersezioni con la curva di produzione del calore, nei punti S1 ed S2. Il punto S1 rappresenta un punto di equilibrio stabile: infatti, se la temperatura aumenta oltre questo valore, la capacità di refrigerazione è superiore a quella di produzione di calore del sistema, e quindi tende a riportarla al valore desiderato; analogamente, se la temperatura diminuisce rispetto al valore di equilibrio, la velocità di produzione del calore, che supera quella di refrigerazione, tende a riportare la temperatura al valore di equilibrio. Il punto S2 rappresenta invece un punto di equilibrio instabile, poiché un aumento od una diminuzione della temperatura rispetto al valore di equilibrio, tenderebbero a far divergere la temperatura stessa, che nel primo caso aumenterebbe a dismisura, mentre nel secondo si porterebbe al punto S1 di equilibrio stabile. Anche il punto S3, in cui la curva di produzione del calore è tangente alla retta di

217
asportazione del calore per la temperatura intermedia Tm2, rappresenta una condizione di equilibrio instabile, poiché, mentre a fronte di una riduzione di temperatura il sistema tende a riportarsi in condizioni di equilibrio, non è in grado di farlo a fronte di un aumento di temperatura. Aumentando la temperatura del fluido refrigerante, si passa quindi da condizioni di possibile equilibrio stabile (retta relativa alla temperatura Tm1) ad equilibrio instabile (retta relativa alla temperatura Tm2) o, addirittura, nessun punto di equilibrio (retta relativa alla temperatura Tm3). Reazioni secondarie Le reazioni secondarie sono quelle che portano alla produzione di composti diversi da quelli per cui il processo è stato pensato. Tra le reazioni secondarie rientrano, ad esempio, reazioni esotermiche di decomposizione e/o polimerizzazione di prodotti di reazione e/o del solvente, che spesso coinvolgono una sola sostanza, e che si possono sviluppare non solo nel corso dei processi produttivi, ma anche durante operazioni quali distillazione o riscaldamento, come pure in fase di stoccaggio. Lo sviluppo di reazioni secondarie è stato all’origine di molti incidenti. In alcuni casi la perdita di controllo di una reazione primaria può portare il sistema ad una temperatura a cui si sviluppa una reazione secondaria indesiderata che può risultare critica nei confronti della sicurezza. Una volta che si sia stabilita la possibilità che si sviluppi una reazione secondaria occorre stimare la temperatura a cui essa si innesca, per confrontarla con la massima temperatura che può raggiungere il sistema reagente. Occorre pure tener presente che la reazione secondaria può avviarsi anche a temperature inferiori a quella di innesco, se questa condizione viene mantenuta per un certo tempo. Lo sviluppo di una reazione secondaria rappresenta uno dei maggiori pericoli associati alla perdita di controllo della reazione primaria, per cui la stima della pericolosità del processo richiede anche lo studio di reattività e stabilità termica dei composti che vi prendono parte. PROCESSI UNITARI CHE PRESENTANO PROBLEMATICHE DI SICUREZZA Si definiscono processi unitari quelle classi di reazioni chimiche tra loro simili in cui interviene uno stesso reagente e che avvengono con modalità similari. Esempi di processi unitari sono le reazioni di alchilazione, amminazione, calcinazione, combustione, cracking, elettrolisi, esterificazione, alogenazione, fermentazione, isomerizzazione, esterificazione, neutralizzazione, nitrazione, ossidazione/riduzione, polimerizzazione, pirolisi, ecc. I processi unitari che sono generalmente considerati più pericolosi sono quelli di alchilazione, combustione, alogenazione, idrogenazione, nitrazione, ossidazione e polimerizzazione. Le caratteristiche che rendono pericoloso un processo unitario sono legati alle caratteristiche dei reagenti e/o dei prodotti, alla fase in cui avviene la reazione, alle caratteristiche della reazione principale (equilibrio termodinamico, calore di reazione, costante cinetica e energia di attivazione), alle reazioni collaterali ed ai materiali utilizzati per il reattore [5]. Ossidazioni Le reazioni di ossidazioni che si considerano qui sono quelle di un composto organico con O2.

218
Tra le reazioni di ossidazione di interesse industriale ve ne sono sia in fase vapore: etilene→ossido di etilene propilene→acido acrilico metanolo→formaldeide naftalene→anidride ftalica
benzene, buteni→ anidride maleica che in fase liquida: acetaldeide→acido acetico butano→acido acetico e prodotti correlati
cumene→idroperossido di cumene (e quindi fenolo, acetone) cicloesano→cicloesanone e cicloesanolo (e quindi acido adipico e caprolattame) toluene→acido benzoico ( e quindi fenolo) p-xilene→acido tereftalico
Le reazioni sono generalmente esotermiche e spesso molto esotermiche: c’è quindi un problema di rimozione del calore e di controllo della temperatura. Inoltre, nelle reazioni di ossidazione, che generalmente non sono limitate dall’equilibrio termodinamico, ci sono spesso problemi legati alla possibilità che si verifichi una reazione di combustione completa o reazioni collaterali che portano a prodotti indesiderati. Per evitare tali reazioni può essere necessario utilizzare un catalizzatore e limitare i livelli di temperatura. Le ossidazioni in fase vapore si realizzano in reattori vario tipo, a letto impaccato con strati di catalizzatore, tubolari ed a letto fluidizzato: le ultime due tipologie si prestano ad un più agevole raffreddamento quando il quantitativo di calore da asportare è ingente. Nelle ossidazioni in fase vapore l’alimentazione viene mantenuta al di fuori dell’intervallo di infiammabilità, a meno che non si ritenga molto improbabile l’eventualità di un innesco. Le ossidazioni in fase liquida sono tipicamente realizzate in reattori a tino alla pressione di 10-50 atm ed a temperature tra 100 e 200°C, facendo gorgogliare l’aria nella parte bassa del reattore. Un esempio di ossidazione in fase liquida è quella del cicloesano a cicloesanone e cicloesanolo, utilizzata nell’impianto di Flixborough. Nel processo, che avviene a 10-25 atm e 140-170°C, per minimizzare le reazioni collaterali si mantiene un grado di conversione per passaggio basso, dell’ordine di pochi punti percentuali, Ciò semplifica il problema della rimozione del calore, ma impone l’utilizzo di elevati ricircoli di cicloesano liquido. Nei processi di ossidazione in fase liquida la linea di ingresso dell’aria nel reattore può rappresentare una fonte di pericolo, se il liquido proveniente dal reattore fluisce in questa linea quando il reattore viene fermato: infatti, quando il reattore viene riavviato viene nuovamente alimentata l’aria e il liquido può incendiarsi. I tre pericoli principali presenti nelle reazioni di ossidazione, sia in fase vapore che in fase liquida, sono quelli di fuoriuscita di infiammabili, di innesco all’interno del reattore e di presenza di sostanze instabili o reattive. Nelle ossidazioni in fase liquida ci sono grossi quantitativi di prodotto a temperatura elevata, ed è possibile un innesco se l’ossigeno si concentra nello spazio occupato dal vapore al di sopra del liquido, per esempio se non viene disperso efficacemente nel liquido o non reagisce immediatamente. Nelle ossidazioni in fase vapore i quantitativi dei fluidi di processo sono inferiori, mentre possono persistere problemi se i fluidi utilizzati per lo scambio termico sono infiammabili. I prodotti dei processi di ossidazione possono contenere composti instabili, come ossido di etilene o acetaldeide.

219
I processi di ossidazione che in passato hanno causato i maggiori incidenti sono le ossidazioni in fase liquida di cicloesano e cumene e quelle in fase vapore di etilene e naftalene o o-xilene. Idrogenazioni Le reazioni di idrogenazione che si prenderanno in esame sono quelle dei composti organici con H2 in presenza di un catalizzatore. Esse comprendono le idrogenazioni in fase vapore, come quella del monossido di carbonio a metanolo, e in fase liquida. Le condizioni di equilibrio termodinamico comportano una diminuzione della resa all’aumentare della temperatura, mentre la cinetica aumenta con questa variabile, per cui la temperatura di reazione viene fissata come compromesso tra le condizioni favorevoli ad una resa elevata e ad una cinetica elevata. Generalmente la velocità di reazione raddoppia aumentando la temperatura di 50°C, ma ci sono dei casi in cui ciò si verifica a fronte di un aumento di soli 10°C. Le reazioni di idrogenazione sono generalmente esotermiche ed hanno luogo solo sul catalizzatore, la cui temperatura superficiale può divenire molto alta. Ciò può originare reazioni collaterali indesiderate ed un deterioramento del catalizzatore. Occorre pure tener presente che gran parte dei catalizzatori utilizzati nelle reazioni di idrogenazione sono in grado di catalizzare anche le reazioni di ossidazione. Le condizioni adottate per le idrogenazioni in fase vapore variano dalla pressione atmosferica a parecchie centinaia di atm, con temperature tra 100 e 400°C ed il maggiore pericolo è rappresentato dall’utilizzo di idrogeno in pressione. Clorurazioni Le reazioni di clorurazione che saranno prese in esame sono quelle tra composti organici e Cl2. Alcuni esempi di reazioni industriali di clorurazione sono quella del metanolo a dare clorometani, che avviene in fase vapore, e quella dell’etilene a dare etilene dicloro, che avviene in fase liquida. Le reazioni di clorurazione sono per certi versi simili a quelle di ossidazione: ci possono essere problemi legati alla reazione di clorurazione completa, per reazioni collaterali e per formazione di sottoprodotti indesiderati. La reazione è esotermica o molto esotermica e quindi ci possono essere problemi legati alla rimozione del calore ed al controllo della temperatura. Nel caso della reazione di sostituzione:
R-H + Cl2 →R-Cl + HCl Il calore di reazione è circa 24 000 kcal/kmol di cloro. La reazione in fase vapore tra cloro e idrocarburi paraffinici può divenire molto violenta: per ovviare a questo problema si può introdurre il cloro in più punti successivi o utilizzare dei gas di diluizione, come azoto o gas di ricircolo. I reattori in fase vapore sono spesso recipienti vuoti oppure letti impaccati. Nei reattori in fase liquida si può procedere inviando sia il cloro che i reagenti organici nel prodotto liquido all’interno di un reattore a tino. Anche il cloro, come l’ossigeno, è in grado di formare miscele infiammabili con i composti organici: la miscela alimentata al reattore in fase vapore viene quindi mantenuta al di fuori dei limiti di infiammabilità. Nitrazione Le reazioni di nitrazione che saranno prese in esame sono quelle tra composti organici ed agenti nitranti, come acido nitrico o acido misto (miscela di acido nitrico con un

220
agente disidratante, come, ad esempio, acido solforico). Gli incidenti nei processi di nitrazioni sono frequenti e molto distruttivi: tipici processi a rischio sono quelli di fabbricazione della nitroglicerina e del trinitrotoluene (TNT). I pericoli derivano dall’uso dell’acido nitrico che è un agente nitrante, ma anche ossidante, corrosivo e pericoloso, che può reagire in modo esplosivo con molti composti organici. Tanto la nitrazione che l’ossidazione sono fortemente esotermiche e ciò rappresenta un serio problema dato che le miscele di nitrazione sono spesso molto sensibili e suscettibili a dar luogo ad esplosioni. Va tenuto presente che il calore sviluppato non è soltanto quello dovuto alla reazione di nitrazione, ma deve comprendere anche il calore di diluizione, che in molti casi è confrontabile con quella di reazione. In vari reattori di nitrazione si sono verificate esplosioni dovute all’innesco di reazioni fuggitive, ed in parecchi di questi casi si è riscontrato che la normale temperatura operativa del reattore era solo 10-50°C inferiore a quella di innesco delle reazioni fuggitive. Inoltre, alcuni prodotti possono presentare una temperatura di decomposizione relativamente bassa (100-150°C). Le nitrazioni vengono realizzate spesso in reattori agitati a funzionamento discontinuo. Questa tipologia di reattore presenta alcuni rischi caratteristici, come il fatto di caricare quantitativi non corretti dei reagenti, o introdurli in una sequenza sbagliata, o l’accumulo di reagenti non mescolati che reagiscono violentemente all’avvio dell’agitatore. Un altro pericolo nelle reazioni di nitrazione è rappresentato dall’ingresso di acqua, poiché il calore di diluizione può essere in grado di innescare un’esplosione o qualche altro fenomeno pericoloso. Spesso gli impianti di nitrazione producono nello stesso reattore prodotti diversi, lavorando per campagne di fabbricazione: questa modalità operativa può indurre errori operativi quando di passa dalla produzione di un prodotto a quella di un altro. INCIDENTI NEI REATTORI CHIMICI Le cause degli incidenti nei reattori chimici possono essere molteplici, legate al processo, alle procedure operative, a guasti, a errori di progettazione, quali, ad esempio [20]: • insufficiente conoscenza della termodinamica e della cinetica delle reazioni coinvolte • errori nell’aggiunta dei reagenti • mancata osservanza delle procedure operative • presenza di impurezze o di prodotti contaminanti • guasto del sistema di agitazione • refrigerazione insufficiente • errori di scale-up (ossia nel riportare nella progettazione di impianto i risultati delle
prove svolte in laboratorio o su impianto pilota di piccola scala) • mancata dotazione di sistemi di sicurezza (ad esempio sfiati di emergenza) • mancato intervento dei sistemi di sicurezza Incidente di Seveso Gran parte degli incidenti che si verificano nei reattori chimici sono dovuti al verificarsi di reazioni fuggitive: tra questi, il caso più noto (anche se non il più grave) è probabilmente quello dell’incidente dell’ICMESA di Seveso, di cui si fornisce una breve descrizione [5].

221
Il 10 luglio 1976 dal reattore B fuoriesce una nube tossica che il vento propaga velocemente nel territorio circostante, densamente abitato. Il 14 luglio gli effetti dell’esposizione alla nube cominciano ad essere avvertiti dalla popolazione, in cui si segnalano casi di intossicazione, seguiti da ricoveri di emergenza e dalla moria di molti animali. Il 20 luglio, nei laboratori dello stabilimento della casa madre Givaudan di Zurigo, si riesce ad identificare la sostanza chimica fuoriuscita con l’incidente: si tratta di TCDD (2,3,7,8-tetraclorodibenzo-p-diossina), composto altamente tossico e cancerogeno. Il 24 luglio si decide di evacuare un’area di quindici ettari, che viene cinta con reticolati, militarizzata e suddivisa in tre zone a seconda del grado di tossicità raggiunto. Il giorno successivo, settecento persone vengono sfollate, mentre l’allarme si estende anche ad altri comuni limitrofi, tra cui Meda, Desio, Nova Milanese, Seregno, Lentate sul Seveso e Cesano Maderno. Successivamente l’ICMESA viene demolita, unitamente alle abitazioni della zona A, la più contaminata. Tonnellate di terreno inquinato vengono inoltre rimosse, nel quadro di un processo di bonifica delle aree colpite. Processo e impianto coinvolto Il processo in cui ha avuto luogo l’incidente è la produzione di 2,4,5-triclorofenolo (TCP) in un reattore discontinuo: questo prodotto viene utilizzato nei diserbanti. La reazione avviene in due stadi, come mostra la figura 145. Nel primo stadio ha luogo l’idrolisi alcalina dell’1,2,4,5-tetraclorobenzene (TCB) per formare il 2,4,5-triclorofenato di sodio, a 170-180°C utilizzando idrossido di sodio in presenza di glicol etilenico come solvente; è pure presente dello xilene, che viene aggiunto per facilitare la distillazione azeotropica. Nel secondo stadio il triclorofenato di sodio viene acidificato con acido cloridrico per dare il TCP, successivamente purificato per distillazione. Al termine del primo stadio viene allontanato per distillazione circa il 50% del glicol etilenico e viene aggiunta acqua per ridurre la temperatura della miscela di reazione a 50-60°C.
Figura 145 [5]
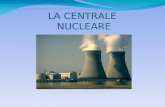
Nella reazione si formano anche piccole quantità di TCDD come sottoprodotto: a temperature al di sotto di 180°C il suo tenore nel TCP è generalmente inferiore a 1 ppm, ma può crescere migliaia di volte se la temperatura arriva a 230-260°C. In condizioni normali il TCDD che si forma si accumula nel residuo di distillazione da cui viene raccolto per essere incenerito. Il reattore utilizzato aveva una capacità di 14 m3 ed era dotato di un agitatore e di una camicia riscaldata con vapor d’acqua a 12 atm, pressione a cui corrisponde una temperatura di saturazione di 188°C. Il reattore aveva un sistema di controllo della temperatura piuttosto primitivo, come mostra la figura 146, ed era munito di un disco di scoppio, con sfogo diretto in atmosfera, tarato per cedere alla pressione di 3.5 atm.

222
Figura 146 [5] La reazione discontinua fu avviata alle 16 di venerdi 9 luglio, caricando 2000 kg di TCB, 1050 kg di idrossido di sodio, 3300 kg di glicol etilenico e 600 kg di xilene. Dopo la reazione si procedette alla distillazione per rimuovere glicol etilenico, ma ne fu rimosso solo il 15%, invece dell’usuale 50%. La distillazione fu arrestata alle 5 del 10 luglio, interrompendo il riscaldamento, ma senza aggiungere l’acqua per raffreddare, come al solito, la massa residua a 50-60°C. Il registratore di temperatura fu spento, e l’ultimo valore registrato è di 158°C. Il turno terminò alle 6, in coincidenza con la chiusura dell’impianto per il fine settimana: il reattore fu lasciato con l’agitazione spenta e senza nulla che lo raffreddasse. Durante il fine settimana la turbina del vapore, con molte utenze ferme, marciò a carico ridotto, inviando alla camicia del reattore vapore surriscaldato, alla temperatura di 300°C circa. Alle 12.37 del 10 luglio si ebbe la rottura del disco di scoppio, con fuoriuscita, per circa 20 minuti, di una densa nube di vapori. Resisi conti del fatto che il reattore era più caldo del dovuto, fu avviata, circa 1 h dopo la fuoriuscita, la refrigerazione con acqua di raffreddamento. Al momento dell’incidente si stima che il reattore contenesse 2030 kg di triclorofenato di sodio, 540 kg di cloruro di sodio, circa 1000 kg di glicol etilenico e 1600 kg di dietilen glicol, polietilenglicol e glicolato etilenico di sodio. Una miscela di questo tipo può dar luogo ad una decomposizione esotermica a temperature al di sopra dei 230°C, con reazione fuggitiva. Studi effettuati dopo l’incidente hanno mostrato che esistono due reazioni lente ed esotermiche: la prima parte a 185°C ed è in grado di provocare un aumento di temperatura di 57°C in condizioni adiabatiche, e l’altra parte a 255°C e può portare ad un aumento di temperatura di 114°C, sempre in condizioni adiabatiche. La prima reazione richiede 2,1 ore e la seconda circa 0.5 ore. La decomposizione esotermica parte a 280-290°C e aumenta significativamente a 300°C. La reazione fuggitiva può essere partita in corrispondenza ad una stratificazione della miscela nel reattore, per cui gli strati superiori di liquido sono stati in grado di portarsi a 200-220°C, temperatura sufficiente ad avviare le reazioni esotermiche che portano alla

223
decomposizione. L’incidente di Seveso è stato dovuto al susseguirsi di vari errori di natura operativa: • mancata separazione per distillazione del 50% del glicol; • mancata aggiunta di acqua al termine della distillazione; • interruzione dell’agitazione; • interruzione della registrazione della temperatura del reattore; • mancato raffreddamento del reattore da 158°C al valore usuale di 50-60°C. Contaminazione di un serbatoio di metilisocianato L’incidente si è verificato a Bhopal nel 1984 in un impianto di produzione di pesticidi, per contaminazione accidentale con acqua di uno dei serbatoi di stoccaggio contenenti isocianato di metile, sostanza ad elevata tossicità, volatile, infiammabile e fortemente reattiva [5]. I vapori che si sono prodotti sono stati convogliati attraverso il sistemi di sfiati all’impianto di abbattimento, che però non era in quel momento in funzione: ne è seguito il rilascio di alcune tonnellate di vapori tossici che ha provocato migliaia di morti e intossicati nell’aggregato urbano che sorgeva vicino all’impianto. L’incidente di Bhopal costituisce il più grave tra quelli mai verificatisi nell’industria di processo.