5 - liofilizzazione
11
V-1 5. Liofilizzazione La liofilizzazione è un processo in cui si ha la disidratazione del prodotto per sublimazione dell’acqua in condizioni di alto vuoto. In questo caso la forza spingente è data dalla differenza tra la tensione di vapore al fronte di sublimazione e la pressione parziale dell’acqua nell’ambiente. La figura seguente mostra la pressione di vapore di equilibrio dell’acqua sopra l’acqua liquida ed il ghiaccio in funzione della temperatura. -50 0 50 100 0.1 1 10 100 1000 Melting Sublimation Vaporisation Vapour Liquid Solid Temperature, °C Pressure, mbar A 0°C e 6.1 mbar vapore, acqua e ghiaccio possono coesistere in equilibrio (punto triplo), mentre a temperature inferiori a 0°C e pressioni parziali di vapore inferiori a 6.1 mbar il liquido non è presente, e la sublimazione del ghiaccio è l’unico cambiamento di fase che può avere luogo. Le basse temperature di lavoro rendono il processo di liofilizzazione particolarmente indicato per quei prodotti che possono essere danneggiati dalle temperature più elevate tipiche degli altri processi di disidratazione. Ciò che accade nel prodotto sottoposto ad essiccamento convenzionale ed a liofilizzazione è mostrato nella Figura seguente. Escaping water vapour Wet zone Transport zone Evaporation Extracted Water droplets Escaping water vapour Frozen zone Sublimation zone Transport zone Muscle tissue Ice crystal Ice front Durante la liofilizzazione i cristalli di ghiaccio cambiano di stato da solido a vapore, senza formazione di liquido, e poi il vapore è trasportato nel prodotto senza causare spostamento di sostanze solubili come zuccheri, sali, ... Al contrario, nell’essiccamento convenzionale
-
Upload
maurizio-lunati -
Category
Documents
-
view
46 -
download
4
description
liofilizzazione
Transcript of 5 - liofilizzazione

V-1
5. Liofilizzazione
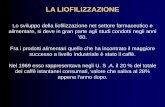
La liofilizzazione è un processo in cui si ha la disidratazione del prodotto per sublimazione dell’acqua in condizioni di alto vuoto. In questo caso la forza spingente è data dalla differenza tra la tensione di vapore al fronte di sublimazione e la pressione parziale dell’acqua nell’ambiente. La figura seguente mostra la pressione di vapore di equilibrio dell’acqua sopra l’acqua liquida ed il ghiaccio in funzione della temperatura.
-50 0 50 1000.1
1
10
100
1000
Melting
Sublimation
Vaporisation
Vapour
Liquid
Solid
Temperature, °C
Pressure, mbar
A 0°C e 6.1 mbar vapore, acqua e ghiaccio possono coesistere in equilibrio (punto triplo), mentre a temperature inferiori a 0°C e pressioni parziali di vapore inferiori a 6.1 mbar il liquido non è presente, e la sublimazione del ghiaccio è l’unico cambiamento di fase che può avere luogo.
Le basse temperature di lavoro rendono il processo di liofilizzazione particolarmente indicato per quei prodotti che possono essere danneggiati dalle temperature più elevate tipiche degli altri processi di disidratazione.
Ciò che accade nel prodotto sottoposto ad essiccamento convenzionale ed a liofilizzazione è mostrato nella Figura seguente.
Escaping water vapour
Wet zone
Transport zone
Evaporation
Extracted
Water droplets
Escaping water vapour
Frozen zone
Sublimation zone
Transport zone Muscle tissue
Ice crystal
Ice front
Durante la liofilizzazione i cristalli di ghiaccio cambiano di stato da solido a vapore, senza formazione di liquido, e poi il vapore è trasportato nel prodotto senza causare spostamento di sostanze solubili come zuccheri, sali, ... Al contrario, nell’essiccamento convenzionale

V-2
l’acqua evapora dalla superficie del prodotto e l’acqua liquida nel prodotto viene trasportata sulla superficie per capillarità, e le sostanze solubili vengono ridistribuite sulla superficie del prodotto.
Le applicazioni sono numerose: caffè, the, succhi di frutta, frutta esotica, prodotti dietetici e per l’infanzia, minestroni, prodotti vari di ristorazione.
I liofilizzati hanno qualità simili a quelle dei prodotti trattati, si riduce molto il peso (stoccaggio e trasporto sono quindi facilitati), si conservano per tempi molto lunghi, la reidratazione è più rapida ed ottimale. Il costo è però elevato.
Dry product
Ice front
Ice crystals
Il materiale è inizialmente preparato impiegando tecniche analoghe a quelle utilizzate per l’essiccamento e la surgelazione. I prodotti liquidi vengono inizialmente concentrati e, a volte, pastorizzati. I prodotti solidi devono essere frantumati. Il prodotto è quindi rapidamente congelato e sottoposto a liofilizzazione.
Il processo consta di due fasi fondamentali, l’essiccamento primario e l’essiccamento secondario.

V-3
Nella fase di essiccamento primario (sublimazione sotto vuoto) si determina un grado di vuoto (sino anche a pochi Pa) a cui si ha la sublimazione dell’acqua. In questa fase si ha la formazione di uno strato secco attorno al prodotto congelato, la cui estensione aumenta con il tempo, sino a quando tutto il ghiaccio è sublimato.
In questa fase si fornisce calore dal momento che la sublimazione è un processo endotermico: il prodotto viene riscaldato mediante irraggiamento da superfici calde, conduzione dal ripiano riscaldato su cui il prodotto è posto, convezione con gas caldi, e mediante microonde.
La figura seguente mostra l’andamento nel tempo della temperatura del prodotto e della percentuale di vapore d’acqua nella camera durante un processo di liofilizzazione di spinaci in cubetti.
-50-40-30-20-10
01020
Temperature, °C
1
2
3
0.0
0.2
0.4
0.6
0.8
1.0
P water/P
chamber
0 50 100 150 200 250
Time, h0 50 100 150 200 250
0.0
Time, h
L’essiccamento primario è la fase più lunga del processo e le condizioni operative devono essere scelte accuratamente in modo tale da evitare di danneggiare il prodotto. Tale risultato si consegue mantenendo il prodotto al di sotto di una temperatura limite, coincidente in genere con la temperatura di transizione vetrosa (Tg) della torta essiccata. La temperatura Tg può essere definita come la temperatura a cui si ha la transizione dallo stato vetroso allo stato gommoso: nello strato vetroso le molecole sono bloccate nella loro posizione, ed il prodotto è duro e rigido, mentre nello strato gommoso le molecole sono libere di muoversi, ed il prodotto è molto più morbido e flessibile. La temperatura Tg è anche legata alla contrazione di volume nel prodotto quando tale valore viene superato.
Per determinare le condizioni operative del processo di liofilizzazione occorre determinare il design space, ovvero l’insieme dei valori di Tshelf e di Pc che consentono di soddisfare i vincoli operativi posti dal prodotto (la massima temperatura) e dall’apparecchiatura (il massimo flusso di solvente sublimato).

V-4
5 10 15 20 25 300.0
0.2
0.4
0.6
0.8
1.0
1.2
J w,m
ax, k
g h-1
m-2
Pc, Pa A tale scopo si può impiegare un modello matematico del processo, avendo prima caratterizzato lo scambio di calore verso il prodotto, e lo scambio di materia dall’interfaccia di sublimazione alla camera.
Il flusso di calore dal ripiano riscaldante al prodotto è in genere scritto nel modo seguente:
( )shelfq v iJ K T T= − → 1
v
v
v
K cv K
K c
b PK a
c P= +
+
impiegando un coefficiente globale di scambio di calore (Kv) che è funzione del tipo di contatto tra prodotto e ripiano, e della pressione nella camera di liofilizzazione.
Il flusso di materia è in genere scritto nel modo seguente:
( ), ,1
w w i w cp
J P PR
= − → dried,0
dried1p
p
Rp p
R
A LR R
B L= +
+
impiegando una resistenza globale al trasporto di materia (Rp) che è funzione (per un dato prodotto ed una data ricetta) dello spessore dello strato essiccato.
0 1 2 3 4 50
1
2
3
4
5
RP x
10-5
, m s-1
Ldried, mm Si pone quindi che:
( ) ( )shelf , ,1
v B s w i w cp
K T T H P PR
− = ∆ −
Se l’accumulo nello strato congelato può essere trascurato, si ha che:

V-5
( ) ( )1
frozenshelf shelf
frozen
1i v B
v
L T T K T TK k
−⎛ ⎞
+ − = −⎜ ⎟⎝ ⎠
che, risolta per TB, dà:
( )1
frozenshelf shelf
frozen
1 1B i
v v
LT T T TK K k
−⎛ ⎞
= − + −⎜ ⎟⎝ ⎠
che può quindi essere sostituita nell’equazione di bilancio all’interfaccia di sublimazione ottenendo:
( ) ( )1
frozenshelf , ,
frozen
1 1i s w i w c
v p
L T T H P PK k R
−⎛ ⎞
+ − = ∆ −⎜ ⎟⎝ ⎠
L’equazione precedente consente quindi di calcolare per ogni istante del ciclo di liofilizzazione quale è la temperatura all’interfaccia di sublimazione ed il flusso di solvente, date le condizioni operative, e quindi quali condizioni soddisfano il vincolo sulla temperatura massima del prodotto, e quello sul flusso massimo.
5 10 15 20 25 30-40-35-30-25-20-15-10-50
Tsh
elf, °
C
Pc, Pa
Ldried
5 10 15 20 25 30-40-35-30-25-20-15-10-50
Tsh
elf, °
C
Pc, Pa
Il tempo di essiccamento è direttamente correlato alla velocità di sublimazione del ghiaccio ed è determinato da numerosi fattori, tra cui la pressione nella camera di liofilizzazione, la temperatura del ripiano riscaldante su cui il prodotto viene posto, il coefficiente di scambio termico tra ripiano e prodotto, il volume e la resistenza del prodotto. L’equazione seguente può essere usata per stimare il tempo necessario per completare l’essiccamento primario:
( )
1,ice
PDshelf max ice
12 2
g w s w
v s
x H x d d dtT T K H
ρλ ϕ
−∆ ⎛ ⎞= + +⎜ ⎟− ∆⎝ ⎠
ρg = densità del gas
xw = frazione massica di acqua
xw,ice = frazione massica di acqua congelata
d = spessore del prodotto parallelo alla direzione del flusso prevalente di calore

V-6
Tshelf = temperatura del ripiano riscaldato
Tmax = massima temperatura del prodotto
Kv = coefficiente di scambio termico ripiano-prodotto
λice = conducibilità termica del ghiaccio
φ = permeabilità del vapore d’acqua attraverso lo strato secco
L’equazione precedente è stata ottenuta con le seguenti ipotesi semplificative:
- lo strato di prodotto è infinito, e il calore viene trasmesso solamente dal ripiano riscaldante ad un lato del prodotto;
- il vapore si muove dall’interfaccia di sublimazione attraverso lo strato poroso;
- lo strato congelato non è poroso;
- il calore trasportato nello strato secco è trascurabile.
L’equazione precedente può essere impiegata per studiare l’effetto di parametri operativi come d e Tshelf sulla durata del processo.
In alternativa, la durata dell’essiccamento primario può essere determinata risolvendo il seguente sistema di equazioni algebrico-differenziali:
( ), ,1 1frozen
w i w cfrozen dried p
dLp p
dt Rρ ρ= − −
−
( ) ( )1
, ,1 1frozen
S i s w i w cv frozen p
LT T H p p
K k R
−⎛ ⎞
+ − = ∆ −⎜ ⎟⎜ ⎟⎝ ⎠
La fase di essiccamento secondario (evaporazione sotto vuoto) ha come obiettivo l’eliminazione dell’acqua legata: a tale scopo si provoca un leggero riscaldamento (20-60 °C) sino ad una umidità relativa in genere inferiore al 5%.
Al termine del processo la pressione viene quindi ripristinata a valori normali e si procede al confezionamento, durante il quale è importante evitare la reidratazione (si può operare sotto vuoto o con N2).

V-7
Un esempio di apparecchiatura industriale (discontinua) per il processo di liofilizzazione è mostrata nella figura seguente.
Door
Vacuum gauge
Defrost water inlet Pump isolation valve
Ice condenser
Vacuum pumping group
Refrigeration group
Sterile room wall
Heating group
Accanto alla camera di essiccamento si osserva la presenza di:
- un sistema per la creazione del vuoto, che consenta di abbassare la pressione all’interno dell’apparecchiatura una volta che il prodotto è stato introdotto, e di mantenere questa pressione per tutta la durata dell’essiccamento;
- un sistema che permetta l’eliminazione del vapore d’acqua, costituito da una superficie raffreddata ad una temperatura tale da causare la sublimazione del vapore d’acqua.
Accanto al vincolo sulla temperatura massima che il prodotto non deve superare durante l’essiccamento, vi è un vincolo ulteriore derivante dal fatto che la portata di vapore deve essere inferiore ad un valore limite legato alla capacità di condensazione che si può avere

V-8
nell’apparecchiatura, e alla possibilità di avere chocking flow (flusso sonico) nel condotto che separa la camera dal condensatore, con conseguente perdita del controllo della pressione nella camera di essiccamento.
La pressione all’interno della camera di essiccamento viene controllata o agendo sulla pompa del vuoto, o introducendo una portata controllata di gas inerte (ad es. azoto) all’interno della camera. Il secondo metodo consente un controllo migliore della pressione.
Il calore viene trasferito al prodotto mediante i ripiani riscaldati su cui i vassoi contenenti il prodotto vengono poggiati. Il trasferimento di calore può avvenire per conduzione o per irraggiamento. I vassoi possono essere aperti e con fondo piano, oppure presentare dei setti, come in Figura seguente, al fine di migliorare lo scambio di calore con il prodotto (nel caso in cui il trasferimento di calore avvenga prevalentemente per conduzione) e quindi accelerare il processo di sublimazione.
Il processo di liofilizzazione può avvenire in discontinuo o in continuo.
Nell’apparecchiatura discontinua la camera di essiccamento è cilindrica, orizzontale, con aperture nella parte frontale ed in quella posteriore. Una volta che il prodotto congelato viene sistemato all’interno della camera, la pressione viene ridotta rapidamente per evitare la fusione del ghiaccio. Il condensatore si trova nella camera stessa o in una camera laterale collegata a quella di essiccamento. Con il procedere dell’essiccamento lo strato di ghiaccio nel condensatore aumenta, riducendo così l’efficienza del sistema, rendendo così necessario l’impiego di una fase di de-icing.

V-9
Nell’apparecchio vi sono due condensatori: mentre uno è in funzione, nell’altro si elimina il ghiaccio formatosi. Ciò è possibile senza rompere il vuoto all’interno della camera di essiccamento impiegando acqua a 20°C ed un sistema di valvole automatiche. Nella fase di de-icing una parte del condensatore è collegata al serbatoio dell’acqua aprendo la valvola corrispondente. A causa della diminuzione della pressione determinata dalla bassa temperatura del condensatore, l’acqua nel recipiente inizia a bollire ed i vapori raggiungono il condensatore, causando la fusione del ghiaccio. L’acqua così ottenuta ricade nel serbatoio. Il consumo energetico per il de-icing è molto basso, per cui questa operazione può essere ripetuta frequentemente.
Nel caso di piccole apparecchiature si può adottare la soluzione seguente: alla fine del ciclo di liofilizzazione il condensatore viene flussato con acqua pre-riscaldata, così da sciogliere rapidamente il ghiaccio, ed allontanare poi l’acqua formatasi.
Nei liofilizzatori continui il prodotto è fermo su un ripiano ed i diversi ripiani sono in movimento durante l’operazione, oppure il prodotto è esso stesso in movimento attraverso l’impianto grazie a nastri, piatti o per fluidizzazione.

V-10
Il processo può avvenire in continuo anche nell’apparecchiatura mostrata nel seguito, in cui si alimenta il prodotto liquido sotto forma di spray, ovvero goccioline di piccola dimensione, che sono congelate immediatamente e liofilizzano nel seguito.
Il processo di liofilizzazione descritto in precedenza può non essere conveniente a causa degli elevati costi operativi e fissi: essi sono dovuti al consumo di energia per congelate il prodotto fresco, per riscaldare il prodotto a bassa temperatura, per condensare il vapore d’acqua e per mantenere il vuoto. In realtà l’operare a bassa pressione non è necessario perché la

V-11
sublimazione possa avere luogo: è infatti la pressione parziale dell’acqua nel mezzo essiccante che deve essere ad un valore basso, tale da generare una forza spingente per la rimozione dell’acqua dal prodotto congelato. Inoltre, la bassa pressione abbassa significativamente il coefficiente di scambio termico, principalmente per la bassa conducibilità termica del gas. Il processo può essere quindi condotto a pressione più elevata, mantenendo una bassa pressione parziale del vapore acqueo.
In questo sistema l’aria viene deumidificata prima di essere inviata sul prodotto in modo tale da avere una differenza di tensione di vapore quanto più grande possibile e, di conseguenza, un più rapida velocità di essiccamento. Risulta anche possibile ridurre il tempo di essiccamento riscaldando il materiale da essiccare per irraggiamento. L’apparecchiatura è in genere a letto fluido.