
4 tipi di flusso e funzioni materiali - caratterizzazione ...studenti.di3.units.it/Reologia/4 tipi...
29
Tipi di flusso e funzioni materiali Caratterizzazione reologica Romano Lapasin DICAMP DICAMP - - Universit Universit à à di Trieste di Trieste
Transcript of 4 tipi di flusso e funzioni materiali - caratterizzazione ...studenti.di3.units.it/Reologia/4 tipi...

Tipi di flusso e funzioni materiali Caratterizzazione reologica
Romano Lapasin
DICAMP DICAMP -- UniversitUniversitàà di Triestedi Trieste
Tipi di flusso
� Flussi di scorrimento (o “shear”)
� Flussi elongazionali
– uniassiale (di trazione o compressione)
– biassiale
– piano
� Flussi complessi
classificazione in base alle componenti del tensore velocità di deformazione
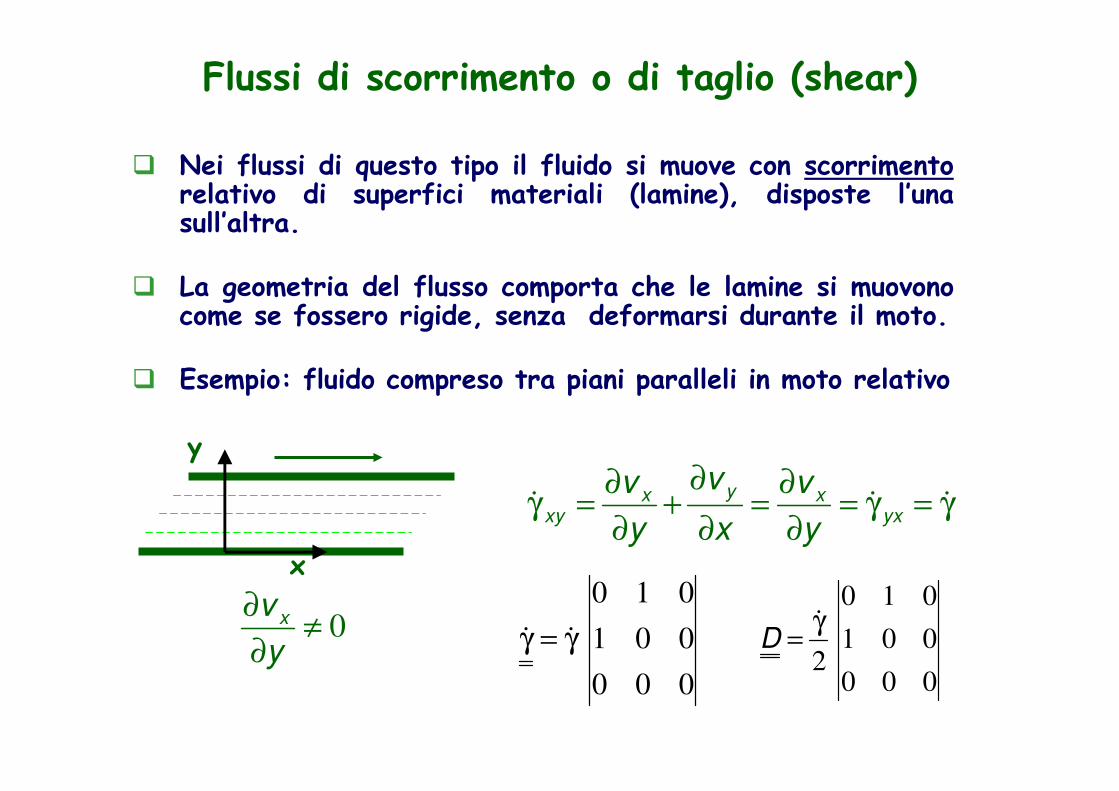
Flussi di scorrimento o di taglio (shear)
� Nei flussi di questo tipo il fluido si muove con scorrimentorelativo di superfici materiali (lamine), disposte l’unasull’altra.
� La geometria del flusso comporta che le lamine si muovonocome se fossero rigide, senza deformarsi durante il moto.
� Esempio: fluido compreso tra piani paralleli in moto relativo
x
y
0≠∂
∂
y
v x
γ=γ=∂
∂=
∂
∂+
∂
∂=γ &&&
yxxyx
xyy
v
x
v
y
v
000
001
010
γ=γ &&
000
001
010
2
γ=&
D
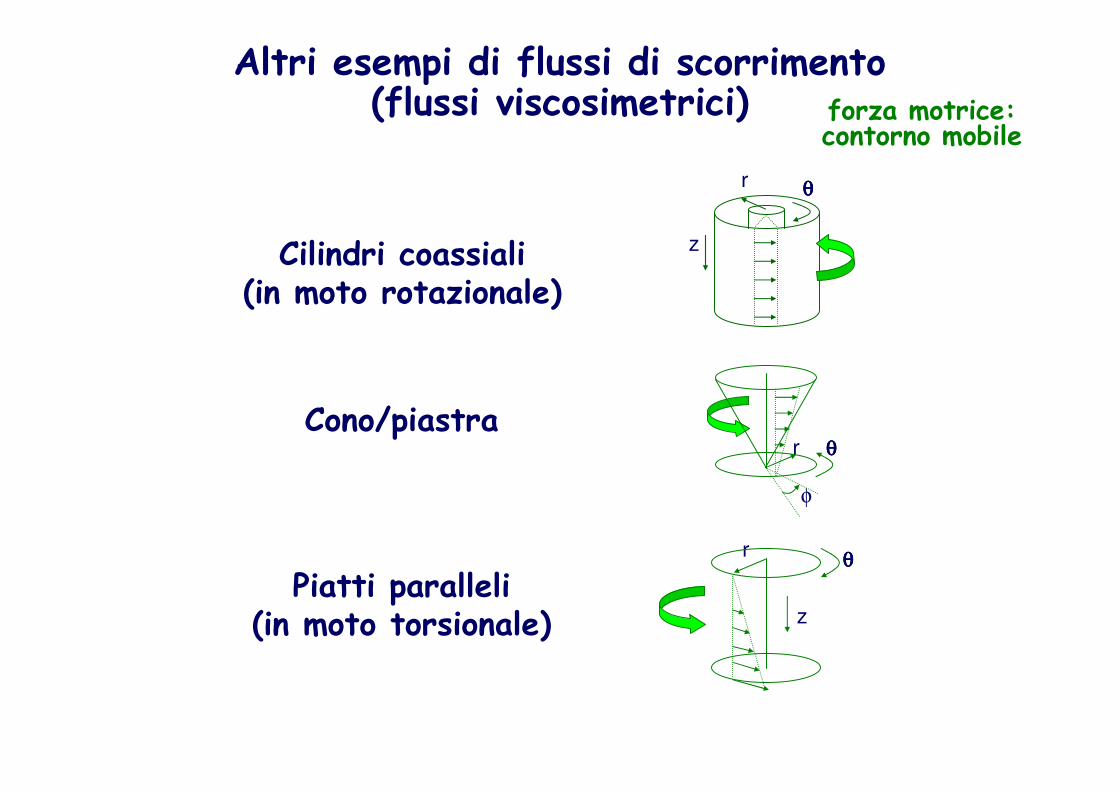
Altri esempi di flussi di scorrimento(flussi viscosimetrici)
θθθθ
z
r
Cilindri coassiali(in moto rotazionale)
θθθθr
φ
Cono/piastra
Piatti paralleli(in moto torsionale)
θθθθr
z
forza motrice:contorno mobile
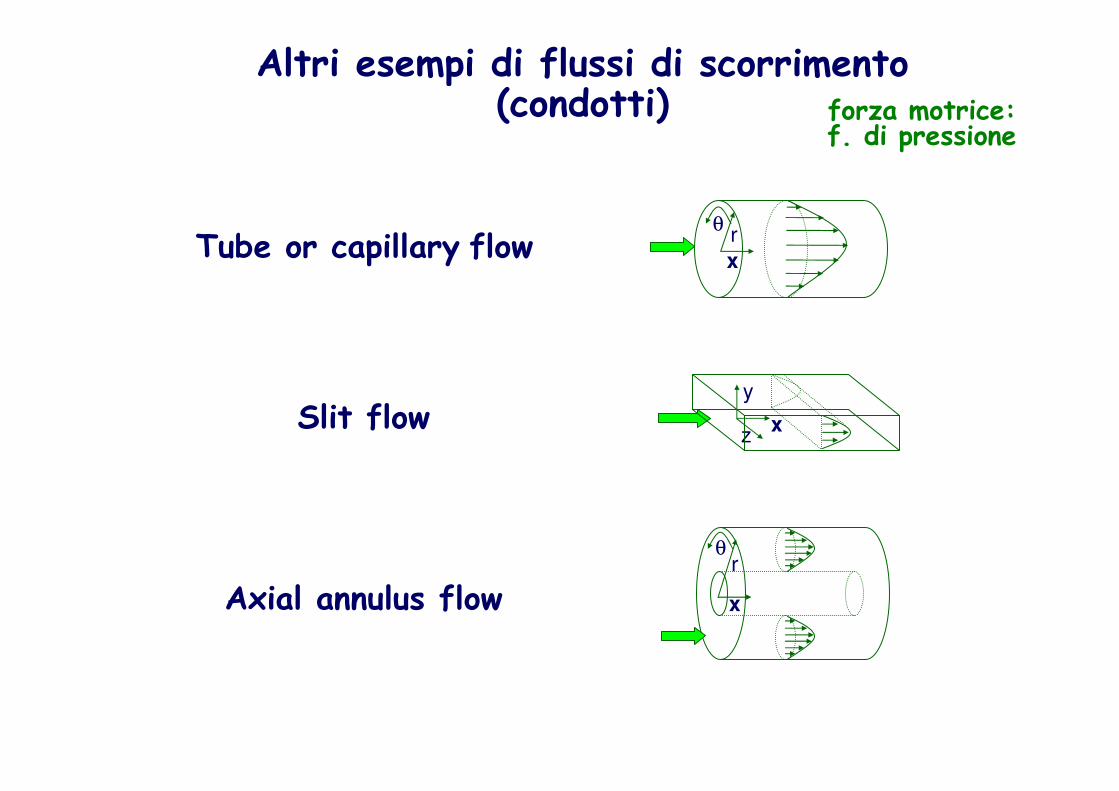
Altri esempi di flussi di scorrimento(condotti)
Tube or capillary flow
x
y
zSlit flow
θ
x
r
Axial annulus flow
θ
x
r
forza motrice:f. di pressione
Flussi elongazionali
� I flussi di scorrimento (di taglio) si realizzano semprein presenza di pareti solide (quelle del condotto, oppure dei piatti del reometro, ecc.)
� Al contrario, i flussi elongazionali (‘puri’) si hanno tipicamente in assenza di pareti solide, e cioè per deformazione della massa liquida in aria o altro ambiente gassoso (oppure anche in un altro liquido immiscibile)
Tipici esempi: processi di filatura e filmatura
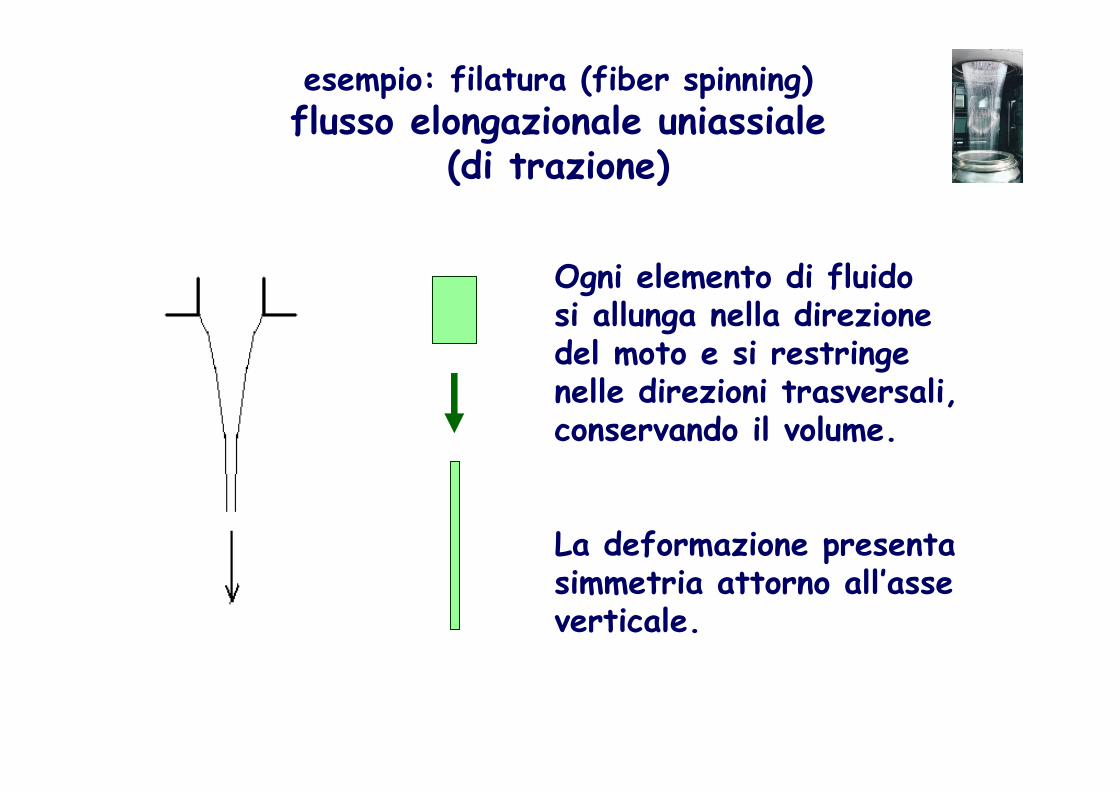
esempio: filatura (fiber spinning)flusso elongazionale uniassiale
(di trazione)
Ogni elemento di fluido si allunga nella direzione del moto e si restringe nelle direzioni trasversali, conservando il volume.
La deformazione presenta simmetria attorno all’asse verticale.
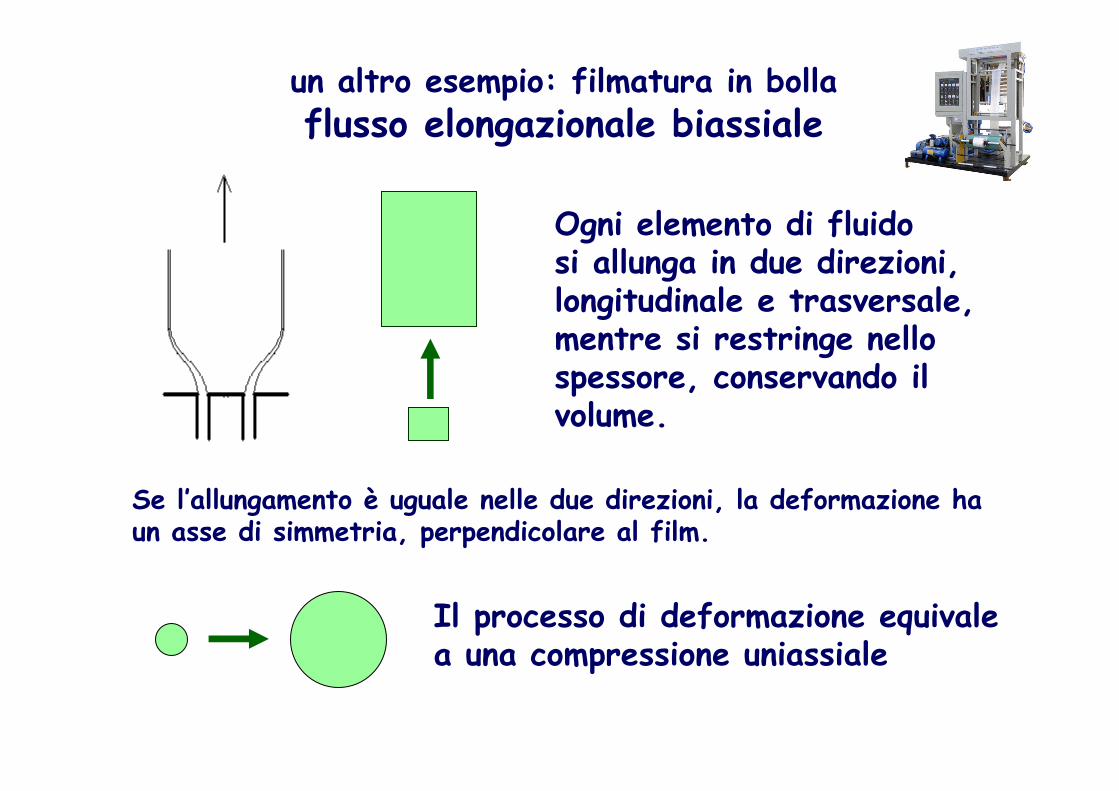
un altro esempio: filmatura in bolla
flusso elongazionale biassiale
Ogni elemento di fluido si allunga in due direzioni, longitudinale e trasversale, mentre si restringe nello spessore, conservando il volume.
Se l’allungamento è uguale nelle due direzioni, la deformazione ha un asse di simmetria, perpendicolare al film.
Il processo di deformazione equivale a una compressione uniassiale
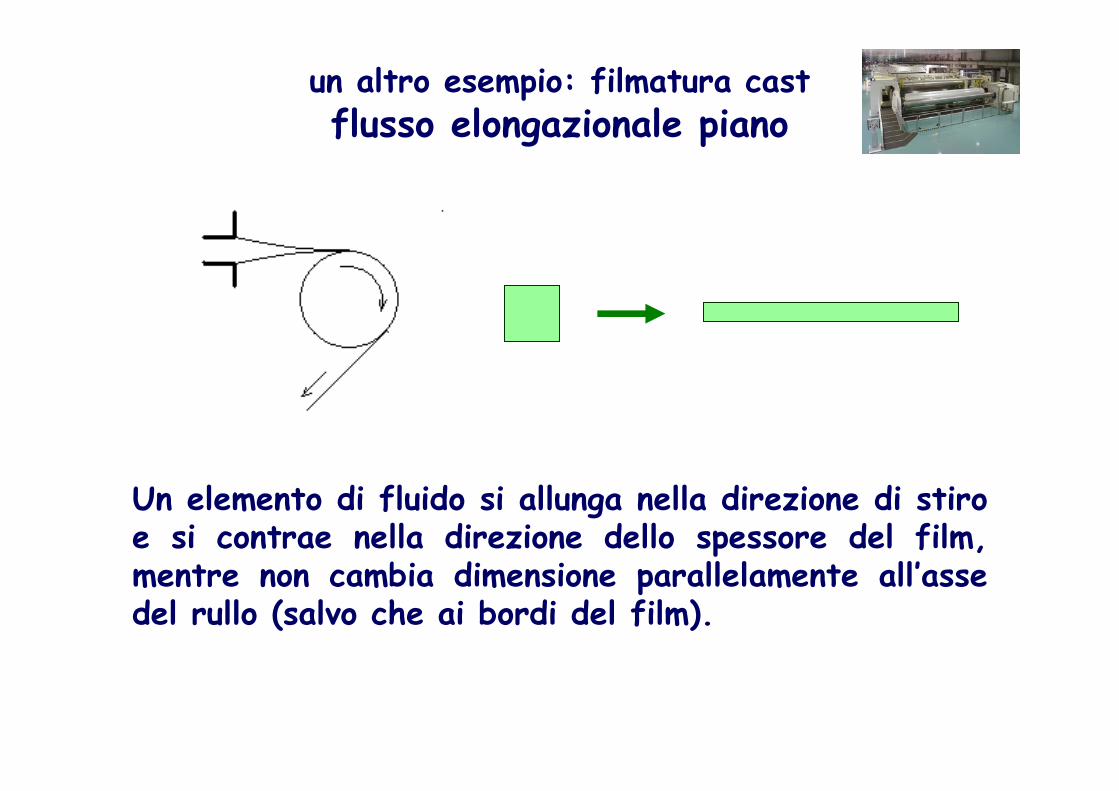
un altro esempio: filmatura cast
flusso elongazionale piano
Un elemento di fluido si allunga nella direzione di stiro e si contrae nella direzione dello spessore del film, mentre non cambia dimensione parallelamente all’asse del rullo (salvo che ai bordi del film).
Differenze fra flussi elongazionali e di taglio
� La reologia riguarda principalmente fluidi complessi, la cui struttura molecolare o microscopica è modificata dal flusso. Gli effetti dipendono dal tipo di flusso.
� I flussi elongazionali possono più facilmente orientare strutture anisotrope (molecole polimeriche, fibre in sospensione, ecc.) nella direzione di stiro.
�Nei flussi di taglio, invece, la componente rotatoria rende più difficile l’orientazione.
� Il materiale si modifica in modo diverso e in misura differente nelle diverse geometrie (tipi) di flusso, ed è quindi, generalmente, necessario caratterizzare il materiale, tenendo conto di questi aspetti.
Tipi di flusso secondo la dipendenza dal tempo
� Poichè la struttura dei fluidi di interesse reologicoviene modificata dal flusso, non solo la geometria, ma anche il fattore “tempo” gioca un ruolo importante.
� Con riferimento allo shear, si possono distinguerele risposte in condizioni di:
– flusso stazionario
– flusso oscillante (viscoelasticità lineare)
– start up, arresto del flusso ed altre risposte in transitorio
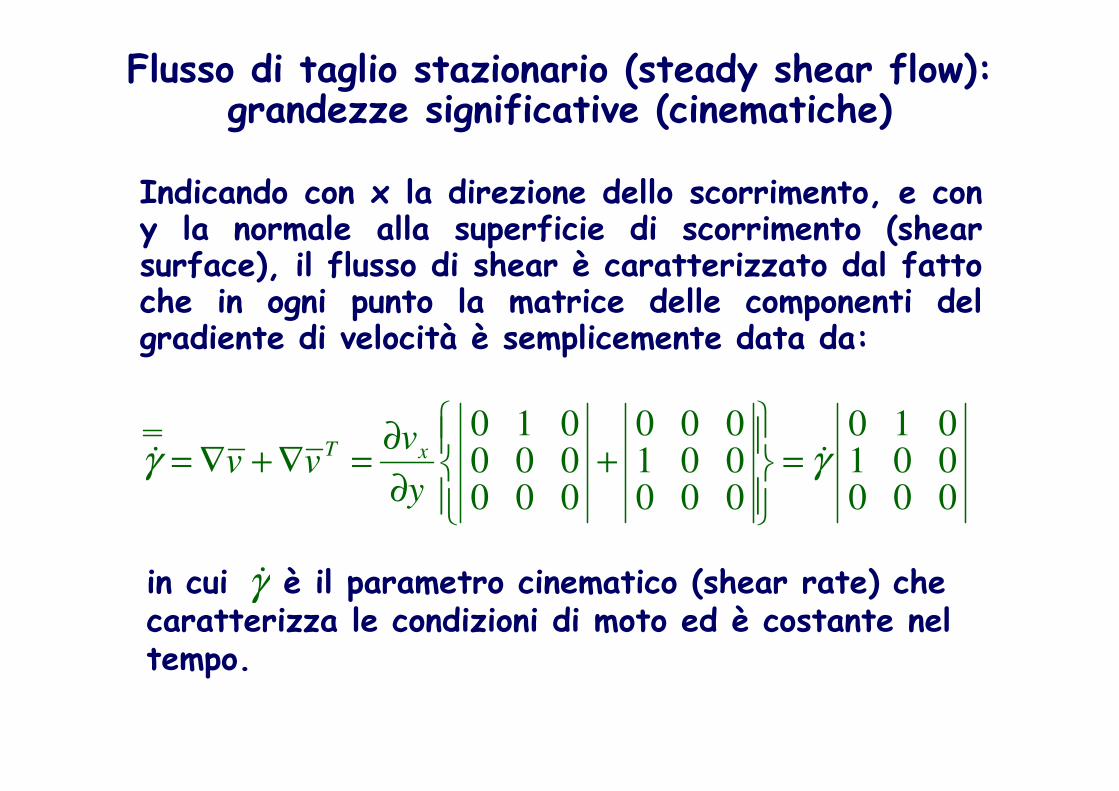
Flusso di taglio stazionario (steady shear flow): grandezze significative (cinematiche)
000001010
000001000
000000010
γγ && =
+∂
∂=∇+∇=
y
vvv xT
Indicando con x la direzione dello scorrimento, e con y la normale alla superficie di scorrimento (shearsurface), il flusso di shear è caratterizzato dal fatto che in ogni punto la matrice delle componenti del gradiente di velocità è semplicemente data da:
in cui è il parametro cinematico (shear rate) che caratterizza le condizioni di moto ed è costante nel tempo.
γ&
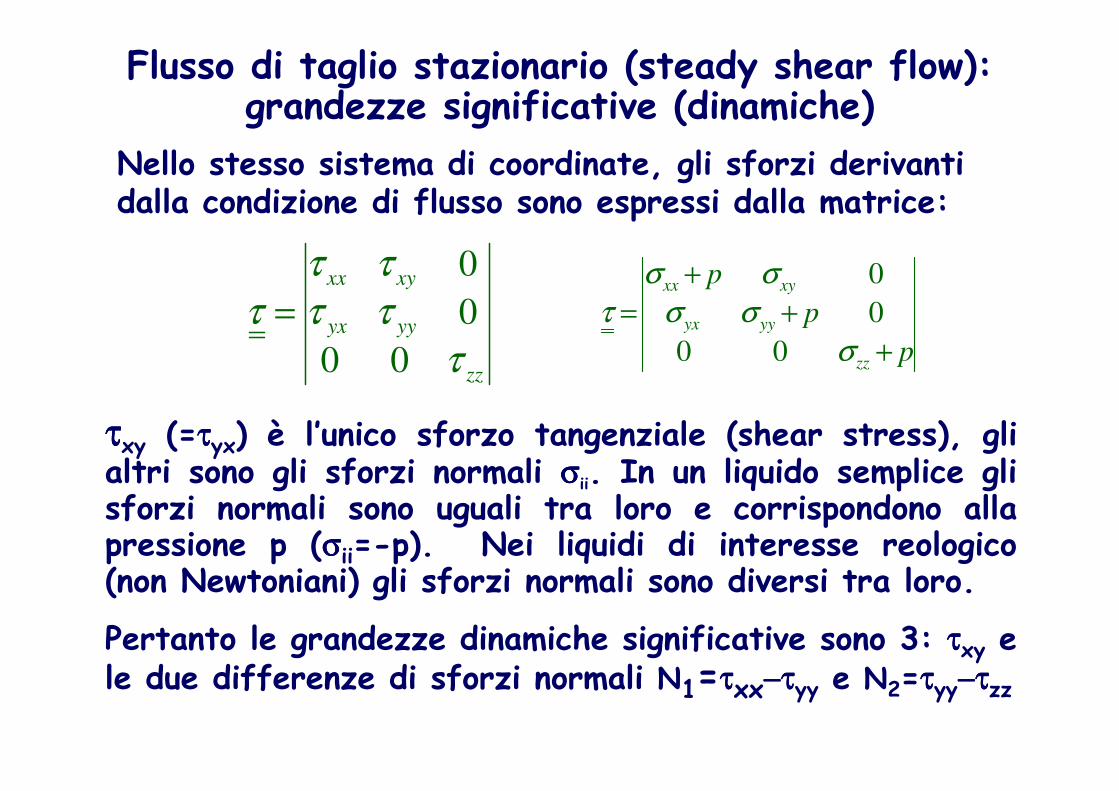
Nello stesso sistema di coordinate, gli sforzi derivanti dalla condizione di flusso sono espressi dalla matrice:
ττττxy (=ττττyx) è l’unico sforzo tangenziale (shear stress), gli altri sono gli sforzi normali σσσσii. In un liquido semplice gli sforzi normali sono uguali tra loro e corrispondono alla pressione p (σσσσii=-p). Nei liquidi di interesse reologico(non Newtoniani) gli sforzi normali sono diversi tra loro.
Flusso di taglio stazionario (steady shear flow): grandezze significative (dinamiche)
zz
yyyx
xyxx
τ
ττ
ττ
τ
00
0
0
=p
p
p
zz
yyyx
xyxx
+
+
+
=
σ
σσ
σσ
τ
00
0
0
Pertanto le grandezze dinamiche significative sono 3: ττττxy e le due differenze di sforzi normali N1=ττττxx−−−−ττττyy e N2=ττττyy−−−−ττττzz
Le “funzioni materiali” dello shear stazionario
2
22 )(
γγ
&&
N=Ψ
( )γ&1N
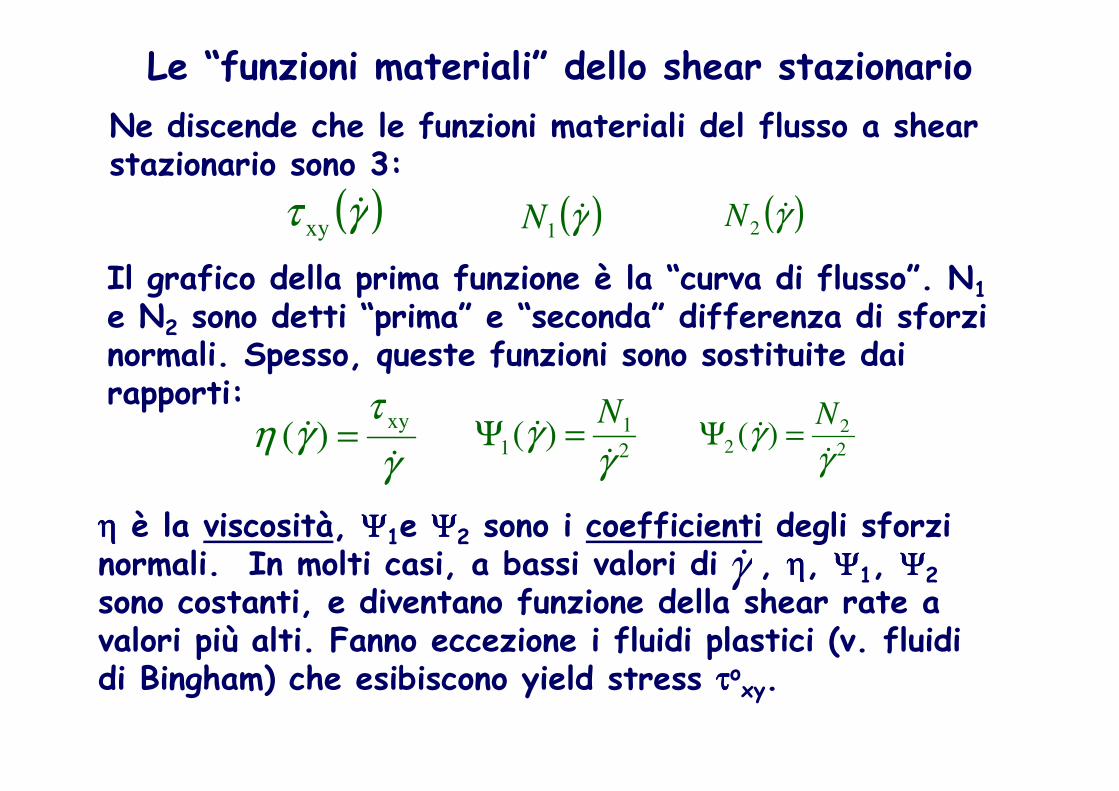
Ne discende che le funzioni materiali del flusso a shearstazionario sono 3:
( )γτ &xy ( )γ&2N
γ
τγη
&&
xy)( =
2
11 )(
γγ
&&
N=Ψ
ηηηη è la viscosità, ΨΨΨΨ1e ΨΨΨΨ2 sono i coefficienti degli sforzi normali. In molti casi, a bassi valori di , ηηηη, ΨΨΨΨ1, ΨΨΨΨ2
sono costanti, e diventano funzione della shear rate a valori più alti. Fanno eccezione i fluidi plastici (v. fluidi di Bingham) che esibiscono yield stress ττττoxy.
γ&
Il grafico della prima funzione è la “curva di flusso”. N1e N2 sono detti “prima” e “seconda” differenza di sforzi normali. Spesso, queste funzioni sono sostituite dai rapporti:
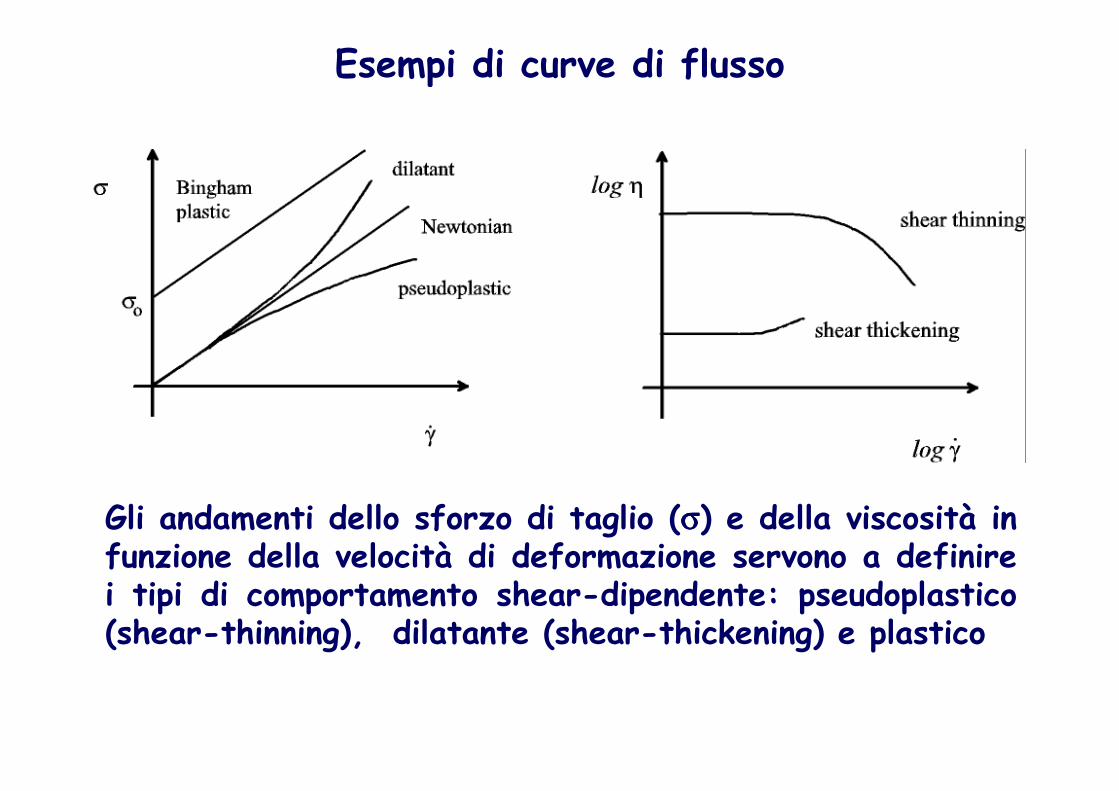
Esempi di curve di flusso
Gli andamenti dello sforzo di taglio (σσσσ) e della viscosità in funzione della velocità di deformazione servono a definire i tipi di comportamento shear-dipendente: pseudoplastico(shear-thinning), dilatante (shear-thickening) e plastico
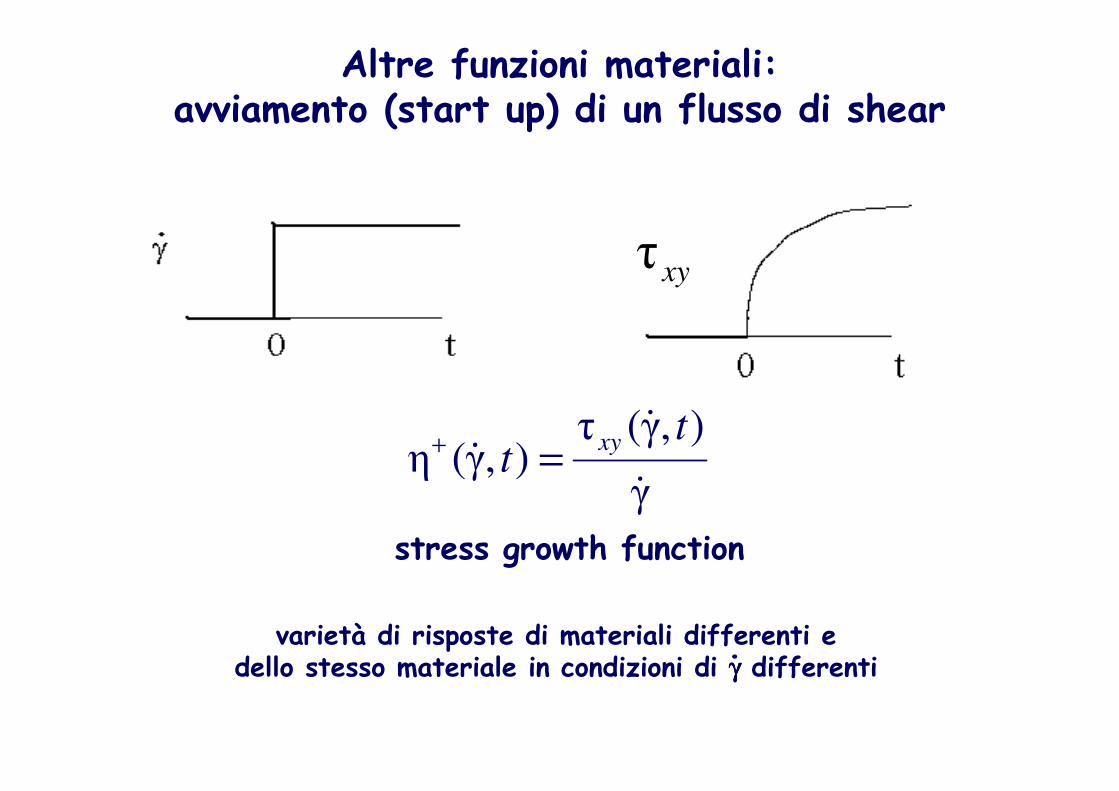
Altre funzioni materiali:avviamento (start up) di un flusso di shear
γ
),γ(τ),γ(η
&
&&
tt
xy=+
stress growth function
xyτ
varietà di risposte di materiali differenti edello stesso materiale in condizioni di γγγγ differenti
.
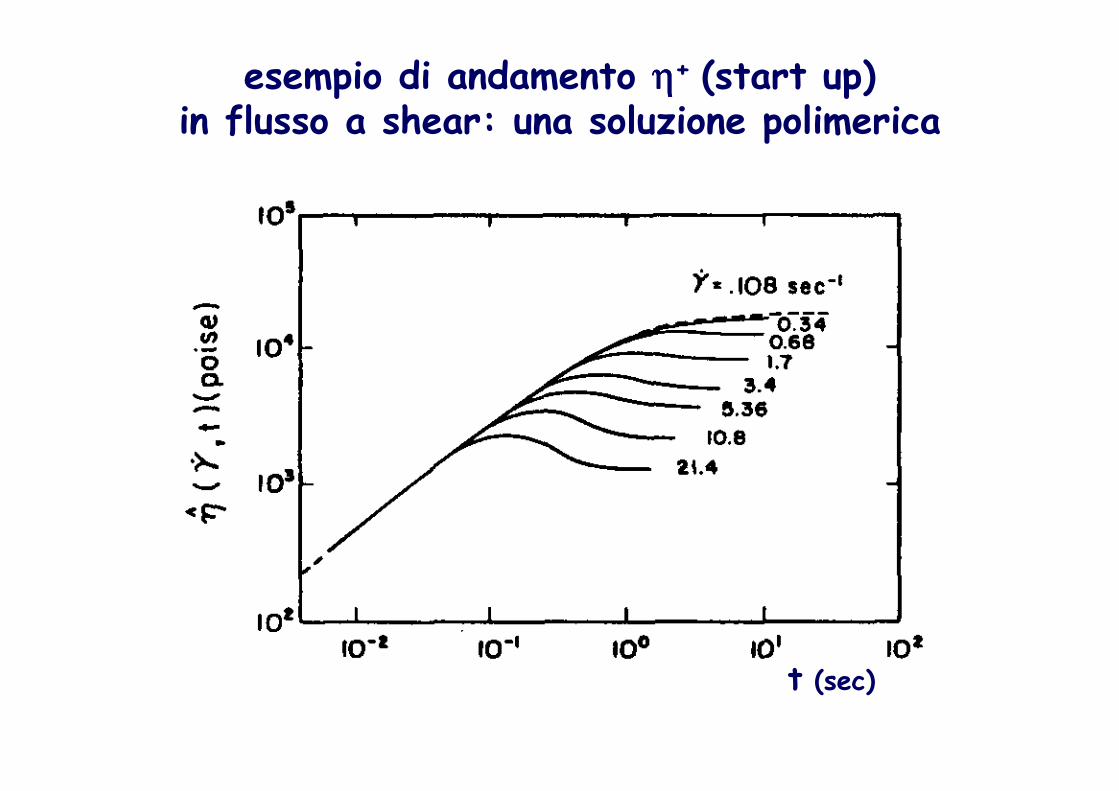
esempio di andamento ηηηη+ (start up) in flusso a shear: una soluzione polimerica
t (sec)
Altre funzioni materiali relative a flussi a shear
� Spegnimento del flusso, ηηηη−−−− (rilassamento dello sforzo tangenziale σσσσ)
� Rilassamento dello sforzo tangenziale σσσσ dopo una deformazione a step, γγγγ. Si definisce il modulo di rilassamento
γ
),γ(τ),γ(
ttG
xy=
� Creep. Si applica uno sforzo σσσσ costante nel tempo e si determina come la deformazione γγγγ cresce nel tempo. La funzione materiale, detta cedevolezza(compliance), è definita dal rapporto:
xy
xy
xy
ttJ
τ
),τ(γ),τ( =
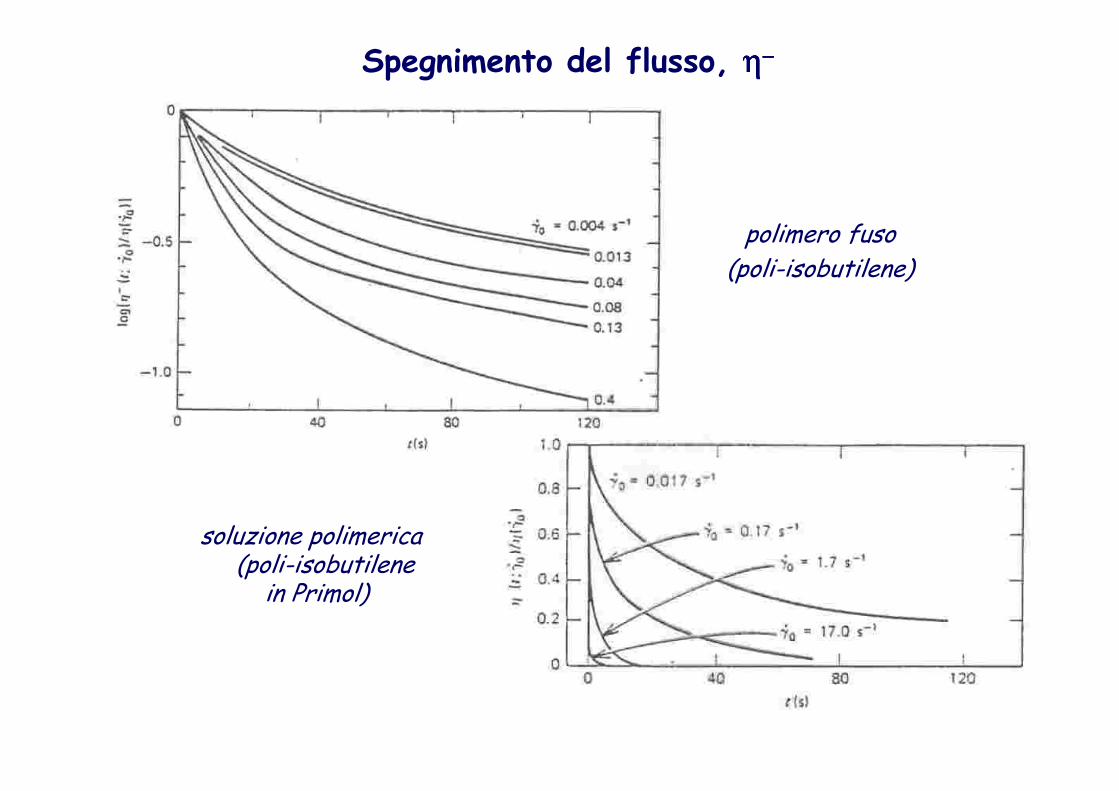
Spegnimento del flusso, ηηηη−−−−
polimero fuso
(poli-isobutilene)
soluzione polimerica (poli-isobutilene
in Primol)
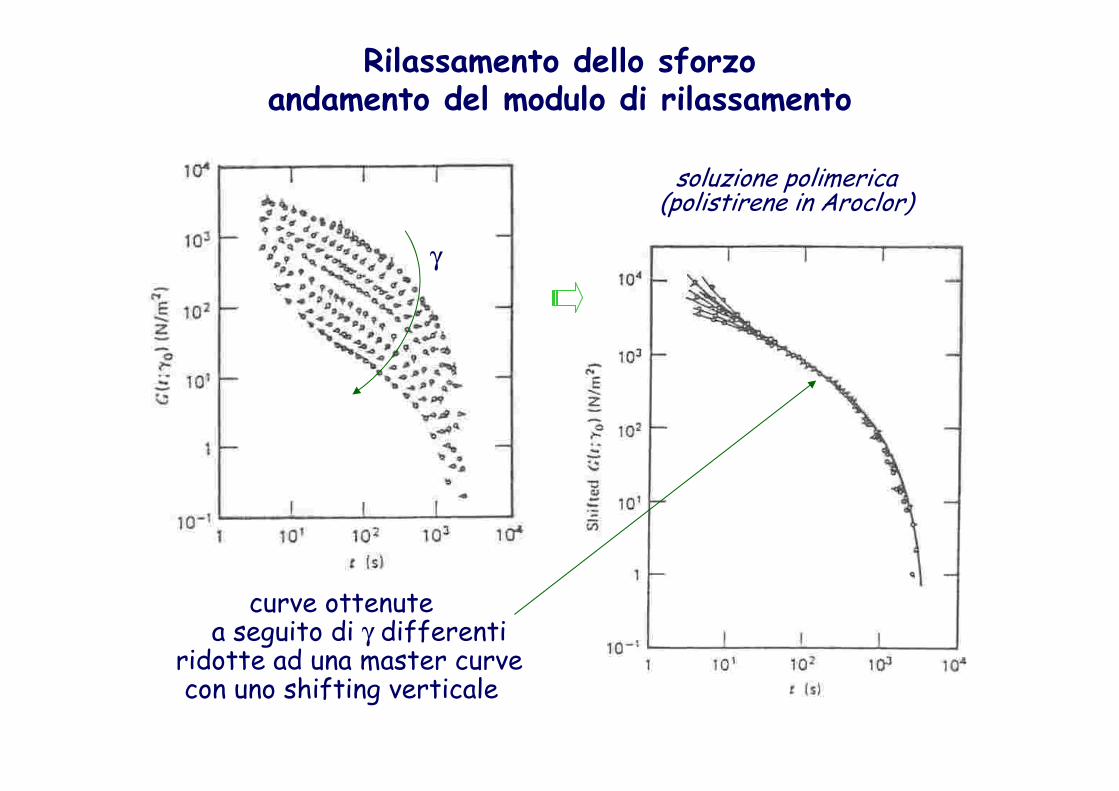
Rilassamento dello sforzoandamento del modulo di rilassamento
soluzione polimerica(polistirene in Aroclor)
curve ottenute a seguito di γ differenti
ridotte ad una master curvecon uno shifting verticale
γ
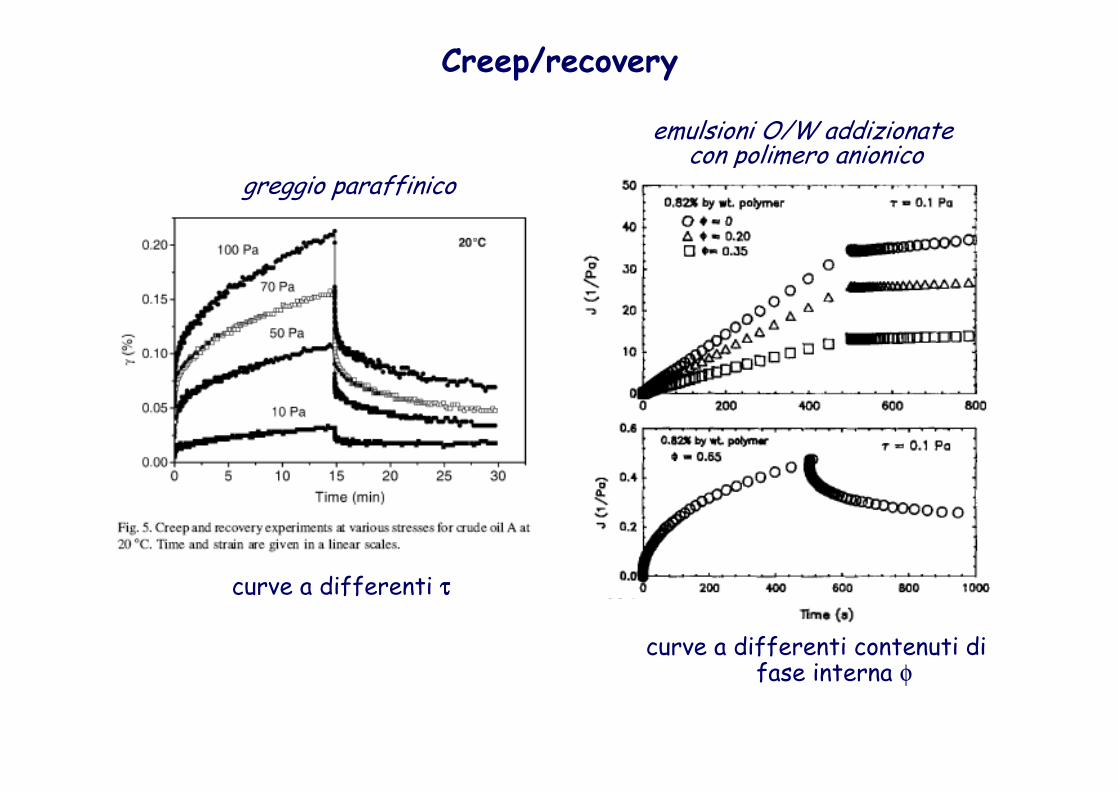
Creep/recovery
emulsioni O/W addizionate con polimero anionico
curve a differenti ττττ
greggio paraffinico
curve a differenti contenuti di fase interna φ
Le funzioni materiali dei flussi elongazionali
zz
yy
xx
ε
εε
&
&
&
00
00
00
zz
yy
xx
τ
ττ
00
00
00
Nei flussi elongazionali le matrici del gradiente di velocità(della velocità di deformazione) e dello sforzo sono diagonali:
Dall’equazione di continuità (conservazione del volume) si ricava la condizione:
Non esistono componenti di taglio (i flussi elongazionalisono detti anche shearfree flows) ma solo normali
0v =∂
∂+
∂
∂+
∂
∂=∇
z
v
y
v
x
v zyx 0=ε+ε+ε zzyyxx &&&
I flusso elongazionali si differenziano per i valori e i segni delle velocità di deformazione nelle tre direzioniiiε&
Elongazione uniassiale
εε && =xx
La matrice è interamente determinata dalla velocità di allungamento ( ) nella direzione di stiro (x) (per ragioni dicontinuità e di simmetria
Se la velocità di stiro è costante nel tempo, si definisce la funzione materiale:
η3η),γ(η3),ε(η EE == ++tt &&
0γ,ε →&&Nel limite lineare ( ) la viscosità elongazionale èpari a 3 volte quella in shear (Trouton ratio)
2
2
00
00
00
ε−
ε−
ε
&
&
&
viscosità elongazionale(uniassiale)ε
),ε(ηyyxx
E&
&ττ −
=+t
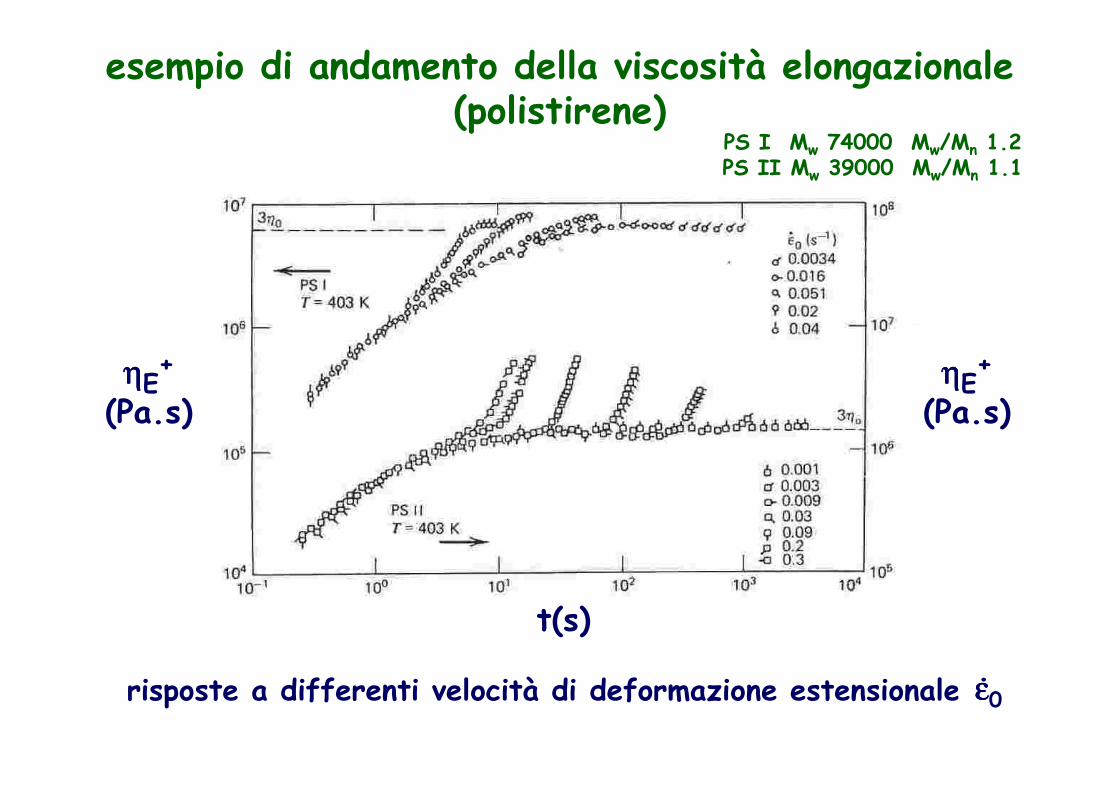
esempio di andamento della viscosità elongazionale(polistirene)
ηηηηE+
(Pa.s)ηηηηE+
(Pa.s)
t(s)
risposte a differenti velocità di deformazione estensionale εεεε0.
PS I Mw 74000 Mw/Mn 1.2PS II Mw 39000 Mw/Mn 1.1
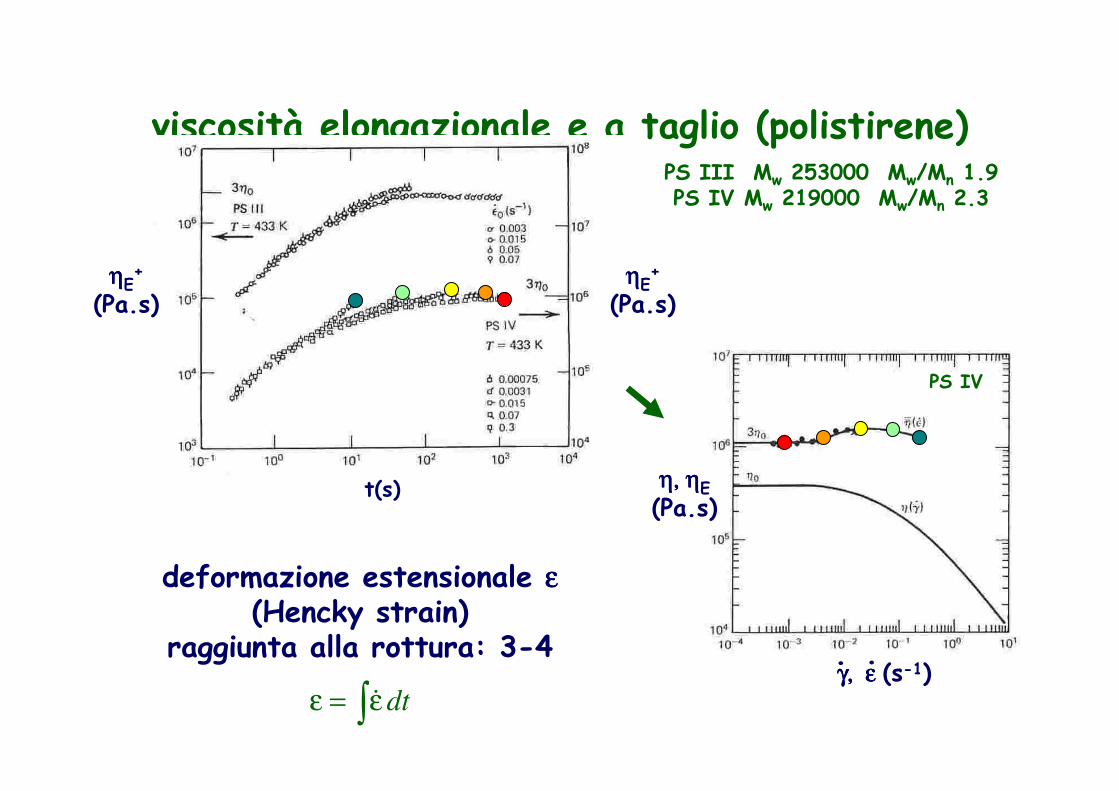
viscosità elongazionale e a taglio (polistirene)
ηηηηE+
(Pa.s)ηηηηE+
(Pa.s)
t(s)
deformazione estensionale εεεε(Hencky strain)
raggiunta alla rottura: 3-4
η, η, η, η, ηηηηE(Pa.s)
γ, εγ, εγ, εγ, ε (s-1). .
PS III Mw 253000 Mw/Mn 1.9PS IV Mw 219000 Mw/Mn 2.3
PS IV
dt∫ ε=ε &
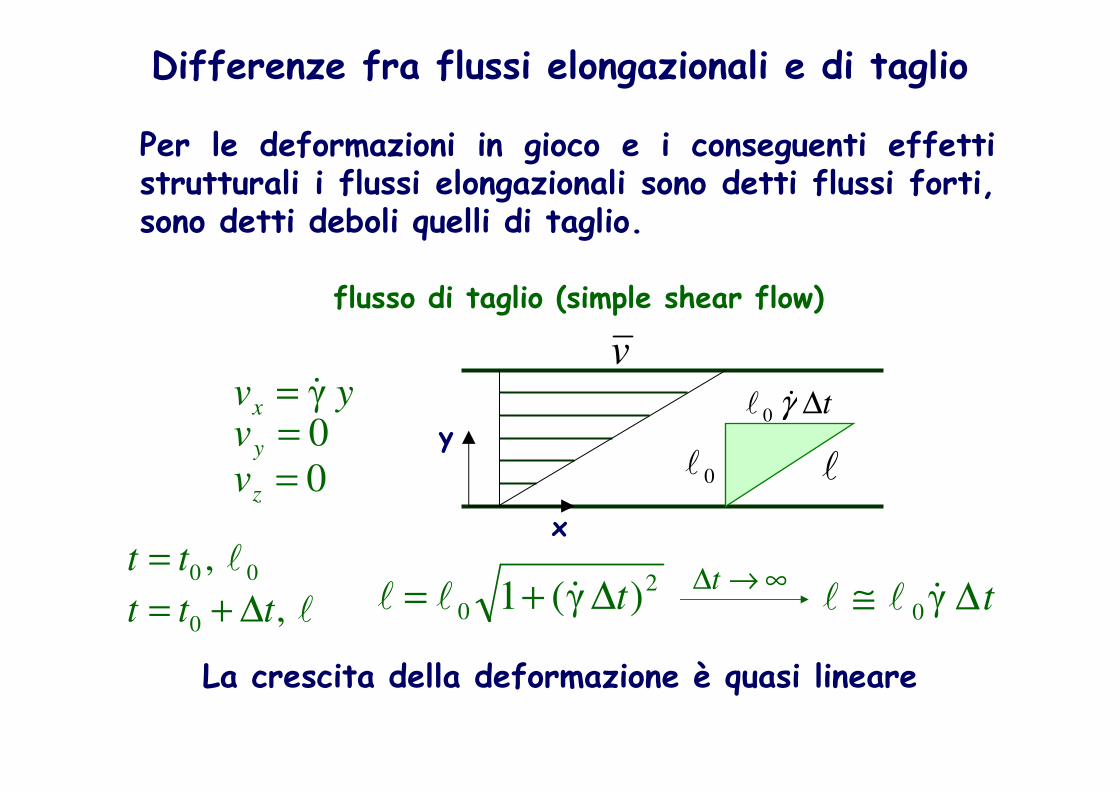
Differenze fra flussi elongazionali e di taglio
Per le deformazioni in gioco e i conseguenti effetti strutturali i flussi elongazionali sono detti flussi forti, sono detti deboli quelli di taglio.
0
0γ
===
z
y
x
v
vyv &
y
v
x
flusso di taglio (simple shear flow)
∞→∆t2
0 )γ(1 t∆+= &ll00 , ltt =
l,0 ttt ∆+= t∆≅ γ0&ll
La crescita della deformazione è quasi lineare
0l l
t∆γ&l 0
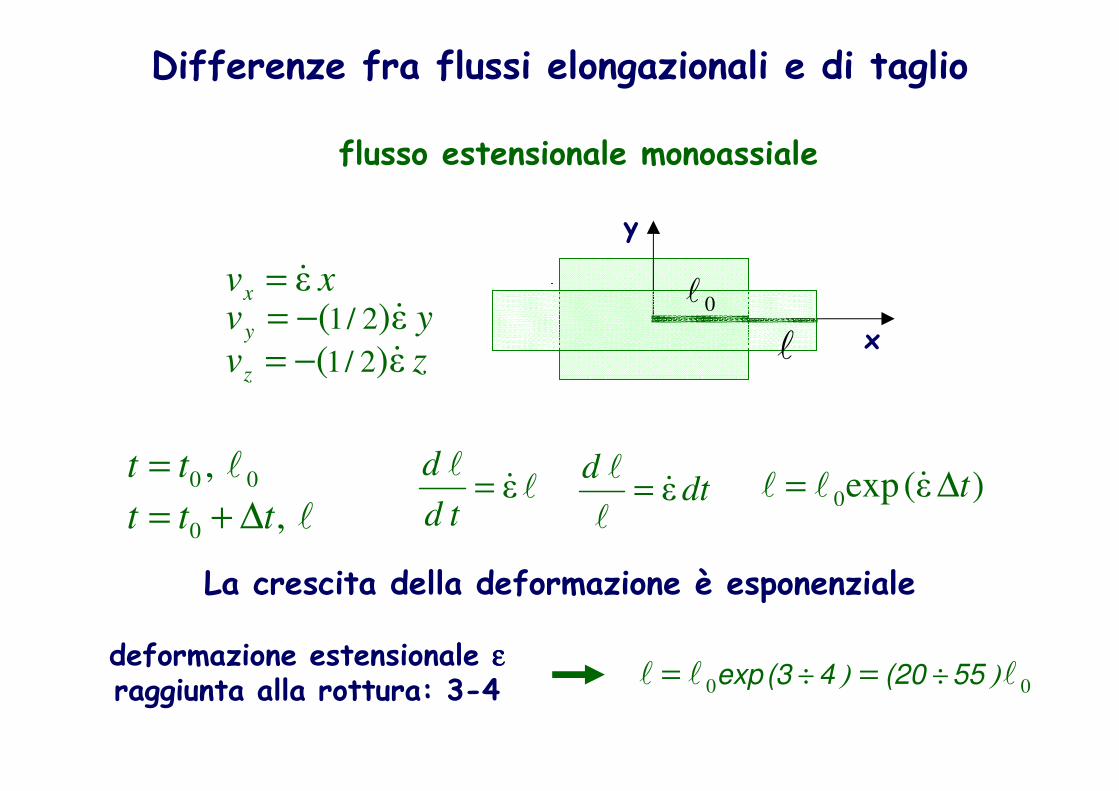
Differenze fra flussi elongazionali e di taglio
zv
yvxv
z
y
x
ε)(
ε)(ε
2/1
2/1
&
&
&
−=−=
=
)ε(exp0 t∆= &ll
y
l&lε=
td
d
x
00 , ltt =
l,0 ttt ∆+=
flusso estensionale monoassiale
La crescita della deformazione è esponenziale
dtd
ε&l
l=
0l
l
deformazione estensionale εεεεraggiunta alla rottura: 3-4 00 lll )) 55(204(3exp ÷÷ ==
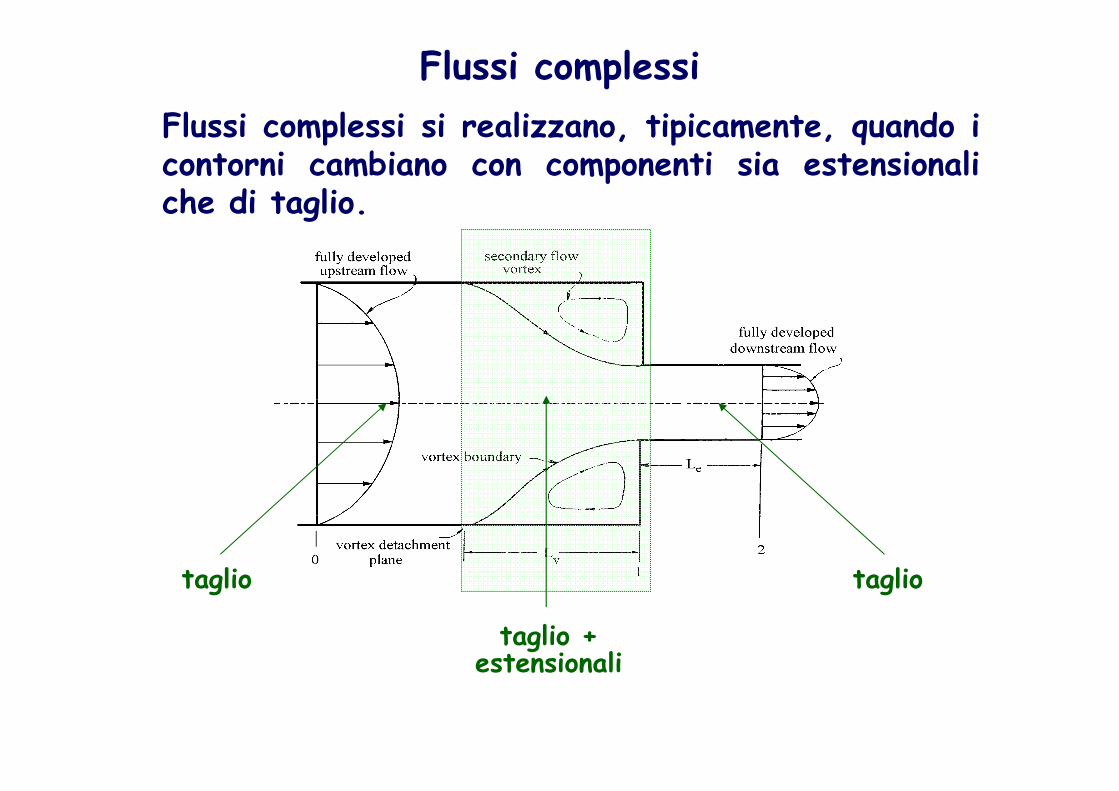
Flussi complessi
Flussi complessi si realizzano, tipicamente, quando i contorni cambiano con componenti sia estensionali che di taglio.
taglio +estensionali
tagliotaglio
Conclusioni sulla caratterizzazione reologica
� Una caratterizzazione completa richiederebbe la determinazione di tutte le funzioni materiali di cui abbiamo parlato, e anche di altre.
� In pratica, può bastare la determinazione della funzione materiale più “vicina” alla specifica applicazione.
�Nel limite lineare tutte le funzioni materiali sono riconducibili a una sola funzione, ad es. G(t)
� Purtroppo il processing dei materiali avviene spesso in condizioni nonlineari.
� La determinazione delle funzioni materiali è compito della reometria.














![Università degli Studi della Basilicataold · flusso in equilibrio termochimico locale presenta proprietà locali funzioni di due sole variabili di stato indipendenti [4]. Nel modello](https://static.fdocumenti.com/doc/165x107/5c67cebf09d3f2bf4a8c845e/universita-degli-studi-della-flusso-in-equilibrio-termochimico-locale-presenta.jpg)


