3D PRINTERS - latalpaelorologio.org · Capitolo 2 Introduzione ai Softwares Modellazione 3d...
44
Università di Roma La Sapienza Laboratorio Ce.S.M.A. - Stampa 3D Relatore Graziano Mario Valenti Tirocinante Cecilia lalatta Costerbosa 3D PRINTERS ottimizzazione del processo di stampa dalla modellazione all’oggetto
Transcript of 3D PRINTERS - latalpaelorologio.org · Capitolo 2 Introduzione ai Softwares Modellazione 3d...

Università di Roma La Sapienza Laboratorio Ce.S.M.A. - Stampa 3D Relatore Graziano Mario Valenti Tirocinante Cecilia lalatta Costerbosa
3D PRINTERSottimizzazione del processo di stampa dalla modellazione all’oggetto

Capitolo 1 Il mondo RepRap
Chi, Come, Quando, DoveModelli caratteristiche confrontoMateriali utilizzabili
Capitolo 2 Introduzione ai Softwares
Modellazione 3dCorrezione e verifica fileRepetier, Slicer, Pronterface: introduzione
Capitolo 3 Procedimento: dalla modellazione al prodotto 3D
Modellazione: esportazione file .stlNetfabb - come correggere file erratiSlic3rRepetier/Pronterface
Capitolo 4 Tips
Indice

Capitolo 1 Il mondo RepRap
Chi, Come, Quando, DoveModelli: caratteristiche confrontoMateriali utilizzabili

RepRap è l’abbreviazione di Replicating rapid prototyper: la filosofia è quella di creare macchine autoreplicanti a basso costo, in grado quindi di stampare i pezzi per assem-blare un’altra stampante. Questo processo, partito in Inghilterra nel 2005, ha iniziato il mondo della stampa 3D Open-Source ed a capo del progetto è Adrien Bowyer.Collegando la stampante a un computer, tramite l’utilizzo di alcuni semplici software, sarà possibile vedere realizzato fisicamente un proprio prodotto.
Questo link per accedere alla pagina ufficiale e completa del mondo RepRap.Un’altra realtà che ha contribuito fortemente alla diffusione di questa generazione di stampanti 3D è la Makerbot con la Thing-o-Matic. Qui il link alla pagina.
Chi, Come, Quando, Dove
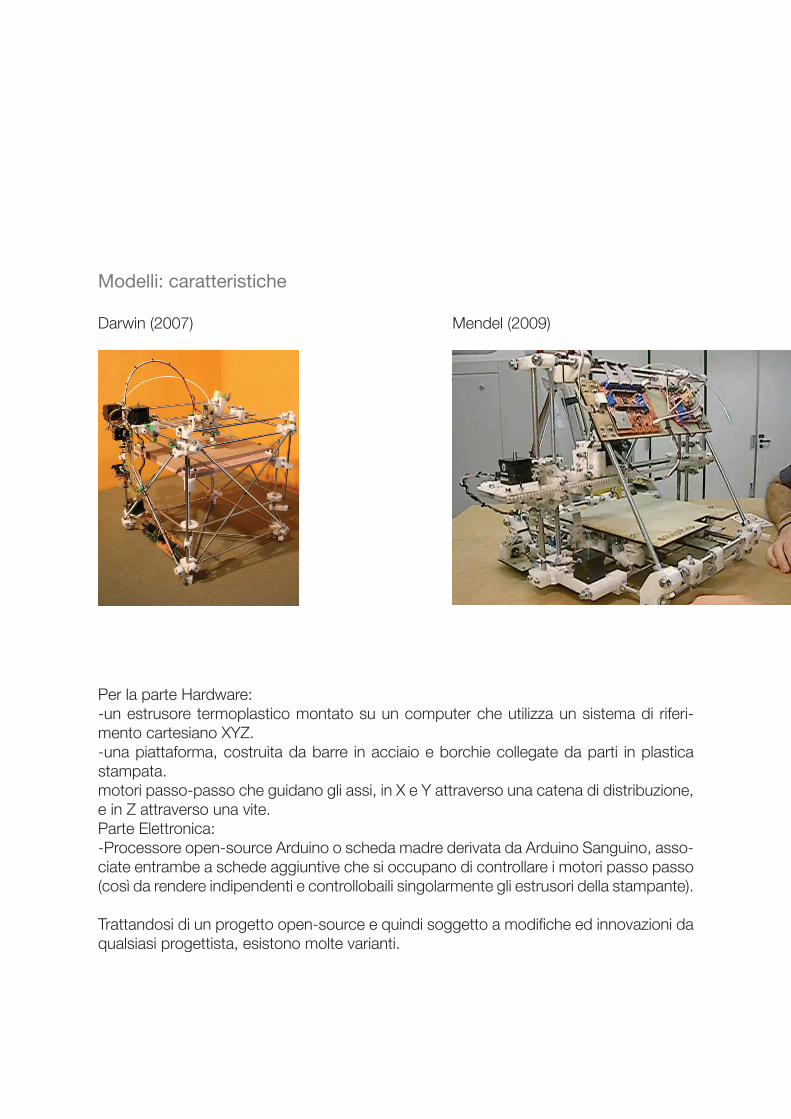
Per la parte Hardware:-un estrusore termoplastico montato su un computer che utilizza un sistema di riferi-mento cartesiano XYZ. -una piattaforma, costruita da barre in acciaio e borchie collegate da parti in plastica stampata. motori passo-passo che guidano gli assi, in X e Y attraverso una catena di distribuzione,e in Z attraverso una vite.Parte Elettronica:-Processore open-source Arduino o scheda madre derivata da Arduino Sanguino, asso-ciate entrambe a schede aggiuntive che si occupano di controllare i motori passo passo (così da rendere indipendenti e controllobaili singolarmente gli estrusori della stampante).
Trattandosi di un progetto open-source e quindi soggetto a modifiche ed innovazioni da qualsiasi progettista, esistono molte varianti.
Modelli: caratteristiche
Darwin (2007) Mendel (2009)
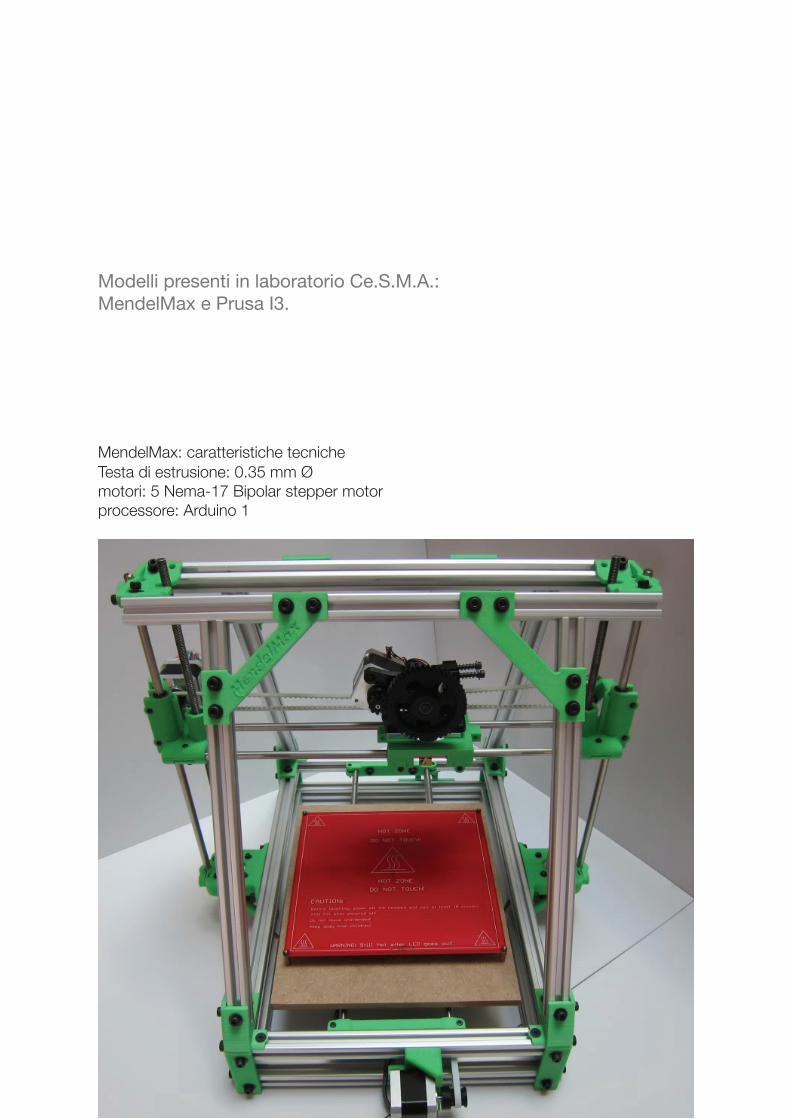
Modelli presenti in laboratorio Ce.S.M.A.:MendelMax e Prusa I3.
MendelMax: caratteristiche tecnicheTesta di estrusione: 0.35 mm Ømotori: 5 Nema-17 Bipolar stepper motorprocessore: Arduino 1

Prusa I3: caratteristiche tecnicheTesta di estrusione: 0.5 mm Ømotori: 5 Nema-17 Bipolar stepper motorprocessore: Arduino 1
Modelli presenti in laboratorio Ce.S.M.A.:MendelMax e Prusa I3.
lLa principale differenza tra le due macchine è data dalla differenza di diametro della testa di estrusione: la mendelmax, avendo una testa di estrusione con diametro minore è più indicata per stampare oggetti con poco spessore ma molti layer (asse Z) mentre la Prusa I3 è ottima per oggetti con riempimento e a pochi layer. Per entrambi saranno mostrati in seguito i parametri da configurare per l’ottimizzazione della stampa.
Modelli: confronto tra MendelMax e Prusa I3
Materiali
PLA (acido polilattico) prodotto derivato mais, riciclabile e utilizzabile per alimenti.
ABS (acrilonitrile-butadiene-stirene) derivato dal petrolio
PLA e ABS son oi materiali più utilizzati e possono essere pigmentati di svariati colori.Un nuovo materiale sperimentato interessante è il LAYWOO-D3 è un materiale com-posito di legno e polimero. Il filamento contiene legno riciclato e polimero non associato

Capitolo 2 Introduzione ai Softwares
Modellazione 3dCorrezione e verifica fileRepetier, Slicer, Pronterface: introduzione
Per poter stampare il proprio prodotto è necessario ovviamente averlo prima modellato in 3D. In teoria qualsiasi software CAD è adeguato, basta che sia in grado di esportare file in .STL (Stereo Lithography format).*In questa rubrica si concentrerà l’attenzione su due software in particolare: Rhinoceros v.4 e SketchUp v.8. Nel capitolo successivo sono spiegate le procedure dalla modellazione al prodotto stampato.Lo step successivo è la verifica del file .STL : è possibile, infatti che passando il file da un software all’altro le mesh dell’oggetto vengano calcolate con un range differente, generando quindi degli holes nella sua costruzione. Affinchè la stampante sia in grado di stampare perfettamente l’oggetto è necessario che il file sia totalmente corretto e non presenti quindi nessun “buco”.Per verificare ciò esistono software dedicati quali netfabb o meshlab: essi permettono la verifica e correzione del file, garantendo più accuracy nella lettura del file da parte dei programmi della stampante.Finalmente, una volta che il file è stato anche verificato e si è certi della sua correttezza, si può passare alla lettura del file da parte della stampante: Repetier e/o Pronterface sono i due software specifi che si occupano di monitorare l’andamento del file in fase di
stampa. Vi è infine un’ulteriore software, Slic3r, che permette di suddividere il modello in slices, ovvero in layers, e che permette la configurazione di tutti i parametri della stam-pante.*In Repetier, Slic3r è inserito all’interno dell’interfaccia. Repetier è in grado autonoma-mente di tradurre i file .STL in Gcode (il linguaggio letto dal processore della stampante 3D) mentre in Pronterface non è previsto: utilizzando, infatti, quest’ultimo i file di lettura sono in Gcode. Sarà quindi opportuno avere anche scaricato Slic3r individualmente. Il vantaggio di Pronterface è nell’interfaccia stessa: molto più semplice ed intuitivo ed anche più leggero di Repetier.Slic3r è un software sviluppato da Alessandro Ranellucci e permette la gestione di nu-merosi parametri al fine di ottimizzare la stampa del proprio modello.Nel seguente capitolo sono descritte le impostazioni per la gestione dei parametri di configurazione.
Capitolo 3 Procedimento: dalla modellazione al prodotto 3D
Modellazione: esportazione file .stlNetfabb - come correggere file erratiSlic3rRepetier/Pronterface
-preparazione file .stl direttamente dalla propria postazione pc/mac.
programmi da utilizzare per la creazione di un file .stl corretto e pronto per la stampa 3D:
1) modellazione 3D (entrambi opensource): rhino (download //// PC http://www.rhino3d.com/it/download/rhino/5.0/evaluation //// MAC http://mac.rhino3d.com)
sketchup 8 o MR2 ( download //// PC & MAC http://www.sketchup.com/intl/it/download/gsu.html )
2) Esportazione file .stl in Rhino e SketchUp
*La versione gratuita di Sketchup non prevede l’ esportazione dei file in .stl scarica il plug in x convertire in .stl a questo sito http://www.guitar-list.com/download-software/convert-sketchup-skp-files-dxf-or-stl
Modellazione: esportazinoe file .stl

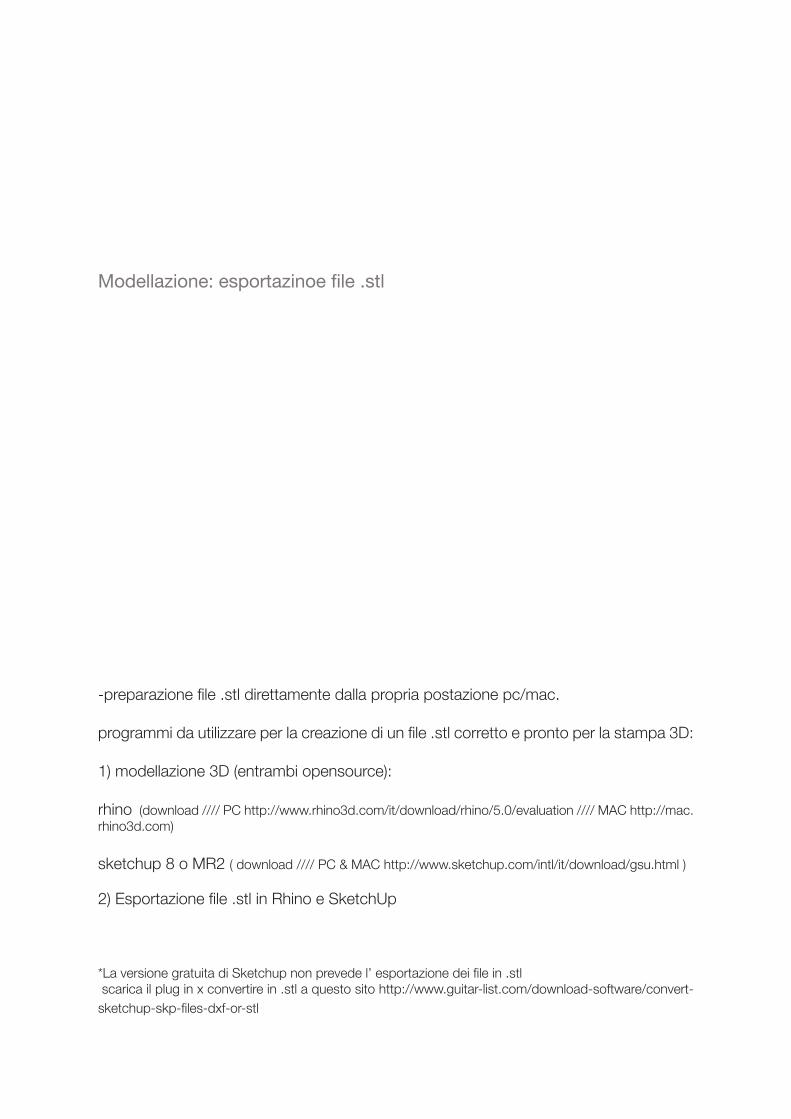
2.1) Esportazione file .stl in Rhino
File>Export
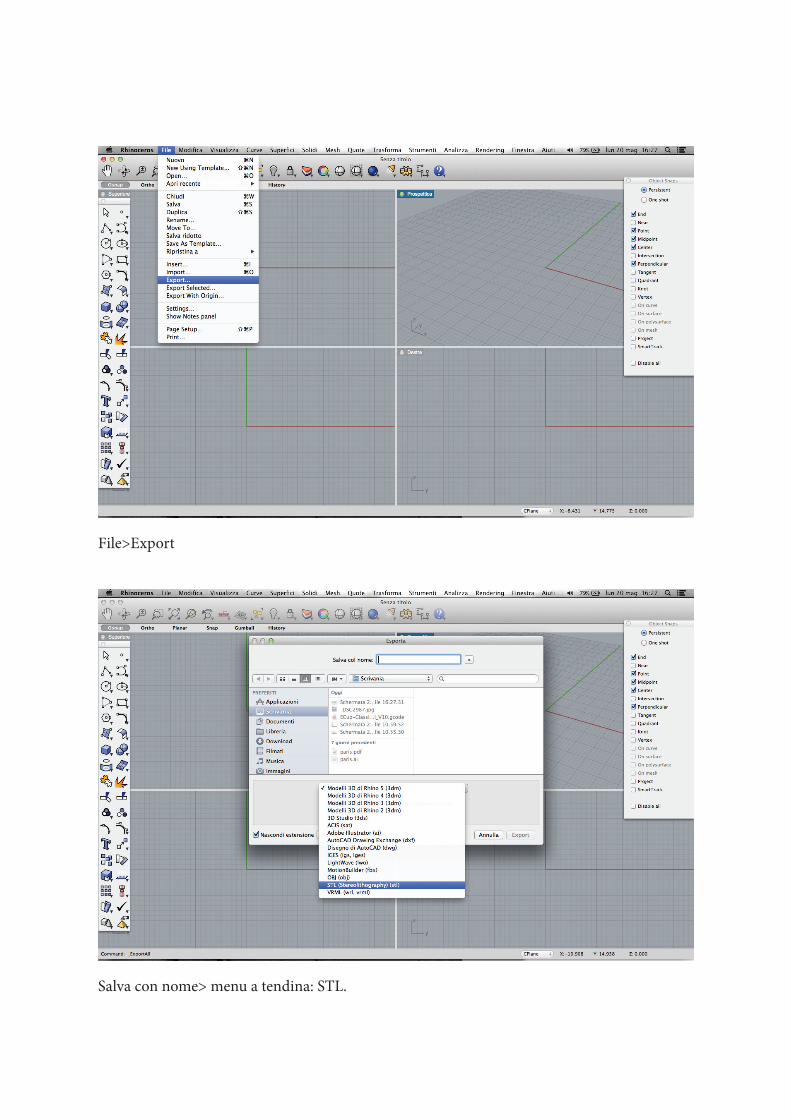
Salva con nome> menu a tendina: STL.

2.2) Esportazione file .stl in SketchUp (dopo aver installato il tool)
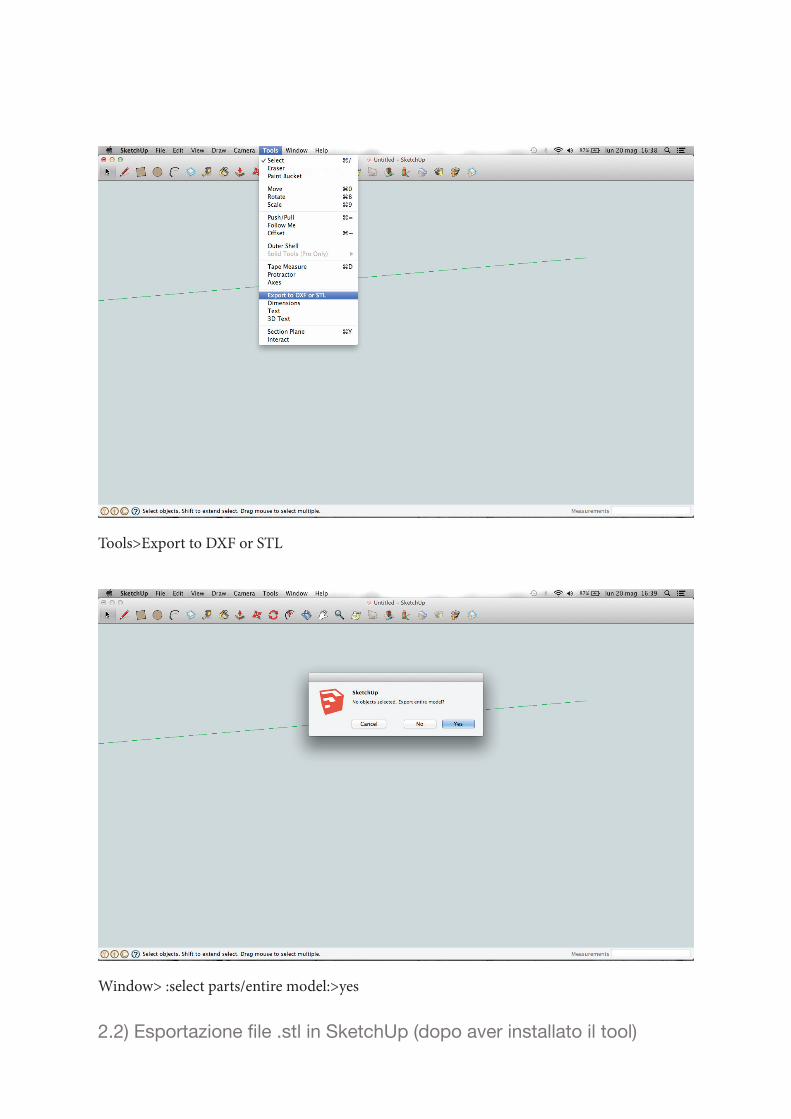
Tools>Export to DXF or STL
Window> :select parts/entire model:>yes
2.2) Esportazione file .stl in SketchUp (dopo aver installato il tool)

Export units>Millimeters
Choose wich entites to export>stl
2.2) Esportazione file .stl in SketchUp (dopo aver installato il tool)
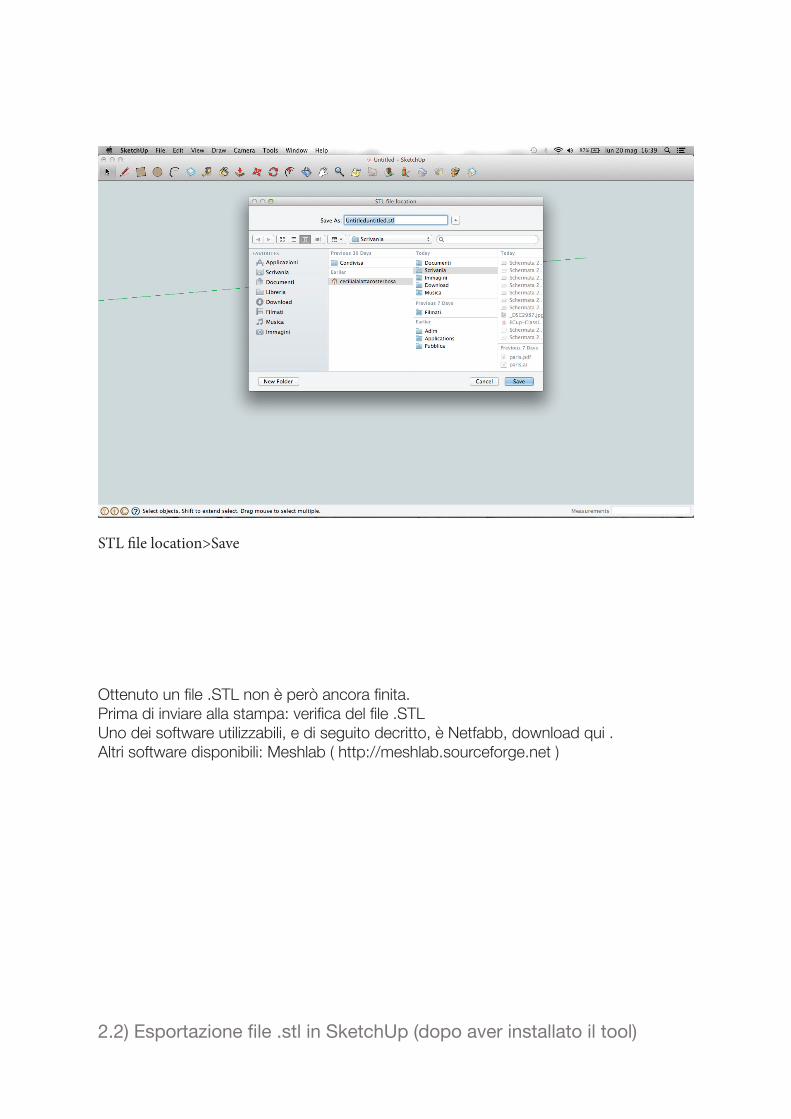
STL file location>Save
2.2) Esportazione file .stl in SketchUp (dopo aver installato il tool)
Ottenuto un file .STL non è però ancora finita.Prima di inviare alla stampa: verifica del file .STLUno dei software utilizzabili, e di seguito decritto, è Netfabb, download qui . Altri software disponibili: Meshlab ( http://meshlab.sourceforge.net )

Netfabb - come correggere file errati ( prima della stampa )
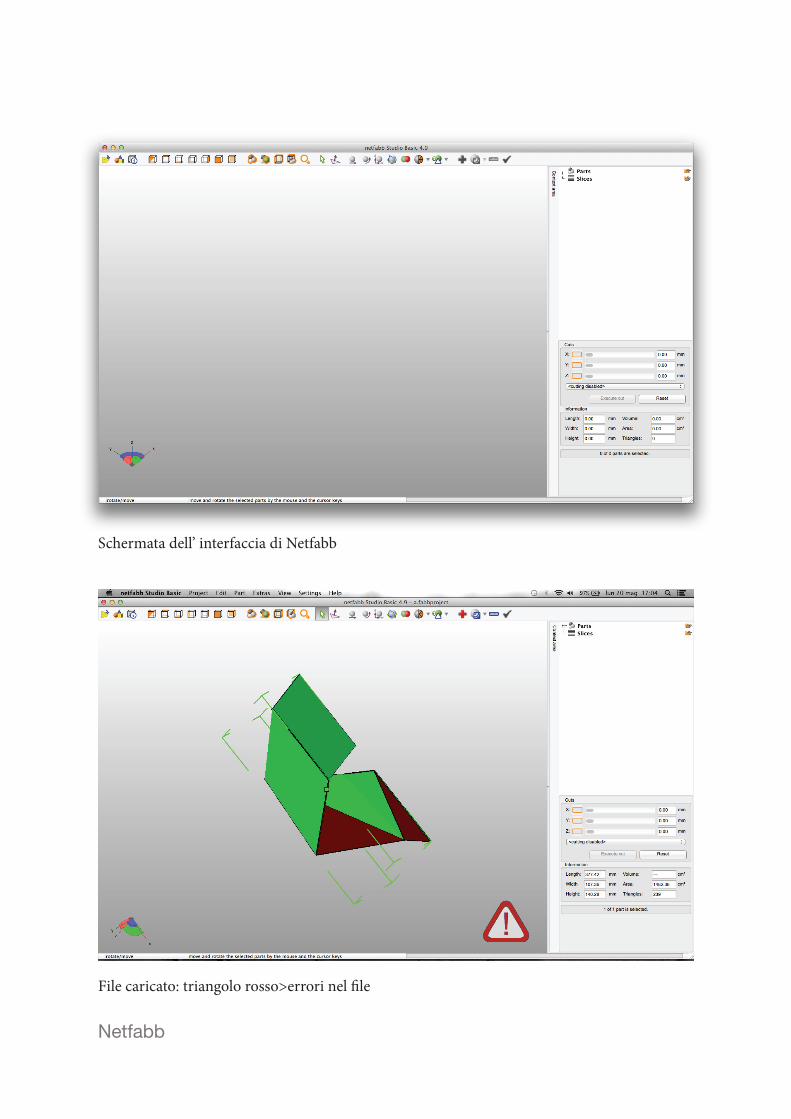
Schermata dell’ interfaccia di Netfabb
File caricato: triangolo rosso>errori nel file
Netfabb
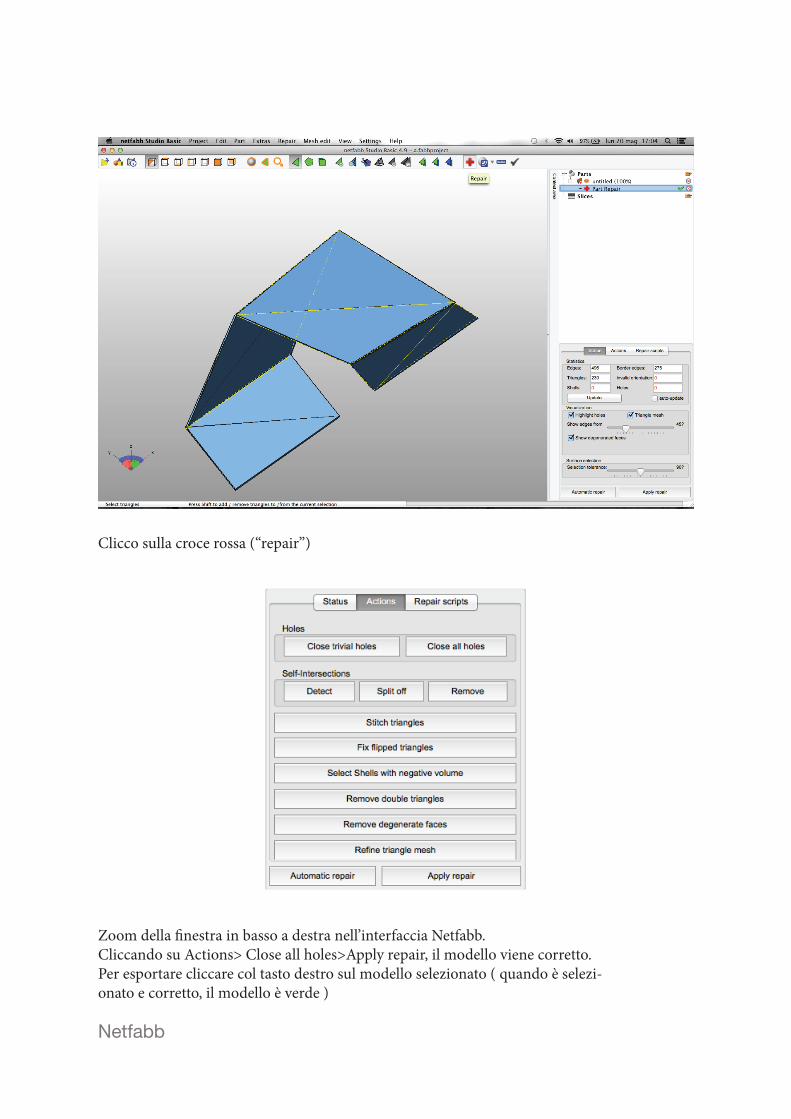
Clicco sulla croce rossa (“repair”)
Zoom della finestra in basso a destra nell’interfaccia Netfabb.Cliccando su Actions> Close all holes>Apply repair, il modello viene corretto.Per esportare cliccare col tasto destro sul modello selezionato ( quando è selezi-onato e corretto, il modello è verde )
Netfabb

Slic3r: impostazioni configurazione parametri per la stampa
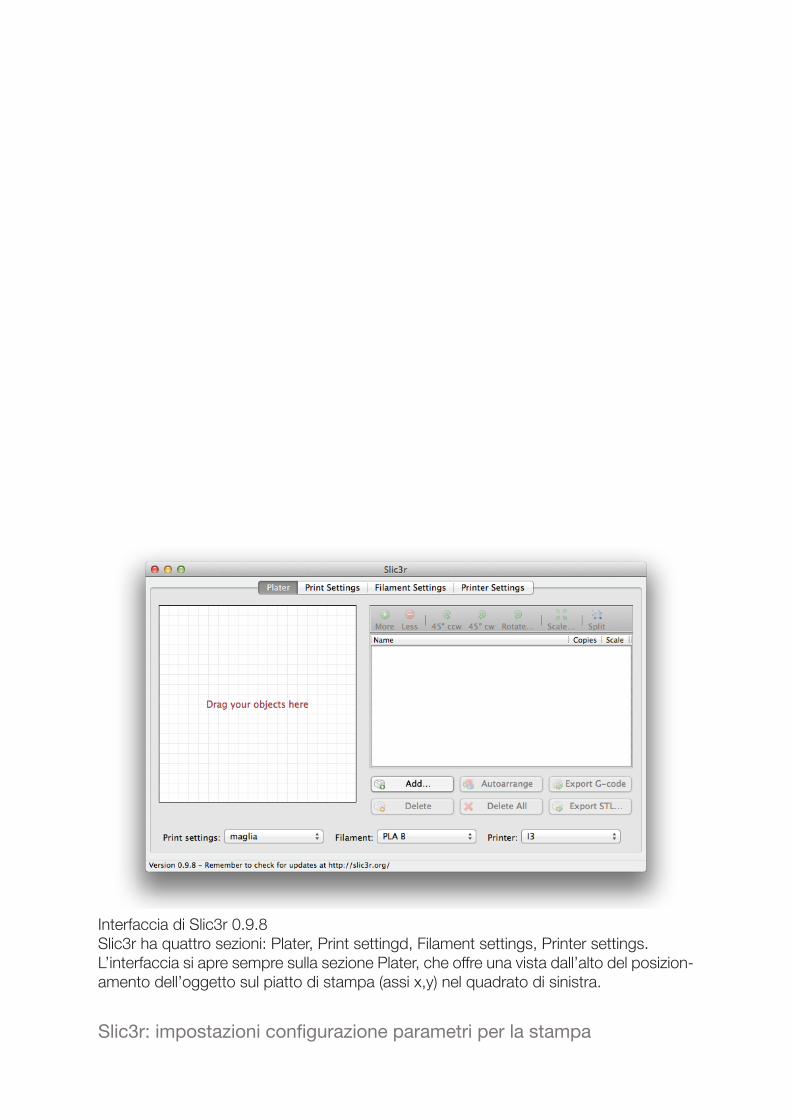
Interfaccia di Slic3r 0.9.8Slic3r ha quattro sezioni: Plater, Print settingd, Filament settings, Printer settings.L’interfaccia si apre sempre sulla sezione Plater, che offre una vista dall’alto del posizion-amento dell’oggetto sul piatto di stampa (assi x,y) nel quadrato di sinistra.
Slic3r: impostazioni configurazione parametri per la stampa
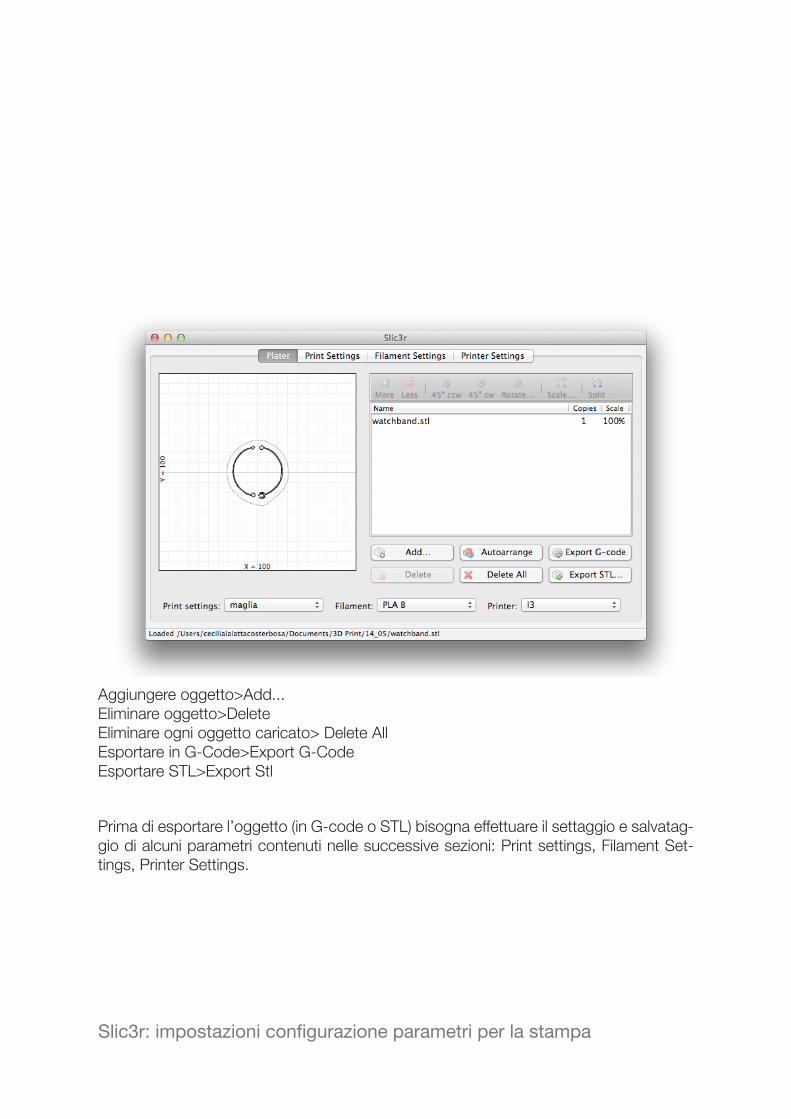
Aggiungere oggetto>Add...Eliminare oggetto>DeleteEliminare ogni oggetto caricato> Delete AllEsportare in G-Code>Export G-Code Esportare STL>Export Stl
Slic3r: impostazioni configurazione parametri per la stampa
Prima di esportare l’oggetto (in G-code o STL) bisogna effettuare il settaggio e salvatag-gio di alcuni parametri contenuti nelle successive sezioni: Print settings, Filament Set-tings, Printer Settings.
Slic3r: impostazioni configurazione parametri per la stampa
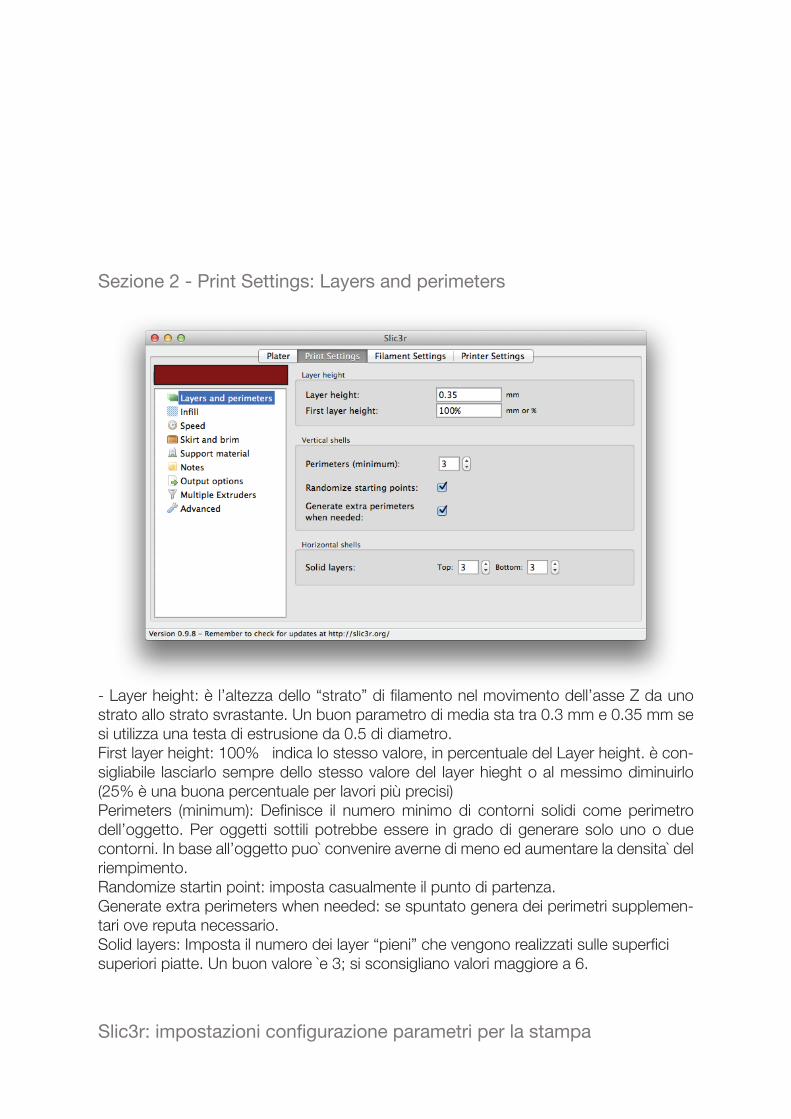
- Layer height: è l’altezza dello “strato” di filamento nel movimento dell’asse Z da uno strato allo strato svrastante. Un buon parametro di media sta tra 0.3 mm e 0.35 mm se si utilizza una testa di estrusione da 0.5 di diametro.First layer height: 100% indica lo stesso valore, in percentuale del Layer height. è con-sigliabile lasciarlo sempre dello stesso valore del layer hieght o al messimo diminuirlo (25% è una buona percentuale per lavori più precisi)Perimeters (minimum): Definisce il numero minimo di contorni solidi come perimetro dell’oggetto. Per oggetti sottili potrebbe essere in grado di generare solo uno o due contorni. In base all’oggetto puo` convenire averne di meno ed aumentare la densita` del riempimento. Randomize startin point: imposta casualmente il punto di partenza. Generate extra perimeters when needed: se spuntato genera dei perimetri supplemen-tari ove reputa necessario. Solid layers: Imposta il numero dei layer “pieni” che vengono realizzati sulle superfici superiori piatte. Un buon valore `e 3; si sconsigliano valori maggiore a 6.
Sezione 2 - Print Settings: Layers and perimeters
Slic3r: impostazioni configurazione parametri per la stampa
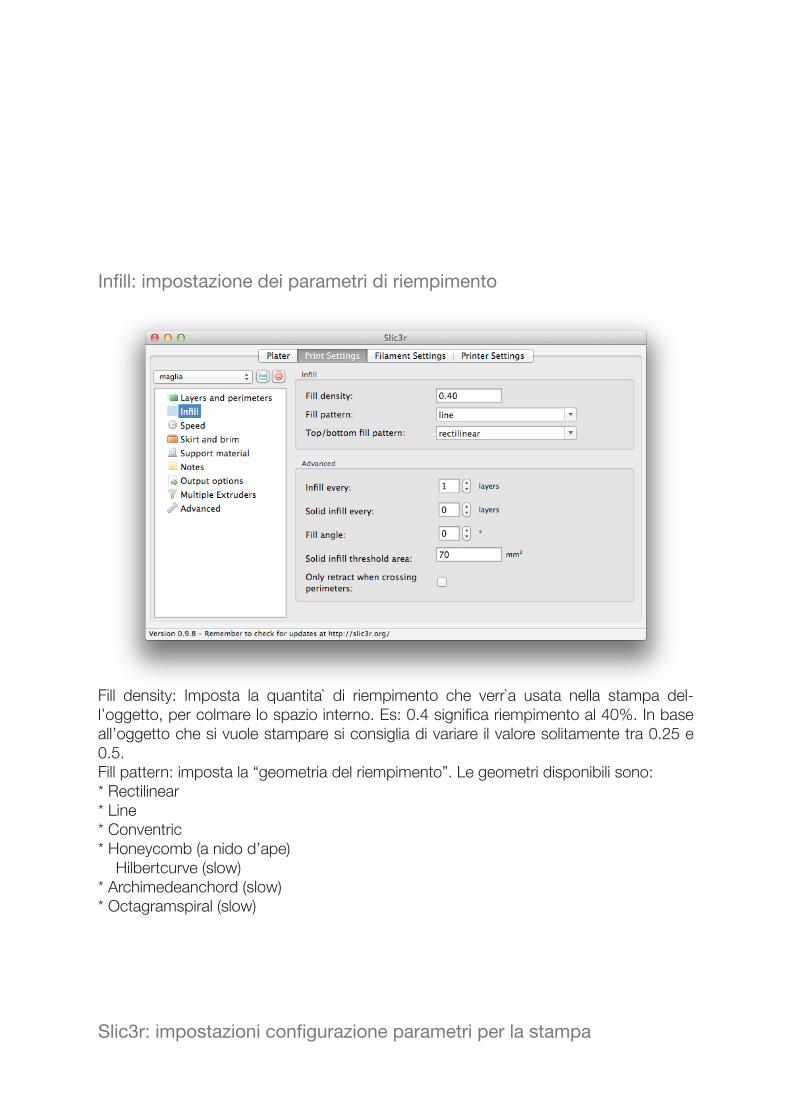
Fill density: Imposta la quantita` di riempimento che verr`a usata nella stampa del- l’oggetto, per colmare lo spazio interno. Es: 0.4 significa riempimento al 40%. In base all’oggetto che si vuole stampare si consiglia di variare il valore solitamente tra 0.25 e 0.5.Fill pattern: imposta la “geometria del riempimento”. Le geometri disponibili sono: * Rectilinear* Line* Conventric* Honeycomb (a nido d’ape) Hilbertcurve (slow) * Archimedeanchord (slow) * Octagramspiral (slow)
Infill: impostazione dei parametri di riempimento
Slic3r: impostazioni configurazione parametri per la stampa
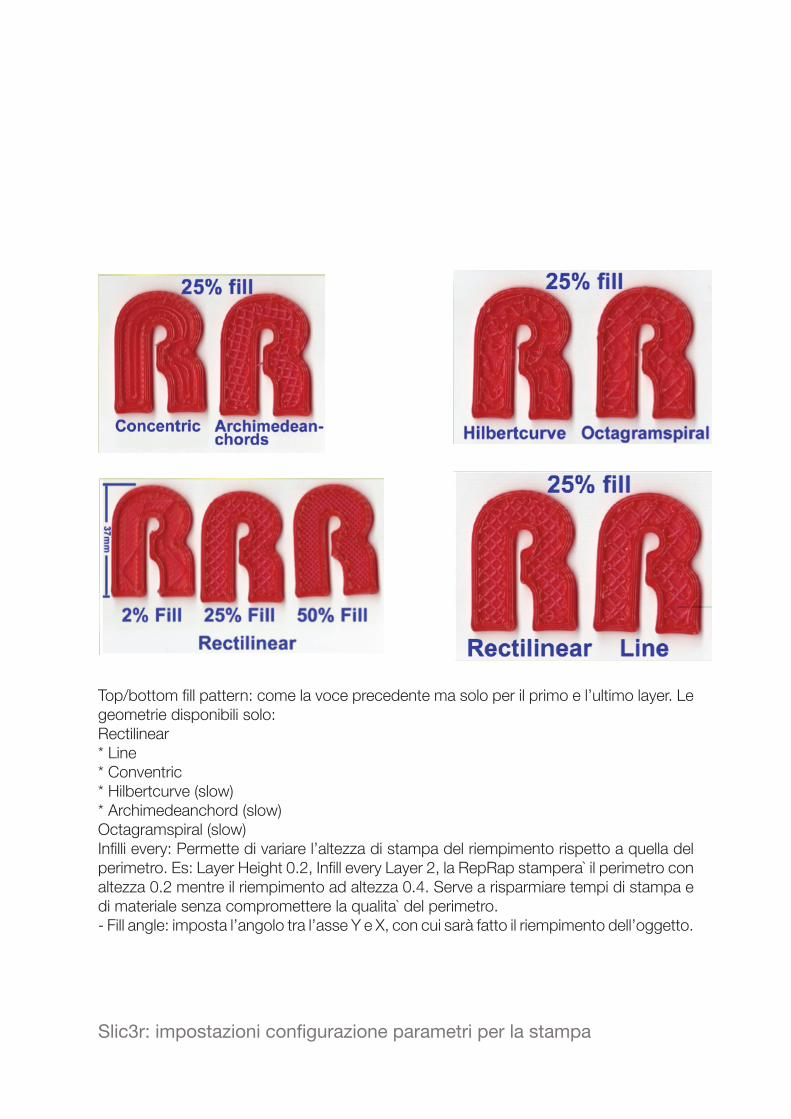
Top/bottom fill pattern: come la voce precedente ma solo per il primo e l’ultimo layer. Le geometrie disponibili solo:Rectilinear* Line* Conventric* Hilbertcurve (slow)* Archimedeanchord (slow) Octagramspiral (slow) Infilli every: Permette di variare l’altezza di stampa del riempimento rispetto a quella del perimetro. Es: Layer Height 0.2, Infill every Layer 2, la RepRap stampera` il perimetro con altezza 0.2 mentre il riempimento ad altezza 0.4. Serve a risparmiare tempi di stampa e di materiale senza compromettere la qualita` del perimetro. - Fill angle: imposta l’angolo tra l’asse Y e X, con cui sarà fatto il riempimento dell’oggetto.
Slic3r: impostazioni configurazione parametri per la stampa
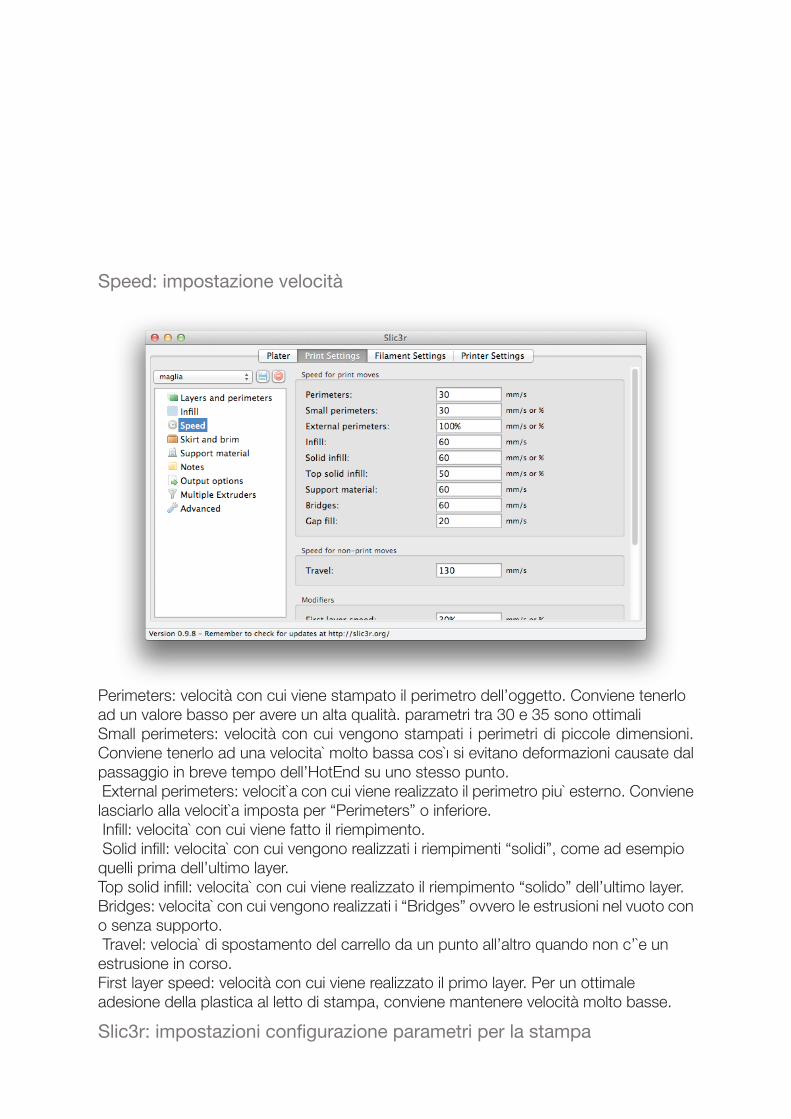
Perimeters: velocità con cui viene stampato il perimetro dell’oggetto. Conviene tenerlo ad un valore basso per avere un alta qualità. parametri tra 30 e 35 sono ottimali Small perimeters: velocità con cui vengono stampati i perimetri di piccole dimensioni. Conviene tenerlo ad una velocita` molto bassa cos`ı si evitano deformazioni causate dal passaggio in breve tempo dell’HotEnd su uno stesso punto. External perimeters: velocit`a con cui viene realizzato il perimetro piu` esterno. Conviene lasciarlo alla velocit`a imposta per “Perimeters” o inferiore. Infill: velocita` con cui viene fatto il riempimento. Solid infill: velocita` con cui vengono realizzati i riempimenti “solidi”, come ad esempio quelli prima dell’ultimo layer. Top solid infill: velocita` con cui viene realizzato il riempimento “solido” dell’ultimo layer. Bridges: velocita` con cui vengono realizzati i “Bridges” ovvero le estrusioni nel vuoto con o senza supporto. Travel: velocia` di spostamento del carrello da un punto all’altro quando non c’`e un estrusione in corso. First layer speed: velocità con cui viene realizzato il primo layer. Per un ottimale adesione della plastica al letto di stampa, conviene mantenere velocità molto basse.
Speed: impostazione velocità
Slic3r: impostazioni configurazione parametri per la stampa
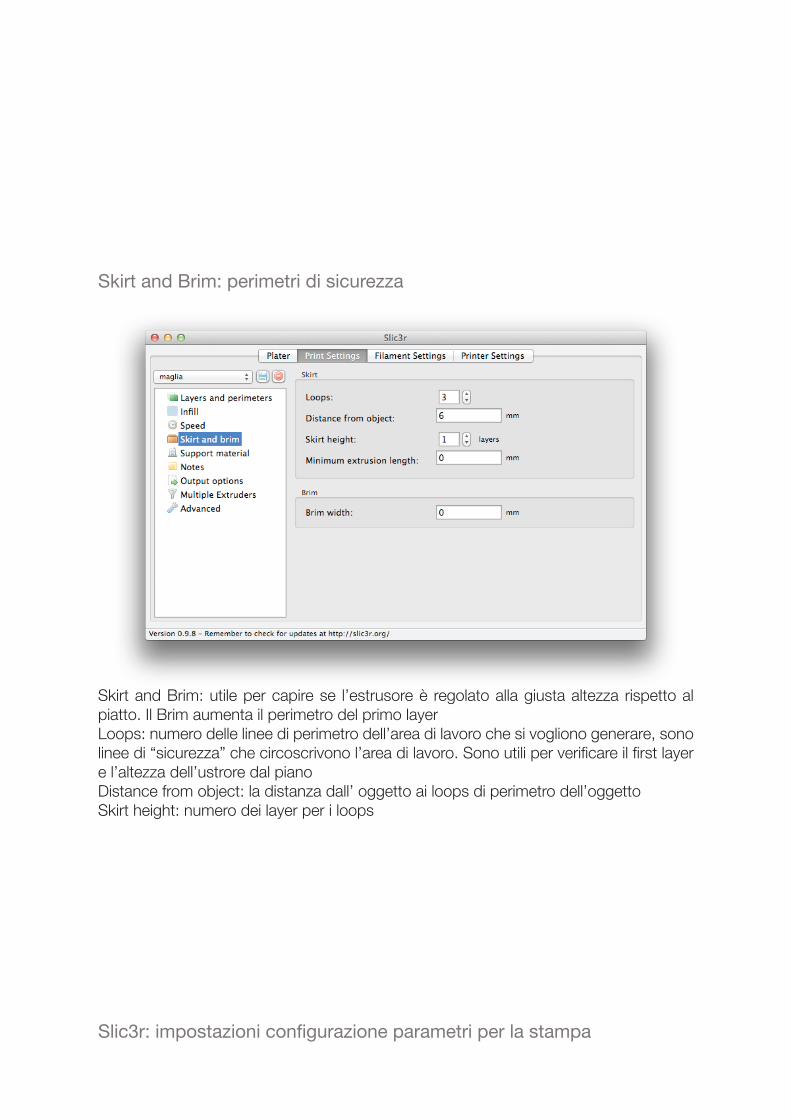
Skirt and Brim: utile per capire se l’estrusore è regolato alla giusta altezza rispetto al piatto. Il Brim aumenta il perimetro del primo layerLoops: numero delle linee di perimetro dell’area di lavoro che si vogliono generare, sono linee di “sicurezza” che circoscrivono l’area di lavoro. Sono utili per verificare il first layer e l’altezza dell’ustrore dal pianoDistance from object: la distanza dall’ oggetto ai loops di perimetro dell’oggettoSkirt height: numero dei layer per i loops
Skirt and Brim: perimetri di sicurezza
Slic3r: impostazioni configurazione parametri per la stampa
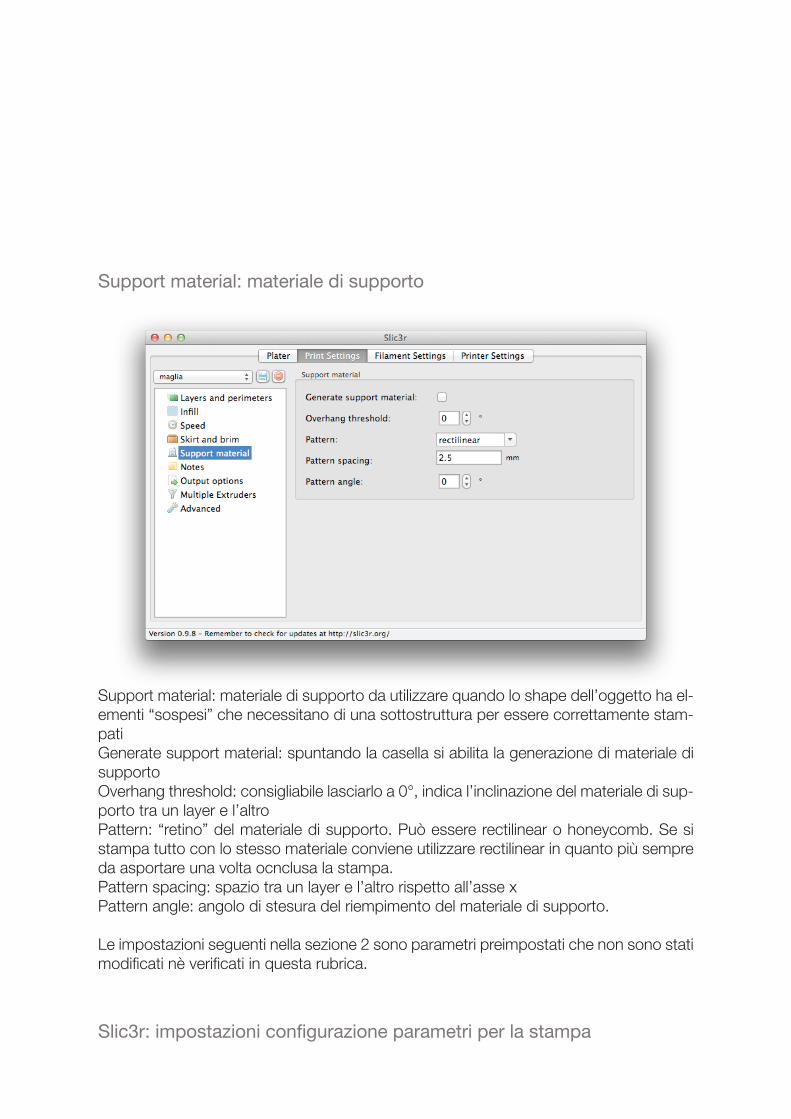
Support material: materiale di supporto da utilizzare quando lo shape dell’oggetto ha el-ementi “sospesi” che necessitano di una sottostruttura per essere correttamente stam-patiGenerate support material: spuntando la casella si abilita la generazione di materiale di supportoOverhang threshold: consigliabile lasciarlo a 0°, indica l’inclinazione del materiale di sup-porto tra un layer e l’altroPattern: “retino” del materiale di supporto. Può essere rectilinear o honeycomb. Se si stampa tutto con lo stesso materiale conviene utilizzare rectilinear in quanto più sempre da asportare una volta ocnclusa la stampa.Pattern spacing: spazio tra un layer e l’altro rispetto all’asse xPattern angle: angolo di stesura del riempimento del materiale di supporto.
Le impostazioni seguenti nella sezione 2 sono parametri preimpostati che non sono stati modificati nè verificati in questa rubrica.
Support material: materiale di supporto
Slic3r: impostazioni configurazione parametri per la stampa
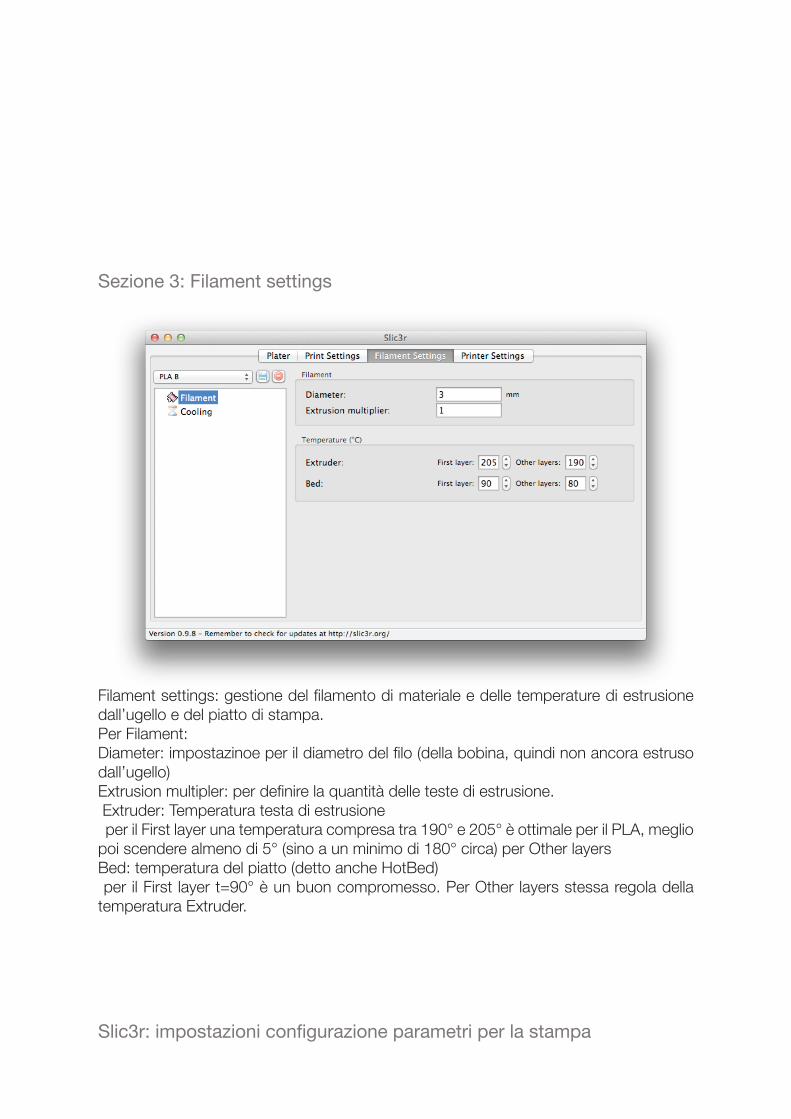
Filament settings: gestione del filamento di materiale e delle temperature di estrusione dall’ugello e del piatto di stampa.Per Filament:Diameter: impostazinoe per il diametro del filo (della bobina, quindi non ancora estruso dall’ugello)Extrusion multipler: per definire la quantità delle teste di estrusione. Extruder: Temperatura testa di estrusione per il First layer una temperatura compresa tra 190° e 205° è ottimale per il PLA, meglio poi scendere almeno di 5° (sino a un minimo di 180° circa) per Other layersBed: temperatura del piatto (detto anche HotBed) per il First layer t=90° è un buon compromesso. Per Other layers stessa regola della temperatura Extruder.
Sezione 3: Filament settings
Slic3r: impostazioni configurazione parametri per la stampa
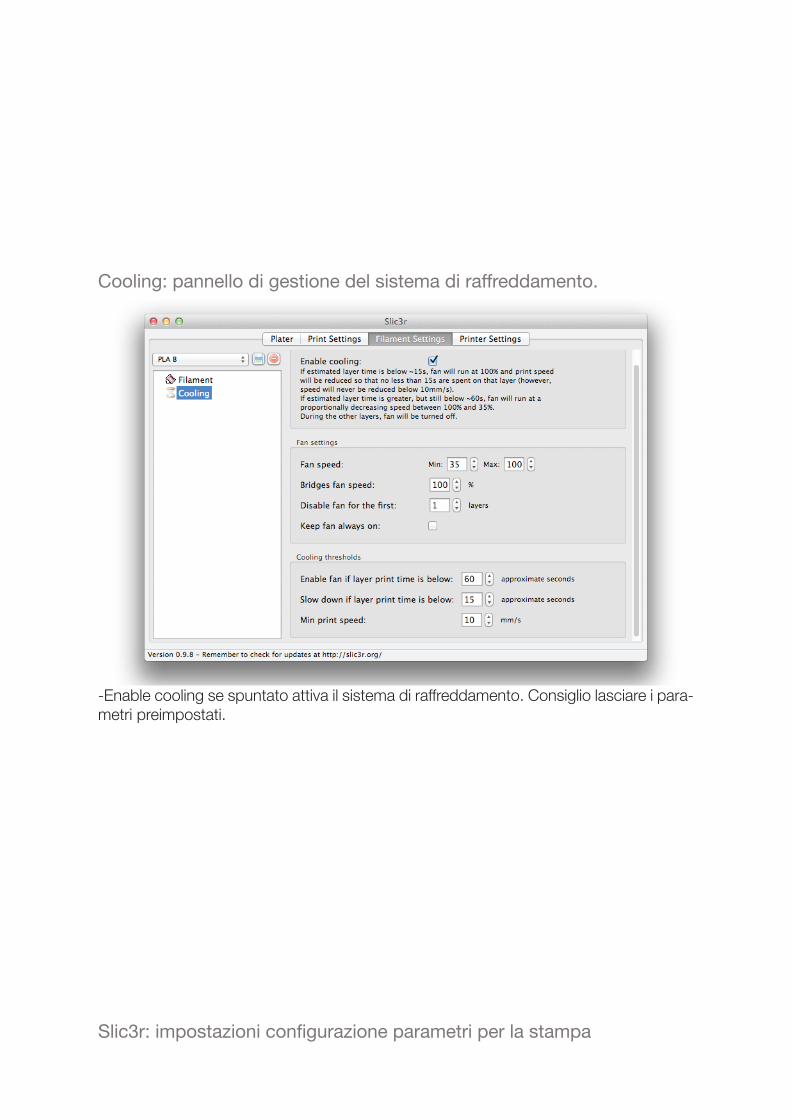
-Enable cooling se spuntato attiva il sistema di raffreddamento. Consiglio lasciare i para-metri preimpostati.
Cooling: pannello di gestione del sistema di raffreddamento.
Slic3r: impostazioni configurazione parametri per la stampa
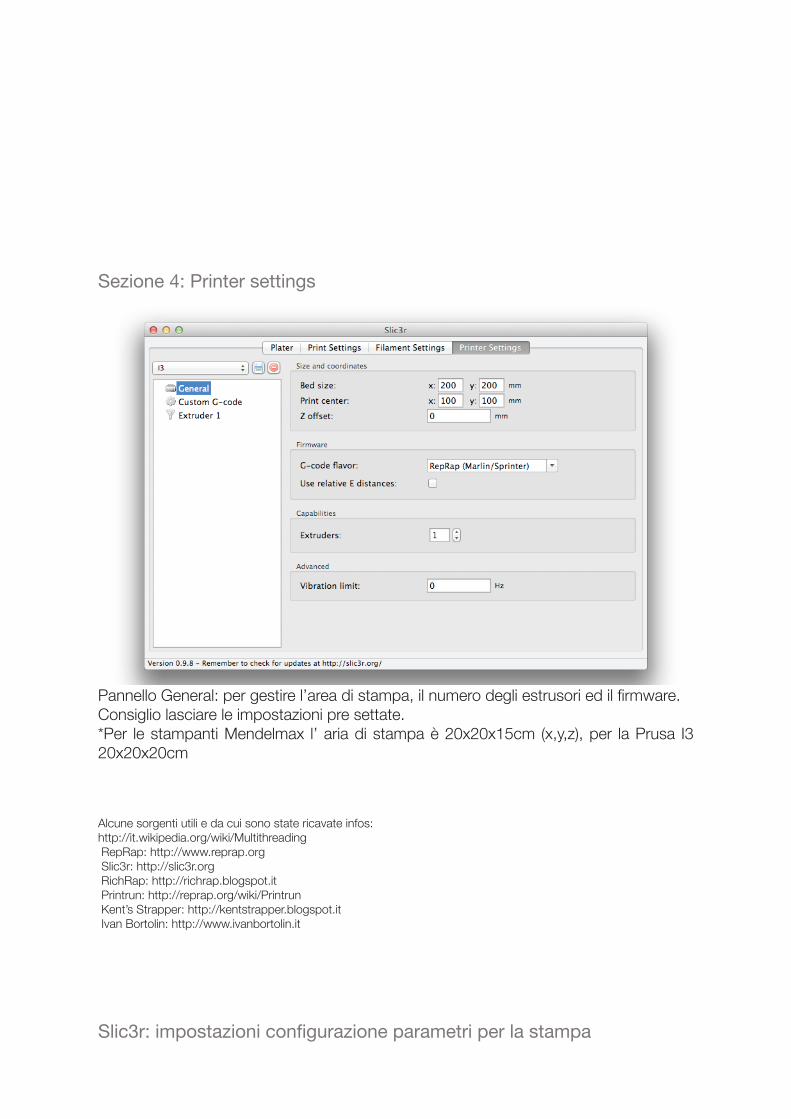
Pannello General: per gestire l’area di stampa, il numero degli estrusori ed il firmware.Consiglio lasciare le impostazioni pre settate.*Per le stampanti Mendelmax l’ aria di stampa è 20x20x15cm (x,y,z), per la Prusa I3 20x20x20cm
Alcune sorgenti utili e da cui sono state ricavate infos: http://it.wikipedia.org/wiki/Multithreading RepRap: http://www.reprap.org Slic3r: http://slic3r.org RichRap: http://richrap.blogspot.it Printrun: http://reprap.org/wiki/Printrun Kent’s Strapper: http://kentstrapper.blogspot.it Ivan Bortolin: http://www.ivanbortolin.it
Sezione 4: Printer settings
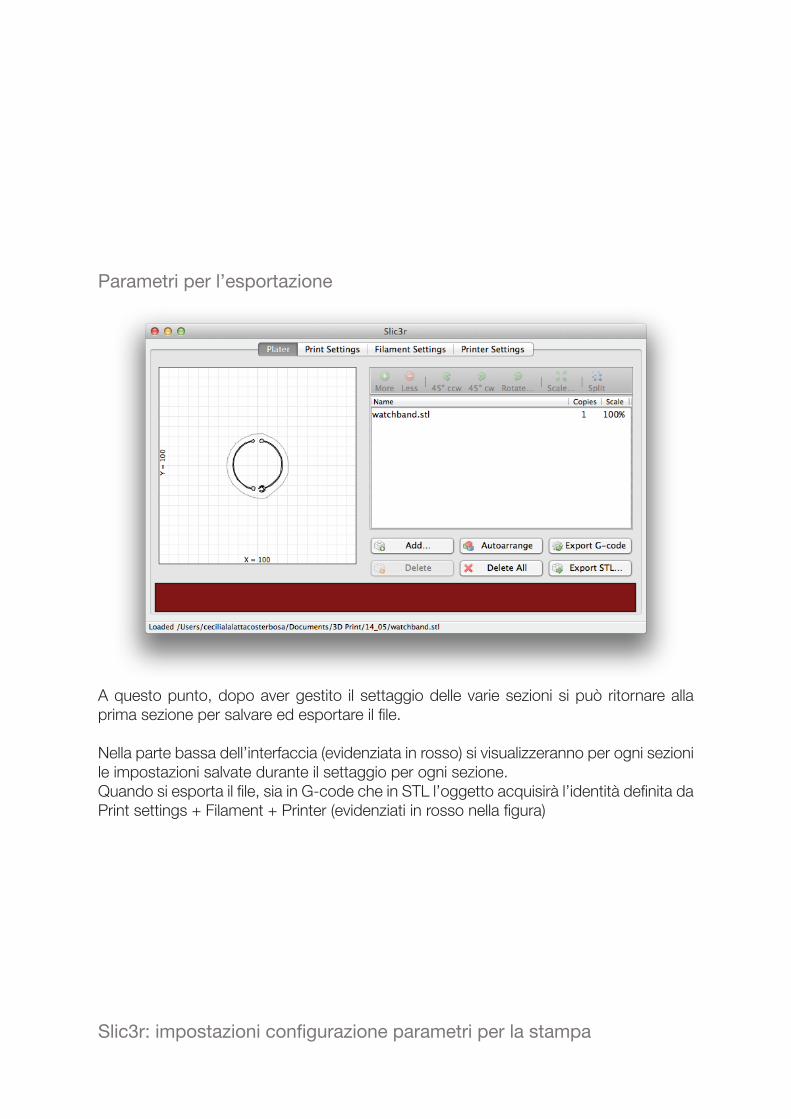
A questo punto, dopo aver gestito il settaggio delle varie sezioni si può ritornare alla prima sezione per salvare ed esportare il file.
Nella parte bassa dell’interfaccia (evidenziata in rosso) si visualizzeranno per ogni sezioni le impostazioni salvate durante il settaggio per ogni sezione.Quando si esporta il file, sia in G-code che in STL l’oggetto acquisirà l’identità definita da Print settings + Filament + Printer (evidenziati in rosso nella figura)
Parametri per l’esportazione
Slic3r: impostazioni configurazione parametri per la stampa
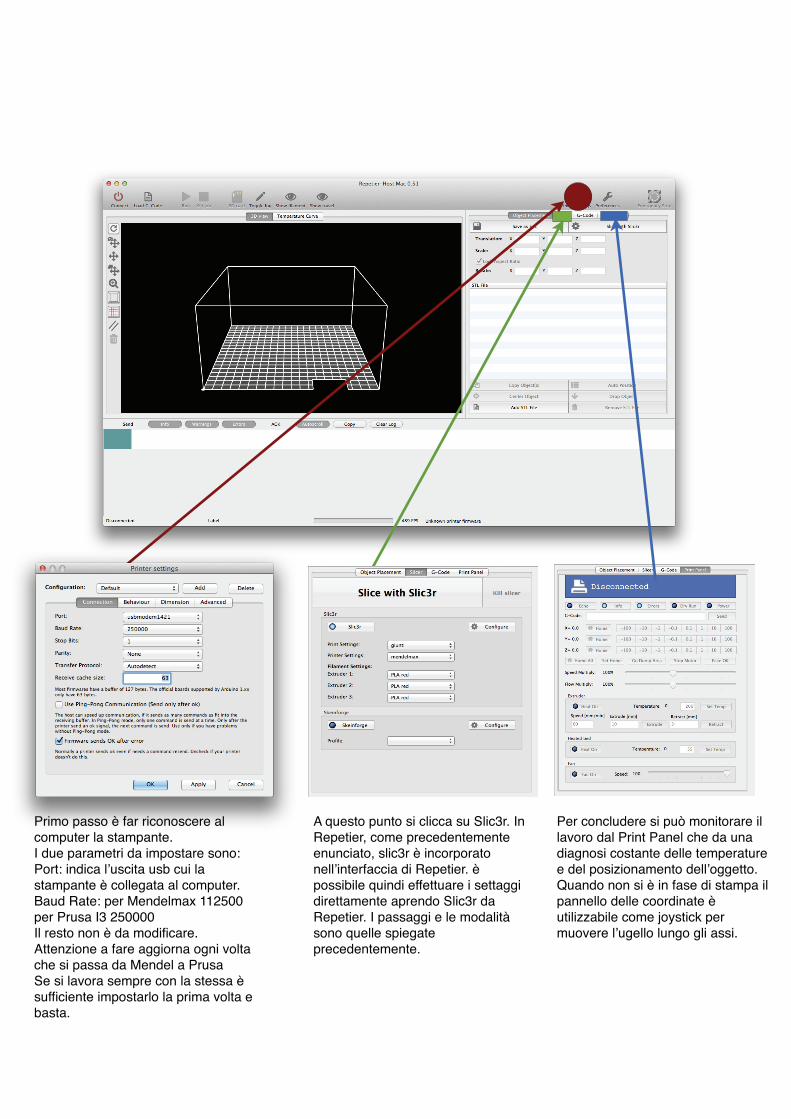
Primo passo è far riconoscere al computer la stampante.I due parametri da impostare sono:Port: indica l’uscita usb cui la stampante è collegata al computer.Baud Rate: per Mendelmax 112500per Prusa I3 250000Il resto non è da modificare.Attenzione a fare aggiorna ogni volta che si passa da Mendel a PrusaSe si lavora sempre con la stessa è sufficiente impostarlo la prima volta e basta.
A questo punto si clicca su Slic3r. In Repetier, come precedentemente enunciato, slic3r è incorporato nell’interfaccia di Repetier. è possibile quindi effettuare i settaggi direttamente aprendo Slic3r da Repetier. I passaggi e le modalità sono quelle spiegate precedentemente.
Per concludere si può monitorare il lavoro dal Print Panel che da una diagnosi costante delle temperature e del posizionamento dell’oggetto.Quando non si è in fase di stampa il pannello delle coordinate è utilizzabile come joystick per muovere l’ugello lungo gli assi.
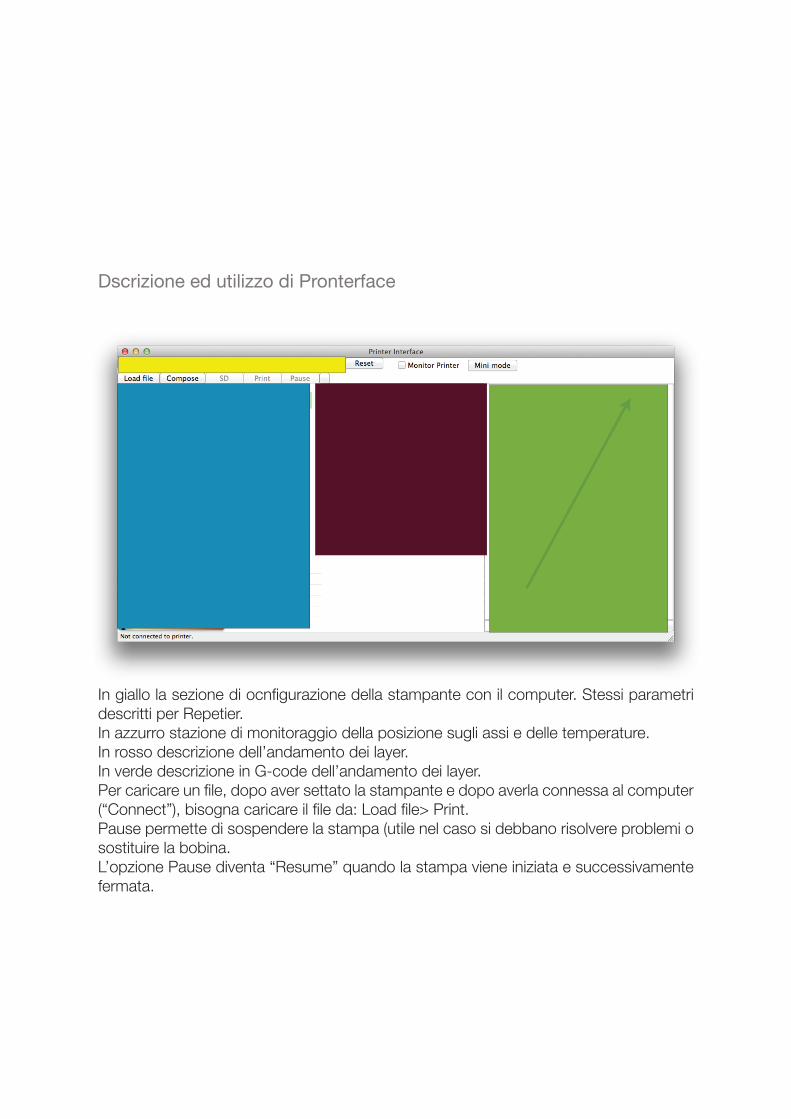
In giallo la sezione di ocnfigurazione della stampante con il computer. Stessi parametri descritti per Repetier.In azzurro stazione di monitoraggio della posizione sugli assi e delle temperature.In rosso descrizione dell’andamento dei layer.In verde descrizione in G-code dell’andamento dei layer.Per caricare un file, dopo aver settato la stampante e dopo averla connessa al computer (“Connect”), bisogna caricare il file da: Load file> Print.Pause permette di sospendere la stampa (utile nel caso si debbano risolvere problemi o sostituire la bobina.L’opzione Pause diventa “Resume” quando la stampa viene iniziata e successivamente fermata.
Dscrizione ed utilizzo di Pronterface

Capitolo 4 Tips

Oltre a tutte le informazioni sino qui fornite, quest’ultimo capitolo vuole aprire una piccola parentesi sul lato prettamente pratico dell’utilizzo delle stampanti 3D. Come sarà possi-bile accorgersi sin dalla prima stampa, infatti, non sarà sufficiente seguire solamente una guida, ma sarà necessaria pazienza, perseveranza ed anche un po’ di ingegno, prima di arrivare ad un risultato ottimale dell’oggetto stampato.Di seguito, quindi, alcuni consigli collezionati nel corso del tirocinio che potranno essere utili per cominciare, e che, in seguito, si aggiungeranno alle vostre considerazioni ed elaborazioni.I seguenti consigli riguardano alcuni problemi ricorrenti riscontrati sulle stampanti del laboratorio, e in fase di studio dei file e in fase di stampa. Per questo motivo, il capitolo sarà suddiviso in due sezioni: Tips Prima della stampa e Tips: Fase di Stampa.
Tips Prima della stampa:
shapes
-Aprire il file in Repetier o Pronterface solo dopo aver studiato a fondo la sagoma del modello: spesso non è possibile mandar ein stampa il modello direttamente così com’è bensì è possibile che sia necessario: - scalarlo, se il modello è superiore alle misure del piatto di stampa, ricordando che sca-lando si rischia di perdere il dettaglio e di rendere il lavoro meno preciso (specialmente utilizzando la prusa I3 che ha ugello di diametro maggiore). - sezionarlo, laddove la sagoma sia troppo complessa ( Nel caso 1:1 entri nel volume di stampa è consiglibile comunque sezionare il modello se presenta tratti sospesi o el-ementi difficile da stampare )
softwares
-Pronterface e Repetier se aperti insieme crashano o comunque uno dei due non
risponde alla stampante.- [ in Repetier ]: con stampa attiva, si rischia di avere degli slittamenti del piano y se si muove la vista nella schermata del posizionamento dell’oggetto.
filamenti e bobine
-Se si deve/vuole cambiare il filo , utilizzare prima Repetier per far spurgare l’ugello, altri-menti i primi layer stampati verranno di colore misto.-Per pulire l’ugello attivare, in Repetier, la temperatura dell’estrusore e cliccare su +20. Lasciarlo quindi spurgare.-Per togliere il filo effettuare l’operazione indicata al punto precedente quindi allentare le due viti(mendelmax) o la vite(Prusa) che si trova sull’attacco dell’ugello e, mentre il ma-teriale spurga tirare il filo verso l’alto.-Per inserire un nuovo filo effettuare l’operazione contraria al punto precedente.-Quando si cambia bobina effettuare accertamenti sulle configurazioni delle impostazioni di stampa: anche se sempre PLA, ogni bobina (ed ogni colore!) ha proprie caratteristiche
Tips: Fase di stampa
Preferenze stampante
-Se si vogliono stampare pareti o elementi a molti layer con poco movimento sugli assi x e y, utilizzare le mendelmax.-Se si vogliono stampare oggetti piatti e larghi, massicci, utilizzare le Prusa I3.-Verificare lo stato del piatto di stampa: è fondamentale che sia sempre in bolla!-Per regolare manualmente il piatto, in fase di stampa, è possibile servirsi delle bacchette verticali alle estremità della stampante: ruotarle entrambe insieme o tenerne ferma una se si ne vuole ruotare solo l’altra.-Mandare sempre “a casa” l’ugello prima di avviare una stampa (cliccare sul simbolo “casa” in Pronterface o Repetier.-Controllare sempre i primi due o tre layers (dopo le skirt) perchè sono i layer di avvio della stampa dell’oggetto. Se i primi non vanno a buon fine, sarà difficile ottenere un buon risultato completo di stampa.-Evitare di puntare la ventola direttamente sull’oggetto, piuttosto lasciarla al minimo.-Per una maggiore aderenza al piatto è possibile piazzare dello scotch di carta sul piatto come base per i primi layers; il piatto può anche essere caldo. A piatto freddo invece è possibile spalmare uno strato leggero di colla vinilica.
Manutenzione e pulizia
-Se avete intenzione di smontare la stampante fornitevi degli attrezzi adeguati!-Pulire sempre l’ugello se rimangono residui di filamento sciolto.-Pulire le stecche ogni tot stampe; sarà possibile notare uno strato di sporcizia e sedi-menti sull’unto delles tecche.-Controllare lo stato dei meccanismi e la quantità di grasso presente su di essi.