06.03.2015 libro bianco pallettizzazione, Pallettizzazione efficiente e veloce
12
Pallettizzazione efficiente e veloce LibroBianco Pallettizzazione
-
Upload
qimarox -
Category
Technology
-
view
235 -
download
1
Transcript of 06.03.2015 libro bianco pallettizzazione, Pallettizzazione efficiente e veloce
Pallettizzazione efficiente e veloce
LibroBiancoPallettizzazione

www.Qimarox.itPagina - 2
Sommario
1. Perché scegliere la pallettizzazione? .....................................................................................................................................................................................................pagina 3
2. Confronto tra quattro sistemi .......................................................................................................................................................................................................................pagina 4
3. Fattori da considerare per l’automazione .........................................................................................................................................................................................pagina 9
4. Conclusioni ...................................................................................................................................................................................................................................................................pagina 12

www.Qimarox.it www.Qimarox.it
• Recinzione di sicurezza • Trasportatori verticali • Moduli di pallettizzazione
Pagina - 3
1. Perché scegliere la pallettizzazione?
Ogni anno nel mondo si produce circa mezzo miliardo di pallet, con formati diversi ma con un solo obiettivo: trasportare i pro-dotti in maniera più efficiente. Grazie ai portacarichi, le attività fisiche nell’intera catena dal produttore al consumatore finale si limitano allo spostamento del pallet, che può contenere decine o addirittura centinaia di prodotti. È sufficiente prelevare i pro-dotti durante l’accatastamento e la divisione.
In particolare, l’accatastamento e la pallettizzazione sono attività che richiedono molta attenzione, in quanto la catasta deve essere abbastanza stabile da resistere al trasporto via camion o autocarro. Dall’invenzione del pallet, avvenuta più di un secolo fa, sono stati escogitati diversi sistemi intelligenti per la pallettizzazione. In questo whitepaper vengono messi a confronto quattro sistemi: il tradizionale pallettizzatore, il robot pallettizzatore standard e il modello Highrunner di Qimarox.
Perché conviene automatizzare l’accatastamento dei pallet? Per diversi motivi: 1 • Ergonomia. L’accatastamento manuale dei pallet è un lavoro pesante. Gli operatori devono continuamente girarsi, piegarsi e a volte protendersi per raggiungere prodotti che possono pesare molti chilogrammi. Inoltre, spesso bisogna svolgere movi- menti frequenti e ripetitivi, che durante una giornata di otto ore possono causare dolori fisici. Ora che in alcune aziende la forza lavoro sta invecchiando, l’ergonomia è un fattore fondamentale.
2 • Capacità. La velocità con cui le persone possono accatastare i pallet è limitata rispetto a una macchina. Ovviamente è possibile coinvolgere più persone, ma in genere più persone dopo poco si ostacolano a vicenda. Inoltre le persone, a differenza delle macchine, si stancano, e la loro capacità nel corso della giornata lavorativa diminuisce. Infine, le macchine possono lavorare giorno e notte, le persone no.
3 • Qualità. La stabilità di un pallet dipende in gran parte dalla qualità dell’impilatura: questo significa che ogni prodotto deve essere messo sul pallet con una precisione millimetrica. Le persone sono molto meno precise delle macchine, soprattutto quando dopo un po’ subiscono cali di concentrazione. Inoltre, le macchine non sbagliano gli schemi di accatastamento.
4 • Costi. Le cifre divulgate da CBS indicano che i costi del personale nel settore industriale e logistico sono aumentati del 30-40% negli ultimi dieci anni. Allo stesso tempo, il costo della meccanizzazione e dell’automazione è diminuito. Ciò significa che un investimento in un pallettizzatore è un’opportunità interessante per qualunque azienda, come mostra il calcolo globale nella seguente tabella. Il calcolo non considera peraltro i costi di assenza dal lavoro dovuti ai dolori fisici.
“ Oltre a tutti questi inconvenienti, bisogna considerare soprattutto che la pallet-tizzazione manuale non è un bel lavoro: ora che è sempre più difficile trovare e conservare lavoratori motivati, questo potrebbe essere un motivo valido per
passare a un pallettizzatore o a un robot pallettizzatore. „
Turni Costi annuali per la pallet-tizzazione manuale*
Costi di investimento in un pallettizzatore
Ritornosull’investimento
1 turno (8 ore al giorno, 40 ore la settimana)
2 turni (16 ore al giorno, 80 ore la settimana)
3 turni (24 ore al giorno, 120 ore la settimana)
5 turni (24 ore al giorno, 168 ore la settimana)
€ 60.000
€ 120.000
€ 180.000
€ 252.000
€ 100.000
€ 100.000
€ 100.000
€ 100.000
20 mesi
10 mesi
7 mesi
5 mesi
*I costi sono calcolati sulla base di un dipendente che costa €30 Euro l’ora.

www.Qimarox.itPagina - 4
2.1 Pallettizzatori tradizionali (a strati)Quasi tutti i pallettizzatori si basano sullo stesso principio. I prodotti vengono immessi su un convogliatore a rullo e si fermano al momento giusto fino a formare una fila completa, poi scivolano lateralmente su una piastra di ferro. Sul convogliatore a rullo si forma quindi una nuova fila che viene trasferita sulla piastra nello stesso identico modo, a ridosso della prima fila. Non appena sulla piastra si forma uno strato completo, la piastra viene posata sul pallet e poi rimossa, in modo che i prodotti finiscano nel pallet in base allo schema esatto. La capacità dei pallettizzatori tradizionali generalmente è abbastanza elevata perché vengono effettuate simultaneamente più operazioni. I prodotti non vengono messi sul pallet uno alla volta, ma a strati interi. Lo svantaggio però è che il numero di possibili schemi di accatastamento è limitato dal modo in cui i prodotti si compongono per formare file durante la creazione degli strati.
2. Confronto tra quattro soluzioni
Per molto tempo, l’acquisto di un pallettizzatore è stato l’unico modo per automatizzare la pallettizzazione. Nelle macchine di questo tipo, dapprima i prodotti vengono raggruppati per formare uno strato completo del pallet, poi l’intero strato viene fatto scivolare sul pallet con un unico movimento. Negli ultimi decenni, i robot hanno fatto enormi progressi. La caratteristica del robot è che non fanno scivolare i prodotti, ma li afferrano e li trasferiscono sul pallet con un movimento fluido. Qimarox ha sviluppato un nuovo pallettizzatore di nome Highrunner, che unisce i vantaggi di entrambe le soluzioni. Quali sono esattamente i vantaggi e gli svantaggi di ogni soluzione?
Valvole, bracci o spintoriLa differenza tra i vari pallettizzatori consiste principalmente negli schemi di accatastamento con spazio intermedio (spaziatura) tra i prodotti. La spaziatura impedisce che i prodotti nella macchina siano attaccati l’uno all’altro sul convogliatore di formazione, facendo sì che tra di essi vi sia una distanza reciproca. La distanza viene regolata con precisione millimetrica. Più è precisa la distanza reciproca, più stabile risulterà la catasta finale. Una tecnica collaudata è l’uso di valvole che al momento opportuno si sollevano tra i rulli e bloccano i prodotti. Purtroppo però la posizione delle valvole non può essere cambiata e dipende co-munque dal passo tra i rulli. Una variazione dello schema di accatastamento può significare il riadattamento di tutta la struttura. In alternativa alle valvole, a volte si usano bracci o spintori che tengono fermi i prodotti o li spingono in posizione. Anche queste tecniche presentano scarsa flessibilità: in caso di variazione dello schema di accatastamento servono lunghi tempi di riadatta-mento.
Comando tramite PLCUna tecnica completamente diversa è l’uso del PLC per regolare la distanza tra i prodotti. Il PLC indica quando il prodotto passa attraverso una fotocellula e al momento opportuno attiva il convogliatore per fermare il prodotto. Modificando il tempo che intercorre da quando il prodotto attraversa la fotocellula all’arresto del convogliatore, si può regolare la distanza tra i pro-dotti in modo variabile, a differenza dalla tecnica con le valvole. Anche questa tecnica però ha i suoi svantaggi: se un prodotto non è diritto sul convogliatore, il PLC considera il momento in cui il punto più anteriore attraversa la fotocellula e ne consegue che i rulli si fermano una frazione di secondo troppo presto. Può capitare anche che un prodotto scivoli nel momento in cui il convogliatore si ferma e che quindi si arresti una frazione di secondo troppo tardi. Infine, l’usura può fare allungare la cinghia di trasmissione o allentare la catena di trasmissione, causando imprecisioni nel posizionamento dei prodotti. Un’imprecisione di pochi millimetri può causare problemi in tutto il processo. In pratica, accade spesso che una macchina funzioni perfettamente subito dopo la messa in servizio, ma che dopo mezza giornata inizi a incepparsi. Ci sono anche esempi di macchine che sono regolate a puntino in inverno, ma non funzionano altrettanto bene quando le temperature estive più alte compromettono l’attrito tra il prodotto e i convogliatori.

www.Qimarox.it www.Qimarox.it
• Recinzione di sicurezza • Trasportatori verticali • Moduli di pallettizzazione
Pagina - 5
2.2 Robot articolati e a portaleLa caratteristica distintiva dei robot pallettizzatori è che ogni prodotto viene prelevato con una pinza. In base alle coordinate, il robot sa esattamente come manovrare la pinza per prelevare un prodotto dal convogliatore a rullo e metterlo nel pallet nella posizione corretta. Non è necessario un convogliatore di rotazione in più per girare i prodotti di un quarto di giro. Mentre la pinza sposta i prodotti, questi possono essere girati in qualsiasi angolazione desiderata e, se necessario, anche essere rovesciati.I robot pallettizzatori sono utilizzati in due diverse configurazioni. La più nota è il robot a braccio articolato, un braccio robotico che può girare di 360° attorno al suo asse. I robot a braccio articolato sono macchine standard in uso in migliaia di aziende in tutto il mondo, non solo per la pallettizzazione ma anche per altre attività. Il raggio di lavoro del braccio articolato è limitato dalla lunghezza del braccio. A differenza del robot articolato, il robot a portale può raggiungere un raggio di lavoro delle misure desiderate. Come suggerisce il nome, questo robot è fissato a una struttura a portale. La pinza può essere spostata in varie direzioni, a seconda delle dimensioni della struttura a portale. Di conseguenza, un robot a portale può servire con grande facilità diverse linee di imballaggio e/o diversi pallet.
PersonalizzazioneLa maggior parte dei produttori inizia a costruire un pallettizzatore soltanto dopo aver ricevuto l’ordine. In questo modo, pos-sono progettare la macchina sulla base delle specifiche del cliente. Ogni pallettizzatore quindi è unico, con il conseguente aumento dei costi di assistenza e di manutenzione. Ad esempio, i pezzi di ricambio sono limitatamente intercambiabili e a volte devono essere realizzati appositamente. Inoltre, i pallettizzatori tradizionali sono relativamente sensibili alla manutenzione e all’usura a causa del numero elevato di parti in movimento. Per contro, la loro tecnologia, con tanto di PLC standard, è rela-tivamente semplice, tanto che gran parte della manutenzione pianificata e non pianificata può essere eseguita da un tecnico interno. La macchina di per sé occupa poco spazio, anche se a volte l’ingombro è maggiore a causa dell’integrazione nella linea di imballaggio. Il motivo di questo è che i prodotti possono essere introdotti soltanto in un determinato modo, tanto che a volte, a seconda della configurazione, è necessario modificare il nastro di alimentazione mediante curve o versioni ad angolo. Inoltre, spesso davanti al convogliatore di formazione bisogna montare un nastro dosatore e/o un convogliatore di rotazione aggiuntivo. Il nastro dosatore assolve la funzione di separare i prodotti che vengono alimentati in un flusso continuo, mentre il convogliatore di rotazione serve a girare i prodotti di 90°, se lo schema di accatastamento lo prevede.
Flessibilità o capacitàIl grande vantaggio dei robot rispetto ai pallettizzatori tradizionali è la grande flessibilità. Dato che i prodotti vengono prelevati-uno ad uno, è possibile applicare pressoché qualsiasi schema di accatastamento possibile. Tuttavia, la maggiore flessibilità va a scapito della capacità: poiché i prodotti vengono messi sul pallet uno ad uno fino a formare lo strato, serve più tempo per l’accatastamento del pallet. Per formare uno strato del pallet servono 5-7 secondi. Generalmente il sistema non può impiegare meno tempo, perché aumentando la velocità aumenta anche la forza esercitata sulle confezioni e si possono causare danni. La capacità di ciascun robot è limitata a circa settecento prodotti l’ora. Per aumentare la capacità, spesso più robot vengono azionati in serie o in parallelo. È possibile ottenere una capacità più elevata anche utilizzando i robot pallettizzatori come pal-lettizzatori tradizionali per posizionare diversi prodotti per volta su un pallet. Ciò significa che i robot devono essere abbinati a unità di preformazione: si tratta di macchine che, come i pallettizzatori convenzionali, spostano i prodotti a file o a strati, poi il robot trasferisce l’intera fila o l’intero strato sul pallet in una volta sola. Come nel caso dei pallettizzatori tradizionali, la maggiore capacità di queste macchine ibride si ripercuote sulla flessibilità degli schemi di accatastamento.
www.Qimarox.itPagina - 6
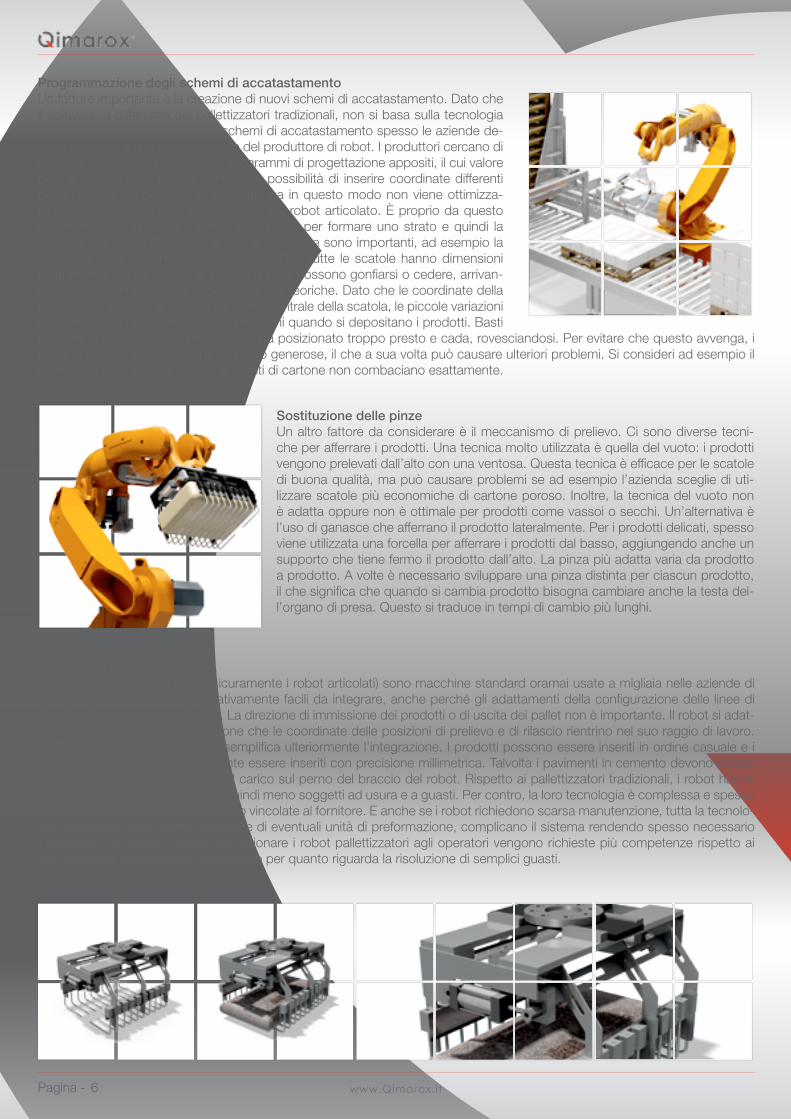
Programmazione degli schemi di accatastamentoUn fattore importante è la creazione di nuovi schemi di accatastamento. Dato che il software, a differenza dei pallettizzatori tradizionali, non si basa sulla tecnologia PLC standard, per creare nuovi schemi di accatastamento spesso le aziende de-vono rivolgersi a un programmatore del produttore di robot. I produttori cercano di risolvere il problema proponendo programmi di progettazione appositi, il cui valore però è limitato nella pratica. Offrono la possibilità di inserire coordinate differenti per il prelievo o il deposito di prodotti, ma in questo modo non viene ottimizza-to automaticamente tutto il movimento del robot articolato. È proprio da questo movimento che dipende il tempo necessario per formare uno strato e quindi la capacità del robot. Oltretutto, anche le tolleranze sono importanti, ad esempio la variazione delle dimensioni delle scatole. Non tutte le scatole hanno dimensioni esattamente uguali. Inoltre, le scatole a volte possono gonfiarsi o cedere, arrivan-do a dimensioni più grandi rispetto a quelle teoriche. Dato che le coordinate della posizione di prelievo si basano sul punto centrale della scatola, le piccole variazioni nelle dimensioni possono causare problemi quando si depositano i prodotti. Basti pensare al caso in cui un prodotto venga posizionato troppo presto e cada, rovesciandosi. Per evitare che questo avvenga, i robot applicano spesso tolleranze molto generose, il che a sua volta può causare ulteriori problemi. Si consideri ad esempio il cedimento delle scatole perché le pareti di cartone non combaciano esattamente.
Sostituzione delle pinzeUn altro fattore da considerare è il meccanismo di prelievo. Ci sono diverse tecni-che per afferrare i prodotti. Una tecnica molto utilizzata è quella del vuoto: i prodotti vengono prelevati dall’alto con una ventosa. Questa tecnica è efficace per le scatole di buona qualità, ma può causare problemi se ad esempio l’azienda sceglie di uti-lizzare scatole più economiche di cartone poroso. Inoltre, la tecnica del vuoto non è adatta oppure non è ottimale per prodotti come vassoi o secchi. Un’alternativa è l’uso di ganasce che afferrano il prodotto lateralmente. Per i prodotti delicati, spesso viene utilizzata una forcella per afferrare i prodotti dal basso, aggiungendo anche un supporto che tiene fermo il prodotto dall’alto. La pinza più adatta varia da prodotto a prodotto. A volte è necessario sviluppare una pinza distinta per ciascun prodotto, il che significa che quando si cambia prodotto bisogna cambiare anche la testa del-l’organo di presa. Questo si traduce in tempi di cambio più lunghi.
Tecnologia complessaCome già accennato, i robot (sicuramente i robot articolati) sono macchine standard oramai usate a migliaia nelle aziende di tutto il mondo. Sono quindi relativamente facili da integrare, anche perché gli adattamenti della configurazione delle linee di imballaggio spesso sono limitati. La direzione di immissione dei prodotti o di uscita dei pallet non è importante. Il robot si adat-ta a qualsiasi formato, a condizione che le coordinate delle posizioni di prelievo e di rilascio rientrino nel suo raggio di lavoro. L’utilizzo della tecnologia Vision semplifica ulteriormente l’integrazione. I prodotti possono essere inseriti in ordine casuale e i pallet non devono necessariamente essere inseriti con precisione millimetrica. Talvolta i pavimenti in cemento devono essere rinforzati per sostenere il peso del carico sul perno del braccio del robot. Rispetto ai pallettizzatori tradizionali, i robot hanno meno parti in movimento e sono quindi meno soggetti ad usura e a guasti. Per contro, la loro tecnologia è complessa e spesso per la manutenzione le aziende sono vincolate al fornitore. E anche se i robot richiedono scarsa manutenzione, tutta la tecnolo-gia aggiuntiva, sotto forma di pinze e di eventuali unità di preformazione, complicano il sistema rendendo spesso necessario l’intervento dei tecnici. Inoltre, per azionare i robot pallettizzatori agli operatori vengono richieste più competenze rispetto ai convenzionali pallettizzatori, perlomeno per quanto riguarda la risoluzione di semplici guasti.

www.Qimarox.it www.Qimarox.it
• Recinzione di sicurezza • Trasportatori verticali • Moduli di pallettizzazione
Pagina - 7
2.3 Highrunner mk7L’Highrunner mk7 è un pallettizzatore innovativo di Qimarox che abbina la capacità di un pallettizzatore tradizionale alla flessi-bilità dei robot pallettizzatori. La differenza tra l’Highrunner e i normali pallettizzatori è la guida scorrevole brevettata regolabile continuamente, così ogni prodotto può essere posizionato in modo accurato e preciso in base a praticamente qualsiasi schema di accatastamento. A differenza delle macchine tradizionali, è possibile impostare anche una certa distanza tra i prodotti, con precisione millimetrica, per ottenere pallet più stabili e meno guasti. La guida scorrevole consente persino di far ruotare i prodotti di un quarto di giro. La guida scorrevole sceglie la posizione in modo tale che un lato del prodotto poggi contro la guida e l’altro lato giri con flessibilità di 90° grazie al convogliatore di trasporto in movimento. La guida inoltre fa in modo che ogni prodotto venga allineato automaticamente. Non è pertanto necessario installare un convogliatore di rotazione separato per raggiungere la capacità desiderata.
Convogliatore di formazione in altoLa capacità dell’Highrunner mk9 è superiore rispetto alla maggior parte dei pallettizzatori tradizionali, grazie ad alcune variazioni intelligenti al progetto. Innanzitutto, il convogliatore di formazione si trova sempre alla stessa altezza della parte superiore del pallet. Per depositare i prodotti è sufficiente mettere sul pallet la piastra sulla quale viene formato un nuovo strato e poi tirarla via. Un montacarichi provvede allo spostamento del pallet più in basso, in modo che il bordo superiore si trovi sempre alla stessa altezza. In questo modo non è necessario sollevare la piastra, come nella maggior parte delle macchine convenzionali, e si evita di sprecare tempo. Inoltre, i vari movimenti sono disaccoppiati il più possibile. I prodotti vengono prima trasferiti sul convogliatore di formazione, fino a formare uno strato, poi vengono spostati sulla piastra di uscita quando lo strato è completo. In questo modo è possibile togliere uno strato mentre quello successivo viene formato.
Ingresso e uscita dei palletQuando un pallet è completo, il montacarichi si abbassa a terra e il pallet viene condotto fuori da un convogliatore a rullo. Al tempo stesso, dalla direzione opposta viene inserito un pallet vuoto, che viene prelevato dal montacarichi e sollevato. Se si dispongono diversi Highrunner uno accanto all’altro, è possibile utilizzare un convogliatore a rulli per inserire ed estrarre tutti i pallet, sia quelli pieni che quelli vuoti. Nel concetto del Crossrunner, il convogliatore a rulli passa sotto tutti gli Highrunner e il sistema di comando sincronizza l’ingresso e l’uscita dei pallet con le attività della macchina volte a prevenire le collisioni. Se lo si desidera, è possibile stabilire delle priorità nel sistema di controllo al fine di evitare che il pallet cada dall’ultimo Highrunner della linea a causa degli altri pallet sul convogliatore a rulli. Grazie al concetto di Crossrunner, non c’è bisogno di un complesso sistema di convogliatore a rulli per fare uscire tutti i pallet. Ciò permette di ridurre ulteriormente l’ingombro dell’Highrunner, già di per sé compatto.

www.Qimarox.itPagina - 8
Struttura modulareA differenza delle macchine tradizionali, l’Highrunner è una macchina standard completamente sviluppata con un quantitativo minimo di parti in movimento. In genere utilizza componenti standard facili da sostituire e comunemente disponibili sul mercato. L’Highrunner risulta pertanto una macchina affidabile che richiede scarsa manutenzione. In assenza di cinghie di trasmissione e di catene di trasmissione sensibili alle fluttuazioni, la macchina mantiene un livello elevato di affidabilitá anche dopo migliaia di ore di funzionamento. Grazie alla sua struttura modulare, la macchina è facile da integrare in qualsiasi processo di imballaggio nonostante l’elevato grado di standardizzazione. Nella versione standard, ad esempio, la macchina è provvista di un ingresso laterale e i prodotti vengono inseriti da destra o da sinistra della piattaforma di formazione. Coloro che desiderano una capacità superiore possono scegliere anche l’alimentazione centrale. Gli strati vengono poi formati alternativamente a destra e a sinistra del nastro alimentatore. In questo modo è possibile formare contemporaneamente diversi strati. Infine, l’Highrummer mk7 è disponibile anche nella versione a doppia alimentazione, in cui due nastri alimentatori e due nastri di formazione garantiscono una capacità estremamente elevata. Esistono anche moduli standard integrabili con facilità per l’aggiunta di una pellicola antis-civolo tra gli strati del pallet e per l’avvolgimento dei pallet.
Utilizzo semplice e convenienteOltre alla semplicità di manutenzione, l’Highrunner si distingue anche per la facilità di utilizzo, soprattutto rispetto ai robot pal-lettizzatori. Premendo un pulsante sulla console di comando del touchscreen, gli operatori possono modificare con semplicità lo schema di accatastamento senza bisogno di modificare fisicamente la macchina. Inoltre, gli operatori possono creare o modificare gli schemi di accatastamento sempre dallo stesso touchscreen. Infine, l’Highrunner consuma poca energia. Come accennato, questa macchina contiene meno parti mobili rispetto ai tradizionali pallettizzatori e pertanto consuma meno. I con-sumi energetici sono bassi anche rispetto ai robot pallettizzatori. L’Highrunner, ad esempio, ha un quantitativo di sistemi di gui-da pari a un robot antropomorfo, ma a differenza dei robot antropomorfi, in cui tutti i sistemi di guida sono sempre in funzione, nell’Highrunner sono attivi soltanto per brevi periodi.

www.Qimarox.it www.Qimarox.it
• Recinzione di sicurezza • Trasportatori verticali • Moduli di pallettizzazione
Pagina - 9
3. Fattori importanti per l’automazione?
L’acquisto di un pallettizzatore o di un robot pallettizzatore richiede innanzitutto un’analisi meticolosa di tutto il processo di imballaggio. La soluzione più adatta varia sempre di caso in caso. Quali sono i principali fattori da considerare?
• Imballaggio. La soluzione per la pallettizzazione dovrebbe essere in grado di pallettizzare tutti i prodotti, che si tratti di scatole, sacchetti, secchi, barattoli, contenitori o vassoi con o senza pellicola. Non tutte le varianti di imballaggio possono essere trattate da qualsiasi macchina o robot allo stesso modo. Inoltre, anche la qualità dell’imballaggio è importante. Soprattutto nell’industria alimentare, sempre più spesso le confezioni vengono progettate per essere messe direttamente sullo scaffale, con tanto di aperture e di linee per la perforazione, che però compromettono la solidità. La macchina o il robot deve poter accatastare queste scatole sul pallet senza danneggiarne il contenuto.
• Schemi di accatastamento. Le forme e le dimensioni variano da prodotto a prodotto. Oltre all’europallet standard (1200 x 800 mm), a volte si utilizzano altri formati di pallet, ad esempio il pallet in legno (1200 x 1000 mm). La combinazione di diverse forme e dimensioni dei prodotti e dei pallet significa che il robot o il pallettizzatore deve poter seguire diversi schemi di accatastamento. A volte è necessario che i prodotti non siano attaccati tra loro ma che siano leggermente distanziati (spaziatura). Bisogna valutare se la soluzione sia flessibile o meno nell’appli- care diversi schemi di accatastamento, con o senza spaziatura. E quanto dura la riconfigurazione quando si cambia schema di accatastamento?
• Capacità. La capacità richiesta è estremamente importante. Quanti prodotti o pallet l’ora devono essere elaborati dalla macchina o dal robot? La capacità richiesta dipende dalla velocità di produzione e dalle linee di imballaggio che provvedono all’alimentazione dei prodotti. Poiché la macchina o il robot durerà anni, la capacità della soluzione di pallettizzazione non deve essere sufficiente soltanto per i flussi di prodotti attuali, ma anche per quelli futuri. Risultano pertanto importanti la visione futura dell’azienda e il fatto che in futuro le confezioni per i consumatori diventeranno sempre più piccole.
• Ingombro. Spesso le aziende dispongono di spazio limitato per installare nuove macchine, soprattutto se nel corso degli anni le linee di produzione o di imballaggio crescono. L’ingombro dalla soluzione per la pallettizzazione non dipende soltanto dalle dimensioni fisiche della macchina o del robot, ma anche dal numero di macchine o robot necessari per ottenere la capacità richiesta. I progetti intelligenti, ad esempio in cui viene sfruttata l’altezza, possono rivelarsi la soluzione migliore.
• Possibilità di ingresso e di uscita. Un robot o un pallettizzatore non è un sistema indipendente, bensì fa parte di una o più linee di imballaggio. La soluzione prescelta dipende dal modo in cui vengono introdotti i prodotti e i pallet vuoti e vengono estratti i pallet pieni. I prodotti vengono inseriti mediante uno o più convogliatori? I pallet pieni vengono scaricati tramite un convogliatore a rulli o vengono prelevati e trasferiti da un carrello elevatore? E quanta capacità tampone bisogna integrare? Il modo in cui si integra l’insieme completo varia in base alla soluzione.
• Ulteriori opzioni. Spesso l’automazione del processo di pallettizzazione non si limita al semplice impiego di macchine o robot per impilare i prodotti sui pallet. Ad esempio, per stabilizzare un pallet a volte è necessario interporre una pellicola tra uno strato e l’altro. Il pallet, una volta creato, spesso viene imballato o avvolto, per aumentarne ulteriormente la stabilità. Infine, nell’ambito del tracciamento dell’origine,è sempre più importante, soprat- tutto nell’industria alimentare, etichettare i pallet per abbinare il contenuto del pallet, compresi i numeri di lotto e i numeri di serie, al numero del pallet. Una soluzione semplifica l’integrazione di tutti questi passaggi aggiuntivi nel processo di pallettizzazione rispetto all’altra soluzione.
m2

www.Qimarox.itPagina - 10
• Semplicità di utilizzo. L’automazione del processo di pallettizzazione non significa che l’intervento umano non sia più necessario. Spesso anzi serve l’intervento dell’operatore quando si cambia prodotto o formato del pallet e bisogna scegliere un altro schema di accatastamento. A volte è addirittura necessario creare un nuovo schema di accatastamento, per esempio quando si introduce un nuovo prodotto. Spesso dalla facilità di scelta o di creazione degli schemi di accatastamento dipende la possibilità di sfruttare appieno tutte le possibilità della soluzione di pallettizzazione.
• Consumi energetici. I consumi energetici stanno diventando sempre più importanti nella gestione aziendale. Non solo perché, con l’aumento dei prezzi dell’energia, a consumi energetici elevati corrispondono costi più elevati, ma anche perché la responsabilità sociale delle imprese e la riduzione delle emissioni di CO2 sono sempre più importanti. Un tipo di macchina o di robot consuma più energia rispetto all’altro.
• Vita utile e manutenzione. Sebbene il robot richieda meno manutenzione rispetto al pallettizzatore, il pallettizzatore dura più a lungo. Un pallettizzatore può durare quindici o vent’anni senza difficoltà e dopo un’eventuale revisione può anche vivere una seconda vita. Il robot articolato invece spesso giunge al termine della sua vita utile dopo dodici- quindici anni e, dato che i costi di riparazione sono elevati, spesso deve essere sostituito in toto.
• Vulnerabilità. L’automazione del processo di pallettizzazione significa anche un aumento della dipendenza dalla tec- nologia. Se la tecnologia si blocca, si arresta tutto il sistema: non soltanto il processo di pallettizzazione, ma spesso anche il processo di imballaggio e il processo di produzione. La sensibilità ai guasti e la vulnerabilità della tecnologia impiegata variano in base alla soluzione di pallettizzazione.
www.Qimarox.it www.Qimarox.it
• Recinzione di sicurezza • Trasportatori verticali • Moduli di pallettizzazione
Pagina - 11
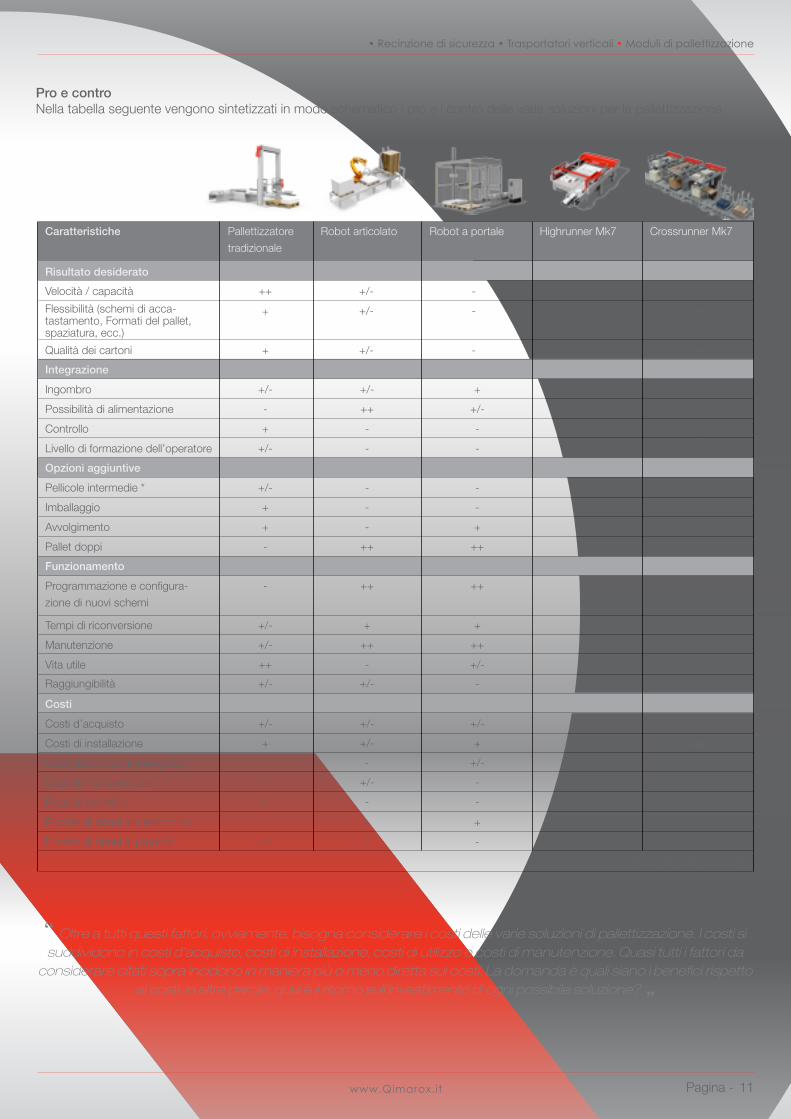
Caratteristiche
Risultato desiderato
Velocità / capacità +/- - ++ ++
+/- - ++ ++
Qualità dei cartoni +/- - ++ ++
Integrazione
Ingombro
Possibilità di alimentazione
Controllo
Livello di formazione dell’operatore
Opzioni aggiuntive
Pellicole intermedie *
Imballaggio
Avvolgimento
Pallet doppi
Funzionamento
Programmazione e configura-
zione di nuovi schemi
Tempi di riconversione
Manutenzione
Vita utile
Raggiungibilità
Costi
Costi d’acquisto
Costi di installazione
Costi dei consumi (energetici)
Costi di manutenzione
Pezzi di ricambio
Rischio di danni alla macchina
Rischio di danni ai prodotti
Pallettizzatore
tradizionale
Robot articolato Robot a portale Highrunner Mk7 Crossrunner Mk7
+/- +/- + + ++
- ++ +/- - -
+ - - + +
+/- - - + +
+/- - - + +
+
-
+/-
+
++
+
++
++
+
-
+
+
-
-
+/-
+/-
++
+/-
+/-
-
-
-
++
++
+
++
-
+/-
-
+
-
+
++
++
+
++
+/-
-
-
+
+
+/-
+/-
+
++
+
++
+
+
-
Pro e controNella tabella seguente vengono sintetizzati in modo schematico i pro e i contro delle varie soluzioni per la pallettizzazione.
*Abbinate alla capacità
-
++
+
+
+
+/-
+
+
+
+
+/-
+/-
-
+/-
-
+/-
+
+/-
-
-
+/-
+/-
+
+
+
Flessibilità (schemi di acca-tastamento, Formati del pallet, spaziatura, ecc.)
++
+
+
‘‘ Oltre a tutti questi fattori, ovviamente, bisogna considerare i costi delle varie soluzioni di pallettizzazione. I costi si suddividono in costi d’acquisto, costi di installazione, costi di utilizzo e costi di manutenzione. Quasi tutti i fattori da
considerare citati sopra incidono in maniera più o meno diretta sui costi. La domanda è quali siano i benefici rispetto ai costi. In altre parole, qual è il ritorno sull’investimento di ogni possibile soluzione? „
Qimarox B.V. Nobelstraat 43 NL- 3846 CE Harderwijk - Paesi Bassi. Tutti i diritti riservati. © 2015. Qimarox.it
“ DISCLAIMER: this document is for informational en promotional purposes onlyall orders are subject to the Qimarox terms and conditions and Qimarox’s written confirmation. Copyright © 2013 Qimarox®™ “
4. Conclusioni
Questo whitepaper non fornisce una risposta univoca alla domanda di quale sia la soluzione più adatta per la pallettizzazione. Dipende in gran parte dalla situazione in cui si deve utilizzare la soluzione per la pallettizzazione e dalle esigenze e dai desideri dell’azienda. Si può giungere a diverse conclusioni sulla base dell’analisi fornita in questo documento.
La prima conclusione è che l’Highrunner mk7 è praticamente sempre preferibile a un pallettizzatore tradizionale. L’Highrunner mk7 è altrettanto veloce, ma offre maggiore flessibilità e molti vantaggi in termini di utilizzo e manutenzione. Inoltre, grazie allo sviluppo continuo pluriennale e al livello elevato di standardizzazione, l’Highrunner costa dal 15% al 30% in meno rispetto alle macchine tradizionali.
La seconda conclusione è che il costo di un Highrunner mk7 non è molto diverso da quello di un robot articolato. Un robot articolato allo stesso prezzo può servire diverse linee di imballaggio, ma è limitato in termini di capacità. L’Highrunner mk7 può essere utilizzato solo per un tipo di prodotto alla volta, ma offre una capacità molto superiore grazie alla possibilità di depositare diversi strati completi in una volta sola. Anche con un robot articolato è possibile appoggiare su un pallet strati completi, ma a tal fine bisogna utilizzare dei dispositivi che riducono i vantaggi del robot ed è necessario procedere alla pre-formazione.
In breve, se la situazione richiede una soluzione di pallettizzazione flessibile e con elevata capacità, l’Highrunner mk7 è molto più conveniente.
E dato che l’Highrunner mk7 è costituito da componenti standard, Qimarox può garantire tempi di consegna brevi. Inoltre,Qimarox ha una vasta rete di partner in grado di installare e integrare l’Highrunner mk7 in ogni continente. Chi sceglie l’Highrunner mk7 può iniziare rapidamente a usare una soluzione per la pallettizzazione flessibile, conveniente ed affidabile.