00015350
15
NORMA TECNICA Prove non distruttive dei fucinati di acciaio - Controllo con liquidi penetranti Non-destructive testing of steel forgings - Penetrant testing La presente norma è la versione ufficiale in lingua italiana della norma europea EN 10228-2 (edizione maggio 1998). La norma descrive il metodo ed i relativi criteri di accettazione da adottare per il controllo dei fucinati di acciaio mediante liquidi penetranti, per la rilevazione di discontinuità superficiali. 30/09/2000 IN VIGORE UNI EN 10228-2:2000 77.040.20 77.140.85 UNSIDER Raccomandata CLASSIFICAZIONE ARGOMENTO TESTO DELLA NORMA 9 Italiano ECISS/TC 28 DATA AUTORI TITOLO ITALIANO TITOLO INGLESE SOMMARIO CLASSIFICAZIONE ICS GRADO DI COGENZA STATO VALIDITA' LINGUA PAGINE PREZZO NON SOCI 27,00 PREZZO SOCI 13,50
Transcript of 00015350

NORMA TECNICA
Prove non distruttive dei fucinati di acciaio - Controllo con liquidi penetranti
Non-destructive testing of steel forgings - Penetrant testing
La presente norma è la versione ufficiale in lingua italiana della norma europea EN10228-2 (edizione maggio 1998). La norma descrive il metodo ed i relativi criteri diaccettazione da adottare per il controllo dei fucinati di acciaio mediante liquidipenetranti, per la rilevazione di discontinuità superficiali.
30/09/2000
IN VIGORE
UNI EN 10228-2:2000
N° RIF. 00015350
77.040.20 77.140.85
UNSIDER
Raccomandata
CLASSIFICAZIONE ARGOMENTO
TESTO DELLA NORMA
9
Italiano
ECISS/TC 28
UNIN1022802_2000_EIT.pdfFilename
DATA
AUTORI
TITOLO ITALIANO
TITOLO INGLESE
SOMMARIO
CLASSIFICAZIONE ICS
GRADO DI COGENZA
STATO VALIDITA'
LINGUA
PAGINE
PREZZO NON SOCI 27,00PREZZO SOCI 13,50
UNI EN 10228-2:2000 - 30-09-2000 - Prove non distruttive dei fucinati di acciaio - Controllo con liquidi penetranti - Non-destructive testing of steel forgings - Penetrant testing
UNSIDER

NORMA ITALIANA
Pagina I di IVNº di riferimento UNI EN 10228-2:2000
© UNI - Milano 2000Riproduzione vietata. Tutti i diritti sono riservati. Nessuna parte del presente documentopuò essere riprodotta o diffusa con un mezzo qualsiasi, fotocopie, microfilm o altro, senzail consenso scritto dell’UNI.
UNIEnte Nazionale Italianodi Unificazione
Via Battistotti Sassi, 11B20133 Milano, Italia
NNNOOO
RRRMMM
AAA EEE
UUURRR
OOOPPP
EEEAAA
UNI EN 10228-2
SETTEMBRE 2000
Prove non distruttive dei fucinati di acciaio
Controllo con liquidi penetranti
Non-destructive testing of steel forgings
Penetrant testing
DESCRITTORI
Fucinato, acciaio, prova non distruttiva, prova mediante liquidi penetranti,stato superficiale, difetto, controllo, condizione di esecuzione, accettabilità,
classe di qualità
CLASSIFICAZIONE ICS
77.040.20; 77.140.85
SOMMARIO
La norma descrive il metodo ed i relativi criteri di accettazione da adottareper il controllo dei fucinati di acciaio mediante liquidi penetranti, per la rile-
vazione di discontinuità superficiali.
RELAZIONI NAZIONALI
RELAZIONI INTERNAZIONALI
= EN 10228-2:1998 La presente norma è la versione ufficiale in lingua italiana della norma
europea EN 10228-2 (edizione maggio 1998).
ORGANO COMPETENTE
UNSIDER - Ente Italiano di Unificazione Siderurgica
RATIFICA
Presidente dell’UNI, delibera del 21 agosto 2000
RICONFERMA
Gr. 4

Pagina II di IVUNI EN 10228-2:2000
Le norme UNI sono revisionate, quando necessario, con la pubblicazione di nuoveedizioni o di aggiornamenti. È importante pertanto che gli utenti delle stesse si accertino di essere in possessodell’ultima edizione e degli eventuali aggiornamenti.
Le norme UNI sono elaborate cercando di tenere conto dei punti di vista di tutte le partiinteressate e di conciliare ogni aspetto conflittuale, per rappresentare il reale statodell’arte della materia ed il necessario grado di consenso.Chiunque ritenesse, a seguito dell’applicazione di questa norma, di poter fornire sug-gerimenti per un suo miglioramento o per un suo adeguamento ad uno stato dell’artein evoluzione è pregato di inviare i propri contributi all’UNI, Ente Nazionale Italiano diUnificazione, che li terrà in considerazione, per l’eventuale revisione della norma stessa.
PREMESSA NAZIONALE
La presente norma costituisce il recepimento, in lingua italiana, del-la norma europea EN 10228-2 (edizione maggio 1998), che assu-me così lo status di norma nazionale italiana. La traduzione è stata curata dall’UNI. L’UNSIDER (Ente Italiano di Unificazione Siderurgica - viale Sarca 336,20126 Milano), ente federato all’UNI, che segue i lavori europei sull’ar-gomento, per delega della Commissione Centrale Tecnica, ha approva-to il progetto europeo il 15 ottobre 1997 e la versione in lingua italianadella norma il 16 marzo 1999.
Per agevolare gli utenti, viene di seguito indicata la corrispondenzatra le norme citate al punto "Riferimenti normativi" e le norme italia-ne vigenti: EN 473 = UNI EN 473 EN 571-1 = UNI EN 571-1

INDICE
Pagina III di IVUNI EN 10228-2:2000
PREMESSA
2
1 SCOPO E CAMPO DI APPLICAZIONE
3
2 RIFERIMENTI NORMATIVI
3
3 DEFINIZIONI
3
4 ELEMENTI DA CONCORDARE ALL’ORDINE
3
5 ISTRUZIONI DI PROVA SCRITTE
4
6 QUALIFICAZIONE DEL PERSONALE
4
7 SISTEMA DI PROVA
4
8 STADIO DEL PROCESSO DI FABBRICAZIONE
5
9 STATO SUPERFICIALE
5
10 ESTENSIONE SUPERFICIALE DEL CONTROLLO
5
11 PROCEDIMENTO DI CONTROLLO MEDIANTE LIQUIDI PENETRANTI
5
12 OSSERVAZIONE VISIVA
5
13 CLASSIFICAZIONE DELLE INDICAZIONI
6
figura 1
Classificazione delle indicazioni lineari
.................................................................................................
7
14 CRITERI PER LA REGISTRAZIONE E L’ACCETTAZIONE
7
prospetto 1
Classi di qualità, livelli di registrazione e criteri di accettazione
...................................................
8
15 ELIMINAZIONE DEI DIFETTI
8
16 PULITURA
8
17 RESOCONTO DI PROVA
8

Pagina IV di IVUNI EN 10228-2:2000

La presente norma europea è stata approvata dal CEN I membri del CEN devono attenersi alle Regole Comuni del CEN/CENELECche definiscono le modalità secondo le quali deve essere attribuito lo status dinorma nazionale alla norma europea, senza apportarvi modifiche. Gli elenchiaggiornati ed i riferimenti bibliografici relativi alle norme nazionali corrisponden-ti possono essere ottenuti tramite richiesta alla Segreteria Centrale oppure aimembri del CEN.La presente norma europea esiste in tre versioni ufficiali (inglese, francese etedesca). Una traduzione nella lingua nazionale, fatta sotto la propria respon-sabilità da un membro del CEN e notificata alla Segreteria Centrale, ha il me-desimo status delle versioni ufficiali.I membri del CEN sono gli Organismi nazionali di normazione di Austria,Belgio, Danimarca, Finlandia, Francia, Germania, Grecia, Irlanda, Islanda,Italia, Lussemburgo, Norvegia, Paesi Bassi, Portogallo, Regno Unito,Repubblica Ceca, Spagna, Svezia e Svizzera.
Pagina 1 di 10UNI EN 10228-2:2000
CENCOMITATO EUROPEO DI NORMAZIONE
European Committee for StandardizationComité Européen de NormalisationEuropäisches Komitee für Normung
Segreteria Centrale: rue de Stassart, 36 - B-1050 Bruxelles
© CENTutti i diritti di riproduzione, in ogni forma, con ogni mezzo e in tutti i Paesi, sonoriservati ai Membri nazionali del CEN.
EN 10228-2
MAGGIO 1998
NORMA EUROPEA
Prove non distruttive dei fucinati di acciaio
Controllo con liquidi penetranti
EUROPEAN STANDARD
Non-destructive testing of steel forgings
Penetrant testing
NORME EUROPÉENNE
Essais non destructifs des pièces forgées en acier
Contrôle par ressuage
EUROPÄISCHE NORM
Zerstörungsfreie Prüfung von Schmiedestücken aus Stahl
Eindringprüfung
DESCRITTORI
Fucinato, acciaio, prova non distruttiva, prova mediante liquidi penetranti, statosuperficiale, difetto, controllo, condizione di esecuzione, accettabilità, classe diqualità
ICS
77.040.20; 77.140.85
il 21 dicembre 1997.
1998

Pagina 2 di 10UNI EN 10228-2:2000
PREMESSA
La presente norma europea è stata elaborata dal Comitato Tecnico ECISS/TC 28 "Prodot-ti fucinati e stampati a caldo", la cui segreteria è affidata al BSI.Alla presente norma europea deve essere attribuito lo status di norma nazionale, o me-diante la pubblicazione di un testo identico o mediante notifica di adozione, entro novem-bre 1998, e le norme nazionali in contrasto devono essere ritirate entro novembre 1998.I titoli delle altre parti della presente norma europea sono i seguenti:Parte 1: Magnetic particle inspection [Controllo magnetoscopico]Parte 3: Ultrasonic testing of ferritic or martensitic steel forgings [Controllo con ultrasuo-
ni dei fucinati di acciaio ferritici o martensitici]Parte 4: Ultrasonic testing of austenitic and austenitic-ferritic stainless steel forgings
[Controllo con ultrasuoni dei fucinati di acciaio inossidabile austenitico ed au-steno-ferritico]
In conformità alle Regole Comuni CEN/CENELEC, gli enti nazionali di normazione dei se-guenti Paesi sono tenuti a recepire la presente norma europea: Austria, Belgio, Danimar-ca, Finlandia, Francia, Germania, Grecia, Irlanda, Islanda, Italia, Lussemburgo, Norvegia,Paesi Bassi, Portogallo, Regno Unito, Repubblica Ceca, Spagna, Svezia e Svizzera.

Pagina 3 di 10UNI EN 10228-2:2000
1 SCOPO E CAMPO DI APPLICAZIONE
La presente parte della EN 10228 descrive il metodo ed i criteri di accettazione da adot-tare per il controllo dei fucinati di acciaio mediante liquidi penetranti. Il metodo descritto èutilizzato per la rilevazione delle discontinuità superficiali.
2 RIFERIMENTI NORMATIVI
La presente parte della EN 10228 rimanda, mediante riferimenti datati e non, a disposi-zioni contenute in altre pubblicazioni. Tali riferimenti normativi sono citati nei punti appro-priati del testo e vengono di seguito elencati. Per quanto riguarda i riferimenti datati, suc-cessive modifiche o revisioni apportate a dette pubblicazioni valgono unicamente se intro-dotte nella presente parte della EN 10228 come aggiornamento o revisione. Per i riferi-menti non datati vale l’ultima edizione della pubblicazione alla quale si fa riferimento.
EN 473 Qualification and certification of NDT personnel - General principles[Qualifica e certificazione del personale addetto alle prove non di-struttive - Principi generali]
EN 571-1 Non-destructive testing - Penetrant testing - General principles forthe examination [Prove non distruttive - Esame con liquidi pene-tranti - Principi generali]
prEN 1330-6 Non-destructive testing - Terminology [Prove non distruttive - Ter-minologia - Termini utilizzati nel controllo con liquidi penetranti]
prEN ISO 3452-2 Non-destructive testing - Penetrant testing - Testing of penetrantmaterials [Prove non distruttive - Esame con liquidi penetranti -Prove dei materiali utilizzati per i controlli con liquidi penetranti]
prEN ISO 3452-4 Non-destructive testing - Penetrant testing - Equipment [Prove nondistruttive - Esame con liquidi penetranti - Attrezzatura]
3 DEFINIZIONI
Ai fini della presente parte della EN 10228 si applicano le definizioni del prEN 1330-6.
4 ELEMENTI DA CONCORDARE ALL’ORDINE
I seguenti aspetti riguardanti il controllo mediante liquidi penetranti devono essere concor-dati tra il committente ed il fornitore all’atto della richiesta d’offerta e dell’ordine:
a) lo(gli) stadio(i) del processo di fabbricazione in corrispondenza del(i) quale(i) deve es-sere effettuato il controllo mediante liquidi penetranti (vedere 8);
b) le zone superficiali da esaminare (vedere 9);
c) se il controllo deve essere effettuato mediante contrasto di colore oppure con liquidipenetranti fluorescenti (vedere 7.1);
d) la classe di qualità richiesta, oppure le classi di qualità e le zone superficiali per cui es-se valgono (vedere 14);
e) i criteri utilizzabili di registrazione e di accettazione, se differenti da quelli figuranti nelprospetto 1;
f) se la prova deve essere eseguita in presenza del committente o del suo rappresen-tante;
g) se le istruzioni di prova scritte devono essere sottoposte all’approvazione da parte delcommittente (vedere 5).

Pagina 4 di 10UNI EN 10228-2:2000
5 ISTRUZIONI DI PROVA SCRITTE
5.1 Generalità
Il controllo mediante liquidi penetranti deve essere effettuato in conformità ad istruzioniscritte. Se è stato specificato nella richiesta d’offerta e nell’ordine, le istruzioni scritte de-vono essere sottoposte all’approvazione da parte del committente prima della prova.
5.2 Forma
Le istruzioni scritte devono essere disponibili in una delle seguenti forme:
a) una specifica di prodotto;
b) un procedimento scritto predisposto specificamente per l’applicazione in questione;
c) può essere utilizzata la presente parte della EN 10228 se è accompagnata dai parti-colari relativi al controllo specifici per l’applicazione in questione.
5.3 Contenuto
Le istruzioni scritte devono comprendere almeno i seguenti elementi:
a) descrizione dei fucinati da sottoporre a controllo;
b) documenti di riferimento;
c) qualificazione e certificazione del personale addetto ai controlli;
d) stadio del processo di fabbricazione in corrispondenza del quale il controllo deve es-sere effettuato;
e) zona(e) superficiale(i) specificata(e) e classi di qualità per essa(e) applicabili;
f) tipo di prodotto da utilizzare per il controllo mediante liquidi penetranti: mezzo pene-trante, solvente, emulsionante, liquido rivelatore;
g) stato superficiale richiesto;
h) condizioni di osservazione;
i) descrizione delle operazioni di pulitura e di asciugatura da effettuare prima della pro-va, compresi i materiali di pulitura utilizzati ed il tempo minimo consentito per l’asciu-gatura;
j) descrizione dell’applicazione del mezzo penetrante, compresi la temperatura di appli-cazione ed il tempo di penetrazione;
k) descrizione dell’eliminazione dell’eccesso di mezzo penetrante e dell’asciugatura pri-ma dell’applicazione del liquido rivelatore;
l) descrizione dell’applicazione del liquido rivelatore, compreso il tempo di sviluppo;
m) metodo di marcatura o di registrazione delle indicazioni;
n) criteri di accettazione;
o) se è richiesta una successiva pulitura; in caso affermativo, una descrizione del relativoprocedimento;
p) resoconto dell’esame.
6 QUALIFICAZIONE DEL PERSONALE
Il personale deve essere qualificato e certificato in conformità alla EN 473.
7 SISTEMA DI PROVA
7.1 Prodotti per la prova
I prodotti per la prova mediante liquidi penetranti (mezzo penetrante, emulsionante, solven-te e liquido rivelatore) devono essere conformi alla EN 571-1. L’insieme dei prodotti da uti-lizzare per la prova mediante liquidi penetranti deve rispondere alle seguenti prescrizioni:

Pagina 5 di 10UNI EN 10228-2:2000
a) essi devono risultare conformi alla EN 571-1;
b) essi devono risultare compatibili con il materiale da sottoporre al controllo (vedere, atitolo di orientamento, la EN 571-1);
c) essi devono consentire di raggiungere (vedere EN 571-1) il livello di registrazione dautilizzare (vedere prospetto 1) per la determinazione dei livelli di sensibilità.
7.2 Apparecchiatura
L’apparecchiatura utilizzata deve essere conforme al prEN ISO 3452-4.
Nota
Può essere utilizzata l’apparecchiatura indicata qui di seguito:
a) pistola a spruzzo o aerosol;b) serbatoio di immersione;c) pistola a spruzzo elettrostatica.
7.3 Prova di funzionalità
La sensibilità del mezzo penetrante deve essere determinata conformemente al prEN ISO 3452-2.
Nota
La temperatura del fucinato dovrebbe essere controllata allo scopo di assicurarsi che essa risulti entro i limitidi temperatura specificati dal produttore dei mezzi di rilevamento.
8 STADIO DEL PROCESSO DI FABBRICAZIONE
Dove fattibile, il controllo di accettazione finale deve essere effettuato sul fucinato allo sta-to di fornitura (vedere 4).
9 STATO SUPERFICIALE
Le superfici da sottoporre a prova devono essere pulite ed esenti da scaglia, olio, grasso,impronte di lavorazione, vernici ed ogni altro materiale estraneo che potrebbe influenzarein senso negativo la sensibilità del controllo o la possibilità di interpretare le indicazioni.Lo stato di finitura superficiale delle superfici da esaminare deve essere tale che ne risultiuna rugosità
R
a
≤
6,3
µ
m per le classi di qualità 2, 3 e 4 e
R
a
≤
12,5
µ
m per la classe diqualità 1.
10 ESTENSIONE SUPERFICIALE DEL CONTROLLO
Dove fattibile, la prova deve essere eseguita in modo tale da raggiungere un’estensionepercentuale della superficie da esaminare pari al 100%.
11 PROCEDIMENTO DI CONTROLLO MEDIANTE LIQUIDI PENETRANTI
Il procedimento di controllo mediante liquidi penetranti deve essere conforme alla EN 571-1.
12 OSSERVAZIONE VISIVA
12.1 Generalità
L’osservazione della superficie deve iniziare immediatamente dopo che il liquido rivelatoreè applicato e deve continuare periodicamente fino alla fine del tempo di sviluppo, quandodeve essere effettuata la valutazione finale delle indicazioni.

Pagina 6 di 10UNI EN 10228-2:2000
12.2 Condizioni di osservazione
Le condizioni di osservazione devono essere le seguenti:
a) Liquidi penetranti a contrasto di coloreLa superficie da esaminare deve essere osservata sotto luce bianca avente un’inten-sità di illuminazione pari ad almeno 500 lx sulla superficie. Devono essere evitati ab-bagliamenti e riflessioni.
Nota
Livelli minori di intensità possono essere concordati tra il committente ed il fornitore.
b) Liquidi penetranti fluorescentiLa superficie da esaminare deve essere osservata sotto luce UV-A (nera) avente un’in-tensità di irradiazione pari ad almeno 10 W/m
2
sulla superficie.L’intensità di illuminazione della luce bianca di fondo non deve risultare maggiore di 20 lx.Prima dell’esame deve essere consentito un tempo di adattamento di almeno 5 min per-chè gli occhi dell’operatore divengano assuefatti all’illuminazione ridotta di fondo e lalampada UV-A deve essere lasciata riscaldarsi per almeno 5 min.
13 CLASSIFICAZIONE DELLE INDICAZIONI
Si devono applicare le seguenti regole (vedere figura 1):
a) Un’indicazione lineare deve essere considerata "isolata" quando non è allineata connessun’altra indicazione lineare, oppure quando è allineata con un’altra indicazione li-neare, ma risulta separata da essa di più di cinque volte la lunghezza della più lungadelle due indicazioni prese in considerazione.
b) Le indicazioni lineari raggruppate sono costituite da due (o più) indicazioni lineari cherisultano allineate, e devono essere considerate, ai fini della loro valutazione, comeuna sola indicazione di lunghezza continua qualora la distanza tra due indicazionisuccessive sia minore o uguale a cinque volte la lunghezza della più lunga delle dueindicazioni in questione. La lunghezza delle indicazioni raggruppate è la lunghezzamisurata tra le estremità opposte delle due indicazioni estreme.
c) La lunghezza cumulativa delle indicazioni lineari è la somma delle lunghezze di tuttele indicazioni lineari rilevate nella superficie di riferimento (e cioè 148 mm
×
105 mm,oppure formato A6).
Nota
Un’indicazione lineare è un’indicazione la cui lunghezza è maggiore di tre volte la larghezza.
d) Un’indicazione tondeggiante è un’indicazione la cui lunghezza è minore o uguale a trevolte la larghezza.
e) Non deve essere tenuto conto delle indicazioni false dovute alla configurazione geo-metrica del fucinato (variazione di sezione, fessure, ecc.) oppure alla finitura superfi-ciale (graffi, impronte di lavorazione, ecc.).

Pagina 7 di 10UNI EN 10228-2:2000
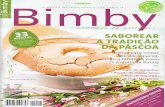
figura 1
Classificazione delle indicazioni lineari
Chiarimenti:
a) Superficie di riferimento = 148 mm
×
105 mm (e cioè formato A6).
b)
d
1
< 5
L
1
;
d
2
< 5
L
2
;
d
3
> 5
L
3
.
c)
L
1
,
L
2
ed
L
3
= lunghezze singole delle indicazioni raggruppate.
d) Lunghezza complessiva delle indicazioni raggruppate
L
g
= (
L
1
+
d
1
) + (L2 + d2) + L3.
e) L4, L5 ed L6 = lunghezze delle indicazioni isolate.
f) Lg + L4 + L5 + L6 = lunghezza cumulativa delle indicazioni lineari entro la superficie diriferimento.
g) 4 = numero di indicazioni entro la superficie di riferimento (identificate da Lg, L4, L5 edL6), vedere prospetto 1.
14 CRITERI PER LA REGISTRAZIONE E L’ACCETTAZIONESi devono applicare quattro classi di qualità per un fucinato o per parti di un fucinato. Laclasse di qualità 4 è la più severa, che impone il più basso livello di registrazione ed il cri-terio di accettazione più ristretto. Per i fucinati per impieghi generali, che sono forniti sol-tanto con lo stato superficiale grezzo di fucinatura, sono applicabili le classi di qualità 1 e2. Per i fucinati prodotti mediante fucinatura a stampo chiuso la classe di qualità 3 deveessere considerata come prescrizione minima.La(le) classe(i) di qualità applicabile(i) deve(devono) essere concordata(e) tra il commit-tente ed il fornitore. Il prospetto 1 riporta in dettaglio i livelli di registrazione ed i criteri diaccettazione da applicare per le quattro classi di qualità.
Nota Dove concordato, possono essere utilizzati livelli di registrazione e criteri di accettazione differenti da quellifiguranti nel prospetto 1.
123
Indicazioni raggruppateIndicazioni isolateSuperficie di riferimento
Legenda
Dimensioni in mm

Pagina 8 di 10UNI EN 10228-2:2000
prospetto 1 Classi di qualità, livelli di registrazione e criteri di accettazione
15 ELIMINAZIONE DEI DIFETTILe indicazioni che non rispondono ai criteri di accettazione applicabili devono essere con-siderate come difetti. L’eliminazione di un difetto deve essere seguita da un ulteriore con-trollo mediante liquidi penetranti, utilizzando lo stesso sistema di prova mediante liquidipenetranti utilizzato per la prova precedente. I difetti devono essere eliminati mediantemolatura o lavorazione di macchina, a condizione che le dimensioni del fucinato restinoentro i limiti di tolleranza. L’eliminazione di un difetto mediante molatura deve essere effet-tuata nella direzione perpendicolare al difetto stesso ed in modo tale da raccordare l’inca-vo risultante con il resto della superficie.
16 PULITURALa pulitura deve essere effettuata dopo il controllo mediante liquidi penetranti nei casi incui i prodotti per le prove mediante liquidi penetranti potrebbero interferire con le esigenzeinerenti alla successiva lavorazione od al comportamento in servizio del fucinato.
17 RESOCONTO DI PROVATutti i controlli mediante liquidi penetranti devono essere oggetto di un resoconto scrittoche deve comprendere almeno i dati seguenti:
a) nome del fornitore;
b) numero dell’ordine;
c) identificazione del(dei) fucinato(i) sottoposto(i) a controllo;
d) estensione dei controlli: superficie(i) e classe(i) di qualità applicabile(i);
e) stadio del processo di fabbricazione in corrispondenza del quale è stato effettuato ilcontrollo mediante liquidi penetranti;
f) stato superficiale;
g) designazione del sistema di controlli mediante liquidi penetranti utilizzato, in conformi-tà alla EN 571-1, assieme alle designazioni di fabbricazione e dei prodotti di prova uti-lizzati;
h) condizioni di osservazione;
i) riferimento alla presente norma oppure alle istruzioni scritte utilizzate (dove pertinente);
Parametro Classe di qualità
1 2 3 41)
Livello di registrazione, in mm2) ≥ 7 ≥ 3 ≥ 3 ≥ 1
Lunghezza massima ammissibile L delle indica-zioni lineari isolate e lunghezza massima ammis-sibile Lg delle indicazioni raggruppate, in mm2)
20 8 4 2
Lunghezza cumulativa massima ammissibiledelle indicazioni lineari sulla superficie di riferi-mento, in mm2)
75 36 24 5
Massima dimensione ammissibile delle indica-zioni tondeggianti isolate, in mm2)
30 12 8 3
Massimo numero ammissibile di indicazioniriscontrabili sulla superficie di riferimento3)
15 10 7 5
1) La classe di qualità 4 non è applicabile per l’esame di zone comportanti un sovrammetallo di lavorazione ≥ 0,5 mm perogni faccia.
2) I lavori tabulati riguardano la dimensione dell’indicazione, non l’estensione superficiale del difetto.3) Superficie di riferimento = 148 mm × 105 mm (e cioè formato A6).

Pagina 9 di 10UNI EN 10228-2:2000
j) risultati del controllo:
1) posizione,
2) classificazione,
3) orientamento e dimensioni di tutte le indicazioni che risultano superare il corri-spondente livello di registrazione,
4) numero delle indicazioni rilevate sulla superficie di riferimento,
5) descrizione delle indicazioni non accettabili;
k) i particolari relativi ad ogni eventuale limitazione riguardante l’estensione superficialerichiesta per il controllo;
l) data del controllo;
m) nome, qualifica e firma dell’operatore.

La pubblicazione della presente norma avviene con la partecipazione volontaria dei Soci,dell’Industria e dei Ministeri.Riproduzione vietata - Legge 22 aprile 1941 Nº 633 e successivi aggiornamenti.
UNIEnte Nazionale Italianodi UnificazioneVia Battistotti Sassi, 11B20133 Milano, Italia
UNI EN 10228-2:2000
PUNTI DI INFORMAZIONE E DIFFUSIONE UNI
Milano (sede) Via Battistotti Sassi, 11B - 20133 Milano - Tel. 0270024200 - Fax 0270105992Internet: www.uni.com - Email: [email protected]
Roma Via delle Colonnelle, 18 - 00186 Roma - Tel. 0669923074 - Fax 066991604Email: [email protected]
Ancona c/o SO.GE.S.I.Via Filonzi - 60131 Ancona - Tel. 0712900240 - Fax 0712866831
Bari c/o Tecnopolis CSATA Novus OrtusStrada Provinciale Casamassima - 70010 Valenzano (BA) - Tel. 0804670301 - Fax 0804670553
Bologna c/o CERMETVia A. Moro, 22 - 40068 San Lazzaro di Savena (BO) - Tel. 0516250260 - Fax 0516250262
Brescia c/o AQMVia Lithos, 53 - 25086 Rezzato (BS) - Tel. 0302590656 - Fax 0302590659
Cagliari c/o Centro Servizi Promozionali per le ImpreseViale Diaz, 221 - 09126 Cagliari - Tel. 070349961 - Fax 07034996306
Catania c/o C.F.T. SICILIAPiazza Buonarroti, 22 - 95126 Catania - Tel. 095445977 - Fax 095446707
Firenze c/o Associazione Industriali Provincia di FirenzeVia Valfonda, 9 - 50123 Firenze - Tel. 0552707206 - Fax 0552707204
Genova c/o CLP Centro Ligure per la Produttività Via Garibaldi, 6 - 16124 Genova - Tel. 0102704279 - Fax 0102704436
La Spezia c/o La Spezia Euroinformazione, Promozione e SviluppoPiazza Europa, 16 - 19124 La Spezia - Tel. 0187728225 - Fax 0187777961
Napoli c/o Consorzio Napoli RicercheCorso Meridionale, 58 - 80143 Napoli - Tel. 0815537106 - Fax 0815537112
Pescara c/o Azienda Speciale Innovazione Promozione ASIPVia Conte di Ruvo, 2 - 65127 Pescara - Tel. 08561207 - Fax 08561487
Reggio Calabria c/o IN.FORM.A. Azienda Speciale della Camera di CommercioVia T. Campanella, 12 - 89125 Reggio Calabria - Tel. 096527769 - Fax 0965332373
Torino c/o Centro Estero Camere Commercio PiemontesiVia Ventimiglia, 165 - 10127 Torino - Tel. 0116700511 - Fax 0116965456
Treviso c/o Treviso TecnologiaPalazzo Cristallo - Via Roma, 4/d - 31020 Lancenigo di Villorba (TV) - Tel. 0422608858 - Fax 0422608866
Udine c/o CATASVia Antica, 14 - 33048 San Giovanni al Natisone (UD) - Tel. 0432747211 - Fax 0432747250
Vicenza c/o TECNOIMPRESA I.P.I. S.r.l.Piazza Castello, 2/A - 36100 Vicenza - Tel. 0444232794 - Fax 0444545573
Pagina 10 di 10