Valutazione del danneggiamento indotto da sollecitazioni statiche

ENTE PER LE NUOVE TECNOLOGIE,L'ENERGIA E L'AMBIENTE
Associazione EURATOM-ENEA sulla Fusione
STUDIO DELLE SOLLECITAZIONI NELSISTEMA DI PRESSA PASSIVA DI
IGNITOR
ANDREA CAPRICCIOLI, PAOLO FROSI
ENEA - Unità Tecnico Scientifica FusioneCentro Ricerche Frascati, Roma
RT/2004/40/FUS

Questo rapporto è stato preparato da: Servizio Edizioni Scientifiche - ENEA, Centro RicercheFrascati, C.P. 65 - 00044 Frascati, Roma, Italia
I contenuti tecnico-scientifici dei rapporti tecnici dell'ENEA rispecchiano l'opinione degli autorie non necessariamente l’opinione dell'Ente.

STUDIO DELLE SOLLECITAZIONI NEL SISTEMA DI PRESSA PASSIVADI IGNITOR
Riassunto
E’ stata eseguita un’analisi delle tensioni del sistema di pressa passiva di Ignitor con unmodello agli elementi finiti. E’ stata valutata la stabilità dell’anello di blindaggio duranteil montaggio ed è stato considerato il sistema di forzamento dei cunei mediante dilatazio-ne termica dei tiranti. I dati relativi alla geometria, ai materiali ed ai carichi sono statipresi dai precedenti documenti Ansaldo.
Parole chiave: Ignitor, pressa passiva, analisi fem, cuneo, c-clamp.
STRESS ANALYSIS IN THE IGNITOR PASSIVE PRESS SYSTEM
Abstract
A stress analysis about Ignitor passive press system has been carried out with a femmodel. The tensioning ring’s stability during assembly has been evaluated, and the stret-ching wedge’s system with bolt’s thermal expansion has been considered. The data aboutgeometry, materials and loads have been taken from previous Ansaldo reports.
keywords:Ignitor, passive press, fem analysis, wedge, c-clamp.

INDICE
1. INTRODUZIONE...........................................................................................................7
2. SCOPO ...........................................................................................................................8
3. DESCRIZIONE DEL SISTEMA PRESSA PASSIVA.....................................................9
4. SCELTE PRELIMINARI.............................................................................................. 12
5. MODELLO FEM .......................................................................................................... 14
6. ANALISI DEI RISULTATI .......................................................................................... 17
7. ACCETTAZIONE DEI CARICHI ................................................................................ 21
8. CONSIDERAZIONI SUI TIRANTI.............................................................................. 21
9. SIMULAZIONE DELL’ATTRITO............................................................................... 23
10. PROBLEMI CONNESSI CON L’USO DELLA VETRONITE ..................................... 29
11. CONCLUSIONI............................................................................................................ 30
BIBLIOGRAFIA ................................................................................................................. 32

7
STUDIO DELLE SOLLECITAZIONI NEL SISTEMA DI
PRESS PASSIVA DI IGNITOR
1. INTRODUZIONE
Il presente lavoro si inquadra nel contesto più ampio della progettazione della macchinaIGNITOR, macchina pensata per sperimentare, alla luce delle tecnologie esistenti, lecondizioni di ignizione dei plasmi.
IGNITOR si inquadra nel panorama delle macchine compatte ad alto campo, ideata perprodurre l’ignizione del plasma sotto opportune condizioni di temperatura e pressione.
Per una descrizione dettagliata della macchina si rimanda ai documenti esistenti; ai fini delnostro lavoro è sufficiente ricordare che essa è costituita da :
• una serie di bobine in rame dette poloidali avvolte attorno all’asse centrale che generano ilcampo magnetico “poloidale”
• un serbatoio torosferico coassiale con le bobine poloidali dove si generano i plasmi oggettodi studio;
• elettromagneti in rame ed argento avvolti attorno al serbatoio torosferico nei quali fluiscela corrente che genera il campo magnetico “toroidale”;
• unità modulari disposte in senso meridiano, dette C-Clamp, ideate per resistere alle azionielettromagnetiche radiali centrifughe, torsionali, ed assiali che nascono durante le prove;
• sistema di blindaggio di questi elementi di contenimento mediante cunei, anello dicerchiaggio, spessori per la registrazione dei giochi, ecc.;
• criostato per il mantenimento della temperatura di esercizio.
In particolare, le gambe interne del magnete toroidale sono sottoposte a forzeelettromagnetiche che sono equilibrate per effetto del “bucking” ossia del contatto

8
superficiale tra le bobine poloidali e le toroidali, per effetto del “wedging” cioè incuneamentomutuo tra le gambe interne dei magneti toroidali e inoltre per le reazioni offerte dagli elementistrutturali (C-Clamp).
A determinare il voluto grado di rigidità sia in senso longitudinale che in sensocirconferenziale e torsionale, contribuiscono in maniera significativa i sopraddetti elementimeridiani (C-Clamp) che insieme formano un guscio che avvolge gli elettromagneti toroidali.
2. SCOPO
L’insieme delle parti che costituisce il campo magnetico toroidale si suddivide in 12 moduli;ciascun modulo si compone di quattro C-Clamp opportunamente sagomati e due magnetitoroidali.
Tale componente ha una forma a C (da cui il nome) e porta alle estremità due sporgenze amensola: una radiale (il cosiddetto naso) ed una longitudinale (la cosiddetta bandiera).
Per capire il motivo di tale geometria occorre ricordare che durante il funzionamento dellamacchina si sviluppano forze elettromagnetiche tali da sottoporre a trazione la gamba internadel magnete toroidale. Le reazioni a tali forze sono offerte dal naso del C-Clamp (vedi fig.1)che contrasta tale allungamento: quindi per evitare il piegamento del naso in senso assiale labandiera si inflette radialmente verso l’interno proprio per effetto degli anelli di forzamento.
Il primo anello costituisce (vedi fig.1), insieme alle due bobine posizionate al suo interno, lacosiddetta pressa elettromagnetica attiva che serve a esplicare la ulteriore forza radiale dicerchiaggio proprio quando gli sforzi elettromagnetici nella gamba interna del magnetetoroidale sono elevati (in dipendenza dello scenario di corrente previsto).
Il secondo anello serve invece a fornire il precarico permanente: è realizzato con lamiera inacciaio inossidabile avvolta ad elica a strati isolati per evitare le correnti indotte.
La trasmissione degli sforzi dall’anello cosiddetto passivo alla bandiera del C-Clamp avvieneper mezzo dei cunei (dritto e rovescio), controcunei (interno ed esterno) e spessoramento.
Il presente lavoro si prefigge proprio lo scopo di analizzare mediante il metodo degli elementifiniti lo stato tensionale dei componenti della pressa passiva; inoltre, nota che sia la geometriadei suoi componenti, si è voluto valutare la stabilità del forzamento durante il montaggio; edinfine si è valutato la fattibilità del sistema di forzamento dei cunei mediante dilatazionetermica dei tiranti come è spiegato nei paragrafi successivi.

9
Fig. 1 - Sezione radiale del sistema di pressa passiva
Per tutte queste simulazioni che verranno trattate nel dettaglio in seguito, si è usato il codiceagli elementi finiti ANSYS Inc. Release 5.5.
3. DESCRIZIONE DEL SISTEMA PRESSA PASSIVA
La pressa radiale passiva permette il forzamento radiale dei C-Clamp arrivando ad esercitareuna forza di 180 MN alla temperatura di 30 K.

10
Essa è composta da (vedi figura 1):
1. anello esterno di forzamento radiale composto da lamiera avvolta a spirale;
2. controcuneo dal lato dell’anello (due per ogni modulo);
3. controcuneo dal lato della bandiera (due per ogni modulo);
4. cuneo dritto con foro per il passaggio del tirante (quattro per ogni modulo);
5. tirante di serraggio dei cunei;
6. cuneo rovescio per l’ancoraggio del tirante;
7. spessoramento in acciaio.
Vi è poi una struttura che sostiene le due presse: essa è composta da travi radiali (vedi figura1) che collegano le bandiere dei C-Clamp con l’esterno della macchina: verso l’interno permezzo di uno snodo sferico con biella e verso l’esterno mediante due tiranti con rondellesferiche.
Per comprendere il funzionamento della pressa passiva ricordiamo che, ai fini del montaggio,si posiziona dapprima l’anello di blindaggio; poi si monta il sistema cunei e controcunei einfine gli spessori a ridosso della bandiera. L’anello in fase di montaggio viene preriscaldatocon un salto termico di 60 °C per facilitare l’inserimento dei cunei.
A questo punto si riporta a temperatura ambiente l’anello medesimo ottenendo un valore delprecarico di 190 MN che diventerà 180 MN a temperatura criogenica.
Quando si è raggiunto il massimo valore del precarico la bandiera del C-Clamp si infletteradialmente verso l’interno con una freccia pari a 4,74 mm.
A causa di questa inflessione, lo spessoramento è stato realizzato con una rastremazione versoil basso pari a 1,72 mm (valore teorico ricavato sulla base degli scenari previsti), in modo dagarantire la massima complanarità delle superfici a contatto quando la bandiera del C-Clampè inflessa.
Nella figura 2 si riporta la vista in pianta di un settore del sistema di blindaggio sezionato adue differenti altezze: quella relativa alla pressa attiva (il settore più in alto verso destra), equella relativa al nostro caso (settore più in basso verso sinistra). Si nota che ai fini del nostrostudio la periodicità non è relativa a quattro C-Clamp (cioè un modulo) bensì a due cioè ladisposizione che si ripete è quella di due cunei e uno spessoramento ogni due C-Clamp;inoltre questa configurazione (un settore di 15 gradi) è simmetrica rispetto alla direzione

11
radiale che passa in mezzo ai due cunei. Ciò ha notevolmente semplificato il modello comevedremo in seguito.
La disposizione dei componenti, procedendo verso l’interno (fig. 2) è: anello di blindaggio,controcuneo dal lato dell’anello, due cunei con i relativi tiranti, controcuneo dal lato dellabandiera, spessoramento e infine la sezione delle bandiere dei C-Clamp. Da notare che lasuperficie (al raggio esterno) della bandiera del C-Clamp è rettilinea, e quindi tale è lospessoramento ed il controcuneo ad esso adiacente, invece quello dal lato dell’anello ha unasuperficie dritta (quella a ridosso del cuneo) e una curva dal lato dell’anello: ne risulta perquest’ultimo una forma rastremata allontanandosi dall’asse di simmetria.
BOBIN
A DI
PRE
SSA
INTE
RNA
BOBIN
A DI
PRE
SSA
ESTE
RNA
ANELLO DI B
LINDAGGIO
ANEL
LO D
I BLIN
DAGG
IO
ASOLA DI PASSAGGIOCONNESSIONI BOBINE
30°
30°
30°
15°
11.2
5°3.
75°
15°
15°
7.5°
3.75
°3.
75°
3.75°
15°
3.75°
7.5°
Ingressi/uscite alimentazionibobina di pressa esterna (tipico)
Ingressi/uscite alimentazionibobina di pressa interna (tipico)
(TIPICO)
Fig. 2 - Componenti della pressa passiva sezionati lungo un piano perpendicolare all’asse della macchina

12
4. SCELTE PRELIMINARI
Dopo aver descritto sommariamente la geometria, passiamo ad esporre le scelte effettuate perla modellazione. La nostra analisi parte dalla valutazione della freccia della bandiera delC–Clamp risultante dalla simulazione numerica fatta da ANSALDO (rif [1]).
Dovendo analizzare il comportamento della pressa passiva, è stata modellata soltanto labandiera del C-Clamp: ciò perché è importante riprodurne soltanto l’inflessione ai fini dellavalutazione dello stato tensionale dei cunei e dell’anello. Il primo passo quindi è stato quellodi stabilire l’equivalenza tra geometria reale e modello semplificato.
Infatti andando a misurare sul grafico (fig. 3), si vede che l’inflessione della bandiera puòessere ricondotta a quella di una trave a mensola: il modello scelto è quindi quello di unatrave incastrata ad una distanza pari a 1478 mm dall’estremità libera. Inoltre, per garantirel’equivalenza cinematica, ossia per assicurare che questo schema riproduca la stessa freccia è
Fig. 3 - Inflessione della bandiera del C-Clamp

13
stato necessario determinare la rigidezza di questa trave equivalente. Ciò è stato fatto con unasemplice analisi statica, modellando inizialmente tale trave equivalente con elementi brick 8nodi (SOLID 45) ed applicando il carico direttamente sulla superficie della trave in battutacon lo spessoramento. Per la simmetria della struttura, come si è già detto sopra, si èmodellata la bandiera di un solo C-Clamp: il carico applicato è 1/48 del valore totale perché imoduli sono dodici e ciascun modulo contiene quattro C-Clamp (cioè il modello copre unarco di 7,5 gradi). Così facendo, si sono effettuate alcune simulazioni variando la rigidezzadella trave fino a trovarne il valore che determina la stessa freccia del modello ANSALDO.
A tal proposito, però, occorre sottolineare che la bandiera è stata modellata con tre volumi(vedi figura 4), uno alla base, uno affacciato sullo spessoramento e l’ultimo che sarebbe difronte alla pressa attiva (non modellata qui); questo perché il sistema reale è vincolato inmaniera complessa (presenza del magnete sottostante, forma complessa del C-Clamp allabase della bandiera ecc.); inoltre da un lato abbiamo avuto la necessità di riprodurre ladeformata reale della bandiera e dall’altro quella di avere proprio la rigidezza dell’acciaiosulla superficie dove sbatte lo spessoramento. Questo spiega perché si è scelto l’artificio diattribuire soltanto al volume inferiore un modulo elastico diverso: tale artificio non altera lacinematica della deformazione della bandiera nella zona di interesse. A conti fatti è risultataper il volume inferiore un modulo di elasticità pari a 410 GPa.
Fig. 4 - Modello geometrico della bandiera e dei componenti di pressa

14
Le dimensioni geometriche di rilievo sono: altezza della bandiera: 1478 mm; raggio internodella bandiera: 1223 mm; larghezza della bandiera (sull’asse di simmetria): 450 mm; altezzadel volume alla base: 810 mm. Lo spessoramento ha una dimensione in senso radiale(sull’asse di simmetria) pari a 100 mm e, come si vede dalla figura 2, la sua larghezzaaumenta andando verso l’esterno.
La sua altezza è pari a 460 mm e tale valore lo ritroviamo per i controcunei e per l’anello.Esso è rastremato (per permettere una buona superficie di appoggio quando la bandiera èinflessa) verso il basso per un valore di 1,72 mm.
I controcunei sono stati modellati senza le alette inferiori che servono soltanto per reggere laspinta assiale del cuneo rovescio quando lo stelo della vite funge da puntone (durante losmontaggio); questi hanno lo spessore di 48 mm nella parte superiore: il lato di fronte alcuneo dritto ha una inclinazione di tre gradi (inferiore all’angolo di attrito per impedire ilmoto retrogrado spontaneo), quello di fronte al cuneo rovescio un angolo di quindici gradi(superiore all’angolo di attrito per permettere lo smontaggio).
I cunei hanno entrambi un foro passante per l’inserzione del tirante (raggio del foro pari a 31mm): la suddivisione in più volumi si è resa necessaria per riuscire ad ottenere una meshregolare proprio per i componenti di maggior interesse di studio.
Per quanto riguarda l’anello, si è scelto di modellare solo la porzione relativa ai 7,5 gradi: pereffetto di anomalie nel montaggio o nel funzionamento dei cunei se ne potrebbe verificare unatorsione nel piano attorno alla direzione circonferenziale, ma di questo se ne tiene conto, datoil consistente spessore in senso radiale (440 mm), con un’idonea scelta dei vincoli.
5. MODELLO FEM
Stabilita la geometria (solid model), si sono effettuate le scelte relative al modello FEM.
Sono stati scelti gli elementi brick 8 nodi (SOLID45) per modellare tutti i volumi; il materialeè acciaio AISI 316 LN per C-Clamp e controcunei, ASTM 453 Gr 660 per i cunei.
Per l’anello invece, essendo realizzato con nastro avvolto a spirale, è stato necessario simularel’ortotropia in senso radiale per tenere conto dell’isolante tra gli strati.
L’uso degli elementi gap si è rivelato cruciale poiché bisognava investigare il comportamentodella interfaccia tra bandiera e spessoramento: quindi sono stati generati elementi target

15
(TARGE170) sulla superficie della bandiera in battuta ed elementi contact (CONTA173) sullasuperficie inclinata dello spessoramento.
Inoltre sono stati generati elementi gap sulle superfici a contatto tra i cunei e i duecontrocunei che ha consentito di simularne lo scorrimento; ulteriori elementi gap sono statiposizionati tra il controcuneo lato anello e l’anello medesimo in quanto anche questi sonomateriali diversi.
La forza di cerchiaggio radiale è stata simulata ripartendone il valore globale (cioè laquarantottesima parte del totale per i motivi di simmetria ricordati sopra) sui nodi dell’anello.
Per quanto riguarda invece le condizioni di vincolo , sono stati bloccati gli spostamenti assiali(su una sola superficie) dei cunei, dei controcunei, dello spessoramento e dell’anello (vedi fig.5); inoltre i nodi della base della bandiera sono stati incastrati.
I casi studiati sono i seguenti:
• due posizioni intermedie del cuneo dritto non completamente penetrato a cuicorrispondono, a conti fatti, 44 e 82 MN come valori globali della forza radiale dell’anello;
Fig. 5 - Modello FEM con imposizione dei vincoli

16
• cuneo completamente penetrato con forza radiale esercitata dall’anello pari a 120 MN (finemontaggio);
• cuneo completamente penetrato con forza radiale esercitata dall’anello pari a 190 MN (fineraffreddamento dell’anello);
• tre posizioni della bandiera corrispondenti a tre valori della freccia (come si spiegheràmeglio in seguito) che si verificano a temperatura criogenica per effetto dell’allungamentodella gamba interna dell’elettromagnete toroidale con una forza totale di 370 MN esercitatadall’anello passivo;
• simulazione delle forze d’attrito scambiate tra cunei, spessoramento e bandiera.
L’introduzione dell’attrito è stata fatta soltanto in un secondo tempo: infatti l’averlo trascuratoè a favore di sicurezza poiché esso svolge un’azione stabilizzante e quindi se non siriscontrano anomalie durante la simulazione del montaggio (in assenza di attrito) ancora piùsicura è la situazione reale.
Il risultato finale della mesh è evidenziato nella figura 6.
Fig. 6 - Risultato finale della mesh

17
6. ANALISI DEI RISULTATI
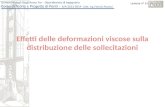
Nella tabella 1 sono riportati i valori massimi della tensione equivalente secondo Tresca per ilcontrocuneo lato bandiera (considerato insieme allo spessoramento) e per i cunei nei casi diparziale penetrazione (44 e 82 MN) e nei casi di fine montaggio e fine raffreddamentodell’anello. La FIGURA 7 deve essere citatata prima della 8
L’analisi che si può fare è la seguente: all’inizio quando il cuneo non è completamentepenetrato si nota un elevato valore della sollecitazione nel controcuneo e nello spessoramentopoiché, essendo la bandiera ancora poco inflessa la superficie inclinata dello spessoramentonon è completamente appoggiata: quindi solo una ristretta zona della parte superiore è inbattuta: ciò determina un effetto di concentrazione delle tensioni con sensibile innalzamento
Tab. 1 - Tensioni massime (Tresca) nei componenti di pressa per i vari carichi applicati
Forza radiale (MN) 44 82 120 190
sigma controcuneo (MPa) 133 173 134 67
sigma cuneo dritto (MPa) 60 98 148 130
sigma cuneo rovescio (MPa) 11 9.7 40 186
tensioni equivalenti a 293 K
0
20
40
60
80
100
120
140
160
180
200
44 82 120 120 (attrito) 190
Forza radiale (MN)
Sig
ma
(M
Pa)
sigma controcuneo
sigma cuneo dritto
sigma cuneo rovescio
Fig.7 - Tensioni equivalenti nei cunei e controcunei per i vari carichi applicati

18
del valore massimo (133 MN): tutto ciò è mostrato qualitativamente dal grafico della tensioneradiale (fig.8).
Ciò è confermato anche dalla distribuzione delle pressioni sugli elementi gap (non riportato):si nota un gradiente crescente verso lo spigolo in battuta. Nel cuneo dritto, mancando ilsopraddetto effetto di concentrazione degli sforzi, si riscontra un valore elevato della tensioneequivalente ma inferiore a quello del controcuneo (60 MPa).
Per lo stesso motivo lo stato di sollecitazione nel cuneo rovescio si mantiene (a 44 MN)ancora basso non essendo per questo valore del carico ancora interessato dal flusso delletensioni normali.
Se si analizzano invece contemporaneamente i casi 82 e 120 MN si nota che si manifestanodue fenomeni contrastanti: da un lato per effetto dell’aumento del carico si dovrebbemanifestare un innalzamento della sollecitazione nello spessoramento, d’altro canto, però, pereffetto dell’aumento della penetrazione del cuneo si ha una maggiore superficie pertrasmettere le forze: ciò dovrebbe portare ad una diminuzione del gradiente dellesollecitazioni; quindi i due effetti pensati sovrapposti spiegano l’esistenza del massimo dellatensione equivalente nello spessoramento (173 MN - fig.7).
Fig. 8 - Contour plot della tensione radiale

19
Nel cuneo dritto l’aumento della tensione equivalente segue l’aumento del carico: però il suovalore massimo si trova nella parte superiore a conferma del fatto che la zona di contatto trabandiera e spessoramento è localizzata ancora nella parte superiore nonostante che il flussodelle tensioni normali interessi un’area maggiore come si vede dalla fig. 9. dove si riporta ladistribuzione delle tensioni equivalenti (secondo Tresca) per lo spessoramento e per ilcontrocuneo.
Già a 120 MN il cuneo rovescio sottostante comincia a risentire del carico: tale fenomeno èmeglio evidente a 190 MN quando per effetto della aumentata inflessione della bandiera èormai tutta la superficie inclinata dello spessoramento che è in battuta sulla bandiera: e pereffetto di questa più ampia distribuzione si abbassa il valore della tensione equivalente nellospessoramento; sul cuneo rovescio si registra il massimo valore della tensione equivalente(186 MN) poiché è questo che è interessato dal flusso delle tensioni normali. La distribuzionedelle pressioni sugli elementi gap (caso 190MN) conferma tutto questo: nel grafico (nonriportato) si nota l’assenza del gradiente di pressione crescente verso l’alto (a dimostrazionedel contatto più uniforme), ed i valori elevati sulla superficie del cuneo rovescio.
Fig. 9 - Contour plot della tensione di Tresca nel controcuneo

20
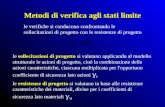
Un secondo gruppo di analisi ha riguardato il funzionamento del C-Clamp a temperaturacriogenica, quando la gamba interna del magnete toroidale è sottoposto al massimo sforzo ditrazione e nella condizione di massimo carico radiale (370 MN); sono stati considerati tre casidi inflessione della bandiera (vedi tabella 2) tali da generare un intervallo che permetta lasimulazione della battuta dello spessoramento sulla zona superiore ed inferiore come si èverificato nei casi precedenti.
Nella tabella 2 sono riportati i valori massimi della tensione equivalente (secondo Tresca): ivalori della freccia riportati sono stati impressi al modello mediante un diagramma linearecioè massimo all’estremità libera della bandiera e linearmente decrescente sino a zero versol’incastro.
Si possono ripetere identicamente le considerazioni svolte nei casi precedenti (fig. 10): perbassi valori dell’inflessione della bandiera è la parte superiore dello spessoramento che è in
Tab. 2 - Tensioni massime (Tresca) nei componenti di pressa per le frecce impresse alla bandiera
Freccia impressa alla bandiera (mm) 4.2 5.2 6.4
sigma controcuneo 219 141 162
sigma cuneo dritto 327 262 309
sigma cuneo rovescio 232 329 448
tensioni equivalenti a 30 K
0
50
100
150
200
250
300
350
400
450
500
4,2 5,2 6,4
freccia della bandiera (mm)
sig
ma
equ
ival
ente
(M
Pa)
sigma controcuneo
sigma cuneo dritto
sigma cuneo rovescio
Fig. 10 - Tensioni equivalenti nei cunei e controcunei per le frecce impresse alla bandiera

21
battuta e questo è denunciato dall’elevato valore del massimo della tensione equivalente nelcuneo dritto; all’aumentare della freccia lo spessoramento batte nella zona inferiore diventasempre più importante il ruolo del cuneo rovescio che risente infatti del massimo valore dellatensione equivalente.
7. ACCETTAZIONE DEI CARICHI
Facciamo alcune ulteriori considerazioni sulle verifiche di ammissibilità delle tensionicalcolate. Dapprima ricordiamo che i materiali considerati sono acciaio AISI 316 LN per C-Clamp e controcunei e ASTM 453 Gr 660 per i cunei. Nella tabella 3 si riportano i loro valoriammissibili.
Si vede dai risultati delle tabelle precedenti che in nessun caso si supera puntualmente ilvalore ammissibile: qualora tali valori puntuali si componessero lungo percorsi opportuni,così come suggerito dalla norme ASME, questi, essendo mediati, risulterebbero a maggiorragione inferiori a quelli ammissibili.
Tab. 3 - Valori ammissibili per i materiali scelti
AISI 316 LN ASTM 453 Gr 660
σ ammissibile a 293 K 18 MPa 30 Mpa
σ ammissibile a 30 K 45 MPa 46 Mpa
8. CONSIDERAZIONI SUI TIRANTI
Vogliamo riportare alcune osservazioni relative al montaggio: è stato proposto il montaggiodei cunei mediante il preriscaldamento dei tiranti con un Δ t di 60°C (per mezzo di candeletteelettriche inserite nel foro del tirante). Si ottiene un allungamento che permette laregistrazione del dado e controdado sulla battuta della bussola ottenendo l’inserimento forzatodei cunei durante il conseguente raffreddamento.
Tale operazione di riscaldamento e raffreddamento dei tiranti deve essere ripetuta varie voltefino ad arrivare al valore del forzamento richiesto (120 MN) sull’anello di blindaggio.
Lo scopo di questo nostro excursus è quello di valutare il salto di temperatura nel tirantenecessario per far penetrare il cuneo nella sua sede per poi confrontarlo con quello proposto.

22
FradFlon
Fn F1 Fatt
Dalla relazione LL
EAF Δ=
0
si vede il termine EA / L0 è una rigidezza che nel
caso della bussola vale:
( )m
NKb
622
11 101670395.0
032.0045.0101.2 ⋅≅
−⋅⋅⋅= π
e nel caso del tirante vale:
( )m
NKt
62
11 10680733.0
0275.0101.2 ⋅≅⋅⋅⋅= π
Dalla figura del cuneo con ovvio simbolismo
abbiamo:
MNFrad 5.248
120==
( )MN
FF radn 503.2
3cos≅
°=
NfFF natt56 10503.21.010503.2 ⋅=⋅⋅=⋅=
( ) NFF att5
1 105.23cos ⋅=°⋅=
( ) MNtgFF radlon 13.03 =°⋅=
Con queste posizioni la forza totale che deve vincere il tirante risulta pari a:
MNFFF lontot 76.022 1 =⋅+⋅=
Sotto l’azione di questa forza il tirante subisce un allungamento dato da:
mmK
FL
t
tott 118.1
10680
1076.06
6
=⋅
⋅==Δ
e la bussola subisce un accorciamento (in valore assoluto) dato da:

23
mmK
FL
b
totb 455.0
101670
1076.06
6
=⋅
⋅==Δ
Il riscaldamento del tirante deve garantire la somma di tali allungamenti per cui:
KL
LLT
t
bt 20273310062.1
455.0118.15
=⋅⋅
+=
Δ+Δ=Δ
−α
Quindi alla luce di questi risultati non sembrerebbe possibile il montaggio del cuneo medianteriscaldamenti e raffreddamenti alternati essendo troppo elevato (ai fini del mantenimento delvoluto grado di durezza e tenacità del materiale) il salto termico necessario per garantire ilvalore indispensabile della forza.
9. SIMULAZIONE DELL’ATTRITO
Un altro gruppo di simulazioni ha riguardato l’attrito. Era nostra necessità eliminare i vincolitroppo restrittivi cui erano soggetti gli schemi precedenti per ottenere una modellazione chemeglio approssimasse quella reale; lo scopo è quello di valutare lo stato di deformazionenonché gli spostamenti assoluti per individuare eventuali anomalie (spostamenti assiali deicunei e dello spessoramento, inflessione fuori piano dell’anello) che potrebberocompromettere il forzamento.
Resta il fatto che ai fini della valutazione dello stato globale di coazione, l’analisi esposta neiparagrafi precedenti è da considerarsi a buon diritto conservativa in quanto l’attrito svolge unafunzione stabilizzante e quindi, in prima istanza, è stato cautelativo averlo trascurato nellesimulazioni precedenti.
Sono stati dunque rimossi i vincoli che impedivano gli spostamenti assiali del cuneo dritto,del cuneo rovescio, dei controcunei, dello spessoramento e dell’anello.
Dapprima sono stati aggiunti elementi spring (COMBIN14) che collegano i nodi estremi deifori per simulare il tirante, facendo in modo tale che la somma delle rigidezze di tali elementifosse pari a quella del tirante (calcolata nel paragrafo precedente); sono stati collegati i gradidi libertà dei nodi del foro del cuneo rovescio e quelli della superficie anulareimmediatamente esterna al foro del cuneo dritto per simulare il tirante.
Nella figura 11 c’è una vista semplificata degli elementi molla e dei nodi con gradi di libertàcollegati.

24
Fr Fr
FnFasa
Fig. 11 - Elementi spring aggiunti al modello
E’ stato inoltre simulato il vincolo unilaterale dato dal piano di appoggio che si trova sotto icomponenti della pressa passiva, con delle piastre a cui sono stati uniti altri elementi gap.Occorre a questo punto ricordare che lo spessoramento, data la sua conicità verso il basso,diventa per sua natura instabile una volta che sono stati rimossi i vincoli: bisognava quindievitare la labilità senza introdurre condizioni aggiuntive sugli spostamenti: ciò è stato ottenutomediante l’inserzione di due elementi spring (COMBIN14) attaccati alla bandiera e cheresistono in senso radiale sulla parte inferiore dello spessoramento: la loro rigidezza è statascelta in modo tale che, a conti fatti, la somma delle reazioni radiali risulta circa latrecentesima parte della forza totale di cerchiaggio, ciò che non altera in maniera sensibile ilrisultato globale.
Per comprendere come è statosimulato l’attrito si riportano le seguenticonsiderazioni di statica:la forza radiale che agisce sul singolo settoreè:
MNFr 5.248
120==
l’inclinazione è data da:
( ) °=⇒⋅== − 2167.01078.3460
74,1 3 ααtg

25
la componente assiale della reazione vincolare è data da:
( ) NtgFF ras410≅⋅= α
mentre la componente assiale della forza d’attrito è data da, con ovvio simbolismo (µ = 0.1):
( ) ( )( )
( ) NFF
FFF rr
nattassatt5105.2cos
coscoscos ⋅=⋅=⋅⋅=⋅⋅=⋅=− µαµ
ααµα
Si deduce che la componente assiale (rivolta verso il basso) della forza d’attrito è moltomaggiore della analoga componente assiale della reazione vincolare: quindi una prima buonaapprossimazione della forza d’attrito è quella di mettere delle forze nodali sulla facciasuperiore dello spessoramento tali che il risultante sia dello stesso ordine di detta componenteassiale della reazione vincolare. Una approssimazione ancora migliore è stata effettuatadistribuendo le forze sui nodi della superficie dello spessoramento in battuta sulla bandiera:tali forze sono state scelte questa volta in modo tale da essere staticamente equivalenti allacomponente assiale della forza di attrito.
Le simulazioni effettuate hanno riguardato i casi 120 e 190 MN. Nel primo caso sono stateapplicate le forze nodali per un valore totale di 2*104 N sulla superficie superiore dellospessoramento (stesso ordine di grandezza di Fas); nel secondo caso tale forza è stataamplificata secondo il fattore 190/120 ancora applicata secondo lo stesso schema; nel terzocaso sono state applicate le forze della superficie dello spessoramento in battuta sulla bandieraaventi come risultante Fatt-ass.
Come nei casi precedenti, si riportano (tab. 4) i risultati più significativi cioè la tensioneequivalente massima secondo Tresca nello spessoramento e nei cunei.
Si vede innanzitutto una sostanziale indipendenza della tensione massima dalla modalità diapplicazione delle forze d’attrito (nel caso 190 MN) ciò a parere nostro dimostra la sua ridottainfluenza sulla globalità dello stato tensionale (da notare però che l’attrito, alla luce dellenumerose prove effettuate gioca un ruolo importante per quanto riguarda l’equilibrio staticodel modello e quindi la sua convergenza).
Tab. 4 - Tensioni equivalenti nei cunei
spessoramento(MPa)
cuneo dritto(MPa)
cuneo rovescio(MPa)
120 MN 23,4 89,3 96,6
190 MN 80 226 334
190 MN 79,7 227 332

26
Ciò su cui invece ci sembra rilevante soffermarci sono i valori elevati che si riscontrano neicunei fatto questo che non abbiamo trovato nei casi precedenti: ciò sembra dovuto a nostroparere all’aver eliminato i vincoli sugli spostamenti assiali. Mentre prima tali vincolicostringevano lo spessoramento a scorrere in maniera sostanzialmente rigida lungo ladirezione radiale determinandone la battuta nella zona in alto, adesso le forze d’attritosvolgono il ruolo che era dei vincoli assiali per quando riguarda la stabilità dellospessoramento ma non ne impediscono la rotazione che lo porta in battuta sulla bandiera contutta la superficie, colmando il gioco radiale che esiste nella zona rastremata dellospessoramento. Questo è dimostrato anche dalla distribuzione della pressione sugli elementigap che non mostrano più il gradiente tipico dei casi precedenti: ciò spiega anche il bassovalore riscontrato per la massima tensione equivalente (circa 80 Mpa).
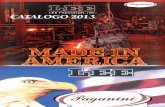
Nelle figure 12 e 13 è riportato questo maggiore grado di coazione dei cunei rispetto ai casiprecedenti.
In questa situazione che è più simile al caso reale si vede che tali componenti sono moltosollecitati e quindi si capisce la necessità di ricorrere ad un materiale più nobile (ASTM 453Gr 660 - vedi tabella 3 §7) di quello dei controcunei.
Fig. 12 - Tensioni equivalenti nel cuneo

27
Fig. 13 - Tensioni equivalenti nel controcuneo
Le zone che richiedono la verifica sono le superfici inferiori dei cunei nel caso 190 MN.Applicando il criterio ASME di accettazione delle sollecitazioni si ottiene quanto segue:
• area inferiore del cuneo dritto (tab. 5): scegliendo quattro percorsi che partono dal foro earrivano sui lati di tale faccia in maniera perpendicolare si ottiene (valori in Pa):
• area inferiore del cuneo rovescio (tab. 6): scegliendo altri quattro percorsi come sopra siottiene:
Tab. 5 - Tensioni membranale, flessionale e totate lungo i persorsi scelti (ASME) per il cuneodritto
Membranale (Pa) Membran.+ flessionale (Pa) Totale (Pa)
Path 1 8102336,0 ⋅ 8104592,0 ⋅ 8104709,0 ⋅
Path 2 8104471,0 ⋅ 8107381,0 ⋅ 9101307,0 ⋅
Path 3 8101649,0 ⋅ 8103925,0 ⋅ 8105179,0 ⋅
Path 4 8104683,0 ⋅ 8107143,0 ⋅ 9101305,0 ⋅
Valore medio 8103285,0 ⋅ 810576,0 ⋅ 81090,0 ⋅

28
Tab. 6 - Tensioni membranale, flessionale e totate lungo i persorsi scelti (ASME) per il cuneorovescio
membranale (Pa) Membran. + flessionale (Pa) totale (Pa)
Path 5 9101098,0 ⋅ 9101233,0 ⋅ 9101331,0 ⋅
Path 6 9101189,0 ⋅ 9101990,0 ⋅ 9103321,0 ⋅
Path 7 9101038,0 ⋅ 9101110,0 ⋅ 9101219,0 ⋅
Path 8 9101157,0 ⋅ 9101742,0 ⋅ 9103005,0 ⋅
Valore medio 910112,0 ⋅ 910152,0 ⋅ 910222,0 ⋅
Tab. 7 - Confronto dei risultati
cuneo dritto cuneo rovescio
Tensioni (MPa) Tensionecalcolata
Tensioneammissibile
Tensionecalcolata
Tensioneammissibile
General primary membrane 32 300 112 300
Local primary membrane 227 450 332 450
General primary membrane + bending 57 450 152 450
Total primary + secondary 90 900 222 900
Tali valori delle tensioni calcolate vanno confrontati con quelli ammissibili (tab. 7).
Le tensioni calcolate sono di gran lunga inferiori ai valori ammissibili. Si nota la apprezzabiledifferenza tra il valore puntuale delle tensioni equivalenti massime e quello calcolato secondoil criterio di accettazione ASME: ciò testimonia l’elevato gradiente di tensione indotto dallapresenza del foro nei cunei e quindi giustifica la scelta del materiale più nobile per la lororealizzazione.
Una ulteriore simulazione ha riguardato un più realistico sistema di applicazione del carico:anziché applicare le forze in direzione radiale si è simulato il vero cerchiaggio dell’anellomediante distribuzione delle forze nodali in direzione circonferenziale facendo in modo taleche la componente radiale del risultante avesse lo stesso valore dei casi precedenti (con lestesse forze d’attrito lungo l’interfaccia tra spessoramento e bandiera).
I risultati sono praticamente identici al caso precedente (e non vengono riportati qui) econfermano che quando la bandiera è inflessa si ottiene una abbastanza uniformedistribuzione delle tensioni nello spessoramento e sono invece i cunei ad essere interessati daelevati concentrazioni di tensione che tuttavia rientrano nei limiti di accettazione.

29
10. PROBLEMI CONNESSI CON L’USO DELLA VETRONITE
Un problema che può essere sollevato riguarda la stabilità del cuneo rovescio durante ilforzamento: infatti per effetto della rastremazione dello spessoramento, all’inizio delcerchiaggio quando il carico è praticamente nullo, tutto il sistema si mette nellaconfigurazione rappresentata schematicamente dalla fig. 14; ossia si verifica una rotazionedello spessoramento attorno al punto di contatto della zona superiore tale da colmare il giocoradiale esistente nella zona inferiore che lo separa dalla bandiera e ciò costringe ilcontrocuneo a piazzarsi in una posizione inclinata in modo da ridurre il contatto soltanto suglispigoli (zone cerchiate). Tale situazione è pericolosa dal punto di vista geometrico (toccanosoltanto le zone vicine agli smussi dei cunei), ma questo fenomeno di disallineamento dellesuperfici si verifica all’inizio del forzamento e gradualmente si attenua: è vero che questoeffetto di impuntamento può rendere difficile la penetrazione dei cunei, però, quando il caricocomincia a salire, aumenta l’inflessione della bandiera il che riavvicina lo spessoramento e ilcontrocuneo alla loro posizione nominale.
A questo punto dell’analisi si propone senz’altro l’introduzione di un raggio di raccordo alposto dello smusso (regolarmente praticato in officina) proprio per facilitare lo scorrimentodei cunei qualora questi dovessero impuntarsi.
Per superare questo problema dato dalla geometria scelta che risulta idonea per lospessoramento quando la bandiera è completamente inflessa, e che potrebbe invecedeterminare l’instabilità dei cunei durante il montaggio, vogliamo valutare la fattibilitàdell’inserimento di uno strato di vetronite di fronte allo spessoramento in modo tale che la sua
Fig. 14 – Instabilità dei cunei

30
maggiore deformabilità permetta di seguire meglio l’inflessione della bandiera sia durante ilmontaggio che nella configurazione finale senza pregiudicare la trasmissione delle tensioninormali sull’interfaccia.
Sono state eseguite allora due simulazioni con l’interposizione dello strato di vetronite e conforza di cerchiaggio rispettivamente pari a 120 e 190 MN. In quest’ultimo caso le tensioniequivalenti dei cunei mostrano lo stesso andamento dei casi precedenti con i valori massimipraticamente invariati nel valore e nella posizione; anche lo spessoramento ha la distribuzionedelle tensioni che non è cambiata in maniera significativa. Tutto ciò dimostra che la vetronitesicuramente non è necessaria quando il carico ha raggiunto il valore massimo perché letensioni si sono uniformemente distribuite (nello spessoramento il valore medio è basso e neicunei i valori elevati sono solo attorno ai fori) e la buona condizione di accoppiamento tra lasuperficie dello spessoramento e quella della bandiera garantisce la trasmissione uniformedelle tensioni.
Resta da valutare l’eventuale effetto benefico della vetronite qualora lo spessoramento vengacostruito dritto senza la rastremazione in modo tale da eliminare l’instabilità iniziale. E’ statasimulata anche tale nuova geometria ma il codice non riesce a far convergere tale modello.Dall’analisi però della deformata per così dire intermedia (non riportata qui) si deduce checon questa scelta geometrica si elimina l’instabilità iniziale dello spessoramento ma si induceuna inflessione nell’anello avente come asse vettore la direzione circonferenziale dovuta alfatto che la superficie interna dell’anello è costretta a rimanere sostanzialmente parallela allasuperficie di battuta della bandiera: ciò determina spinte assiali dell’anello durante ilfunzionamento che potrebbero non essere equilibrate dai sistemi di blindaggio soprastanti(travi radiali).
11. CONCLUSIONI
Alla luce dei risultati ottenuti si può affermare che per i componenti del sistema di pressapassiva con le scelte geometriche effettuate e con le ipotesi semplificative assunte nel modellosi ottengono stati di sollecitazione inferiori ai valori ammissibili.
A nostro parere è valida la scelta della forma rastremata per lo spessoramento perchégarantisce buona complanarità con la superficie della bandiera (per il massimo valore delcarico) determinando una uniforme distribuzione delle tensioni normali.
Per risolvere il problema dell’instabilità iniziale dello spessoramento si consiglia lasostituzione degli smussi con raggi di raccordo di pari entità (sia nei cunei che nei

31
controcunei); l’uso di uno strato di vetronite lascia praticamente invariato lo stato tensionalesia nei cunei che nello spessoramento.
Non è praticabile a nostro parere la forma dritta per lo spessoramento in quanto può portaread instabilità l’anello sotto carico.
I cunei risultano gli elementi più sollecitati soprattutto per la presenza dei fori dove siriscontrano i valori più elevati per le tensioni equivalenti: nonostante ciò sia i valori puntualisia quelli mediati (quota parte membranale e flessionale) risultano inferiori a quelliammissibili secondo il criterio di accettazione ASME. Tali elevati valori attorno ai fori deicunei giustificano il ricorso ad un materiale più nobile per questi componenti.

32
BIBLIOGRAFIA
[1] ANSALDO documento IGN.ANE.N.1009.000 rev. 0 del 21/5/99