Spc
56
UNA BREVE TRATTAZIONE S. P. C.
-
Upload
marco-diel -
Category
Documents
-
view
212 -
download
0
description
spc_
Transcript of Spc

UNA BREVE TRATTAZIONE
S. P. C.

S. P. C. STATISTICAL PROCESS CONTROL
UNA DEFINIZIONE
“GESTIONE DEL PROCESSO PRODUTTIVO
MIRATA ALLA QUALITÀ DEL PRODOTTO
BASATA SU SEMPLICI TECNICHE
STATISTICHE”

1. GENERALITÀ
2. ALCUNI CENNI DI STATISTICA PER S.P.C.
3. IL PROCESSO PRODUTTIVO E LA SUA
VARIABILITÀ
4. TOLLERANZA NATURALE E CAPACITÀ DI
PROCESSO
5. GLI INDICI DI CAPACITÀ
6. CARTE DI CONTROLLO - CONCETTI GENERALI
7. CARTE DI CONTROLLO PER VARIABILI
8. CARTE DI CONTROLLO PER ATTRIBUTI
9. S.P.C: LA SEQUENZA OPERATIVA
10. ESEMPI DI APPLICAZIONE
I N D I C E
L’affidabilità di un prodotto (la capacità di svolgere le sue funzioni senza
guastarsi per un periodo di tempo ed in condizioni di esercizio prestabiliti)
dipende innanzitutto dalla bontà del progetto, ma anche, ed in misura
considerevole, da come il prodotto è stato industrializzato ed infine
concretamente realizzato.
A questo proposito si parla quindi di affidabilità del processo produttivo.
Per definire il processo produttivo si può ricorrere alla seguente
schematizzazione:
PROCESSO PRODUTTIVO è l’insieme di:
MACCHINARI, attrezzature, impianti
METODI di produzione (lavorazione, assemblaggio, misure) e i relativi
cicli di fabbricazione e controllo
MATERIALI diretti (che andranno a costituire il prodotto finito) e
indiretti (ausiliari alla realizzazione del prodotto, tra cui gli utensili)
UOMINI che operano direttamente sul prodotto o che gestiscono i
macchinari/impianti
AMBIENTE circostante alle operazioni produttive (temperatura,
umidità, fumosità, polverosità, vibrazioni, ecc.).
Presupposto fondamentale a garantire l’affidabilità di un processo
produttivo è l’idoneità di quest’ultimo a realizzare le volute caratteristiche
del prodotto, ovvero la sua capacità di lavorare a disegno, a specifica.
La certificata capacità (capability) di un processo (quindi del macchinario,
del metodo, dei materiali, degli uomini, dell’ambiente) non è sufficiente per
attribuire ad esso il merito dell’affidabilità: è necessario perciò che tale
capacità venga mantenuta nel tempo.
GENERALITA’ 1.
Spetta quindi ora all’uomo di fabbrica, con l’eventuale supporto degli Enti
Tecnici preposti, saper gestire correttamente il proprio processo, giorno per
giorno, prevenendone derive e scostamenti dalle prescrizioni.
Solo un sistematico studio dei valori numerici ricavati da macchine e
processi consentirà di capire qual è la naturale tendenza di questi ultimi ad
operare, a variare.
Si potrebbe dire, con una definizione altrettanto adeguata, che S.P.C. è lo
studio della variabilità e della tendenza alla variabilità di un processo, per
poter suggerire con anticipo l’opportunità di un intervento correttivo, nel
continuo tendere al rispetto delle prescrizioni tecniche.
S.P.C. è una metodologia che aiuta sia il tecnologo, sia il gestore di
processo a conoscere analiticamente, in termini oggettivi, numerici, il
processo: per poterlo meglio gestire.
S.P.C. è una metodologia per la prevenzione delle non conformità: dà delle
informazioni per non commettere errori.
Non è però corretto pretendere da S.P.C. la soluzione dei problemi tecnici;
S.P.C. dice che un macchinario non è idoneo e quanto non è idoneo, dice
che un processo va in deriva, ma non dice perché ciò avviene: la ricerca
delle cause è demandata alla professionalità dei tecnici.
È però altrettanto vero che la professionalità cresce più facilmente se
sorretta da adeguate metodologie di supporto.
Per poter gestire un processo produttivo è necessario conoscerlo in termini
quantitativi, numerici.
La conoscenza oggettiva di macchina/processo e la definizione stessa
della sua idoneità tecnica non possono sussistere se non si faccia
riferimento a specifiche lavorazioni e ben definite condizioni di lavoro.
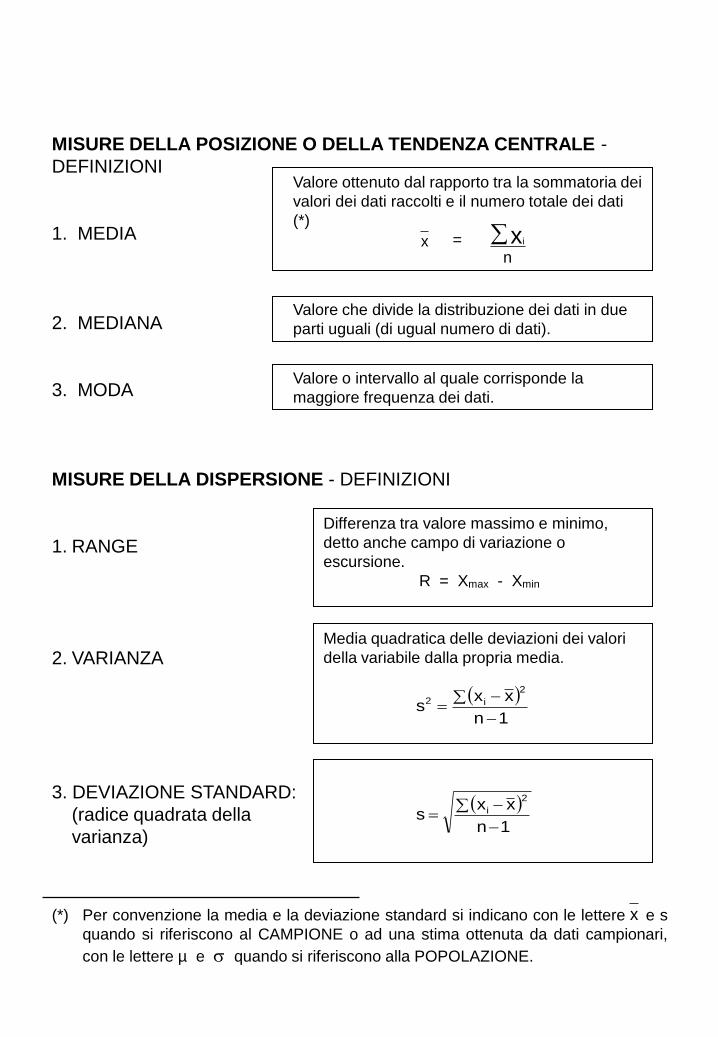
Alcuni esempi
Un macchinario può dimostrarsi perfettamente capace di lavorare superfici
in alluminio con continuità di taglio d’utensile e non altrettanto capace nella
lavorazione di acciaio da bonifica con taglio interrotto.
Inoltre: a parità di prodotto lavorato, utensili diversi, parametri diversi di
lavorazione, modi diversi di posizionare, riferire, bloccare il pezzo in
lavorazione, possono influenzare significativamente la capacità del
processo di lavorare a specifica.
Infine: un macchinario che realizzi, nella stessa operazione del ciclo, più
caratteristiche (*) del prodotto, può risultare capace relativamente ad una
sola di esse, non capace per le altre.
Quindi, se dovremo definire la capacità di macchina/processo, potremmo
farlo solo in riferimento ad un ben determinato prodotto, a ciascuna singola
caratteristica dello stesso, in prefissate condizioni di lavoro.
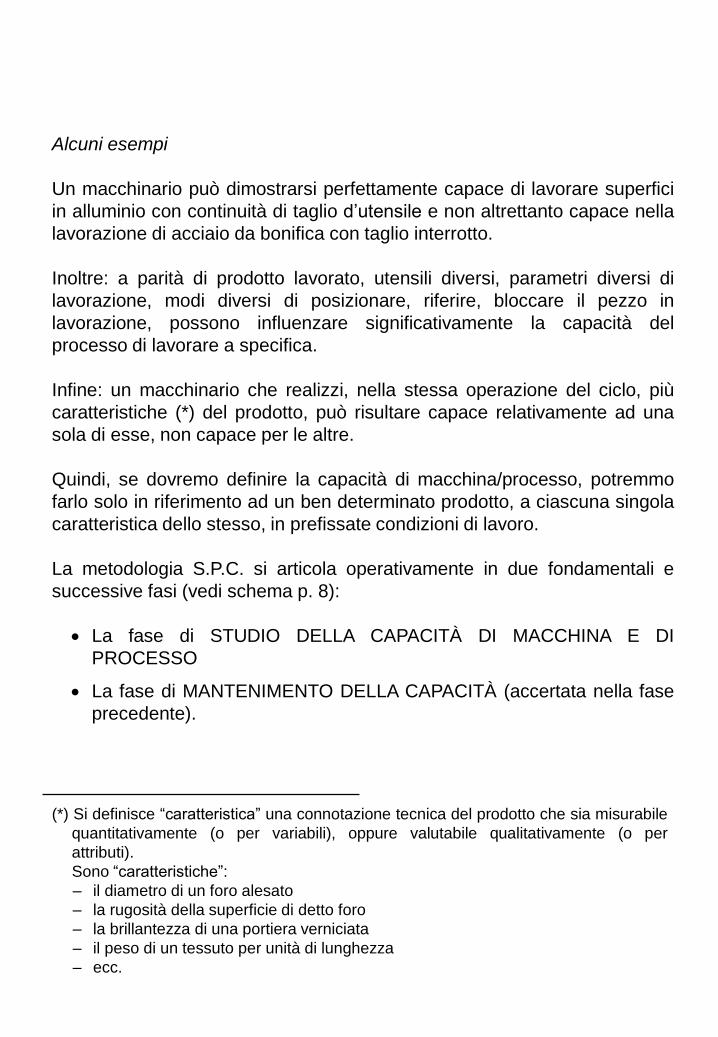
La metodologia S.P.C. si articola operativamente in due fondamentali e
successive fasi (vedi schema p. 8):
La fase di STUDIO DELLA CAPACITÀ DI MACCHINA E DI
PROCESSO
La fase di MANTENIMENTO DELLA CAPACITÀ (accertata nella fase
precedente).
(*) Si definisce “caratteristica” una connotazione tecnica del prodotto che sia misurabile
quantitativamente (o per variabili), oppure valutabile qualitativamente (o per
attributi).
Sono “caratteristiche”:
– il diametro di un foro alesato
– la rugosità della superficie di detto foro
– la brillantezza di una portiera verniciata
– il peso di un tessuto per unità di lunghezza
– ecc.

Nella fase di STUDIO, attraverso la valutazione della posizione e della
dispersione dei dati ricavati dal processo si perviene alla definizione degli
indici numerici di capacità e centratura (**), prima calcolati per la
MACCHINA (Cm; Cmk ), poi per il PROCESSO (Cp e Cpk ).
Nella fase di MANTENIMENTO si mira ad evidenziare, per mezzo delle
carte di controllo, eventuali tendenze del processo ad un comportamento
anomalo.
Le carte di controllo sono quindi uno strumento di validità ed efficacia se
usate in tempo reale, mentre si produce, momento dopo momento; ai fini
della prevenzione delle non conformità è di ben scarsa resa leggere e
interpretare una carta a lotto ultimato.
(**) Tali indici sono ricavabili e significativi solo nel caso di caratteristiche misurabili per
variabili; nel caso si trattino caratteristiche valutabili per attributi, non ha significato
parlare di indici di capacità.
S.P
.C.
SC
HE
MA
ME
TO
DO
LO
GIC
O
DE
FIN
IZIO
NE
O
BIE
TT
IVO
IN
DIC
AT
OR
I P
AS
SI
OP
ER
AT
IVI
ST
UD
IO D
I
CA
PA
CIT
A’
- is
tan
te in
izia
le -
VA
LU
TA
RE
NU
ME
RIC
AM
EN
TE
LA
CA
PA
CIT
A’: *
-
di m
acch
ina
-
di p
roce
sso
Cm
– C
mk
Cp –
Cpk
1a
FA
SE
a) M
isu
razio
ni e
ra
cco
lta
da
ti
b)
Va
luta
zio
ne
de
lla d
istr
ibu
zio
ne
de
i
va
lori
c)
Ca
lco
lo d
ei p
ara
me
tri sta
tistici
(X
- s
)
d)
Ca
lco
lo d
ella
TO
LL
ER
AN
ZA
NA
TU
RA
LE
di m
acch
ina
e)
Calc
olo
degli
indic
i di C
AP
AC
ITA
’
Cm e
Cm
k
f) R
ipe
tere
i p
assi a
) -
e)
rela
tiva
me
nte
al p
roce
sso *
*
MA
NT
EN
IME
NT
O
DE
LL
A C
AP
AC
ITA
’
- n
el te
mp
o -
MA
NT
EN
ER
E L
A
VA
RIA
BIL
ITA
’ DI
PR
OC
ES
SO
EN
TR
O L
IMIT
I
PR
EC
AL
CO
LA
TI
LE
TT
UR
A
DE
GL
I
AN
DA
ME
NT
I
SU
CA
RT
E
DI
CO
NT
RO
LL
O
g) C
alc
olo
de
i lim
iti d
ella
CA
RTA
DI
CO
NT
RO
LL
O *
**
h)
Co
mp
ilazio
ne
de
lla C
AR
TA
e
co
nte
mp
ora
ne
a in
terp
reta
zio
ne
de
gli
an
da
me
nti
2a
FA
SE
* P
er
cia
scu
na
sin
go
la c
ara
tte
ristica
di p
rod
ott
o/p
ara
metr
o d
i p
rofe
sso
(solo
ca
ratt
eristich
e p
er
va
ria
bili
)
**
So
lo n
el ca
so
di a
cce
rtata
ca
pa
cità
di m
acch
ina
***
So
lo n
el ca
so
di a
cce
rtata
ca
pa
cità
di p
roce
sso

LOGICA DEL CAMPIONAMENTO: CAMPIONE E POPOLAZIONE
Noi cerchiamo spesso di scoprire i fatti raccogliendo i dati.
Ad esempio: prendendo un campione di pezzi da un lotto ed
effettuando delle misure possiamo decidere se accettare o no il lotto. Il
problema non è il campione IN SE’ ma il lotto completo.
La totalità dei pezzi che noi ci proponiamo di prendere in
considerazioni è detta POPOLAZIONE (o UNIVERSO).
Un insieme di pezzi prelevato da una popolazione è detto CAMPIONE.
Il CAMPIONE dovrà essere rappresentativo della POPOLAZIONE,
dovrà cioè fornire informazioni attendibili su di essa.
Misurando i parametri del CAMPIONE (numericamente limitato e
conosciuto) noi traiamo una INFERENZA STATISTICA sulla
POPOLAZIONE (numericamente più elevata e sconosciuta): facciamo
cioè una STIMA dei parametri della POPOLAZIONE (*).
Su detta STIMA prenderemo delle decisioni.
Se vogliamo dunque valutare la CAPACITÀ di macchina e di processo,
eseguiremo prove su campioni limitati di pezzi ma sufficientemente
rappresentativi da consentirci di ipotizzare il comportamento di
macchina e processo quando correttamente gestiti, in tutto l’arco
temporale della loro attività.
ALCUNI CENNI DI STATISTICA 2.
(*) I parametri statistici di nostro interesse sono:
- il valore medio µ
- la deviazione standard o “scarto tipo”
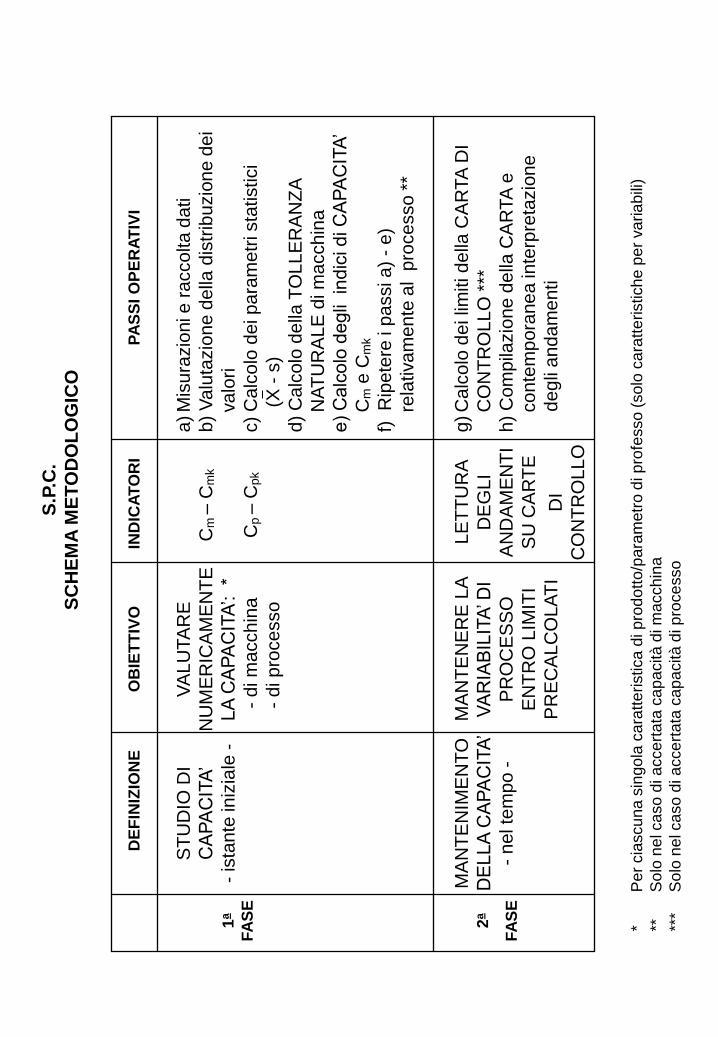
ANALISI STATISTICA
Per descrivere con precisione la distribuzione di una certa variabile
osservata si rendono necessari alcuni strumenti statistici di misura che
chiameremo PARAMETRI.
PARAMETRI SIGNIFICATIVI
DELLE DISTRIBUZIONI DI
FREQUENZA
DELLA TENDENZA
CENTRALE O
POSIZIONE
DELLA VARIABILITA’
O DISPERSIONE
Tutte le volte quindi che rappresentiamo una distribuzione di dati dobbiamo
qualificare e quantificare tale distribuzione rispetto a 2 parametri:
1. posizione
2. dispersione
Per centratura si intende la corretta posizione dei dati rispetto al valore
obiettivo.
DISPERSIONE CONTENUTA
SCARSA CENTRATURA
ELEVATA DISPERSIONE
BUONA CENTRATURA
DISPERSIONE CONTENUTA
BUONA CENTRATURA
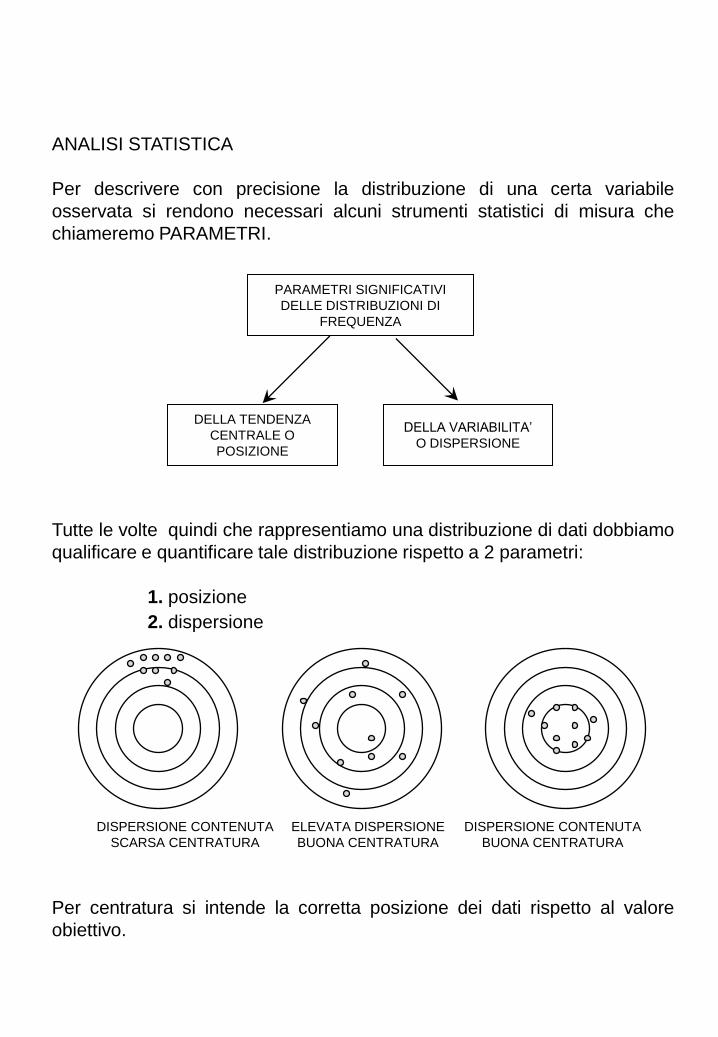
MISURE DELLA POSIZIONE O DELLA TENDENZA CENTRALE -
DEFINIZIONI
1. MEDIA
2. MEDIANA
3. MODA
MISURE DELLA DISPERSIONE - DEFINIZIONI
1. RANGE
2. VARIANZA
3. DEVIAZIONE STANDARD:
(radice quadrata della
varianza)
(*) Per convenzione la media e la deviazione standard si indicano con le lettere e s
quando si riferiscono al CAMPIONE o ad una stima ottenuta da dati campionari,
con le lettere µ e quando si riferiscono alla POPOLAZIONE.
Valore ottenuto dal rapporto tra la sommatoria dei
valori dei dati raccolti e il numero totale dei dati
(*)
=
Valore che divide la distribuzione dei dati in due
parti uguali (di ugual numero di dati).
Valore o intervallo al quale corrisponde la
maggiore frequenza dei dati.
Differenza tra valore massimo e minimo,
detto anche campo di variazione o
escursione.
R = Xmax - Xmin
Media quadratica delle deviazioni dei valori
della variabile dalla propria media.
1n
xxs
2
i
x
xn
xi
1n
xxs
2
i2

Ciascuna delle voci secondo le quali è stato suddiviso schematicamente il
processo (macchina, metodo, materiale, uomini, ambiente) induce, in
misura maggiore o minore a seconda della tipologia tecnologica di
fabbricazione, una variabilità dei valori assunti dalle caratteristiche del
prodotto.
Ad esempio:
– nel caso di lavorazioni meccaniche per asportazione di truciolo,
macchina e materiale concorrono pressoché in egual misura a gran
parte della variabilità totale;
– nelle lavorazioni di stampaggio lamiera o fucinatura è il materiale ad
avere la prevalenza nell’impatto sulla variabilità finale: pressa e
stampo con la loro compatta solidità concorrono in misura minore
Poiché in un processo reale è impossibile mantenere costanti tutti i fattori
che lo influenzano e lo condizionano, una corretta gestione di processo
richiede di conoscerne la variabilità e governarne l’instabilità.
Conoscere la variabilità di un processo significa conoscerne le cause
specifiche e le cause comuni di variabilità:
le prime, tra loro di rado compresenti, sono facilmente individuabili e
quindi facilmente gestibili.
Esempio: l’usura utensile è una causa specifica di variabilità, assai
evidente, non eliminabile ma certamente gestibile;
le seconde, assai numerose e compresenti, i cui effetti di piccola entità
si sommano casualmente, sono singolarmente di difficile gestione:
esse costituiscono l’intrinseca, fisiologica variabilità di un processo, la
sua variabilità casuale.
IL PROCESSO PRODUTTIVO E LA SUA VARIABILITA’ 3.
Il concetto di variabilità si fonda sul fatto che non esistono due
oggetti perfettamente uguali per quanto alta sia la precisione e la cura
con cui sono stati realizzati.

Un processo che non sia soggetto a cause specifiche di variabilità, ma a
sole cause comuni, evolve, nella maggioranza dei casi, secondo il più noto
modello di variabilità casuale: il modello di Gauss (*).
In tal caso si dice anche che il processo è “in controllo statistico”.
CONSIDERAZIONI SUI MODELLI STATISTICI
Numerosi fenomeni naturali e tecnologici, si manifestano con andamenti
caratteristici pressoché costanti e possono essere rappresentati, per
opportunità di conoscenza e di gestione, da MODELLI STATISTICI
(matematici) di cui si conoscono le leggi.
Per quanto attiene alla metodologia S.P.C., il fenomeno che più ci interessa
conoscere e quindi dominare, è la DISTRIBUZIONE dei valori ottenuti in
seguito a misurazioni di caratteristiche di prodotto/parametri di
processo (**).
Il modello statistico che ci soccorre, e sul quale è basata per buona parte la
metodologia, è il modello della distribuzione NORMALE (o “di GAUSS”):
esso rappresenta fenomeni soggetti a sole CAUSE COMUNI di variabilità.
Ora, il passo logico richiesto è: confrontare il fenomeno campionario da noi
rilevato con il “modello gaussiano”.
(*) Un fenomeno naturale tende a distribuirsi in modo gaussiano quando la sua
variabilità è libera di manifestarsi simmetricamente attorno alla media dei valori
che lo rappresentano. Non così avviene nel caso degli errori geometrici o di forma
(rugosità, circolarità, parallelismo, eccentricità, planarità, ecc.) dove la
distribuzione a sinistra del valor medio risente del limite naturale invalicabile: lo
zero, ovvero la perfezione esecutiva.
In tal caso le distribuzioni di frequenza saranno “schiacciate” a sinistra tanto più
quanto più il valor medio tenderà a zero; anche se il modello “log-normale” può
sembrare il più adatto a rappresentare questi fenomeni, la pratica operativa
suggerisce di trattare gli errori di forma al pari di una distribuzione simmetrica.
(**) Parametro di processo (o caratteristica di processo)
Una qualsiasi connotazione fisica (meccanica, elettrica, chimica) di un impianto/
macchinario sulla cui variazione sia possibile agire sistematicamente con appositi
comandi o modifiche tecnologiche, al fine di ottimizzare la qualità del prodotto
lavorato.
Poiché i parametri di processo agiscono direttamente o indirettamente sulle
caratteristiche di prodotto, è di fondamentale importanza per il tecnologo e il
gestore di processo, conoscerne i rapporti di causa/effetto.

Se vi è corrispondenza formale significa che il fenomeno evolve secondo
cause “comuni” di variabilità e si potrà adottare il modello invece dei dati
reali; in caso contrario sarà necessario individuare la/le causa/e “specifiche”
di variabilità che disturbano la “normalità” del fenomeno e rimuoverle, dove
possibile, con specifici interventi tecnici.
?

CURVA NORMALE (o di GAUSS)
I SUOI PARAMETRI
E LE SUE LEGGI
Il significato dell’area tratteggiata in figura:
essa rappresenta la probabilità che un valore numerico (appartenente al
fenomeno che stiamo indagando) cada tra z1 e z2.
dove: è la media della distribuzione dei valori e ne indica la posizione
sull’asse x
è la “deviazione standard” ed indica l’entità di dispersione dei
valori attorno alla media (maggiore è maggiore è la
dispersione).
f(x)
x
1
2
1 2
21
2μ
1μ
μ
45 40 35 30 25 20 15
Z1 Z2
0
0.20
0.40
0.60
μ
μ

60 61
62 63
64 65
66 67
68 69
70 71
72 73
74 75
76
2,5%
13,6%
68,2%
99,7% 13,6%
2,5%
PERCENTUALE DI CASI IN UNA DISTRIBUZIONE GAUSSIANA
68,2%
95,4%
99,7%
2
3
95,4%
Con riferimento alla figura possiamo dire che circa il 70% dei ragazzi è di
altezza che varia da 66 a 70 pollici.
Una pratica conseguenza dell’aver adottato un modello matematico (di cui
si conoscono le leggi) per rappresentare una distribuzione reale di valori è
la definizione di TOLLERANZA NATURALE.
Essa è l’intrinseca, fisiologica variabilità del processo quando non
soggetto a cause specifiche di variabilità e si traduce direttamente in
termini di dispersione dei valori rilevati: quantitativamente la si definisce
per convenzione come Tnat = ± 3 · Sx ovvero pari all’intervallo di valori,
simmetrico rispetto alla media, entro il quale ci si aspetta di trovare il
99,73% dei casi possibili (in pratica la stragrande maggioranza).
Non ha utile significato il calcolo di Tnat dove la distribuzione sia
palesemente non guassiana (ciò significa che il fenomeno è disturbato da
cause specifiche di variabilità che è innanzitutto necessario conoscere per
poterle gestire).
Condizione di conformità qualitativa è che la dispersione di processo,
espressa come Tnat, sia inferiore al campo di tolleranza prescritto dal
progettista (Tpre).
Di qui il significato di capacità di processo: il rapporto numerico Cp tra le
entità Tpre e Tnat.
Il valore di capacità ottimale dovrà essere definito caso per caso, per
ciascuna caratteristica gestibile con S.P.C.: non esiste un Cp ottimale in
assoluto.
TOLLERANZA NATURALE E CAPACITA’ DI PROCESSO 4.
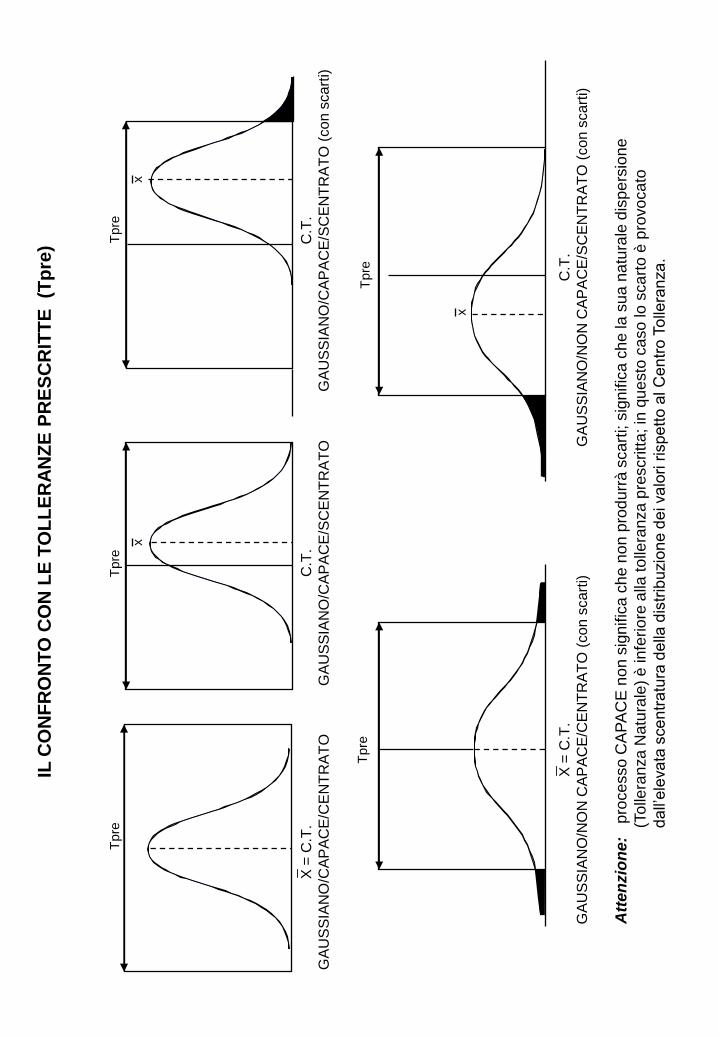
Att
en
zio
ne
: p
roce
sso
CA
PA
CE
no
n s
ign
ific
a c
he
no
n p
rod
urr
à s
ca
rti; s
ign
ific
a c
he
la
su
a n
atu
rale
dis
pe
rsio
ne
(To
llera
nza
Natu
rale
) è
in
ferio
re a
lla to
llera
nza
pre
scritt
a; in
qu
esto
ca
so
lo s
ca
rto è
pro
vo
ca
to
da
ll’ele
va
ta s
ce
ntr
atu
ra d
ella
dis
trib
uzio
ne
de
i va
lori r
ispe
tto
al C
en
tro T
olle
ran
za
.
IL C
ON
FR
ON
TO
CO
N L
E T
OL
LE
RA
NZ
E P
RE
SC
RIT
TE
(T
pre
)
X =
C.T
.
GA
US
SIA
NO
/CA
PA
CE
/CE
NT
RA
TO
C.T
.
GA
US
SIA
NO
/CA
PA
CE
/SC
EN
TR
AT
O (
co
n s
ca
rti)
C.T
.
GA
US
SIA
NO
/NO
N C
AP
AC
E/S
CE
NT
RA
TO
(con s
cart
i)
X =
C.T
.
GA
US
SIA
NO
/NO
N C
AP
AC
E/C
EN
TR
AT
O (
con s
cart
i) C
.T.
GA
US
SIA
NO
/CA
PA
CE
/SC
EN
TR
AT
O
Tpre
T
pre
Tpre
T
pre
x
x
x
Tpre
Calcolata la Tnat e la x, sarà necessario operare il confronto con le
specifiche (Tpre) relativamente a:
CAPACITÀ DELLA MACCHINA / PROCESSO
CENTRATURA DELLA MACCHINA / PROCESSO
mediante opportuni indice detti: indici di capacità
INDICI DI CAPACITA’ DI MACCHINA E DI PROCESSO 5.
Cm Cmk Cp Cpk
PER LA MACCHINA
PER IL PROCESSO
Ricordiamo che il processo è l’insieme di:
MACCHINA/IMPIANTO + ATTREZZATURA
MATERIALE
METODO
UOMINI
AMBIENTE
Quindi uno studio metodologicamente corretto della variabilità del
PROCESSO sarà preceduto da uno studio della variabilità dovuta alla sola
macchina (mantenendo costanti il più possibile gli effetti di variabilità dovuti
alle rimanenti voci).

SIGNIFICATO DEGLI INDICI
Il significato tecnico degli indici Cp e Cpk è il seguente (*):
(*) Nota: Analogo significato hanno gli indici Cm e Cmk.
mette a confronto l’entità della reale dispersione dei valori (Tnat) con il
campo consentito per tale dispersione, indipendentemente dalla
centratura della distribuzione dei valori rispetto al centro della Tpre
(confronto tra x e Centro di Tolleranza).
PROCESSO MOLTO CAPACE (ma fortemente scentrato)
Cp > 1 Cpk < 0
Cp = Tpre Tnat
LIS = limite inferiore di specifica
LSS = limite superiore di specifica
C.T. = centro tolleranza (non sempre coincide col valore nominale)
TNAT
X
CT
LIS LSS TPRE

SIGNIFICATO DEGLI INDICI (segue)
Cpk =
2 (LSS - X)
Tnat
2 (X - LIS)
Tnat
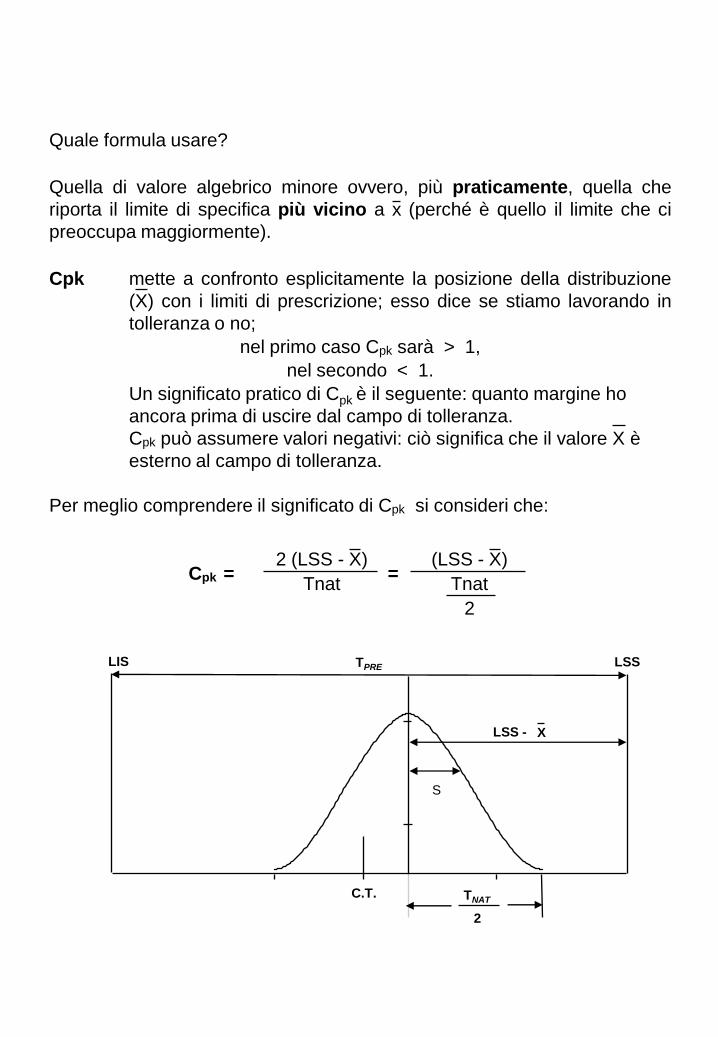
Cpk = 2 (LSS - X)
Tnat
(LSS - X)
Tnat
2
=
Quale formula usare?
Quella di valore algebrico minore ovvero, più praticamente, quella che
riporta il limite di specifica più vicino a x (perché è quello il limite che ci
preoccupa maggiormente).
Cpk mette a confronto esplicitamente la posizione della distribuzione
(X) con i limiti di prescrizione; esso dice se stiamo lavorando in
tolleranza o no;
nel primo caso Cpk sarà > 1,
nel secondo < 1.
Un significato pratico di Cpk è il seguente: quanto margine ho
ancora prima di uscire dal campo di tolleranza.
Cpk può assumere valori negativi: ciò significa che il valore X è
esterno al campo di tolleranza.
Per meglio comprendere il significato di Cpk si consideri che:
TNAT
S
LIS
LSS -
LSS
X
2
C.T.
TPRE
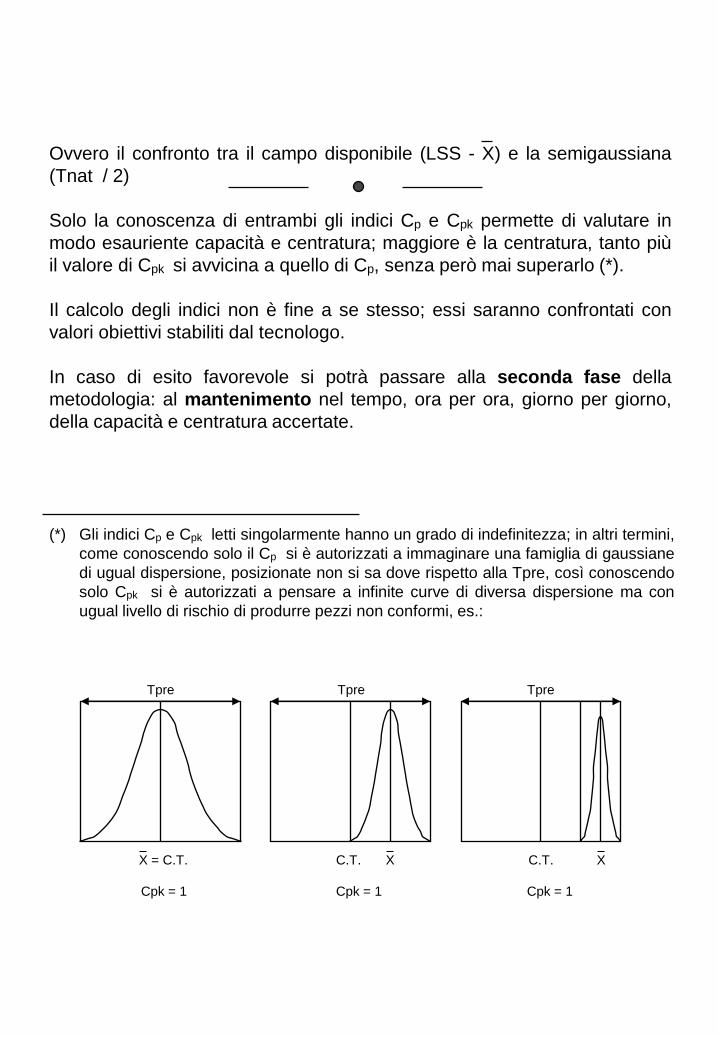
Ovvero il confronto tra il campo disponibile (LSS - X) e la semigaussiana
(Tnat / 2)
Solo la conoscenza di entrambi gli indici Cp e Cpk permette di valutare in
modo esauriente capacità e centratura; maggiore è la centratura, tanto più
il valore di Cpk si avvicina a quello di Cp, senza però mai superarlo (*).
Il calcolo degli indici non è fine a se stesso; essi saranno confrontati con
valori obiettivi stabiliti dal tecnologo.
In caso di esito favorevole si potrà passare alla seconda fase della
metodologia: al mantenimento nel tempo, ora per ora, giorno per giorno,
della capacità e centratura accertate.
(*) Gli indici Cp e Cpk letti singolarmente hanno un grado di indefinitezza; in altri termini,
come conoscendo solo il Cp si è autorizzati a immaginare una famiglia di gaussiane
di ugual dispersione, posizionate non si sa dove rispetto alla Tpre, così conoscendo
solo Cpk si è autorizzati a pensare a infinite curve di diversa dispersione ma con
ugual livello di rischio di produrre pezzi non conformi, es.:
X = C.T.
Cpk = 1 Cpk = 1 Cpk = 1
C.T. X C.T. X
Tpre Tpre Tpre

La variazione di un processo produttivo nel tempo non è normalmente
limitata alle variazioni casuali contemplate dalla tolleranza naturale della
macchina e del processo.
CARTE DI CONTROLLO - CONCETTI GENERALI 6.
Pertanto, calcolati Cp e Cpk sulla base della variabilità nel breve periodo
occorre verificare che il processo si mantenga il più possibile stabile nel
tempo, intervenendo ogni qual volta le cause determinabili tendono ad
alterare lo schema naturale di variabilità.
Il principale strumento operativo di questa fase sono le carte di controllo.
Carte di controllo dette “per variabili” o “per attributi” a seconda che la
caratteristica sotto controllo sia misurabile per variabili o valutabile per
attributi.
Le carte di controllo permettono, attraverso rilievi campionari periodici sulle
caratteristiche del prodotto, di apprezzare l’andamento della variabilità del
processo nel tempo, individuando e distinguendo il campo delle fluttuazioni
casuali da quello delle variazioni specifiche.
COME RICHIESTO
tempo
PEGGIORANO
Tp
re
Tn
at
t.... to
x
x
x
Cpk
Cp Cp
Cp
x
Le carte di controllo, siano esse “per variabili” o “per attributi”, sono
dunque una rappresentazione grafica del comportamento del processo nel
tempo.
Le carte “per variabili” più usate sono:
- carte “X” per valori singoli
Esse riportano i valori di ciascuna singola misurazione e rappresentano il
comportamento sequenziale del processo pezzo dopo pezzo (*);
- carte “X - R” delle medie e dei “range”
Esse riportano, per ciascun gruppo di n pezzi misurati, il valore medio X
e il valore R di dispersione attraverso quel valore medio: consentono di
valutare separatamente posizione e dispersione del processo.
Le carte X - R sono di utile applicazione a condizione che il processo sia
per sua natura stabile (mantenga la posizione della media).
Le carte per variabili che riportano i parametri di posizione (X) e di
dispersione (R):
carte X - R
sono dette carte delle “medie e dispesioni”.
Le carte che più semplicemente riportano i valori singoli di ciascuna
misurazione (X):
carte X
sono delle carte per valori singoli.
(*) Le carte per valori singoli sono di più pratica utilità rispetto alle carte (X - R) qualora
il processo sia caratterizzato da una naturale deriva non eliminabile, ma gestibile
(es. usura d’utensile significativa), oppure quando la validità tra pezzi consecutivi
(variabilità nel campione) sia molto piccola rispetto alla variabilità tra campioni (es.
il caso di stampaggio lamiera dove nell’ambito di 3÷5 pezzi consecutivi la variabilità
è pressochè nulla, mentre tra campioni diversi la variabilità può essere disturbata
da set-up o messe a punto di attrezzatura; in questo caso l’obiettivo operativo è
quello di ridurre la variabilità indotta dai set-up).
Le carte per attributi riporteranno le percentuali di prodotto non conforme
(p%) o il numero di difetti per unità prodotta (u, c):
- carte p%
- carte (u, c).
Le fasi in cui si articola la gestione di una carta di controllo sono tre:
1. impostazione della carta e calcolo dei limiti
2. compilazione della carta
3. interpretazione degli andamenti (come base informativa per
eventuali interventi correttivi su prodotto/processo).
Le carte per variabili e quelle per attributi sono concettualmente assai
differenti tra loro.
Le prime sono un strumento di prevenzione poiché consentono di
prevedere eventuali non conformità: l’assenza di non conformità è
presupposto per il loro utilizzo.
Le seconde sono uno strumento di gestione delle non conformità: la
presenza di conformità è presupposto per la loro costruzione.
Il prospetto seguente offre una situazione comparativa tra le due tipologie
di carte.

LA FASE DI CONTROLLO DI PROCESSO
PER ATTRIBUTI E PER VARIABILI
CONFRONTO TRA I METODI
CARTE PER ATTRIBUTI CARTE PER VARIABILI
Schede di gestione per caratteri-stiche qualitative (valutabili) della
qualità
Schede di gestione per caratteri-stiche quantitative (misurabili) della
qualità
– Richiedono criteri di definizione del difetto chiari e univocamente stabiliti e un’adeguata istruzione del personale
– Il criterio di definizione del difetto è costituito dal superamento del campo di tolleranza della caratteristica in esame
– Si basano sulla presenza, rivelazione e riduzione di difetti
– Si basano sulla prevenzione di difetti
– Mettono in guardia contro variazioni negative del processo, solo quando si è verificato un certo numero di difetti
– Mettono in guardia contro variazioni negative del processo anche quando non si è verificato ancora alcun difetto
– Indicano solo la quota parte e la dispersione dell’entità dei prodotti difettosi
– Indicano sia l’entità della dispersione sia la direzione della variazione di dispersione
– Richiedono, allo scopo di dare giudizio affidabile sulla idoneità del processo, campionamenti singoli numerosi (almeno 50 particolari, ma spesso anche alcune centinaia)
– Richiedono campionamenti singoli di bassa numerosità, normalmente 5 particolari, per dare un giudizio affidabile sulla idoneità del processo

INTERPRETAZIONE DELLE CARTE DI CONTROLLO X - R
SITUAZIONE
IDENTIFICATAINTERPRETAZIONE
AZIONI DA
INTRAPRENDERE
1. Fuori dai limiti di controllo
(quando un punto è fuori
o sulla linea di limite).
Il processo si è improv-
visamente spostato.
La variabilità è fortemente
aumentata: è quasi certa-
mente presente una causa
specifica di variabilità.
Interrompere la produzione
e ricercare sistematicamente
la causa.
Oppure: non abbiamo
eseguito correttamente le
misure.
2. Serie di punti consecutivi
da una stessa parte (7
punti almeno).
Non è possibile una configu-
razione di questo tipo
casualmente. Il processo si
è spostato/modificato stabil-
mente.
Trovare le cause.
Le soluzioni sono general-
mente di tipo tecnico.
3. Punti ripetuti vicino ai
limiti.
Sta intervenendo una causa
che predispone al fuori
controllo.
Confrontare con attenzione
l’andamento delle X e delle
R.
Fermare solo se Cpk è
prossimo a 1.
4. Andamento particolare
dei punti (sequenza
crescente o decrescente
o ciclica).
Il processo sta “derivando”
sistematicamente come po-
sizione o come dispersione.
Rimuovere la causa o
fermare: prima o poi si esce
di tolleranza.
5. Situazione di controllo
stabile.
Se vi sono 20÷25 punti in
questa condizione il pro-
cesso è stabilmente sotto
controllo.
Nessuna azione particolare
è necessaria, se non
continuare il controllo.
4 3 3 1
5
2 3 1
4 5
GR
AF
ICO
DE
LL
A X
GR
AF
ICO
DE
LL
A R
2
CSC
CIC
CSC
3

INTERPRETAZIONE DELLE CARTE DI CONTROLLO
Tutta la trattazione teorica SPC è basata su modelli statistici che
presuppongono la casualità degli eventi: le carte di controllo e, più
propriamente i limiti di tali carte, sono i binari della casualità entro i quali
gli indicatori che vi si riportano (X, R, p, p%, u, c) dovranno fluttuare
casualmente, ovvero con una maggior concentrazione in prossimità dei
valori medi (X, R, p, p%, u, c), una minor concentrazione verso i valori
limite (LSC / LIC: superiore/inferiore di controllo). Si dice infatti che in una
carta di controllo rappresentativa di un processo “in controllo” (*) ci si
aspetta di trovare i 2/3 circa dei valori concentrati nel terzo centrale della
carta.
(*) Ricordiamo ancora la definizione di processo “in controllo statistico”: processo che
evolve casualmente ovvero la cui variabilità non è soggetta a cause specifiche di
variabilità.
È interessante rilevare la differenza concettuale tra il tendere di X al suo
valor medio X ed il tendere di R, p, p%, u, c ai loro rispettivi valori medi R,
p, p%, u, c:
nel primo caso significa avvicinarsi alle condizioni ottimali di progetto
(poiché nella messa a punto di processo si mira a centrare quanto più
possibile X rispetto al centro tolleranza)
nel secondo caso significa mantenersi in una condizione di
dispersione/difettosità accertata precedentemente come valore
standard di riferimento, ma certamente migliorabile.
2/3
DEI VALORI
1/3
DEI VALORI
LSC
LIC

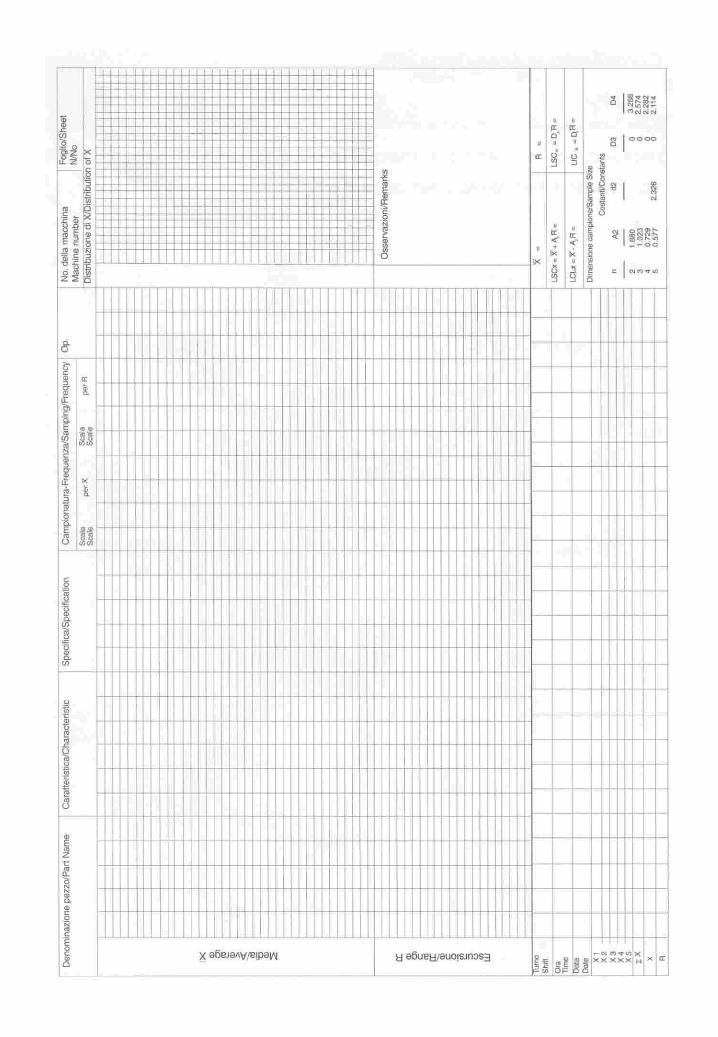
Le carte di controllo più usate sono le carte X - R: le carte dei valori medi e
delle escursioni di campioni di prodotto prelevati dalla normale produzione
con frequenze prestabilite.
L’utilità pratica di gestire i valori delle medie e non i valori singoli (vedi anche
nota a piè di pagina) si basa su tre considerazioni statistiche:
• la media è il valore baricentrico di una distribuzione di valori, quindi essa
è fisicamente rappresentativa della posizione di detta distribuzione;
• i valori medi sono meno soggetti alle variazioni casuali;
• i valori medi tendono a distribuirsi gaussianamente.
Insieme alla fluttuazione dei valori medi, le carte X - R riportano le
fluttuazioni delle R; solo la lettura comparata dei due indicatori consente di
conoscere le tendenze di comportamento che il processo assume: non
avrebbe infatti senso controllare la stabilità delle medie senza preoccuparsi
di eventuali aumenti di dispersione o, viceversa, garantire la precisione di
lavorazione (R costante) trascurando derive di posizione.
Il calcolo dei limiti
I limiti possono essere calcolati con procedimenti basati su due approcci
diversi:
1. partendo dal valore di prescrizione Tpre
Tale approccio, diretto e di facile esecuzione, è basato sul fatto che in ogni
caso le prescrizioni sono legge; esso dà origine alle carte di controllo dette
“con prescrizione”.
Un esempio di calcolo è riportato nello specifico paragrafo: carte di
controllo con prescrizione.
2. partendo dai dati raccolti nella fase di studio di capacità di processo
qualora l’esito dello studio di “capability” di processo sia stato favorevole
ed il processo non manifesti una evidente naturale deriva di comporta-
mento (Cp e Cpk Cp prescritto) (*). (vedi cap. 10 - 1° Esempio).
CARTE DI CONTROLLO PER VARIABILI 7.
(*) Qualora così non fosse sarà necessario affrontare il problema tecnico della non
capacità/centratura del processo, prima di procedere al calcolo dei limiti e
all’utilizzo di una carta.
CARTE DI CONTROLLO CON PRESCRIZIONE
Per prescrizione si intende il campo di tolleranza prescritto a disegno, a
cartellino operazione, a capitolato, a norma.
I limiti di prescrizione sono limiti relativi ai valori singoli, ovvero ai valori di
ciascuna misurazione.
La più elementare carta di controllo con prescrizione è quella che
“monitora” i valori di ogni singola misurazione ponendo come limiti di
controllo i limiti di specifica Tpre). Vi sono poi le carte (X-R) dette “con
prescrizione” i cui limiti (limite superiore e inferiore per i valori medi x,
limite superiore per i valori di range R) sono calcolati a partire dai valori di
prescrizione.
È qui doveroso fare una premessa metodologica.
Ricavare i limiti di una carta partendo dalle prescrizioni anzichè da valori
misurati su pezzi lavorati da un processo capace, centrato e in controllo,
è una FORZATURA di metodo: i limiti della carta saranno, in tal caso, a loro
volta delle prescrizioni, cioè dei vincoli prestabiliti, e non invece dei limiti
ricavati a consuntivo da un processo produttivo correttamente messo a
punto (*).
Utilizzare carte di controllo con prescrizione è una semplificazione, anche
se talvolta necessaria.
Tale semplificazione può essere utile quando si parte da “zero” nella pratica
applicativa della metodologia S.P.C., ovvero in casi particolari di processi la
cui variabilità non sia tanto dovuta alla macchina ed alle attrezzature,
quanto piuttosto al materiale, alle usure d’utensile, ai set-up o ad altre
cause specifiche di variabilità, sono tipici i casi di stampaggio lamiera/
plastica e fucinatura a freddo/caldo.
Si sconsiglia l’uso nel caso di processi difficilmente centrabili.
Se ad esempio la caratteristica è un interasse ottenuto di lavorazione con
due mandrini tra loro fissi e il processo è sensibilmente scentrato, difficile è
la gestione con carte con prescrizione che, per costruzione, riportano
sempre limiti perfettamente centrati.
(*) Ricordiamo che i limiti di una carta di controllo non sono né degli obiettivi, né delle
speranze, bensì i binari entro i quali i valori dei parametri fluttueranno con
“regolarità” se il processo si manterrà nelle condizioni di controllo statistico nelle
quali è stato “fotografato” nella fasi di studio.
Veniamo al calcolo dei limiti da riportare sulla carta.
LIMITI PER I VALORI DELLE MEDIE x ( )
E’ più comodo, in questo caso, calcolare l’intero campo di tolleranza
( e riportarlo simmetricamente rispetto al centro di tolleranza
prescritta. xx
LICLSC -
xxLICeLSC
nCp
LISLSS-
oxx
LICLSC
Dove:
= limite superiore di controllo per i valori medi x
= limite inferiore di controllo per i valori medi x
LSS = limite superiore di specifica (per i valori singoli x)
LIS = limite inferiore di specifica (per i valori singoli x)
n = numerosità dei campioni che saranno prelevati con frequenza
prestabilita per la compilazione della carta (solitamente n = 5)
= indice di capacità di processo prescritto come obiettivo dal
tecnologo per quella specifica lavorazione.
Esempio:
xLSC
xLIC
oCp
Particolare : telaio elettrosaldato
Caratteristica : interasse (tra due parti strutturali del telaio)
Classificazione della caratteristica : critica
Quota prescritta : mm. 720
Cpo : 1,2
n : 5
+0,00
-1,60 abbiamo tolto
la riga OK?
mm.0,651,2
1.60-
xxLICLSC
LSS = 720,00 mm.
LIS = 718,40 mm.
(LSS - LIS) = 1.60 mm.
xLSC
5
Tale campo, riportato simmetricamente rispetto al valore di centro
tolleranza (C.T. = 719,20 mm.) dà:
per = 719,20 + 0,3 = 719,5 mm.
= 719,20 - 0,3 = 718,9 mm.
Si osservi che il campo di variabilità per i valori medi x è circa il 37% di
quello per i valori singoli x; ciò è dovuto all’effetto combinato di due fattori:
1. all’aver prescritto un Cpo = 1,2 (il che significa che dell’intero campo
di prescrizione ci è consentito usarne poco più dell’80%);
2. all’aver scelto n = 5 (il che significa che i valori delle medie dei
successivi campioni di 5 pezzi ciascuno tendono a disperdersi
volte meno dei valori singoli).
xLIC
LIMITI PER VALORI DI “R”
Ci limitiamo al calcolo del limite superiore (LSCR) e del valore medio
(LMCR)
con D2 coefficiente che dipenda da n:
per n = 5 D2 vale 4,92
con d2 coefficiente che dipende da n:
per n = 5 d2 vale 2,33
Riprendendo l’esempio di prima:
Ciò significa che se il processo è sotto controllo potremmo trovare qualche
valore di R che si avvicina a 1,09 mm., ma con maggior probabilità i valori
saranno addensati attorno a LMCR = 0,52 mm.
Assimilato e condiviso quanto sopra, va comunque ricordato il consiglio di
non partire mai a testa bassa: la possibilità di definire a priori i limiti della
carta può indurre a voler applicare la carta su un processo senza
conoscerne la capacità (“normalità” + “dispersione” + “centratura”);
tale approccio non solo non ha coerenza metodologica, ma nemmeno
consistente utilità pratica.
FAR SEMPRE PRECEDERE ALL’APPLICAZIONE DELLE CARTE DI
CONTROLLO UN SERIO STUDIO DI CAPACITA’ DI MACCHINA E DI
PROCESSO!
o
2R Cp 6
LISLSSDLSC
o
2R Cp 6
LISLSSdLMC
mm.1,091,2 6
1,604,92
RLSC
mm.0,521,2 6
1,602,33
RLMC
CARTE DI CONTROLLO SENZA PRESCRIZIONE
I limiti calcolati secondo le modalità di seguito indicate sono rappresentativi
del processo reale; essi sono i binari della evoluzione casuale del processo
così come è stato “fotografato” in fase di studio.
Il calcolo si basa su una nota legge di statistica (la distribuzione delle medie
campionarie).
Numericamente:
ovvero
La tolleranza naturale della distribuzione dei valori medi è volte
minore della tolleranza naturale della distribuzione dei valori singoli.
n è la numerosità di ciascun campione di cui si siano calcolati i valori medi:
di solito nelle carte
Da ciò si deduce il significato dell’ampiezza dei limiti per le : la
tolleranza naturale della loro distribuzione.
Tale approccio, meno diretto ma più raffinato del precedente, dà origine a
carte di controllo dette “senza prescrizione”.
Per un esempio applicativo vedere il capitolo 10; in esso le formule e i
coefficienti utilizzati per il calcolo dei limiti traggono origine dalle
argomentazioni teoriche di cui sopra.
Sarà l’esperienza del metodologo a suggerirgli, caso per caso, le modalità
più opportune per il calcolo dei limiti.
n
x
x
σσ
5.nR-X
n
x
x
σ66σ
n
x
xTnat
xσ6)LICSC(L
La carta di controllo per attributi valuta l’andamento del processo produttivo
in base alla percentuale di pezzi difettosi/non conformi (carte “p%”),
oppure alla numerosità di difetti per unità di prodotto (carte “c”, “u”),
riscontrate in seguito a campionamenti sul prodotto opportunamente
predisposti.
Per poter impostare una carta di controllo per attributi occorre che sia
ammessa una pur minima percentuale di pezzi difettosi.
CARTE DI CONTROLLO PER ATTRIBUTI 8.
Tipi di carte di controllo per attributi
CARTA p
Registra la frazione di pezzi difettosi in ciascun campione
(es.: 0,05)
CARTA p%
Registra la percentuale di pezzi difettosi in ciascun campione
(es.: 5%)
CARTA np
Registra il numero di pezzi difettosi trovato in ciascun campione
di numerosità costante
CARTA c (d)
Registra il numero di difetti per unità ispezionata (es.: punti di
saldatura difettosi su una scocca)
CARTA u (d)
Registra il numero medio di difetti per unità ispezionata (es.:
numero totale di punti difettosi su numero di scocche
ispezionate).

Le carte p (p, p%, np) “parlano” di componenti difettosi (attenzione: non
difetti!) nel campione; esse sono di maggior utilità quando:
a. il componente preso in considerazione è di per sé semplice (es.: una
lampadina) ed è quindi poco probabile che esso presenti una articolata
tipologia di difetti;
b. quando, relativamente ad un componente, sia di interesse un solo tipo
di difetto (es.: albero rotante equilibrato/squilibrato).
Quando invece il prodotto in esame:
c. ha dimensioni di complessivo e vi siano buone probabilità di riscontrarvi
non solo difetti di diverso tipo ma più di un difetto (es.: difetti su motori
riscontrati in sala prova);
d. può presentare più volte lo stesso tipo di difetto (punti freddi su una
struttura saldata; rivetti non conformi sull’ala di un aeromobile);
allora sono di maggior utilità le carte “c” e “u”. Esse trattano infatti il
numero di difetti di ogni pezzo.
Le carte “c” non sono altro che un caso particolare delle carte “u”: quando
il campione di componenti/complessivi in esame è di una sola unità.
Vedere esempio applicativo di carta “u” al capitolo 10, pag. 49.
Alla base della trattazione teorica delle carte p, p%, np e c, u stanno
rispettivamente la distribuzione binomiale e la distribuzione di Poisson.
E’ doveroso dire che, a differenza del calcolo dei limiti di una carta
quello dei limiti di una carta di controllo per attributi (*) è basato su una
approssimazione, formalmente grossolana, ma ancora significativa dal
punto di vista dell’utilità pratica.
(*) Almeno per quanto riguarda le formule presentate nello schema in calce al
presente fascicolo (le più utilizzate in pratica).
R,-X
A chi volesse sottilizzare a tal proposito ricordiamo che le carte di controllo
per attributi sono uno strumento per la gestione del miglioramento e la loro
validità si esplica nell’evidenziare trend di miglioramento o peggioramento:
il vero obiettivo dell’utilizzatore delle carte per attributi, ed in generale di
tutte le carte di controllo, è poter gestire (quindi conoscere) le cause dei
trend evidenziati.
Per il calcolo dei limiti si consulti la tabella al fondo del fascicolo; in essa si
noti come sia sufficiente, per ciascun tipo di carta per attributi, conoscere i
valori medi del parametro eponimo, indicati con una barretta sopra la
lettera:
- valore medio delle frazioni dei pezzi difettosi
- percentuale media di pezzi difettosi
- valore medio del numero di pezzi difettosi
- numero medio di difetti per unità ispezionata
- valore medio del numero medio di difetti per unità ispezionata (*).
Tali valori dovranno essere calcolati in base a dati storici, ricavati dal
processo in esame, relativi ad un arco temporale durante il quale le
variazioni del processo siano state quanto più possibile di tipo casuale.
(*) Per unità ispezionata si intenda il singolo pezzo fisico (componente/complessivo)
p
%p
pn
dc
du
RELATIVAMENTE ALLA TRATTAZIONE DELLE CARATTERISTICHE
PER VARIABILI
Operativamente l’S.P.C. si sviluppa su due fasi sequenziali ed
interconnesse, secondo lo schema metodologico riportato a pag. 8.
La valutazione della capacità si effettua percorrendo i passi operativi
indicati, tenendo conto che uno studio metodologicamente corretto della
variabilità di processo sarà preceduto, dove possibile, dallo studio della
variabilità dovuta alla sola macchina.
Le prove di capacità si eseguono con macchina e processo in condizioni
ottimali di esercizio (quelle prescritte dal tecnologo o costruttore di
macchinari/impianti).
Con riferimento allo schema allegato, si riportano i passi operativi.
Prima fase: lo studio di capacità
a. Misurazione e raccolta dati.
La misurazione è attività tra le più delicate; essa è a sua volta un
processo, con le sue apparecchiature, il metodo, gli uomini, l’ambiente:
induce variabilità sulla rilevazione dei valori.
Per necessità di interpretazione i valori devono essere visualizzati
graficamente in forma di istogramma, sia di andamento sequenziale dei
dati.
b. Valutazione della forma della distribuzione di frequenza dei valori
(istogramma): per verificarne l’andamento gaussiano ed intravvedere
l’eventuale presenza di cause specifiche di variabilità.
c. Calcolo dei parametri statistici della distribuzione dei valori rilevati: la
media (X) indicatore della posizione della distribuzione, la deviazione
standard (s) indicatore della dispersione.
Tali indicatori sono alla base del calcolo di Tnat e degli indici di capacità
Cp e Cpk.
S.P.C.: LA SEQUENZA OPERATIVA 9.
d. Calcolo della tolleranza naturale: essa è posta convenzionalmente pari
a ± 3 s ossia pari all’intervallo di valori, simmetrico rispetto alla media,
entro il quale ci si aspetta di trovare il 99,7% dei casi possibili, ovvero la
stragrande maggioranza.
e. Calcolo degli indici di capacità.
Gli indici Cp e Cpk non sono sufficienti letti singolarmente, per
rappresentare in modo completo la distribuzione dei valori in rapporto ai
limiti di tolleranza; letti invece in concomitanza essi costituiscono un
indicatore di concisa efficacia informativa.
La loro rappresentatività è riconosciuta internazionalmente.
Seconda fase: il mantenimento della capacità nel tempo
f. Preparazione della carta, ovvero il calcolo dei limiti e loro
trascrizione grafica. Inoltre, la preparazione della carta richiede che
siano chiaramente definite.
- la numerosità di ciascun campione (salvo esigenze particolari n=5);
- la frequenza di prelievo che dipenderà prioritariamente dalla
produzione oraria, dalla capacità e stabilità del processo, dalle
risorse disponibili per effettuare le misurazioni;
- le modalità di prelievo.
I limiti, una volta calcolati, o in seguito ad un esauriente studio di
capacità di processo, o direttamente dalla tolleranza prescritta, non
dovranno essere modificati; li si potrà invece restringere nel caso di
specifici interventi migliorativi.
g. Compilazione della carta da parte del gestore di processo di pari passo
con la produzione: misurazione e trascrizione dei valori; la lettura e
l’interpretazione degli andamenti segnala eventuali tendenze del
processo ad andare fuori controllo statistico cioè l’insorgere di qualche
causa specifica di variabilità.

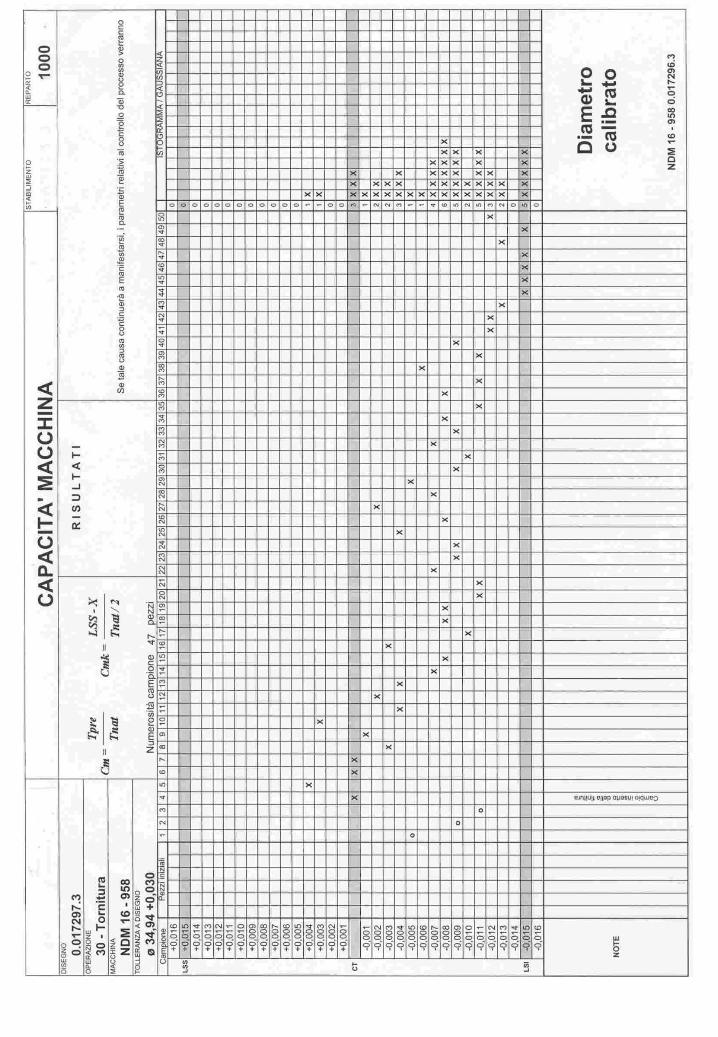
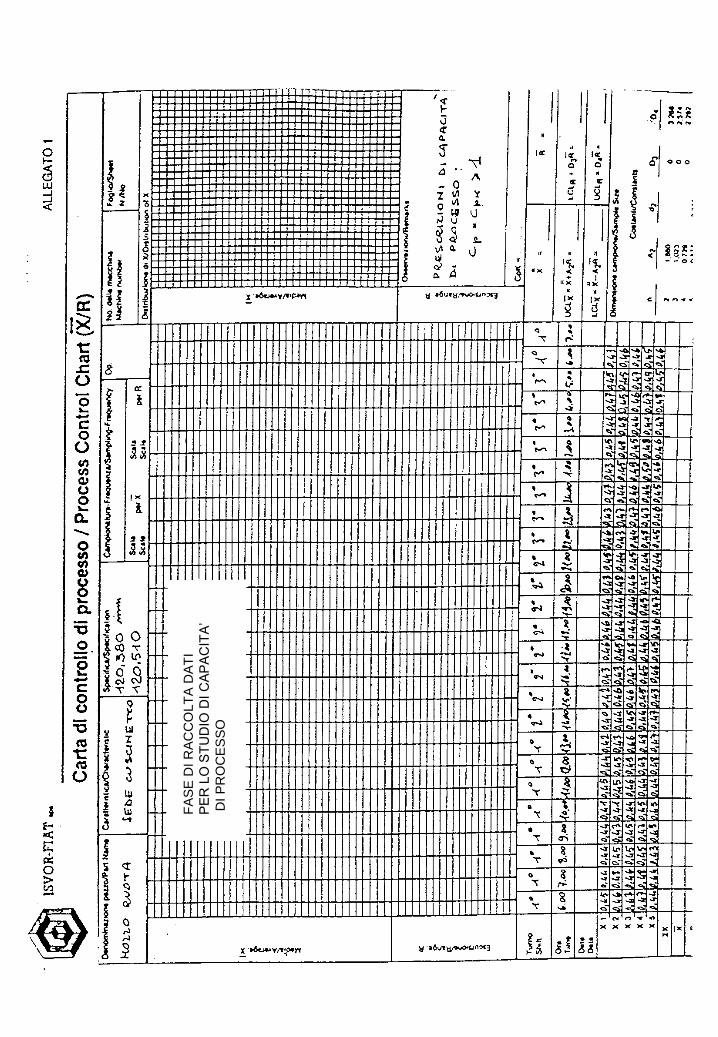
1° ESEMPIO - CARATTERISTICHE PER VARIABILI
Dobbiamo inserire in Stabilimento un macchinario revisionato che sarà
destinato ad una fase della lavorazione meccanica del mozzo della
sospensione anteriore di un autoveicolo: l’alesatura di finitura della sede
cuscinetto.
Il disegno del mozzo riporta per il diametro sede cuscinetto questa
prescrizione:
= 120,380 - 120,510 mm.
Del macchinario affidatoci sappiamo ben poco.
Lo installiamo e prima di utilizzarlo per la normale produzione, decidiamo di
effettuare un serio studio di capacità:
- in prima istanza, della capacità della sola macchina per verificare che
essa sia sufficientemente precisa per la lavorazione a cui intendiamo
destinarla;
- successivamente del processo, ovvero della macchina insieme al
contesto reale in cui essa opererà (materiale, metodo, ambiente,
uomini).
ESEMPI DI APPLICAZIONE 10.
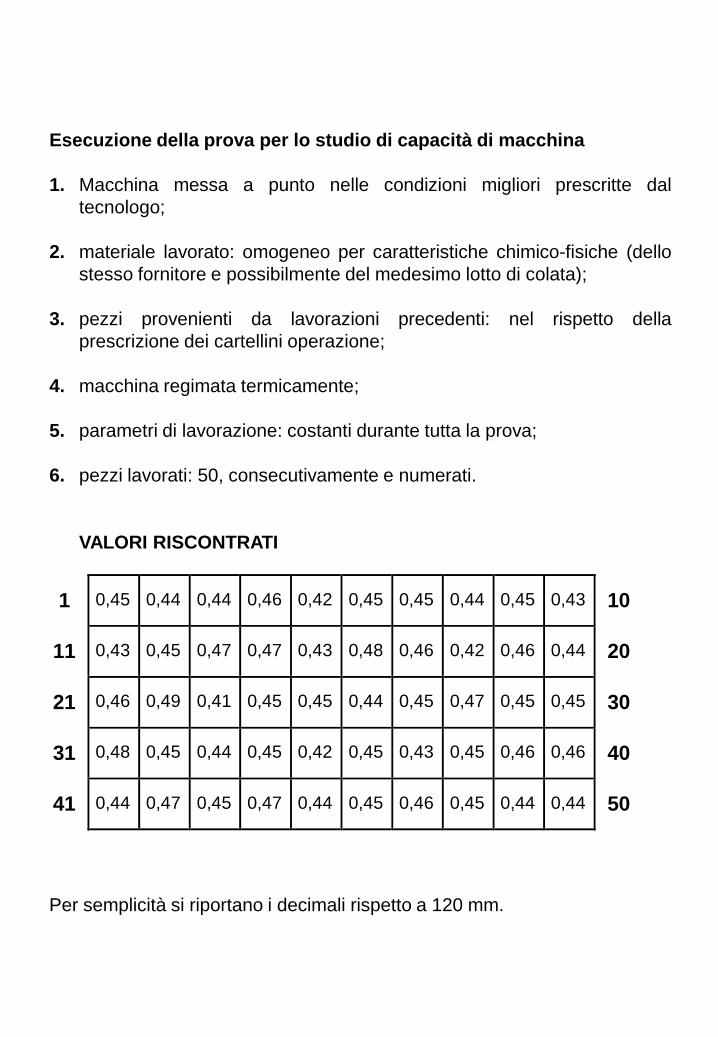
Esecuzione della prova per lo studio di capacità di macchina
1. Macchina messa a punto nelle condizioni migliori prescritte dal
tecnologo;
2. materiale lavorato: omogeneo per caratteristiche chimico-fisiche (dello
stesso fornitore e possibilmente del medesimo lotto di colata);
3. pezzi provenienti da lavorazioni precedenti: nel rispetto della
prescrizione dei cartellini operazione;
4. macchina regimata termicamente;
5. parametri di lavorazione: costanti durante tutta la prova;
6. pezzi lavorati: 50, consecutivamente e numerati.
VALORI RISCONTRATI
1 0,45 0,44 0,44 0,46 0,42 0,45 0,45 0,44 0,45 0,43 10
11 0,43 0,45 0,47 0,47 0,43 0,48 0,46 0,42 0,46 0,44 20
21 0,46 0,49 0,41 0,45 0,45 0,44 0,45 0,47 0,45 0,45 30
31 0,48 0,45 0,44 0,45 0,42 0,45 0,43 0,45 0,46 0,46 40
41 0,44 0,47 0,45 0,47 0,44 0,45 0,46 0,45 0,44 0,44 50
Per semplicità si riportano i decimali rispetto a 120 mm.

Verifichiamo che non vi siano valori fuori tolleranza e costruiamo
l’istogramma.
Con un’analisi sommaria del grafico possiamo dire che:
a. i valori sono tutti compresi nel campo di tolleranza;
b. la distribuzione dei valori è sensibilmente gaussiana;
c. la distribuzione è sufficientemente centrata entro i limiti prescritti.
Se uno dei tre punti non fosse verificato sarebbe necessario un intervento
correttivo.
LIS LSS Tpre
0,38 0,39 0,340 0,41 0,42 0,43 0,44 0,45 0,46 0,47 0,48 0,49 0,50 0,51

CALCOLO DEI PARAMETRI STATISTICI
x = 120,449 mm
S = 0,016 mm
TnatM = 6 · S = 0,096 mm
CALCOLO DEGLI INDICI DI CAPACITA’
Tpre = 0,130 mm
1,35Tnat
Tpre mC
1,27Tnat
)X-(LSS2
mkC
1,35m
C
1,27mk
C
significa che la variabilità dovuta alla sola macchina
assorbe il 73% circa (l’inverso di 1,35) della tolleranza
prescritta;
significa che la macchina ha lavorato con lieve,
trascurabile scentratura: 0,004 mm.; infatti:
- x = 120,449 mm
- centro tolleranza = 120,445 mm.
Per questa lavorazione la capacità minima prescritta dal tecnologo è Cm
teorico = 1,33: ci riteniamo soddisfatti (*) e procediamo allo studio della
capacità di processo.
(*) Se così non fosse dovremmo ricercare le cause della non capacità dando luogo ad
attività di “problem solving”.
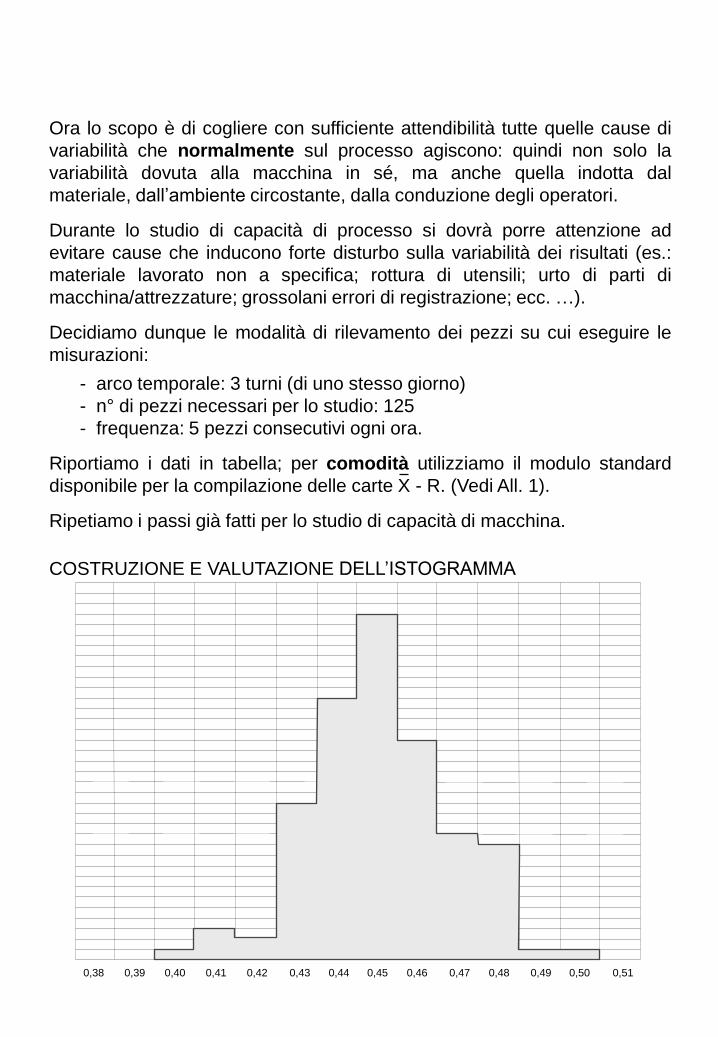
Ora lo scopo è di cogliere con sufficiente attendibilità tutte quelle cause di
variabilità che normalmente sul processo agiscono: quindi non solo la
variabilità dovuta alla macchina in sé, ma anche quella indotta dal
materiale, dall’ambiente circostante, dalla conduzione degli operatori.
Durante lo studio di capacità di processo si dovrà porre attenzione ad
evitare cause che inducono forte disturbo sulla variabilità dei risultati (es.:
materiale lavorato non a specifica; rottura di utensili; urto di parti di
macchina/attrezzature; grossolani errori di registrazione; ecc. …).
Decidiamo dunque le modalità di rilevamento dei pezzi su cui eseguire le
misurazioni:
- arco temporale: 3 turni (di uno stesso giorno)
- n° di pezzi necessari per lo studio: 125
- frequenza: 5 pezzi consecutivi ogni ora.
Riportiamo i dati in tabella; per comodità utilizziamo il modulo standard
disponibile per la compilazione delle carte X - R. (Vedi All. 1).
Ripetiamo i passi già fatti per lo studio di capacità di macchina.
COSTRUZIONE E VALUTAZIONE DELL’ISTOGRAMMA
0,38 0,39 0,40 0,41 0,42 0,43 0,44 0,45 0,46 0,47 0,48 0,49 0,50 0,51

CALCOLO DEI PARAMETRI STATISTICI
mm0,106S6Tnat
mm0,0176S
mm120,451
p
x
1,12
1,23
pk
p
C
C
CALCOLO DEGLI INDICI DI CAPACITA’ (Cp prescritto = 1)
Solo ora, con un processo che si è dimostrato capace, possiamo pensare
di usare sistematicamente le carte come strumento di gestione
giornaliera.
Predisponiamo la carta calcolandone i limiti; ovvero i limiti per i valori medi
e per i valori dei “range” (R) : (LSCR e LICR).
Poiché possediamo dati di studio su un processo che abbiamo certificato
capace e sufficientemente centrato, decidiamo di utilizzare quegli stessi
dati per il calcolo dei limiti: adottiamo cioè una carta “senza prescrizioni”.
Per il calcolo dei limiti sono di pratica utilità semplici formule riportate sul
modulo della carta (*).
RX
)LICe(LSC:)X(xx
RX
mm120,429RAXLIC
mm120,473RAXLSC
2X
2X
Dove altro non è se non la media dei 125 valori X
0LIC
mm0,08RDLSC
R
4R
con calcolato, pari a 0,038 mm. R
(*) L’uso di queste formule non è il solo modo di calcolare i limiti di una carta :
sarà l’esperienza e l’approfondita valutazione di ogni singolo caso a suggerire al
metodologo la strada più rigorosa.
RX
Tracciati orizzontalmente i limiti dopo aver scelto in verticale una comoda
scala di lettura (nel nostro caso un trattino corrisponde a 0,002 mm.), la
carta è pronta per essere utilizzata (vedi All. 2).
L’operatore o chi per esso preleverà ogni ora 5 pezzi consecutivi, ne
calcolerà , ne riporterà i valori e traccerà i punti corrispondenti.
La gestione della conformità del prodotto è affidata alla
contemporanea lettura dei grafici delle e delle R ed alla corretta
interpretazione dei loro andamenti.
2° ESEMPIO - CARATTERISTICHE PER ATTRIBUTI
Supponiamo di voler tenere sotto osservazione (*) il processo di montaggio
della guarnizione in gomma del portellone posteriore di una vettura.
La caratteristica che esaminiamo è: conformità a guarnizione montata,
ovvero, più utilmente, difettosità estetico/funzionali a guarnizione montata
(intendendo non soltanto i difetti della guarnizione in sé, ma tutto ciò che
può impedire alla guarnizione montata di svolgere il suo compito: non è
pertanto escluso che venga chiamato in causa anche il processo di
lastroferratura).
La caratteristica in esame è valutabile per attributi.
E’ necessario che la valutazione della presenza-assenza del difetto,
quando non eseguibile in termini oggettivi (ad esempio con uno strumento
tarato) sia espressa da valutatori specialisti addestrati al confronto con un
“master soglia”.
RX
(*) Poiché nella trattazione SPC l’espressione “in controllo” o “sotto controllo” ha il
significato di “in/sotto controllo statistico” (vedere nota a pié di pag. 27) riteniamo
più attinente alla realtà non usare il termine controllo: questo non perché siamo qui
a discutere sui termini, ma per ribadire ancora una volta che l’uso più sensato delle
carte per attributi è finalizzato alla gestione del miglioramento e non tanto a
garantire che la difettosità oscilli casualmente attorno ad un valore medio
consuntivato.
X
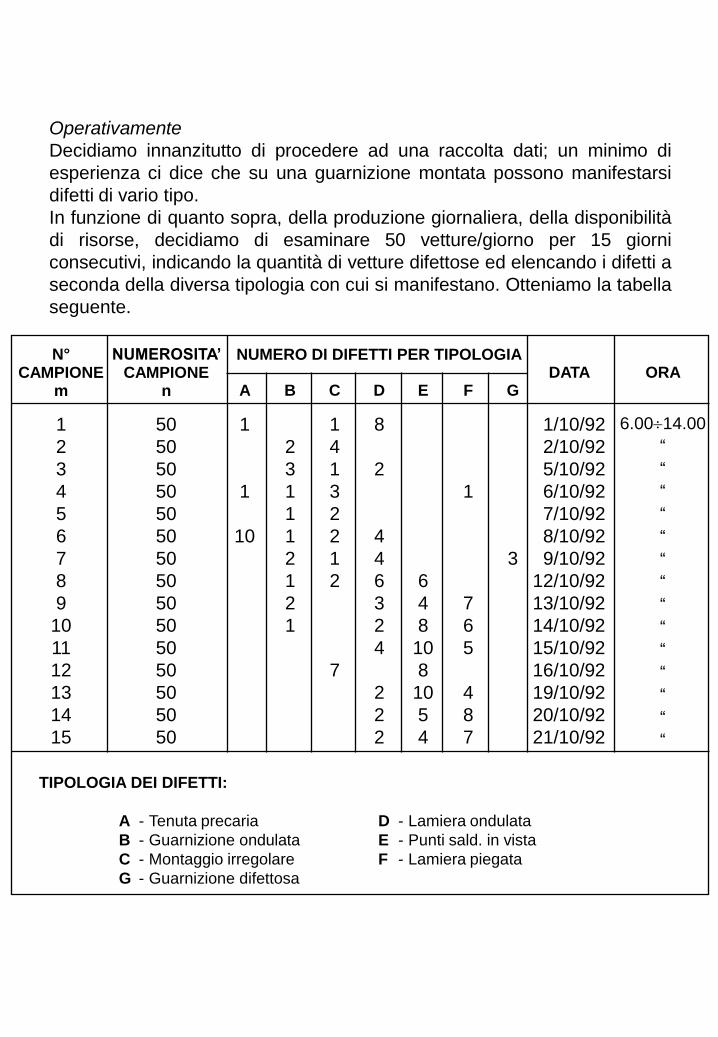
Operativamente
Decidiamo innanzitutto di procedere ad una raccolta dati; un minimo di
esperienza ci dice che su una guarnizione montata possono manifestarsi
difetti di vario tipo.
In funzione di quanto sopra, della produzione giornaliera, della disponibilità
di risorse, decidiamo di esaminare 50 vetture/giorno per 15 giorni
consecutivi, indicando la quantità di vetture difettose ed elencando i difetti a
seconda della diversa tipologia con cui si manifestano. Otteniamo la tabella
seguente.
1
1
10
2
3
1
1
1
2
1
2
1
1
4
1
3
2
2
1
2
7
8
2
4
4
6
3
2
4
2
2
2
6
4
8
10
8
10
5
4
1
7
6
5
4
8
7
3
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
N° CAMPIONE
m
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
NUMEROSITA’ CAMPIONE
n
NUMERO DI DIFETTI PER TIPOLOGIA
A B C D E F G
1/10/92
2/10/92
5/10/92
6/10/92
7/10/92
8/10/92
9/10/92
12/10/92
13/10/92
14/10/92
15/10/92
16/10/92
19/10/92
20/10/92
21/10/92
DATA
6.0014.00
“
“
“
“
“
“
“
“
“
“
“
“
“
“
ORA
TIPOLOGIA DEI DIFETTI:
A - Tenuta precaria D - Lamiera ondulata
B - Guarnizione ondulata E - Punti sald. in vista
C - Montaggio irregolare F - Lamiera piegata
G - Guarnizione difettosa
Da un’analisi dei dati si può osservare che:
• nel corso dei quindici giorni il processo non è evoluto casualmente;
• la tipologia dei difetti è variata significativamente (scompare il difetto
B mentre compaiono pesantemente i difetti E e F): sono intervenute
cause speciali di variabilità nel processo;
• la quantità di difetti è aumentata visibilmente dall’ottavo campione;
pare essersi poi stabilizzata sia in termini di difetti, sia di tipologia di
difetti.
Consideriamo il periodo 1221/10/92 come rappresentativo di significatività
casuale per costruire una carta “u”.
vetture
difetti0,315
vetture400
difetti126u
Calcoliamo i limiti di oscillazione casuale per i valori di “u” e tracciamoli
sulla carta (Allegato 3).
0,08n
u3uLIC
0,55n
u3uLSC
La carta è, così, pronta per essere utilizzata: i valori di “u” calcolati e
riportati con frequenza predefinita e possibilmente costante, insieme ad una
attenta lettura della tipologia di difetti rilevati, costituiscono un utile
strumento integrativo alla gestione del miglioramento.
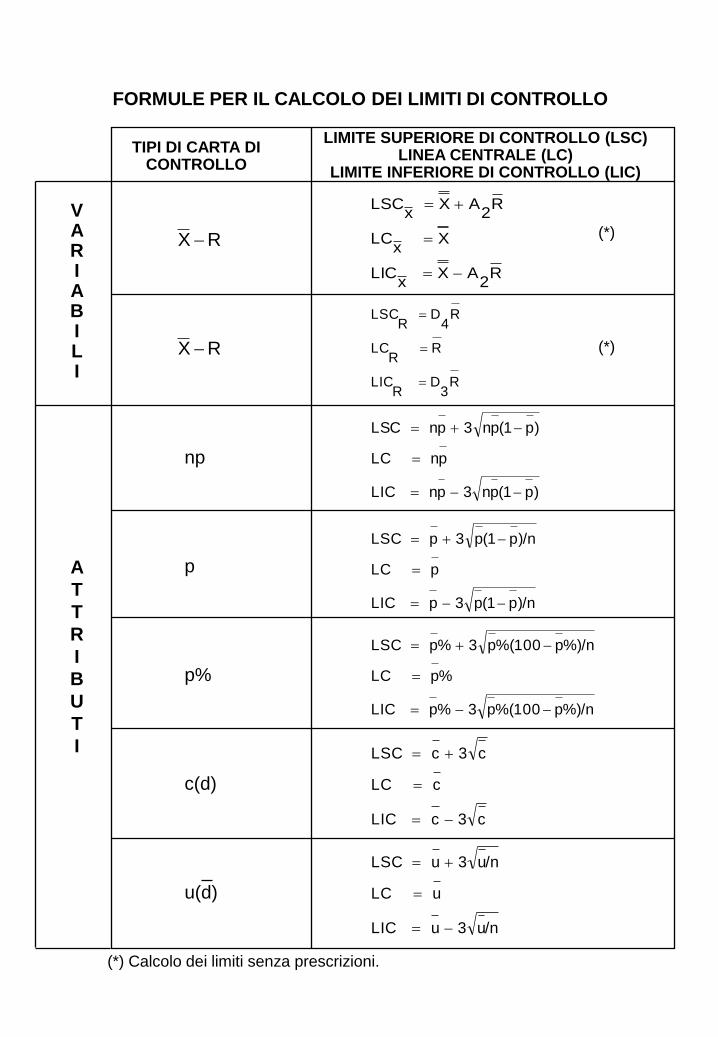
FORMULE PER IL CALCOLO DEI LIMITI DI CONTROLLO
(*) Calcolo dei limiti senza prescrizioni.
%)/np%(100p3%pLIC
%pLC
%)/np%(100p3%pLSC
RX
R2
AXx
LIC
Xx
LC
R2
AXx
LSC
R3
DR
LIC
RR
LC
R4
DR
LSC
)/np(1p3pLIC
pLC
)/np(1p3pLSC
c3cLIC
cLC
c3cLSC
/nu3uLIC
uLC
/nu3uLSC
RX
)p(1pn3pnLIC
pnLC
)p(1pn3pnCLS
np
p
p%
c(d)
u(d)
TIPI DI CARTA DI CONTROLLO
LIMITE SUPERIORE DI CONTROLLO (LSC) LINEA CENTRALE (LC)
LIMITE INFERIORE DI CONTROLLO (LIC)
(*)
(*)
V A R I A B I L I
A
T
T
R
I
B
U
T
I
FA
SE
DI R
AC
CO
LT
A D
AT
I
PE
R L
O S
TU
DIO
DI C
AP
AC
ITA
’
DI P
RO
CE
SS
O

Cart
a d
i co
ntr
oll
o p
rocesso
/
Pre
scrizio
ni di capacità
di pro
cesso
Cp =
Cpk
1
ME
ZZ
O R
UO
TA
S
ED
E C
US
CIN
ET
TO
Stu
dio
di
cap
acit
à d
i
pro
cesso
ALLE
GA
TO
2

CA
RT
A D
I C
ON
TR
OL
LO
PE
R A
TT
RIB
UT
I ("
u")
GU
AR
NIZ
ION
E P
OR
TE
LLO
NE
IMP
OS
TA
ZIO
NE
DE
LLA
CA
RT
A E
CA
LC
OL
O D
EI
LIM
ITI
UT
ILIZ
ZO
DE
LLA
CA
RT
A
CA
MP
ION
E N
º
DIM
EN
SIO
NE
CA
MP
ION
E
Nº
DIF
ET
TI
DIF
ET
TI P
ER
UN
ITA
’ IS
PE
ZIO
NA
TA
GU
AR
NIZ
ION
E O
ND
UL
AT
A
MO
NT
AG
GIO
IR
RE
GO
LA
RE
LA
MIE
RA
ON
DU
LA
TA
PU
NT
I D
I S
AL
DA
TU
RA
IN
VIS
TA
LA
MIE
RA
PIE
GA
TA
DE
TT
AG
LIO
DIF
ET
TI
Verifica d
ella
confo
rmità d
opo m
onta
ggio
CA
RA
TT
ER
IST
ICA
: C
onfo
rmità F
unz./E
ste
t.
LIC
ALLE
GA
TO
3
Nº MEDIO DI DIFETTI
PER UNITA’ ISPEZIONATA
53/51