SALDATURA - uniroma2.it · Attitudinecon cui un materialesi presta alla realizzaz ionedi unioni...
41
1 Università di Roma “Tor Vergata” Tecnologie e sistemi di lavorazione SALDATURA Materiale d’apporto Materiale base Materiale base = Materiale d’apporto Materiale base ≠ Materiale d’apporto SALDATURA SALDOBRASATURA BRASATURA La saldatura è un tipo di giunzione che consente di unire permanentemente parti solide, realizzando la continuità del materiale.
Transcript of SALDATURA - uniroma2.it · Attitudinecon cui un materialesi presta alla realizzaz ionedi unioni...

1
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
SALDATURA
Materiale d’apporto
Materiale base
Materiale base = Materiale d’apporto
Materiale base ≠ Materiale d’apporto
SALDATURA
SALDOBRASATURA
BRASATURA
La saldatura è un tipo di giunzione che consente di unire permanentemente parti solide, realizzando la continuità del materiale.
2
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
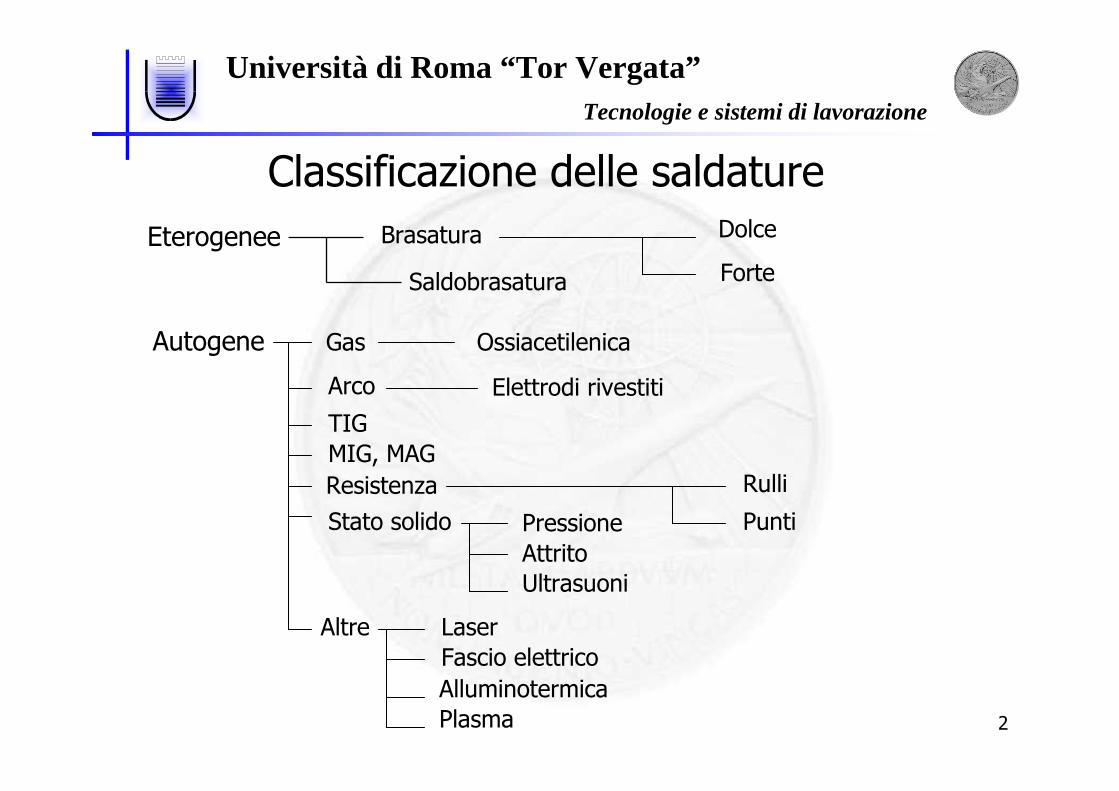
Classificazione delle saldature
Eterogenee
Saldobrasatura
Brasatura Dolce
Forte
Autogene Gas Ossiacetilenica
Arco Elettrodi rivestiti
TIGMIG, MAG
Resistenza Rulli
PuntiStato solido PressioneAttritoUltrasuoni
Altre LaserFascio elettrico
AlluminotermicaPlasma
3
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
SALDABILITA’
Attitudine con cui un materiale si presta alla realizzazione di unioni saldate di volutecaratteristiche con un dato procedimento.
E’ influenzata da:
FATTORI METALLURGICI:
Un giunto saldato comportauna zona fusa le cui
caratteristiche metallurgicheinfluenzano la resistenza
del giunto saldato
FATTORI COSTRUTTIVI:
Il giunto saldato deve averecaratteristiche tali da noncompromettere la sicurezza
della struttura nel suo complesso.
(es: resist. all’intaglio)
4
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
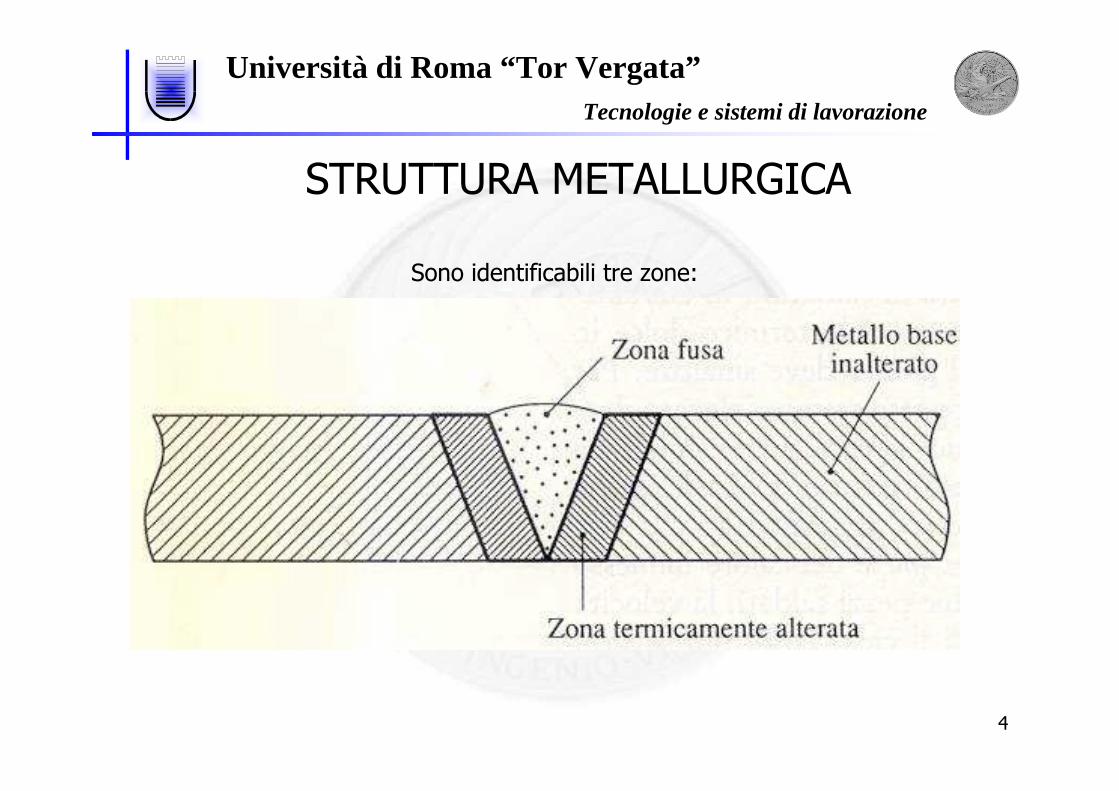
STRUTTURA METALLURGICA
Sono identificabili tre zone:

5
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Il ciclo termico influenza la dimensione della ZF ma, soprattutto, della ZTA.La severità termica del ciclo è influenzata dai seguenti parametri:
APPORTO TERMICO SPECIFICO:
vel
Pq = [J/cm]
SPESSORE DEI PEZZI E FORMA DEL GIUNTO
EVENTUALE PRE-RISCALDO DEI LEMBI ( 50 – 300 °C )

6
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
La severità può essere misurata tramite il parametro:
cioè il tempo necessario perché un determinato punto del giunto Passi da 800 a 500 °C.
58t∆
Le conseguenze del ciclo termico sono di ordine:
MECCANICO
(ritiri e tensioni residue)
METALLURGICO
(ZTA)
7
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Deformazioni e tensioni residueDurante la saldatura le zone che subiscono un ciclo termico non sonolibere di dilatarsi e contrarsi in quanto circondate da materiale a differente temperatura.Si hanno quindi deformazioni plastiche localizzate a seguito delle quali,a temperatura ambiente, si hanno tensioni interne residue.Le tensioni interne residue sono pericolose nel caso in cui:
• STRUTTURE SOLLECITATE CHE LAVORANO A BASSA TEMPERATURA:rottura fragile.
• STRUTTURE SOGGETTE A CORROSIONE: le tensioni interne acceleranoil processo
• STRUTTURE SOGGETTE A CARICHI DI PUNTA: le tensioni interne aumentano l’instabilità.
Per eliminare le tensioni residue si può utilizzare un trattamento di distensione.
8
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Difetti nelle saldature
• Cricche a caldo
• Cricche a freddo
• Strappi lamellari
• Rottura fragile

9
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Cricche a caldo
Si manifestano nella zona fusa nel corso della solidificazione.Durante la solidificazione si ha la segregazionedi impurezze a bordo grano.Tra i grani si formano quindi dei “Ponticelli” di materiale e delle zone di impurità.Nel raffreddamento i ponticelli possonorompersi per effetto delle tensioni interne generando una cricca.Le cricche aumentano se:
• Elevato tenore di carbonio• Elevato tenore di impurezze nel materiale base• Tensioni di ritiro elevate

10
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Cricche a freddo
Si manifestano principalmente nella ZTA a temperatura prossima a quellaambiente.Se la velocità di raffreddamento è sufficientemente alta, nella zona saldatasi ha la formazione di strutture dure e fragili che, sotto l’effetto delletensioni residue possono rompersi.Il fenomeno è particolarmente evidente in presenza di idrogeno(INFRAGILIMENTO DA IDROGENO).A causa di piccole differenza di composizione tra ZF e ZTA, la trasformazione austenitica avviene dopo nella ZTA.L’idrogeno (più solubile nella austenite) migra quindi dalla ZF alla ZTA.Le cricche aumentano se:
• Sono presenti strutture dure e fragili• E’ presente idrogeno nel bagno di saldatura• Presenza di tensioni di ritiro elevate

11
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Strappi lamellariSi verificano quando il metallo base è sollecitato in direzione normale alpiano di laminazione.Durante la laminazione le inclusioni vengono deformate e assumono un aspetto “lamelliforme”, parallele alla superficie.Per evitare gli strappi lamellari si possono adottare accorgimenti progettuali:

12
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Rottura fragile
Si può verificare anche lontano dalla zona saldata e con un basso valoredella sollecitazione esterna.La rottura è detta fragile perché avviene senza deformazione plastica.
Può avvenire in strutture che:
• Lavorano a bassa temperatura• Presentano intagli• Presentano tensioni residue
Gli accorgimenti da adottare sono:
• Evitare gli intagli sfavorevolmente orientati rispetto alla saldatura• Effettuare un trattamento termico di distensione• Scegliere acciai di base con temperatura di transizione bassa rispetto a quella di esercizio.

13
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Effetto dell’ariaO2 : L’ossidazione è favorita ad alta temperatura.
La scala di affinità per l’ossigeno è Si – Mn – C – Fe.Durante la solidificazione del cordone si forma CO che crea porosità nel materiale.porosità e ossidi di Fe peggiorano le caratteristiche meccaniche
N2 : La solubilità dell’azoto diminuisce notevolmentecon la temperatura.A temperatura ambiente l’azoto tende a formarenitruri molto duri ma fragili: si ha quindi una diminuzione di duttiltà e tenacitàdel materiale

14
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Preparazione dei LembiE’ di particolare importanza per ottenere una completa penetrazionedella saldatura.Nelle saldature il cordone è legato all’apporto termico specifico delprocesso: la preparazione dei lembi è funzione del processo disaldatura utilizzato.Tipi di preparazione: CIANFRINATURA
a) Lembi retti o ad Ib) Lembi a Vc) Lembi a Yd) Lembi a Xe) Lembi a doppia Yf) Lembi a Ug) Lembi a doppia U
a - e : piccoli spessorif – g : elevati spessori

15
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Fiamma Ossiacetilenica
La fiamma ossiacetilenica viene realizzata mediante la combustione diacetilene ( C2H2 ) e ossigeno ( O2 ).Ha generalmente un’applicazione limitata alla giunzione di lamiere (max 8 mm) senza ripresa al rovescio.La diffusione di questo processo sta diminuendo in quanto vengono preferitiprocessi MAG e TIG.COMBUSTIONE:All’uscita del cannello si hanno le seguenti reazioni:
C2H2 + O2 = 2CO + H2 + q’2CO + O2 = 2CO2 + q’’H2 + 1/2 O2 = H2O + q’’’
16
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
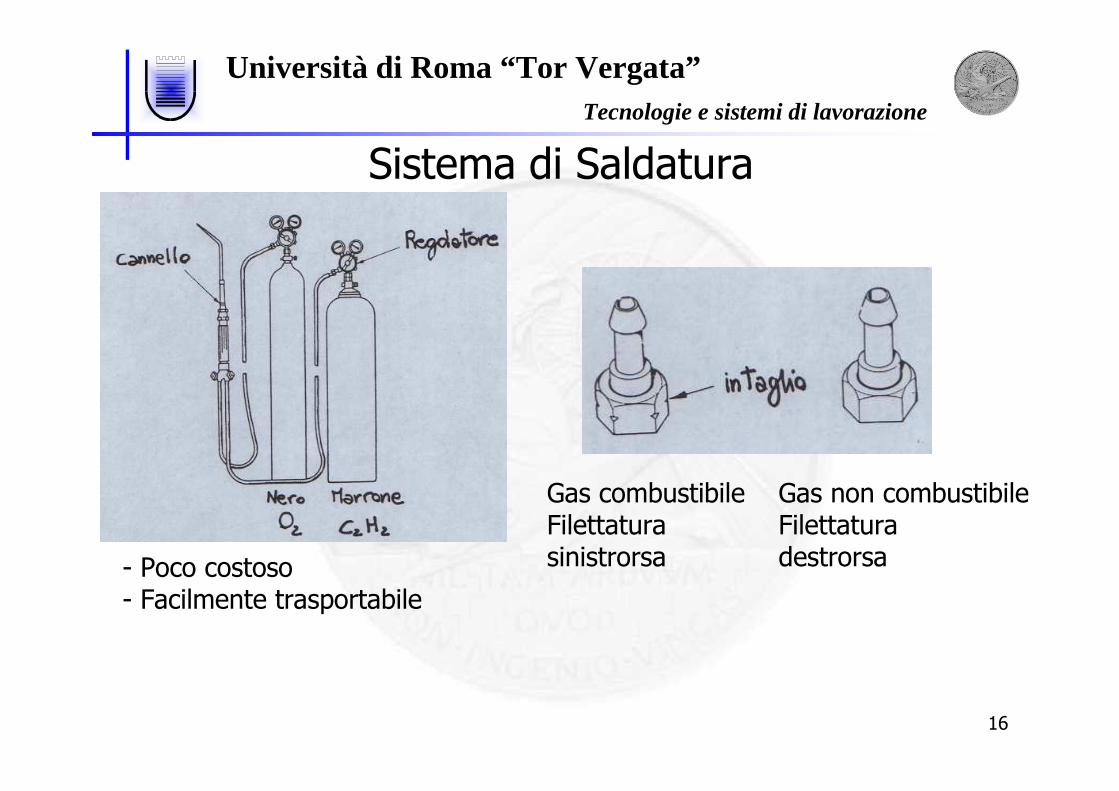
Sistema di Saldatura
- Poco costoso- Facilmente trasportabile
Gas combustibileFilettaturasinistrorsa
Gas non combustibileFilettaturadestrorsa

17
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Sistema di Saldatura- Il valore massimo di temperatura è piuttosto elevato ( 3100 °C ) e viene raggiunto poco a vale del dardo.
- A valle del dardo la fiamma è riducente, cioè consuma ossigenodall’ambiente, ha quindi un’azione disossidante.
- Perché la fiamma abbia queste caratteristiche occorre che la quantitàdi ossigeno sia pari a quella dell’acetilene.
- Una fiamma neutra viene utilizzata per saldare acciaio, acciaio inox, ghisa, rame, alluminio, etc...
- Una fiamma ossidante viene usata per saldare bronzi, ottoni.- Una fiamma riducente ( ricca in carbonio ) è in grado di “Fornire”carbonio al metallo e viene usata in processi di indurimento superficiale( non in saldatura ).
FIAMMA OSSIDANTEcuore bianco
pennacchio blu chiaro
FIAMMA CARBURANTEcuore ingrossatopennacchio blu

18
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Sistema di SaldaturaSia il cannello che il materiale d’apporto vengono movimentati a mano.
Verso destra
Verso sinistra

19
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Saldabilità dei materiali alla fiammaAcciaio: - C < 0,4% : è facilmente saldabile fino a circa 10 mm di spessore
- 0,4 < C < 0,6 % : presenta cattiva saldabilità si utilizza metallo di apporto con basso tenore di C.
- C > 0,6 % : si riesce a saldarlo solo dopo aver riscaldato i lembi alcolor rosso con un cannello potente.
Ghise: E’ possibile saldare la ghisa. La preparazione dei lembi è a V per spessori < 9 mm ed a X per spessori > 9 mm.E’ però necessario riscaldare tutto il pezzo ( 600 °C ) per:- evitare le cricche a freddo- evitare la formazione di ghisa bianca (si forma solo ghisa grigia).Le superfici lavorate devono essere protette con una miscela di grafitee olio o grasso durante il riscaldamento.

20
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Rame: ottima saldabilità, ma non devonorimanere tracce di ossidi che sono eccessivamente fragili. La preparazione dei lembi è:Elevata distanza tra i lembi per l’elevatocoefficiente di dilatazione termica.Riscaldare il materiale prima della saldatura a causa dell’elevataconducibilità termica.
Alluminio: per saldare alluminio occorre fare attenzione agli ossidi che hanno temperatura di fusione estremamente elevata, che possonodisperdersi nel giunto ed infragilirlo.La preparazione dei lembi è:
21
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Ottone: ( Cu + Zn ) difficilmente saldabile a causa della volatizzazionedello Zn che crea soffiatura.
Bronzo: ( Cu + Sn ) problemi simili all’ottone per il basso punto di fusionedello Sn.
Acciaio inox: è possibile saldare inox martensitici e austenitici. Si utilizzauna fiamma leggermente carburante.
22
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Difetti dei giunti- Ingrossamento del grano: è presente nella ZTA a seguito della lungapermanenza ad elevata temperatura. E’ inevitabile in un processo “lento” come questo, ma può essereridotto se l’operatore è esperto.
- Incollatura: si ha quando il metallo base raggiunge la fusione.Anche l’incollatura dipende dall’abilità dell’operatore.
Questi difetti non vengono rilevati con CND.
Certificazione degli operatori: viene rilasciata una “patente” di saldatore.
23
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Generazione dell’arco
Corrente continua
- arco stabile- cordone uniforme
Corrente alternata
- sistema costoso- assenza soffio magnetico- alta deposizione
Polarità diretta
- alta deposizione
Polarità inversa
- alta penetrazione

24
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Trasferimento del metallo
Spray arc:V>25 voltAlta velocitàAlta penetrazioneAlta temperatura
Pulsed arc:corrente modulata
Short arc:V<20 voltBassa temperaturaBassa penetrazione

25
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Arco elettrico
I processi di saldatura mediante arco elettrico sfruttano un arco voltaicocome sorgente di calore.L’arco può essere:- diretto: tra un elettrodo ed il metallo base- indiretto (raro): tra due elettrodi ed i lembi, ricevono indirettamente caloreL’elettrodo può essere:- fusibile: è costituito dal metallo di apporto- non fusibile: è costituito da materiale non fusibile (alla T dell’arco)L’arco può essere:- in corrente continua- in corrente alternataSe l’arco è in c.c., la polarità può essere:- diretta: metallo base collegato all’anodo- inversa: metallo base collegato al catodoL’arco elettrico è la manifestazione del passaggio di corrente elettrica in un gas ionizzato (plasma).

26
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Fisica dell’arco
Il fenomeno è piuttosto complesso. In prima approssimazione:
Il più utilizzato è il processo incorrente continua. Per elevate potenze è preferibilel’arco in corrente alternata.La temperatura raggiunta dalplasma è più elevata della fiammaossiacetilenica e varia da5000 °C a 50000 °C.
27
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Arco con elettrodi rivestiti
L’arco scocca tra un elettrodo fusibile rivestito ed il pezzo.
Si possono saldare:
- materiali ferrosi- nichel e leghe
Non si possono saldare:
- leghe di alluminio- rame e le sue leghe- metalli a basso punto di fusione

28
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Circuito di saldatura
La movimentazione dell’elettrodo è manuale.Il processo ha una ridotta produttività(rispetto a quelli con filo continuo) perché:
- l’elettrodo deve essere sostituito- dopo ogni passata deve essere rimossa la scoria depositata
29
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Elettrodo rivestito
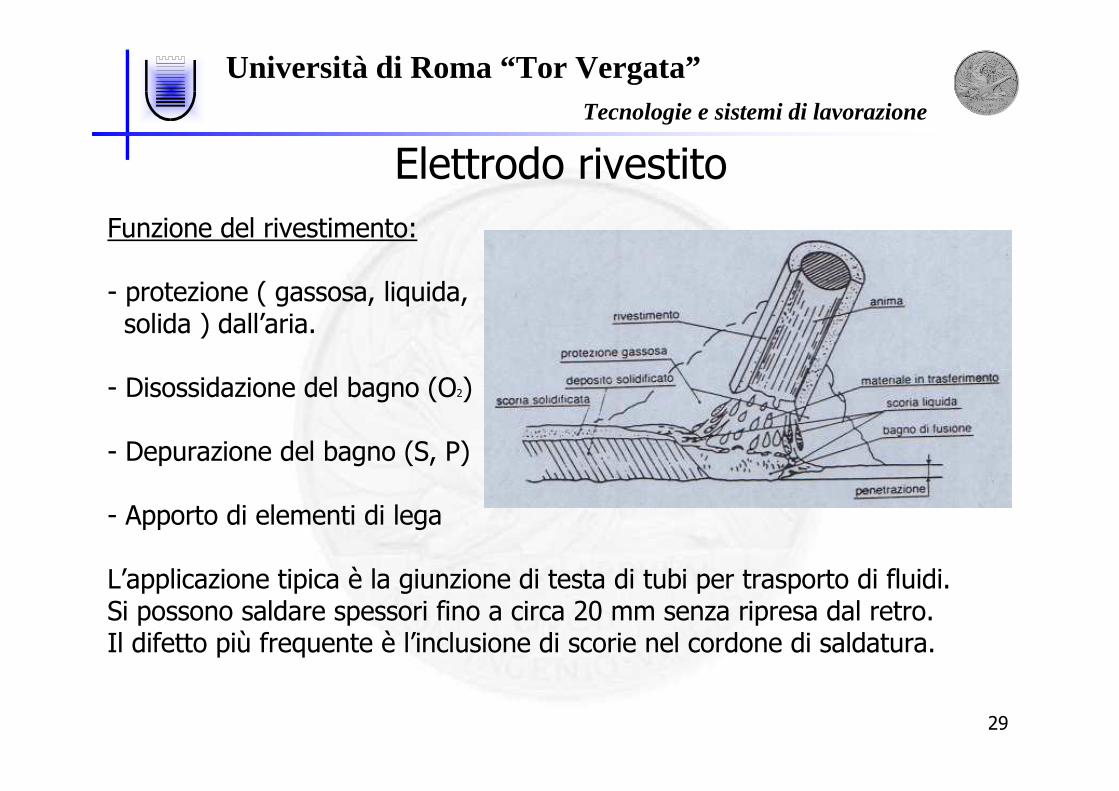
Funzione del rivestimento:
- protezione ( gassosa, liquida,solida ) dall’aria.
- Disossidazione del bagno (O2)
- Depurazione del bagno (S, P)
- Apporto di elementi di lega
L’applicazione tipica è la giunzione di testa di tubi per trasporto di fluidi.Si possono saldare spessori fino a circa 20 mm senza ripresa dal retro.Il difetto più frequente è l’inclusione di scorie nel cordone di saldatura.
30
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
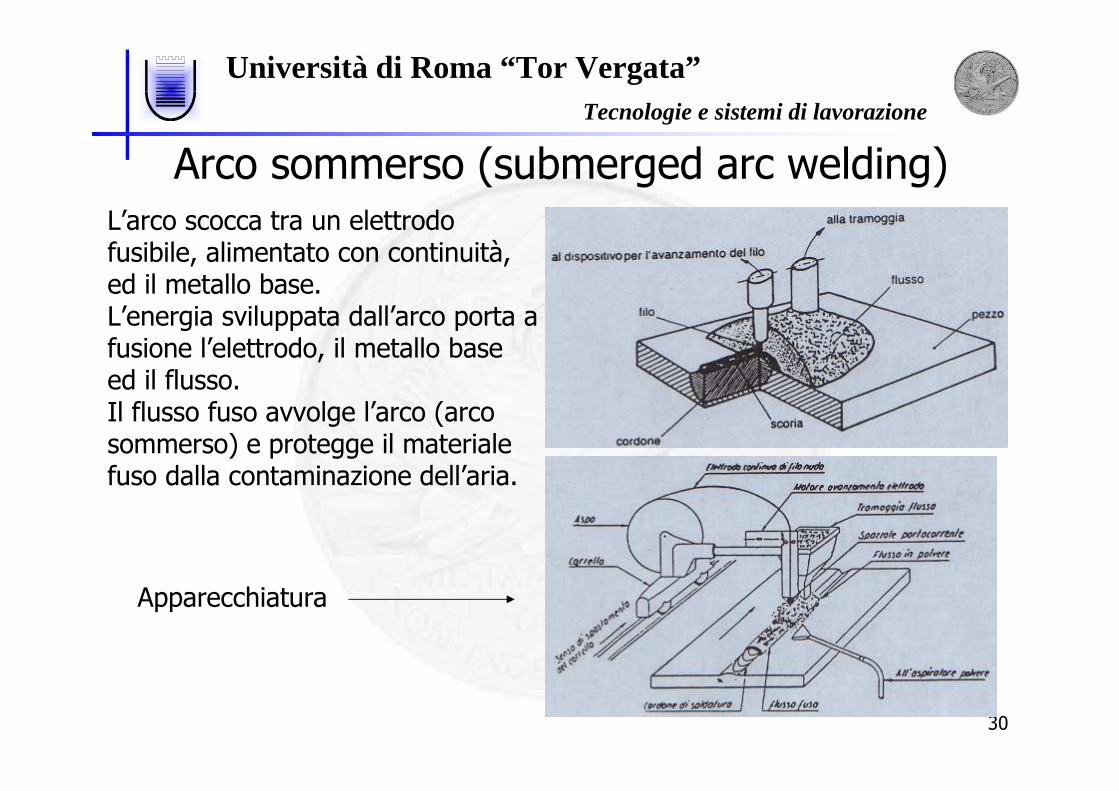
Arco sommerso (submerged arc welding)L’arco scocca tra un elettrodofusibile, alimentato con continuità,ed il metallo base.L’energia sviluppata dall’arco porta afusione l’elettrodo, il metallo baseed il flusso.Il flusso fuso avvolge l’arco (arcosommerso) e protegge il materialefuso dalla contaminazione dell’aria.
Apparecchiatura

31
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Questo processo viene utilizzato per saldare acciaio di elevato spessore(60 mm, elevata potenza delle saldatrici).La scoria va eliminata dopo ogni passata.Il vincolo applicativo è dato dalla necessità di operare in piano.Applicazione tipica: saldatura di tubi ( longitudinalmente ).
32
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
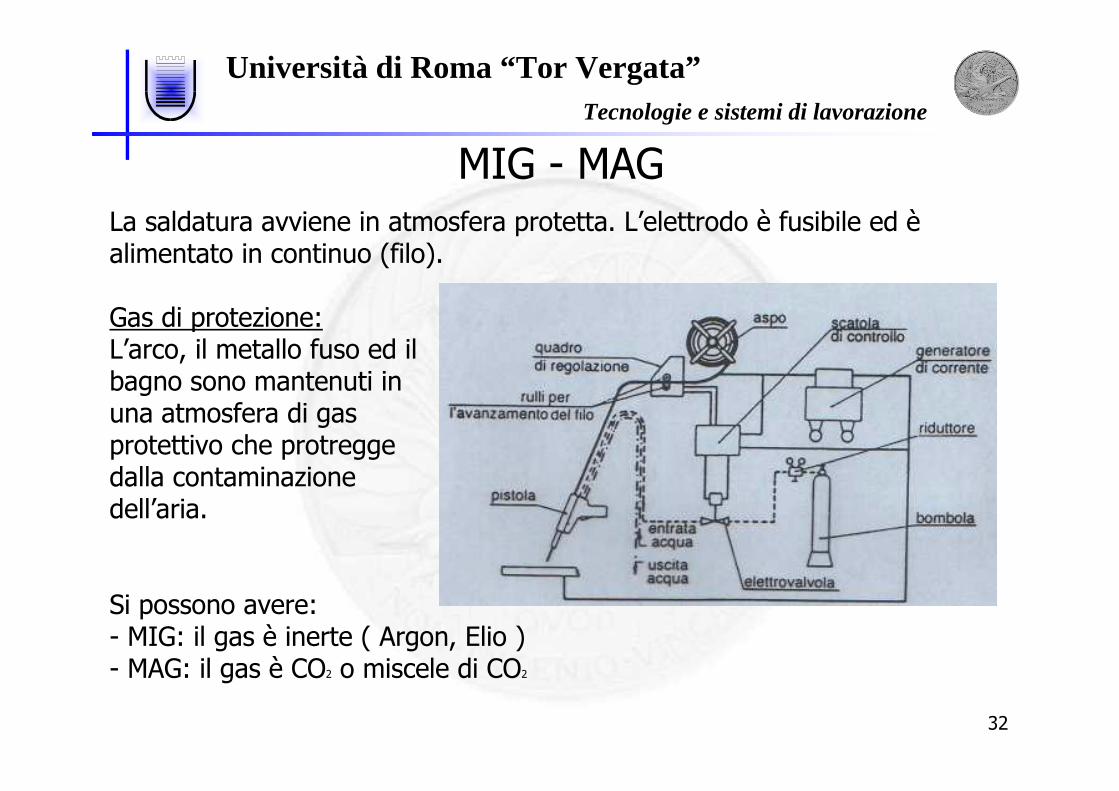
MIG - MAGLa saldatura avviene in atmosfera protetta. L’elettrodo è fusibile ed èalimentato in continuo (filo).
Gas di protezione:L’arco, il metallo fuso ed il bagno sono mantenuti inuna atmosfera di gasprotettivo che protreggedalla contaminazionedell’aria.
Si possono avere:- MIG: il gas è inerte ( Argon, Elio )- MAG: il gas è CO2 o miscele di CO2

33
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Gas inerte:Argon: viene ricavato dall’aria e deve essere estremamente puro (99,99%).
E’ più pesante dell’aria (rimane sul bagno) ed è insolubile nel fuso.Elio: ha un potenziale di ionizzazione maggiore dell’argon, l’arco ha una
temperatura maggiore (aumenta la produttività). E’ però più costoso.E’ più leggero dell’aria ed è insolubile nel bagno fuso.
CO2: Gas protettivo di basso costo. Ad elevate temperature la CO2 si dissociain CO + ½ O2 per poi riassociarsi in prossimità del bagno (liberandoenergia).
CO2 + C 2CO
Il bagno risulta carburato. Il MAG non può essere usato quando si vuole mantenere sotto strettocontrollo gli elementi di lega. Si formano facilmente delle porosità nel cordone
FeO + C Fe + COSi aggiunge Si e Mn

34
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Vantaggi tecnologici del processo MIG/MAG: (rispetto al processo conelettrodi rivestiti).- continuità del processo di saldatura- assenza di scoria (produttività)- migliore visibilità del bagno di fusione rispetto all’arco sommerso- elevate velocità di saldatura- assenza di H2O nell’atmosfera (infragilimento da idrogeno)
Limitazione del processo:- apparecchiatura complessa, più costosa e meno trasportabile- la torcia è ingombrante- occorre evitare che correnti d’aria investano la zona di saldatura.
Applicazioni:Gas inerti: si saldano alluminio, rame, e in parte acciai inoxCO2: si utilizza per saldare acciai dolci o basso legati.
35
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
TIG
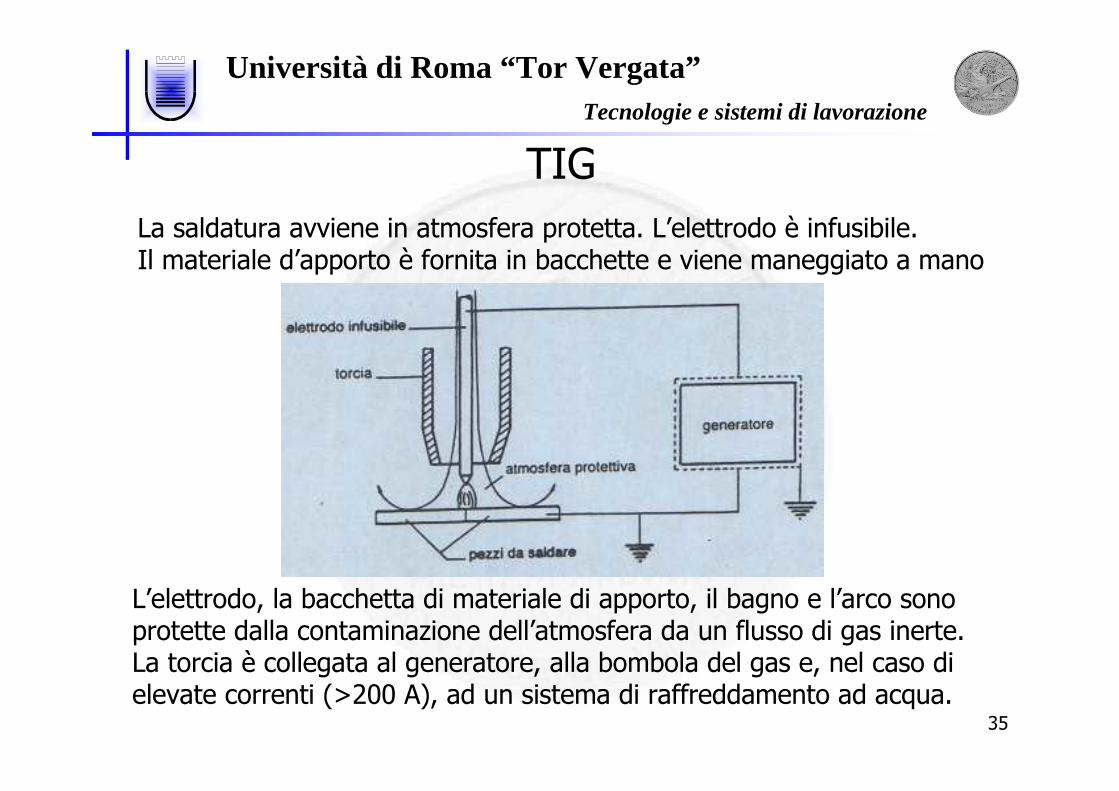
La saldatura avviene in atmosfera protetta. L’elettrodo è infusibile.Il materiale d’apporto è fornita in bacchette e viene maneggiato a mano
L’elettrodo, la bacchetta di materiale di apporto, il bagno e l’arco sonoprotette dalla contaminazione dell’atmosfera da un flusso di gas inerte.La torcia è collegata al generatore, alla bombola del gas e, nel caso dielevate correnti (>200 A), ad un sistema di raffreddamento ad acqua.

36
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Gas di protezione:
- Argon: come per MIG/MAG
- Elio: come per MIG/MAG
- Miscele: tipiche Ar – He, Ar – H, (acciai inox austenitici) Ar – CO2

37
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Alimentazione della torcia:
- polarità diretta: il tungstenoè un ottimo emettitore,l’anodo viene bombardatoda elettroni con elevataenergia e si riscalda.Il bombardamentoelettronico non riesce a rompere lo strato di ossidodi alcune leghe ( alluminio, magnesio ).
- polarità inversa: viene utilizzata per saldare le leghe leggere, ma losviluppo di calore all’elettrodo porta quasi a fusione e si possono avereinclusioni di tungsteno nel bagno ( A< 100 Ampere ).
- corrente alternata:(A>100 Ampere) 50 Hz vantaggi di entrambe le polarità.
38
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Saldature per resistenza
Il riscaldamento del materiale avviene per effetto Joule, mentre la saldaturaavviene applicando una pressione. Non vi è metallo di apporto.Il calore generato è:
Q = K٠R٠I2٠t
In generale: I = 103 – 104 At = 0,1 – 1 s

39
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Schema di funzionamento:
Ideale: R3 >> R2, R1, R0
In pratica: R3 ~ R1 > R2 ~ R0
R0 : bassa utilizzando elettroni di rameR1 : viene limitata dalla forma degli elettrodi e dalla pressione applicataR2 : è legata al materiale e allo spessoreR3 : è legata alla finitura superficiale

40
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
Parametri di processo:
- Pressione: va scelta accuratamente bassa incollaturaalta foratura
- Corrente e tempo:Si cerca di utilizzare t brevi per limitarela trasmissione del calore verso glielettrodi.
- Applicazioni: saldatura di lamiere. Utilizzando t brevi è possibile saldareacciao inox.
A Rulli:
- Applicazioni: lamiere sottili

41
Università di Roma “Tor Vergata”Tecnologie e sistemi di lavorazione
BrasaturaIl metallo d’apporto è molto diverso dal metallo base (es. stagno per unire rame).
- Procedimento: si dispone il metallo base in modo che tra le parti da unirerimanga una intercapedine “capillare”, si riscalda il metallo base ad unaT < Tf.m.base ma T > Tf.m.apporto. Il materiale da apporto viene messo incontatto con il metallo base, fonde e cola nell’intercapedine.
- Brasature dolci: vengono realizzate con una lega saldante a basso punto di fusione (<400°C). L’adesione è piuttosto debole e non sopporta sforzi ditrazione, flessione, torsione. In generale viene eseguita con saldatori.
- Brasature forti: vengono realizzate per unire metalli con alto punto di fusione.L’adesione deve essere particolarmente resistente.Il materiale d’apporto è in granelli, fili o lamierini a secinda dei pezzi da saldare.