RISERVE ACCERTATE DI PETROLIO utili/tecnologie... · 127 I L P E T R O L I O Il petrolio è un...
53
127 I L P E T R O L I O Il petrolio è un materiale combustibile liquido, oleoso, più o meno viscoso, di colore da bruno chiaro a nero, di odore spesso sgradevole, che si incontra in natura in rocce sedimentarie. Il petrolio è stato trovato in tutti i Continenti. Le regioni petrolifere più impor- tanti sono nel Medio Oriente (coste del Golfo Persico, Arabia, Iran, Irak) nell'Africa settentrionale (Algeria, Tunisia, Libia), negli Stati Uniti del Sud-Ovest (Texas/Oklahoma, Louisiana) e dell'Ovest (California), in Venezuela, nell'URSS (Mar Caspio, Asia Centrale). Petrolio in quantità meno rilevante è prodotto in molte altre regioni della Terra. L'Italia dispone di modesti giacimenti di petrolio in Sicilia (Gela, Ragusa) e modestissimi sul Continente (Abruzzo, Emilia). Le riserve accertate ammontano a circa 95 Gt. La ripartizione geografica ed i consumi sono riportati nelle figg. 1-3. Fig.1 63 7 11,5 5 10 0,5 3 0 10 20 30 40 50 60 70 % OPEC Am. Nord Am. Sud Africa ex URSS + Cina Europa Altri RISERVE ACCERTATE DI PETROLIO
Transcript of RISERVE ACCERTATE DI PETROLIO utili/tecnologie... · 127 I L P E T R O L I O Il petrolio è un...
127
I L P E T R O L I O
Il petrolio è un materiale combustibile liquido, oleoso, più o meno viscoso, di colore da bruno chiaro a nero, di odore spesso sgradevole, che si incontra in natura in rocce sedimentarie.
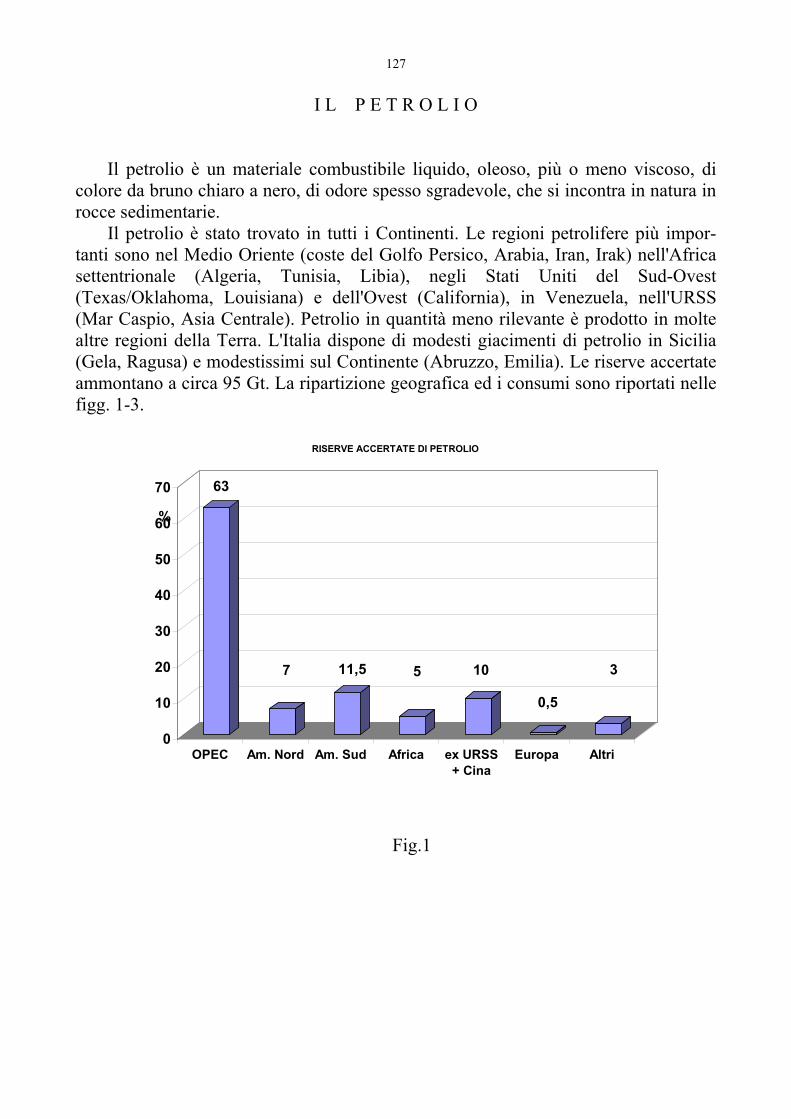
Il petrolio è stato trovato in tutti i Continenti. Le regioni petrolifere più impor- tanti sono nel Medio Oriente (coste del Golfo Persico, Arabia, Iran, Irak) nell'Africa settentrionale (Algeria, Tunisia, Libia), negli Stati Uniti del Sud-Ovest (Texas/Oklahoma, Louisiana) e dell'Ovest (California), in Venezuela, nell'URSS (Mar Caspio, Asia Centrale). Petrolio in quantità meno rilevante è prodotto in molte altre regioni della Terra. L'Italia dispone di modesti giacimenti di petrolio in Sicilia (Gela, Ragusa) e modestissimi sul Continente (Abruzzo, Emilia). Le riserve accertate ammontano a circa 95 Gt. La ripartizione geografica ed i consumi sono riportati nelle figg. 1-3.
Fig.1
63
7 11,5 5 10
0,5
3
0
10
20
30
40
50
60
70
%
OPEC Am. Nord Am. Sud Africa ex URSS+ Cina
Europa Altri
RISERVE ACCERTATE DI PETROLIO

128
Fig. 2
Fig. 3
0
20
40
60
80
100
1940 1950 1960 1970 1980 1990
Anno
Gt
Riserve accertate
Consumo cumulativo

129
Si valuta che tutto il petrolio recuperabile esistente sulla Terra ammonti a circa 500 miliardi di t. E�’ però certo che il petrolio non si forma con lo stesso ritmo con cui viene consumato. I giacimenti di petrolio si trovano a profondità variabili da poche decine di metri a oltre 8000 metri, in rocce del Paleozoico o più recenti. L'origine del petrolio rimane, nonostante i molti studi in proposito, tra i misteri della Terra. È però generalmente ammesso che sia un'origine prevalentemente organica, a partire da resti di organismi marini (in gran parte alghe, plancton, batteri) che si sarebbero accumulati �— assieme a sedimenti inorganici �— in vicinanza del mare. La concentrazione inizialmente non era elevata, ma poi i gas ed i liquidi migrarono in zone costituite da materiali porosi. In un lungo periodo di tempo, carboidrati e proteine furono distrutti per azione batterica lasciando un olio che è più difficile a attaccare da parte dei batteri. Questi materiali avrebbero subito quindi, col trascorrere del tempo (da qualche millennio a qualche centinaio di milioni di anni), azioni chimiche, fisiche e microbiologiche fino a trasformarsi nell'attuale grezzo
Perché il petrolio grezzo (e con esso il gas naturale) possa essersi conservato sono considerate essenziali le seguenti condizioni:
1. Presenza di rocce-serbatoio, porose e fessurate, in grado di trattenere il petrolio (sabbie, arenarie, calcari);
2. Presenza di rocce di copertura, impermeabili, al disopra delle rocce-ser- batoio; il cosiddetto �“arco anticlinale�” ha una cima compressa ed ha densità maggiore rispetto alle rocce circostanti (fig. 4)
3. Configurazione « chiusa » degli strati di roccia, tale da impedire la fuga dei fluidi.
Fig. 4

130
Queste condizioni definiscono una « trappola » potenziale, nella quale si può accumulare petrolio (assieme ad acqua o a gas).
Quando viene estratto, è bene che la portata di estrazione sia bassa, per mantenere il pozzo in pressione e quindi risparmiare energia nel pompaggio. Il gas naturale e la CO2 fuoriusciti possono essere addirittura reimmessi nel pozzo per ripressurizzarlo. In queste condizioni ( bassa portata e riciclo a 9,6 Mpa) si recupera il 70% del grezzo presente nel pozzo. L�’aria non sarebbe adatta per la ripressuruzzazione in quanto deteriora il prodotto. Quanto il materiale è troppo pesante e necessita di fluidificazione per la estrazione, si può iniettare vapore o addirittura introdurre aria in modo da bruciare una piccola parte del grezzo presente con generazione di calore e quindi renderlo più fluido.
L'analisi elementare di grezzi di diversa origine da risultati abbastanza
costanti per quanto riguarda C e H, i due costituenti fondamentali. Entro limiti percentualmente più ampi possono invece variare gli altri elementi (S. N e O) (Fig. 5)
Fig. 5 La composizione elementare, e soprattutto il tenore in carbonio e idrogeno,
non variano molto perché il petrolio grezzo è costituito in larga prevalenza da idrocarburi appartenenti a poche serie omologhe. Il differente rapporto C/H deriva in gran parte da diversa abbondanza relativa di ciascuna serie. Per valutare un grezzo l'analisi elementare non ha importanza rilevante, dato che a differenze minime della composizione elementare può corrispondere una difformità notevole della distribuzione delle diverse serie di idrocarburi. Questa distribuzione è determinante per valutare un grezzo e stabilirne la qualità e la distribuzione dei prodotti primari. Dal punto di vista pratico o importante la distribuzione dei componenti del grezzo in base alle dimensioni molecolari (verificabile attraverso la distillazione frazionata). L'uno e l'altro criterio sono determinanti ai fini della valutazione tecnologica e commerciale dei petroli grezzi.
H
S O N
C
11,4-11,8%
0,05-8%0,02-1,3%
83-87%
0,05-3%

131
Gli idrocarburi del petrolio Nei grezzi si trovano idrocarburi appartenenti a quattro gruppi principali:
paraffine, nafteni (cicloparaffine), aromatici e non saturi. Altri non sono presenti nel grezzo ma si formano nei processi di trasformazione.
Idrocarburi alifatici n-paraffine (�… C30)�…(a catena lineare di atomi di carbonio): sono i
costituenti di tutti i grezzi. Isomeri a catena lineare o poco ramificata (purtroppo!!!)
i-paraffine (a catena ramificata): i grezzi ne hanno un contenuto limitato
(max 0,2%) ma sarebbero desiderabili in quanto hanno un comportamento migliore nei motori a combustione interna. Si formano anche nei processi della lavorazione per reforming catalitico, alchilazione, isomerizzazione.
olefine: sono assenti nel grezzo, aumentano il potere antidetonante delle benzine, anche se non in modo così efficace come le iso paraffine. Tendono a polimerizzare ed a ossidarsi e questo è indesiderabile.
Idrocarburi ciclici Nafteni (cicloalcani): sono i secondi maggiori componenti nella gran parte
dei grezzi. Hanno la stessa formula chimica delle olefine ma sono saturi.
Aromatici: toluene, etilbenzene, o-, m- e p-xilene; sono scarsi; contenuto
relativamente alto nei grezzi del Borneo, Sumatra etc. I non idrocarburi Accanto agli idrocarburi, i grezzi possono contenere svariati altri composti
organici. Si tratta di composti solforati, ossigenati e azotati degli idrocarburi.
CCCCC
C
C C C C C
C
C C C C C C
C
C
C
C
C
C
C
C C
C
C
C
C
C
C
C
CH3

132
S : costituente indesiderato a causa dell�’odore, è corrosivo. In genere lo si rimuove recuperandolo come S elementare. Oltre allo S elementare si può trovare nel grezzo H2S, mercaptani, tiofene, disolfuri, solfuri ciclici ed alifatici. Alcuni composti solforati si decompongono a temperatura relativamente bassa (180-210 °C) liberando H2S; quindi il ritrovamento di H2S nei distillati di petrolio non è prova certa della sua presenza nel grezzo di origine.
N: i grezzi contengono meno azoto (da 0 a 1,3%) che zolfo. In base alla titolabilità con acido perclorico si possono classificare in: a) composti basici, tra i quali la piridina e i suoi alchilderivati, le chinoline, le benzochinoline ; b) composti non basici, tra i quali il pinolo, l'indolo, il carbazolo e loro alchilderivati. Tra i composti azotati possono essere annoverate le porfirine, che spesso sono considerate separatamente per la loro capacità di formare complessi stabili con alcuni metalli. I complessi metalloporfìrinici sono di solito associati con i residui asfaltici dei grezzi nei quali sono presenti. In genere la presenza di composti azotati non dà fastidio, limitatamente all�’impiego del prodotto finito.
Metalli : più spesso presenti vanadio e nichel, ma anche Fe; avvelenano i
catalizzatori. O: l'ossigeno totale nei grezzi si ritiene non superi
mai il 2%; analogamente allo zolfo e all'azoto, si concentra nei prodotti alto-bollenti. I composti ossigenati più abbondanti sono gli acidi naftenici (fino a 0,4% sul grezzo), e tra essi i derivati del ciclopentano (acidi ciclopentancarbossilici) e del cicloesano (acidi cicloesancarbossilici).
Il grezzo è inoltre sempre inquinato da componenti accidentali: acqua e materiali inorganici (sali disciolti nell'acqua, particelle di ossidi di ferro, quarzo, mica e rocce diverse). Possono provocare corrosione e vanno eliminati.
Classificazione dei grezzi: A �– in base ai componenti S Benzine Lubrificanti Bitumi PARAFFINICI Libia poco basso N.O. buoni no NAFTENICI Venezuela molto poche e buone cattivi ottimo AROMATICI Borneo ottime cattivi
CCCC SH
SH
N N
C
C
C
C
C
COOH

133
B - in base alla densità: 5,131densità141,5API
La distillazione analitica del grezzo Per determinare la resa delle diverse frazioni dal petrolio grezzo, questo
viene distillato in laboratorio. Per una valutazione accurata si impiega un apparecchio costituito da un pallone di vetro sormontato da un'efficiente colonna di rettifica. Riscaldando il fondo del pallone, dal liquido si sviluppano i vapori che vengono condensati mediante un refrigerante; il liquido condensato viene raccolto in recipienti graduati. Riportando in un diagramma il volume % distillato in funzione della temperatura segnata da un termometro posto in testa alla colonna si ottengono delle curve (curve di distillazione TBP), delle quali un esempio è riportato nella Fig. 6
Fig. 6 Curve di distillazione (metodo TBP) di due grezzi: il Dahra, più « leggero », il Kuwait più « pesante ». Le curve riportate sono ottenute mediante distillazione a pressione atmosferica fino a 350 °C e mediante distillazione sotto vuoto al disopra di tale temperatura. I dati della distillazione sotto vuoto sono riportati con il calcolo alla pressione atmosferica per tracciare una curva continua. Dal grafico riportato risulta che a temperatura dei vapori 200 °C, del grezzo Kuwait è distillato il 28 % circa in volume, del grezzo Dahra è distillato il 42 % circa in volume. Il grezzo Dahra, più ricco in frazioni leggere (benzine), è definito convenzionalmente « più leggero ».
Non è possibile distillare a pressione atmosferica un grezzo al disopra di
circa 350 °C. Le curve della Fig. 6 si riferiscono a distillazione a pressione atmosferica fino a una certa temperatura, proseguita poi a pressione ridotta. Le temperature lette a pressione ridotta vengono riportate a pressione atmosferica con una delle note correlazioni, per es. con il nomogramma di Fig. 7.
0
100
200
300
400
500
0 20 40 60 80 100volume grezzo distillato, %
tem
pera
tura
del
vap
ore,
°C
medio oriente (K it)
libico (Dahra)

134
Fig.7 il nomogramma riporta le tensioni di vapore degli idrocarburi tra 0,1 e 100 atm. Si
possono ricavare le temperature di ebollizione a pressione atmosferica delle frazioni di petrolio dalle temperature determinate a pressioni differenti.

135
Dalla Fig. 6 si può valutare la resa in frazioni di prima distillazione ottenibili da un grezzo. Per es. la frazione benzina (per convenzione fino a 200 °C) rappresenta circa il 28% del grezzo Kuwait, e il 42% del grezzo Dahra. Analogamente si possono valutare le rese nelle frazioni che distillano a temperature superiori.
Se, in corrispondenza dei punti segnati sulle curve, si provvede a raccogliere separatamente le singole frazioni, si può analizzarle separatamente.
Su questo criterio si fonda il metodo di valutazione del grezzo più largamente diffuso, quello del Bureau of Mines degli Stati Uniti. Si distilla il grezzo in un apparecchio normalizzato fino a 275 °C sotto pressione atmosferica, e successivamente sotto 40 mm (Hg) di pressione residua. Si raccolgono le frazioni bollenti entro intervalli di 25 °C (per es. 75 100, 100 125, ecc.) e si determina la densità (o l�’API Gravity *) di due frazioni: quella che distilla tra 250 e 275 °C a pressione atmosferica (frazione chiave n. 1) e quella che distilla tra 275 e 300 °C a 40 mmHg (frazione chiave n. 2). Se la frazione n. 1 ha densità 0,825 o inferiore (API gravity 40 o superiore) le frazioni basso-bollenti del grezzo sono considerate paraffiniche, se ha densità 0,860 o superiore (API (gravity 33 o inferiore) tali frazioni sono considerate nafteniche; se la densità è compresa tra i due limiti sopra riportati le frazioni basso-bollenti sono considerate intermedie o a struttura mista. In base alla densità della frazione chiave n. 2 si classificano le frazioni alto-bollenti: se la frazione chiave n. 2 ha densità inferiore a 0,876 (API Gravity superiore a 30) le frazioni alto-bollenti sono considerate paraffiniche, se ha densità 0,934 o superiore (API Gravity inferiore a 20) sono considerate nafteniche. Se la frazione chiave n. 2 ha densità compresa tra i due limiti citati le frazioni alto-bollenti sono definite intermedie o a struttura mista.
Bureau of Mines (USA): criterio di valutazione
distillare il grezzo fino a 275°C a Patm poi ridurre a 40 Torr
Si raccolgono due frazioni: Frazione chiave N° 1 Frazione chiave N° 2
Frazione chiave 1 Le frazioni basso bollenti sono:
d<0,825 (> 40 °API) paraffiniche d>0,860 (< 33 °API) nafteniche Frazione chiave 2 Le frazioni alto bollenti sono: d<0,876 (> 30 °API) paraffiniche d>0,934 (< 20 °API) nafteniche
* API è la sigla dell'American Petroleum Institute. La relazione tra API Gravity e densità relativa (a 15°/15 °C) è espressa dalla: °API =141,5/d - 131,5

136
Benché l'industria della raffinazione del petrolio sia sotto molti aspetti un'industria chimica, essa presenta caratteri del tutto particolari. Tra questi ricordiamo le grandi dimensioni degli impianti, le grandi produzioni, la variabilità delle produzioni, la flessibilità dei processi. Un aspetto caratteristico di questa industria che la differenzia dall'industria chimica vera e propria sta nel fatto che i prodotti di raffineria non sono di regola composti chimici, ma miscele di numerosi componenti, le cui prestazioni in determinati impieghi sono assai più importanti della loro composizione chimica. È tuttavia evidente che la composizione e le caratteristiche fisiche dei vari prodotti di raffineria sono determinanti sulle loro prestazioni. Un altro aspetto caratteristico dell'industria della raffinazione del petrolio è che le esigenze del mercato nei riguardi delle prestazioni dei prodotti la condizionano fortemente. Ciò comporta un continuo adeguamento delle caratteristiche �— oltre che delle quantità �— dei prodotti alle richieste del mercato, espresse dai « requisiti di accettazione », spesso definite impropriamente « specifiche ». Chiariamo meglio questo aspetto di un'industria così importante con un esempio. In una fabbrica di acido solforico si ottiene un solo prodotto chimico, eventualmente in qualità diverse per concentrazione o per presenza di impurezze. Il composto prodotto è però sempre lo stesso. In una fabbrica di metanolo e formaldeide, attraverso processi e con impianti complessi e tra loro collegati si ottiene una gamma di prodotti principali (appunto il metanolo e la formaldeide) e sottoprodotti, che vengono venduti specificandone composizione, concentrazione, purezza ecc. Nel caso dell'industria del petrolio, i prodotti (miscele di più componenti) devono essere preparati « su misura » in funzione delle esigenze dei consumatori, esigenze che mutano nel tempo.
Raffinerie: Si classificano in base a:
potenzialità ciclo produttivo
1. Raffinerie a combustibili: producono distillato e residuo. 2. Raffineria a reforming: produce anche benzina di qualità. 3. Raffineria a cracking: aumenta anche la resa in benzina 4. Raffineria a lubrificanti: presenza di topping s.v. 5. Raffineria completa
Per classificare le raffinerie di petrolio si ricorre a due criteri principali: 1) la
capacità lavorativa o potenzialità, 2) il ciclo operativo. Il primo criterio non è assoluto: la quantità di petrolio grezzo che una raffineria può lavorare è vincolata dalla qualità del grezzo e dalla distribuzione e qualità dei prodotti. Una raffineria da 5 milioni di t/anno può lavorare la quantità indicata di un determinato grezzo nel periodo di un anno, a portata costante dell'alimentazione, fornendo una

137
determinata gamma di prodotti finiti. Dal punto di vista del ciclo operativo si usa classificare le raffinerie in alcuni gruppi fondamentali. Le raffinerie a combustibili producono una gamma più o meno completa di distillati più un residuo. Se la raffineria, accanto all'impianto di distillazione primaria (topping) dispone di un impianto di reforming per produrre benzina per motori di qualità commerciale si parla di raffineria a reforming. Se, per aumentare la resa in benzina la raffineria dispone di altri impianti, come un cracking o un idrocracking, si parla di raffineria a cracking . Le raffinerie che forniscono almeno il 10-15% dei loro prodotti sotto forma di oli lubrificanti base si chiamano raffinerie a lubrificanti. Esse devono disporre di un impianto di topping sotto vuoto. Si considerano infine complete le raffinerie che realizzano lavorazioni a combustibili e a lubrificanti. Sono queste le raffinerie più complesse e di maggiore potenzialità. Vi si trovano installati impianti di ogni genere, anche del tipo petrolchimico.
I principali prodotti delle raffinerie
Dalla lavorazione del grezzo le raffinerie ottengono tre tipi di prodotti: 1) prodotti finiti, da immettere al consumo (benzina normale e super,
cherosene, gasolio, ecc.); 2) prodotti semifiniti, da miscelare e trattare in vari modi per renderli atti
all'uso (frazioni base per lubrificanti); 3) sottoprodotti o intermedi che la raffineria può non elaborare
ulteriormente, ma cedere ad altre industrie (per es. gli intermedi per usi petrolchimici).
Una possibile classificazione dei prodotti di raffineria è quella in base al peso
molecolare medio degli idrocarburi in essi contenuti, che corrisponde in prima approssimazione a quella in base all'intervallo di ebollizione.
Abbiamo così: 1) Gas incondensabili (H2, CH4 e idrocarburi C2) 2) Gas liquefacibili (GPL, miscele C3-C4; 3) Distillati leggeri per uso petrolchimico (la cosiddetta virgin naphtha); 4) Benzine per motori (prevalentemente per autotrazione); 5) Benzine solventi e idrocarburi aromatici singoli; 6) Combustibili per aviogetti; 7) Cherosene per motori, per riscaldamento e illuminazione; 8) Gasolio per motori Diesel 9) Oli lubrificanti; 10) Paraffina solida; 11) Olio combustibile residuo; 12) Bitume; 13) Coke di petrolio.

138
Gas di raffineria e GPL I gas che vengono prodotti nelle raffinerie provengono da diverse fonti. In
parte provengono dal topping, ma le quantità più rilevanti di gas si ottengono dai vari processi di conversione (cracking, reforming). I gas devono essere liberati dall'H2S e da eventuali altri composti solforati dai quali si può produrre S o acido solforico. I gas incondensabili vengono bruciati nei forni nella stessa raffineria. I componenti saturi (propano, butano) vengono liquefatti e immessi al consumo in cisterne o in bombole (GPL). Quelli non saturi (olefine) possono essere inviati all�’alchilazione.
Distillati leggeri (virgin naphtha) Le frazioni di testa del topping, oltre che come materia prima per
l'ottenimento di benzina per motori, trovano impiego come alimentazioni per processi petrolchimici: gassificazione a CO+ H2 , cracking a olefine e ad acetilene.
Benzina per motori Il prodotto più importante �— anche se non il più abbondante �— delle raffi-
nerie di petrolio è la benzina per motori. Le condizioni di impiego di questo combustibile nei motori a scoppio e le tendenze della tecnica automobilistica costringono le raffinerie a modificarne spesso le caratteristiche chimico-fìsiche e quindi la composizione chimica. Le caratteristiche determinanti del comportamento della benzina nei motori a scoppio sono numerose. Le principali sono la volatilità, che viene valutata dalla curva di distillazione analitica ASTM, la tensione di vapore, e il potere antidetonante. Questo viene determinato prevalentemente attraverso il numero di ottano (N.O.), in un motore di prova (motore CFR), per confronto con il comportamento di miscele binarie di n-eptano (al quale è assegnato per convenzione N.O. = zero) e 2,2,4-trimetilpentano (isoottano, al quale è attribuito N.O. = 100). Le benzine del commercio in Italia erano di due tipi: normale con N.O. non inferiore a 83 e super con N.O. non inferiore a 92. In entrambe era ammessa la presenza di antidetonanti piombo-alchilici (piombo tetrametile e/o piombo tetraetile) in concentrazione non superiore a 0,6 cm3/litro.
Cheroseni (C11 C15) Sono i distillati (provenienti in gran parte dal topping) che bollono
nell'intervallo di temperatura immediatamente superiore a quello delle benzine. Contengono idrocarburi tra C11 e C15. Il loro impiego si ha soprattutto come combustibile per uso domestico (per cottura dei cibi e per riscaldamento), per motori di macchine agricole, di piccoli natanti, ecc. Per l'impiego motoristico i

139
cheroseni devono avere un N.O. più alto possibile (quindi un alto tenore in aromatici).
Gasolio I distillati di petrolio che bollono nel campo di temperature compreso tra
quelli del cherosene e delle frazioni lubrificanti sono chiamati gasoli. I loro impieghi principali si hanno come combustibili per motori Diesel, per riscaldamento civile e per gassificazione. Come combustibili Diesel la loro caratteristica più importante è il comportamento nel motore, espresso con il numero di cetano (N.C.). Questo viene determinato in un motore di prova, per confronto con il comportamento di miscele binarie di n-esadecano (cetano) (al quale è assegnato per convenzione il valore N.C. = 100) e -metilnaftalina (alla quale è assegnato N.C. = 0). Il comportamento nel motore �— velocità di accensione in seguito a compressione della miscela aria-combustibile �— è migliore con gasoli paraffinici, peggiore con gasoli aromatici.
Oli combustibili Sebbene questa definizione non sia molto soddisfacente, in quanto tutti i
derivati del petrolio che vengono bruciati sono « oli combustibili », la si adotta per definire i combustibili pesanti, formati prevalentemente da residui di distillazione, impiegati per forni, caldaie, e grandi motori marini. Sono classificati in generale in base alla loro viscosità (che ne condiziona la pompabilità), al tenore di zolfo e di ceneri (che condizionano rispettivamente la concentrazione di SO2 nei fumi e la corrosione degli impianti di combustione). Da considerare che gli insaturi presenti possono polimerizzare formando fanghi nei serbatoi.
Oli lubrificanti Provengono da frazioni ottenute mediante distillazione sotto vuoto (distillati
lubrificanti) e da residui estratti con solventi selettivi. Benché rappresentino una percentuale piccola del grezzo (circa il 2% mediamente), sono importanti per i loro svariatissimi impieghi e per i problemi connessi con la loro preparazione e con il loro impiego. Mentre le frazioni lubrificanti che si ottengono in raffineria dalla distillazione sotto vuoto sono poche (due-quattro), miscelazioni, trattamenti di raffinazione, aggiunte di additivi portano a un numero elevatissimo di lubrificanti finiti per i diversi impieghi. La caratteristica fondamentale degli oli lubrificanti è la viscosità, che ne determina in prima approssimazione l'attitudine a un determinato uso.

140
Paraffina I componenti n-paraffinici superiori a C20 sono solidi a temperatura
ambiente. La paraffina viene messa in commercio in diverse qualità, come impermeabilizzante per carte, come sigillante, per la produzione delle candele, ecc. Sue caratteristiche determinanti sono il punto di fusione (deve essere piuttosto elevato) e il tenore in olio (deve essere quanto più basso possibile).
Bitumi I residui della distillazione sotto vuoto effettuata nelle raffinerie per
recuperare le frazioni lubrificanti costituiscono un materiale adatto come legante per materiali da costruzione (soprattutto per strade, terrazze e pavimentazioni varie).
Dissalazione del grezzo II grezzo prodotto dai pozzi contiene inevitabilmente dell'acqua, di solito
ricca di sali. Benché parte di quest'acqua (salamoia) si separi dal grezzo per decantazione durante le operazioni di immagazzinamento e trasporto dalla zona di produzione fino alla raffineria, molto spesso la raffineria riceve un grezzo che contiene acqua (e quindi sali). Questi sali devono esser allontanati dal grezzo prima della sua distillazione, perché nel corso di questa e delle successive operazioni provocherebbero corrosioni e incrostazioni. La prima operazione che una raffineria esegue in un grezzo è quindi molto spesso la dissalazione. Mediante questo trattamento, attraverso l'uso di composti chimici disemulsionanti o di campi elettrici ad alto potenziale, si rende instabile l'emulsione salamoia-olio e se ne consegue la separazione, realizzabile mediante un processo continuo.

141
LA DISTILLAZIONE PRIMARIA (TOPPING) II frazionamento industriale del petrolio si ottiene mediante vaporizzazione
continua, pompando l'alimentazione attraverso forni a serpentino (pipe still) e separando poi in una colonna di frazionamento il liquido e il vapore che si sono formati nelle condizioni di temperatura e pressione esistenti in colonna. Liquido e vapore in questo caso hanno composizione costante nel tempo. Le colonne di frazionamento consistono in una serie di camere separate da piatti sovrapposti, opportunamente distanziati. Ciascun piatto ha un certo numero di fori muniti di un « camino » e di una « campanella » disposti in modo tale che i vapori, attraversato il camino, vengano obbligati a gorgogliare nel liquido che colma il piatto. I piatti moderni non sono sempre del tipo a « campanelle»: piatti perforati costituiti da semplici piastre di acciaio di spessori variabili, attraversate da fori di diametro e « passo » (triangolare e quadrato) pure variabile funzionano altrettanto bene.
Per frazionare un petrolio grezzo in una colonna di topping (Fig. 8), l'alimentazione, preriscaldata a stadi successivi per scambio di calore con i prodotti distillati (dal più leggero, uscente dall'impianto alla temperatura più bassa, al più pesante, uscente alla temperatura più alta) e infine con il residuo, viene surriscaldata in un forno a serpentino e introdotta ad una certa altezza della colonna.
Rispetto al punto di introduzione dell'alimentazione, la colonna si divide in due sezioni: si definisce «sezione di rettifica», la parte al disopra del piatto di alimentazione, « sezione di esaurimento » (o di stripping) quella al disotto di tale piatto. Le due sezioni purificano il prodotto di testa e di fondo rispettivamente, nel modo seguente. Ammettiamo di introdurre in colonna un alimentazione (grezzo) parzialmente vaporizzata: la porzione che resta liquida sul piatto ricade nella sezione di stripping, nella quale vengono eliminate dal liquido tutte le frazioni leggere che non s'intende prelevare dalla colonna insieme al prodotto di fondo (residuo). Quest'azione di esaurimento viene svolta da una corrente di vapori che sale dalla base della colonna e che, attraversando i piatti della sezione di esaurimento, asporta dal liquido le frazioni più volatili.
I vapori di stripping possono essere vapor d'acqua introdotto dall'esterno oppure vapori di idrocarburi prodotti in un ribollitore esterno alla colonna o incorporato in essa.
Salendo lungo la colonna, i vapori di stripping trascinano una piccola parte delle frazioni che in teoria dovrebbero far parte del prodotto di fondo; queste frazioni giunte al piatto di alimentazione si mescolano con la parte dell'alimentazione introdotta come vapore, e cominciano a salire lungo la sezione di rettifica della colonna. Qui avviene la rettifica delle frazioni che si desidera ottenere come « prodotto di testa ». I vapori uscenti in testa alla colonna vengono condensati e in parte prelevati come prodotto di testa, in parte rinviati in colonna. Il riflusso viene realizzato in modo da mantenere ciascun piatto alla temperatura desiderata: i vapori provenienti dal piatto sottostante ad esso gorgogliano

142
attraverso il liquido, e le frazioni più pesanti si condensano; il calore latente liberato da questa condensazione fa evaporare le frazioni più leggere del liquido presente sul piatto e il vapore così formato sale �— assieme al vapore non condensabile alla temperatura del piatto �— verso il piatto soprastante per subirvi lo stesso processo di raffreddamento e condensazione parziale. Nello stesso tempo il vapore condensato su ciascun piatto ricade sul piatto sottostante, viene in parte vaporizzato dai vapori in salita, si unisce a questi e risale verso il piatto sovrastante dove si raffredda e condensa nuovamente. Ciascuna frazione contenuta nell'alimentazione viene vaporizzata e condensata più volte, finché non viene eliminata dal sistema. Quando una colonna deve separare la carica in più di due frazioni (prodotto di testa e di fondo), come avviene nel topping del grezzo, si prelevano le frazioni desiderate come « tagli laterali » da apposite prese laterali intermedie tra la testa della colonna e il piatto di alimentazione. Il calore necessario al lavoro di separazione delle diverse frazioni viene fornito alla colonna o tutto con l'alimentazione, o in parte con l'alimentazione e in parte al fondo alla colonna mediante ribollitori. Questo calore viene poi eliminato essenzialmente come calore latente nei condensatori di testa e come calore sensibile nei prodotti laterali, e in parte recuperato col preriscaldamento del grezzo
Indipendentemente dal tipo di grezzo e dal numero e quantità delle singole frazioni che si desidera ottenere, il topping del grezzo ha caratteristiche costanti: consiste nelle due operazioni combinate di vaporizzazione parziale in equilibrio (flash) dell'alimentazione riscaldata nel forno e introdotta in colonna, per far evaporare tutti i componenti che si intende ottenere come distillati, e di distillazione frazionata per distribuire le frazioni vaporizzate nell'ordine del loro intervallo di ebollizione e recuperarle allo stato liquido o gassoso.
Entrato in colonna, il grezzo parzialmente vaporizzato subisce il processo di distillazione frazionata indicato in Fig. 8; la porzione più pesante del grezzo, rimasta allo stato liquido, scende al fondo della colonna dalla quale viene prelevata come olio combustibile residuo; la porzione più leggera, evaporata, sale invece verso la testa della colonna, e per il processo cui si è accennato i vapori vengono raffreddati, condensati e prelevati allo stato liquido come frazioni con diversi intervalli di ebollizione.
Ammettiamo di voler frazionare il grezzo in cinque prodotti: gas e benzina leggera assieme, benzina pesante, cherosene, gasolio, olio combustibile residuo, come indicato in Fig. 8. Il prodotto più volatile (gas e benzina leggera) viene prelevato dalla testa della colonna allo stato di vapore, normalmente alla temperatura del suo punto di rugiada (punto di rugiada: T alla quale, raffreddando il vapore, condensa la prima goccia di liquido). I prodotti che vengono prelevati dalla colonna allo stato liquido (i « tagli laterali »: nell'esempio di Fig. 8 la benzina pesante, il cherosene e il gasolio) escono alla temperatura del loro punto di bolla.

143
Fig. 8 L'intervallo di ebollizione dei tagli laterali viene regolato aggiustando
opportunamente il rapporto tra prodotto prelevato e riflusso. Il punto di ebollizione iniziale del prodotto di testa dipende invece dalla composizione dell'alimentazione. Per quanto riguarda il residuo, non ha molto senso parlare di punto di ebollizione finale, dato che i componenti più pesanti dei grezzi non sono distillabili. La regolazione del rapporto tra prodotti prelevati e riflusso sulle varie prese della colonna corrisponde a stabilire il punto finale di ebollizione di ciascuna frazione distillata. Evidentemente il punto di ebollizione iniziale di ciascuna frazione dipende a sua volta dal punto finale della frazione immediatamente più volatile di quella considerata, nonché dalle caratteristiche e proporzioni dei componenti che costituiscono le due frazioni.
Da cosa dipendono i punti di ebollizione? Peb. iniziale Peb. finale Testa Dalla composizione
dell�’alimentazione
Taglio laterale Dal Peb. finale della frazione più volatile di lui
Da R1, R2, R3
Residuo Non ha senso in quanto i componenti non sono distillabili

144
Dopo che ciascun prodotto è uscito dalla colonna se ne aggiusta il punto iniziale di ebollizione allontanando i componenti più volatili. Questa operazione prende il nome di stabilizzazione nel caso di prodotti di testa e di esaurimento (o stripping) nel caso di frazioni laterali (Fig. 9). L'esaurimento si effettua quasi sempre con vapor d'acqua, in colonnine adiacenti al topping.
Fig. 9 La benzina uscente in testa alla colonna di topping viene stabilizzata allontanando
i componenti più leggeri (fino a C4); il punto iniziale della benzina stabilizzata risulta più alto di quello della benzina di testa topping (a sinistra). Il punto di ebollizione iniziale delle trazioni laterali (nell'esempio : il gasolio) viene innalzato asportando i componenti più volatili con vapor d�’acqua. Il vapor d'acqua e i vapori di idrocarburi da esso trascinati vengono reintrodotti nella colonna di topping (a destra).
Il residuo del topping viene liberato dal componente più volatile nella stessa
colonna, al fondo della quale si immette vapor d'acqua. Quantità e qualità delle frazioni ottenibili da ciascun grezzo dipendono dalla sua curva di distillazione (Fig. 10). Le frazioni ottenute dalla distillazione primaria sono quasi tutte da considerarsi prodotti intermedi o semifiniti : devono essere rilavorate, talvolta trasformate, e infine miscelate tra loro in proporzioni opportune per ottenere i prodotti finiti richiesti dal mercato.
L'impianto di topping condiziona l'intera raffineria; in una moderna raffineria però non ha senso identificare la capacità complessiva di lavorazione con quella dell'impianto di topping. Innanzitutto la capacità del topping varia in funzione del grezzo trattato; in teoria, una colonna progettata per lavorare una certa quantità di grezzo « leggero » ne può lavorare una maggiore di grezzo più « pesante ». Se ci si riferisce alla Fig. 6, che riporta le curve di distillazione TBP del grezzo Dahra e del grezzo Kuwait, e si suppone di poter lavorare questi grezzi in modo da

145
ottenere da ciascuno, come distillati, tutti i prodotti che vaporizzano fino a 330°C (TBP), del grezzo Kuwait vaporizza il 49%. del Dahra il 68% in volume.
Per distillare la stessa quantità di grezzo, ottenendo come frazioni distillate tutti i prodotti che vaporizzano fino a 330°C TBP, occorrerà evidentemente una colonna più grande per il grezzo Dahra, che è più ricco di frazioni volatili a quella temperatura.
Dalle considerazioni ora esposte se ne deducono immediatamente altre due : 1 ) passando dalla distillazione di un grezzo a quella di un altro, occorre
variare le condizioni di esercizio della colonna di topping, dato che variano le quantità relative delle diverse frazioni;
2) lavorando un certo tipo di grezzo, se si desidera variare la resa dei vari prodotti, è necessario variare le condizioni di esercizio della colonna.
Fig. 10 Curve di distillazione (secondo il metodo normalizzato ASTM) delle frazioni liquide successive della distillazione primaria di un petrolio grezzo. La distillazione analitica ASTM è correntemente impiegata per valutare l�’efficacia del frazionamento degli impianti di distillazione. Un « distacco » tra il punto di ebollizione finale della frazione immediatamente più leggera e il punto di ebollizione iniziale della frazione successiva è indice di efficace frazionamento; una sovrapposizione tra la parte finale della curva di distillazione della frazione più leggera e della parte iniziale della frazione più pesante è indice di cattivo frazionamento. In realtà si ha un « distacco » solo tra le frazioni più leggere e si tollera una certa sovrapposizione delle curve di distillazione delle frazioni più pesanti.
Quando variano le condizioni di esercizio:
se si cambia il grezzo se si intende variare la resa dei prodotti
100
200
300
400
0 20 40 60 80 100volume dist., %
tem
pera
tura
vap
ori,
°C
gasolio pesante
gasolio leggero
cherosene
benzina pesante

146
I prodotti del topping La scelta delle condizioni di funzionamento della colonna determina il
numero e le caratteristiche di volatilità (tensione di vapore, curva di distillazione, punto iniziale e finale) delle frazioni di topping. A loro volta, le condizioni di funzionamento sono determinate dalle richieste del mercato servito dalla raffineria, con il vincolo posto dal tipo di grezzo disponibile.
Di solito, nelle condizioni prevalenti in Italia (grezzi disponibili, distribuzione della domanda del mercato) dal topping si ottengono: una benzina leggera (p.f. intorno a 100-120 °C), una benzina pesante (p.f. 180-200 °C), un cherosene, uno o due gasoli e il residuo.
Resa 1. Gas, GPL 0,8 1,5 2. Benzina leggera (100-120°C) 3. Benzina pesante (180-200°C)
16 30
4. Cherosene (150-250°C) 5 8,5 5. Uno o due gasoli (200-400°C) 18 25 6. Residuo (>370°C) 43 59
Se la raffineria è del tipo detto a combustibili, queste frazioni vengono
ulteriormente lavorate per ottenere, come prodotti finiti: GPL, benzina, cherosene o combustibile per aviogetti, gasolio per riscaldamento e per motori Diesel, olio combustibile per forni e caldaie.
Come si vede nella Fig. 11a se le rese del topping sono condizionate dal grezzo, è possibile variarle sostanzialmente ricorrendo a vari altri processi (Fig.11b).
Le raffinerie che, accanto ai prodotti finiti fin qui elencati, producono anche lubrificanti e bitumi ricorrono alla distillazione sotto vuoto del residuo del topping atmosferico e utilizzano le frazioni distillate sotto vuoto come materia prima per lubrificanti o per alimentazione del cracking. (Fig. 12)

147
Fig. 11 a) Rese tipiche (% in volume) dalla distillazione primaria (topping) di grezzi di diversa provenienza. Dal diagramma delle rese nelle diverse frazioni, e dal mercato servito dalla raffineria, viene condizionato il ciclo di lavorazione che si dovrà adottare, b) Adottando diversi cicli di lavorazione le raffinerie possono variare entro limiti abbastanza larghi il diagramma delle rese. Nella seconda colonna da destra (max. olio combustibile) le rese dalla distillazione primaria; nelle altre colonne le rese ottenibili adottando processi diversi.
Fig. 12 Schema di raffineria completa (American Petroleum Institute)

148
OPERAZIONI DI CONVERSIONE Si possono suddividere in processi che variano il n° di atomi di carbonio,
processi che variano il rapporto H/C oppure di isomerizzazione in cui viene modificata la sola struttura molecolare, fig. 12.
Al fine di aumentare la quantità di benzina prodotta da un barile di grezzo i più importanti sono quelli che variano il n° di carbonio: cracking termico, coking, cracking catalitico, idrocracking e polimerizzazione. Anche il visbreaking è un processo che varia il n° di carbonio, sebbene lo scopo principale dell'operazione sia di modificare la viscosità piuttosto che aumentare la produzione di benzina.
Il rapporto H/C viene modificato dall'idrogenazione e dalla deidrogenazione; il principale processo che realizza questo scopo è il reforming catalitico. Tuttavia il reforming catalitico può coinvolgere una modifica della forma delle molecole e, in condizioni operative severe, anche il n° di carbonio.
L'isomerizzazione è un processo in cui non viene modificato né il n° di carbonio, né il rapporto H/C, ma solamente la forma delle molecole.
Fig. 12 Effetto dei processi di raffineria sul rapporto H/C e sul n° di atomi di C.
Variano il n° di C Variano il rapporto H/C cracking termico idrogenazione cracking catalitico deidrogenazopne coking reforming catalitico idrocracking polimerizzazione visbreaking
CRACKING : è un processo che parte da distillati altobollenti e residui e produce composti che bollono nell�’intervallo proprio delle benzine. Quindi aumenta la quantità della benzina.
REFORMING: tende a migliorare la qualità della benzina. Questo si ottiene aumentando la volatilità o nella conversione in olefine o aromatici.
1
10
100
1000
0 1 2 3 4H/C
ath. C
DEIDROG.
POLIM.
IDROG.
CRACKING
ISOMERIZZAZIONE
metano
aromatici
benzene
paraffine

149
I processi di conversione possono avvenire sia attraverso un meccanismo radicalico che attraverso un meccanismo ionico. La presenza di un eventuale catalizzatore, oltre alle condizioni di T e P determinano quale dei due predomina. Di seguito sono illustrate le principali reazioni che avvengono nei processi di conversione.
1) Cracking ( o pirolisi)
Rottura di grandi molecole idrocarburiche in molecole più piccole per effetto del calore o per effetto catalitico: C7H15�–C15H30�–C7H15 = C7H16 + C14H28=CH2 + C6H12=CH2 Gasolio pesante benzina riciclo benzina antidetonante
2) Polimerizzazione di olefine leggere ( da catene corte insature a catene più lunghe ancora insature)
3) Alchilazione
L�’unione di una olefina con un idrocarburo aromatico o paraffinico: insaturo + isoparaffina = catena satura ramificata
4) Idrogenazione
Addizione di idrogeno ad una olefina
C C C
C
2P, cat
C C C C
C
C
C
C C
C
C
C
CC CC
82% 18%
+
C C C
C
C C C C
butileneopp.
isobutilene
+C C C
C
isobutano
C CC C
C
C
C
C
isoottano
C CC C
C
C
C
C diisobutilene
H2
cat
isoottano
C
C
C
C
CC CC

150
5) Idrocracking
Simile al cracking, ma in presenza di idrogeno. Non si formano insaturi. C7H15�–C15H30�–C7H15 + H2 = C7H16 + C7H16 + C15H32 Gasolio pesante lineare ramificato riciclo
6) Isomerizzazione Si altera la posizione degli atomi di C ma non cambia il numero
7) Reforming o aromatizzazione La conversione delle nafte per ottenere prodotti a più alto N.O. Simile al cracking ma usa alimentazioni più volatili. Cat. Re, Pt, Cr.
SCOPO DELLE OPERAZIONI DI CONVERSIONE Miglioramento quantitativo (resa) Leggeri pesanti polimerizzazione
alchilazione Pesanti leggeri cracking
coking visbreaking hydrocracking
Miglioramento qualitativo (N.O.) isomerizzazione
reforming hydrotreating
Le operazioni si possono fare su frazioni gassose (in tal caso sono sempre
catalitiche) e su frazioni liquide (possono essere sia termiche che catalitiche).
C C C C
C
CCC300°C
AlCl3
H3Ccat
H3C + 3H2
nC7 + 4H2H3CCr2O3 o Al2O3

151
Conversione delle frazioni gassose
I diversi processi di raffineria producono frazioni gassose di diversa composizione: topping, reforming catalitico e idrocracking forniscono soltanto idrocarburi saturi; i diversi cracking danno idrocarburi saturi e insaturi.
Un processo che si applica a frazioni gassose (ma può essere applicato anche a frazioni liquide purché leggere) è l�’isomerizzazione. Nel caso di frazioni gassose tale processo si applica evidentemente solo al n-butano, che viene trasformato in isobutano (N.O. più alto) e materia prima per il processo di alchilazione.
In teoria le frazioni gassose potrebbero essere bruciate direttamente in raffineria ma possono essere invece recuperate e convertite in frazioni liquide da impiegare come componenti di benzine ad alto numero di ottano.
I processi che permettono di ottenere frazioni liquide da frazioni gassose (idrocarburi C3 e C4) sono due: polimerizzazione e alchilazione.
Isomerizzazione Il n-butano viene isomerizzato a isobutano, in presenza di idrogeno, a bassa
temperatura, con catalizzatore a base di AlCl3, in soluzione acida per HCl, tra 40 e 100°C e pressione 20-50 atm; oppure ad alta temperatura tra 250 e 480 °C, con catalizzatori di solito a base di Pt su allumina acidificata, pressione tra 20 e 70 atm. Uno schema di impianto di isomerizzazione ad alta temperatura del n-butano è illustrato in Fig. 13.
Fig. 13 Schema di impianto di isomerizzazione del n-butano. Benché il processo non consumi
(teoricamente) H2, si lavora sotto pressione di H2 per impedire reazioni secondarie. Con analogo impianto si isomerizzano le frazioni liquide C5 e C6 per ottenere componenti leggeri ad alto N.O. per benzine da autotrazione.

152
La fig. 14 riporta l�’aumento del N.O. per isomerizzazione di alimentazioni paraffiniche leggere.
Fig. 14. A(n-pentano isopentano); B(n-esano isoesano); C(metilpentano dimetilpentano)
T eb.(°C) i-butano -12n-butano 0i-pentano 28n-pentano 36dime-butano 50i-esano 60me-pentano 63n-esano 69
Polimerizzazione La polimerizzazione catalitica quale si realizza in raffineria è in realtà una
dimerizzazione di monomeri insaturi a 3-4 atomi di carbonio prodotti dal cracking (propilene, butileni). Il processo converte gas in idrocarburi liquidi (benzina); il suo contributo al livello del N.O. della benzina della raffineria può essere rilevante.
62
92
25
73 73
93
0
20
40
60
80
100
120N.O.
A B C
alimentazioneprodotto
C C C
C
C
C
C
C
CCCC2
gas benzina

153
L'importanza della polimerizzazione come processo di raffineria è in rapida diminuzione, in quanto i processi di cracking o reforming catalitico mettono a disposizione miscele di isoparaffine e olefine più adatte all'alchilazione, che tende allo stesso fine della polimerizzazione ma con migliori risultati.
Alchilazione Nell'industria del petrolio per alchilazione si intende l'addizione di una olefina,
proveniente dal cracking, a una paraffina ramificata, in presenza di un catalizzatore acido. In raffineria gli idrocarburi di partenza sono l�’isobutano (proveniente da isomerizzazione, cracking e reforming catalitico) e olefine C4 (eccezionalmente C3 e C5) provenienti da cracking termico e/o catalitico:
Si basa sulla forte reattività del CIII dell�’isobutano. La reazione è fortemente esotermica e quindi occorre lavorare a temperature basse, Per limitare la eccessiva intensità della reazione si lavora con un forte eccesso di paraffina.
C C C
C
isobutilene
+
isobutano
C CC C
C
C
C
C
isoottano
HFC C C
C

154
Conversione delle frazioni liquide A differenza della conversione delle frazioni gassose, queste trattano miscele di
prodotti. E�’ quindi estremamente difficile affrontare lo studio di questi processi con i criteri classici della chimica organica e della chimica fisica.
CRACKING ( o Pirolisi) Quando, preferibilmente ma non necessariamente in presenza di un catalizzatore,
si fornisce ad una paraffina una sufficiente quantità di calore, questa si rompe in due o più frazioni, una delle quali è sempre un�’olefina.
Da sempre il gasolio è stato usato come alimentazione; oggi si tende ad usare frazioni più pesanti (C10-C30).
Lo scopo è quindi quello di produrre benzine da oli; quindi RH ad alto peso molecolare vengono trasformati in RH di peso molecolare più basso.
Le reazioni di cracking sono endotermiche e richiedono una forte quantità di energia.
Tipi di cracking:
Termico: avviene con meccanismo radicalico, sotto condizioni severe.
Catalitico: è un meccanismo ionico in presenza di carbocationi, in condizioni meno severe grazie alla presenza del catalizzatore. Nel cracking catalitico si ha rottura eterolitica delle catene:
C C C: +C
La rottura è più facile sul carbonio terziario dove il legame è più debole ( cfr. energia dei legami). Quindi le isoparaffine e gli alchilnafteni sono facilmente attaccabili e si formano olefine, paraffine e nafteni a peso molecolare più basso. L�’anello aromatico è invece molto stabile e resiste al cracking.
Il processo si accompagna sempre a fenomeni di polimerizzazione delle molecole
più piccole insature ed alla cokizzazione delle olefine per dare gas e coke. Quest�’ultimo, ovviamente avvelena il catalizzatore che dovrà essere rigenerato bruciando lo stesso C in modo controllato (per evitare la sinterizzazione del catalizzatore). Il coke è quindi un veleno temporaneo che può essere eliminato; lo stesso non vale, purtroppo, per eventuali metalli pesanti presenti.
Oggi il cracking è sempre catalitico. Inizialmente si usarono catalizzatori a letto
fisso, presto sostituiti da quelli a letto fluido. Quelli a letto fisso, infatti, possono funzionare solo per pochi minuti prima che si abbia deposito di nerofumo che blocca l�’attività catalitica. Il letto deve allora essere rigenerato bruciando il carbone in

155
condizioni controllate per evitare la sinterizzazione del catalizzatore e recuperare il calore di combustione. Con l�’avvento del letto fluido, è stato sperimentato che, con opportuna agitazione, una sospensione finemente suddivisa di un solido in un gas scorre come un liquido e può essere maneggiata con pompe, scambiatori di calore a doppio tubo, etc. senza che si verifichino intasamenti nei tubi. Poiché il gas è leggero ed il solido pesante, la miscela tende ad assumere le proprietà di un solido, quindi un�’alta Cp che rende il controllo della temperatura più preciso. Il cracking e la rigenerazione avvengono in due unità distinte facenti parte della stessa struttura.
Fig. 14 Kellog-Ortoflow L�’impianto (fig. 14) prevede che il reattore sia montato sopra il rigeneratore, con
la sezione di stripping catalitico nel mezzo, in tal modo lo stripper supporta il reattore. Il flusso del catalizzatore è laminare: si evita così la corrosione dei tubi. Nel convertitore il catalizzatore polverizzato è mantenuto in letto fluido dai vapori.
Il catalizzatore, proveniente dal rigeneratore, arriva al reattore (Figg. 14 e 15), insieme all�’alimentazione ed al riciclo, che vengono vaporizzati dal calore che accompagna il catalizzatore stesso. Quando l�’olio ed il catalizzatore passano attraverso i tubi di salita, inizia la reazione di cracking che prosegue all�’interno del reattore. I prodotti di cracking, vapore ed inerti salgono verso l�’alto; il catalizzatore ricade, passa nello stripper dove una corrente di vapore allontana i prodotti di cracking e l�’olio ancora intrappolati, e poi cade nel rigeneratore. Qui il coke che si trova nel catalizzatore viene bruciato con una corrente di aria. I gas di combustione passano in cicloni e di qui all�’atmosfera oppure possono essere bruciati per ottenere vapore ad alta pressione.

156
Gli effluenti del reattore (inerti, gas, benzine etc.) vengono separati nella torre di frazionamento.
Fig. 15
Varianti di processo:
Visbreaking Versione più blanda del termico il cui scopo è di abbassare la viscosità degli oli pesanti combustibili.
Coking Anche questo è un termico non molto severo. Trasforma oli pesanti in leggeri. L�’alimentazione è costituita da un residuo sotto voto. Si formano notevoli quantità di coke e quindi viene usato per residui di basso pregio evitando l�’avvelenamento del catalizzatore da asfalto.
Hydrocracking E�’ una variante energica del cracking catalitico. In presenza di idrogeno gli oli pesanti vengono trasformati in prodotto leggeri di buona qualità. Non si forma coke che avvelenerebbe il catalizzatore. Le frazioni leggere sono ricche in isoparaffine.
Hydrotreating Altra variante (ma meno energica) sempre in presenza di idrogeno che consente la saturazione delle sole diolefine.

157
REFORMING Come dice il nome, consente di ottenere nuove molecole di dimensioni simili
alle originali. In pratica si formano molecole ramificate e/o aromatici con alto potere antidetonante.
Reforming catalitico Comporta la trasformazione di altri idrocarburi in composti aromatici ad alto
N.O. ed ha quasi completamente rimpiazzato il reforming termico. I catalizzatori usati sono Pt su allumina, SiO2-Al2O3, cromo su allumina, ed ultimamente anche Re.
Il processo più comune è il platforming (fig. 16), reforming catalitico in presenza
di idrogeno sviluppato dalla Universal Oil Products Co. Che usa un letto fisso di allumina con 0,25% di Pt. Il catalizzatore non necessita di rigenerazione per lungo tempo.
Fig. 16 L�’alimentazione è costituita da nafta che viene preparata in un prefrazionatore.
La carica è mescolata con idrogeno ed inviata al preriscaldatore (combined feed heater), dove la temperatura si innalza. Da qui passa a 4 reattori catalitici in serie che presentano un interriscaldamento intermedio tra reattore e reattore. La temperatura passa da 150 a 510°C e la pressione da 1,5 a 7 Mpa. In uscita dal reattore i prodotti vengono raffreddati e si recupera il 90% dell�’idrogeno che viene compresso e riciclato. Il prodotto viene poi frazionato in una colonna di frazionamento ( o stabilizzatore). La fig. 17 mostra l�’effetto del reforming catalitico su alcune specie chimiche.

158
CH3
+ 3H2
isom deidrog
Fig. 17 Le reazioni che avvengono sono le seguenti (dati in kJ/mole): H° G°273K G°800K 1. Deidrociclizzazione delle paraffine ad
aromatici
251 129,7 -83,68
2. Deidrogenazione di nafteni ad aromatici
209 96 -96
3. Isomerizzazione di alchilciclopentani a cicloesani ( e poi aromatici)
217 92 -79,5
4. Isomerizzazione di paraffine nC6 2MeC5
-7,1 -4,6 -0,95
e poi:
25
18
2528
40
4
10
50
0
10
20
30
40
50
n-paraffine isoparaffine nafteni aromatici
alimentazioneprodotto
nC6 + 3H2
+ 3H2

159
5. Idrocracking di paraffine per dare paraffine più volatili
C7H15�–C15H30�–C7H15 + H2 = C7H16 + C7H16 + C15H32 Gasolio pesante lineare ramificato riciclo
6. Idrogenazione delle olefine per dare prodotti saturi ramificati (al alto N.O.)
7. Desolforizzazione
R2S + 2H2 2RH + H2S
C CC C
C
C
C
C diisobutilene
H2
cat
isoottano
C
C
C
C
CC CC

160
Termodinamica delle reazioni degli idrocarburi
-20
-10
0
10
20
-100 100 300 500 700 900
T, °C
G°, Kcal/mole
A
B
C
D
EFG
CH3
A)
C C C C C C + H2C)
C C C C C CB)
+ H2F)
C C C C C C C C C C C C + H2D)
C C C C C C C C C C + C CE)
G) C C C C C C + H2

161
N.O. La resistenza alla detonazione è una caratteristica molto importante per il
rendimento dei motori. Il potere antidetonante si misura confrontandolo con quello di miscele campioni
di isoottano e n-eptano alle quali si assegnano rispettivamente i n.o. 100 e 0. Dire che una benzina ha n.o. 85 non significa che essa contiene l�’85% di
isoottano, ma che si comporta, dal punto di vista della detonazione, allo stesso modo di una miscela isoottano/n-eptano 85/15.
Si misura con un motore a scoppio monociclindrico a testata mobile con regolazione micrometrica. Nella prova si aumenta gradatamente il rapporto di compressione (*) fino a che si raggiunge l�’autoaccensione (battito in testa) e si misura il valore raggiunto.
(*)
Vm = volume camera di scoppio Vc = tratto effettivamente percorso dal pistone (cilindrata)
m
cm
VVV
superiore morto punto al camera Vinferiore morto punto al camera V necompressio di rapporto
PMS PMI
VM
VC

162
LA PETROLCHIMICA
Nel 1968 sono stati prodotti in tutto il mondo quasi 2 miliardi di tonnellate di petrolio grezzo. Di queste, circa il 22,2% è stato utilizzato per usi petrolchimici, ossia per ottenere intermedi o prodotti finiti il cui impiego è diverso da quello classico dei prodotti della raffinazione del petrolio (combustibili, solventi, lubrificanti, leganti). La percentuale è modesta; se però si considera la quantità in valore assoluto della produzione petrolchimica rispetto alla produzione chimica complessiva si vede che circa un terzo della quantità di prodotti chimici che l'industria ottiene deriva direttamente o indiretta mente dagli idrocarburi naturali (petrolio e gas naturale) e ha quindi una origine « petrolchimica ».
Non è facile definire esattamente quali tra i numerosi derivati del petrolio debbano essere considerati petrolchimici. Vi sono prodotti (e anche processi e metodi) che stanno a mezza via tra la tradizionale lavorazione del petrolio quale è realizzata nelle raffinerie e la lavorazione chimica. Tali prodotti possono quindi a seconda del modo di considerare le cose essere o non essere classificati come appartenenti alla petrolchimica. Una distinzione può essere fatta in prima approssimazione in base al criterio della composizione. I classici prodotti delle raffinerie non sono o sono raramente composti puri. Per esempio il prodotto di raffineria messo in commercio sotto la denominazione di butano non è il composto chimico che ha questo nome, ma una miscela nella quale gli idrocarburi saturi C4 (n.butano e isobutano) sono presenti assieme ad altri composti in concentrazione abbastanza rilevante: propano, propilene, butilene1, butilene2, isobutilene, pentani e idrocarburi ancora superiori.
Si tratta quindi in generale di miscele di più componenti, le cui caratteristiche vengono definite assai più in base all'attitudine all'impiego pratico che in base alla composizione chimica. Per es., la distribuzione dei numerosi idrocarburi che compongono una benzina carburante per motori a scoppio non ha grande importanza, purché siano rispettati determinati requisiti eminentemente pratici e tecnologici della benzina come tale: per es. volatilità, curva di distillazione, numero di ottano, ecc. . I requisiti di qualità non fanno riferimento (salvo casi eccezionali e per determinati componenti) alla composizione chimica della benzina (ossia ai singoli idrocarburi che la compongono ), ma alle caratteristiche del prodotto considerato tutto assieme, senza tener conto del fatto che si tratta di una miscela. Al più, soltanto in casi non frequenti, si fa riferimento alla distribuzione statistica delle diverse classi di idrocarburi presenti. I prodotti petrolchimici sono invece di solito composti singoli, a un certo grado di purezza e il contenuto di impurezze deve essere spesso definito in modo particolareggiato.
Non meno difficile è stabilire quali prodotti dell'industria chimica debbano essere considerati « petrolchimici ». Per alcuni la cosa risulta del tutto evidente: per es. l'acroleina ottenuta dal propilene, che si produce assieme ad altre olefine dal cracking con vapore del petrolio, è senza dubbio un derivato petrolchimico. Ma come considerare l'ammoniaca ottenuta da azoto (dall'aria, quindi) e da idrogeno? Ammettendo che l'idrogeno sia stato prodotto a partire da metano, può darsi che

163
soltanto una parte dell'idrogeno presente nella molecola NH3 costituisse in origine la molecola CH4. Infatti una parte dell'idrogeno potrebbe derivare dalla successiva conversione del CO (ottenuto assieme ad H2 dalla conversione del CH4) in H2+CO2. Quest'ultimo idrogeno a rigor di termini deriva dalla molecola H2O, anche se è stato liberato grazie al CO ottenuto a partire da CH4 (quindi di origine petrolchimica). Un discorso di tipo analogo si può fare per certi processi industriali. Per es. il reforming catalitico che permette di ottenere idrocarburi aromatici e iso paraffinici a partire da frazioni di petrolio di prima distillazione, può essere considerato un tipico processo di raffineria se il prodotto è utilizzato per ottenere benzina ad alto numero di ottano (un carburante, prodotto classico di raffineria). Ma se dal prodotto grezzo, i singoli idrocarburi aromatici, benzene, toluene e xileni vengono estratti, e destinati a sintesi chimiche, ecco che il reforming catalitico può essere considerato come un processo petrolchimico, anche se viene prevalentemente realizzato nelle raffinerie di petrolio. In modo analogo, se in uno stabilimento petrolchimico si sottopone a cracking petrolio grezzo o una sua frazione per ottenere olefine leggere, si ricava come sottoprodotto una frazione liquida. Se questa frazione viene ceduta, come di fatto spesso avviene, a raffinerie di petrolio che la usano per preparare miscele combustibili, non potremo considerarla prodotto petrolchimico in quanto la sua destinazione ultima è come combustibile. Si tratta quindi di una produzione che dovrà essere considerata a parte nel quadro delle produzioni petrolchimiche dello stabilimento.
Industria petrolifera e industria petrolchimica sono strettamente connesse, anche se spesso gestite da aziende di carattere differente. La petrolchimica stessa è nata, negli U.S.A., in raffineria con l'utilizzazione intorno al 1920 del propilene sottoprodotto del cracking termico del petrolio (avente per scopo di aumentare la produzione di benzina) per la sintesi del l'alcool isopropilico. Una caratteristica distintiva tra raffinerie e stabilimenti petrolchimici è quella delle dimensioni, o meglio della capacità di lavorazione. Questa è alquanto più grande per le raffinerie ( è oggi considerata « media ) una raffineria capace di trattare 56 milioni di t/anno di grezzo, mentre uno stabilimento petrolchimico della potenzialità di 11,5 milioni di t/anno di grezzo è già considerato tra i maggiori).
Nel complesso, la necessità di produzioni su grande scala toglie alle raffinerie l'interesse per sintesi chimiche da sottoprodotti che a ciò si prestano (etilene, propilene) perché non in quantità sufficiente. La differente dimensione connessa alla quantità di materia prima trattata è del tutto ovvia se solo si pensa alla destinazione finale dei prodotti dei due tipi di impresa e ai mercati a disposizione.
Un'altra caratteristica che distingue le due attività sta nella relativa maggiore elasticità della produzione delle raffinerie di petrolio dal punto di vista qualitativo. Di fronte a variazioni della richiesta del mercato una raffineria può spostare le rese nei vari prodotti senza grandi difficoltà. Inoltre, l'introduzione nella tecnica della raffinazione di nuovi processi non è mai stata tale da mettere in completa crisi le raffinerie che non li avessero sollecitamente adottati. Nuovi processi possono invece rendere rapidamente obsoleti processi petrolchimici anche di recente introduzione. poiché i prodotti petrolchimici finiti sono caratterizzati da una precisa definizione

164
chimica, l'elasticità della produzione delle raffinerie non è avvicinabile da quella degli impianti per derivati chimici da petrolio. Un nuovo prodotto petrolchimico, per es., dovrà cercarsi il suo mercato in concorrenza con prodotti già affermati, oppure in un campo del tutto nuovo. Se l'impianto che lo produce è troppo grande, finirà col lavorare a produzione ridotta per molto tempo. D'altra parte, non si può costruire un impianto che abbia potenzialità inferiori a un limite determinato. Il suo costo finirebbe con l'incidere in modo intollerabile sul costo del prodotto. Il progresso tecnico può provocare notevoli spostamenti della posizione delle diverse materie prime petrolchimiche: un recente esempio si ha nell'affermazione dell'etilene in sostituzione dell'acetilene. Questo fatto deve essere sempre tenuto presente quando si deve decidere la costruzione di nuovi impianti o la scelta di nuovi processi.
Ancora distingue l'industria petrolifera (raffinerie) dall'industria petrolchimica il diverso livello del valore aggiunto alla materia prima trattata. È su considerazioni di questo tipo che spesso vengono decisi gli investimenti in nuovi impianti. Tra raffinerie di petrolio e stabilimenti petrolchimici una ulteriore caratteristica distintiva è la notevole disparità degli investimenti per impianti.; Un complesso petrolchimico basato sulla produzione e la trasformazione delle olefine costa almeno cinque volte di più rispetto ad una raffineria da 56 milioni di t/anno. Le lavorazioni petrolchimiche essendo più complesse necessitano di personale più altamente specializzato; devono inoltre sopportare oneri maggiori per ricerche e brevetti. Produzione di olefine
Gli idrocarburi non saturi tra C2 e C5 sono gli intermedi più importanti della chimica organica industriale. Le numerose sintesi chimiche di questi idrocarburi hanno nella maggior parte dei casi interesse storico. Attualmente questi idrocarburi sono ottenuti quasi esclusivamente a partire dal petrolio, con processi basati su reazioni di cracking (rottura del legame C-C) e di deidrogenazione ad alta temperatura. I più importanti prodotti dei processi pirolitici del petrolio e degli idrocarburi naturali in genere sono le olefine leggere: etilene, propilene, butileni. Dato che le quantità di olefine richieste dall'industria chimica sono imponenti e in continuo aumento, è indispensabile che le materie prime siano a buon mercato e gli impianti di produzione siano di grandi dimensioni.
Negli Stati Uniti, che dispongono di una produzione di gas naturale dell'ordine di 500 miliardi Nm3/anno, la materia prima per l�’etilene è più spesso costituita dall'etano e dagli idrocarburi saturi C3 e C4 recuperati dal gas naturale. In Europa ed Italia la materia prima di elezione è la cosiddetta virgin naphtha, un distillato leggero di petrolio, ricco di idrocarburi paraffinici. Olefine leggere sono prodotte anche nelle raffinerie di petrolio, ma la loro quantità è troppo esigua per alimentare l'industria chimica. Le olefine prodotte in raffineria vengono usate per produrre benzine tramite processi di polimerizzazione e/o di alchilazione.
I processi di cracking termico per la produzione di olefine leggere differiscono alquanto, per alimentazione, tipo di impianto e condizioni di esercizio, dai processi (ora abbandonati) di cracking termico impiegati in raffineria. Mentre infatti in

165
raffineria i processi di cracking hanno come scopo fondamentale la produzione di benzina, e i gas olefinici ottenuti sono considerati un sottoprodotto, i cracking petrolchimici sono sostanzialmente processi per produrre etilene (e olefine leggere) e la porzione liquida ottenuta è considerata un sottoprodotto.
Le reazioni più importanti del cracking sono la rottura del legame C-C e la deidrogenazione: Cm+nH2(m+n)+2 = CmH2m + CnH2n+2 CnH2n+2 = CnH2n + H2 Le olefine che si formano da entrambe le reazioni possono subire ulteriori reazioni di decomposizione e di condensazione. Nei prodotti finali del cracking, assieme alle olefine si trovano diolefine, idrocarburi aromatici e naftenici. In condizioni molto severe di temperatura e con tempi di permanenza brevi, nelle condizioni del cracking compare nel prodotto anche l'acetilene.
Nello studio dei processi di cracking le considerazioni termodinamiche rivestono un grande interesse. Dalla Fig. 1 (diagramma di Francis) è possibile ricavare con buona approssimazione la stabilità relativa dei singoli idrocarburi in funzione della temperatura. La tendenza a procedere di una reazione va, nel diagramma citato, dalle curve soprastanti verso quelle sottostanti. Il metano risulta quindi la paraffina più stabile, qualunque sia la temperatura; risulta inoltre che la stabilità delle n-paraffine diminuisce con l'aumentare del numero di atomi di C nella molecola. Le olefine sono termodinamicamente instabili a tutte le temperature, ma rispetto alle paraffine con lo stesso numero di atomi di C la loro stabilità aumenta con la temperatura. Per es., sopra 1066 K l'etilene è più stabile dell'etano.
In generale paraffine e nafteni sono più stabili al di sotto di 500 K, olefine e aromatici sono più stabili alle alte temperature. Diolefine e acetileni sono pure più stabili dei corrispondenti composti più saturi, alle alte temperature. Sopra 820 K tutti gli idrocarburi sono però meno stabili degli elementi che li compongono: carbonio e idrogeno. Da questo fatto si deduce che nel cracking non si raggiunge l'equilibrio termodinamico ma si cura che le reazioni procedano solo in parte.

166
Fig.1 Andamento dell'energia libera di formazione degli idrocarburi (espressa .in kcal/g atomo di C) in funzione della temperatura. Questo grafico è chiamato «diagramma di Francis ».

167
Riprendendo le due reazioni generali del cracking, la rottura del legame C-C risulta favorita rispetto alla deidrogenazione. Il Go della prima, nel caso del propano
G° = 81230 - 135,7 T (j, j/K) raggiunge il valore zero a 294 °C, quello della seconda
Go = 184200- 135,7 T raggiunge lo zero soltanto a 669 °C
In linea di massima occorre meno energia per rompere un legame C-C che per rompere un legame C-H, quindi il cracking dovrebbe essere sempre favorito rispetto alla deidrogenazione. Ciò è vero solo per paraffine ad alto numero di atomi di C; l'etano e l'isobutano (quest'ultimo ha un atomo di H legato debolmente al C terziario) si deidrogenano più facilmente di quanto non crackizzino. La deidrogenazione diviene tanto più difficile del cracking quanto più aumenta il numero di atomi di C nella molecola (Tab. 1). Energie di dissociazione omolitica in fase vapore di legami C-C e C-H in RH (Kcal) H3C-CH3 83 H3C-H 101 C6H5-H 104 H3C-C2H5 82 C2H5-H 98 H3C-nC3H7 79 C3H7-H 95
C6H5-CH2-H 77.5
H3C-isoC3H7 75 IsoC3H7-H 89 H5C2-C2H5 82 (CH3)3C-H 85
C6H5-C(CH3)2-H 74
Tab.1 La grande stabilità del metano ha come conseguenza che nella rottura delle catene C-C delle paraffine la demetanazione risulta favorita: come conseguenza pratica i gas di cracking, qualunque sia l'alimentazione, sono ricchi di metano. Sia la rottura del legame C-C sia quella del legame C-H sono endotermiche. Cracking di idrocarburi puri
Sottoponendo l'etano ad alte temperature (1000-1500°C) per un tempo dell'ordine di qualche millisecondo (ms), a pressione inferiore all'atmosferica, si forma etilene e acetilene. Gli equilibri della pirolisi dell'etano sono:
CH3-CH3 = CH2=CH2 + H2 CH2=CH2 = CH CH + H2 Le costanti di equilibrio calcolate dai Go delle due reazioni variano con la
temperatura come indicato nella Fig. 2; è evidente che un aumento della temperatura favorisce la deidrogenazione dell'etano e dell'etilene. Entrambe le reazioni avvengono con aumento del numero delle moli, quindi saranno favorite dall'abbassamento della pressione e dall'introduzione di un gas inerte.

168
-8
-6
-4
-2
0
2
4
6
8
024681012141/T (x104) T,K
LogK
p
C2H6 =C2H4 + H2
C2H4 =C2H2 + H2
-8
-6
-4
-2
0
2
4
6
8
02468101214
1/T (x104) T,K
LogK
p
C3H8 =C2H4 + CH4
C3H8 =C3H6 + H2
C2H4 =C2H2 + H2
C3H6 =C2H2 + CH4

169
-8
-6
-4
-2
0
2
4
6
8
02468101214
1/T (x104) T,K
LogK
p
nC4H10 =C3H6 + CH4
nC4H10 =C2H4 + C2H6
nC4H10 =C4H8 + H2
C2H4 =C2H2 + H2
C3H6 =C2H2+ CH4
Fig.2 Andamento delle costanti di equilibrio in funzione della T per le
principali reazioni di cracking di: a) etano, b) propano, c) n-butano A basse conversioni, alta temperatura, bassa pressione, la velocità di decom-
posizione dell'etano è del primo ordine; l'energia di attivazione è di circa 72 kcal/mol. Aumentando la temperatura aumenta la velocità del cracking e la conversione dell'etano. Tuttavia, il tempo di reazione deve essere breve onde evitare reazioni secondarie e formazione di carbonio libero (coke).
Dato che l'energia di attivazione diminuisce con l'aumentare del numero di atomi di carbonio nella molecola sottoposta al cracking, diminuisce anche la temperatura di cracking. Così, per il propano, le cui reazioni primarie sono
CH3-CH2-CH3 = CH2=CH2 + CH4 CH3-CH2-CH3 = CH2=CH-CH3 + H2 Tra 600 e 700 °C le due reazioni sopra riportate sono confrontabili, oltre 800°C
compare l'acetilene. L'andamento delle costanti di equilibrio di queste reazioni in funzione della temperatura risulta dalla Fig. 2. Dato che sono possibili diverse reazioni successive, i prodotti di cracking del propano sono più numerosi di quelli dell'etano (Fig. 3).

170
Fig.3 Rese dei prodotti principali in funzione del tempo di permanenza nelle condizioni di cracking (815°C, 1 atm) da: a)etano, b) propano.
Il n.butano si decompone sopra 450 °C, secondo le reazioni seguenti: n.C4H10 = C3H6 + CH4 n.C4H10 = C2H4 + C2H6 n.C4H10 = C4H8 + H2 A 600 °C, pressione atmosferica, 30 s di permanenza nelle condizioni di
cracking, il 22% del n. butano è convertito, prevalentemente secondo le prime due reazioni. Sopra 700 °C diventa apprezzabile la formazione di etilene, mentre la deidrogenazione è sempre modesta. Il cracking dell'isobutano differisce da quello del n.butano per l'importanza della deidrogenazione, derivante dalla relativa debolezza del legame tra C terziario e H.
Per i nafteni, occorre ricordare la tendenza a isomerizzare per dare composti ad anello a C5, più stabili. Tra i nafteni il ciclopentano è il più stabile nelle condizioni di cracking: tra 650 e 800 °C dà propilene ed etilene, oltre a piccole quantità di idrogeno e ciclopentadiene. Il metilciclopentano -alla stessa temperatura -dà etilene, propilene e isobutilene. Il cicloesano si decompone intorno a 500 °C, dando idrogeno, etilene, butadiene e benzene. Contrariamente a quanto avviene per le n.paraffine, la reazione primaria sarebbe qui la deidrogenazione.
Gli idrocarburi aromatici sono molto resistenti al cracking. Passano in parte inalterati nel prodotto; in condizioni più severe danno coke, attraverso reazioni di deidrogenazione e condensazione a composti policiclici.
Gli effetti più appariscenti della pressione sono due: aumentando la pressione si ostacola la deidrogenazione (reazione reversibile, che comporta un aumento del numero delle moli); dato che la rottura del legame C-C non è reversibile la pressione

171
non vi esercita un effetto notevole. Essa favorisce invece le reazioni di condensazione e di polimerizzazione delle olefine.
Quindi, quando si desidera una resa elevata in prodotti liquidi, si aumenta la pressione. Bassa pressione, o bassa pressione parziale dei vapori di idrocarburi di carica, sono indicate quando si desidera una resa elevata in olefine inferiori (etilene e propilene). La pressione ha inoltre effetto sul « luogo » della rottura dei legami C-C: ad alta pressione gli idrocarburi tendono a rompersi verso la metà della catena, a bassa pressione verso le estremità.
Condizioni del cracking Le condizioni del cracking sono semplici e drastiche. L'alimentazione viene
vaporizzata e riscaldata rapidamente, di solito in presenza di vapor d'acqua come diluente, fino alla temperatura del cracking.
L'alimentazione viene mantenuta nella zona della temperatura di cracking per un tempo dell'ordine del secondo e quindi bruscamente raffreddata per arrestare il procedere delle reazioni. Il tempo di reazione influisce sulle reazioni secondarie. In pratica si evitano tempi di contatto prolungato, perché permettono di avvicinarsi all'equilibrio termodinamico, con decomposizione dei prodotti primari del cracking fino a carbonio e idrogeno. Per questo, nei processi industriali di pirolisi si tende a mantenere la conversione per singolo passaggio al di sotto del 50-70% al massimo.
Riassumendo, le considerazioni esposte indicano che la produzione delle ole-fine inferiori è favorita da alta temperatura, bassa pressione, breve tempo di contatto, alimentazione n.paraffinica.
La condizione più importante del cracking è la pressione parziale effettiva dell'olio nella zona di cracking. Essa viene calcolata come segue. Se la pressione assoluta nella zona di cracking è P atm e non vi è vapor d'acqua diluente, P è anche la pressione parziale dell'olio. Se sono presenti x moli % di vapor d'acqua, la pressione parziale dell'olio diventa:
Polio = P(100-x)/100 In pratica, nei processi industriali di cracking a olefine si adottano pressioni
parziali dell'olio intorno a 0,1, tra 0,4 e 0,6, oppure di poco superiori a 1 atm. La pressione parziale dell'olio è determinante sulla composizione del prodotto gassoso e sulla qualità del prodotto liquido; stabilita la pressione, temperatura media e tempo di permanenza sono scelti in modo da ottenere la conversione in gas desiderata. È possibile combinare temperature più alte e tempi di permanenza più brevi o viceversa in modo da ottenere all'incirca la stessa conversione in gas e la stessa resa in etilene.
Diluendo l'alimentazione con vapor d'acqua si conseguono tre risultati prin-cipali:
a) la pressione parziale degli idrocarburi è più bassa, quindi migliora la selettività del processo;

172
b) la pressione parziale degli idrocarburi aromatici nella zona del cracking risulta molto bassa e si contrasta così la formazione di coke e il deposito di sostanze catramose;
c) il vapor d'acqua deprime l'effetto catalitico dei metalli, che può favorire la formazione di coke.
Il rapporto vapore/idrocarburi (che si esprime di solito in kg per kg di idrocar-buri) viene stabilito in funzione di diversi fattori: qualità dell'alimentazione, severità del cracking, distribuzione dei prodotti, caratteristiche dell'impianto, pressione totale all'uscita dal reattore.
Il rapporto vapore /idrocarburi richiesto per conseguire una determinata pressione parziale dell�’olio, dipende molto anche dalla pressione totale che si stabilisce durante la pirolisi e dal peso molecolare medio della porzione idrocarburica del materiale uscente dal reattore. Negli impianti (Europa) con alimentazione a benzina, nell�’ipotesi di un peso molecolare medio di 30, il rapporto vapore /RH viene mantenuto tra 0,5 e 0,8 (Fig. 4)
0,4
0,9
1,4
1,9
1 2 3 4
Ptot, atm
P RH, a
tm
Vap/RH=0
0,1
0,9
0,8
0,70,60,50,40,30,2
1
Fig.4 Pressione parziale degli idrocarburi nel cracking con vapor d�’acqua di distillati leggeri di petrolio, per peso molecolare medio di prodotti primari di cracking =30, a diverse pressioni totali
Esaminiamo dal punto di vista dei risultati pratici l'effetto della pressione
parziale dell'olio e del tenore di idrogeno nell'alimentazione. Nel cracking di una benzina di prima distillazione, esprimendo la composizione del gas prodotto dal cracking come percentuale in volume, si osservano tre fatti molto importanti (Tab. 2)

173
0,1-0,15 atm 0,6 atm 1,2 atm Idrogeno 15.0 12.0 9.9 Metano 28.1 26.6 24.4 Etilene 31.2 28.2 26.3 Etano 5.0 7.2 9.7 Propilene 13.7 13.6 13.2 Propano 0.6 3.6 6.7 Butadiene 2.2 2.1 1.9 Butilene 3.9 4.0 4.0 Butano 0.3 2.0 3.9 C2 totali 36.2 36.1 36.0 C3 totali 14.3 17.2 19.9 C4 totali 6.4 8.1 9.8 Etilene/C2 tot 0.86 0.80 0.73 Butadiene/C4 tot 0.34 0.26 0.19 Metano/etilene 0.90 0.92 0.93
Tab.2 Composizione (vol%) del gas di cracking di una benzina di prima distillazione (intervallo di distillazione 40-160°C, 15,3% H) in funzione della pressione parziale della porzione idrocarburi della miscela idrocarburi/vapor d�’acqua con pressione totale 3,3 atm.
la quantità di C2 totali, C3 totali e C4 totali varia relativamente poco con la pressione parziale dell'olio;
il rapporto olefina/paraffina, in ogni gruppo di composti a ugual numero di atomi di C, aumenta nettamente a mano a mano che diminuisce la pressione parziale dell'olio;
il rapporto metano/etilene diminuisce a mano a mano che viene abbas-sata la pressione parziale dell'olio.
In altri termini, se si lavora con una pressione parziale dell'olio molto bassa i costi di separazione del gas vengono sensibilmente ridotti per quanto riguarda sia l'etilene sia il butadiene, mentre diminuisce la produzione di composti da destinare a combustibile (quindi meno pregiati) oppure da riciclare all'impianto.
Gli impianti di produzione di olefine sono costituiti essenzialmente da
preriscaldatori, forni-reattori, dispositivi per il brusco raffreddamento del prodotto e per il recupero del calore, e infine di una sezione frazionamento e recupero dei singoli prodotti.

174
Per quanto riguarda il reattore, si possono classificare gli impianti di cracking a olefine a seconda del sistema di fornitura del calore necessario al processo. Si hanno così impianti a riscaldamento diretto e a riscaldamento indiretto.
Il riscaldamento indiretto implica lo scambio di calore attraverso una parete solida; negli esempi più comuni, che riguardano tutti i tipi di forni tubolari, il calore è prodotto bruciando combustibili gassosi o liquidi con aria. L'impianto è analogo a una caldaia a gas o a olio combustibile, ma lavora ovviamente in condizioni molto più severe di temperatura, mentre la pressione all'interno dei tubi viene mantenuta quanto più bassa possibile. Si usano comunemente pressioni parziali dell'olio tra 0,6 e 1,2 atm assolute. In questi impianti è inevitabile una sia pur moderata formazione di coke, che comporta delle fermate per manutenzione. Tuttavia, se i forni sono ben progettati e condotti, le operazioni possono proseguire per migliaia di ore senza inconvenienti.
Nel riscaldamento diretto l'alimentazione (di solito allo stato di vapore e preriscaldata alla temperatura di soglia del cracking) viene messa in contatto con un materiale inerte riscaldato a temperatura più elevata di quella della alimentazione. Il trasportatore di calore può essere gassoso, come il vapor d'acqua del quale abbiamo detto in precedenza, oppure solido, ma in realtà il vapor d'acqua viene impiegato quasi sempre, qualunque sia il tipo di processo e di impianto adottato.
Per la fornitura di calore mediante trasportatore gassoso si può ricorrere a due alternative. Per es. nel processo di steam cracking adiabatico Kellogg si riscalda indirettamente vapor d'acqua a circa 930 °C in speciali forni riscaldati a gas o a olio combustibile: in esso si introduce il vapore di benzina preriscaldato a 670-690 °C. Il cracking avviene a pressioni parziali dell'olio molto basse (0,1-0,2 atm) con un profilo di temperatura rapidamente discendente dopo il punto di miscelazione vapor d'acqua-vapori dell'alimentazione.
Una variante al sistema consiste nel produrre vapore bruciando una miscela idrogeno-idrocarburi in ossigeno; si ottiene un trasportatore di calore gassoso molto caldo, contenente, oltre a vapor d�’acqua, CO2, CO e H2.
L'uso di temperature superiori a 1000 °C con trasportatori di calore di questo tipo ha condotto a nuove soluzioni tecniche con processi per produrre contemporaneamente acetilene ed etilene. Mentre il principio fondamentale è lo stesso se si usa un diverso trasportatore, la temperatura raggiungibile è più alta con questo secondo sistema. L'apparecchiatura usata è differente; si ricorre a un brucia-tore collegato con il reattore vero e proprio. Nel bruciatore si raggiungono temperature dell'ordine di 2500 °C; nel reattore, dopo iniezione di vapore secondario per ridurre la temperatura della fiamma al livello desiderato, si introduce attraverso ugelli la benzina da crackizzare.
Nella Fig. 5 è illustrato schematicamente un complesso bruciatore-reattore (Hoechst), con il profilo della temperatura. Il tempo di permanenza alla temperatura di cracking è di circa 2-3 millesimi di secondo. La composizione dei prodotti di cracking alle alte temperature di questo processo è alquanto differente da quella dei prodotti classici. Aumentando o diminuendo la temperatura di cracking è possibile spostare la composizione dei prodotti verso l�’ottenimento di quantità rilevanti di

175
acetilene. Dopo separazione della CO2, dell'acetilene, e dell'etilene, il gas residuo contiene principalmente CO e H2 oltre a metano. Il gas residuo dal cracking in forni tubolari è invece prevalentemente costituito da H2 e metano.
Fig.5 Processo Hoechst di cracking a olefine ad alte temperature in reattore-
bruciatore. a) reattore-bruciatore b) schema di impianto (sezioni di reazione, recupero calore con produzione di vapore, frazionamento primario gas-liquido)
Separazione delle olefìne dal gas di cracking Il gas prodotto dal cracking a olefine contiene oltre a idrogeno acqua e
impurezze solforate, gli idrocarburi - saturi e non saturi - da C1 a C4, e in qualche caso piccole percentuali di idrocarburi acetilenici. Il compito sostanziale della separazione è il recupero, ad un grado di purezza piuttosto spinto, dei singoli idrocarburi olefinici, da avviare a sintesi chimiche, e in particolare dell'etilene e del propilene. La separazione dei C4 insaturi tra di loro è pure importante in molti casi (separazione tra buteni, recupero del butadiene).
I metodi di separazione applicabili si possono classificare in metodi fisici e metodi chimici.

176
Tra i metodi fisici, di gran lunga i più importanti su scala industriale, sono : 1) condensazione parziale seguita da distillazione frazionata; 2) assorbimento di alcuni componenti in solventi liquidi, seguito da
esaurimento ; 3) adsorbimento frazionato su solidi, seguito da desorbimento. I metodi chimici consistono -nel caso delle olefine- nella formazione di
composti dai quali è possibile ripristinare l'olefina che ha reagito. L'esame del p. eb. degli idrocarburi da C1 a C4 mostra che, mentre passando da
un composto a n atomi di C ad uno a n + 1 si ha una notevole differenza di p.eb., lo stesso non vale tra composti aventi lo stesso numero di atomi di C. La separazione mediante distillazione in gruppi di composti aventi lo stesso numero di atomi di C risulta quindi facile, mentre assai più difficile è il problema di ottenere composti singoli « puri » o a un grado di purezza elevato.
Dato il basso p. eb. degli idrocarburi più leggeri, è chiaro che non si potrà procedere alla distillazione frazionata del prodotto C3-C4 del cracking senza ricorrere al raffreddamento a temperature inferiori a quella ambiente. È possibile aumentare le temperature di distillazione lavorando sotto pressione, con l'ovvia limitazione della temperatura critica, al di sopra della quale non si può liquefare un gas, qualunque sia la pressione cui lo si sottopone. Inoltre, sotto pressione il frazionamento è più difficile; occorrono colonne con un numero elevato di piatti e un rapporto di retrogradazione (o riflusso ), molto alto.
Frazionamento del gas di cracking La Fig. 6 mostra un possibile schema di impianto di frazionamento e delle
condizioni di temperatura e pressione per frazionare un gas di cracking della composizione seguente :
H2 11,5%, CH4 16,5%, C2H4 19,4%, C2H6 17,7%, C3H6 8,9%, C3H8 24,0%, C4+ 2,0%. Il gas, compresso a 40 atm, seccato su allumina attivata, entra nella I^ colonna
(demetanizzatrice) a -18 °C. In testa, a -90 °C esce un gas composto da H2 (praticamente tutto) CH4 e una piccola quantità di etilene. Al fondo , a + 38 °C, esce un liquido che, decompresso a 27 atm passa alla II^ colonna. Da questa si ottiene in testa, a -18 °C, un gas composto per il 95% da etilene, contenente CH4 e C2H6. Il fondo colonna, a + 43 °C, viene decompresso a 24 atm e passa alla III^ colonna, dalla quale si ottiene in testa, a -4 °C, etano al 95% con etilene e propilene. Il fondo colonna, a 65oC, viene ulteriormente decompresso a 15 atm e inviato alla colonna di separazione C3-C4, dalla quale si ottiene in testa un gas formato principalmente da propilene (25 %) e propano (72 %). Al fondo esce una miscela contenente il 5 % di propano e il 95% di C4 e superiori. Come si vede, i diversi prodotti finali della separazione: metano, etilene, etano, propilene-propano, butani e superiori, non sono puri e per determinati impieghi devono essere ulteriormente trattati.

177
I gas vengono compressi, raffreddati e frazionati analogamente a quanto detto prima.
Fig.6 Temperature di ebollizione, °C CH4 -107 C2H6 -67 C2H4 -104C3H8 -43 C3H6 -48
Separazione dell' etilene Il recupero dell'etilene dal gas di cracking e la sua purificazione sono
relativamente facili. Il metodo più usato è la distillazione frazionata, tuttavia si può ricorrere anche all'assorbimento e all'adsorbimento chimico. Per es. per separare idrogeno e metano dall'etilene si può far assorbire quest�’ultimo, a circa 35 atm, in butano (o nella stessa frazione C4 recuperata dal gas di cracking) in un assorbitore la cui temperatura di testa sia 0-20 °C e quella di fondo circa 120 °C. L'idrogeno e il metano escono in testa e trascinano non più del 3-4% di etilene. La frazione C4 che ha assorbito l'etilene passa a uno stripper dove, a circa 25 atm e 200 °C (a fondo colonna) si liberano i C2 e C3 presenti, con la piccola quantità di CH4 assorbita.
Separazione del propilene La separazione del propilene mediante distillazione dai gas C2 e dai gas C4
non comporta difficoltà di ordine pratico. Ugualmente facile è ottenere un

178
concentrato propilene-propano dai gas di stabilizzazione delle benzine di cracking (in raffineria) o dai gas totali della pirolisi a olefine. Questo concentrato è adatto come alimentazione per uno dei principali usi chimici del propilene: la idratazione ad alcool isopropilico. Numerose sintesi (tra cui importantissima quella del polipropilene isotattico) necessitano propilene assai puro. È quindi necessario separare il propilene dal propano. Per distillazione frazionata diretta ciò non è facile, dato che la volatilità relativa del propilene rispetto al propano a 3 atm e -20 °C è di soltanto 1,15; inoltre questo rapporto diminuisce leggermente con l'aumento della pressione. Per evitare la refrigerazione a basse temperature e impiegare l'acqua per la condensazione è necessario distillare la miscela propilene-propano ad almeno 15 atm. Con questa pressione si ottiene senza difficoltà propilene al 98%
Separazione dei C4 Gli idrocarburi C4, con il relativo punto di ebollizione, sono elencati nella
Tab.3
Idrocarburi p.eb, °C n.butano -0.50 isobutano -11.73 butilene-l -6.26 butilene-2cis +3.72 butilene 2 trans +0.88 isobutilene -6.90 butadiene-1,2 +10.85 butadiene-1,3 -4.40 butino-l +8.07 butino-2 +26.99 butadiino-l,3 (diacetilene) +10.30 3-buten-l-ino (vinilacetilene) +5.00
Tab.3 La composizione della frazione C4 della pirolisi e la sua abbondanza rispetto
alle altre frazioni è funzione delle condizioni del processo. In particolare il butadiene aumenta con l'aumentare della temperatura di pirolisi. Il metodo di separazione dei diversi componenti dipende dalla proporzione nella quale sono presenti nella miscela. Per es. per separare i butileni normali (1 e 2) dalla frazione C4 di gas di raffineria (poveri di butadiene), si polimerizza il diene e lo si idrogena a n.butileni (su catalizzatore al solfuro di Ni o al rame), in genere dopo eliminazione dell'isobutilene. Se la percentuale di butadiene è elevata lo si può allontanare mediante assorbimento in acetato di rame(I) ammoniacale.

179
L'isobutilene può essere allontanato facendolo assorbire in acido solforico (al 50-65%). Rimangono allora soltanto i n.butileni e i C4 saturi, una miscela che può essere caricata all'idratazione ad alcool butilico secondario.
Il metodo più usato per separare i n.butileni dai butani è quello mediante distillazione estrattiva, per esempio con una miscela acetone-acqua (85-15 v/v). In luogo di questa miscela si può usare come solvente l'acetonitrile. Un esempio di procedimento di separazione completa degli idrocarburi C4 è dato nella Fig. 7, con possibili alternative. Lo schema da adottarsi volta per volta dipende dalla composizione della frazione, dai prodotti desiderati e dall'uso cui ciascun prodotto è destinato.
Fig.7 Possibile procedimento per la separazione e recupero dei componenti
della frazione C4 da gas di cracking.






![2012-11-22 Mazzolini-Udine.ppt [modalità compatibilità] · +11% petrolio Petrolio sul totale ~ 38% Fonte: BP statistical review of world energy 2011 Petrolio sul totale ~ 33% CONSUMO](https://static.fdocumenti.com/doc/165x107/5e17dee59c939678c4501493/2012-11-22-mazzolini-udineppt-modalit-compatibilit-11-petrolio-petrolio.jpg)