
Ridurre le vibrazioni delle pompe - pruftechnik.com · 1 La rivista manutentiva del gruppo...
8
1 La rivista manutentiva del gruppo PRÜFTECHNIK In questo numero: Ridurre le vibrazioni delle pompe Battimento in una stazione di pompaggio Monitoraggio online all'acquedotto di Berlino Rilevare la cavitazione delle pompe Analizzare le fonti di rumore Corretto allineamento delle pompe verticali Le severe norme di vibrazioni delle pompe centrifughe Novità Le pompe centrifughe vengono utiliz- zate nella stragrande maggioranza delle applicazioni industriali. In queste pom- pe, il fluido viene convogliato da un corpo rotante (la girante) e spinto verso l'esterno seguendo un percorso circola- re. L'energia cinetica assorbita si trasfor- ma in energia di pressione alla mandata del corpo pompa. Per generare tali pres- sioni si ricorre a portate comprese tra 10 e 100 m/s. a seconda del tipo di fluido. Questo può generare forti vibrazioni e visto che le pompe centrifughe (o assia- li) funzionano sempre più a velocità variabile per risparmiare energia, la ten- denza a vibrare aumenta ancora di più. In questa edizione, dedicata alle pom- pe centrifughe, illustreremo come moni- torare le pompe per rilevare la presenza di vibrazioni da malfunzionamento. PRÜFTECHNIK News Ridurre le vibrazioni delle pompe La sovrapposizione di due frequenze vi- brazionali analoghe genera il battimen- to, un fenomeno chiaramente percettibi- le nel campo acustico. Il suono, composto da due distinte tonalità di frequenza leggermente diversa , cambia di volume alla frequenza di battimento alzandosi e abbassandosi ritmicamente e in caso di battimento generato da macchine adia- centi, può generare ampiezze tali da danneggiare le macchine e persino cau- sarne l'avaria. Non sempre è possibile eliminare le cause del battimento: diven- ta quindi importante ridurne il più possi- bile gli effetti. Il principio del battimento e la fre- quenza di battimento vengono illustrate in Figura 6 e possono essere dimostrate in una simulazione. Il battimento può anche venir rilevato nei grafici degli analizzatori FFT di vibrazioni, a condi- zione che i segnali della velocità di vibrazione registrati e altri valori misu- rati siano di lunghezza sufficiente. In assenza di un analizzatore FFT, è bene insospettirsi davanti a forti fluttuazioni delle ampiezze. Nella stazione di pompaggio in ogget- to erano state rilevate proprio queste ampie fluttuazioni in una pompa e nella sua struttura. L'ipotesi era che venissero generate dalla pompa e dalle fondazioni inadeguate della struttura. L'impressio- ne in sala controllo era che l'intensità delle vibrazioni fosse legata alle modali- tà di funzionamento della pompa e che le vibrazioni si verificassero solo in pre- senza di ampie portate. Ma per quale motivo? Per scoprirlo è stato chiesto a PRÜFTECHNIK Machinery Service di eseguire analisi sistematiche delle vibra- zioni: sono bastate le misurazioni di base per rivelare una serie di condizioni sfavorevoli che generavano le forti vi- brazioni della struttura. Il concetto della stazione di pompaggio Nella stazione di pompaggio, la pres- sione finale viene ottenuta tramite tre pompe in serie che funzionano a veloci- tà diverse, con la pompa 1 più lenta, la pompa 2 intermedia e la pompa 3 velo- ce. Il giorno delle misurazioni, le pompe 2 e 3 mostravano un livello relativamen- te alto di vibrazioni in presenza di ampie portate, tanto da dominare il primo ordine della velocità di vibrazione. Le misurazioni effettuate sulla struttu- ra rivelavano un battimento che s'ag- Fig. 1: Misurazione delle vibrazioni su una pompa No.10 – Focus: Pompe centrifughe Servizi di Condition Monitoring Battimento in stazione di pompaggio Dr. Edwin Becker
Transcript of Ridurre le vibrazioni delle pompe - pruftechnik.com · 1 La rivista manutentiva del gruppo...

1
La rivista manutentiva del gruppo PRÜFTECHNIK
In questo numero:
Ridurre le vibrazioni delle pompe
Battimento in una stazionedi pompaggio
Monitoraggio onlineall'acquedotto di Berlino
Rilevare la cavitazione delle pompe
Analizzare le fonti di rumore
Corretto allineamentodelle pompe verticali
Le severe norme di vibrazioni dellepompe centrifughe
Novità
Le pompe centrifughe vengono utiliz-zate nella stragrande maggioranza delleapplicazioni industriali. In queste pom-pe, il fluido viene convogliato da uncorpo rotante (la girante) e spinto versol'esterno seguendo un percorso circola-re. L'energia cinetica assorbita si trasfor-ma in energia di pressione alla mandatadel corpo pompa. Per generare tali pres-sioni si ricorre a portate comprese tra 10
e 100 m/s. a seconda del tipo di fluido.Questo può generare forti vibrazioni evisto che le pompe centrifughe (o assia-li) funzionano sempre più a velocitàvariabile per risparmiare energia, la ten-denza a vibrare aumenta ancora di più.
In questa edizione, dedicata alle pom-pe centrifughe, illustreremo come moni-torare le pompe per rilevare la presenzadi vibrazioni da malfunzionamento.
PRÜFTECHNIK News
Ridurre le vibrazioni delle pompe
La sovrapposizione di due frequenze vi-brazionali analoghe genera il battimen-to, un fenomeno chiaramente percettibi-le nel campo acustico. Il suono, compostoda due distinte tonalità di frequenzaleggermente diversa , cambia di volumealla frequenza di battimento alzandosi eabbassandosi ritmicamente e in caso dibattimento generato da macchine adia-centi, può generare ampiezze tali dadanneggiare le macchine e persino cau-sarne l'avaria. Non sempre è possibileeliminare le cause del battimento: diven-ta quindi importante ridurne il più possi-bile gli effetti.
Il principio del battimento e la fre-quenza di battimento vengono illustratein Figura 6 e possono essere dimostratein una simulazione. Il battimento puòanche venir rilevato nei grafici deglianalizzatori FFT di vibrazioni, a condi-zione che i segnali della velocità divibrazione registrati e altri valori misu-rati siano di lunghezza sufficiente. Inassenza di un analizzatore FFT, è beneinsospettirsi davanti a forti fluttuazionidelle ampiezze.
Nella stazione di pompaggio in ogget-to erano state rilevate proprio questeampie fluttuazioni in una pompa e nellasua struttura. L'ipotesi era che venisserogenerate dalla pompa e dalle fondazioniinadeguate della struttura. L'impressio-ne in sala controllo era che l'intensitàdelle vibrazioni fosse legata alle modali-
tà di funzionamento della pompa e chele vibrazioni si verificassero solo in pre-senza di ampie portate. Ma per qualemotivo? Per scoprirlo è stato chiesto aPRÜFTECHNIK Machinery Service dieseguire analisi sistematiche delle vibra-zioni: sono bastate le misurazioni dibase per rivelare una serie di condizionisfavorevoli che generavano le forti vi-brazioni della struttura.
Il concetto della stazione dipompaggio
Nella stazione di pompaggio, la pres-sione finale viene ottenuta tramite trepompe in serie che funzionano a veloci-tà diverse, con la pompa 1 più lenta, lapompa 2 intermedia e la pompa 3 velo-ce. Il giorno delle misurazioni, le pompe2 e 3 mostravano un livello relativamen-te alto di vibrazioni in presenza di ampieportate, tanto da dominare il primoordine della velocità di vibrazione.
Le misurazioni effettuate sulla struttu-ra rivelavano un battimento che s'ag-
Fig. 1: Misurazione delle vibrazioni su una pompa
No.10 – Focus: Pompe centrifughe
Servizi di Condition Monitoring
Battimento in stazione di pompaggioDr. Edwin Becker
2
La rivista manutentiva del gruppo PRÜFTECHNIK
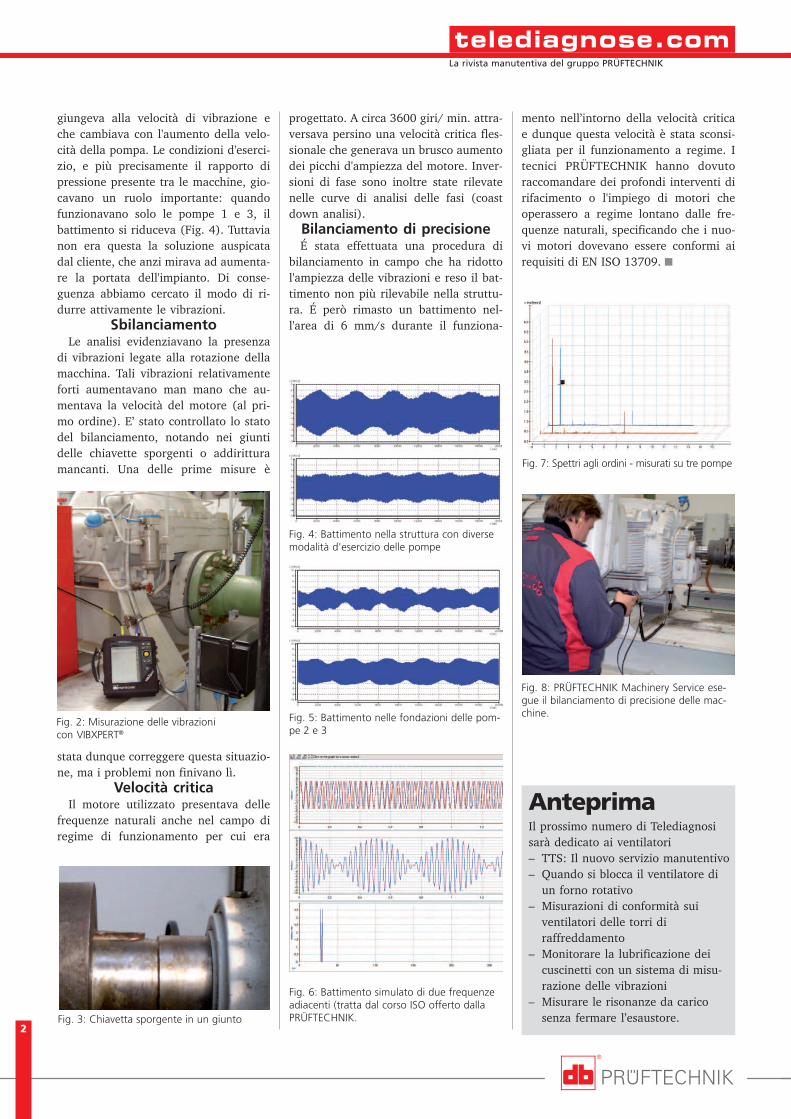
Fig. 5: Battimento nelle fondazioni delle pom-pe 2 e 3
Fig. 2: Misurazione delle vibrazionicon VIBXPERT®
Fig. 6: Battimento simulato di due frequenzeadiacenti (tratta dal corso ISO offerto dallaPRÜFTECHNIK.
Fig. 7: Spettri agli ordini - misurati su tre pompe
Fig. 3: Chiavetta sporgente in un giunto
Fig. 4: Battimento nella struttura con diversemodalità d'esercizio delle pompe
Fig. 8: PRÜFTECHNIK Machinery Service ese-gue il bilanciamento di precisione delle mac-chine.
AnteprimaIl prossimo numero di Telediagnosisarà dedicato ai ventilatori– TTS: Il nuovo servizio manutentivo– Quando si blocca il ventilatore di
un forno rotativo– Misurazioni di conformità sui
ventilatori delle torri diraffreddamento
– Monitorare la lubrificazione deicuscinetti con un sistema di misu-razione delle vibrazioni
– Misurare le risonanze da caricosenza fermare l’esaustore.
giungeva alla velocità di vibrazione eche cambiava con l'aumento della velo-cità della pompa. Le condizioni d'eserci-zio, e più precisamente il rapporto dipressione presente tra le macchine, gio-cavano un ruolo importante: quandofunzionavano solo le pompe 1 e 3, ilbattimento si riduceva (Fig. 4). Tuttavianon era questa la soluzione auspicatadal cliente, che anzi mirava ad aumenta-re la portata dell'impianto. Di conse-guenza abbiamo cercato il modo di ri-durre attivamente le vibrazioni.
SbilanciamentoLe analisi evidenziavano la presenza
di vibrazioni legate alla rotazione dellamacchina. Tali vibrazioni relativamenteforti aumentavano man mano che au-mentava la velocità del motore (al pri-mo ordine). E’ stato controllato lo statodel bilanciamento, notando nei giuntidelle chiavette sporgenti o addiritturamancanti. Una delle prime misure è
stata dunque correggere questa situazio-ne, ma i problemi non finivano lì.
Velocità criticaIl motore utilizzato presentava delle
frequenze naturali anche nel campo diregime di funzionamento per cui era
progettato. A circa 3600 giri/ min. attra-versava persino una velocità critica fles-sionale che generava un brusco aumentodei picchi d'ampiezza del motore. Inver-sioni di fase sono inoltre state rilevatenelle curve di analisi delle fasi (coastdown analisi).
Bilanciamento di precisioneÉ stata effettuata una procedura di
bilanciamento in campo che ha ridottol'ampiezza delle vibrazioni e reso il bat-timento non più rilevabile nella struttu-ra. É però rimasto un battimento nel-l'area di 6 mm/s durante il funziona-
mento nell’intorno della velocità criticae dunque questa velocità è stata sconsi-gliata per il funzionamento a regime. Itecnici PRÜFTECHNIK hanno dovutoraccomandare dei profondi interventi dirifacimento o l'impiego di motori cheoperassero a regime lontano dalle fre-quenze naturali, specificando che i nuo-vi motori dovevano essere conformi airequisiti di EN ISO 13709.

3
La rivista manutentiva del gruppo PRÜFTECHNIK
Fig. 1: Applicazione di Condition Monitoring all'acquedotto di Berlino
Fig. 2: Cause d'eccitazione vibrazionale monitorate da VIBNODE®.
Disallinea-mento
Anomalieelettriche
Sbilanciamenti
Danneggiamenti aicuscinetti
Problemiidraulici
Impianto idrico
Stazioni di pompaggio
Impianto di trattamento reflui
Stazioni di pompaggio(smaltimento reflui)
Impianto
Controllo di processo
DiagnosiInformazione
Rapporti diagnosticiRaccomandazioni
Applicazione di Condition Monitoring
Monitoraggio Online delle vibrazioni all'acquedottodi BerlinoMatthias Luft
La funzione dell'acquedotto non ri-guarda solo la fornitura affidabile esicura di acqua potabile, ma anche losmaltimento delle acque reflue in con-formità con le leggi e con le esigenzedell'ambiente. Le aree di applicazionetipica per la strumentazione di misuradelle vibrazioni vengono mostrate inFigura 1, ma è chiaro che il malfunzio-namento di una delle molte pompe cen-trifughe installate può mettere a repen-taglio l'affidabilità della fornitura d'ac-qua e porre quindi un grave problemaalla continuità produttiva.
Per minimizzare i rischi di malfunzio-namento, l'acquedotto di Berlino (BerlinWasserbetriebe) procede ormai da annia monitorare macchine e sistemi tramitele vibrazioni, inizialmente per mezzo distrumenti portatili e poi, a partire dal2008, tramite sistemi installati in per-manenza.
Attualmente sono ben 44 le unitàmonitorate con VIBNODE® (Fig. 1), so-prattutto grandi pompe installate in sta-zioni di pompaggio; altri treni di mac-chine verranno aggiunti quest'anno.
VIBNODE® è un sistema di CM Onlineper il monitoraggio diagnostico dellevibrazioni. L'obbiettivo è rilevare in faseiniziale la presenza di un malfunziona-mento, perché il primo indizio è l'au-mento delle vibrazioni e dei livelli dirumore che diventano sempre più mar-cati man mano che il deterioramento siestende. Per questo, i seguenti valori
caratteristici vengono monitorati ognipochi minuti:
le vibrazioni secondo DIN ISO10816-3, per monitorare le vibrazio-ni a bassa frequenza delle macchinefino a 1 kHz => i valori aumentanoin presenza di uno sbilanciamento odi un disallineamento.Accelerazione delle vibrazioni, permonitorare il rumore delle macchinefino a 10 kHz => i valori aumentanoin presenza di problemi di lubrifica-zione, usura dei cuscinetti e danneg-giamenti ai denti delle trasmissioni.Valori caratteristici dei cuscinetti arullo (spettro d'inviluppo) => i valo-ri aumentano in presenza di danneg-giamenti alle piste di rotolamento eagli elementi volventi.VIBNODE® misura inoltre lo spettro
completo delle vibrazioni per una dia-gnosi approfondita su base quotidiana enel caso di superamenti dei valori disoglia.
I sensori vengono installati in perma-nenza sui cuscinetti delle macchine. Percorrelare i dati diagnostici basati sullevibrazioni con le condizioni d'esercizioeffettive delle macchine (Fig. 3), il PLCraccoglie altri importanti valori caratte-ristici quali:• RPM• Pressione d'aspirazione• Pressione di mandata• Prestazioni• Portata
Dato che le tubazioni, le stazioni in-termedie di pompaggio e gli impianti ditrattamento reflui sono distribuiti suun'area alquanto estesa, si è deciso dicollegare in un network i sistemi VIB-NODE® tramite scambio dati via mailche trasferiscono le letture per mezzo di:• Modem se è disponibile una linea
telefonica• Connessione Ethernet se è dis-
ponibile una LAN• Modem GPRS in assenza di ogni
struttura di comunicazione.I dati vengono automaticamente tra-
sferiti al server diagnostico e archiviatinel software OMNITREND®, per la dia-gnosi delle vibrazioni. Tecnici specializ-zati del reparto "Centrale Manutentiva"procedono quindi a valutare i dati dellemisurazioni utilizzando metodi di dia-gnosi delle vibrazioni. Qualunque supe-
4
La rivista manutentiva del gruppo PRÜFTECHNIK
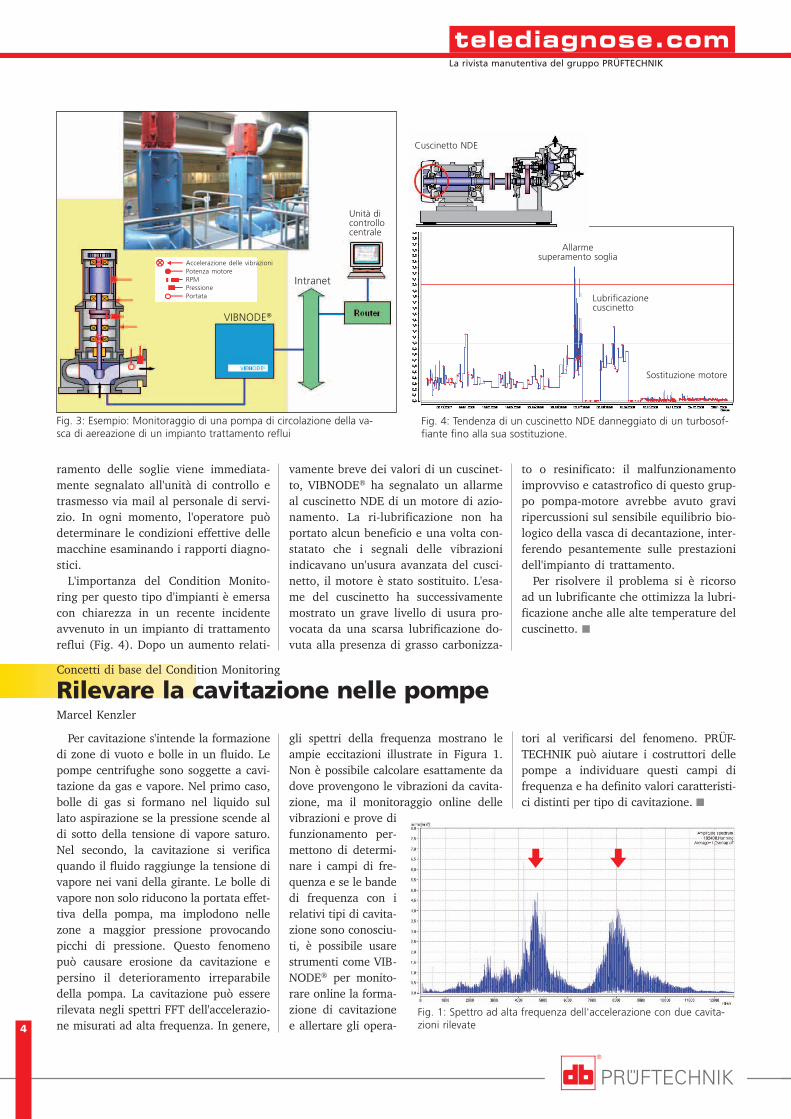
Fig. 1: Spettro ad alta frequenza dell'accelerazione con due cavita-zioni rilevate
Fig. 4: Tendenza di un cuscinetto NDE danneggiato di un turbosof-fiante fino alla sua sostituzione.
Fig. 3: Esempio: Monitoraggio di una pompa di circolazione della va-sca di aereazione di un impianto trattamento reflui
Unità dicontrollocentrale
Intranet
VIBNODE®
Accelerazione delle vibrazioniPotenza motoreRPMPressionePortata
Cuscinetto NDE
Allarmesuperamento soglia
Lubrificazionecuscinetto
Sostituzione motore
ramento delle soglie viene immediata-mente segnalato all'unità di controllo etrasmesso via mail al personale di servi-zio. In ogni momento, l'operatore puòdeterminare le condizioni effettive dellemacchine esaminando i rapporti diagno-stici.
L'importanza del Condition Monito-ring per questo tipo d'impianti è emersacon chiarezza in un recente incidenteavvenuto in un impianto di trattamentoreflui (Fig. 4). Dopo un aumento relati-
vamente breve dei valori di un cuscinet-to, VIBNODE® ha segnalato un allarmeal cuscinetto NDE di un motore di azio-namento. La ri-lubrificazione non haportato alcun beneficio e una volta con-statato che i segnali delle vibrazioniindicavano un'usura avanzata del cusci-netto, il motore è stato sostituito. L'esa-me del cuscinetto ha successivamentemostrato un grave livello di usura pro-vocata da una scarsa lubrificazione do-vuta alla presenza di grasso carbonizza-
Concetti di base del Condition Monitoring
Rilevare la cavitazione nelle pompeMarcel Kenzler
Per cavitazione s'intende la formazionedi zone di vuoto e bolle in un fluido. Lepompe centrifughe sono soggette a cavi-tazione da gas e vapore. Nel primo caso,bolle di gas si formano nel liquido sullato aspirazione se la pressione scende aldi sotto della tensione di vapore saturo.Nel secondo, la cavitazione si verificaquando il fluido raggiunge la tensione divapore nei vani della girante. Le bolle divapore non solo riducono la portata effet-tiva della pompa, ma implodono nellezone a maggior pressione provocandopicchi di pressione. Questo fenomenopuò causare erosione da cavitazione epersino il deterioramento irreparabiledella pompa. La cavitazione può essererilevata negli spettri FFT dell'accelerazio-ne misurati ad alta frequenza. In genere,
gli spettri della frequenza mostrano leampie eccitazioni illustrate in Figura 1.Non è possibile calcolare esattamente dadove provengono le vibrazioni da cavita-zione, ma il monitoraggio online dellevibrazioni e prove difunzionamento per-mettono di determi-nare i campi di fre-quenza e se le bandedi frequenza con irelativi tipi di cavita-zione sono conosciu-ti, è possibile usarestrumenti come VIB-NODE® per monito-rare online la forma-zione di cavitazionee allertare gli opera-
tori al verificarsi del fenomeno. PRÜF-TECHNIK può aiutare i costruttori dellepompe a individuare questi campi difrequenza e ha definito valori caratteristi-ci distinti per tipo di cavitazione.
to o resinificato: il malfunzionamentoimprovviso e catastrofico di questo grup-po pompa-motore avrebbe avuto graviripercussioni sul sensibile equilibrio bio-logico della vasca di decantazione, inter-ferendo pesantemente sulle prestazionidell'impianto di trattamento.
Per risolvere il problema si è ricorsoad un lubrificante che ottimizza la lubri-ficazione anche alle alte temperature delcuscinetto.
5
La rivista manutentiva del gruppo PRÜFTECHNIK
Piccolo glossarioSapevate che…
Suono: L'orecchio umano percepisce le vibrazioniemanate da un mezzo materiale alle frequenzecomprese tra 16 Hz e 20 kHz. Il suono può essereclassificato in base al mezzo di propagazione:acqua, aria oppure una struttura.
Altezza, timbro: L'altezza viene indicata nellospettro delle frequenze da una singola linea. Iltimbro consiste di molteplici toni parziali le cuifrequenze si amalgamano nell'assieme armonicopercepito dall'orecchio umano.
Rumore: Il rumore consiste di funzioni tempo chesi amalgamano in modo casuale e/o frequenzenon armoniche. Può generare fastidio o disagiovero e proprio a seconda della soglia individualedi tolleranza acustica, che però non è misurabile.
Esposizione personale al suono: Misura delrumore subito sul posto di lavoro in base allamedia di un turno (8 ore) o una settimana (40ore).
Pressione sonora: Pressione alternata dipenden-te dal tempo sovrapposta alla pressione di equili-brio. La cosiddetta Ponderazione Acustica (A-weight) descrive la reazione uditiva.
Velocità particelle sonore: Velocità di oscillazio-ne delle particelle di materiale presenti nel mezzodi propagazione sonora.
Intensità sonora: Il prodotto tra velocità delleparticelle sonore e pressione sonora. Vieneespressa in unità di potenza per unità d'area efornisce una chiara rappresentazione del gradien-te sonoro.
Livello: Dato che i valori dei parametri sonori sisviluppano tramite fattori multipli di dieci, per lemisurazioni acustiche si utilizza una scala logarit-mica. Viene espressa in decibel (dB) e l'equazioneutilizzata per calcolare i valori del livello acusticoassume la seguente forma:
(Valore misurato relativo alvalore di riferimento x0 )
Livello di potenza sonora: Misura specifica persingola macchina della potenza sonora irradiatada una fonte sonora in condizioni d'eserciziostabili. Il livello di potenza sonora dipende dallospazio di misurazione, distanza dalla fonte epresenza di altre fonti di rumore.
Frequenza: La frequenza esprime l'altezza delsuono in Hz. Il raddoppio di frequenza equivale aun'ottava o a tre incrementi di un terzo d'ottava.Il campo uditivo umano copre dieci ottave.
Volume: La sensibilità dell'orecchio umano variain funzione della frequenza. Suoni con la stessapressione sonora ma frequenze diverse vengonopercepiti come suoni di volume diverso. Per otte-nere comunque un valore sonoro caratteristico eregolato, la pressione sonora viene ponderatacome una funzione della frequenza. DIN 45633impone l'uso della curva di Ponderazione A,definita dB(A) per la costruzione e il funziona-mento delle macchine.
Spettro: Lo spettro mostra i componenti dellafrequenza presenti in un segnale e permette dicaratterizzare analiticamente un suono. Si suddi-vide in spettro dell'ottava, di un terzo d'ottava o abanda stretta.
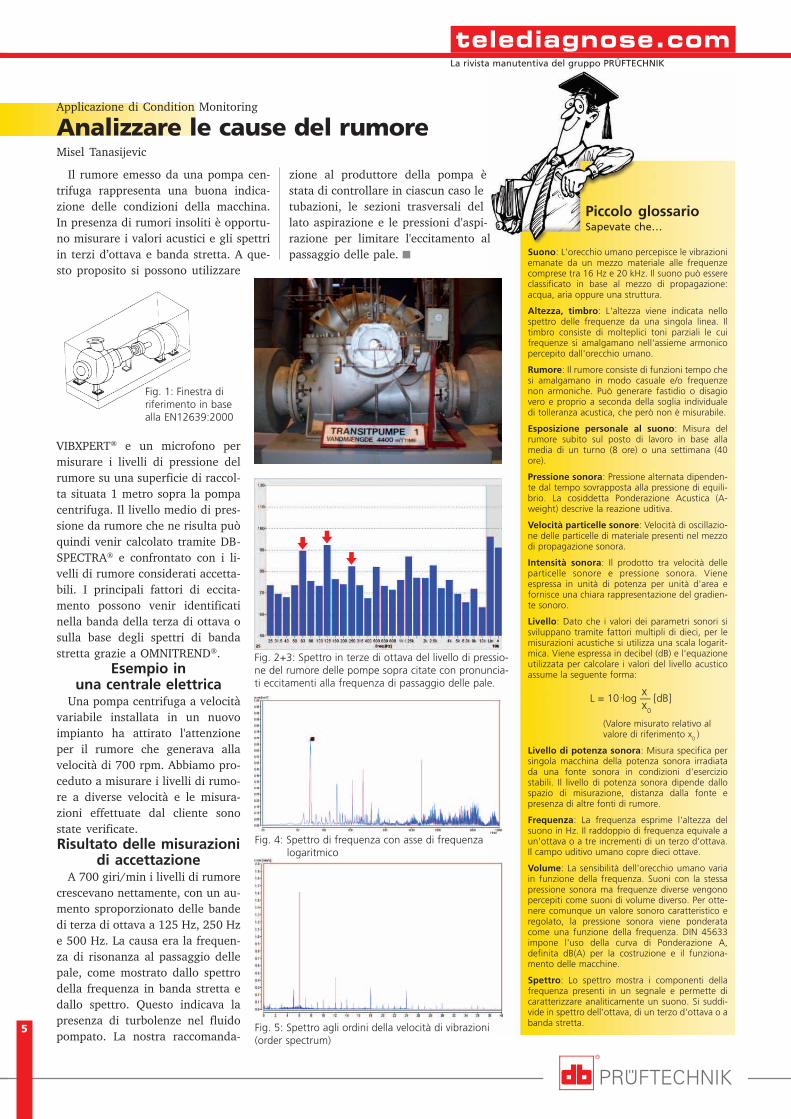
Fig. 2+3: Spettro in terze di ottava del livello di pressio-ne del rumore delle pompe sopra citate con pronuncia-ti eccitamenti alla frequenza di passaggio delle pale.
Fig. 4: Spettro di frequenza con asse di frequenzalogaritmico
Fig. 5: Spettro agli ordini della velocità di vibrazioni(order spectrum)
L = 10 . log — [dB]xx0
Applicazione di Condition Monitoring
Analizzare le cause del rumoreMisel Tanasijevic
Il rumore emesso da una pompa cen-trifuga rappresenta una buona indica-zione delle condizioni della macchina.In presenza di rumori insoliti è opportu-no misurare i valori acustici e gli spettriin terzi d’ottava e banda stretta. A que-sto proposito si possono utilizzare
VIBXPERT® e un microfono permisurare i livelli di pressione delrumore su una superficie di raccol-ta situata 1 metro sopra la pompacentrifuga. Il livello medio di pres-sione da rumore che ne risulta puòquindi venir calcolato tramite DB-SPECTRA® e confrontato con i li-velli di rumore considerati accetta-bili. I principali fattori di eccita-mento possono venir identificatinella banda della terza di ottava osulla base degli spettri di bandastretta grazie a OMNITREND®.
Esempio inuna centrale elettrica
Una pompa centrifuga a velocitàvariabile installata in un nuovoimpianto ha attirato l'attenzioneper il rumore che generava allavelocità di 700 rpm. Abbiamo pro-ceduto a misurare i livelli di rumo-re a diverse velocità e le misura-zioni effettuate dal cliente sonostate verificate.Risultato delle misurazioni
di accettazioneA 700 giri/min i livelli di rumore
crescevano nettamente, con un au-mento sproporzionato delle bandedi terza di ottava a 125 Hz, 250 Hze 500 Hz. La causa era la frequen-za di risonanza al passaggio dellepale, come mostrato dallo spettrodella frequenza in banda stretta edallo spettro. Questo indicava lapresenza di turbolenze nel fluidopompato. La nostra raccomanda-
Fig. 1: Finestra diriferimento in basealla EN12639:2000
zione al produttore della pompa èstata di controllare in ciascun caso letubazioni, le sezioni trasversali dellato aspirazione e le pressioni d'aspi-razione per limitare l'eccitamento alpassaggio delle pale.

6
La rivista manutentiva del gruppo PRÜFTECHNIK
Fig. 4: Risultati allineamento Macchina C
Fig. 2: Sensore laser di ROTALIGN® Ultra in-stallata su staffa magnetica
Fig. 5: Principio di misurazione della perpendi-colarità con INCLINEO®
Fig. 3: Sensore installato su staffa magnetica– equipaggiato per trasmissione wireless
Fig.1: Centrale elettrica Hohenwarte
Fig. 6:Misurazione della perpendicolarità sualbero verticale con INCLINEO®
Applicazione d'allineamento
Allineamento delle pompe verticali e controllodella perpendicolaritàBernardo Quintana
Con otto unità di svuotamento e unapotenza generata nominale di 320 MW,la centrale di Hohenwarte II/Turingia èla più grande centrale elettrica sul fiumeSaale. Nei momenti in cui la produzionesupera la domanda (in genere di notte),l'acqua viene pompata nel bacino diaccumulo sopraelevato perché sia dispo-nibile alle turbine nei momenti di massi-mo consumo.
Allineamento verticalecon ROTALIGN® Ultra
Nell'ambito di un'ispezione alla Mac-china C, PRÜFTECHNIK è stata incari-cata dell'allineamento dell'albero. Perle misurazioni è stato scelto ROTA-LIGN® Ultra, uno strumento ideale perquesto tipo di macchine grazie alle suefunzioni d'allineamento di alberi verti-cali e di trasmissione wireless dei datitra computer e sensore.
Anzitutto si è proceduto a disassem-blare il giunto a ingranaggi tra la turbi-na e la pompa, per poi installare sullasuperficie delle flange il laser e il sen-sore tramite staffe magnetiche (Fig. 2 e3). Per procedere con le letture, glialberi sono stati ruotati in senso orario
seguendo il quadrante di un orologio:dapprima la posizione 0 (= bacino diaccumulo) e poi 3–6–9.
Nella serie successiva di misurazioniprese al secondo giunto tra la turbina eil generatore bisognava tenere in consi-derazione il gioco dei cuscinetti portan-ti. Il gioco alle posizioni sopra citate èstato chiuso con spessori da 0,4 mm. Lemacchine sono state allineate con l'ausi-lio di presse idrauliche tramite l'inseri-mento di spessori presso i cuscinettiradiali sotto la pompa. La Figura 4
mostra i risultati dell'allineamento, cheadesso rientra abbondantemente nelletolleranze specificate per una velocità di428 rpm.Misurazione della perpendico-
larità con INCLINEO®
Allineare tra loro gli alberi non è ilsolo criterio d'allineamento per le mac-chine verticali di grandi dimensioni. An-
che la perpendicolarità – cioè il rapportotra l'asse di rotazione e la gravità –
riveste la sua importanza, tanto che latolleranza in questo caso è di soli 0.02mm/m. Se gli alberi non sono "a piom-bo" si avranno sbilanciamenti, vibra-zioni, alte temperature, riduzione delladurata dei cuscinetti e/o perdite direndimento.
Le misurazioni sono state effettuatecon il nuovo inclinometro elettronicoad alta precisione INCLINEO® , dotatodi base magnetica per una facile instal-lazione sugli alberi. La misura dellaperpendicolarità dell'albero è stata ot-tenuta confrontando una serie di lettu-re prese in posizioni opposte.
Le letture sono state prese in duedirezioni e alle posizioni a 45° per assi-curarne la ripetibilità, quindi sono stateripetute in ogni sezione dell'albero de-terminando così la posizione dell'interoalbero rispetto al filo a piombo.
Questo è solo un esempio dei serviziofferti dal nostro Machinery Service,attivo in tutto il mondo.
7
La rivista manutentiva del gruppo PRÜFTECHNIK
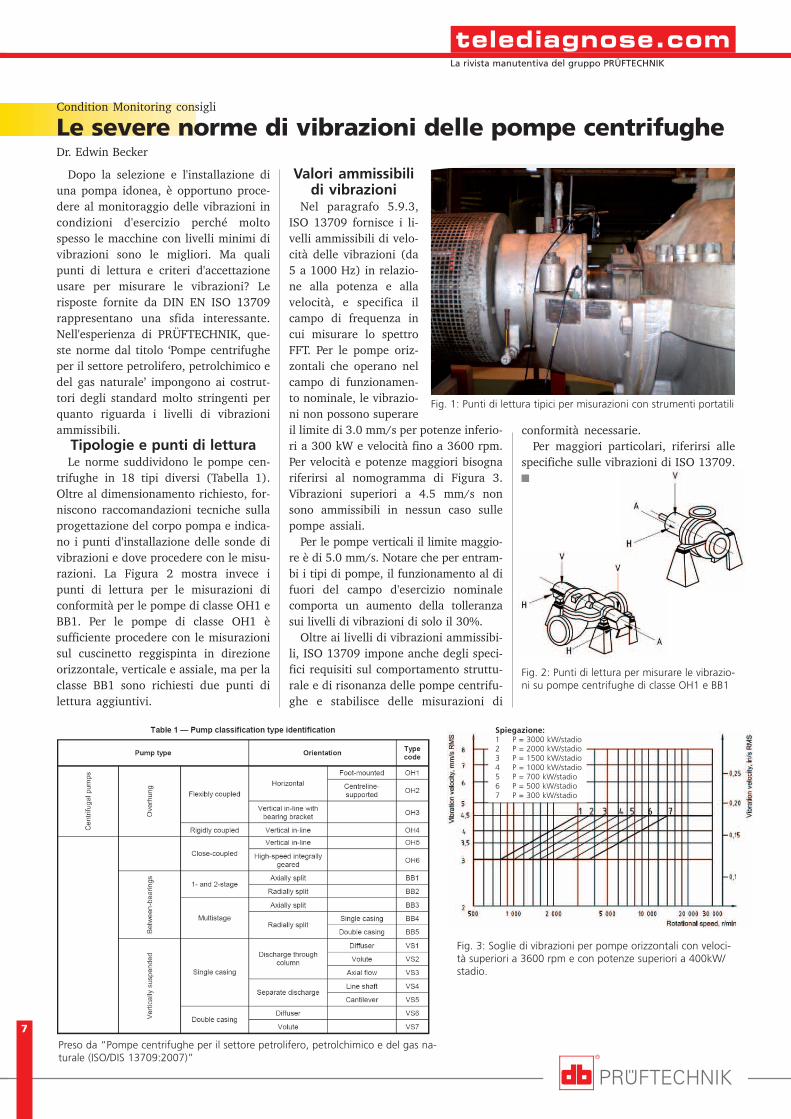
Fig. 3: Soglie di vibrazioni per pompe orizzontali con veloci-tà superiori a 3600 rpm e con potenze superiori a 400kW/stadio.
Preso da “Pompe centrifughe per il settore petrolifero, petrolchimico e del gas na-turale (ISO/DIS 13709:2007)”
Fig. 2: Punti di lettura per misurare le vibrazio-ni su pompe centrifughe di classe OH1 e BB1
Spiegazione:1 P = 3000 kW/stadio2 P = 2000 kW/stadio3 P = 1500 kW/stadio4 P = 1000 kW/stadio5 P = 700 kW/stadio6 P = 500 kW/stadio7 P = 300 kW/stadio
Fig. 1: Punti di lettura tipici per misurazioni con strumenti portatili
Dopo la selezione e l'installazione diuna pompa idonea, è opportuno proce-dere al monitoraggio delle vibrazioni incondizioni d'esercizio perché moltospesso le macchine con livelli minimi divibrazioni sono le migliori. Ma qualipunti di lettura e criteri d'accettazioneusare per misurare le vibrazioni? Lerisposte fornite da DIN EN ISO 13709rappresentano una sfida interessante.Nell'esperienza di PRÜFTECHNIK, que-ste norme dal titolo ‘Pompe centrifugheper il settore petrolifero, petrolchimico edel gas naturale’ impongono ai costrut-tori degli standard molto stringenti perquanto riguarda i livelli di vibrazioniammissibili.
Tipologie e punti di letturaLe norme suddividono le pompe cen-
trifughe in 18 tipi diversi (Tabella 1).Oltre al dimensionamento richiesto, for-niscono raccomandazioni tecniche sullaprogettazione del corpo pompa e indica-no i punti d'installazione delle sonde divibrazioni e dove procedere con le misu-razioni. La Figura 2 mostra invece ipunti di lettura per le misurazioni diconformità per le pompe di classe OH1 eBB1. Per le pompe di classe OH1 èsufficiente procedere con le misurazionisul cuscinetto reggispinta in direzioneorizzontale, verticale e assiale, ma per laclasse BB1 sono richiesti due punti dilettura aggiuntivi.
Valori ammissibilidi vibrazioni
Nel paragrafo 5.9.3,ISO 13709 fornisce i li-velli ammissibili di velo-cità delle vibrazioni (da5 a 1000 Hz) in relazio-ne alla potenza e allavelocità, e specifica ilcampo di frequenza incui misurare lo spettroFFT. Per le pompe oriz-zontali che operano nelcampo di funzionamen-to nominale, le vibrazio-ni non possono superareil limite di 3.0 mm/s per potenze inferio-ri a 300 kW e velocità fino a 3600 rpm.Per velocità e potenze maggiori bisognariferirsi al nomogramma di Figura 3.Vibrazioni superiori a 4.5 mm/s nonsono ammissibili in nessun caso sullepompe assiali.
Per le pompe verticali il limite maggio-re è di 5.0 mm/s. Notare che per entram-bi i tipi di pompe, il funzionamento al difuori del campo d'esercizio nominalecomporta un aumento della tolleranzasui livelli di vibrazioni di solo il 30%.
Oltre ai livelli di vibrazioni ammissibi-li, ISO 13709 impone anche degli speci-fici requisiti sul comportamento struttu-rale e di risonanza delle pompe centrifu-ghe e stabilisce delle misurazioni di
conformità necessarie.Per maggiori particolari, riferirsi alle
specifiche sulle vibrazioni di ISO 13709.
Condition Monitoring consigli
Le severe norme di vibrazioni delle pompe centrifugheDr. Edwin Becker

8
La rivista manutentiva del gruppo PRÜFTECHNIK
NotizieVIBXPERT® offre ancheil ‘coast down spettro’
Quando si spegne una pompa, è possi-bile determinare le frequenze naturaliperché la macchina si sta fermando equindi attraversa tutte le frequenze pro-prie. Invece del solo valore globale nelclassico ‘coast down’, VIBXPERT® puòadesso venir utilizzato per misurare glispettri che offrono ancora più informa-zioni durante tale spegnimento.
Connessione ME’scopeODS è il ‘non plus ultra’ del Condition
Monitoring. VIBXPERT® e ME’scope Ves5.0 possono adesso lavorare insieme peroffrire l'analisi ODS (Operation Deflec-tion Shape).
VIBNODE® misurala forma d’onda.
VIBNODE® è dotato adesso della fun-zione di registrazione delle forme d'on-da in velocità o accelerazione delle vi-brazioni: una caratteristica unica per unsistema di CM a basso costo!
OMNITREND® concodice vibrazioni,codice diagnosi ecodice correzione
Le pompe possono essere organizzatecon codici macchina e descritte tramitecodici di vibrazioni, di diagnosi e dicorrezione. Originariamente, PRÜFTE-CHNIK ha sviluppato questi strumentiper le torri eoliche: i codici di vibrazionivengono utilizzati per valutare le am-piezze delle vibrazioni, i codici diagno-stici per preparare rapporti standardsulle condizioni che non dipendono dal-la lingua e i codici di correzione conten-gono raccomandazioni specifiche al co-struttore o all'utilizzatore della macchi-na per migliorare la disponibilità dellamacchina.
Nuovo sensore laserper la velocità
PRÜFTECHNIK ha sviluppato un nuo-vo sensore laser che misura la velocità dirotazione di macchine molto lente omolto veloci. Un riflettente viene instal-lato sull'apparecchio. Il raggio laser visi-bile può venir puntato verso il riflettoreda distanze fino a un metro e misura inmodo preciso e affidabile la velocità –quando la macchina viene bilanciata,durante il ri-campionamento e per lemisurazioni di fase.
WEARSCANNER®
Per la macchine a lubrificazione forza-ta (anche per pompe), l'alterazione delle
dimensioni e della distribuzione di parti-celle nell'olio rappresenta una misuraimportante delle condizioni delle mac-chine. Basandosi sulla tecnologia ed-dycurrent, PRÜFTECHNIK ha sviluppatoun sensore autonomo per determinare ledimensioni delle particelle suddividen-dole in 8 classi. WEARSCANNER® ècollegato al sistema di monitoraggio oall'unità di controllo sistema tramiteModBus TCP .
Nuovo servizio:misurazione del rumore
Il Centro Diagnostico e Servizi PRÜF-TECHNIK effettua adesso misurazionidei livelli di rumore ovunque nel mon-do, con utili raccomandazioni per ridur-ne i livelli. PRUFTECHNIK S.r.l.
Via De Nicola, 12/EI-20090 Cesano Boscone (MI)www.pruftechnik.itTel.: +39 02 4516141Fax: +39 02 45161430eMail: [email protected]
PRÜFTECHNIKCondition Monitoring85737 Ismaning, Germanywww.pruftechnik.comTel: +49 89 99616-0Fax: +49 89 99616-300eMail: [email protected]













![MACCHINE OPERATRICI PARTE 2: POMPE VOLUMETRICHE · PARTE 2: POMPE VOLUMETRICHE [INIZIO] 1 - POMPE ALTERNATIVE (reciprocating pump) Sostanzialmente tutte le pompe alternative sono](https://static.fdocumenti.com/doc/165x107/5c12199e09d3f263108cedb0/macchine-operatrici-parte-2-pompe-parte-2-pompe-volumetriche-inizio-1-.jpg)



